Embed Size (px)
Citation preview

Ultrasonics 51 (2011) 561–570
Contents lists available at ScienceDirect
Ultrasonics
journal homepage: www.elsevier .com/locate /ul t ras
Measurements of degree of sensitization (DoS) in aluminum alloys usingEMAT ultrasound
Fang Li a,⇑, Dan Xiang a, Yexian Qin a, Robert B. Pond Jr. b, Kyle Slusarski b
a Intelligent Automation Inc. Rockville, MD 20855, United Statesb Engineering Science Department, Loyola College in Maryland, Baltimore, MD 21218, United States
a r t i c l e i n f o a b s t r a c t
Article history:Received 30 June 2010Received in revised form 14 December 2010Accepted 15 December 2010Available online 24 December 2010
Keywords:Electromagnetic acoustic transducersDoSShear velocityShear attenuation
0041-624X/$ - see front matter � 2010 Elsevier B.V.doi:10.1016/j.ultras.2010.12.009
⇑ Corresponding author.E-mail address: [email protected] (F. Li).
Sensitization in 5XXX aluminum alloys is an insidious problem characterized by the gradual formationand growth of beta phase (Mg2Al3) at grain boundaries, which increases the susceptibility of alloys tointergranular corrosion (IGC) and intergranular stress-corrosion cracking (IGSCC). The degree of sensiti-zation (DoS) is currently quantified by the ASTM G67 Nitric Acid Mass Loss Test, which is destructive andtime consuming. A fast, reliable, and non-destructive method for rapid detection and the assessment ofthe condition of DoS in AA5XXX aluminum alloys in the field is highly desirable. In this paper, we describea non-destructive method for measurements of DoS in aluminum alloys with an electromagnetic acoustictransducer (EMAT). AA5083 aluminum alloy samples were sensitized at 100 �C with processing timesvarying from 7 days to 30 days. The DoS of sensitized samples was first quantified with the ASTM 67 testin the laboratory. Both ultrasonic velocity and attenuation in sensitized specimens were then measuredusing EMAT and the results were correlated with the DoS data. We found that the longitudinal wavevelocity was almost a constant, independent of the sensitization, which suggests that the longitudinalwave can be used to determine the sample thickness. The shear wave velocity and especially the shearwave attenuation are sensitive to DoS. Relationships between DoS and the shear velocity, as well asthe shear attenuation have been established. Finally, we performed the data mining to evaluate andimprove the accuracy in the measurements of DoS in aluminum alloys with EMAT.
� 2010 Elsevier B.V. All rights reserved.
1. Introduction
The lightweight materials that provide useful combinations ofmaterial properties are highly desired for fast sea transportationin both commercial and military applications. Due to the excellentproperties, such as high strength to weight ratio, good formability,and weldability, AA5XXX Al–Mg alloys have been favored for usefor new high performance vessels [1,2]. The strength level of Al–Mg alloys increases with increasing Mg content. However, at thesame time, the corrosion resistance of Al–Mg alloys is decreased[3,4]. Solid solutions containing amounts of magnesium greaterthan 3%Mg are supersaturated at room temperature. The excessMg solute atoms tend to precipitate out as beta-phase particles,distributed along grain boundaries during a very long time at roomtemperature, or after shorter exposure periods at slightly elevatedtemperatures (60–180 �C) [1]. Since the b-phase is anodic to thematrix in seawater, when the aluminum is exposed to a seawaterenvironment, the active b-phase corrodes, which results in attackat the grain boundaries, often leading to intergranular corrosion
All rights reserved.
(IGC) and intergranular stress-corrosion cracking (IGSCC) in thesealloys [5]. This microstructural sensitivity to local corrosion is usu-ally referred to as ‘‘sensitization’’. Therefore, the ability to deter-mine the extent of the sensitization (the degree of sensitization)in Al alloys is very critical to monitoring the structural integrityand health of aluminum ships.
Current methods for DoS measurements are based on quantify-ing the grain boundary precipitation, including chemical and opti-cal methods. The accepted method now for quantifying DoS ofAA5XXX Al alloys is the ASTM G67 test [6]. G67 is an acceleratedcorrosion test where the DoS is determined by mass loss after asample is exposed to concentrated nitric acid for 24 h. An alternateelectrochemical method, which uses a suitable solution andpotential in which the Al(Mg) is passive and the beta-phase elec-trochemically dissolves rapidly, is another way for DoS quantifica-tion. The amount of the beta at the grain boundaries can bemeasured via the electrochemical current due to the beta-phasedissolution [6]. However, both of these techniques are destructive.Optical methods involve different microscopy techniques. How-ever, this approach requires sophisticated metallographic charac-terization, which demands sampling and long preparation time[7]. A non-destructive and fast evaluation of sensitization in Al–Mgalloys is of great interest. Commonly used non-destructive

562 F. Li et al. / Ultrasonics 51 (2011) 561–570
methods for material characterization includes RF probe, eddycurrent testing, ultrasonic methods, etc. RF probe and eddy currenttesting measure the electrical conductivity of the materials at thesurface or subsurface. Our preliminary studies showed that thesetwo methods were not sensitive to DoS since the oxidation of theAl alloy surface tends to dominate the electrical conductivity mea-surements, rather than the DoS of the aluminum alloy materials.
