-
8/2/2019 Material for Gates
1/37
Study Material for Gates and Hoists
Introduction
For optimum benefit controlled releases of water is of immense
importance. Thus
hydraulic gates form the most vital component.
Though forms a very small component of the total project cost
most crucial
parameter in determining the success of the project. With the
increase in size,
head & discharge the complexities associated with gate
structures have
increased manifold.Major causes of failure & malfunctioning
attributed to faulty
hydraulic design / improper operation. Phenomenon of cavitation
and vibration
threatens the very safety of the hydraulic structure.
Thus the precise need for careful design.
NEED:
i. Gates are subjected to high static water loads & dynamic
loading condition.
ii. Gates have to cater to complex flow conditions.
iii. Variation in flow conditions develops sub atmospheric
pressures in the gate body
& its surroundings. Thus causing cavitations, vibration,
down pull & uplift forces.
iv. Hence the need for proper inlet shapes of the conduit, its
alignment, smoothness
of fluid path, profile of conduit down stream of gate slot ( fig
below)
FACTORS GOVERNING THE HYDRAULIC DESIGN OF GATES:
i. Flow of water past various components streamlined such that
eddies or
vortices are avoided.
ii. Pressure shall be positive to avoid leakage.
iii. Vibrations kept minimum.
Classification of gates
i. High head - 30 m and above head
ii. Medium head - 15 m to 30 m
iii. Low head - less than 15 m
Types of Gates
-
8/2/2019 Material for Gates
2/37
1. Vertical Lift Gate
a. Fixed Wheel Gate
b. Slide Gate
2. Radial Gate
Design of Fixed Wheel Gate
Materials for the Components of Fixed Wheel Gates
Sl. No Component Part Recommended Materials Ref to, IS No
Cast steel 1030:1998
Cast iron 210 : 1993
Wrought steel1 Wheel
Forged steel 2004 : 1991
2
Bearing / Bushing Anti-friction bearing / bronze,
phosphor bronze, aluminum
bronze, self lubricating bushing of
high strength brass castings
318 : 1981
305 : 1981
3
Wheel pins or axles Chrome nickel steel or corrosion
resistance steel, mild steel with
nickel or hard chromium plating
2004 : 1991
2062 : 1999
1068 : 1993
1337 : 1993
4
Structural parts of
gate leaf, track
base, etc
Carbon steel, structural steel 1875 : 1992
2062 : 1999
8500 : 1991
5 Seal Rubber 11855 : 1986
6 Wheel track a) Stainless steel 1570 (Part 5) : 1985
b) Corrosion resistance steel
7 Seal seat Stainless steel plate 1570 (Part 5) : 1985
8Seal base, seal
seat base sill beam.
Structural steel of convenient
shape
2062 : 1999
8500 : 1991
-
8/2/2019 Material for Gates
3/37
9
Seal clamp Structural steel
Stainless steel
2062 : 1999
8500 : 1991
6603 : 2001
10
Guide Structural steel or corrosion
resistance steel or stainless steel
2062 : 1999
8500 : 1991
6603 : 2001
11Springs Springs steel
Stainless steel
6527 : 1995
2062 : 1999
12 Anchor bolts Structural steel 6527 : 1995
13
Guide rollers and
guide shoes
Structural steel or corrosion
resistance steel, cast iron, cast
steel or forged steel
2062 : 1999
8500 : 1991
210 : 1993
1030 : 1998
2004 : 1991
PERMISSIBLE MONOAXIAL STRESSES FOR STRUCTURAL COMPONENTS
OF HYDRAULIC GATES
Wet Condition Dry Condition
Sl.No Material and TypeAccessible Inaccessible
Accessible Inaccessi
ble
a) Structural Steel
1 Direct compression 0.45 0.40 0.55 0.45
2Compression /
Tension in bending0.45 0.40 0.55 0.45
3 Direct tension 0.45 0.40 0.55 0.45
4 Shear stress 0.35 0.30 0.40 0.35
5 Combined stress 0.60 0.50 0.75 0.60
6 Bearing stress 0.65 0.45 0.75 0.65
b) Bronze or Brass
-
8/2/2019 Material for Gates
4/37
Bearing stress 0.035 UTS 0.030 UTS 0.040 UTS 0.035 UTS
Gate shall satisfy following requirements
a. Water light, leakage not more than 5 to 10 lit / m length of
seal
b. Capable of being raised or lowered at specified speed
c. Partial open position regulation to pars required
discharge.
Shall be designed for
a. Hydrostatic
b. Hydrodynamic
c. Wave effects
d. Seismic load
e. Ice formation.
