Embed Size (px)
Citation preview
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 1/119
1
INDICE.
PAG.
INTRODUCCIÓN. 3Objetivo. 3Mantenimiento. 3Organización. 4Puestos tipo. 4¿Que es delphi?. 7Historial laboral. 8
CAP. 1. FULL PROCESS. 9
1.2. Tipos de maquinas. 111.3. Komax 411s. 121.4. Megomat 3300. 141.5. Komax 43t. 161.6. Prensa modular. 191.7. Prealimentador de cable. 201.8. Aplicador de sello. 21
1.9. Kistler. 21CAP. 2. SISTEMA DEMANTENIMIENTO. 22
2.2. Política de mantenimiento planeado. 222.2.2. Objetivos. 222.2.3. Visión. 222.2.4. Misión. 222.2.5. Seguridad. 232.2.6. Entrenamientos. 23
2.3. Mantenimiento planeado. 242.3.2. Criterios del sistema de 24
mantenimiento planeado.2.3.3. Definiciones y conceptos. 25
2.4. Mantenimiento preventivo. 252.5. Mantenimiento correctivo. 27
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 2/119
2
2.6. Mantenimiento predictivo. 292.7. Mediciones de desempeño. 302.8. Refacciones críticas. 312.9. Sistema de archivo. 33
CAP. 3. METODOLOGIA DEINNOVACION Y MEJORAMIENTO
CONTINUO (I&CIM).. 39
3.2. Six sigma 403.3. Sipoc. 463.4. Mapa de proceso. 483.5. Recolección de datos. 49
3.6. El lenguaje seis sigma. 563.7. El sistema de medicion. 573.8. Modos de falla y análisis de 62
efectos.3.9. Determinación de soluciones. 633.10. Plan de control. 643.11. Proyecto. 66
CAP. 4. KAIZEN MANUFACTURINGSYSTEM (KMS) 100
4.2. Observa. 1004.3. Estandariza. 1014.4. Proceso kaizen. 1014.5. Maquinaria kaizen. 1014.6. Lay out kaizen. 1024.7. Proyecto. 103
CONCLUSIONES 118BIBLIOGRAFIA 119
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 3/119
3
INTRODUCCIÓN.
Objetivo
El objetivo de este material es dar a conocer el sistema de mantenimiento de equipo en elárea de full process (corte de cable), en la planta de Delphi Cableados ubicada enGuadalupe Zacatecas, así como una breve explicación del algunos sistemas demejoramiento continuo que se manejan en la compañía de delphi, como lo son six sigma ykms (kaizen manufacturig system). Sistemas de mejoramiento continuo enfocados aaumentar la eficiencia en los procesos, dentro de los parámetros de calidad, costo y entrega.En el capitulo 1 se describe el proceso de manufactura y equipo del área de full process(corte de cable). En el capitulo 2 se describe el sistema de mantenimiento que se utiliza endelphi cableados Zacatecas, conceptos, actividades y sistema de calidad. En los capítulos 3y 4 se explican dos de los sistemas de mejoramiento continuo que se utilizan dentro del
sistema de manufactura delphi (DMS), enfocados en eficientizar los procesos demanufactura.
Mantenimiento
La función de mantenimiento adquiere vital importancia ya que conservar en buenascondiciones de uso el equipo y/o maquinaria además de las instalaciones repercutedirectamente en la calidad de los productos, los costos de operación y la productividad de lacompañía.La superación de metas, el logro de los objetivos cada vez más realistas y la reducción
sustancial de los costos de mantenimiento, sólo es factible unificando criterios ycoordinando formas de actuación de este departamento.Esta función se conjuga en la planeación y control del mantenimiento que nos permita elcompleto aprovechamiento de los recursos disponibles.La planeación y el control del mantenimiento es una pieza clave, la asesoria a losdepartamentos que solicitan un trabajo con base a su verdadera prioridad de actividades
previamente definidas y la elaboración de programas proactivos de mantenimiento permitirá mejorar los índices de producción al elevar la calidad de los productos,disponibilidad del equipo y la reducción de los costos de operación.Mantener en perfectas condiciones la operación de los equipos, mejorar continuamente lacalidad de los productos, mantener un ambiente de trabajo seguro, reducir el costo total deoperación de la planta, que permitan lograr los objetivos de producción y objetivosgenerales de la planta, incluyendo programas de mantenimiento calendarizados y nocalendarizados, todo esto exige que se coordinen los esfuerzos de los departamentosinvolucrados.Finalmente evaluar el desempeño de las funciones encomendadas y presentar los reportescorrespondientes a los departamentos que participan en el sistema. Simultáneamenteelaborar los registros y hacer los análisis pertinentes acerca del comportamiento del equipoy/o maquinaria, tomar las decisiones necesarias para hacer las acciones correctivas cuandoasí se requiera.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 4/119
4
Organización.
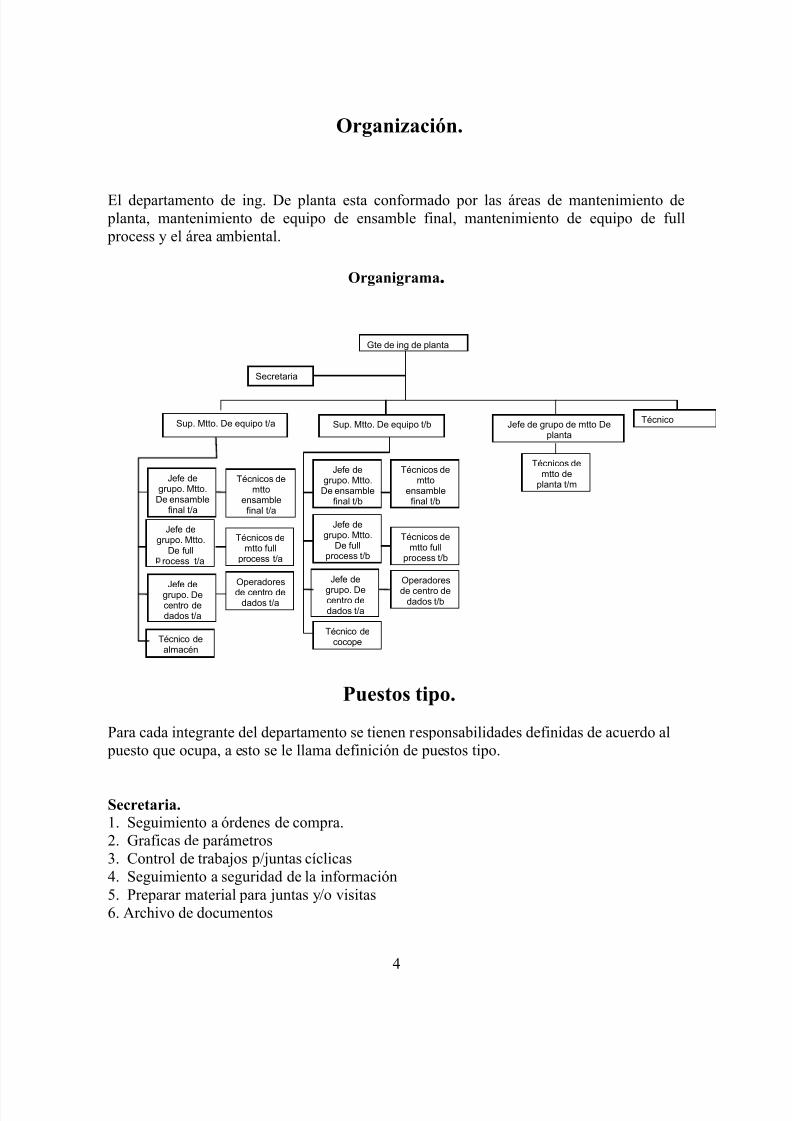
El departamento de ing. De planta esta conformado por las áreas de mantenimiento de planta, mantenimiento de equipo de ensamble final, mantenimiento de equipo de full process y el área ambiental.
Organigrama.
Puestos tipo.
Para cada integrante del departamento se tienen responsabilidades definidas de acuerdo al
puesto que ocupa, a esto se le llama definición de puestos tipo.
Secretaria.1. Seguimiento a órdenes de compra.2. Graficas de parámetros3. Control de trabajos p/juntas cíclicas4. Seguimiento a seguridad de la información5. Preparar material para juntas y/o visitas6. Archivo de documentos
Gte de ing de planta
Secretaria
Sup. Mtto. De equipo t/a Jefe de grupo de mtto Deplanta
TécnicoSup. Mtto. De equipo t/b
Jefe degrupo. Mtto.
De ensamblefinal t/a
Jefe degrupo. Mtto.
De full
rocess t/a
Jefe degrupo. Mtto.
De ensamblefinal t/b
Jefe degrupo. Mtto.
De fullprocess t/b
Jefe degrupo. Decentro dedados t/a
Jefe degrupo. Decentro dedados t/a
Técnico dealmacén
Técnico decocope
Técnicos demtto
ensamblefinal t/a
Técnicos demtto full
process t/a
Operadoresde centro de
dados t/a
Técnicos demtto
ensamblefinal t/b
Técnicos demtto full
process t/b
Operadoresde centro de
dados t/b
Técnicos demtto de
planta t/m
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 5/119
5
7. Cumplir con lo referente a d.b.s (ISO/TS16949 e ISO 14000)8. Control de pagos de servicios públicos
Supervisor de mantenimiento.1 . Cumplimiento a dbs2 . Cumplimiento a auditorias centrales de mtto.3 . Mantenimiento de edificio y equipo de proceso4 . Cumplimiento del presupuesto5 . Desarrollo de subordinados6 . Mantenimiento y cumplimiento a plan de mejoramiento.7. Asegurar cumplimiento a políticas y procedimientos de seguridad y salud.8. Cumplimiento a ISO 140009. Administración de co.co.pe.
Jefe de grupo de mantenimiento de planta1. Mantener equipo asignado al 100 % con mantenimientos calenda rizados.2. Apoyo a la realización y ejecución de auditorias externas e internas.3. Respeto a instalaciones, equipo de planta y compañeros.4. Apoyo a la realización de trabajos misceláneos y cuidado ambiental.5. Desarrollo de subordinados.6. Asegurar cumplimiento a políticas y procedimientos de seguridad y salud.7. Mantenimiento y cumplimiento a d.b.s.8. Participar en actividades del equipo multifuncional para iso14000.
Técnico ambiental.1. Dar seguimiento a las normas ambientales y actualizarse constantemente2. Mantener la planta tratadora en los parámetros requeridos por ing. Central3. Mantener los almacenes de químicos y residuos peligrosos en un estado de limpieza yorden 100%4. Identificar debidamente los productos químicos y mantener formas de datos al 100%5. Colaboración alta en el seguimiento de dbs en las áreas correspondientes6. Entrenar al personal en control de productos químicos y residuos peligrosos.
7 . Asegurar cumplimiento a políticas y procedimientos de seguridad y salud.8.participar en actividades del equipo multifuncional para iso14000.
Jefe de grupo de mantenimiento e. F., f. P. Y centro de dados.1. Índice de herramienta y equipo.2. Proyectos de reducción de costos.3. Mantenimiento y cumplimiento a d.b.s.4. Tiempos muertos.5. Promover buen ambiente de trabajo.6. Innovación y mejoramiento.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 6/119
6
7. Control de presupuesto.8. Desarrollo de subordinados.9.auditoria de equipo de full process.10.seguimiento al plan de mejoramiento.11.asegurar cumplimiento a políticas y procedimientos de seguridad y salud.
Técnico de mantenimiento full process y ensamble final.1. Cumplir con los requerimientos de calidad del producto.2. Entrega a tiempo del producto terminado3. Supervisar y administrar efectivamente el recurso a su cargo.4. Asegurar que se documente realmente los datos del proceso.5. Sistema de mtto. Ejecutado.6. Auditorias de mtto. Central.7. Auditorias de f.p. central8. Mantenimiento y cumplimiento a dbs9.asegurar cumplimiento a políticas y procedimiento de seguridad y salud.
Técnico de mantenimiento de planta.1. Mantener en buenas condiciones el equipo y edificio de acuerdo al manual de mtto.2. Apoyo a la realización y ejecución de auditorias externas e internas.3. Respeto a las instalaciones, equipo de planta y compañeros.4. Apoyo a la realización de trabajos misceláneos por prioridad.5. Respeto a normas y reglamentos de químicos y cuidado ambiental.6. Asegurar cumplimiento a políticas y procedimientos de seguridad y salud.7. Mantener limpieza total de edificio.8. Mantenimiento y cumplimiento a d.b.s.
Técnico de almacén.1. Índice de herramienta y equipo2. Proyectos de reducción de costos3. Mantenimiento y cumplimiento a dbs4. Tiempos muertos5. Promover buen ambiente de trabajo6. Innovación y mejoramiento
7. Control de presupuesto8. Desarrollo de subordínanos9. Auditoria de equipo de full process10.Participar en actividades de sub. Co.co.pe.
Técnico cocope.1. Coordinar comité de conciliación de pedimentos2. Control de activos fijos3. Seguimiento a seguridad de la información
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 7/119
7
4. Participación en actividades especiales5. Asegurar cumplimiento a políticas y procedimientos de seguridad y salud.6. Mantenimiento y cumplimiento a d.b.s.7. Participar en actividades del equipo multifuncional para iso14000.
Para todo el personal operativo sus responsabilidades se encuentran descritas en lasdiferentes rutinas o métodos de trabajo del departamento.
¿Qué es delphi?
Delphi es una compañía mundial de sistemas automotrices, delphi es uno de los mejores proveedores modulares de componentes automotrices, se encuentra formada por seisdivisiones, cada una con un sistema específico, como lo son:
Delphi packard electric: proporciona sistemas de calidad mundial de distribuciónde potencia y señales, de conexión y control para cada sistema en un vehículo.También posee una capacidad técnica comprobada en las áreas de compatibilidadelectromagnética, física de contactos, montaje sincrónico y fibras ópticas.
Delphi delco electronics: líder en sistemas electrónicos, proporciona la tecnologíamás avanzada para la construcción de radios, estereos y controles de aireacondicionado.
Delphi harrison thermal: líder en la creación de sistemas de calefacción,ventilación y aire acondicionado que no dañan el medio ambiente (sistemas decontrol climático, sistemas de enfriamiento de motor/transmisión, etc.).
Delphi energy & chassis: diseña desarrolla y fabrica sistemas y componentes paracontrolar el almacenamiento y conversión de energía, para reducir las emisioneshacia fuera del vehículo. También desarrolla sistemas de frenos y suspensión masavanzados del mundo antibloqueo (abs).
Delphi interior: innovador en sistemas de asientos, volantes, tableros deinstrumentos y sistemas de bolsas de aire contra impacto.
Delphi saginaw steering: líder en componentes y sistemas completos de direccióny tracción.
El nombre delphi tiene sus raíces históricas en la mitología griega y la referencia se remota
a un lugar llamado delphi, a donde los antiguos iban en busca de respuestas y sabiduría y esasí como la compañía desea ser vista por sus clientes: como un recurso que soportasoluciones.
Packard electric inicia operaciones el 4 de junio de 1890, siendo sus fundadores loshermanos william doud y james ward packard. Para los años 50´s y 60´s packard electricya no solo daba servicio a general motors, sino a cientos de clientes másDelphi packard electric comenzó operaciones en México en 1979 en CD. Juárezchihuahua, en 1986 inicia operaciones la primer planta de la zona este en nuevo LaredoTamaulipas, actualmente se tienen en operación mas de 190 plantas de manufactura en mas
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 8/119
8
de 37 países de los seis continentes y cuenta con 27 centros técnicos modernos en todo elmundo.
Delphi cableados i comenzó operaciones en 1992 como centro de distribución de materiales para las plantas I y II de fresnillo, en 1997 comenzó operaciones como plantamanufacturera con el proceso de corte de cable ( full process), siendo proveedora de cable
para las plantas de fresnillo, en el 2001 comenzó su transformación a planta manufacturerade arneses automotrices (ensamble final ), con su proceso de manufactura completa (ensamble final y full process), actualmente se encuentra en proceso de arrancar nuevosnegocios..
Historial laboral
Agosto 1996 - enero 1997 laborando en Lucent Technologies Labs Bell Inovations antes
AT&T en Matamoros Tam. Encargado del mantenimiento de equipo en la planta no. 3 deoptó electrónica donde se producen receptores, trasmisores y tranceptores de fibra óptica deexportación.Enero 1997 y en la actualidad, laborando en delphi cableados planta I en Guadalupe Zac. ,empresa maquiladora del ramo automotriz donde su producto principal son arnesesautromotrises, iniciando en el área de ing. De proceso, encargada de el arranque de la plantacomo full process (corte de cable), proveedora de las plantas I y II de fresnillo, encargadode el calculo de equipo, instalación y liberación de equipo, así como de el entrenamiento a
personal operativo y técnico sobre el funcionamiento del equipo. Febrero 1998 transferidoal área de mantenimiento de equipo, encargado del turno c y mejoramiento continuo, asícomo del sistema de mtto correctivo. Enero 1999 cambio al área de proyectos especiales de
mantenimiento, encargado de transferencias de negocio, así como de proyectos demejoramiento en la reducción de tiempo muerto y costo. Febrero 2001 encargado de losdepartamentos de mantenimiento y manufactura de full process en turno b, encargado delarranque de la transferencia de el negocio proporcional de full process a la planta defresnillo II. Octubre 2001 encargado de el área de manufactura y mantenimiento full
process turnos a, b y c; encargado de la planeacion y coordinación de la transferencia denegocio proporcional de full process ala planta de fresnillo I; encargado de los arranques denuevos negocios (ensamble final) en la planta, para asegurar el inventario de cable almomento de cada arranque. Febrero 2003 transferido a el área de mantenimiento de equipo(full process y ensamble final), encargado de la administración de mantenimiento, así como
cambios de ingeniería y mejoramientos en las líneas de producción, también encargado delarranque de nuevas líneas de producción. Febrero 2004 transferido a el área demanufactura full process como encargado de los turnos a y b donde actualmente medesempeño, administrando completamente el área. Certificado green belt en six sigma,encargado de implementación de kms (kaizen sistema de manufactura) en el área de corte,encargado de plan de control y pfmeas del área de corte de cable.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 9/119
9
1. FULL PROCESS
Delphi cableados Zacatecas, es una planta manufacturera de arneses automotrices, se
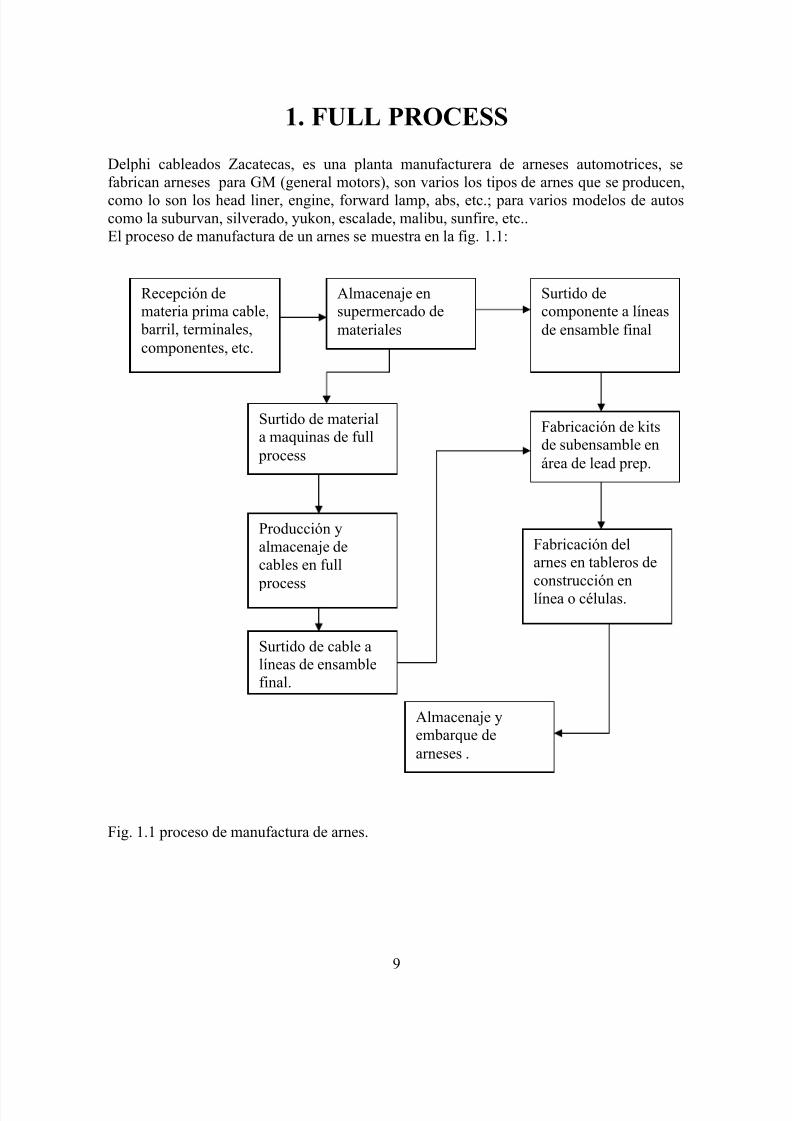
fabrican arneses para GM (general motors), son varios los tipos de arnes que se producen,como lo son los head liner, engine, forward lamp, abs, etc.; para varios modelos de autoscomo la suburvan, silverado, yukon, escalade, malibu, sunfire, etc..El proceso de manufactura de un arnes se muestra en la fig. 1.1:
Fig. 1.1 proceso de manufactura de arnes.
Recepción demateria prima cable,
barril, terminales,componentes, etc.
Almacenaje ensupermercado demateriales
Surtido decomponente a líneasde ensamble final
Surtido de materiala maquinas de full
process
Fabricación de kitsde subensamble enárea de lead prep.
Fabricación del
arnes en tableros deconstrucción enlínea o células.
Surtido de cable alíneas de ensamblefinal.
Almacenaje yembarque de
arneses .
Producción yalmacenaje de
cables en full process
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 10/119
10
Full process es un área muy importante para la manufactura de arneses, ya que esta área provee de cable cortado a las líneas de producción de arneses, podemos decir que el cablecortado es materia prima esencial en la fabricación de arneses, así también como puntocritico en el aspecto de calidad, ya que la calidad de los cables es muy importante en losarneses.
El proceso de manufactura de corte de cable (full process) es muy sencillo:La máquina alimenta el cable a la longitud requerida, realiza el corte, desforra los extremosde cable a la longitud requerida, aplica sello y/o Terminal; todo este sencillo proceso (a
primera vista), tiene desde luego sus estándares de calidad para cada cable.
Existen varios tipos de maquinas cortadoras de cable:1. Komax 411.2. Komax 411s.
3. Komax 43t.4. Megomat 3300.5. Megomat 3001.6. Megomat penta.7. Etc.
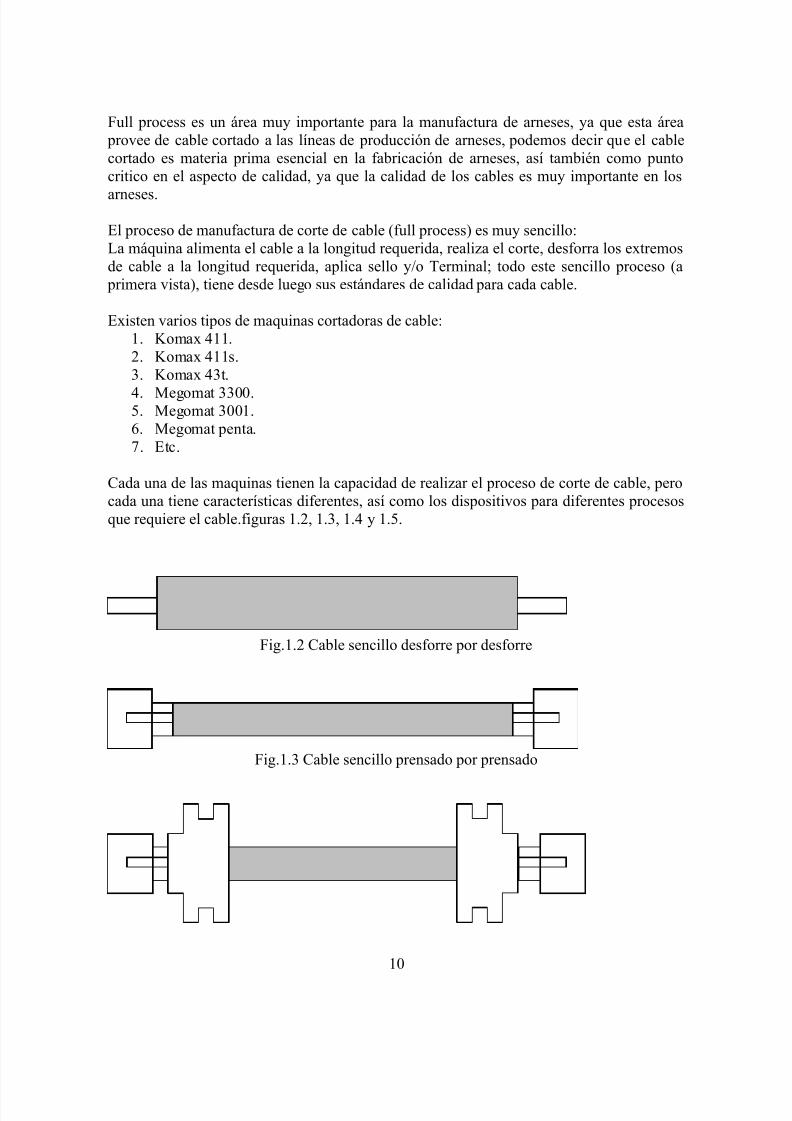
Cada una de las maquinas tienen la capacidad de realizar el proceso de corte de cable, perocada una tiene características diferentes, así como los dispositivos para diferentes procesosque requiere el cable.figuras 1.2, 1.3, 1.4 y 1.5.