Ultrasonic techniques have been widely used for material char-acterization. They can provide materials microstructure informa-tion through either or a combination of phase velocity,attenuation (internal friction), and nonlinearity [8]. Therefore, itis anticipated that ultrasonic techniques may provide a non-destructive and fast method for DoS quantification in Al–Mg alloys.Previous studies quantified the DoS in the AISI304 stainless steelthrough the measurement of ultrasonic attenuations with the pie-zoelectric transducers [7]. However, we believe these measure-ments are not reliable, since the measurements of ultrasonicvelocity and attenuation with a high accuracy are hard to achievewith the piezoelectric contact techniques. These need a couplingfluid to allow the ultrasonic energy propagation between the trans-ducers and the specimen. Usually, the as-measured attenuation bypiezoelectric transducers is overestimated due to the energy dissi-pation at the material surface where the transducer is mounted.The detection accuracy of time-of-flight (ToF) is not high sincethe reflection echoes from the opposite surface of the specimenare disturbed by the echoes from the interfaces within the trans-ducer. Therefore, to precisely discriminate the minute variationsin materials and quantify the DoS, a non-contact method withthe capability of measuring the ultrasonic velocity and attenuationwith a high accuracy is needed. Moreover, in ultrasonic measure-ments, the ultrasonic velocity and attenuation are determinedaccording to the ToF and amplitude of reflections echoes fromthe back side of specimens. Without the information of the samplethickness, the velocity and attenuation cannot be determined. Usu-ally, the thickness is pre-determined before the measurements.However, in some cases, the test regions are not accessible fromboth sides, which presents a difficulty in the thickness measure-ments. In addition, the material may not be uniform in thickness.Any errors in thickness measurement induce errors in the velocityand attenuation measurements.
In this study, electromagnetic acoustic transducers (EMATs)were used to measure ultrasonic velocity and attenuation inAA5083 aluminum alloy specimens for DoS measurements. EMATultrasound offers a non-contact means of non-destructive testing(NDT) of conductive material structures [9,10]. Considering differ-ent responses of longitudinal and shear waves to the microstruc-tures of materials, we measured the acoustic properties of bothlongitudinal and shear waves in the AA5083 aluminum alloys.We found that the longitudinal wave velocity was almost a con-stant, thus it can be used to determine the sample thickness.Therefore, both thickness and ultrasonic properties can be mea-sured with the same transducer. With this method, the ultrasonicvelocity and attenuation can be precisely measured. We correlatedthe shear velocity and attenuation in sensitized specimens withDoS of samples. Finally, data mining analysis was performed toevaluate and improve the accuracy of the DoS measurements withEMAT.
2. Experiment procedures
2.1. DoS sample material preparation and examination
A set of AA5083 aluminum alloy plates of a 6 mm thickness pro-vided by the US Navy were cut into squares with dimensions of10 cm � 10 cm. Three specimens without thermal treatment were
kept as as-received samples. The remaining specimens were sub-jected to heat treatments at 100 �C for 7, 15, 22 and 30 days to ob-tain different conditions of DoS samples. A steam autoclave atstandard pressure was used to maintain a thermal aging of100 �C. A feed system was designed so that the water in the auto-clave could be replenished without opening the system. The con-sumption rate of water was determined and the autoclave wasreloaded with boiling de-ionized water periodically so that the sys-tem could run continuously. All of the samples were placed in theautoclave and select pieces were removed at scheduled intervals.
The heat treatments were completed with one upset that mightinfluence the extent of the DoS test results. Shortly after the sev-enth day of thermal treatment the cycle timer on the heater failedclosed and the autoclave water boiled away. We determined aramp in temperature in the autoclave from 100 �C up to 128 �Cover a time span of 6–8 h. This high-temperature upset inducedan early saturation of DoS in the remaining samples.
The samples for the ASTM G67 tests were machined to properlateral dimensions. They were then subjected to the Nitric AcidMass Loss Test (NAMLT) following the ASTM G67 procedure. Sus-ceptibility was measured in terms of mass loss per unit area(mg/cm2). The mass loss per unit area reported in this work isthe average of four tests for each DoS condition.