In addition to water load designed (if required)
Head to account sub-atmospheric pressures down stream of Gates
in conducts / sluices
Operating Condition
i. Under its own weight with ballast
ii. Under its own weight without ballast
HYDRAULIC DESIGN FEATURES OF GATES LAYOUT
1 Gate slot
2 Gate lip
3 Aeration
4 Hydro-dynamic forces
5 Seal design
1. GATE SLOT:i. Gate slot size kept to a minimum to avoid low
pressure zone causing
cavitation.
ii. For fixed wheel gates slots are wider & deeper.
iii. Slots by virtue of discontinuity produce vortices
iv. Expansion of jet causes
-
8/2/2019 Material for Gates
5/37
a) vortices and eddies
b) Creates zone of negative pressure on the side walls of the
conduit
v. Modern trend to have tamper 1/10 to 1/12 & rounded
corners d/s up to 30 m
head and 1/24 or flatter beyond
vi. Optimum ratio w/d 1.4 to 1.8
vii. Type 3 & 4 for heads > 25 m or velocity > 25
m/s
viii. R = 0.1 D (R = 3 to 5 cm)
ix. Provision of liberal ventilation on the d/s
Gate Slot
i. It is extremely important to provide smooth continuous
surface downstream of
gates (smoothness 250 microns or better). Abrupt into-the- flow
offsets andirregularities in flow surfaces should be avoided or
must be grounded to a
smooth slope 1:40 to 1:60 for flow velocities up to 12m/sec and
over 24m/sec
respectively.
ii. It is recommended to provide securely anchored and stiffened
steel liners in
the conduits immediately upstream and downstream of the gate
slots and
-
8/2/2019 Material for Gates
6/37
including the gate slots for all high head installations. In
general, the liner should
extend at least 1 m upstream of emergency gate and 3m downstream
of the
service gate slot (See Fig I). At heads above 50rn, it is
recommended to protect
the fluid way surfaces with stainless steel linings. In boulder
flows, hardened
material even with BHN as high as 400 have been employed as
lining material.
iii. Provide minimum Centre to Centre spacing in between the two
gate slots (i.e.
Service & Emergency gates) about 4 times the upstream slot
width (W) from
hydraulic considerations, subject to a maximum of 1.5 times the
conduit
diameter.
iv. Provision of "Slot flow deflector" with deflection angle
upto 45on the side
walls of the conduit to reduce the vortex action in the slots
for gates with
upstream skin plate and sealing can be considered as a remedial
measure. (
Refer under hydrodynamic forces also)
v. Tapering of downstream face of gate slot up to an angle of
45or flatter to a
height of (Urn from the gate sill can be considered for upstream
sealing gates to
prevent accumulation of debris within the gate slot.
vi. Provision of "slot fillers" can be made for spillway stop
logs / bulkhead slots
upstream of spillway gates to bridge the slot and smoothen the
pathway.
-
8/2/2019 Material for Gates
7/37
vii. Rectangular gate slots should not be provided except for
very low head gates.
viii. Width (W) of gate slot should be kept as small as
practicable. Depth (D) of slot
has little effect on cavitation hazard. The optimum WID ratio
falls in the range
of 1.4 to 1.8. In practice, higher values can be adopted as per
physical
requirements.
ix. For gates operating under a head of say 10m or more, the
downstream edge of
the gate slot should be off-set to reduce the cavitation hazard.
A downstream
offset (If 0.075 to 0.10 of the slot width (W) with gradient of
1/1 0 to 1/12 for
heads up to 30 m & 1/24 or flatter beyond 30m head,
downstream of the gate
slot and a rounded point of intersection with Radius 'R' as 0.10
times the D (say
R=3 cm to 5 cm) is recommended. Upstream slot face should have a
sharp and
not rounded corner.
2. GATE LIP:
i. Designed such that pressures are positive always.
-
8/2/2019 Material for Gates
8/37
ii. Flat lip for full gate thickness causes pockets of high
negative pressures,
vibrations, and cavitation & down pull.
iii. Design of bottom lip has to meet the following
requirements
a) Minimum cavitations hazard
b) Minimum vibration of the gate
c) Minimum up thrust forces
d) Minimum down pull forces
e) Minimum rate of change of down pull force during openings
f) Minimum air demand
g) Sound structure at the bottom portion of the gate
GATE LIP:
i. Gate leaf with flat bottom must be avoided.
ii. Gate bottom lip sloping at 45to the downstrea m with sharp
bottom and proper
negotiating curve should be adopted for gates with downstream
sealing and
downstream (or upstream) skin plates. It may be noted that lip
angles up to 60
have also been used. It is advisable to provide drain holes in
the curved lip plate
of the gate and also in webs of the horizontal beams covered by
the curved plate.
iii. Avoid extended vertical lip type design at bottom for gates
with downstream
sealing and downstream skin plate particularly for such gates
which are meant
for operation at small gate openings.
iv. Locate the downstream flange of the bottom most girder at
least at 0.6 times the
girder depth (i.e. 30angle) to prevent the jet fr om hitting the
gate bottom For
gates with upstream skin plate and upstream sealing, CWPRS
recommends an
angle of 45between the imaginary line joining the controlling
edge of the gate
and downstream edge of the girder in such cases. However,
location of bottom
most girders should be done judiciously as higher angles for
ensuring clearance
of jet can sometimes cause development of uplift forces.
v. The minimum gate opening for regulating gates should not be
less than one half
of the seating bottom lip of the gate or 75rnrn, whichever is
more.
vi. Provide a stainless steel overlay along the gate leaf
sloping bottom to resist
corrosion and cavitation damage.