Fig.1.2 Cable sencillo desforre por desforre
Fig.1.3 Cable sencillo prensado por prensado
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 11/119
11
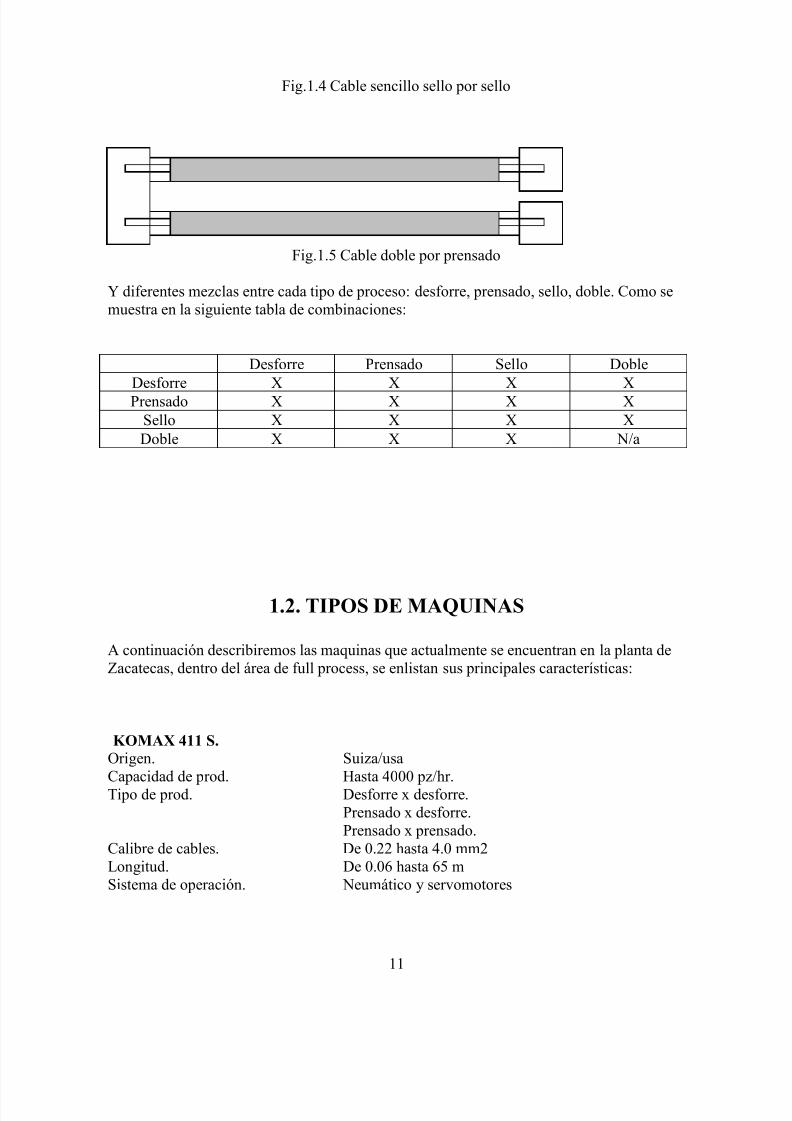
Fig.1.4 Cable sencillo sello por sello
Fig.1.5 Cable doble por prensado
Y diferentes mezclas entre cada tipo de proceso: desforre, prensado, sello, doble. Como semuestra en la siguiente tabla de combinaciones:
Desforre Prensado Sello DobleDesforre X X X XPrensado X X X X
Sello X X X XDoble X X X N/a
1.2. TIPOS DE MAQUINAS
A continuación describiremos las maquinas que actualmente se encuentran en la planta deZacatecas, dentro del área de full process, se enlistan sus principales características:
KOMAX 411 S.Origen. Suiza/usaCapacidad de prod. Hasta 4000 pz/hr.Tipo de prod. Desforre x desforre.
Prensado x desforre.Prensado x prensado.
Calibre de cables. De 0.22 hasta 4.0 mm2Longitud. De 0.06 hasta 65 mSistema de operación. Neumático y servomotores
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 12/119
12
KOMAX 43TOrigen suiza/usaCapacidad de prod. Hasta 1440 pz/hr.Tipo de prod. Doble x desforre /desforre
Doble x prensado/prensadoDoble x prensado/desforre
Calibre de cables. De 0.22 hasta 4.0 mm2Longitud. De 0.08 hasta 65 mSistema de operación. Neumático.
MEGOMAT 3300Origen. Suiza/usa.Capacidad de prod. Hasta 4000pz/hr.Tipo de prod. Sello x desforre.
Sello x prensado.Prensado x prensado.Desforre x desforre.
Calibre de cables. De 0.14 hasta 6.0 mm2.Longitud. De 0.06 hasta 99 m.Sistema de operación. Neumático y servomotores.
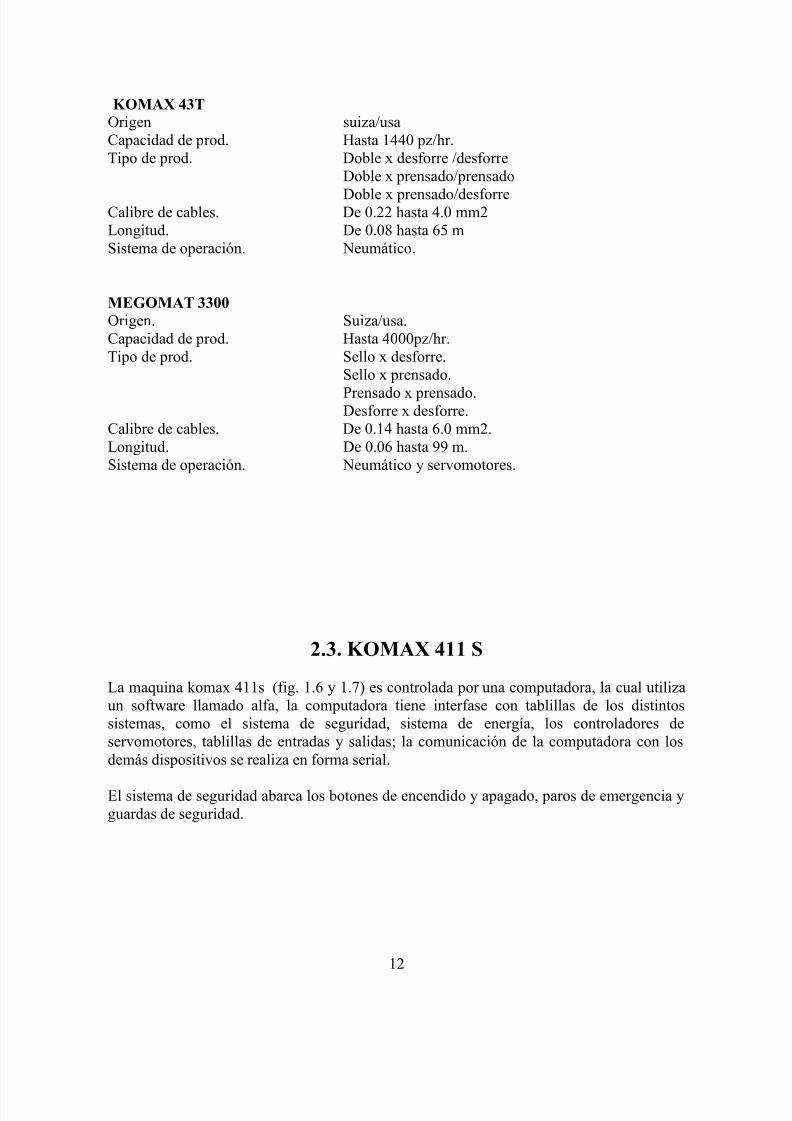
2.3. KOMAX 411 S
La maquina komax 411s (fig. 1.6 y 1.7) es controlada por una computadora, la cual utilizaun software llamado alfa, la computadora tiene interfase con tablillas de los distintossistemas, como el sistema de seguridad, sistema de energía, los controladores deservomotores, tablillas de entradas y salidas; la comunicación de la computadora con losdemás dispositivos se realiza en forma serial.
El sistema de seguridad abarca los botones de encendido y apagado, paros de emergencia yguardas de seguridad.

7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 13/119
13
Fig. 1.6 komax 411s
El sistema de energía controla la alimentación principal de 480 volts, así como laalimentación a los dispositivos de la maquina (prensas, kistler, etc.).La maquina cuenta con servomotores para realizar con exactitud los movimientosnecesarios en las distintas estaciones de la maquina:Servomotor de alimentación de cable: mide la longitud del cable.Servomotores de desforre lado 1 y 2: miden la longitud de desforre del cable.Servomotores de giro 1 y 2: miden el giro que debe dar los brazos para colocar el cable en
la posición correcta para ser prensado.Servomotor de corte y desforre: mide la distancia que deben cerrar las navajas para cortar ydesforrar el cable.Las tablillas de entradas y salidas son la interfase de comunicación de la computadora conlos diferentes tipos de dispositivos de control:Sensores, válvulas, relevadores, etc.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 14/119
14
Fig.1.7 lay out komax 411s
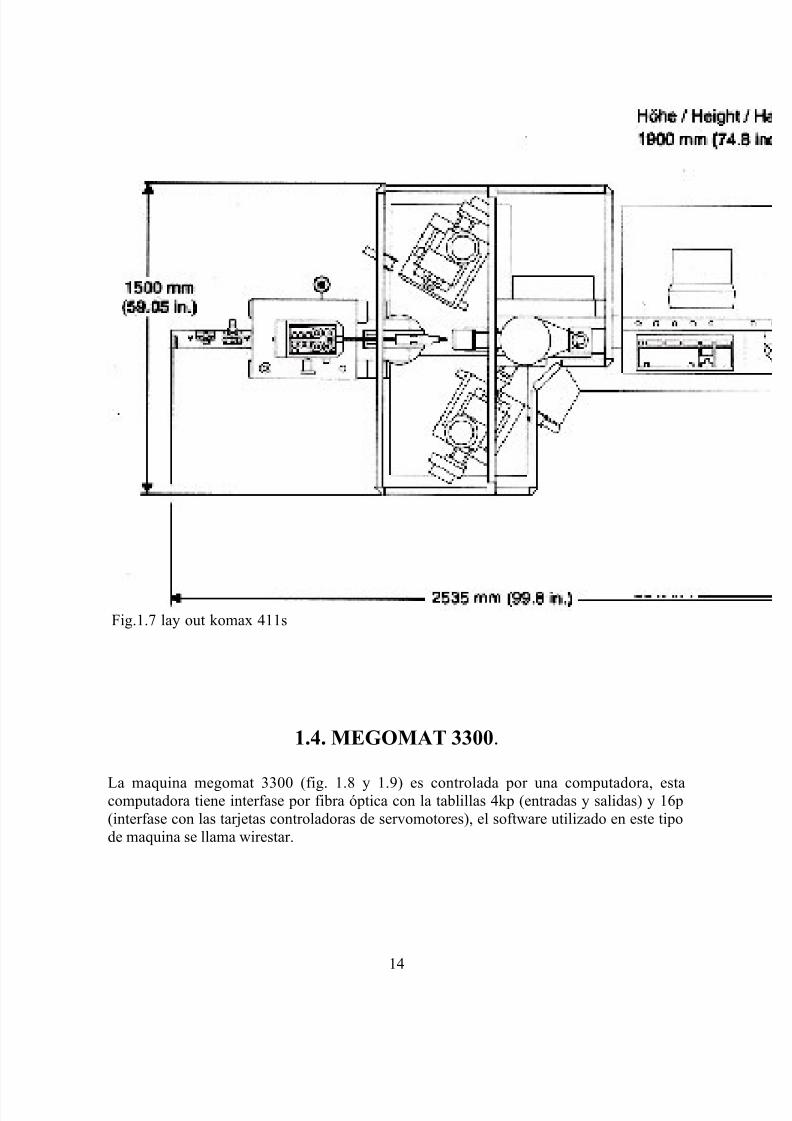
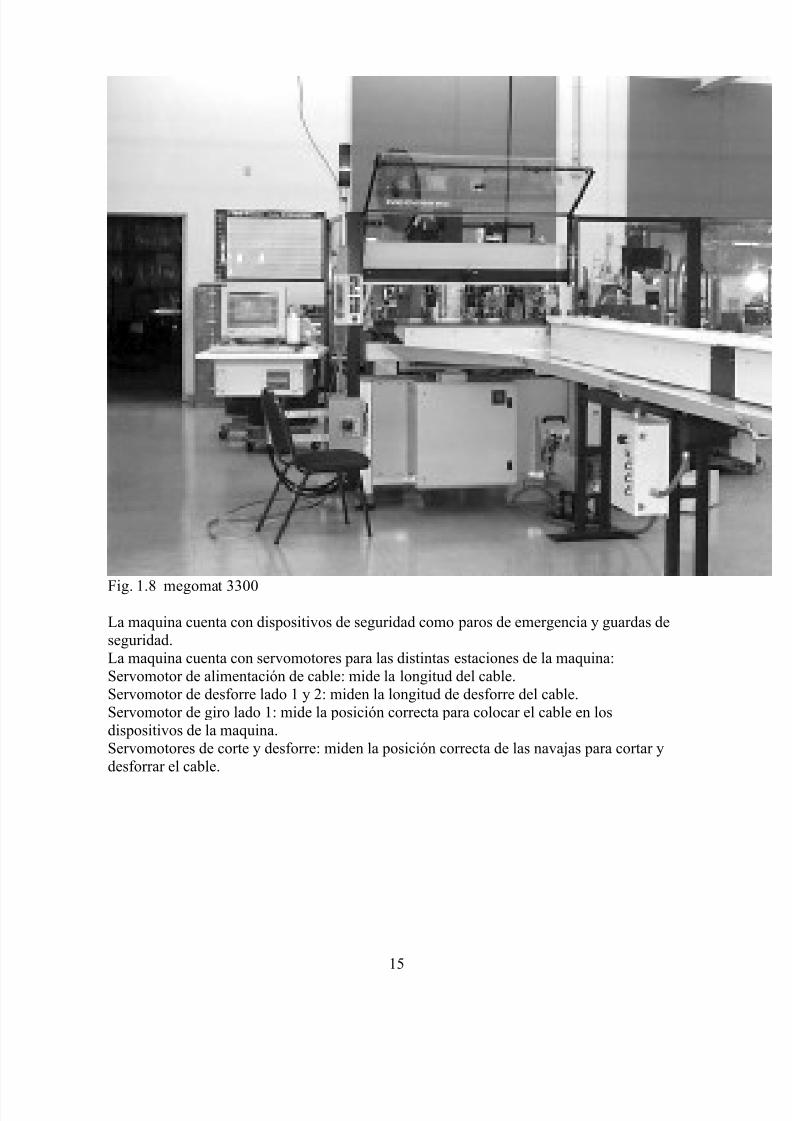
1.4. MEGOMAT 3300.
La maquina megomat 3300 (fig. 1.8 y 1.9) es controlada por una computadora, estacomputadora tiene interfase por fibra óptica con la tablillas 4kp (entradas y salidas) y 16p(interfase con las tarjetas controladoras de servomotores), el software utilizado en este tipode maquina se llama wirestar.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 15/119
15
Fig. 1.8 megomat 3300
La maquina cuenta con dispositivos de seguridad como paros de emergencia y guardas deseguridad.La maquina cuenta con servomotores para las distintas estaciones de la maquina:Servomotor de alimentación de cable: mide la longitud del cable.Servomotor de desforre lado 1 y 2: miden la longitud de desforre del cable.Servomotor de giro lado 1: mide la posición correcta para colocar el cable en losdispositivos de la maquina.
Servomotores de corte y desforre: miden la posición correcta de las navajas para cortar ydesforrar el cable.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 16/119
16
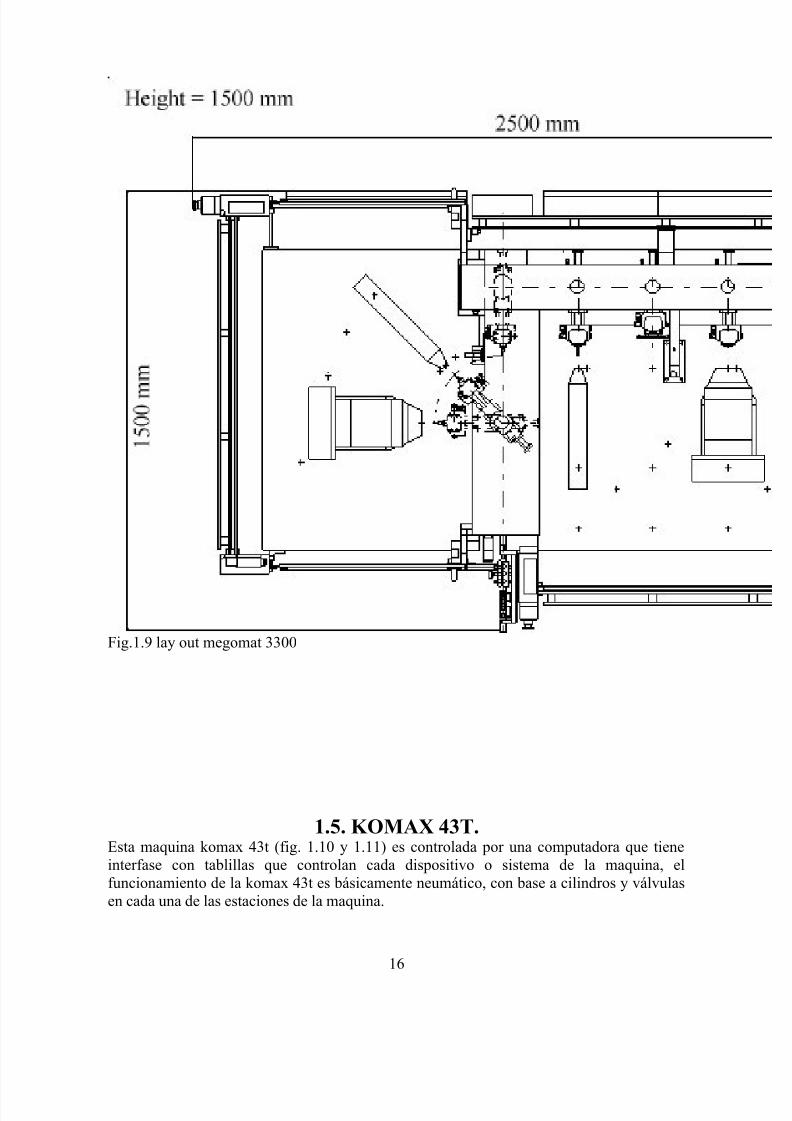
Fig.1.9 lay out megomat 3300
1.5. KOMAX 43T.Esta maquina komax 43t (fig. 1.10 y 1.11) es controlada por una computadora que tieneinterfase con tablillas que controlan cada dispositivo o sistema de la maquina, elfuncionamiento de la komax 43t es básicamente neumático, con base a cilindros y válvulasen cada una de las estaciones de la maquina.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 17/119
17
Fig. 1.10 komax 43t
La maquina cuenta con dos motores de corriente directa, los cuales alimentan el cable y por medio de controladores se comunican por fibra óptica a las tablillas de interfase con lacomputadora.Por la cantidad de partes móviles con que cuenta la maquina, tiene unos tapetes deseguridad al rededor para evitar cualquier accidente.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 18/119
18
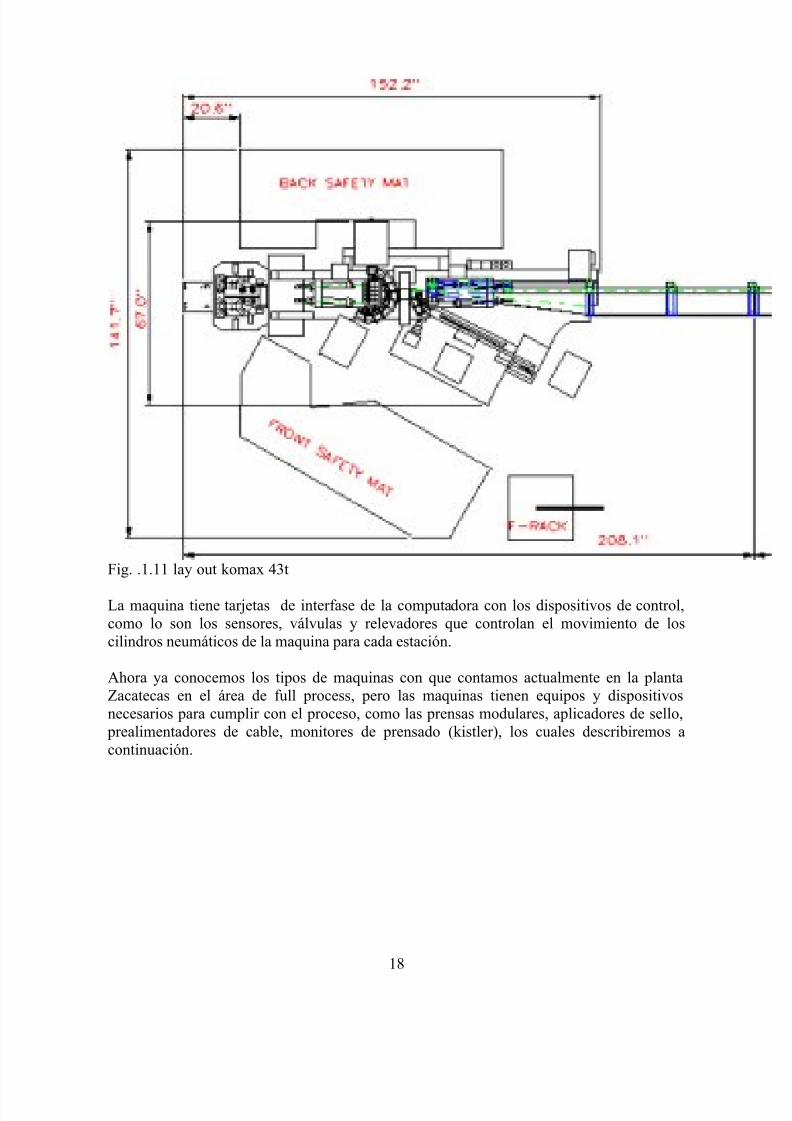
Fig. .1.11 lay out komax 43t
La maquina tiene tarjetas de interfase de la computadora con los dispositivos de control,como lo son los sensores, válvulas y relevadores que controlan el movimiento de loscilindros neumáticos de la maquina para cada estación.