Specimens for each thermal treatment were mounted in ‘‘coldmount’’ epoxy. Two specimens were mounted. One specimenwas oriented to present the face of the plate (called ‘‘Face’’ in themetallographic record), and the other was a transverse section per-pendicular to the long axis of the specimen (called ‘‘End’’ in themetallographic record).
The initial metallographic sample preparations were completedusing a LECO Spectrum 2000 robotic polisher, and six samples wereprepared simultaneously. Grinding sequences of 140, 320, and 400grit metallographic papers were followed by polishing using 6 lmand 1 lm diamond paste. The factory procedure for metallographicpreparation did not work well at the 1 lm stage, because of highfriction and excessive second phase removal, and a modified ap-proach was made with the final polishing step done by hand using0.05 lm colloidal silica. An etchant of 8.5% H3PO4 at 50 �C was usedto delineate precipitates in grain boundaries and from that decora-tion, the grain structure. At least three micrographs were taken foreach specimen (two specimens per heat treatment).
2.2. DoS measurement with EMAT ultrasound
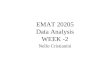
Fig. 1 shows the schematic for making DOS measurements withEMAT ultrasound. During the measurement, the EMAT transducerwas put onto the surface of a test sample. The EMAT transducercontained two coils, one for longitudinal wave and the other forshear wave. The EMAT can be used for both ultrasonic transmissionand detection. In transmission mode, an AC current source consist-ing of a tone burst signal generator with a driving circuit connectedto the coils. When an AC current passes through the coil, eddy cur-rents are induced close to the metal surfaces by the dynamic fieldfrom the coil. Then Lorentz forces, which arise from interactionsbetween the eddy current and the static magnetic field, generateultrasonic waves into a specimen. Detection was accomplishedby a reciprocal process, in which the ultrasonic radiation producedan eddy current in the presence of a static magnetic field. The eddycurrent was then picked up by a suitably positioned receiving coil.After amplifying with preamplifiers, the received signals were re-corded by a computer. In this way the EMAT transducer can sendlongitudinal and shear waves into the test sample, propagating inthe thickness direction, and detect the reflected signals from thebackside of the plate.
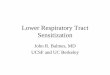
Fig. 2 shows a photo for the experimental setup. In this study, acommercially available EMAT system (Innerspec Technologies,

Fig. 1. The DoS quantification with an EMAT transducer.
2 3
1
4 5
Fig. 2. Photo of experimental setup and the positions of five measured points on each sample.
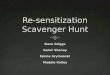
Fig. 3. DoS results with ASTM G67 test.
F. Li et al. / Ultrasonics 51 (2011) 561–570 563
Lynchburg, VA), including EMAT transducer probes and a highvoltage ultrasonic pulser/receiver (Temate Powerbox), was used.The pulser/receiver includes high voltage pulsing at 1200 V p-p,pre-amplification capability of 70 dB, instrument amplification, fil-tering and FPGA signal processing. During the testing, the pulsergenerates a one-cycle tone burst signal with two different drivingfrequencies, namely 3 MHz and 1.5 MHz. Five pre-selected pointson each plate were measured. The positions of these five pointsare shown in Fig. 2. Due to the crystallographic alignment in arolled aluminum plate, there are two different modes for shearwaves, i.e. fast and slow mode, depending on the polarizationorientation related to rolling direction. The direction parallel tothe rolling direction corresponds to the fast principle axis, whilethe direction perpendicular to the rolling direction correspondsto the slow principle axis. A previous study showed that the fastmode is more sensitive than the slow mode [11]. In our experi-ments, we primarily focused on measurements of the fast modeof shear waves.
The ultrasonic velocity and attenuation were measured withfollowing methods. The ultrasonic velocity was determined basedon the measured signal in the frequency domain. In the frequencyspectra, the amplitude in frequency domain showed the peaks at

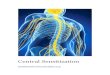
Fig. 4. Micrographs of specimens: (a) as-received; (b) 7 day; (c) 15 day; (d) 22 day; (e) 30 day thermal treatment at 100 �C (8.5% H3PO4 at 50 �C for 2 min) left: End, right:face.
564 F. Li et al. / Ultrasonics 51 (2011) 561–570

F. Li et al. / Ultrasonics 51 (2011) 561–570 565
the resonant frequency, which satisfies the following equations[8]:
fn ¼ nv=ð2dÞ ð1Þ
where v is the phase velocity of the bulk plane wave, d is the thick-ness of the plate, fn is the resonance frequency of the nth order.Therefore, the time-of-flight (ToF) of two consecutive back wall ech-oes can be calculated from the resonant frequency:
ToF ¼ n=fn ð2Þ
Since the peaks of the signal amplitude in frequency domaingive the resonant frequencies of different orders: fn, fn+1, fn+2,. . .,the fundamental resonant frequency is calculated by
f1 ¼ v=2d ¼ meanððfnþ1 � fnÞ þ ðfnþ2 � fnþ1Þ þ . . .Þ ð3Þ
If the thickness is known, the resonant frequency gives thevelocity, which is determined with the following equation:
v ¼ 2df1 ð4Þ
The amplitude of back wall echoes decreases exponentially, sat-isfying the following equation:
Anþ1 ¼ A1 expð�2nadÞ ð5Þ
0 5 10 15 20 25 30 35-25
-20
-15
-10
-5
0
5
10
15
20
25
Time (s)
Ampl
itude
(a.u
.)