-
8/2/2019 Material for Gates
9/37
CLASSIFICATION OF LIP SHAPES
i. Flat lip
ii. Vertical or extended lip
iii. Vertical or extended lip
iv. Sloping lip
v. 45dg to 60dg
vi. In some cases even 29dg to 35dg
vii. To minimize differential pressures a few drain holes are
drilled in curved bottom
lip and web of lowest horizontal girder (figure below)
3. AERATION:
i. Air supply prevents dropping down of the pressure to vapor
pressure reducing
chances of cavitation.
ii. Factors affecting air demand
-
8/2/2019 Material for Gates
10/37
a) Percentage of gate opening
b) Type of flow
c) Velocity
d) Conduit profile
e) Bottom shape of the gate
f) Head loss in the air vent
Aeration
i. The location and sizing of air vents is critical for
minimizing cavitation and
vibration problems associated with regulating services of gated
outlets. Such
installations should be provided with adequate air supply
downstream of the
gate. The air vent should be located as near as possible to the
gate.
ii. In the absence of model studies, volume of air required can
be estimated from
the following expression for purposes of preliminary sizing of
air vents for
regulating gates.
Qa / Qw = 0.03 (Fr - 1)1.06.
Where,
Qa = Volume of air required in m3/s;
Qw = Outlet discharge in m3/s;
Fr = Froude No. at vena contract i.e. just downstream of the
gate;
iii. The air requirement for widely expanding sluices may be
lesser than that derived
from above formula.
iv. For determining air vent size, the air velocity inside the
pipe can be assumed up
to 50 m/sand the pressure drop inside the conduit pipe should be
limited to 0.15
kgf/cm2. For non regulating type gates, higher air velocities
and pressure drops
can be permitted.
v. The Froude Number is estimated based on the velocity and
depth at the vena-
contract. Velocity is estimated based on the head corresponding'
to maximum
reservoir level neglecting losses. The depth is estimated based
on gate
contraction coefficient of 0.80 for 45o lip and 0.60 for a
sharp-edged gate lip.
vi. The maximum air demand may be assumed to occur at a gate
opening of 80%.
-
8/2/2019 Material for Gates
11/37
vii. Head loss considered in the design of air vents consists of
those caused by
notches, bends, cross-sectional area changes, and friction and
exit conditions.
Loss coefficients identical to those for water flow may be used
for air flow in
vents.
viii. It is recommended that air vent pipe should have minimum
bends and the angle
of bend (if at all provided) should be as obtuse as
possible.
ix. The air vent pipe should be taken sufficiently above the
maximum reservoir level
preferably on the downstream face of the structure so that there
is no
interference with the airflow and no risk to the personnel by
the strong inflow of
air during gate operation. If the air vent pipe opens into a
gallery at a lower level,
an air valve should be provided at its end for air to pass
through.
x. The air vent pipes of the adjoining sluices should not be
joined into a common
header.
xi. The space between the downstream side of the gate and the
sh8ft wall should
not substitute for an air vent for meeting air demand
requirements except when
the sealing is effective for full travel of the gate.' However,
it is desirable to
provide a separate air vent.
xii. It is recommended to make a nominal provision of air vent
downstream of
emergency gate of conduits to supply/dispel air.
xiii. Provision of air ducts of depth of 300 mm to 500 mm can be
considered fur air
circulation at such locations where negative pressures can occur
to prevent
cavitation at flow separation points around the gate.
Design involves the following components
a. Skin plate
b. Vertical and horizontal stiffeners and main girders
c. Wheels and wheel tracks
d. Seals and accessories
e. Guide rollers / guide shoes
f. Wheel track and track base
g. Guides
h. Bearing Pad
i. Seal seat, seal base and sill beam and
j. Anchorages
-
8/2/2019 Material for Gates
12/37
Skin plate
i.In bending across stiffeners, horizontal girders or as panels
and
ii.In bending, co acting with stiffeners and or horizontal
girders
Horizontal and vertical stiffeners and main girders
i. Designed as simply supported or continuous beam
ii. Main horizontal girders carry almost equal loads
iii. End vertical girders as continuous beams resting on wheel
centre points with
concentrated loads coming from horizontal girders at points of
meeting end
vertical girders.
HYDRO-DYNAMIC FORCES DETERMINED BY
i. Kings & Petricat curves
ii. Model studies.
iii. Magnitude of down pull is a function of
a) Location of the gate
b) Shape of the gate bottom
c) Flow passages around the gate top
d) Location of gate seals
e) Initial discharge
f) Air venting
g) Speed of gate travel
BASIC EQUATION:
P = W + A (d - u) w
WHERE:
P = HYDRAULIC AND GRAVITY FORCES.W = DRY WEIGHT OF GATE
A = CROSS SECTIONAL AREA OF GATE
d = AVERAGE DOWN THRUST PER UNIT OF
AREA ON TOP OF GATE
-
8/2/2019 Material for Gates
13/37
u = AVERAGE UP THRUST PER UNIT OF AREA
ON SLOPING BOTTOM OF GATE
w = SPECIFIC WEIGHT OF WATER
Hydrodynamic Forces
i. Broadly speaking, the magnitude of down pulI can be
controlled in two ways;
through KB (coefficient of pressure' on bottom) by the design of
geometry of the
gate bottom i.e. design of gate lip, and through KT (coefficient
of pressure on top)
by the dimensioning of the flow passages around the upper
portion of the gate.
ii. Down pulI reduces with an increase in angle of inclination
of bottom
Consideration for structural adequacy should also be kept in
view while deciding
the angle of inclination of bottom
iii. Extremely flat lips cause the flow to separate completely
from the gate lip and
hence cause a substantial increase in the downpulI and should
not be provided.