Ahora ya conocemos los tipos de maquinas con que contamos actualmente en la plantaZacatecas en el área de full process, pero las maquinas tienen equipos y dispositivosnecesarios para cumplir con el proceso, como las prensas modulares, aplicadores de sello,
prealimentadores de cable, monitores de prensado (kistler), los cuales describiremos a
continuación.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 19/119
19
1.6. PRENSA MODULAR
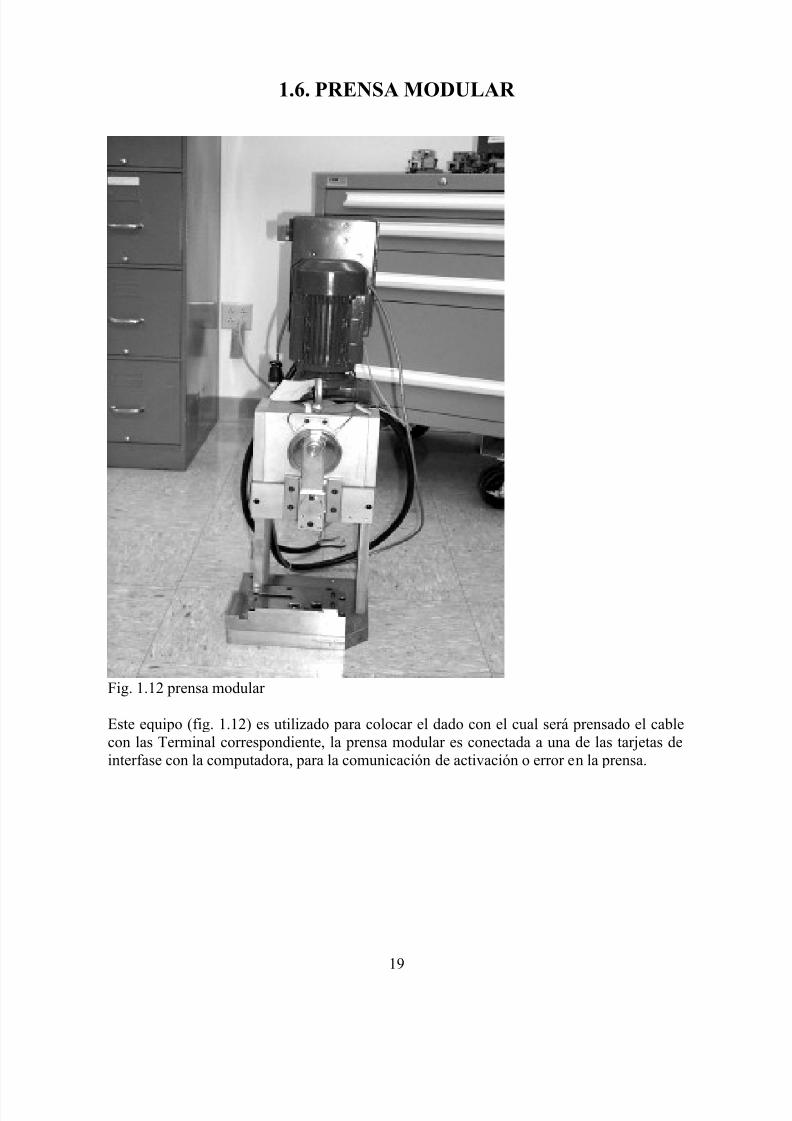
Fig. 1.12 prensa modular
Este equipo (fig. 1.12) es utilizado para colocar el dado con el cual será prensado el cablecon las Terminal correspondiente, la prensa modular es conectada a una de las tarjetas deinterfase con la computadora, para la comunicación de activación o error en la prensa.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 20/119
20
1.7. PREALIMENTADOR DE CABLE.
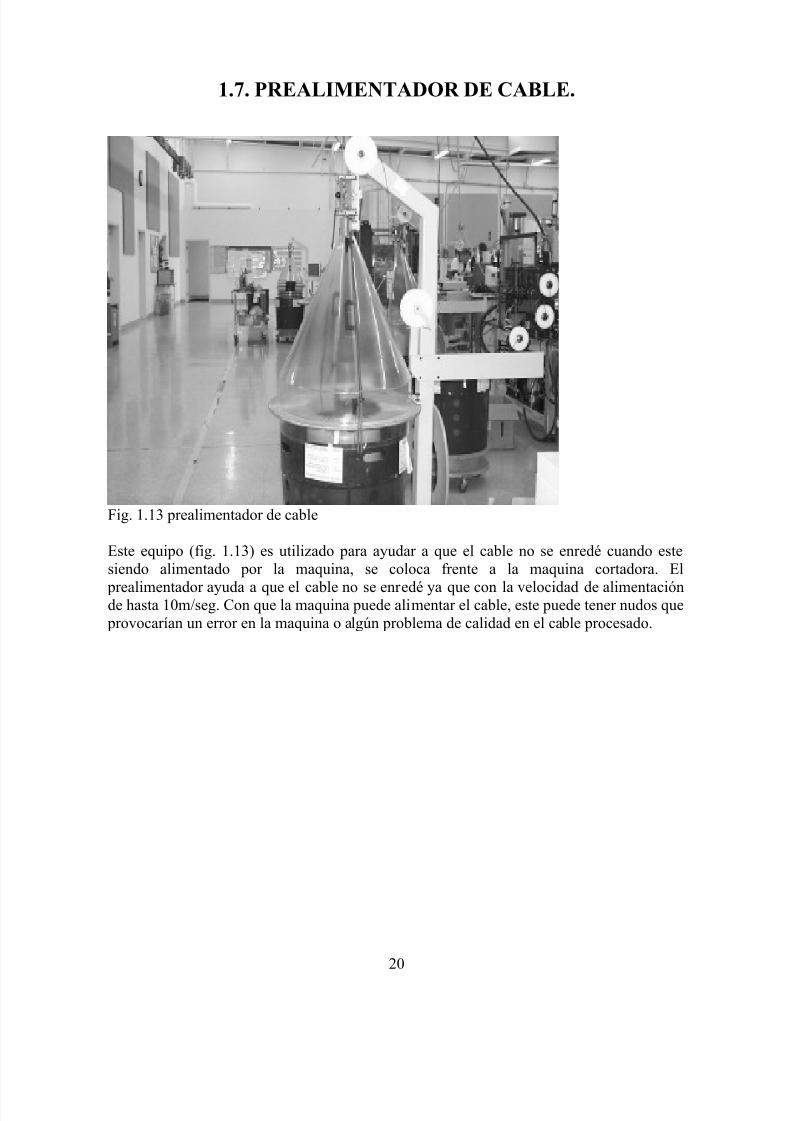
Fig. 1.13 prealimentador de cable
Este equipo (fig. 1.13) es utilizado para ayudar a que el cable no se enredé cuando este
siendo alimentado por la maquina, se coloca frente a la maquina cortadora. El prealimentador ayuda a que el cable no se enredé ya que con la velocidad de alimentaciónde hasta 10m/seg. Con que la maquina puede alimentar el cable, este puede tener nudos que
provocarían un error en la maquina o algún problema de calidad en el cable procesado.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 21/119
21
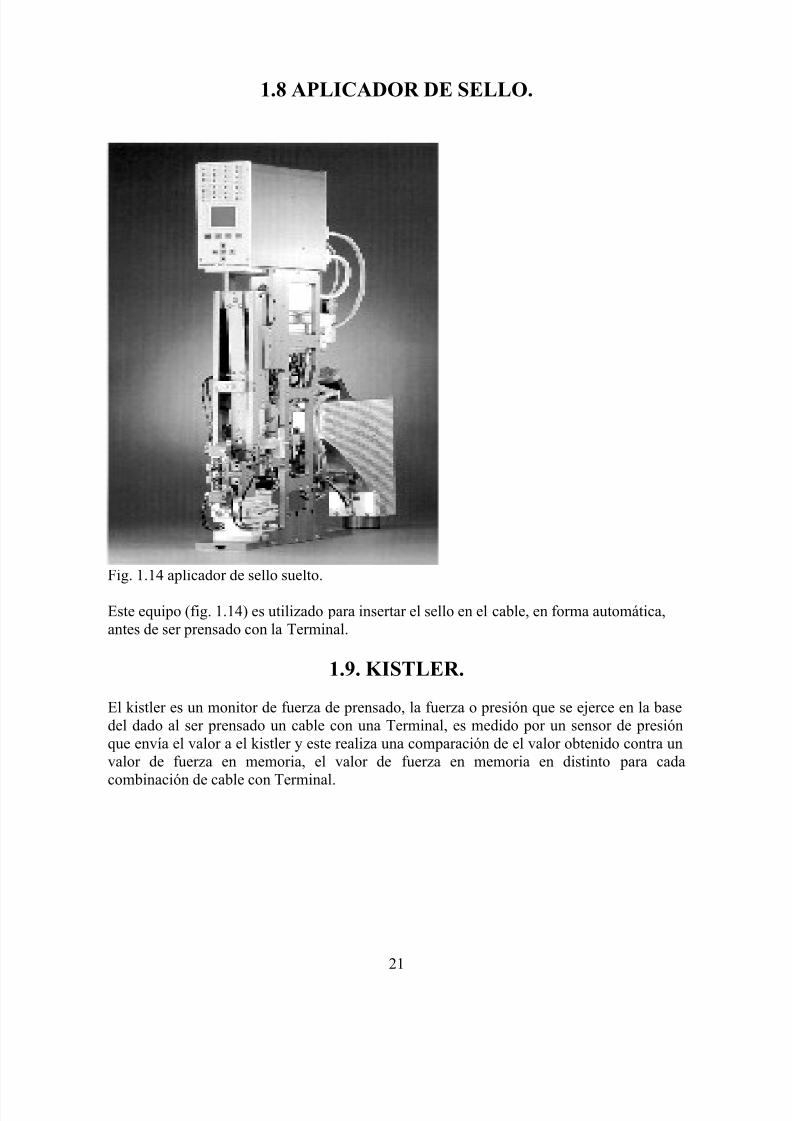
1.8 APLICADOR DE SELLO.
Fig. 1.14 aplicador de sello suelto.
Este equipo (fig. 1.14) es utilizado para insertar el sello en el cable, en forma automática,antes de ser prensado con la Terminal.
1.9. KISTLER.
El kistler es un monitor de fuerza de prensado, la fuerza o presión que se ejerce en la basedel dado al ser prensado un cable con una Terminal, es medido por un sensor de presiónque envía el valor a el kistler y este realiza una comparación de el valor obtenido contra unvalor de fuerza en memoria, el valor de fuerza en memoria en distinto para cadacombinación de cable con Terminal.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 22/119
22
2. SISTEMA DE MANTENIMIENTO.
2.2. Política de mantenimiento planeado
2.2.2. Objetivos
1. Mejorar la calidad del producto mediante la eliminación de problemas de calidadrelacionados con el equipo.
2. Reducir costos de mantenimiento incrementando la vida útil de los equipos a travésdel sistema de mantenimiento planeado.
3. Conservación visual y física de los equipos.4. Minimizar tiempos muertos de manufactura relacionados con mantenimiento.5. Establecer y mantener un programa de entrenamiento continuo para la organización.
2.2.3. Visión
Ser reconocido como mejor área de soporte por nuestro cliente.
2.2.4. Misión
Optimizar la mano de obra, material, uso de equipo y costo para mantener nuestros equiposen excelentes condiciones para asegurar disponibilidad ilimitada de los equipos.
Proporcionar a todo el personal de mantenimiento el entrenamiento requerido, en base a sudetección de necesidades de entrenamiento, los conocimientos necesarios y ayudarles adesarrollar habilidades para entender todos los conceptos del sistema de mantenimiento
planeado, proporcionar los canales de comunicación adecuados y las herramientasnecesarias para el análisis y entendimiento común, la correcta utilización, ejecución y elmejoramiento continuo del sistema.
Establecer un sistema de de planeación y programación de los recursos más efectivos paraque el mantenimiento garantice la disponibilidad del equipo y/o maquinaria y poder
cumplir con los objetivos generales de la planta.Definir índices de medición para evaluar la efectividad del mantenimiento con la finalidad
de analizar y fijar objetivos cada ves mas realistas (promover el mejoramiento continuo).La función primaria de cualquier equipo de trabajo es la satisfacción del cliente.
Efectuar un control de costos de mantenimiento tanto para analizar variaciones en el presupuesto como para tener un archivo más dinámico del historial de las máquinas que nos permita en determinado momento tomar decisiones oportunas.
Incrementar la productividad y la calidad de los productos al contar con todo un sistema
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 23/119
23
de mantenimiento planeado efectivo.
Disminuir la tendencia al tradicionalismo de actuación en mantenimiento ydepartamentos relacionados al buscar mejoras en los equipos y métodos de servicio enforma constante lográndose un alto grado de actividad y poca o casi nada de efectividad.
2.2.5. Seguridad
Para realizar cualquier actividad de mantenimiento el personal involucrado debe de tomar las precauciones de seguridad, siguiendo el método de energía nula y cumplir con losrequerimientos ambientales.
2.2.6. Entrenamientos
El personal de mantenimiento debe de recibir entrenamientos específicos para proveerlela capacidad de darle mantenimiento apropiado al equipo y/o maquinaria. (Como ejemplosmáquina cortadora megomat 3001, komax 43t, prensa modular etc.). El departamento de
proceso tiene la responsabilidad de mantener y proveer programas de estos entrenamientosespecíficos en la organización.
Además de recibir entrenamientos específicos, es necesario que reciban otros
entrenamientos básicos (ejemplos tales como: lectura de planos eléctricos, neumática,hidráulica, plc´s, etc.), para ayudar a reducir los costos de operación, mejorar la calidad delos productos e incrementar la disponibilidad del equipo y/o maquinaria. Con estosentrenamientos enfocarlo a las actividades de mantenimiento correctivo para que a travésdel tiempo adquiera mayores habilidades.
Para el personal de mantenimiento asignado al mantenimiento preventivo ymantenimiento predictivo se debe reforzar con entrenamientos básicos especializados(ejemplos tales como: sistemas mecánicos, sistemas neumáticos, lectura de planoseléctricos, etc.) Para realizar estas actividades satisfactoriamente y lograr los objetivos de laorganización.
En la introducción de nueva tecnología todo el personal de mantenimiento debe de recibir el entrenamiento necesario en la nueva tecnología por parte del departamento de proceso,además de las recomendaciones o actividades de mantenimiento necesarias por parte del
proveedor.
Todos los entrenamientos necesarios para realizar las actividades o tareas técnicas demantenimiento deben estar documentadas (utilizar documento llamado carta deflexibilidad) donde se establece un plan de entrenamiento que cumpla con el requerimiento
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 24/119
24
de proporcionar los entrenamientos al personal antes de que sea asignado a su área deresponsabilidad. Tanto para técnicos que cambien de área como para los de nuevo ingreso.Uso proactivo de la carta de flexibilidad.
2.3. MANTENIMIENTO PLANEADO
El mantenimiento planeado es un sistema total de actividades en el cual participan todoslos empleados para garantizar e incrementar la optimización del equipo y/o maquinaria (uptime), mejorar la calidad de los productos, trabajar en un ambiente seguro y reducir loscostos de operación a través del mejoramiento continuo. Este sistema incluye los programasde mantenimiento programado y no programado en todas las áreas de mantenimiento de launidad de negocio.
2.3.2. Criterios del sistema de mantenimiento planeado.
El mantenimiento y la reparación de las fallas del equipo y maquinaria debe ser prioridad para alargar la vida útil del mismo. El equipo debe ser monitoreado y se deben evitar losabusos, ya que son estos los que aceleran el deterioro a mediano y a largo plazoincrementando a altos niveles los costos de mantenimiento y acelerando la destrucción deeste equipo y/o maquinaria. El trabajo de mantenimiento debe ser planeado y ejecutadoantes de que la calidad del producto o proceso se encuentren en riesgo.
El programa de mantenimiento planeado debe ser medido y analizado para obtener bases dedatos para el mejoramiento continuo. La primera función de cualquier equipo demantenimiento es proveer satisfacción al cliente.
Los clientes primarios del mantenimiento planeado son todos aquellos quienes tienen laresponsabilidad de la operación de la máquina y equipo en el área de manufactura yensamble de los productos.
Las condiciones del equipo y maquinaria deben ser monitoreadas y estos monitoreos pueden tomar varias formas, mediante la observación y ruidos extraños producidos en losequipos, y el uso de transductores sofisticados de monitoreo continuo (ejemplo kistler) que
estén verificando el rendimiento dentro de la máquina.
Los proveedores externos deben de estar comprometidos a incrementar sus esfuerzos en elmejoramiento continuo en el diseño del equipo y maquinaria, así como servicios demantenimiento para minimizar y simplificar componentes y partes, asegurando laactualización de la documentación, programas de computadora (software) además de
proveer servicio y entrenamiento.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 25/119
25
2.3.3. Definiciones y conceptos.
Mantenimiento planeado.- es un sistema total de actividades en el cual todos losempleados trabajan para aumentar el tiempo de trabajo, mejorar la calidad del producto laseguridad y reducir los costos totales de la planta a través de una mejora continua de laoperación de el equipo. Incluye los programas de mantenimiento preventivo, predictivo yno programado con estrategias para responder a las fallas de la maquinaria y equipos.
Mantenimiento predictivo.- es el trabajo programado para monitorear la condición de unamaquina, predecir una falla por ocurrir y hacer las reparaciones conforme se requieran.Algunas de sus principales características son:
- Se basa en la medición de las condiciones de las máquinas mientras estas operan.- Utiliza diversas técnicas de diagnostico, basándose en la recolección de datos y
tendencias.- Mejora la calidad de las reparaciones.
Mantenimiento preventivo.- es el trabajo planeado para hacer reparaciones en una baserepetitiva; incluye reparaciones que se planean y se llevan a cabo antes de que la máquinase pare. Algunas de sus principales características son:
- Utiliza el tiempo estadístico entre fallas.- Cambio o reparación a los equipos en base al programa.- Su costo es elevado esto debido a que se interviene cuando todavía no es necesario
o demasiado tarde. (submantenimiento y sobre mantenimiento).
Mantenimiento correctivo.- es el trabajo que se hace para mantener la maquinaria y elequipo en sus condiciones originales de operación dentro de lo posible. La característica esla corrección de las fallas a medida que se van presentando, ya sea por síntomas claros yavanzados o por el paro del equipo, instalaciones etc. Este mantenimiento puede ser
programado o no programado..
2.4. MANTENIMIENTO PREVENTIVO.
Es el trabajo programado bajo calendario para realizar reparaciones repetitivas,incluyendo otras reparaciones de mantenimiento planeadas para ser realizadas antes que se presente una descompostura. Estas últimas son problemas que se detectan, y se puedenhacer las reparaciones para prevenir una falla dependiendo esto de la disponibilidad de lasrefacciones.
Para la ejecución del mantenimiento preventivo se deben de contar con las siguientesherramientas y recursos.
A). Mantener el inventario siempre bien actualizado de todo el equipo y/o maquinaria
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 26/119
26
instalado existente en la planta.
B). Tener todo el equipo de la planta identificado con las codificaciones de acuerdo a lodefinido en la aplicación del formato de correctivo y/o a lo indicado en la sección deidentificación de equipo.
C). Computadora disponible para abrir los archivos necesarios para la ejecución delmantenimiento preventivo disponibles en un manual electrónico, imprimir la informaciónrequerida para el mantenimiento.
D). Un programa calenda rizado anual de todo el equipo y/o maquinaria de la planta quemuestre las frecuencias establecidas para cada uno de ellos, y cada planta definirá la
programación de las ordenes de trabajo en el calendario. No necesariamente cada equipoy/o maquinaria debe tener todas las frecuencias establecidas. Ejemplo diarias, semanales,quincenales, mensuales, bimestrales, trimestrales, semestrales, anuales, etc.
E). Ordenes de trabajo programadas.- cada planta solo utilizara las ordenes de trabajo queafecten a su planta.
Las órdenes de trabajo establecidas están definidas en la siguiente frecuencia.
- Diarios- Semanales.- Quincenales.- Mensuales.- Bimestrales.- Trimestrales.- Semestrales.- Anuales.
Las órdenes de trabajo programadas deberán ser llenadas al momento de realizar lasactividades de mantenimiento descritas en la forma correspondiente.
En las unidades de negocio que sea factible que las frecuencias de ejecución delmantenimiento estén establecidas en horas de operación, se deberá contar con un sistemadocumentado donde se establezcan las frecuencias en horas de mantenimiento para cadatipo de equipo / sistema, (solamente aplica para preparación de cables).
La planta podrá desarrollar actividades diarias de mantenimiento (inspecciones al equipo),debido a implementaciones locales como: implementación de un poka yoke. La planta tienela responsabilidad de documentar estos formatos internamente dbs y comunicarlo aldepartamento central de su región.
F) historial de mantenimiento preventivo.
El historial de mantenimiento preventivo se usará para documentar las refacciones
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 27/119
27
utilizadas en este mantenimiento, cada vez que se ejecute este tipo de mantenimiento elcual se realiza con el equipo o máquina parada sin afectar directamente las corridas,normales de manufactura, porque son actividades programadas con acuerdo demanufactura, este documento nos ayudará a lo siguiente: tener las refacciones disponiblesen el crib cada vez que se requieran utilizar y además poder llevar un control de gastos enrefacciones las cuales impactan directamente al costo por hora en los gastos demantenimiento, identificar problemas de las partes que se están cambiando para saber siestán sufriendo daños y desgaste muy frecuentemente ya que se requiere revisar lastendencias para mejorar el desempeño, conocer cuales refacciones podrían ser criticas yestar preparados para que estén disponibles a la hora de necesitarse, buscar soluciones paraalargar la vida de las partes que mas se están cambiando, tener kits en su momento
preparadas para cada mantenimiento y evitar los caminares al crib lo cual alargaría eltiempo utilizado para realizar este mantenimiento, también en este formato se anotara losajuste que se realicen durante el mantenimiento al equipo, (por ajuste se entiende:lubricación, alineación, balanceo etc.) . El formato se llenará por máquina individual yhasta que se llene la hoja se comenzará con la siguiente, el administrador del personal de
mantenimiento realizará los análisis de esta información al menos cada trimestre.
2.5. MANTENIMIENTO CORRECTIVO.
Son todas aquellas actividades realizadas para reestablecer una máquina a una condiciónespecífica cuando ocurre una falla, esta incluye cualquier situación por la cual la máquinadeja de producir.
Para la ejecución del mantenimiento correctivo se debe contar con las siguientes
herramientas y recursos.
A). Mantener el inventario actualizado de todo el equipo y/o maquinaria instalado existenteen la planta.B). Tener todo el equipo de la planta identificado con las codificaciones de acuerdo a loestablecido por este sistema administrativo del mantenimiento planeado (ver sección deidentificación de equipoC). Un sistema de llamado al personal técnico de mantenimiento con colores para requerir de sus servicios de manera inmediata u otro sistema disponible cuando una falla en elequipo ocurra según recomendaciones de dms, además otros colores adicionales estarán
disponibles para requerir los servicios de los otros departamentos involucrados y establecer condiciones actuales del equipo y/o maquinaria. La torreta de colores estará instalada por equipo individual y en algunos casos por área determinada, cada localidad lo decidirá.Estos colores serán de la siguiente manera.
Rojo: cuando la máquina no se encuentra trabajando y se encuentra en condición de nouso, el foco de este color deberá ser prendido cuando esta condición este presente.Verde: cuando la máquina esta trabajando sin ningún problema, el foco debe estar prendidocuando se encuentre en esta condición.Amarillo: el foco debe estar prendido cuando el técnico de mantenimiento es requerido por
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 28/119
28
una falla presentada en el equipo y/ maquinaria. El foco deberá ser apagado unas ves que lafalla ha sido reparada.Blanco: cuando se requiere el servicio del materialista (surtidor de materia prima) que dael servicio a ese equipo y/o maquinaria, el foco debe estar prendido cuando el materialistaes requerido.Azul: cuando se requiere al departamento de calidad ó al encargado de manufactura delárea, el foco debe estar prendido bajo esta condición.
D). En caso de que la unidad de negocio defina la designación de los colores de las torretascon otro significado, será considerado como sistema adecuado siempre y cuando esteestandarizado y comunicado en la unidad de negocio, si se desean implementar torretasadicionales para el sistema de llamado, estos deberán comunicar a la administración suaplicación. Computadora y software disponible para generar una base de datos, obtener reportes y hacer los análisis necesarios de la información obtenida.
E). Utilizar el formato de mantenimiento correctivo para recabar la información generada
por fallas del equipo y/o maquinaria en el área de manufactura y de la planta en general.Usar estos formatos por áreas que cada planta establezca y debe estar incluido el equipo y/omaquinaria de toda la planta.
Cada vez que el foco amarillo es prendido o cualquier otro sistema de llamado que estedisponible el técnico de mantenimiento encargado del área debe atender de manerainmediata el llamado para hacer la corrección de la falla y/o fallas por la cual(es) fuellamado, el formato debe ser utilizado para el registro de datos donde se anotará toda lainformación necesaria desde que ocurre la falla hasta que esta es corregida.