Echoes with large amplitude
Echoes with small amplitude
Time (s)0 5 10 15 20 25 30 35
-25
-20
-15
-10
-5
0
5
10
15
20
25
Ampl
itude
(a.u
.)
Reflected shear waves
a
b
Fig. 5. Recorded waveforms in the time (left) and frequency (right) domains: (a) longituand (d) shear wave at 3 MHz.
where A1 and An+1 are the echo heights of consecutive peaks 1 andn + 1 respectively, a is the attenuation coefficient, and d is the spec-imen thickness. The attenuation coefficient was obtained by fittingan exponential function (5) to the measured peaks for echoes,knowing the sample thickness. The measured attenuation withthe above method is the sum of all attenuations caused by absorp-tion, scattering and diffraction. In our case, since the dimensions ofthe EMAT sensor are much larger than thickness of measured spec-imens, we assume the diffraction loss can be ignored.
3. Test results
3.1. ASTM G67 tests and metallographic examination
The results of the DoS measurements are shown in Fig. 3. TheDoS results indicate that the high-temperature upset in thermaltreatment just after the seventh day mark accelerated the sensiti-zation, which appeared to saturate by the fifteenth day of thermaltreatments.
Representative micrographs are shown in Fig. 4. Paragraphs onthe left are for the end sections and on the right are for facesections. Grain boundary precipitates are observed to increase innumber and not size with increased thermal treatment time. There
40 0 0.5 1 1.5 2 2.5 3 3.50
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
Frequency (MHz)
Frequency (MHz)
|Y(f)
|
40 0 1 2 30
0.1
0.2
0.3
0.4
0.5
|Y(f)
|
dinal wave at 1.5 MHz; (b) shear wave at 1.5 MHz; (c) longitudinal wave at 3 MHz;

Time (s) Frequency (MHz)
Time (s) Frequency (MHz)
0 5 10 15 20 25 30 35 40-25
-20
-15
-10
-5
0
5
10
15
20
Ampl
itude
(a.u
.)
Echoes with large amplitude
Echoes with small amplitude
0 1 2 30
0.05
0.1
0.15
0.2
0.25
0.3
0.35
|Y(f)
|
0 5 10 15 20 25 30 35 40-30
-20
-10
0
10
20
30
Ampl
itude
(a.u
.)
Reflected shear waves
0 2 4 60
0.05
0.1
0.15
0.2
|Y(f)
|
c
d
Fig. 5 (continued)
566 F. Li et al. / Ultrasonics 51 (2011) 561–570
is a trend for additional precipitation in the matrix of grains alongslip planes in specimens that are saturated in sensitization. Thegrains are pancake in geometry and disposed parallel to the platesurface. There is also some variation in grain size – perhaps a bimo-dal distribution with some additional inhomogeneous agglomera-tions of coarse precipitates. The grain size is almost unchangedin all cases. The larger precipitates in the microstructure are inher-ent to the material as manufactured and these are not changed byheat treatment.
3.2. Ultrasonic measurements
3.2.1. Measured waveformsFig. 5 shows the longitudinal and shear waveforms measured by
the EMAT at 1.5 and 3 MHz in time and frequency domains. Allwaveforms in the time domain clearly show the multiple echoesfrom the back surface of the plate. For both 1.5 MHz and 3 MHzlongitudinal waves, it was found that the amplitude does not fol-low a gradual decrease (Fig. 5a and c). The echoes with relativelylarge amplitudes and with relatively small amplitude arrive alter-natively. This may indicate that the ultrasonic waves propagatingwithin the samples are not pure longitudinal waves. Since thewaves do not propagate into the samples with a perfectly perpen-
dicular direction, shear waves are generated due to the mode con-version. Because the velocity of longitudinal waves is around twotimes of that of shear waves in aluminum, we observe two setsof echoes with different amplitudes. The echoes of the relativelylarge amplitudes are the longitudinal and shear waves arrivingsimultaneously. For shear waves, we observed multiple small ech-oes between two successive echoes from back surface of the plate.The amplitude of these noises became stronger and stronger withtime and was even stronger than that of signals after 20–30 ls. Webelieve that these noises are from multi-reflection of other modesof waves. For 3 MHz waves, the time interval between two succes-sive echoes is large enough to separate the noises and signals(Fig. 5d). However, for 1.5 MHz shear waves, the noises are over-lapped with the signals, which might cause the measurement ofattenuation to be less accurate than that for 3 MHz shear waves(Fig. 5b).