iv. Both the field observations and model tests have shown that
450 sloping lip is
the best suited from hydrodynamic and structural
considerations.
v. Supply of air to the downstream of gate reduces downpull
force.
vi. Gates with upstream skin plate and upstream sealing produce
nominal downpull
forces. It may be noted here that in spite of reduction in
downpull in case of gates
with upstream sealing, these have only been used for relatively
low heads for the
regulating service because of a number of problems resulting
from extensive
vortex action in the gate slot.
vii. Incase of gates which are used for filling-up by
crack-opening (such as Intake
gates for Power Houses used for filling Penstocks), care should
be taken to
ensure that area of crack opening is smaller than area between
the downstream
edge of the gate and the gate shaft, normally designated as
'Back of the gate
orifice' which otherwise could cause catapulting of gate. Such
gates should
advisably be equipped with hydraulic hoist to absorb any uplift
forces which may
develop because of the over-shooting of crack opened
position.
viii. Downstream sealing quick shut-off ( or emergency gates)
can be configured in
such a manner that the bottom seal is offset towards upstream
side with respect
to top seal so as to generate dependable down pull to ensure
self-closure of
gate.
-
8/2/2019 Material for Gates
14/37
ix. Incorporation of "Slot Flow Arrestors" in the gate slots can
considerably reduce
the down pull force for gates with upstream skin plate and
upstream seal, by
controlling the slot flow circulation vis--vis vertical upward
flow, as a remedial
measure.
x. Incorporation of "Slot Flow Deflectors upstream of gate slots
to control slot
vortex flow can also considerably reduce the magnitude of
downpull force for
gates with upstream skin plate and upstream seal, as a remedial
measure. It
should be noted that such measures also cause reduction of flow
passages.
SEAL DESIGN:
i. Selection of sealing arrangement d/s or u/s
ii. Items affecting sealing method (fig below)
a) Hydraulic down pull & uplift forces on the gate
b) Gate operating equipment
c) Gate structural design
d) Seal performance
-
8/2/2019 Material for Gates
15/37
e) Aeration
f) Access for inspection.
Seal Design
i. Upstream sealing gates have more chances of leakage as
compared to
downstream sealing.
ii. A seal guard is usually provided for those installations,
where presence of debris
is likely to damage the gate seals, particularly in case of
bottom seals.
iii. Solid bulb music note seals are recommended at sides &
top of gates operatedunder medium head (i.e. at a head of water
>15m but less than 30m). These
seals are also recommended for high head installations' (i.e.
water head > 30m)
as side seals. However, double stem seals are recommended for
application as
top seals because music note type seals at this location
particularly for upstream
sealing gates suffer from rolling action, when the gate is
moved
-
8/2/2019 Material for Gates
16/37
iv. Double stem seals should be clamped only on the extreme
edges of seals.
v. Projection of gate bottom seal should be restricted to the
minimum possible as
per design requirements as it can become one of the sources of
gate vibration.
vi. Metal to metal seals are used for such high head
installation, where access for
maintenance of sealing arrangements is difficult.
vii. Deflection of top and bottom cantilever portions of gates,
particularly in case of
upstream sealing gates should be suitably restricted to ensure
that sealing is
maintained.
viii. For gates with upstream skin plate and upstream sealing,
the provision of contact
plate (i.e. seal seat) with height equal to gate height should
be provided for
improving the flow conditions and elimination of curtain flow
from top of gate.
Such provision also helps in reducing the magnitude of downpull
force.
ix. The top seal radial gates are provided with two top seals,
one fixed to the gate
and the other fixed to the embedded frame to minimize water
spray in the gate
chamber during partial operation of gate.
x. It should be noted that substantial leakage past high head
gates can lead to silt
cavitation (abrasive action of silt laden water) and vibrations
of the structure.
xi. The high head Fixed-wheel gates with upstream sealing
arrangement should
desirably be provided with two rows of top seals fixed on the
skin plate to
mitigate occurrence of vibration.
xii. Fluoro-carbon (Teflon) Cladded seals should not be used for
those gates which
are to be operated under silt laden conditions.
xiii. Upstream seal gates with upstream skin plate are
preferable for silt sluices or
bottom outlets. Downstream sealing gates should not be used in
such situation
unless provided with seals on upstream side also to prevent
entry of silt into the
gate slots.
-
8/2/2019 Material for Gates
17/37
Design Aspects of Radial Gate
1 Design aspects of the Radial gate involves
i) Layout i.e. overall planning of the radial gate.
ii) Detailed design of component parts
2 Overall Planning Covers
i) Location of the Trunnion
ii) Radius of the gate
iii) Location of the sill
iv) Location of type of the hoist
3 Location of the trunnion (Clause 6.2 of 4633)
i) Standard practice 1500 mm clearance between the upper nappe
and
trunnion pin
-
8/2/2019 Material for Gates
18/37
ii) Economical design of trunnion girder and anchorages 1/3H
Resultant
hydraulic thrust is close to horizontal.
iii) For smooth operation, proper maintenance 0.5 H to 0.75
H.
4 Radius of the Gate (Clause 6.3 )
i) Recommended radius H to 1.25 H
ii) Larger radius increases the pier dimensions.