Notas:
Cada planta y/o departamento podrá definir la ubicación del formato delmantenimiento y deberá estar siempre disponible, podrá ser localizado por área, por equipo, etc. Llenar en el formato de mantenimiento correctivo en el espacio correspondiente
para el solicitante de la localidad ó solo llamar al técnico y/o personal de mantenimientoó utilizar el sistema andon.
Solicitante: se refiere a personal mantenimiento y/o manufactura: operadores, utilities,coordinadores, técnicos, calidad y supervisores de manufactura ó preparación de cables,etc.Para mantenimiento del centro de dados se avisará al personal del área para que lo registreen el formato de mantenimiento correctivo.
El técnico debe apoyarse en el formato de codificaciones que existe para cada uno de losequipos y asegurarse que la codificación a la falla, sección acción y refacción correspondanen el formato de codificación individual por equipo, si hubiera una falla, sección orefacción faltante en el formato necesita poner el código 199 de misceláneos y buscar en elíndice de codificaciones una que represente la falla, sección o refacción. Si el técnico nolocaliza una codificación de falla, sección o refacción en el índice de codificacionesconsultar con el supervisor de mantenimiento para clarificar el tipo de falla sección yrefacción. El supervisor y/o jefe de grupo es responsable de orientar al técnico a identificar la codificación más adecuada para que anote esa codificación identificada como 199 en la
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 29/119
29
parte de comentarios con la descripción correspondiente.Al finalizar la reparación de los equipos de manufactura se deberá involucrar alrepresentante de calidad y/ó confiabilidad para hacer la liberación de estos equiposPara el resto de los equipos de manufactura podrán ser liberados por calidad y/oconfiabilidad, coordinadores del área, técnicos de línea, operadores del equipo y supervisor de área o manufactura.El supervisor del área de mantenimiento de planta y/o responsable del área afectada,aprueba la liberación de las reparaciones del equipo de planta.El técnico y/o administrador de mantenimiento debe de asegurarse que el formato este
bien llenado.Estos formatos ya llenados deben de ser recopilados por el administrador y/o
técnico responsable de área, y cada planta definirá si lo hace por turno, por día, y/o por semana. La información recabada debe ser capturada en la computadora para generar una
base de datos. Con esta base de datos podremos obtener la información para ser analizaday detectar los problemas más comunes, una ves identificados se tomarán las accionescorrectivas correspondientes ya que este tipo de mantenimiento afecta directamente a los
programas de manufactura por fallas que se presentasen los equipos o máquinas durante lascorridas normales de manufactura.Al término del año calendario haga un back-up (respaldo) de la información acumuladadurante el año calendario transcurrido usando un floppy o cd según convenga, limpie elsoftware para tener espacio disponible y comenzar el siguiente año sin problemas deacumulación de información.El formato de no usar se utilizara únicamente cuando el equipo y/o sistema este fuera deoperación por más de 24 horas.
2.6. MANTENIMIENTO PREDICTIVO
La detección temprana de los problemas que se presentan en un equipo es fundamental parael mantenimiento preventivo. Sin embargo, existen problemas que son difíciles de detectar suficientemente temprano ó con precisión para poder salvaguardar la eficiencia del equipo.Las técnicas de mantenimiento predictivo proporcionan los medios para identificar eldeterioro que no es detectable mediante los cinco sentidos del hombre, y medir con
precisión la cantidad de deterioro de tal forma que las partes se puedan cambiar en elmomento óptimo. Si las partes fueran cambiadas demasiado tarde las consecuencias lassufriría el equipo (paro parcial o total), pero si se cambian de manera temprana, segenerarían costos innecesarios.
Para realizar el mantenimiento predictivo en áreas de manufactura (full process y ensamblefinal) se llevará a cabo basado en técnicas de muestreo por variables y la herramienta autilizar para el mantenimiento predictivo en estas áreas se tiene definido el método deweibull.Cada unidad de negocio ejecutará este mantenimiento predictivo (vida útil) a una parte(herramienta/refacción) de un equipo en especifico, y por cada una de estas áreas.
Nota: el cumplimiento de mtto. predictivo (vida útil) podrá ser manual y/o automatizado.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 30/119
30
2.7. MEDICIONES DE DESEMPEÑO
A continuación se enlistan las medidas de desempeño que cada localidad será
responsable de evaluar al final de cada mes. El equipo de mantenimiento de cada localidadtendrá que desarrollar un sistema para obtener la información requerida para el reporte deesas medidas de desempeño.
Ensamble final1a.-costo de mantenimiento p/hr .embarcada.= costode mantenimiento del mes
Horas embarcadas del mes
Full process1b.- costo de mantenimiento p/maquina.= costo de mantenimiento del mes
Cantidad total de maquinas2.- porcentaje del mantenimiento correctivo% mant. Correctivo = hrs. Hombre de mantenimiento correctivo x 100total de horas hombre de mantenimiento
3.- cumplimiento al programa de mantenimiento programado.% cumplimiento mp= cantidad de ordenes realizados de mp x 100
Cantidad de órdenes trabajo programadasMp- mantenimiento programado.
Se deberán hacer revisiones periódicas con la administración (al menos cada trimestre)del estatus de cumplimiento al plan de mantenimiento. Se incluirán planes de accionescorrectivas de los mantenimientos no realizados para asegurar que estas actividades seránejecutadas en el programa de mantenimiento corrientes, además se deberá hacer unaevaluación para determinar si la falta del mantenimiento influyo en el tiempo muerto de lamaquinaria / proceso.Sé deberá generar una minuta para evidenciar la revisión del proceso indicado
anteriormente.
4.-tiempo muerto debido a mantenimiento.Full process
% tiempo muerto = total de tiempo muerto (min.) X 100Tiempo neto disponible (min.)
5.- mtbf (tiempo promedio entre fallas).Mtbf= tiempo neto disponible (horas)
Total de fallas o eventos de reparación.
En caso de que el total de fallas sea cero, al divisor deberá sumársele 1
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 31/119
31
6.- mttr (tiempo promedio para reparación)Mttr= total de tiempo muerto (minutos)
Total de fallas o eventos de reparación
9.- índice de herramienta.
10.- disponibilidad operacional.Up time =tiempo neto disponible – (total de tiempo muerto no programado)
Tiempo neto disponible
Estas mediciones deben ser desplegadas en módulos de información en cada localidad deoperaciones México, para que el personal pueda sugerir y apoyar las iniciativas demejoramiento del área de mantenimiento.
2.8. REFACCIONES CRÍTICAS.
Es aquella que deberá ser mantenida en stock de acuerdo a los equipos críticos definidos por la planta, y/o área central, correspondiente que de no contar con estas, podría provocar paros totales y/o parciales del proceso de manufactura o situaciones no controladas demedio ambiente.Toda refacción crítica debe ser mantenida en inventario, definiendo un máximo, mínimo y
punto de reorden de acuerdo al consumo estimado de las mismas.Una refacción crítica no necesariamente deberá ser de un consumo considerable yconstante.
Es aquella que por sus características no esta disponible con proveedores alternos. No se pueden conseguir con proveedores localizados geográficamente en la región de lasunidades de negocio.La disponibilidad de refacciones críticas es revisada durante el proceso de auditoria decalidad del sistema documentado.
Refacciones no críticas.
Es aquella que no esta involucrada con el proceso de manufactura que la ausencia de esta
no causa trastornos en el proceso de producción.Es aquella que no forma parte como una refacción de equipo crítico, la falla de esta nocausara problemas de calidad y entrega de producto al cliente.Las refacciones no críticas para sistemas de planta podrán o no ser mantenidas eninventario, de acuerdo a su disponibilidad con proveedores locales.Es aquella que no esta involucrada con el proceso de manufactura que la ausencia de estano causa trastornos en el proceso de producción para entrega de producto al cliente.Las refacciones no críticas que se mantengan en inventario se deberán mantener en uncontrol de máximos, mínimos y punto de reorden de acuerdo a los consumos específicos decada unidad de negocio.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 32/119
32
La administración de mantenimiento de cada planta es responsable de identificar y definir sus equipos o maquinas y refacciones críticas, debiendo tener disponible un listadoactualizado de las mismas.Es responsabilidad de la planta programar que equipo/refacción requiere del análisis devida útil (mantenimiento predictivo).El criterio para definir equipos de proceso críticos será tomando como base de que en launidad de negocio cuente solamente con un equipo para un proceso único (ejemplo:moldeadora, engomadora etc.), en el cual el flujo de manufactura este interrelacionado conuno y/o diversos códigos y/o números de parte y que al fallar el equipo ocasionaría el
paro de producción.Se deberá contar con un documento validado por las autoridades de ingeniería de planta,manufactura & materiales donde se definan los equipos críticos disponibles en la unidad denegocio.Se tomara en cuenta la evaluación de los flujos de manufactura para identificar otros
posibles equipos críticos.Para monitorear la vida útil de refacciones se tienen las siguientes recomendaciones:
A) Debe asignarse vida útil a aquellas unidades o componentes de un equipo mayor que por complejidad de su propia construcción lo amerita.
B) Aquellas unidades cuyas fallas bruscas pongan en peligro a personas, equipo costoso odifícil de adquirir.
C) Aquellas unidades cuya falla parcial o total, origina inmediatamente fallas mayores.
D) Aquellas unidades de acceso muy difícil y función importante.
E) Aquellas unidades que no fallan constantemente, pero cuando lo hacen, pueden parar una línea o líneas de producción.
F) Aquellas que ponen en riesgo la calidad del producto y/o la entrega a tiempo al cliente.
G) La selección de refacciones que se les deberá asignar vida útil, será en base a lainformación proporcionada por el software de mantenimiento correctivo, (instalado en cadaunida de negocio), y por problemas de calidad en el producto final.La prioridad para el seguimiento de análisis de vida útil de refacciones será aplicable para
las refacciones de prensado serie 8 y aquellas que defina cada unidad de negocio deacuerdo a las recomendaciones generales arriba mencionadas.
Sistema para “monitorear” vida útil
Cada vez que se realice un cambio de alguna parte o refacción en el equipo, deberáregistrarse en el formato de registro de partes para vida útil y en el formato demantenimiento correctivo para su monitoreo,
Maquina monitoreoDados ciclos
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 33/119
33
Cortadoras de cable (prep. Cable) ciclos y/o horas
Esta lista es solamente una referencia para monitoreo del tiempo de operación de losequipos, para efectos de calculo de vida útil de refacciones.
2.9. SISTEMA DE ARCHIVO
Para un mejor control se hace necesario establecer un modelo, para uniformizar la maneraen que se archivara toda la información referente a la ejecución de las actividades demantenimiento planeado de los equipos, y sistemas localizados en la unidad de negocio.Teniendo como objetivo principal de contar con una estructura con estas características y
poder de esta manera ejecutar de una forma más confiable y efectiva los registros manuales,o cualquier otro documento involucrado con el programa de mantenimiento.
Todas las actividades de mantenimiento ejecutadas de los diferentes sistemas deberán deser administrados de la misma manera, tal archivo deberá tener una ayuda visual que loidentifique de otros archivos.
El sistema de archivo deberá estar constituido de la siguiente manera:
Archivo general
El objetivo de esta unidad de archivo es el de contener todo tipo de documentos de carácter especifico, y/o relacionados con la administración del mantenimiento de las diferentesáreas. Se identificara como tal y deberá contener la sig. información.
A.- Ayuda visual: se identificara con una ayuda visual para proporcionar una identificación para que este archivo sea localizado fácilmente por el personal que lo requiera.
B.- Formas de mantenimiento planeado (ordenes de trabajo programadas).- estas formas seencontraran disponibles en algún medio electrónico y se imprimirán solamente para su uso,no tener copias guardadas.
C.- Inventario de equipo actualizado y en el programa de mantenimiento correctivo de todoel equipo de manufactura.
D.-Calendario anual.- aquí deberá contener una copia del calendario anual de la programación de el mantenimiento planeado del equipo en su unidad de negocio, (para elárea que según lo requiera).
E.-Reportes de mantenimiento y/o de servicio de proveedores externos.- aquí contendrá lainformación de los reportes de servicio y mantenimiento que haya recibido la unidad denegocio por parte de deptos. o proveedores externos, aplica para sistemas de planta,sistemas vs. incendio y planta tratadoras.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 34/119
34
F.- Reporte de inspecciones/evaluaciones de mantenimiento planeado.- aquí deberácontener los reportes de inspecciones de mtto. de todas las áreas, el tiempo de retenciónserá de acuerdo al control de registros de mantenimiento.
G.-Forma de no usar para identificar equipo.- esta deberá permanecer para disposición demtto., para la identificación del equipo que se encuentre en la u.de n. Y que no este en
producción, para deslindar responsables.
H.-Formatos y/o reporte de mantenimiento de proveedores externos. Aquí se controlan losformatos que se deben llevar al momento de recibir un servicio de proveedor externo,
I.- Formato de personal contacto para servicio, (actualizado).Deberán contar con copia controlada, las siguientes áreas: archivo general demantenimiento planeado, caseta de seguridad y oficina de gerencia mantenimiento.
J.- Acoflex con identificación de bitácora de trabajos pendientes; aquí serán archivadostodos los formatos de bitácora de trabajos pendientes de mantenimiento. La informacióndeberá ser archivada cuando todas las solicitudes de trabajo que fueron registradas fueroncerradas; estas deberán estar clasificadas por mes.El supervisor del área es responsable de la revisión de este documento para asegurar que lassolicitudes de orden de trabajo fueron completadas satisfactoriamente.
K.- Inventario de equipo:
L.- Listado de personal técnico: se deberá contar con el listado de personal técnico querealice actividades de mtto. El listado deberá contar con numero de nomina y fecha deactualización,
Archivo individual
El objetivo principal de esta unidad de archivo, es el controlar todos los registrosrelacionados con las actividades ejecutadas a los equipos instalados de todas las áreas demantenimiento involucradas con la unidad de negocio.
El periodo de retención de registros de mtto. Será lo que especifique el sistema de control
de documentos.Este archivo deberá contener la siguiente información: la orden de trabajo programada sealmacenara en un fólder identificado con una ceja transparente donde se alcance avisualizar el numero de codificación de la maquina.Esta contendrá las actividades de mantenimiento ejecutadas por equipo y tendrá losregistros, según aplique.
La información anterior será para cada una de las maquinas, equipo y/o sistema.
Historial de mantenimiento preventivo.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 35/119
35
Estos formatos deberán estar anexos a las ordenes de trabajo programadas que ya fueronejecutadas y será asignada por equipo y/o sistema.
Solicitud de orden de trabajo.Cuando las solicitudes de las órdenes de trabajo (actividades de mantenimiento
reprogramadas) sean completadas, estas deberán pasar al archivo individual de cada equipocorrespondiente.
Formatos de mantenimiento correctivoAquí se archivara el formato de mantenimiento correctivo para las plantas que administrenesta documentación por equipo.
Para equipos rentados se deberá contar con copias de los mantenimientos realizados a losequipos.Archivo de análisis de partes para vida útilEn esta sección de archivo, contendrá toda la información relacionada con el análisis de la
vida útil de refacciones registrándose la información de los cambios de refacciones que hansido reemplazados en cada uno de los equipos instalados en la unidad de negocio. En estearchivo se contendrá la siguiente información:
A.- Formatos de análisis de vida útil de refaccionesPara efectos de registro de estas refacciones, se deberá asignar por equipo y refacciónidentificada. Para identificar el formato adecuado referirse el control de formatos del áreacorrespondiente.
B.- Formatos de hoja de weibullSe deberá archivar las hojas de cálculo de vida útil en esta sección por cada herramientay/o refacción. Se deberá enviar copia de esta información al representante del área centralcorrespondiente.Aplicable para área de ensamble final y full process. Cuando surja una refacción que seconsidere crítico de alto consumo la planta identificara un listado de refacciones de susequipos y realizara un análisis de vida útil, será responsabilidad del depto. Demantenimiento de cada unidad de negocio tener un control en su archivo y su evaluación einformación se recopilara del formato de mantenimiento correctivo, para cumplir con elestudio de análisis de vida útil.
Archivo de mantenimiento planeado
• La administración de los formatos de orden de trabajo programados, estas deberán ser por cada equipo / sistema. Se deberá contar con un archivero para cada área. Tal como ing. De
planta (se pueden incluir los equipo de sistemas vs. incendio), planta tratadora, ensamblefinal & full process.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 36/119
36
Los documentos que deberán estar anexos a la orden de trabajo son los formatos dehistorial de mantenimiento preventivo, mantenimiento correctivo (si aplica. Y solicitud deorden de trabajo en caso de que aplique).
• Se deberá asignar un acoflex por cada equipo, en la pestaña deberá ser identificada conla codificación asignada al equipo.
Calendarios de mantenimiento planeado
Calendario anual de mantenimiento planeado
El calendario anual de mantenimiento planeado deberá de estar disponible en el área demtto., cuyo objetivo es tener un control visual del avance en cumplimiento de lasactividades programadas y reprogramadas de mtto. Es importante aclarar que estecalendario indica el total de semanas correspondientes del año y solamente la semana en la
cual le corresponde el periodo programado al equipo y/o maquina la cual se podrá programar dentro de la semana correspondiente. La fecha programada para elmantenimiento estará incluida en la orden de trabajo programada.
El supervisor y/o persona designada en la administración del calendario anual demantenimiento deberá iluminar, en la semana programada para la realización de lasactividades de mantenimiento de acuerdo a la frecuencia requerida en orden de trabajo
programada. En el caso de la reprogramación de todas las actividades de la orden detrabajo, que queden fuera de la tolerancia (+/- 2 días) se deberá reflejar en el calendarioanual de mantenimiento la reprogramación correspondiente.
Los colores para la iluminación de los mantenimientos será bajo el siguiente criterio:
Verde – significa mantenimiento realizado dentro del periodo establecido (fecha programada +/- 2 días de tolerancia & servicios externos +/- 15 días de tolerancia).
Medio cuadro en amarillo – significa mantenimiento reprogramado, este deberá estar fuerade los días de tolerancia establecidos (fecha programada +/- 2 días de tolerancia &servicios externos +/- 15 días de tolerancia).
Medio cuadro en amarillo / azul – significa mantenimiento reprogramado realizado, esto
deberá estar de acuerdo a la información registrada en bitácora de trabajos pendientes demantenimiento y a la solicitud de orden de trabajo.
El administrador (función supervisor) del área correspondiente es responsable de programar el calendario anual, considerando aspectos tales como prioridades, necesidades de la unidadde negocio, recursos humanos, capacidad técnica del personal, servicios de mantenimientoexternos.
Durante los periodos de vacaciones obligatorias por la organización los espacioscorrespondientes a ese periodo se tendrán que colorear de color negro en el calendario
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 37/119
37
anual debido a que no se realizaran actividades de mantenimiento; por ningún motivo serequiere que estas actividades sean reprogramadas.
Se debe actualizar la fecha en el formato correspondiente cada vez que inicie el año ocuando se agregue. Y/o elimine un equipo. El equipo que ingrese a la planta después dehaber comenzado el año y durante el año debe de programarse en la última hoja delcalendario en bold italia (si el calendario es impreso en computadora) y fecharlo a partir deque se programo el mantenimiento a ese equipo de nuevo ingreso a la planta.
Cuando un equipo sede de baja en la unidad de negocio y/o sea transferido, en elcalendario anual en donde sé este haciendo referencia a este equipo se trazara una línea alo largo en los siguientes periodos de mantenimiento para ese equipo en específico en losmeses siguientes hasta finalizar el año.
La programación del mantenimiento de los equipos/ sistemas deberán hacerse en conjuntocon los planes de producción, para demostrar la conformidad de esta actividad los
calendarios de mantenimiento que impacten en el proceso de manufactura deberán ser aprobados por:
1. Gerente de ing. De planta2. Gerente de manufactura y/o materiales.
Para equipos / sistemas que no impacten al proceso de manufactura, el calendario demantenimiento solamente requiere aprobación del gerente de ingeniería de planta de launidad de negocio
• Ubicación: los calendarios de programación de mantenimiento preventivo y la ayudavisual para iluminación de los mantenimientos, deberán estar disponibles en el área demantenimiento.
• El supervisor y/o persona asignada del área de mantenimiento es responsable de colorear el calendario anual dentro de la semana programada del mantenimiento teniendo 5 díasadicionales después de concluida la semana.
• Cuando se instalen equipos nuevos en la unidad de negocio se tendrán 15 días hábiles para tener disponible toda la documentación correspondiente al programa de mantenimiento(ordenes de trabajo programadas, calendario anual, etc.)
• Si llega un equipo nuevo a las unidades de negocio el cual no cuenta con un programa demantenimiento definido, el personal representante de las unidades de negocio, deberáncontactar al personal representante de las áreas centrales responsables para generar los
planes de mantenimiento correspondientes para dar de alta en el sistema de mantenimiento planeado en un termino no mayor a 30 días naturales.
Cuando el equipo sea instalado en la unidad de negocio y este inicie su proceso y esteinicie su proceso de producción regular, la unidad de negocio deberá generar un documentolocal para generar y registrar las actividades de mantenimiento al equipo. Posterior a ello se
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 38/119
38
deberá generar una solicitud para cambios en documentos (dcr) y enviarlo al grupo demantenimiento central correspondiente solicitando el alta de este documento en el manualde mantenimiento planeado operaciones México.
Para equipos rentados la unidad de negocio y/o área central son responsables de asegurarseque el equipo cuenta con un programa de mantenimiento programado, para asegurar ladisponibilidad del equipo durante la vigencia del contrato. Se solicitara al proveedor lasiguiente información:
• Programa de mantenimiento de equipos tales como montacargas, equipos de manejo demateriales, compresores de aire & generadores eléctricos, el cual deberá amparar el periodode vigencia del contrato, son recomendable que la autoridad designada por parte de lasunidades de negocio, aprueben este documento. La administración de este programa demantenimiento será adicional al programa estándar definido en este manual; el formato autilizar y las frecuencias de mantenimiento serán definidas por el proveedor contratista.
• Orden de trabajo programada de cada uno de los equipos., el cual deberá estar liberado por el supervisor y/o responsable del área de designada de la unidad de negocio al concluir cada servicio y/o frecuencia.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 39/119
39
3. METODOLOGÍA DE INNOVACIÓN YMEJORAMIENTO CONTINUO (I&CIM).
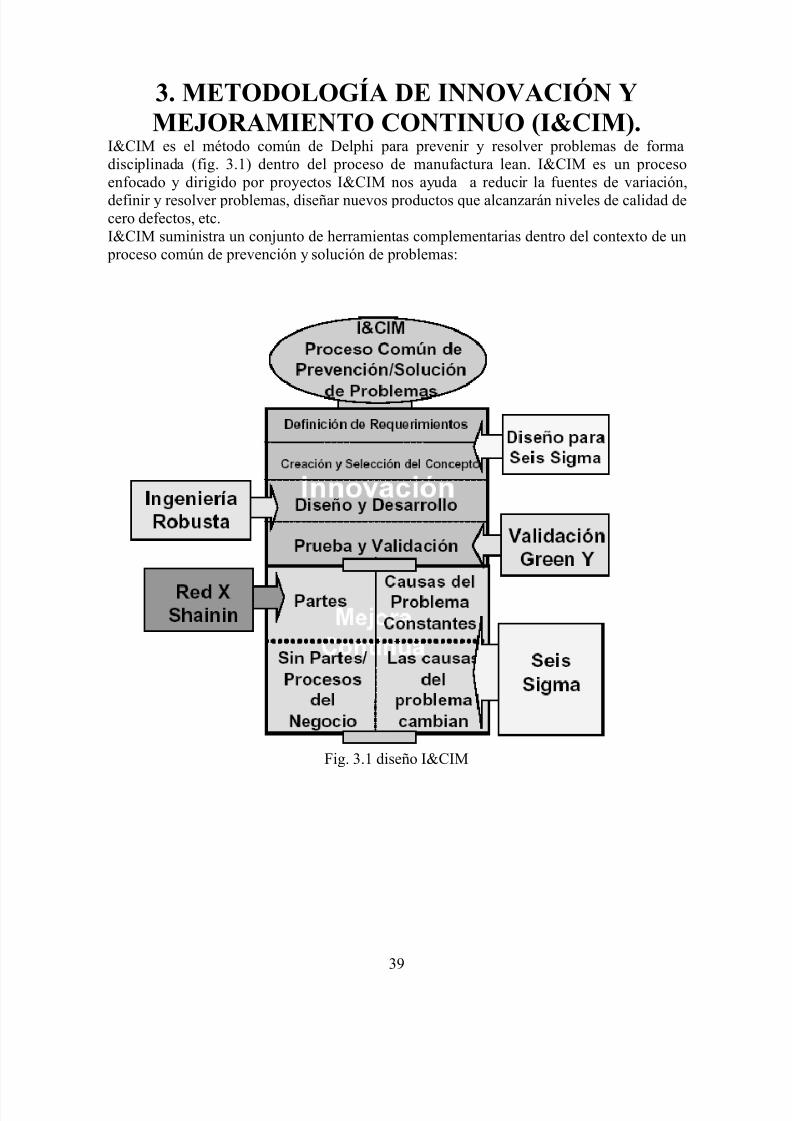
I&CIM es el método común de Delphi para prevenir y resolver problemas de forma
disciplinada (fig. 3.1) dentro del proceso de manufactura lean. I&CIM es un proceso
enfocado y dirigido por proyectos I&CIM nos ayuda a reducir la fuentes de variación,definir y resolver problemas, diseñar nuevos productos que alcanzarán niveles de calidad de
cero defectos, etc.