Based on the above observation on the waveforms, in order toobtain accurate longitudinal attenuation, we used the echoes withsmall amplitude for the attenuation calculation. The peaks for thecalculation of longitudinal attenuation are shown in Fig. 5a and c.In terms of the shear attenuation calculation, to reduce the effectsof noises, we only chose the echoes from first 4–5 back wall reflec-tions, as shown in Fig. 5b and d.

a1.002
1.0015
F. Li et al. / Ultrasonics 51 (2011) 561–570 567
3.2.2. Thickness correctionOnce the ultrasonic velocity and attenuation are determined,
we correlate DoS with these two parameters. To determine theultrasonic velocity, we first measured the plate thickness using amicrometer. Five points were measured for each plate and thenthe average value was used as the thickness. Fig. 6a shows the cor-relation between the measured ultrasonic velocity and the treat-ment time. The velocity values were normalized by the meanvalue of the ultrasonic velocity for samples without thermal treat-ment. It was found that except for the samples with treatmenttime of 22 days, the change of longitudinal velocity is less than0.01%, which is within the uncertainty of measurements. There-fore, we believed that the thickness of aluminum samples can beeasily determined by using the longitudinal waves (e.g., via mea-surements of the ToF). Fig. 6b shows comparison of the samplethickness between measurements using a micrometer and deter-mined from the ToF of the 3 MHz longitudinal waves. Apparently,the calculated thickness is in a good agreement with the measuredresults. For few samples (Samples 8, 15 and 16), the deviation ofcalculated value from the measured value is due to the error inmeasurements. Therefore, we used the thickness computed fromthe ToF of 3 MHz longitudinal waves to calculate the ultrasonicvelocity and attenuation coefficients in our studies. As a result,
a
b
Fig. 6. (a) The ultrasonic velocity with different treatment time at 100 �C, velocitywas calculated with measured thickness; (b) comparison between measured andcalculated thickness.
our EMAT method provides precise ultrasonic velocity and attenu-ation measurements without any additional thickness measure-ment. This feature is especially useful for the field testing, wherespecimens can only be accessed from one side or have non-uniformthickness.
3.2.3. Correlation between DoS with shear velocity and attenuationSince the longitudinal velocity is close to a constant and has
been used for thickness measurements, here we first consideredboth 1.5 MHz and 3 MHz shear wave velocities for measurementsof DoS in aluminum plates. Fig. 7 shows the shear velocity changeas a function of the treatment time for 3 MHz and 1.5 MHz respec-tively. The velocity is normalized by the mean values for sampleswith 0 day treatment, which is 3.3609 km/s for 3 MHz waves and3.28989 km/s for 1.5 MHz waves. For 3 MHz waves, the shearvelocity decreases in the first 15 days. No significant change from
b
1.0005
1.001
1
0.9995
0.999
0.9985
0.998
0.9975
0.997
Fig. 7. Normalized shear velocity change with treatment time at 100 �C for 3 MHz(a) and 1.5 MHz (b) waves.

568 F. Li et al. / Ultrasonics 51 (2011) 561–570
15 day to 30 day treatments was observed. This observation agreeswith the DoS measurements following the ASTM G67 test. Theshear velocity of the 1.5 MHz waves has a decrease trend withtreatment time. However, the change in the shear velocity doesnot have a clear correlation with the DoS of the samples.
Fig. 8 shows the longitudinal and shear attenuation coefficientsfor 3 MHz and 1.5 MHz respectively. The coefficients were normal-ized by the mean values of shear attenuation coefficients measuredon samples with 0 day treatment, which are 0.0190 mm�1 for3 MHz shear waves, 0.01823 mm�1 for 1.5 MHz shear waves,0.01198 mm�1 for 3 MHz longitudinal waves, and 0.01191 mm�1
for 1.5 MHz longitudinal waves, respectively. Similar to the shearvelocity, we found that for 3 MHz waves, the shear attenuation de-creased with the treatment time during the first 15 days, then be-came stable after that time point, which is in good agreement withthe DoS change. The longitudinal attenuation decreased with thetreatment time during the first 7 days, and then became stable at7 days instead of at 15 days of treatments. The decrease in longitu-dinal attenuation with the DoS from 60 mg/cm2 was smaller thanthat in shear attenuation. In addition, we found that the error barof the attenuation for longitudinal waves was much larger thanthat for shear waves. On the other hand, for 1.5 MHz waves, wedid not find a clear correlation between the change in attenuation
-5 0 5 10 15 20 25 30 350.85
0.9
0.95
1
1.05
1.1Attenuation change with treatment time(at100degreeC) using 3MHz EMAT sensor
Attenuation: shear wave(3MHz)Attenuation: longitudinal wave(3MHz)
-5 0 5 10 15 20 25 30 350.7
0.8
0.9
1
1.1
1.2
1.3
1.4
1.5
1.6
Treatment time (Day)
Treatment time (Day)
Nor
mal
ized
Atte
nuat
ion
Nor
mal
ized
Atte
nuat
ion
Attenuation change with treatment time(at100degreeC) using 1.5MHz EMAT sensor
Attenuation: shear wave (1.5MHz)Attenuation: longitudinal wave(1.5MHz)
a
b
Fig. 8. Normalized shear and longitudinal attenuation change with treatment timeat 100 �C for 3 MHz (a) and 1.5 MHz (b) waves.