5 Location of the sill (Clause 6.4)
i) Slightly down stream of crest to avoid cavitations of the
down stream
glacis.
ii) General guidelines 0.30 to 0.80 m below the crest
6 Location of the hoist (Clause 6.5)
a) Down stream
i) Hoist force is at the largest possible lever arm.
ii) Hoisting angle does not change considerably during the
hoisting
operation.
iii) Involves larger pier sizes
b) Up stream
i) Larger hoisting capacities.
7 Design of structural parts (Clause 6.1 (b)
i) Skin plate and stiffeners
ii) Horizontal girders
iii) Arms
iv) Trunnion hub
v) Trunnion pin
vi) Trunnion bush or bearing
vii) Trunnion brackets
viii) Trunnion girder or yoke girder
ix) Load carrying anchors
x) Anchorage girder
xi) Thrust block
xii) Trunnion tie
xiii) Seals
xiv) Seal seat, seal base and sill beam
xv) Guide roller
-
8/2/2019 Material for Gates
19/37
xvi) Anchor bolt
-
8/2/2019 Material for Gates
20/37
-
8/2/2019 Material for Gates
21/37
Materials for Parts of Radial Gates
Sl.
NoComponent part
Recommended
Materials
Ref to
IS No.
1.Skin plate, stiffeners, horizontal girders, arms,
bracings, tie members, anchorage girder, yoke girder,
Structural Steel 808
2062
-
8/2/2019 Material for Gates
22/37
embedded girder, rest girder, load carrying anchors. 8500
2.
Guide rollers
Cast Steel
Structural Steel
Forged Steel
Wrought steel
Cast iron
1030
2062
1875
2004
1570
210
3.Trunnion, hub and bracket Cast steel
Structural Steel
1030
2062
4.
Pin Structural Steel
Cast steel
Forged Steel
Corrosion resisting
Steel
2062
8500
1030
1875
2004
6603
Materials for Parts of Radial Gates
5.
Bushing Bronze / self
Lubricating
Bushing
305
306
318
6.Seal Seat Stainless steel plate 6911
7.
Seal base, seal-seat
base and sill beam
Structural steel 2062
8500
8. Pre stressed anchor rods
9.
Pre stressed anchor
cables, rods, HDPE
sheath and Corrosion
resistant grease
-
8/2/2019 Material for Gates
23/37
PERMISSIBLE MONOAXIAL STRESSES FOR STRUCTURAL COMPONENTS OF
HYDRAULIC GATES
Wet Condition Dry Condition
S.NoMaterial and type
of StressAccessible
(YP)
Inaccessible
(YP)
Accessible
(YP)
Inaccessible
(YP)
10. Structural Steel
1
Direct compression
and compression
bending
0.45 0.40 0.55 0.45
2Direct tension and
tension bending0.45 0.40 0.55 0.45
3 Shear Stress 0.35 0.30 0.40 0.35
4 Combined stress 0.60 0.50 0.75 0.60
5 Bearing Stress 0.65 0.45 0.75 0.65
11. Bronze
Direct bearing stress 0.035 0.030 0.040 0.035
8 Design of skin plate and stiffeners (Clause 6.6)
a) As per clause 6.6.2 the skin plate shall be designed for
either of the
following conditions unless more precise methods are
available.
i) In bending across the stiffeners or horizontal girders as
applicable or
ii) As panels in accordance with the procedure and support
conditions
given in Annexure C of code 4623.
iii) Minimum thickness of stain plate excluding corrosion
allowance may be
8 mm
-
8/2/2019 Material for Gates
24/37
iv) For large size crest gates it is economical to use two or
more sizes of
the plates at different sections.
b) The skin plate while designing the stiffeners and horizontal
girders can be
considered as [8 (i) (a)]
i) Co-acting width of skin plate is taken as the least of the
following.
i. 40t + B where
t = Thickness of skin plate
B = Width of stiffener flange in contact with the skin plate
ii. 0.11 span and
iii. Centre-to-Centre of stiffeners and girders width of the
skin plate
acting with beam or stiffeners in panel fabrication [ as per
point 8
(b)] shall be worked out as per Annexure D of 4623.
iv. The stresses shall be combined as per formula (6.6.6)
x 2 + y2 x y +3 T2xy
Where
v = Combined stress
x = Sum of stresses along X axis
y = Sum of stresses along y axis
Txy = Sum of shear stresses in x y plane.
duly considering appropriate signs x & y
i. Designed skin plate thickness to be increased by at least
1.5 mm for corrosion (6.6.8)
-
8/2/2019 Material for Gates
25/37
9 Design of Horizontal girders
a) Number of Horizontal girders and arms (6.7.1)i) For height of
gate upto 8.5 m 2 No
ii) For height of gate upto 8.5 m and 12 m 3 Nos.
iii) For height of gate upto above 12 m 4 or more
-
8/2/2019 Material for Gates
26/37
b) In the case of the vertical stiffeners designed as continuous
beam the
girders may be so spaced that bending moment in the vertical
stiffeners
at the horizontal girders are about equal.
c) Girders shall be designed taking fixity at arms support. For
inclined arms
the girders shall also be designed for the compressive stress
induced
d) Girders shall be checked for shear at the point of support by
the arms for
values not exceeding Annexure B of 4623 (6.7.5)
10 Stiffeners and Bracings for Horizontal girders (6.7.6) Design
of the
bearing and intermediate stiffeners shall be as indicated in
IS800.