I&CIM suministra un conjunto de herramientas complementarias dentro del contexto de un
proceso común de prevención y solución de problemas:
Fig. 3.1 diseño I&CIM
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 40/119
40
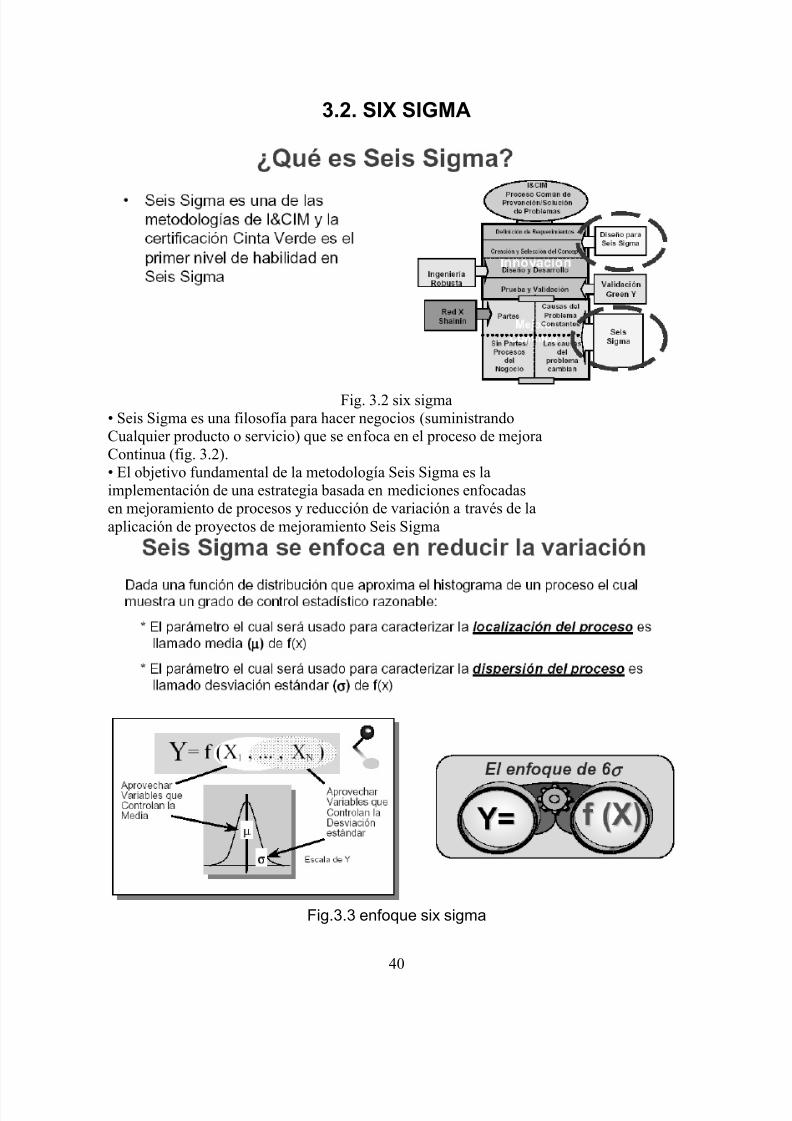
3.2. SIX SIGMA
Fig. 3.2 six sigma
• Seis Sigma es una filosofía para hacer negocios (suministrando
Cualquier producto o servicio) que se enfoca en el proceso de mejora
Continua (fig. 3.2).
• El objetivo fundamental de la metodología Seis Sigma es la
implementación de una estrategia basada en mediciones enfocadas
en mejoramiento de procesos y reducción de variación a través de la
aplicación de proyectos de mejoramiento Seis Sigma
Fig.3.3 enfoque six sigma
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 41/119
41
Fig. 3.4 variación oculta
Fig. 3.5 distribución normal.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 42/119
42
Fig. 3.6 desviación estándar
Fig. 3.7 proceso estable.
Un proceso está bajo control cuando es
estable...
Y, por lo tanto, es predecible...
TIEMPO
PRESENTE
FUTURO
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 43/119
43
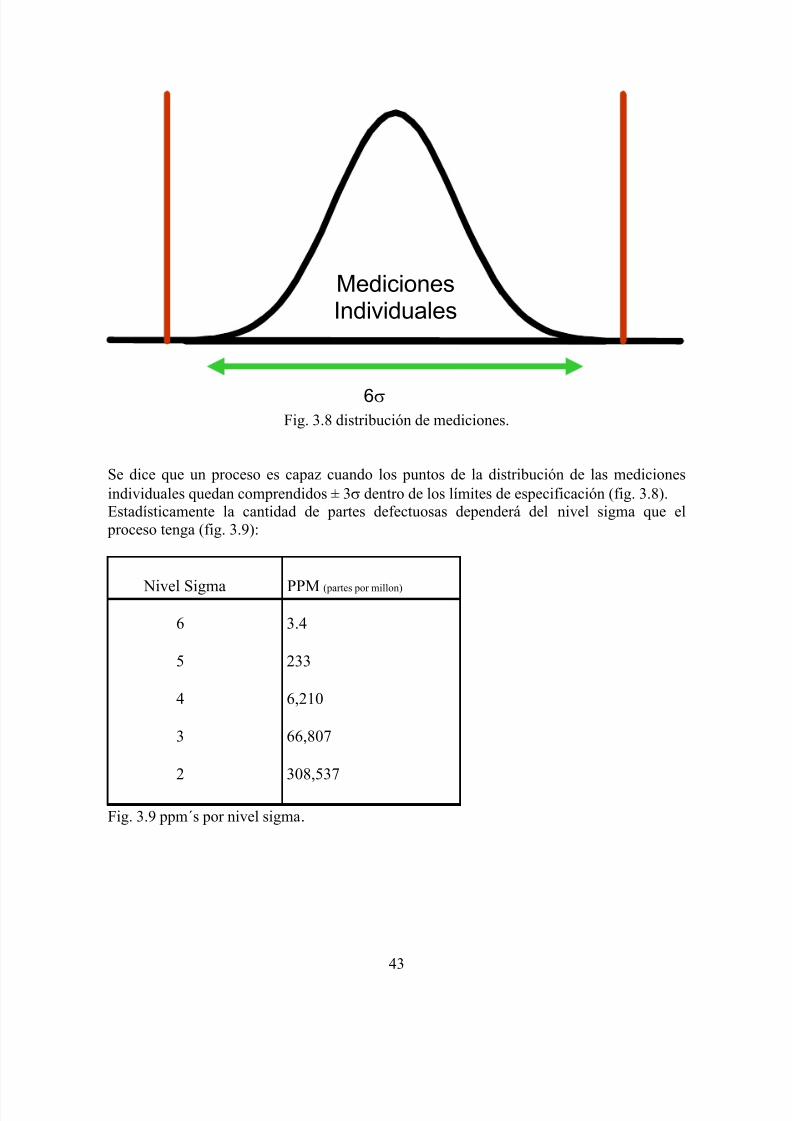
Fig. 3.8 distribución de mediciones.
Se dice que un proceso es capaz cuando los puntos de la distribución de las mediciones
individuales quedan comprendidos ± 3 dentro de los límites de especificación (fig. 3.8).Estadísticamente la cantidad de partes defectuosas dependerá del nivel sigma que el
proceso tenga (fig. 3.9):
Fig. 3.9 ppm´s por nivel sigma.
6
MedicionesIndividuales
Nivel Sigma PPM (partes por millon)
6 3.4
5 233
4 6,210
3 66,807
2 308,537
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 44/119
44
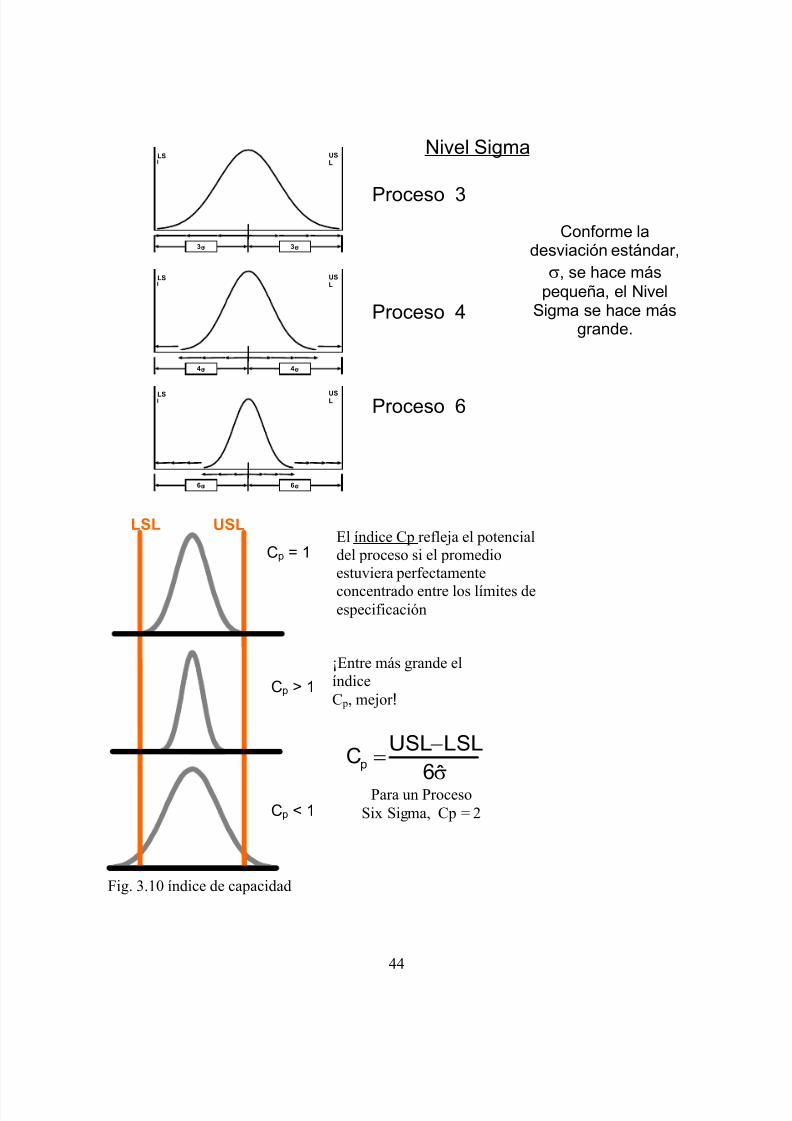
Fig. 3.10 índice de capacidad
6 6
4 4
3 3
LS USL
LS
LS
USL
USL
Nivel Sigma
Proceso 3
Conforme ladesviación estándar,, se hace más
pequeña, el NivelSigma se hace más
grande.Proceso 4
Proceso 6
El índice Cp refleja el potencial
del proceso si el promedio
estuviera perfectamente
concentrado entre los límites de
especificación
ˆ6 LSLUSLCp
Cp = 1
USLLSL
Cp > 1
Cp < 1Para un Proceso
Six Sigma, Cp = 2
¡Entre más grande el
índice
C p, mejor !
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 45/119
45
Elementos de un proyecto bien definido• Declaración precisa del problema (enfoque)
• Proyecto asignado preferentemente relacionado con tu
área de trabajo
• Basado en deficiencias del proceso
• Objetivos claros del proyecto
• Campo de aplicación aceptable
• Excelente retorno de la inversión
• Propietario bien definido
• Gerencia comprometida (recursos)
• Enfoque en el cliente
Selección del proyectoLos siguientes criterios ayudan a seleccionar proyectos:
• El proyecto está relacionado con un asunto clave del negocio
• Tenemos o podemos obtener información del cliente acerca del asunto
• Yo puedo identificar los puntos de inicio y fin para este proceso• Recolectar datos para este proyecto es relativamente fácil
• Yo puedo identificar lo qué es un defecto para este proceso
• El problema que yo necesito investigar o mejorar es declarado como un
objetivo o necesidad, no como una solución
• Yo sé quién es el dueño (patrocinador) del problema
• El patrocinador del proyecto tiene la habilidad de comprometer recursos
• El proceso no será modificado por otra iniciativa en el futuro cercano
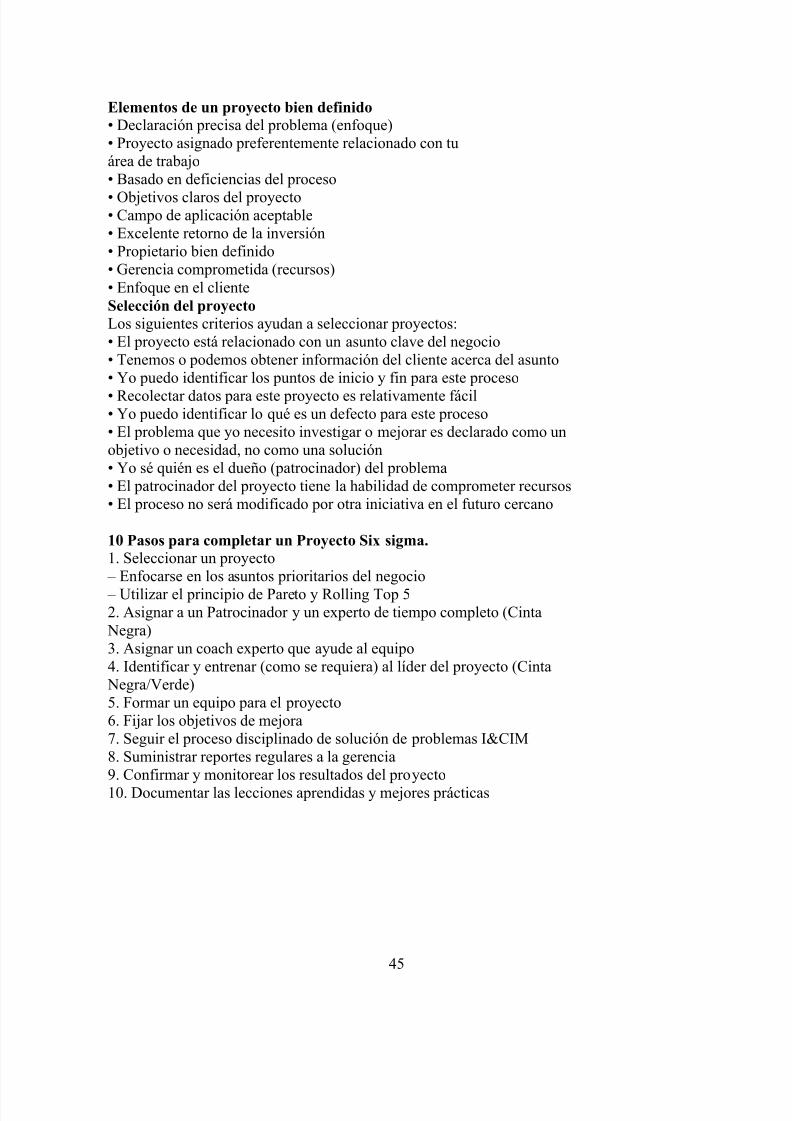
10 Pasos para completar un Proyecto Six sigma.
1. Seleccionar un proyecto – Enfocarse en los asuntos prioritarios del negocio
– Utilizar el principio de Pareto y Rolling Top 5
2. Asignar a un Patrocinador y un experto de tiempo completo (Cinta
Negra)
3. Asignar un coach experto que ayude al equipo
4. Identificar y entrenar (como se requiera) al líder del proyecto (Cinta
Negra/Verde)
5. Formar un equipo para el proyecto
6. Fijar los objetivos de mejora
7. Seguir el proceso disciplinado de solución de problemas I&CIM
8. Suministrar reportes regulares a la gerencia9. Confirmar y monitorear los resultados del proyecto
10. Documentar las lecciones aprendidas y mejores prácticas
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 46/119
46
Fig. 3.11 flujo six sigma
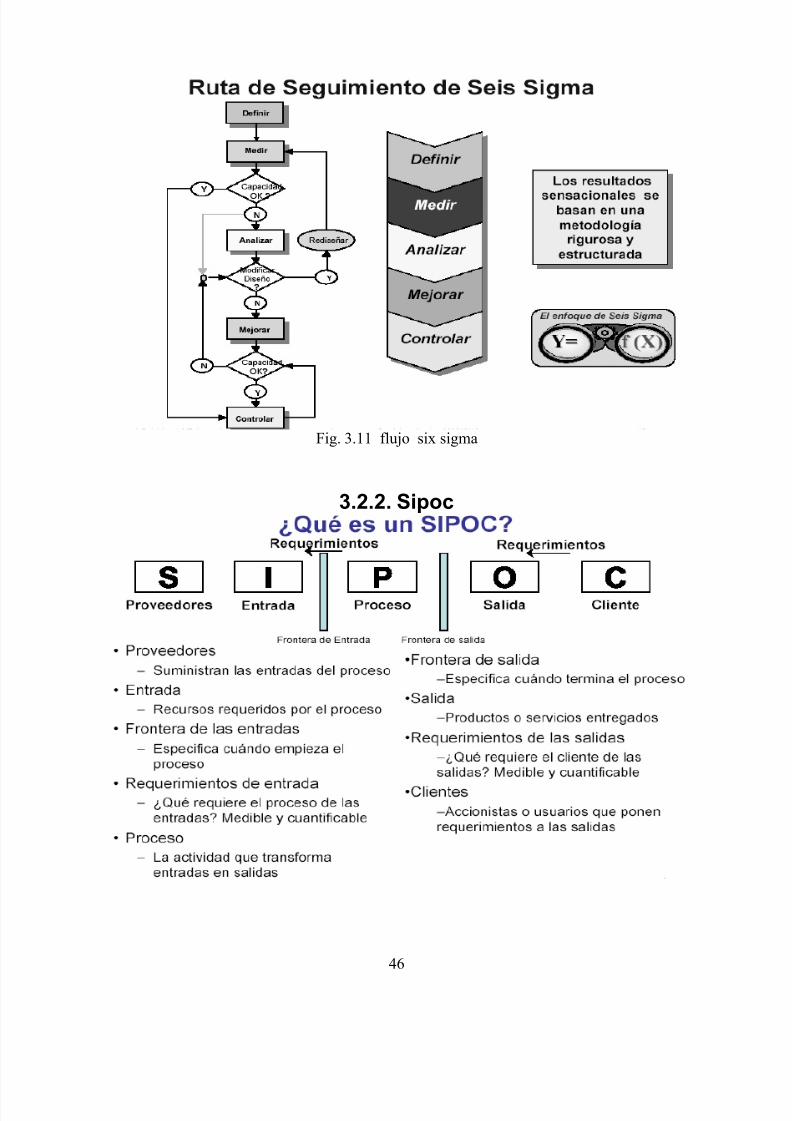
3.2.2. Sipoc
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 47/119
47
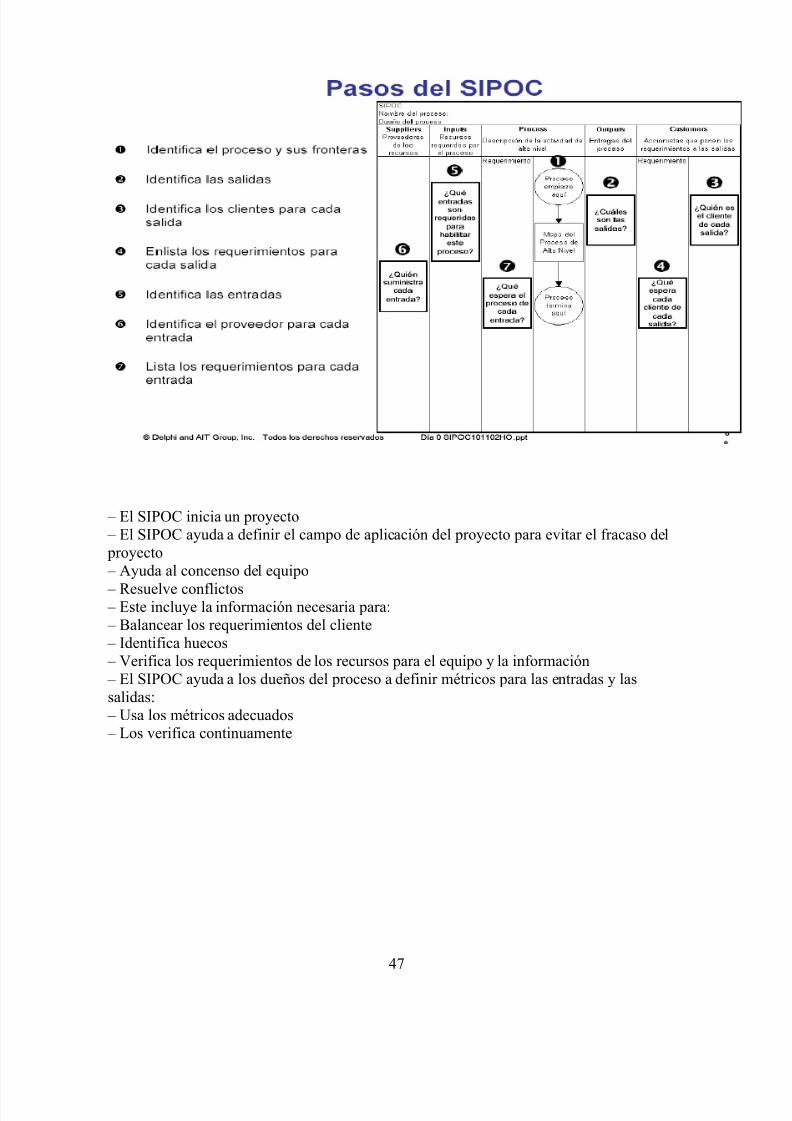
– El SIPOC inicia un proyecto
– El SIPOC ayuda a definir el campo de aplicación del proyecto para evitar el fracaso del
proyecto
– Ayuda al concenso del equipo
– Resuelve conflictos
– Este incluye la información necesaria para:
– Balancear los requerimientos del cliente
– Identifica huecos
– Verifica los requerimientos de los recursos para el equipo y la información
– El SIPOC ayuda a los dueños del proceso a definir métricos para las entradas y las
salidas:
– Usa los métricos adecuados
– Los verifica continuamente
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 48/119
48
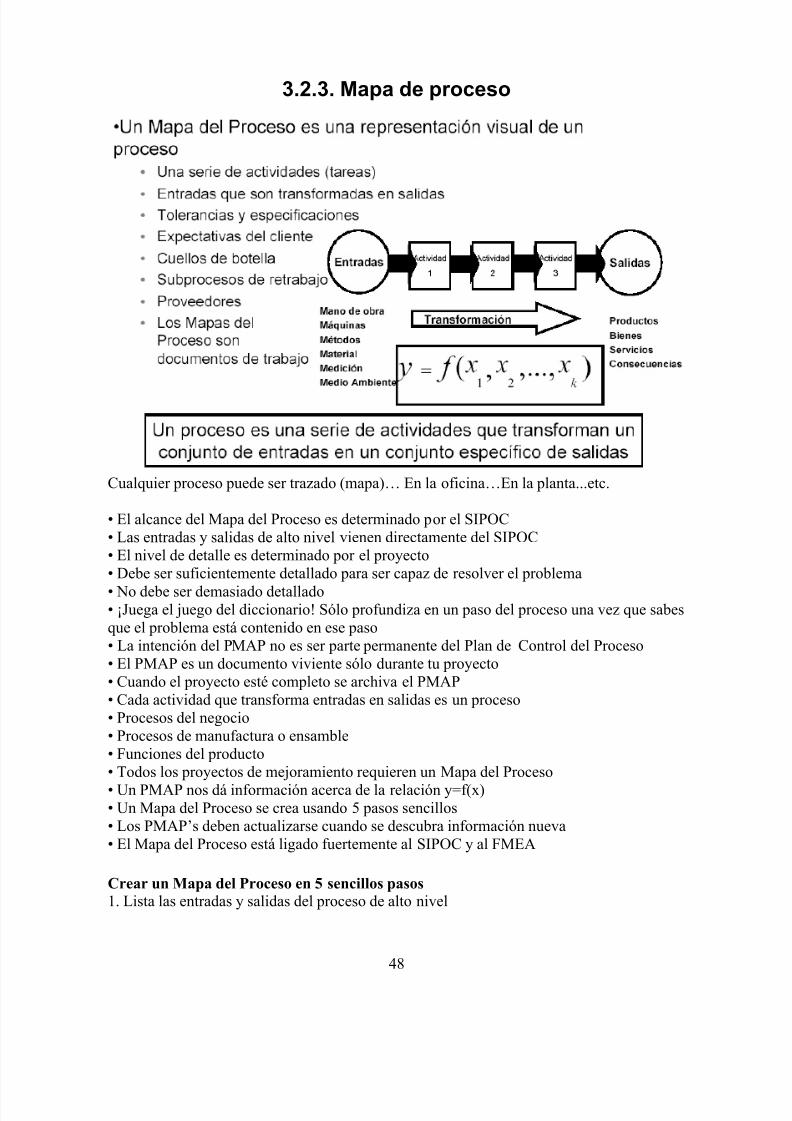
3.2.3. Mapa de proceso
Cualquier proceso puede ser trazado (mapa)… En la oficina…En la planta...etc.