and the DoS. Similarly to 3 MHz waves, the error bar of longitudi-nal attenuation was much larger than that of shear attenuation.
Comparing the velocity and attenuation data of 3 MHz with1.5 MHz, we found that: (1) shear velocity for both 3 MHz and1.5 MHz waves decreases around 0.2–0.3% when the DoS increasesfrom 5 to 60 mg/cm2; (2) shear attenuation coefficient for thesetwo frequencies decreases around 10%; (3) changes in shear wavevelocity and attenuation for 3 MHz waves have a strong correlationto the DoS. For 1.5 MHz, the correlation is not as clear as 3 MHz. (4)Comparing longitudinal and shear attenuation data, we found thatthe standard deviation for longitudinal attenuation measurementswas much larger than that for shear attenuation. At 3 MHz, theattenuation of shear waves was more sensitive to DoS than longi-tudinal waves.
Fig. 9 shows the correlations between DoS measured by ASTMG67-04 and the shear velocity and attenuation measured by EMAT.Through curve fitting, we obtained the relationship between theshear velocity and DoS, as well as shear attenuation and DoS areDoS (mg/cm2) = �37191V + 37197 and DoS (mg/cm2) = 7895.3A2 �15993A + 8103.1 respectively, where V is the normalized shearvelocity at 3 MHz and A is the normalized shear attenuation at3 MHz. The sensitivity of shear velocity at 3 MHz to DoS, whichis defined as (DV/V/DoS), is around �2.5e�5; while the sensitivityof shear attenuation (DV/V/DoS) is about �1.3e�3. Therefore, the
Normalized shear velocity at 3MHz
DoS
(mg/
cm2 )
DoS
(mg/
cm2 )
Normalized shear attenuation at 3MHz
a
b
Fig. 9. Correlations between DoS measured by ASTM G-67-04 and normalized: (a)shear velocity and (b) attenuation by EMAT measurements.

Table 2Classification confusion matrix for best-performed algorithm decorate based on two
F. Li et al. / Ultrasonics 51 (2011) 561–570 569
shear attenuation is much more sensitive to DoS than the shearvelocity.
features.
True A True B True C Class precision (%)
Pred. A 14 1 0 93.33Pred. B 0 12 3 80.00Pred. C 1 2 42 93.33
3.3. Data analysis for DoS measurements
In this section, we discuss the use of data mining techniques toanalyze the significant factors that affect the DoS measurementsusing EMAT. We first analyzed the data for samples treated for fivedifferent treatment times (i.e. 0 day, 7 days, 15 days, 22 days and30 days) and found that the measurements were not dependenton the measurement location and sample batch id (1, 2, or 3). Then,we used automated classification algorithms to identify whichrange of DoS a sample belongs to based on the knowledge gatheredfrom previous measurements on similar samples of varying levelsof DoS. According to our measurements, the samples treated for0 day, 7 days, 15 days, 22 days and 30 days at 100 �C have the levelof DoS: 5, 30, 64, 59, 65 mg/cm2 respectively. For this purpose, wedivided the five treatments in three classes: Class A: low DoS(0 day treatment or �5 mg/cm2), Class B: intermediate DoS(7 day treatment or �30 mg/cm2), and Class C: high DoS (15, 22,and 30 day treatment or �60 mg/cm2). Four features were usedfor the data analysis: (1) shear velocity at 1.5 MHz (v1), (2) shearvelocity at 3 MHz (v2), (3) shear attenuation at 1.5 MHz (a1), and(4) shear attenuation at 3 MHz (a2). Using IAI’s ABminer data min-ing software tool, we analyzed the data with 10-fold cross-valida-tion and compared more than 20 classification algorithms. Wefound that decorate algorithm had the best performance and theclassification accuracy was 89.9%. This means that when presentedwith a sample of unknown DoS, our transducer can classify cor-rectly the conditions as low, medium, or high levels of DoS at anaccuracy of about 89.9% (as compared with 33.3% for randomguessing). This result clearly indicates the potential of the EMATtechnique for detection of DoS in an aluminum plate. The confu-sion matrix for the best-performed classification algorithm basedon all four features is shown in Table 1.