11 Arms : (6.8)
i) As many pairs of arms as the number of horizontal girders
shall be used
unless vertical end girders are provided.
ii) Inclined arms used to economize on the horizontal
girders.
iii) Designed as columns for the axial load and bending
moment
transmitted by horizontal girders and shall be as per IS
800.
iv) The inclined arms fixed to horizontal girders at about
one-fifth of the
width of the gate span from each end of girder.
v) The joints between the arms and the horizontal girders shall
be
designed against the side thrust due to the inclination of the
arms.
vi) Bracings connecting the arms spaced to satisfy equal l/r
ratio of the
arms in both longitudinal and transverse directions is nearly
equal.
12 Trunnion Hubs (6.9)
i) Minimum thickness of steel hub
t = 0.3 d upto 450 mm dia. shaft
= 0.25 d subject to a minimum of 135 mm for shafts above 450
mm
dia.
where,
t = Hub thickness and
d = diameter of the pin.
For large size gates hub may be designed as thick cylinder
13 Trunnion pins (6.10)
i) May be solid or hollow and designed against bending for the
total load
transferred through the trunnion hub
ii) Check for shear and bearing also due to the same load.
-
8/2/2019 Material for Gates
27/37
iii) The bending, bearing and shear stress shall not exceed 0.33
YP, 0.35
UTS and 0.25 YP respectively.
iv) The pin shall be a medium fit in the bearing lugs and
locked.
v) The trunnion pin shall be subjected to ultrasonic /
radiographic tests to
ensure soundness against manufacturing defects.
vi) For materials other than corrosion resistant steel pin shall
be coated
with hard chromium plating to a minimum thickness of 50
microns.
14 Trunnion Bush / Bearing (6.11)
a) Material
i) Slide type bronze bushing or self lubricating bush
bearings.
ii) Antifriction roller bearings.
iii) Spherical plain bearings.
b) Minimum thickness of bushing in mm
= 0.08d + 3 not less than 12mm
Whered is the pin diameter in mm
15 Trunnion Bracket (6.12)
i) Bracket shall be rigidly fixed to yoke girder by bolts or
welding.
ii) Arms of the Bracket shall be designed to bearing act
bending.
-
8/2/2019 Material for Gates
28/37
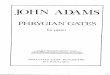
16 Anchorage system (6.13)
-
8/2/2019 Material for Gates
29/37
a) The anchorage system shall be designed to with stand the
total water
load either.
i) In bond as a bond stress between the anchors and concrete
(fig) or
ii) In bearing as a bearing stress between the concrete and the
embedded
girder at the upstream end of the anchors duly insulated (fig 2)
or.
iii) Through a pre-stressed anchorage system using either steel
rounds or
steel cables.
b) The maximum horizontal and vertical force on the trunnion pin
shall be
calculated for
i) Gate resting on sill and head varying from Zero to
maximum.
ii) Gate position varying from fully closed to fully open at
maximum
constant water level.
iii) Worst of the two is chosen.
iv) For combined anchorage the loading shall be determined with
one gate
closed and the adjacent gate fully open.
v) For inclined anchors at angle m to the horizontal, the
horizontal force
determined shall be multiplied by sec m.
vi) The length of embedment of anchors for bonded type shall be
such that
the bond stress shall not exceed the permissible values of
concrete used
subject to a minimum of two-thirds of radius of gate leaf.
Anchors may be
hooked at end or provided with anchor plates. The bonded anchors
shall
be insulated for a minimum of 500 mm length from the concrete
face to
avoid cracking of face concrete.
vii) Normally bonded anchorages are selected upto 12m X 12m size
gates
17 Radial gates with common anchorages
i) The hydraulic thrust on the gate is transmitted to the
trunnion girder
through brackets.
ii) Load is transmitted through the anchor bars as bonded
anchorages.
iii) The rods are used as load carrying anchorages.
iv) Anchors are not welded to trunnior girder but are fixed with
nuts and
pre-tensioning can be carried out
v) Additional flats can also be welded after pre-tensioning.
Limitations:
-
8/2/2019 Material for Gates
30/37
i) Advantageous for construction of piers since no accurate pier
shape is
required.
ii) Economical upto gate size 12 m width X 10 m height.
iii) Due to common trunnion girder for adjacent gates failure of
anchorage
of one gate may trigger failure of all gates.
18 Radial gates with independent anchorage system.
i) Hydraulic thrust transmitted from trunnion bracket to yoke
girder and to
anchor girder through un-bonded tie flats.
ii) Anchor girder embedded in concrete transmits to pier.
Advantages:
i) Gates can be made to suit the vent width even when there is
variation in
civil construction.
ii) No successive failure of gates when anchorage of one
fails.
iii) Suitable for large size of gates.
Disadvantages:
i) Need for shaping of pier for movement of arms.
ii) Thorough checking of weld between anchor girder and tie
flats.
iii) Large width of piers compared to common anchorages
19 Anchorages with post-Tensioned anchor rods
i) The hydraulic thrust is transmitted from trunnion girder to
anchor plate
through high-tensile anchor bars.
ii) Anchor rods are horsed in galvanized steel tubes
iii) After installation there rods are to be post-tensioned on
down stream of
trunnion girder to share the equal load.
iv) Used for the larger gates.