• El alcance del Mapa del Proceso es determinado por el SIPOC
• Las entradas y salidas de alto nivel vienen directamente del SIPOC
• El nivel de detalle es determinado por el proyecto
• Debe ser suficientemente detallado para ser capaz de resolver el problema
• No debe ser demasiado detallado
• ¡Juega el juego del diccionario! Sólo profundiza en un paso del proceso una vez que sabes
que el problema está contenido en ese paso
• La intención del PMAP no es ser parte permanente del Plan de Control del Proceso
• El PMAP es un documento viviente sólo durante tu proyecto
• Cuando el proyecto esté completo se archiva el PMAP
• Cada actividad que transforma entradas en salidas es un proceso
• Procesos del negocio
• Procesos de manufactura o ensamble
• Funciones del producto• Todos los proyectos de mejoramiento requieren un Mapa del Proceso
• Un PMAP nos dá información acerca de la relación y=f(x)
• Un Mapa del Proceso se crea usando 5 pasos sencillos
• Los PMAP’s deben actualizarse cuando se descubra información nueva
• El Mapa del Proceso está ligado fuertemente al SIPOC y al FMEA
Crear un Mapa del Proceso en 5 sencillos pasos1. Lista las entradas y salidas del proceso de alto nivel
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 49/119
49
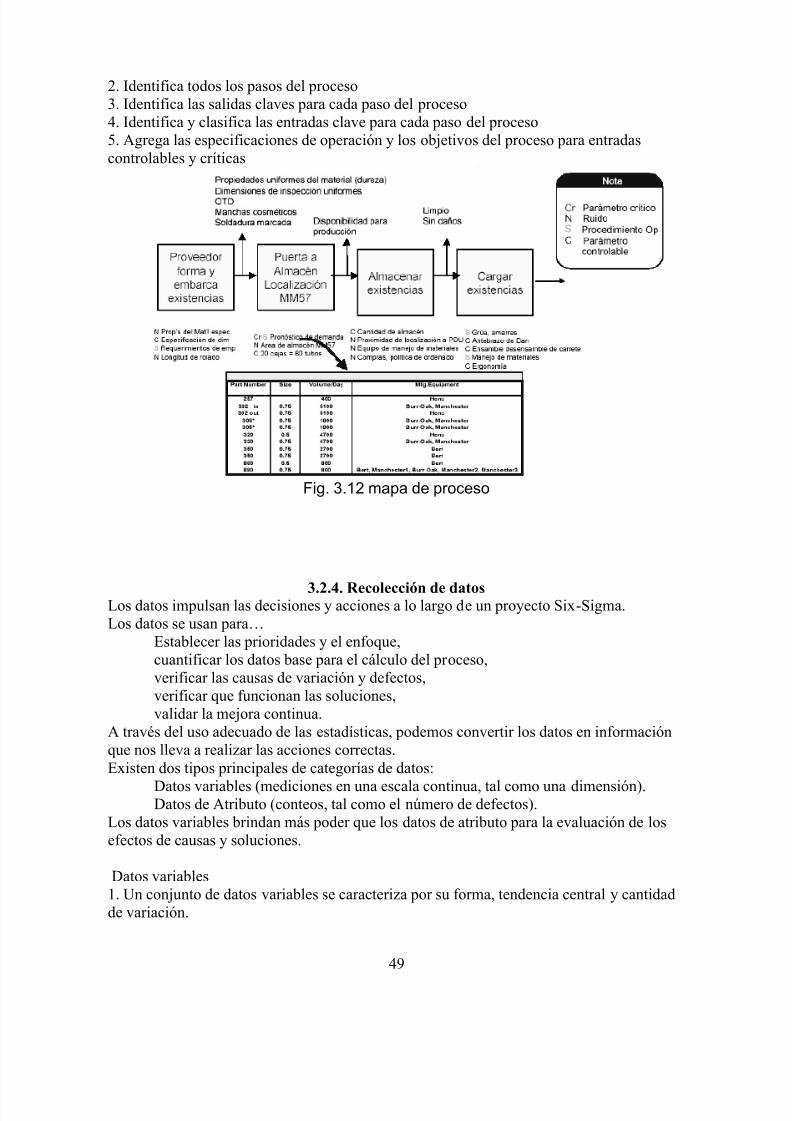
2. Identifica todos los pasos del proceso
3. Identifica las salidas claves para cada paso del proceso
4. Identifica y clasifica las entradas clave para cada paso del proceso
5. Agrega las especificaciones de operación y los objetivos del proceso para entradas
controlables y críticas
Fig. 3.12 mapa de proceso
3.2.4. Recolección de datosLos datos impulsan las decisiones y acciones a lo largo de un proyecto Six-Sigma.
Los datos se usan para…
Establecer las prioridades y el enfoque,
cuantificar los datos base para el cálculo del proceso,
verificar las causas de variación y defectos,
verificar que funcionan las soluciones,
validar la mejora continua.
A través del uso adecuado de las estadísticas, podemos convertir los datos en información
que nos lleva a realizar las acciones correctas.Existen dos tipos principales de categorías de datos:
Datos variables (mediciones en una escala continua, tal como una dimensión).
Datos de Atributo (conteos, tal como el número de defectos).
Los datos variables brindan más poder que los datos de atributo para la evaluación de los
efectos de causas y soluciones.
Datos variables
1. Un conjunto de datos variables se caracteriza por su forma, tendencia central y cantidad
de variación.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 50/119
50
2. Muchos conjuntos de datos se distribuyen en forma de campana, conocida como
Distribución Normal.
3. Cuando los datos se distribuyen normalmente, las propiedades de la curva normal
pueden utilizarse para hacer pronósticos.
4. Cuando los datos no son normales, podemos intentar transformar los datos (por ejemplo,
registrar cada valor del dato) para obtener una curva normal.
Datos de atributos
1. Existen dos tipos de datos de atributos:
El número de artículos defectuosos (Distribución Binomial)
El número de defectos (Distribución de Poisson )
2. Se puede obtener información más detallada contando el número de defectos
individuales en vez del número de artículos defectuosos al final de un proceso.
3. Antes de contar el número de defectos, determinamos las oportunidades para los
defectos. Por lo general esto se lleva a cabo identificando las salidas que son críticas para el
cliente en cada paso de valor agregado del proceso.
4. Dos medibles basados en oportunidades comúnmente aplicados son:Defectos por Oportunidad (DPO) = Defectos/(Oportunidades
× unidades)
Defectos por Millón de Oportunidades (DPMO) = DPO x 1,000,000
5. Un medible basado en unidades comúnmente aplicado es:
Defectos por Unidad (DPU) =
6. La Eficiencia Rolada Total (RTY) es el producto de las eficiencias de cada paso del
proceso. No se da crédito por artículos que se han retrabajado o reparado.
7. El DPMO y la Eficiencia Rolada Total ponen en evidencia a la “fábrica escondida”.
Cuando se descubre la fábrica escondida, el equipo Six Sigma puede identificar los pasos
del proceso en los cuales se puede obtener un mayor beneficio.
Datos variables: son datos que se obtienen a través de una medición con una escala(datos continuos). Ej.: longitud, fuerza, peso, tiempo, etc.
Datos por atributos: son aquellos que se obtienen a través de una comparación(datos discretos). Ej.: dañado, torcido, fuera del color, etc.
La obtención y agrupación de los datos nos permiten realizar un análisis a través de
graficas.
Datos Variables:
Gráfica de Barras X y R
Datos de Atributos:
Gráfica p (para Datos Binomiales).
Gráfica u (para Datos de Poisson).
unidadesde Número
defectosde Número
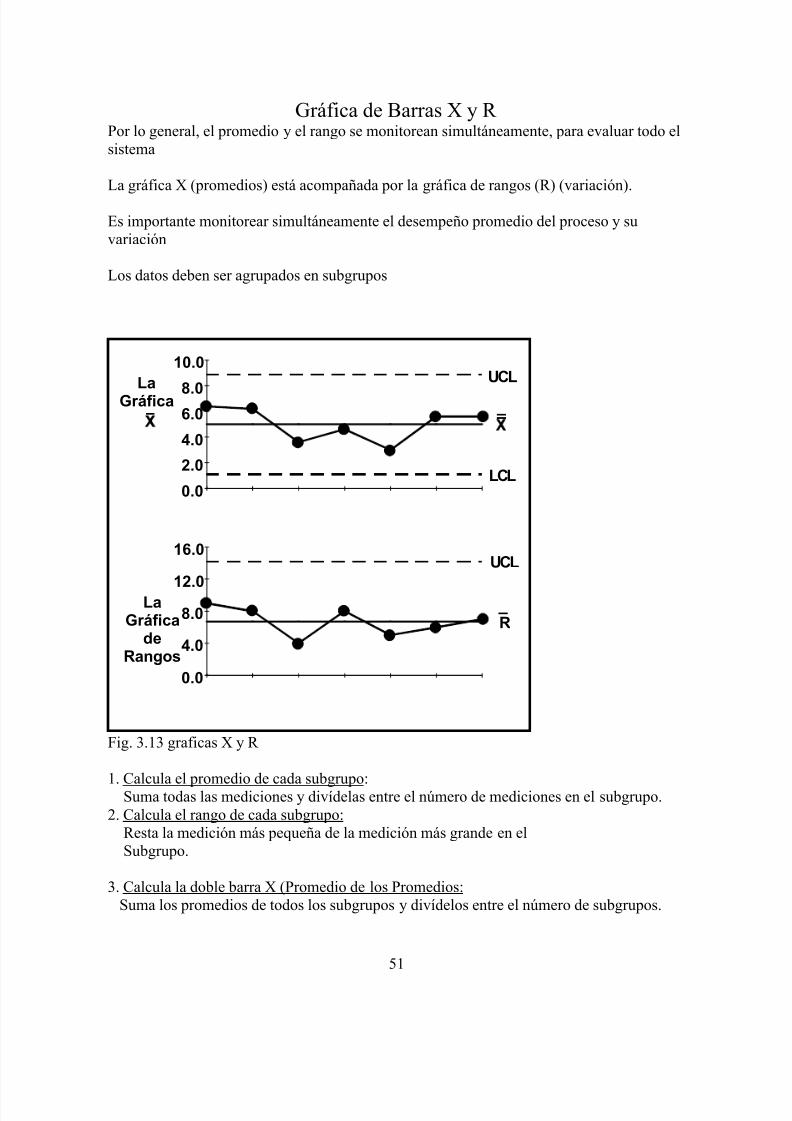
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 51/119
51
Gráfica de Barras X y R Por lo general, el promedio y el rango se monitorean simultáneamente, para evaluar todo el
sistema
La gráfica X (promedios) está acompañada por la gráfica de rangos (R) (variación).
Es importante monitorear simultáneamente el desempeño promedio del proceso y su
variación
Los datos deben ser agrupados en subgrupos
Fig. 3.13 graficas X y R
1. Calcula el promedio de cada subgrupo:
Suma todas las mediciones y divídelas entre el número de mediciones en el subgrupo.
2. Calcula el rango de cada subgrupo:
Resta la medición más pequeña de la medición más grande en el
Subgrupo.
3. Calcula la doble barra X (Promedio de los Promedios:
Suma los promedios de todos los subgrupos y divídelos entre el número de subgrupos.
0.0
4.0
8.0
12.0
16.0
R
UCL
0.0
2.0
4.0
6.0
8.0
10.0
UCL
LCL
LaGráfica
LaGráfica
deRangos
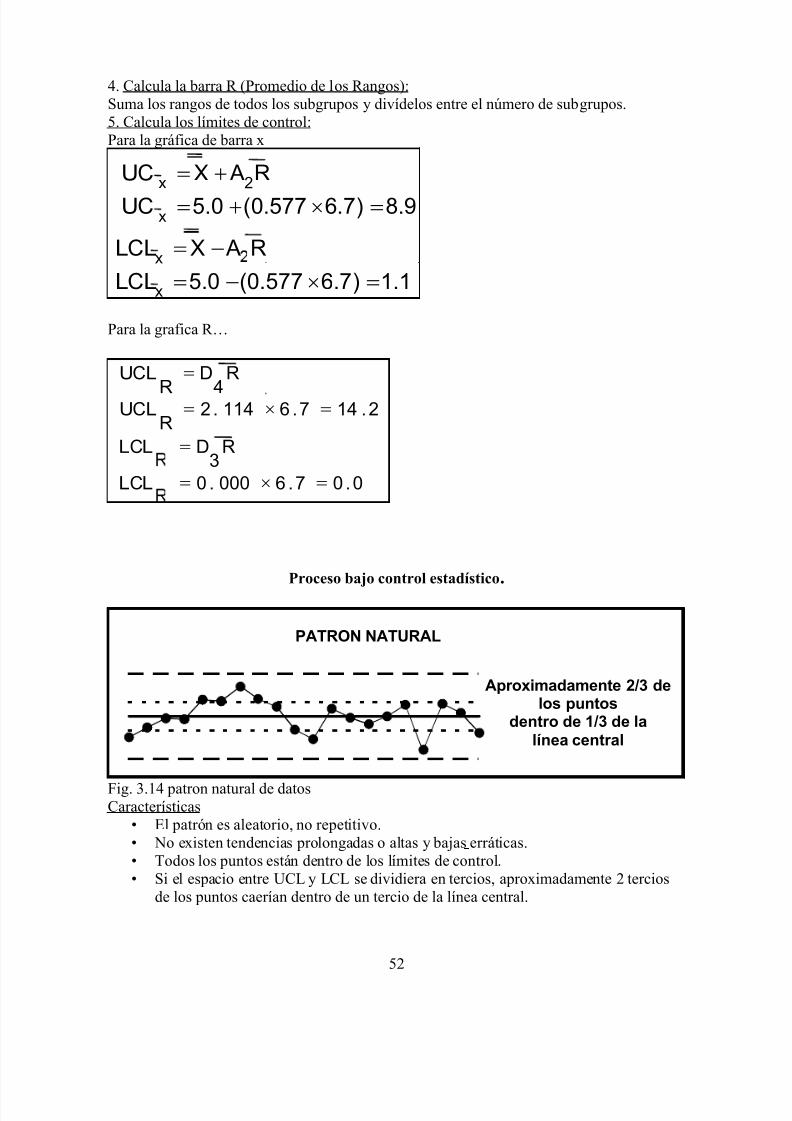
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 52/119
52
4. Calcula la barra R (Promedio de los Rangos):
Suma los rangos de todos los subgrupos y divídelos entre el número de subgrupos.
5. Calcula los límites de control:
Para la gráfica de barra x
Para la grafica R…
Proceso bajo control estadístico.
Fig. 3.14 patron natural de datos
Características
• El patrón es aleatorio, no repetitivo.
• No existen tendencias prolongadas o altas y bajas erráticas.
• Todos los puntos están dentro de los límites de control.
• Si el espacio entre UCL y LCL se dividiera en tercios, aproximadamente 2 tercios
de los puntos caerían dentro de un tercio de la línea central.
0.07.6000.0LCL
RDLCL
2.147.6114.2UCLRDUCL
3
R
4R
1.1)7.6577.0(0.5LCL
R AXLCL
9.8)7.6577.0(0.5UC
R AXUC
x
x
x2x
PATRON NATURAL
Aproximadamente 2/3 delos puntos
dentro de 1/3 de lalínea central
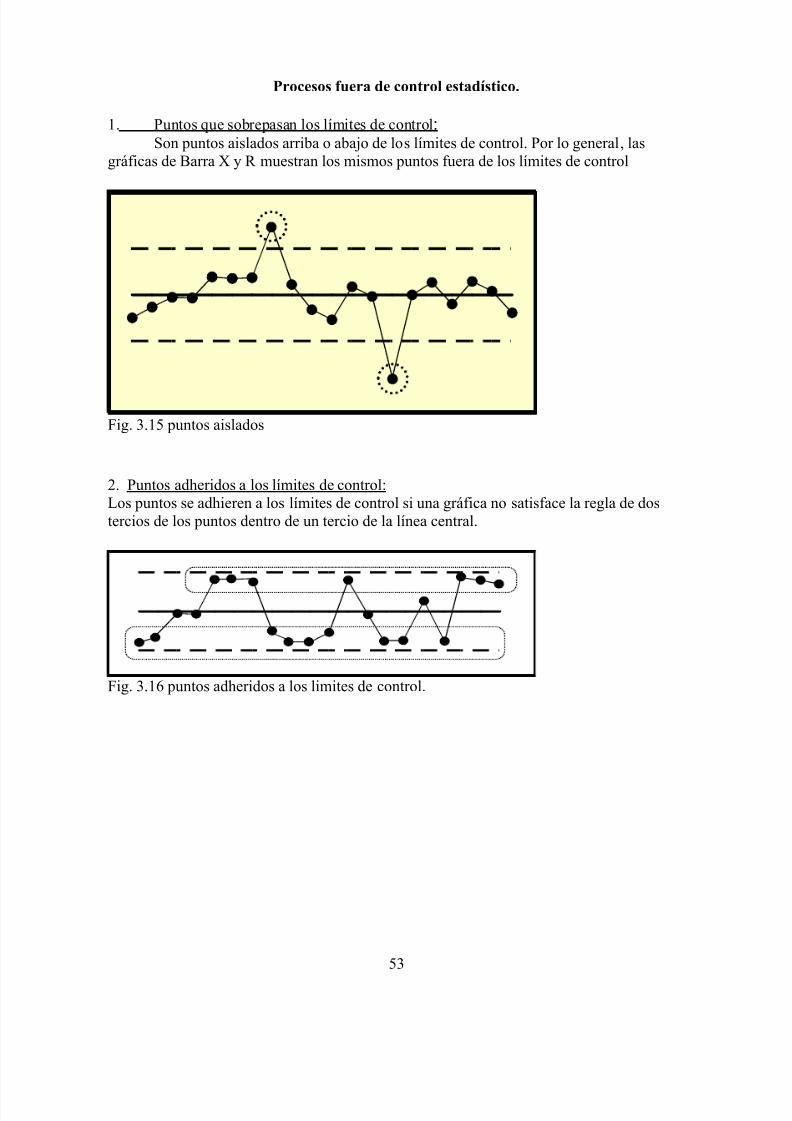
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 53/119
53
Procesos fuera de control estadístico.
1. Puntos que sobrepasan los límites de control:Son puntos aislados arriba o abajo de los límites de control. Por lo general, las
gráficas de Barra X y R muestran los mismos puntos fuera de los límites de control
Fig. 3.15 puntos aislados
2. Puntos adheridos a los límites de control:
Los puntos se adhieren a los límites de control si una gráfica no satisface la regla de dos
tercios de los puntos dentro de un tercio de la línea central.
Fig. 3.16 puntos adheridos a los limites de control.
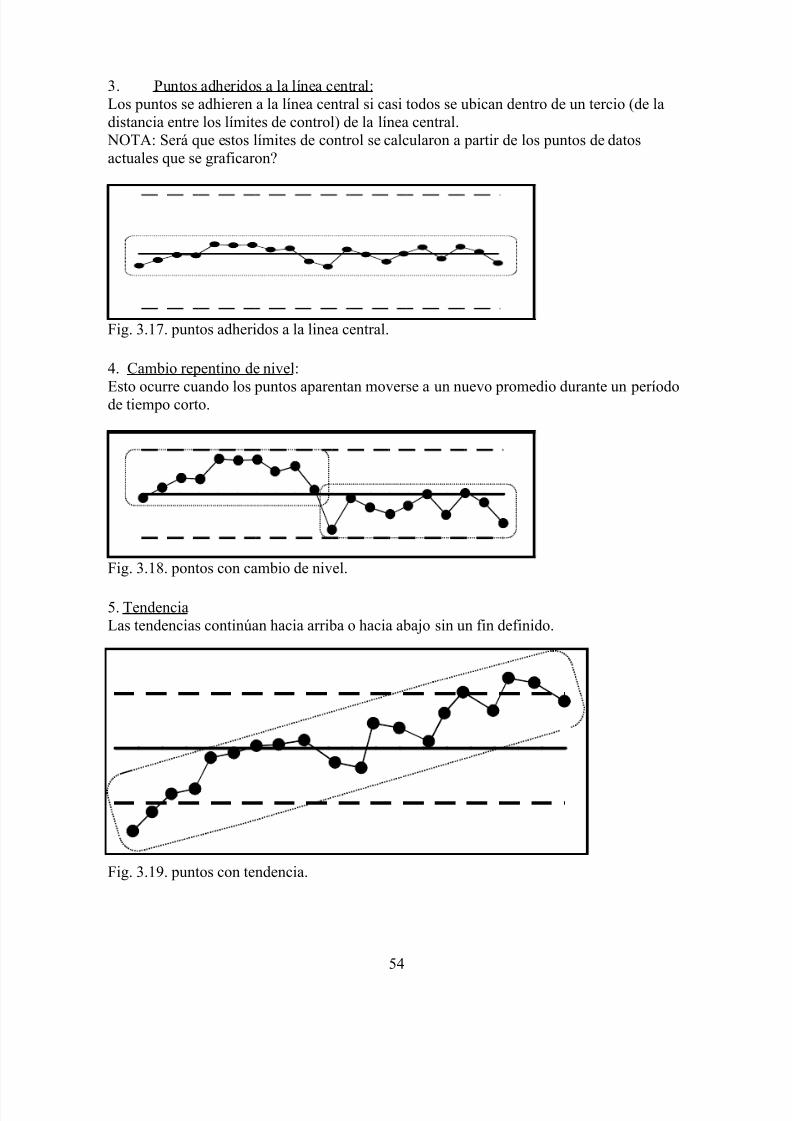
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 54/119
54
3. Puntos adheridos a la línea central:
Los puntos se adhieren a la línea central si casi todos se ubican dentro de un tercio (de la
distancia entre los límites de control) de la línea central.
NOTA: Será que estos límites de control se calcularon a partir de los puntos de datos
actuales que se graficaron?
Fig. 3.17. puntos adheridos a la linea central.
4. Cambio repentino de nivel:Esto ocurre cuando los puntos aparentan moverse a un nuevo promedio durante un período
de tiempo corto.
Fig. 3.18. pontos con cambio de nivel.
5. Tendencia
Las tendencias continúan hacia arriba o hacia abajo sin un fin definido.
Fig. 3.19. puntos con tendencia.