The aforementioned classification was based on four features.The next questions we asked is, are all these four featuresnecessary for the classification? Which of the four features(v1, v2, a1, a2) are most significant for classification? Fig. 10 shows
Table 1Classification confusion matrix for best-performed algorithm decorate based on fourfeatures.
True A True B True C Class precision (%)
Pred. A 15 0 0 100.00Pred. B 1 12 2 80.00Pred. C 3 3 39 86.67
Fig. 10. Averaged prediction attributes comparison.
the classification attributes vs. significance level comparison,which clearly shows that 3 MHz shear velocity (v2) and 3 MHzshear attenuation (a2) are by far the most significant features forclassification, especially 3 MHz shear attenuation. This indicatesthat for the same frequency, shear attenuation is more sensitiveto variations in DoS than velocity. For different frequencies, bothshear velocity and attenuation with higher frequencies are moresensitive than those with lower frequencies to changes in DoS. Thisconclusion agreed with what we observed and discussed early.Based on our analysis, we found that the decorate was still the bestperforming classification algorithm, which had a classificationaccuracy of 90.9%. The confusion matrix for best-performedclassification algorithm based on two features (v2 and a2) is shownin Table 2. Compared with the results based on all four features,the accuracy based on the features of v2 and a2 was improvedaround 1%. The results suggest that the sensitivity to DoS measure-ments could be improved by increasing the operating frequenciesof the EMAT transducer.
4. Discussions
The ultrasonic velocity is dependent on the phase fraction of amultiphase compound. Previous study has used a simplified modelto monitor austenite decomposition of low alloy steel [12]. In thismodel, the phase velocity can be calculated as v ¼
Pfiv i, where fi
is the volumetric fraction of each existing phase and vi is the wavevelocity in each phase in the material. The decrease in shear veloc-ity with the DoS obtained in this study might be caused by thesmaller shear velocity value of beta-phase compared with that ofalpha-phase. According to our study, the longitudinal velocity isclose to a constant with changing the DoS. This might be due tothe longitudinal velocities are similar for both beta-phase and al-pha-phase.
Our microstructure analysis has shown that the precipitation ofbeta-phase increased with the treatment time while grain size inalloys did not change much in this study. Therefore, the decreasein attenuation with the increase in the DoS might be due to precip-itation of the beta-phase along the grain boundaries, whichchanges grain boundary conditions and makes the shear and longi-tudinal waves more easily propagate through the grain boundaries.The higher value of the sensitivity for the shear attenuation com-pared with the longitudinal attenuation might be caused by tworeasons: (1) In our study, based on the attenuation values for un-treated samples, which are 0.0190 mm�1 for 3 MHz shear waves,0.01823 mm�1 for 1.5 MHz shear waves, 0.01198 mm�1 for3 MHz longitudinal waves, and 0.01191 mm�1 for 1.5 MHz longitu-dinal waves, we showed that the shear attenuation was much lar-ger than the longitudinal attenuation. It means that the shearwaves are more easily scattered back when they propagatethrough the grain boundaries. Therefore, the propagation of shearwaves should be more sensitive to boundary conditions than lon-gitudinal waves. (2) Based on the scattering theory of ultrasonicwaves in polycrystals [13], in Rayleigh region, the attenuation issmaller for the waves with a smaller wavelength. For shear andlongitudinal waves at the same frequency, the wavelength forshear waves is larger than that for longitudinal waves. Therefore,

570 F. Li et al. / Ultrasonics 51 (2011) 561–570
the shear attenuation is more sensitive. The second reason also ex-plains why for the same type of waves, attenuation for 3 MHzwaves is more sensitive than those for 1.5 MHz waves. Besidesthe lower sensitivity to DoS, another reason why the attenuationsfor 1.5 MHz waves are not correlated with the DoS change mightbe the errors in the determination of attenuation coefficient, sincethe successive echoes are overlapped or signals are overlappedwith noises.
Unlike other piezoelectric transducers, the non-contact EMATsensor is not sensitive to contact conditions. In this study, the base-line is the three untreated specimens for each wave. In field appli-cations, we may need a standard specimen with the DoS valueknown (very low). The environmental effects can also be compen-sated with the baseline. In this study, we only considered samplestreated at low temperatures, in which the grain size does notchange with the treatment time. However, in real applications,the Al alloys are subjected to various high temperature treatments,which may not only alter the DoS, but also the initial grain size. Wehave done preliminary studies on grain size effects on ultrasonicvelocity and attenuation. We found that although the variation ingrain size also causes changes in both shear velocity and attenua-tion, the frequency-dependent shear attenuation behaves differ-ently for DoS and grain size. Therefore, by introducing differentfrequencies in the ultrasonic measurements, DoS and grain sizecould be determined simultaneously.