Advantages:
i) Less steel is required for the bars which results in a more
compact beam.
ii) Anchorage movements due to extension of the anchor bars are
virtually
eliminated.
iii) Piers may be narrower
Disadvantages:
i) Compilers joining the rods are susceptible for failure
20 Post-Tensioned pre-stressed concrete anchorages
i) Water thrust is transmitted to the common trunnion
girder.
-
8/2/2019 Material for Gates
31/37
ii) Trunnion girder shall be anchored to the spillway pier by a
post-
tensioned anchor system.
iii) Tested in un-bonded condition
Advantages:
i) Narrow spillway piers
ii) Frictional forces due to movement of trunnion brackets are
eliminated.
iii) The pre-stressed anchorages puts pier concrete in
compression.
iv) The anchorage are less bulky
Disadvantages:
i) Loss of pre-stress due to creep in concrete.
ii) Loss of pre-stress due to shrinkage of concrete.
iii) Loss of pre-stress due to relaxation of steel.
iv) Loss of pre-stress due to elastic shortening of
concrete.
v) Loss of pre-stress due to slip in anchorages
vi) Loss of pre-stress due to friction along the cable and the
anchorages
21 Trunnion Girder or yoke Girder
i) Designed to be safe in bending, shear and torsion
ii) May or may not be embedded in concrete. If embedded wrapped
with
cork mastic or thermo Cole.
iii) The concrete immediately is contact with the trunnion
girder which takes
the thrust in bearing from it should be non-shrinkage quality
for a
minimum thickness of 300 mm
iv) To-allow for the elongation of the insulated load carrying
anchors and
trunnion tie, the trunnion bracket shall be fixed to slide on
the rest chair
using bronze or steel pads.
22 Thrust block and Trunnion Tie (6.15)
i) Required when inclined arms are used.
23 Seals, seal interference (6.16)
i) For reducing seal friction, clad seals are used.
ii) Cladding may be of brass, bronze, stainless steel,
fluorocarbon or
Teflon
iii) Seal interference shall vary from 2 to 5mm.
24 Seal Seat, Seal Seat base and sill beam (6.17)
-
8/2/2019 Material for Gates
32/37
i) Minimum thickness of stainless steel seal seat plate 6mm for
low head
gates and 8 mm for others after machining.
ii) The minimum thickness of stainless steel flat provided on
sill beam shall
be 6 mm after machining.
25 Guide Roller (6.18)
i) Limits the lateral motion to not more than 6 mm in either
direction.
ii) Designed to 5 % of gate weight.
26 Sizing of components
i) As derived from design
ii) Minimum 10 mm for structural components of the gate.
iii) For webs of bracing members 8 mm is permissible.
iv) Fillet welds minimum 6 mm leg size, continuous and water
tight.
Satisfy IS 9595 regarding thickness of members being welded.
27 General Features of Design
i) Considerations for choice of radial gate.
i. Most economical, most suitable for spillways and out
lets.
v) Simplicity of operation and smooth flow pattern past the gate
in
spillways.
vi) For out lets, high co-efficient of discharges favours of
choice.
vii) For heads over 8 m over the spillway proves economical than
other
types.
28 Requirements to be satisfied
i) Water tight
ii) Capable of being operated by the hoist at required
speed.
iii) Amenable to manual operation
iv) Should be capable of regulation at required discharge
without
cavitations and undue vibration.
29 Loads acting on the gate
i) Hydrostatic
ii) Hydrodynamic
iii) Wave action
iv) Dead weight
v) Silt load
-
8/2/2019 Material for Gates
33/37
30 Advantages of Radial Gates
i) Grooves are not necessary hence no cavitation
ii) Gates curved bottom acts as a bell mouth, thus the flow is
smooth
iii) Outfall slope can be steeper, thus saving in concrete and
no cavitation.
iv) Vibrations are less for partial opening due to bell mouth
shape.
v) Simple in construction, hence less cost. Hoist capacity is
low due to
additional leverage
vi) Less hoist capacity as no rollers are used
vii) Wearing of parts is less in radial gates
viii) Maintenance is easy in closed position also
ix) Erection is easy once the Trunnion is fixed.
x) Weight of the gate is less
HYDRAULIC HOIST
1. Need.
1) This type of hoist is used in the gates which are not self
closing. This type of hoist is
capable to produce thrust both in opening and closing of
gate.
ii) This type of hoist has given more precise and easy control
in operation of gate.
iii) It requires less space.
iv) This are mainly used to operate bonnet gate and radial
gate.
2. General
A hydraulic hoist consists of a cylinder with upper and lower
cylinder head, piston
and stem passing through a packing in the lower cylinder head.
The hoist is operated by
a motor and oil pump arrangement with the directional control by
valves which are
actuated by electric contact from any desired position.
3. Factor governing the choice of hydraulic hoist:
1. High capacity and low travel.
2. Larger range of hoisting / lowering speed,
3. Limited space availability,
4. Dampening of vibrations of gates,
5. Requirement of positive thrust.
4. Parameters in the design of hydraulic hoist
-
8/2/2019 Material for Gates
34/37
1. Capacity of hoist
2. speed of lifting and lowering
3. Position of Oil Tank.
In case of gate that are lowered by gravity, the oil tank should
preferably be kept
at the level higher than the cylinder top.