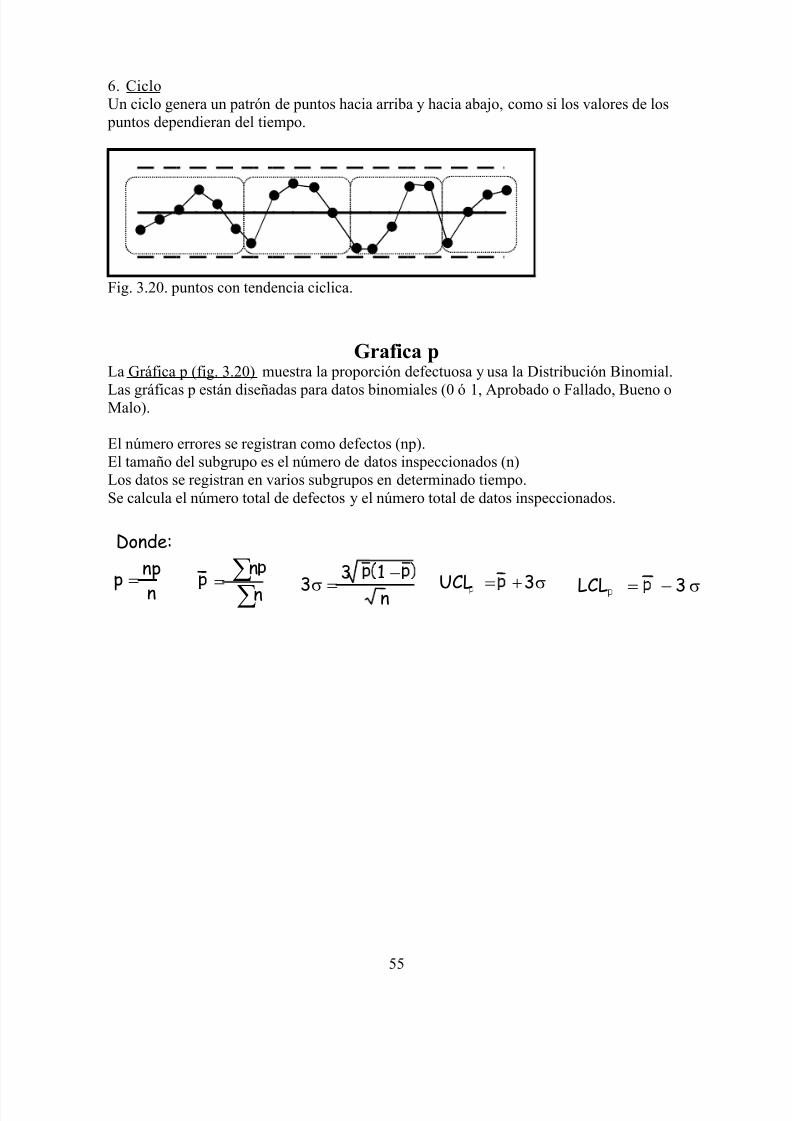
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 55/119
55
6. Ciclo
Un ciclo genera un patrón de puntos hacia arriba y hacia abajo, como si los valores de los
puntos dependieran del tiempo.
Fig. 3.20. puntos con tendencia ciclica.
Grafica pLa Gráfica p (fig. 3.20) muestra la proporción defectuosa y usa la Distribución Binomial.Las gráficas p están diseñadas para datos binomiales (0 ó 1, Aprobado o Fallado, Bueno o
Malo).
El número errores se registran como defectos (np).
El tamaño del subgrupo es el número de datos inspeccionados (n)
Los datos se registran en varios subgrupos en determinado tiempo.
Se calcula el número total de defectos y el número total de datos inspeccionados.
Donde:
nnpp
nn
n
133
3UCL 3LCL
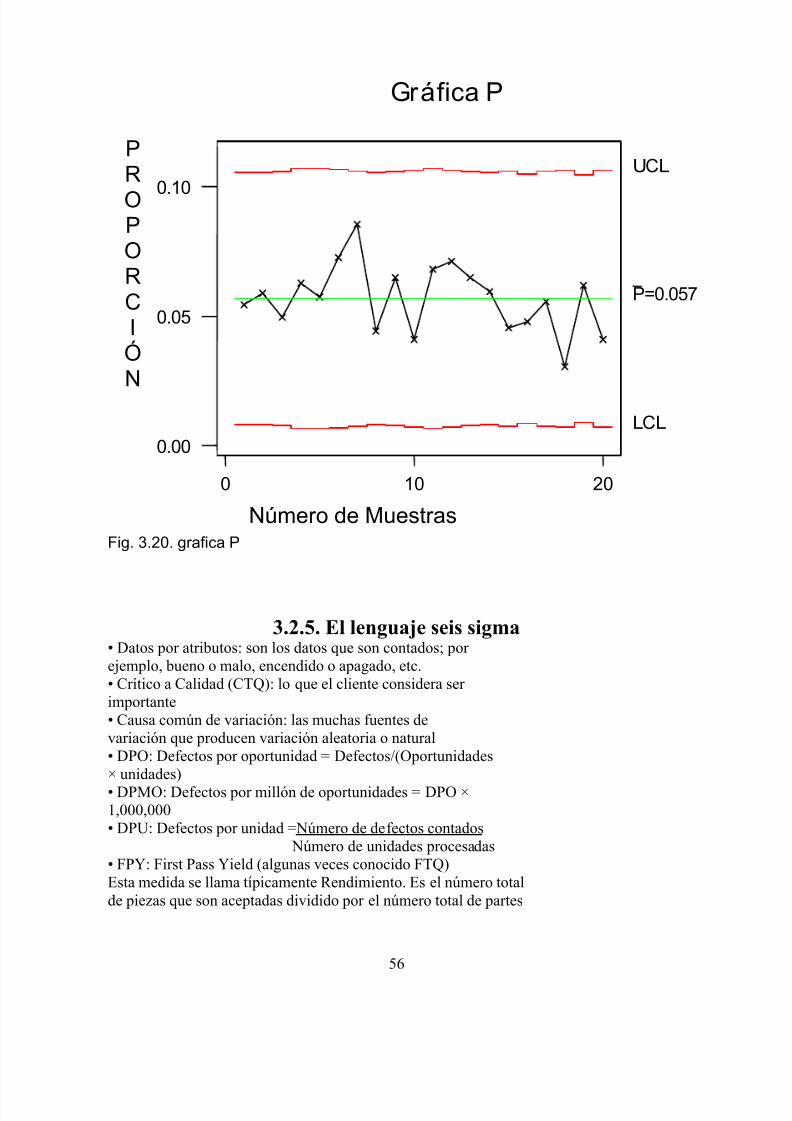
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 56/119
56
Fig. 3.20. grafica P
3.2.5. El lenguaje seis sigma• Datos por atributos: son los datos que son contados; por
ejemplo, bueno o malo, encendido o apagado, etc.
• Crítico a Calidad (CTQ): lo que el cliente considera ser
importante
• Causa común de variación: las muchas fuentes de
variación que producen variación aleatoria o natural
• DPO: Defectos por oportunidad = Defectos/(Oportunidades× unidades)
• DPMO: Defectos por millón de oportunidades = DPO ×
1,000,000
• DPU: Defectos por unidad =Número de defectos contados
Número de unidades procesadas
• FPY: First Pass Yield (algunas veces conocido FTQ)
Esta medida se llama típicamente Rendimiento. Es el número total
de piezas que son aceptadas dividido por el número total de partes
20100
0.10
0.05
0.00
Número de Muestras
PROPORCIÓ
N
Gráfica P
P=0.057
UCL
LCL
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 57/119
57
que empezaron el proceso
• PPM: Partes defectuosas por millón
• RTY: Rolled Throughput Yield
La probabilidad de que una parte pase a través de los múltiples
pasos del proceso sin un defecto
RTY = (FPY Proceso 1)(FPY Proceso 2)… (FPY proceso n)
RTY = e-TDU
• Causa especial de Variación: fuentes de variación que
ocasionan que la salida de un proceso no sea estable en
un período de tiempo o que no sea predecible
• Sigma (): la desviación estándar de una poblaciónestadística
• TDU: Defectos totales por unidad = DPU
• La suma de todas los DPU’s para todas las partes en un ensamble
o todos los pasos de un proceso en un diagrama de flujo del
proceso
• Cp: un índice de capacidad el cual muestra la capacidad potencial del proceso pero que no considera qué tan
centrado está el proceso
• Cpk: un índice usado para comparar la tolerancia natural
de un proceso con respecto a los límites de la
especificación
3.2.6. El sistema de medicion.Existe la posibilidad de que nuestra toma de mediciones tenga un comportamiento anormal,
es recomendable el análisis de el sistema de medición que se este utilizando para obtener
los datos utilizados para el análisis, ya sean datos variables o por atributos el sistema demedición debe ser evaluado para tener la certeza de que el equipo, el método o el personal
que realiza las mediciones no tienen influencia sobre el resultado de la medición.
• No hay un sistema de medición perfecto.
• Todos los sistemas de medición contienen variación.
• Un error en el equipo de un sistema de medición, es la suma de:
– Precisión (sesgo)
– Repetibilidad
– Reproducibilidad
– Estabilidad• Los estudios de repetibilidad y reproducibilidad son un método para cuantificar la
repetibilidad y la reproducibilidad de un sistema de medición.
• Los Estudios de repetibilidad y reproducibilidad se realizan para evaluar si el equipo
de medición es el adecuado para un propósito definido.
• La Precisión y la Estabilidad se tratan mediante la calibración.
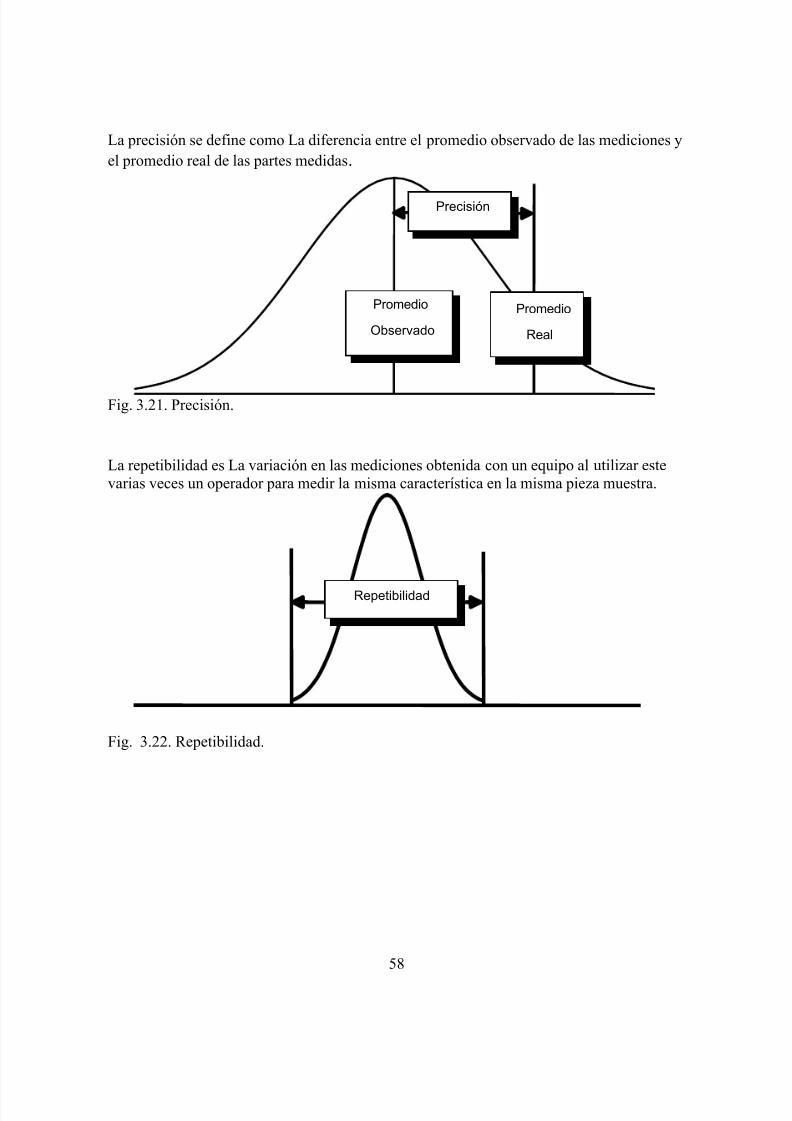
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 58/119
58
La precisión se define como La diferencia entre el promedio observado de las mediciones y
el promedio real de las partes medidas.
Fig. 3.21. Precisión.
La repetibilidad es La variación en las mediciones obtenida con un equipo al utilizar este
varias veces un operador para medir la misma característica en la misma pieza muestra.
Fig. 3.22. Repetibilidad.
Promedio
Observado
Promedio
Real
Precisión
Repetibilidad
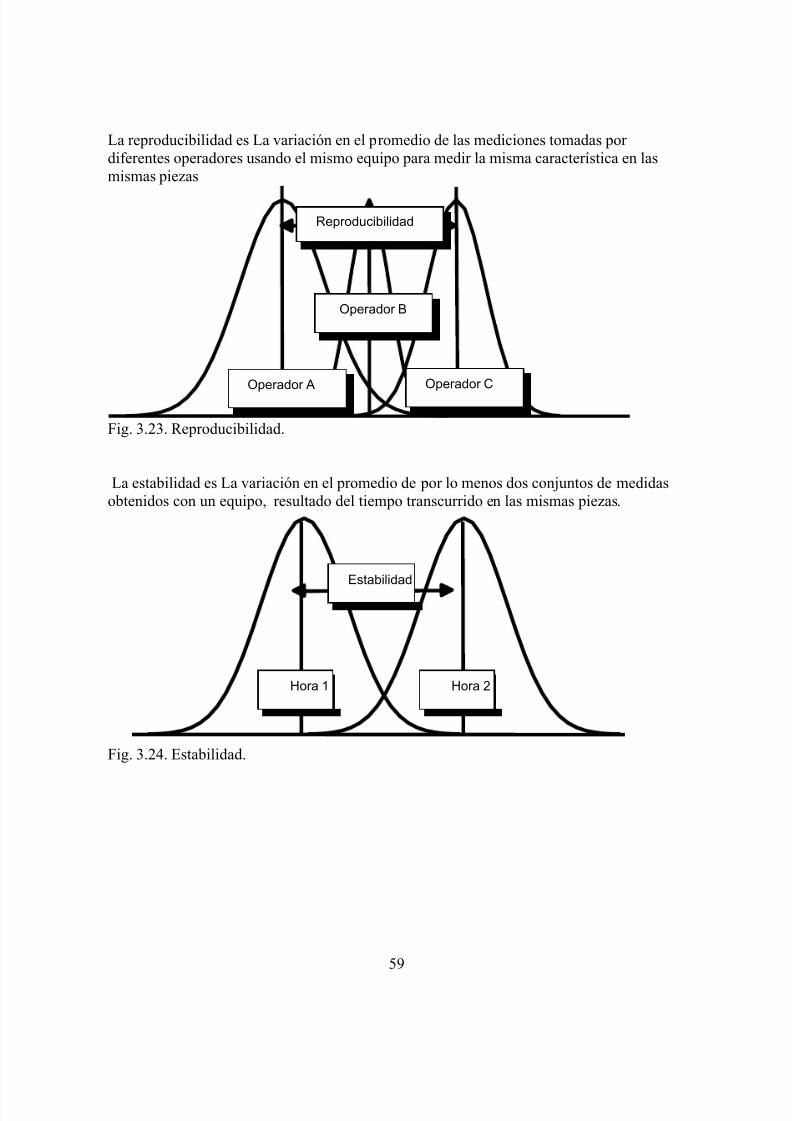
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 59/119
59
La reproducibilidad es La variación en el promedio de las mediciones tomadas por
diferentes operadores usando el mismo equipo para medir la misma característica en las
mismas piezas
Fig. 3.23. Reproducibilidad.
La estabilidad es La variación en el promedio de por lo menos dos conjuntos de medidas
obtenidos con un equipo, resultado del tiempo transcurrido en las mismas piezas.
Fig. 3.24. Estabilidad.
Operador A
Operador B
Operador C
Reproducibilidad
Hora 1 Hora 2
Estabilidad
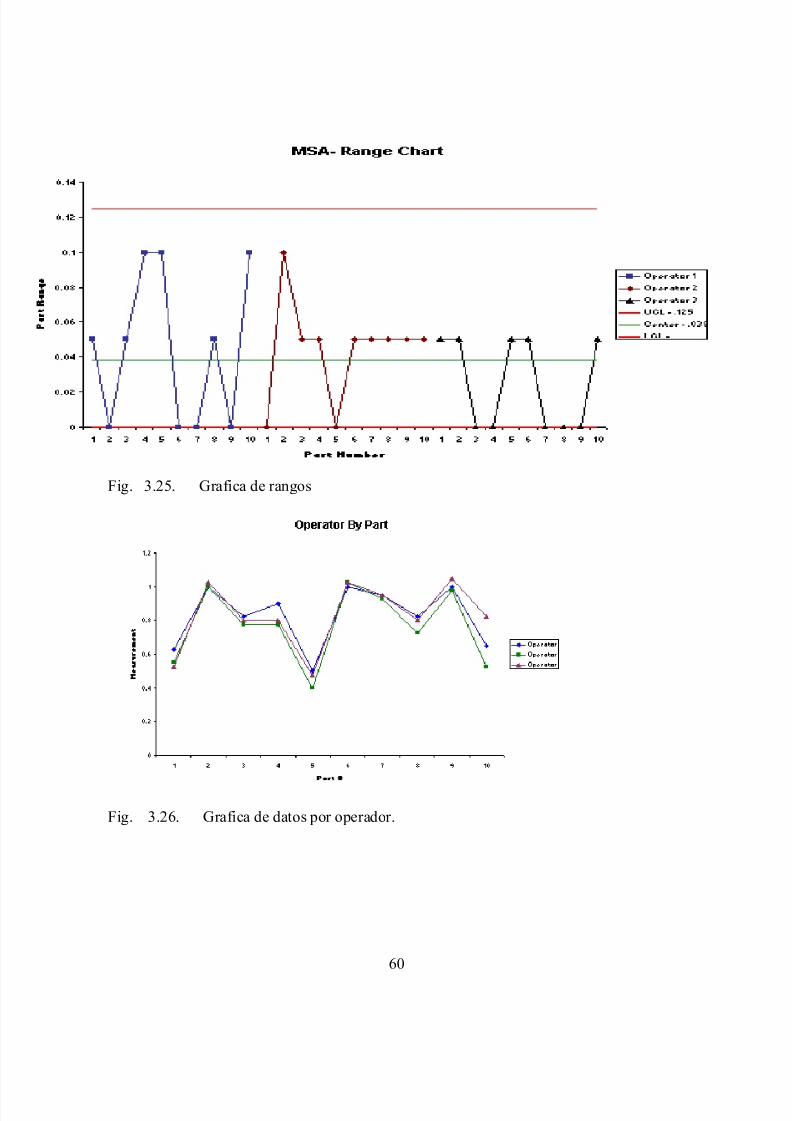
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 60/119
60
Fig. 3.25. Grafica de rangos
Fig. 3.26. Grafica de datos por operador.
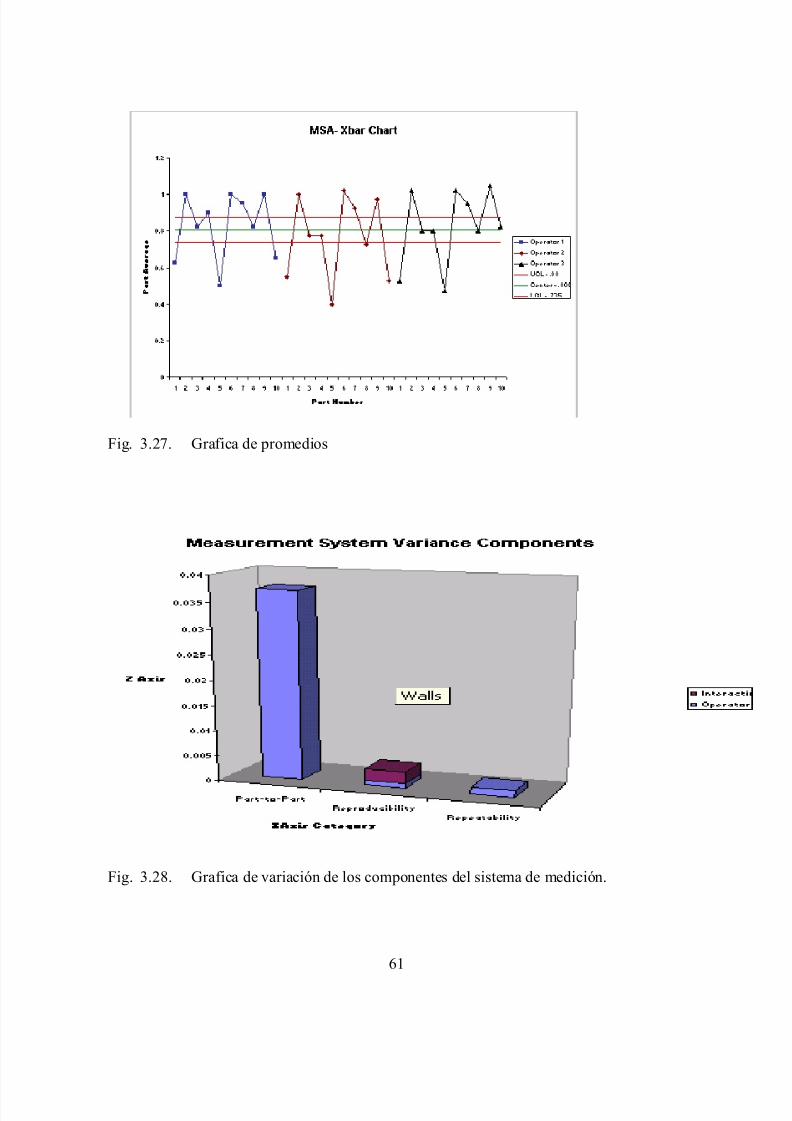
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 61/119
61
Fig. 3.27. Grafica de promedios
Fig. 3.28. Grafica de variación de los componentes del sistema de medición.
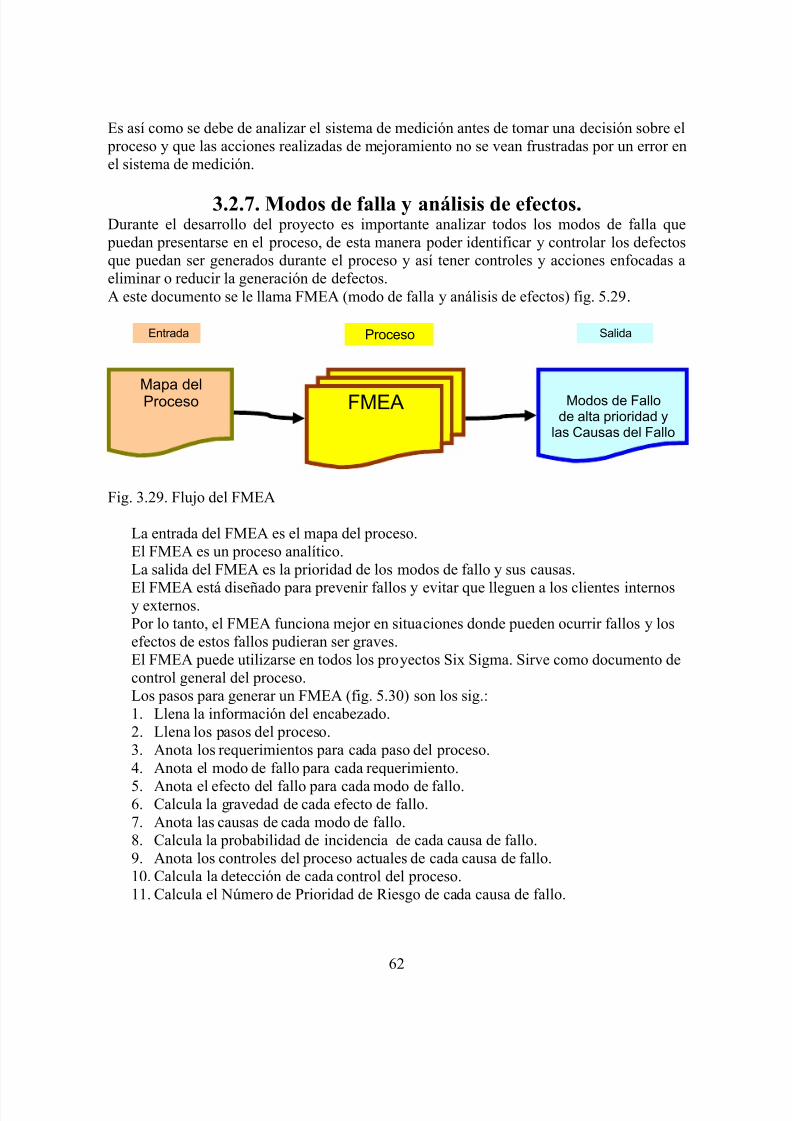
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 62/119
62
Es así como se debe de analizar el sistema de medición antes de tomar una decisión sobre el
proceso y que las acciones realizadas de mejoramiento no se vean frustradas por un error en
el sistema de medición.