5. Conclusions and future work
In conclusion, the non-contact EMAT ultrasonic technique hasbeen successfully used to measure the DoS in AA5XXX aluminumalloy specimens sensitized at low temperatures (below the crystal-lization temperature). The DoS was found to have little effect onthe longitudinal wave velocity. Thus, a constant longitudinal wavecan be used to determine the sample thickness so that the ultra-sonic shear velocity and attenuation can be precisely measuredwithout measuring thickness by any other means. Comparing theshear velocity and attenuation in samples of different DoS, wefound that both the shear velocity and shear attenuation are sensi-tive to DoS. The shear attenuation is more sensitive than shearvelocity to DoS. The shear attenuation at higher frequencies ismore sensitive than those at low frequencies. Correlations betweenDoS and shear wave velocity, as well as shear wave attenuationhave been established, which provide an easy means for DoS mea-
surements in AA5XXX aluminum alloys. In addition, with datamining, the EMAT ultrasonic measurements successfully discrimi-nate low (�5 mg/cm2), medium (�30 mg/cm2), and high (�60 mg/cm2) levels of DoS for planar samples with an accuracy about 90%.
Acknowledgements
This work was supported by the US NAVY under contract num-ber: N00014-09-M-0348. Authors would like to thank Dr. Airan J.Perez at US NAVY for supporting this effort. Authors are also grate-ful to Dr. Huidong Gao from Innerspec Technologies for his help onthe ultrasonic measurements with EMAT transducers.
References
[1] M. Popovic, E. Romhanji, Characterization of microstructural changes in an Al-6.8wt% Mg alloy by electrical resistivity measurements, Material Science andEngineering A 492 (2008) 460–467.
[2] K.M. Gatenby et al., in: T.H. Sanders Jr., E.A. Starke Jr. (Eds.), Aluminum Alloys—Their Physical and Mechanical Properties, vol. I, Atlanta, USA, 1994, pp. 378–385.
[3] M. Popovic, E. Romhanji, Stress corrosion cracking susceptibility of Al–Mg alloysheet with high Mg content, Journal of Materials Processing Technology 125–126 (2002) 275–280.
[4] J.R. Davies, Corrosion of Aluminum and Aluminum Alloys, ASM International,Materials Park, OH, 1999.
[5] I.N.A. Oguocha, O.J. Adigun, S. Yannacopoulos, Effect of sensitization heattreatment on properties of Al–Mg alloy AA5083–H116, Journal of MaterialsScience 43 (2008) 4208–4214.
[6] R.G. Kelly, J.R. Scully, R.P. Gangloff, Development and Validation of anIntegrated Intergrannular Corrosion/Cracking Model of Al–Mg Alloys forNaval Applications. Report submitted to the Office of Naval Research,Platforms and Weapons Division, 2007.
[7] J. Stella, J. Cerezo, E. Rodriguez, Characterization of the Sensitization Degree inthe AISI 304 Stainless Steel using Spectral Analysis and ConventionalUltrasonic Techniques, NDT&E International, 2008.
[8] M. Hirao, H. Ogi, EMATs for Science and Industry Noncontacting UltrasonicMeasurements, Kluwer Academic Publishers, 2003.
[9] H. Ogi, G. Shimoike, K. Takashima, M. Hirao, Measurement of elastic-stiffnesstensor of an anisotropic thin film by electromagnetic acoustic resonance,Ultrasonics 40 (2002) 333–336.
[10] T. Ohtani, H. Ogi, M. Hirao, Change of ultrasonic attenuation andmicrostructure evaluation in crept stainless steel, NondestructiveCharacterization of Materials 10 (2001) 403–410.
[11] A. Ruiz, N. Ortiz, H. Carreón, C. Rubio, Utilization of ultrasonic measurementsfor determining the variations in microstructure of thermally degraded 2205duplex stainless steel, Journal of Nondestructive Evaluation 28 (3–4) (2009).
[12] S.E. Kruger, E.B. Damm, Monitoring austenite decomposition by ultrasonicvelocity, Materials Science and Engineering A 425 (2006) 238–243.
[13] S. Hirsekorn, The scattering of ultrasonic waves by polycrystals, Journal of theAcoustical Society of America 72 (3) (1982) 1021.










![Journal Article Sensitization[1]](https://img.pdfslide.us/doc/110x75/56d6bea91a28ab3016930fdf/journal-article-sensitization1.jpg)