4. Number of hoist and their method of operation.
Whether from separate hydraulic system or from a centralized
system. In latter
case whether the gate are to be lowered selective or
simultaneously.
5. Stroke of hoist.
This will determine the capacity of oil tank.
6. Frequency of operation.
7. Space limitations if any
5. Hoisting capacity:
Weight of the Gate along with all its component including the
weight of wire rope
and its attachments
All Frictional Forces
Wheel Friction
Guide Friction
Seal Friction
Trunnion friction in case of radial gate
Friction of moving parts of hoist.
Any Hydrodynamic Load, like down pull force / uplift.
Silt and ice load, wherever encountered
The worst combination of these forces either lowering or rising
cycle should consider
and these should increase to 20% as reserve.
6. Design Involve following component
1. Cylinder
2. Cylinder head
3. Piston stem.
4. Couplings
5. Piston
-
8/2/2019 Material for Gates
35/37
6. Piston rings and packing
7. Seals and packing.
8. Hanger stud
9. Gate position indicator
7. Design of hoist component :-
i) Cylinder
Operating pressure: - Maximum operating oil pressure should be
20N/mm2 for
design of hydraulic cylinder.
ii) Cylinder head
The cylinder head should be designed as a thick flat plate, held
down at outer
perimeter in accordance to IS 2825:1969.
When bonnet cover is providing to work as one of the cylinder
head than it
should be design accordance with IS 9349: 1979.
iii) Stems
Piston stem should be solid or hollow construction and if made
of forged steel
should be hard chromium plated to at least 0.05 mm thickness
with stress limited
to 0.4 of yield point at pressure setting of pump relief
valve.
iv) Couplings
Couplings for connecting the stems between the gate and hoist
are:-
a) Clevis coupling: - The male and female parts of clevis should
be
connected by steel pin. The pin should be designed against
shear,
bending, and bearing.
b) Split collar coupling: - This type of coupling is more
convient to
assemble and disassemble can be used generally for vertical stem
gate.
c) Hook and eye type coupling: - this type of coupling is
suitable for
gate on slope of about 15 deg. with vertical. This is similar to
clevis type
of coupling except the addition of skid pads on the loop of hook
to provide
an easy method of holding the stem for alignment on the
slope.
v) Piston
Piston should be designed for operating pressure. The steel
piston should be
provided with suitable protection so that the finish piston may
not affect the
smooth cylinder wall.
vi) Piston rings and packings:-
-
8/2/2019 Material for Gates
36/37
The piston should be fitted with hydraulic type piston rings and
also with a
stuffing box having V- packing rings. These packing rings should
eliminate
leakage past the piston and permit holding of piston in any
position for long
period of time when outflow of oil from below the piston is
blocked.
vii) Gate position indicator
An indicator to show the position of gate in its full travel
should provided.
viii) Test pressure:-
The hoist cylinder, cylinder heads, piston appurtenant, piping,
valve other parts
and control subjected to oil pressure should be tested at 150%
of the operating
pressure for period not less than 30 min.
8. Fabrication:-
The hoist cylinder should be composed of flanges of weldable
forged steel forges steel;
shell of pierced, rolled steel forging or flat steel formed to
cylindrical shape; joined to
each other with not more than two longitudinal welds. If the
cylinder is forged, the flange
should be forged as integral part of cylinder, otherwise the
flange of the cylinder should
be butt welded to cylinder shell. In either case cylinder should
be annealed and stressed
/ relived before machining. All butt weld in the cylinder and
cylinder head should be
tested for full strength by 100% radiographic examination.
The cylinder bore should be honed to finish of 1.6 micron.
9. Hydraulic operating system
The hydraulic- electric operating system consists of:-
1. oil tank
2. Filter and strainers
3. Pumps with motors and starting equipment
4. control valve
5. Pressure relief
6. Piping
7. Pressure gauge
8. pressure switches
9. push buttons, relay, and other electrical equipment for
actuating and controlling
the system
10. Stand by pump and driving device as necessary.
10.Hoist support frame
-
8/2/2019 Material for Gates
37/37
It should be designed to withstand the maximum load occurring at
the time of operation
of the gates.
11.Oil
The oil should be suited to the viscosity and temperature range
of operation.
12.Advantage of hydraulic hoist:
1. Hoist capacity: - Hydraulic hoist of higher capacities are
economical and
operationally better suited.
2. Space: - Layout of work and space being smaller in case of
hydraulic hoist.
3. Speed: - They are lowered at almost any desired speed.
Moreover the speed can
be easily adjusted within the limits of system.
4. Economy of installation: - The oil tank and the cylinder are
paced at any desired
location and it is only necessary to interconnect these unit,
the various units are
installed at most economical location.
5. Minimum maintenance: - parts are self lubricated and also
they are totally
enclosed and protected against outside contaminants, these
required minimum
maintenance.
13.Disadvantage of hydraulic hoist:
The hydraulic hoist required a good honed cylinder of sufficient
length depending on
the lift of gates. Sometimes the availability of these cylinders
is a problem.