3.2.7. Modos de falla y análisis de efectos.Durante el desarrollo del proyecto es importante analizar todos los modos de falla que
puedan presentarse en el proceso, de esta manera poder identificar y controlar los defectos
que puedan ser generados durante el proceso y así tener controles y acciones enfocadas a
eliminar o reducir la generación de defectos.
A este documento se le llama FMEA (modo de falla y análisis de efectos) fig. 5.29.
Fig. 3.29. Flujo del FMEA
La entrada del FMEA es el mapa del proceso.
El FMEA es un proceso analítico.
La salida del FMEA es la prioridad de los modos de fallo y sus causas.El FMEA está diseñado para prevenir fallos y evitar que lleguen a los clientes internos
y externos.
Por lo tanto, el FMEA funciona mejor en situaciones donde pueden ocurrir fallos y los
efectos de estos fallos pudieran ser graves.
El FMEA puede utilizarse en todos los proyectos Six Sigma. Sirve como documento de
control general del proceso.
Los pasos para generar un FMEA (fig. 5.30) son los sig.:
1. Llena la información del encabezado.
2. Llena los pasos del proceso.
3. Anota los requerimientos para cada paso del proceso.4. Anota el modo de fallo para cada requerimiento.
5. Anota el efecto del fallo para cada modo de fallo.
6. Calcula la gravedad de cada efecto de fallo.
7. Anota las causas de cada modo de fallo.
8. Calcula la probabilidad de incidencia de cada causa de fallo.
9. Anota los controles del proceso actuales de cada causa de fallo.
10. Calcula la detección de cada control del proceso.
11. Calcula el Número de Prioridad de Riesgo de cada causa de fallo.
FMEAMapa delProceso Modos de Fallo
de alta prioridad ylas Causas del Fallo
Entrada Proceso Salida
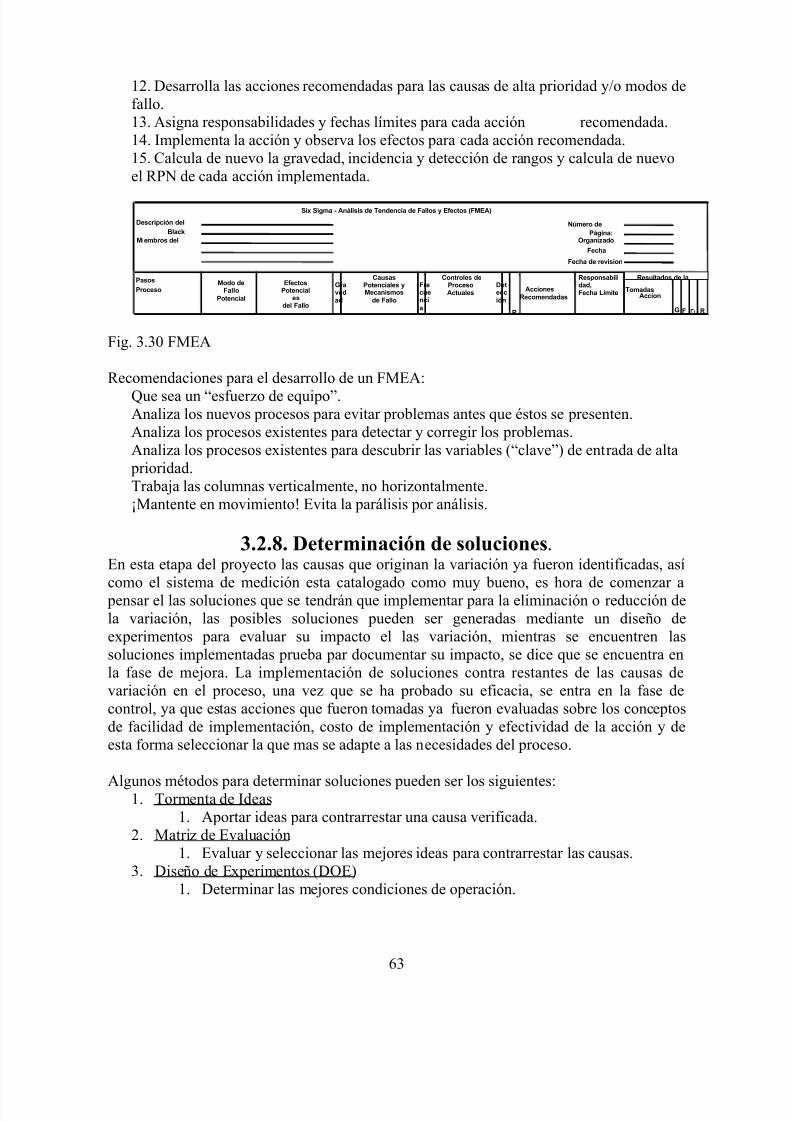
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 63/119
63
12. Desarrolla las acciones recomendadas para las causas de alta prioridad y/o modos de
fallo.
13. Asigna responsabilidades y fechas límites para cada acción recomendada.
14. Implementa la acción y observa los efectos para cada acción recomendada.
15. Calcula de nuevo la gravedad, incidencia y detección de rangos y calcula de nuevo
el RPN de cada acción implementada.
Fig. 3.30 FMEA
Recomendaciones para el desarrollo de un FMEA:Que sea un “esfuerzo de equipo”.
Analiza los nuevos procesos para evitar problemas antes que éstos se presenten.
Analiza los procesos existentes para detectar y corregir los problemas.
Analiza los procesos existentes para descubrir las variables (“clave”) de entrada de alta
prioridad.
Trabaja las columnas verticalmente, no horizontalmente.
¡Mantente en movimiento! Evita la parálisis por análisis.
3.2.8. Determinación de soluciones.En esta etapa del proyecto las causas que originan la variación ya fueron identificadas, asícomo el sistema de medición esta catalogado como muy bueno, es hora de comenzar a
pensar el las soluciones que se tendrán que implementar para la eliminación o reducción de
la variación, las posibles soluciones pueden ser generadas mediante un diseño de
experimentos para evaluar su impacto el las variación, mientras se encuentren las
soluciones implementadas prueba par documentar su impacto, se dice que se encuentra en
la fase de mejora. La implementación de soluciones contra restantes de las causas de
variación en el proceso, una vez que se ha probado su eficacia, se entra en la fase de
control, ya que estas acciones que fueron tomadas ya fueron evaluadas sobre los conceptos
de facilidad de implementación, costo de implementación y efectividad de la acción y de
esta forma seleccionar la que mas se adapte a las necesidades del proceso.
Algunos métodos para determinar soluciones pueden ser los siguientes:
1. Tormenta de Ideas
1. Aportar ideas para contrarrestar una causa verificada.
2. Matriz de Evaluación
1. Evaluar y seleccionar las mejores ideas para contrarrestar las causas.
3. Diseño de Experimentos (DOE)
1. Determinar las mejores condiciones de operación.
Six Sigma - Análisis de Tendencia de Fallos y Efectos (FMEA)
Descripción del Número deBlack Página:
Miembros del Organizado
Fecha
Fecha de revision
Pasos
ProcesoModo de
Fallo
Potencial
EfectosPotencial
esdel Fallo
Gravedad
Frecuenci
a
Controles deProcesoActuales
Detección
R
AccionesRecomendadas
Responsabilidad,Fecha Límite Accion
Tomadas
G F R
Resultados de laCausasPotenciales yMecanismos
de Fallo
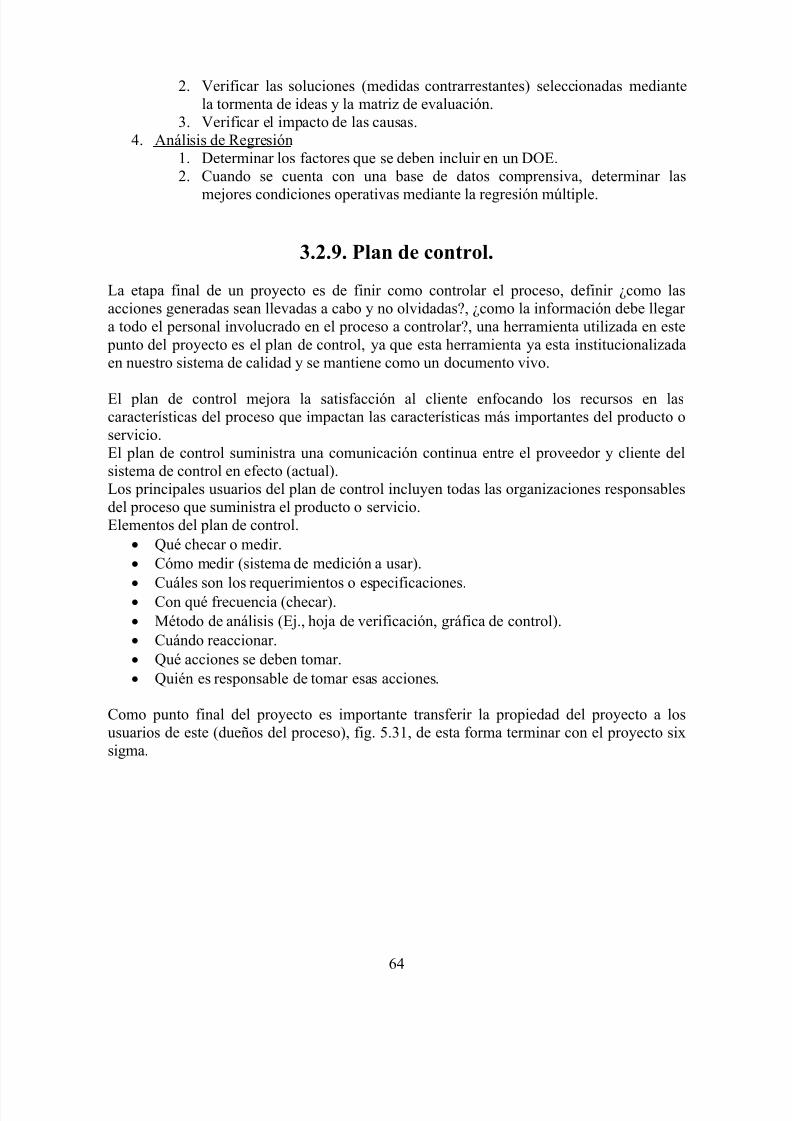
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 64/119
64
2. Verificar las soluciones (medidas contrarrestantes) seleccionadas mediante
la tormenta de ideas y la matriz de evaluación.
3. Verificar el impacto de las causas.
4. Análisis de Regresión
1. Determinar los factores que se deben incluir en un DOE.
2. Cuando se cuenta con una base de datos comprensiva, determinar las
mejores condiciones operativas mediante la regresión múltiple.
3.2.9. Plan de control.
La etapa final de un proyecto es de finir como controlar el proceso, definir ¿como las
acciones generadas sean llevadas a cabo y no olvidadas?, ¿como la información debe llegar
a todo el personal involucrado en el proceso a controlar?, una herramienta utilizada en este
punto del proyecto es el plan de control, ya que esta herramienta ya esta institucionalizada
en nuestro sistema de calidad y se mantiene como un documento vivo.
El plan de control mejora la satisfacción al cliente enfocando los recursos en las
características del proceso que impactan las características más importantes del producto o
servicio.
El plan de control suministra una comunicación continua entre el proveedor y cliente del
sistema de control en efecto (actual).
Los principales usuarios del plan de control incluyen todas las organizaciones responsables
del proceso que suministra el producto o servicio.
Elementos del plan de control.
Qué checar o medir.
Cómo medir (sistema de medición a usar). Cuáles son los requerimientos o especificaciones.
Con qué frecuencia (checar).
Método de análisis (Ej., hoja de verificación, gráfica de control).
Cuándo reaccionar.
Qué acciones se deben tomar.
Quién es responsable de tomar esas acciones.
Como punto final del proyecto es importante transferir la propiedad del proyecto a los
usuarios de este (dueños del proceso), fig. 5.31, de esta forma terminar con el proyecto six
sigma.
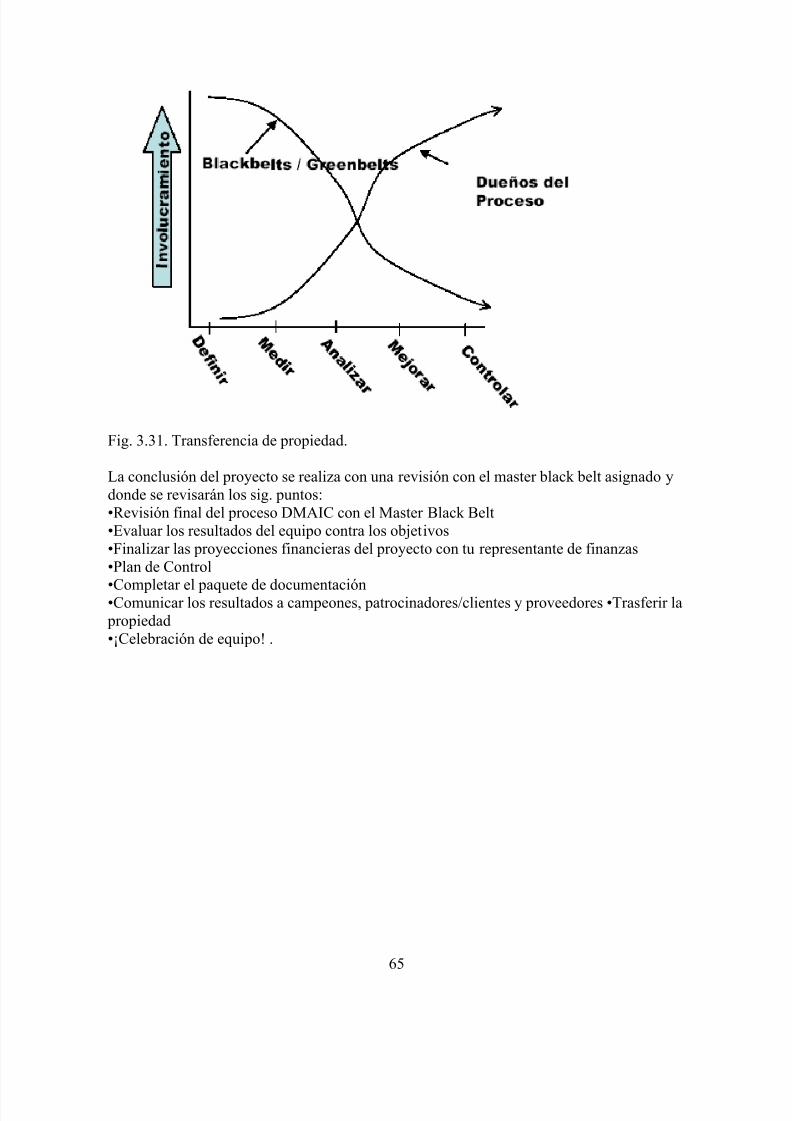
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 65/119
65
Fig. 3.31. Transferencia de propiedad.
La conclusión del proyecto se realiza con una revisión con el master black belt asignado y
donde se revisarán los sig. puntos:
•Revisión final del proceso DMAIC con el Master Black Belt
•Evaluar los resultados del equipo contra los objetivos
•Finalizar las proyecciones financieras del proyecto con tu representante de finanzas
•Plan de Control•Completar el paquete de documentación
•Comunicar los resultados a campeones, patrocinadores/clientes y proveedores •Trasferir la
propiedad
•¡Celebración de equipo! .
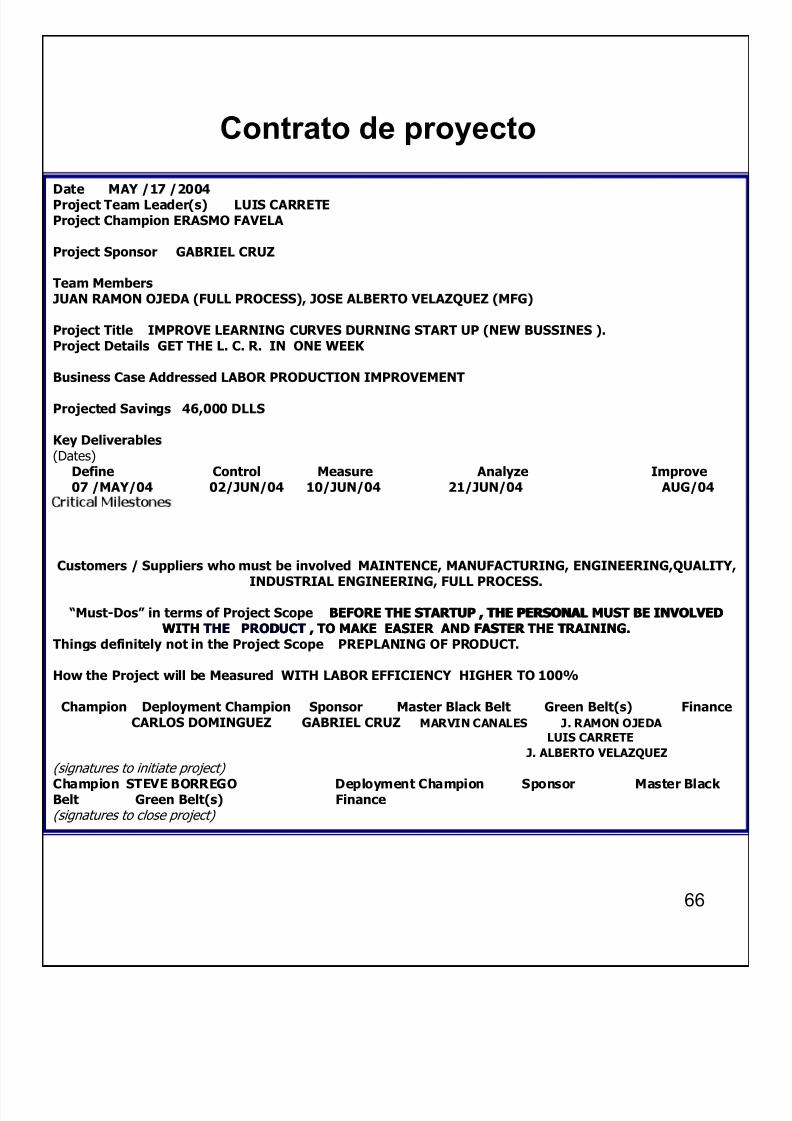
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 66/119
Date MAY /17 /2004Project Team Leader(s) LUIS CARRETEProject Champion ERASMO FAVELA
Project Sponsor GABRIEL CRUZ
Team MembersJUAN RAMON OJEDA (FULL PROCESS), JOSE ALBERTO VELAZQUEZ (MFG)
Project Title IMPROVE LEARNING CURVES DURNING START UP (NEW BUSSINES ).Project Details GET THE L. C. R. IN ONE WEEK
Business Case Addressed LABOR PRODUCTION IMPROVEMENT
Projected Savings 46,000 DLLS
Key Deliverables(Dates)
Define Control Measure Analyze Improve07 /MAY/04 02/JUN/04 10/JUN/04 21/JUN/04 AUG/04
Contrato de proyecto
66
Customers / Suppliers who must be involved MAINTENCE, MANUFACTURING, ENGINEERING,QUALITY,INDUSTRIAL ENGINEERING, FULL PROCESS.
“Must-Dos” in terms of Project Scope BEFORE THE STARTUP , THE PERSONAL MUST BE INVOLVEDBEFORE THE STARTUP , THE PERSONAL MUST BE INVOLVEDWITHWITH THETHE PRODUCTPRODUCT , TO MAKE EASIER AND FASTER THE TRAINING. , TO MAKE EASIER AND FASTER THE TRAINING.
Things definitely not in the Project Scope PREPLANING OF PRODUCT.
How the Project will be Measured WITH LABOR EFFICIENCY HIGHER TO 100%
Champion Deployment Champion Sponsor Master Black Belt Green Belt(s) FinanceCARLOS DOMINGUEZ GABRIEL CRUZ MARVIN CANALES J. RAMON OJEDA
LUIS CARRETE
J. ALBERTO VELAZQUEZ(signatures to initiate project) Champion STEVE BORREGO Deployment Champion Sponsor Master Black Belt Green Belt(s) Finance(signatures to close project)
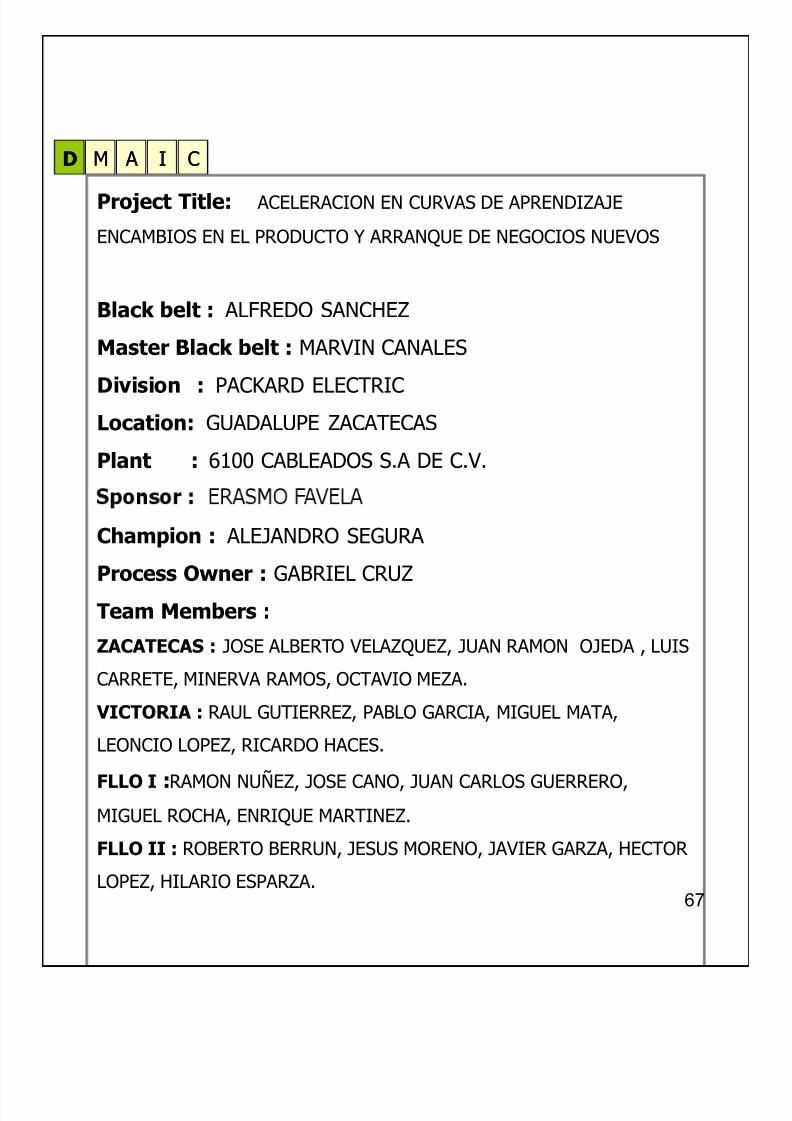
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 67/119
DD MM A A II CC
Project Title: ACELERACION EN CURVAS DE APRENDIZAJE
ENCAMBIOS EN EL PRODUCTO Y ARRANQUE DE NEGOCIOS NUEVOS
Black belt : ALFREDO SANCHEZ
Master Black belt : MARVIN CANALES
Division : PACKARD ELECTRIC
Location: GUADALUPE ZACATECAS
Plant : 6100 CABLEADOS S.A DE C.V.
67
Champion : ALEJANDRO SEGURA
Process Owner : GABRIEL CRUZ
Team Members :
ZACATECAS : JOSE ALBERTO VELAZQUEZ, JUAN RAMON OJEDA , LUIS
CARRETE, MINERVA RAMOS, OCTAVIO MEZA.
VICTORIA : RAUL GUTIERREZ, PABLO GARCIA, MIGUEL MATA,
LEONCIO LOPEZ, RICARDO HACES.FLLO I :RAMON NUÑEZ, JOSE CANO, JUAN CARLOS GUERRERO,
MIGUEL ROCHA, ENRIQUE MARTINEZ.
FLLO II : ROBERTO BERRUN, JESUS MORENO, JAVIER GARZA, HECTOR
LOPEZ, HILARIO ESPARZA.
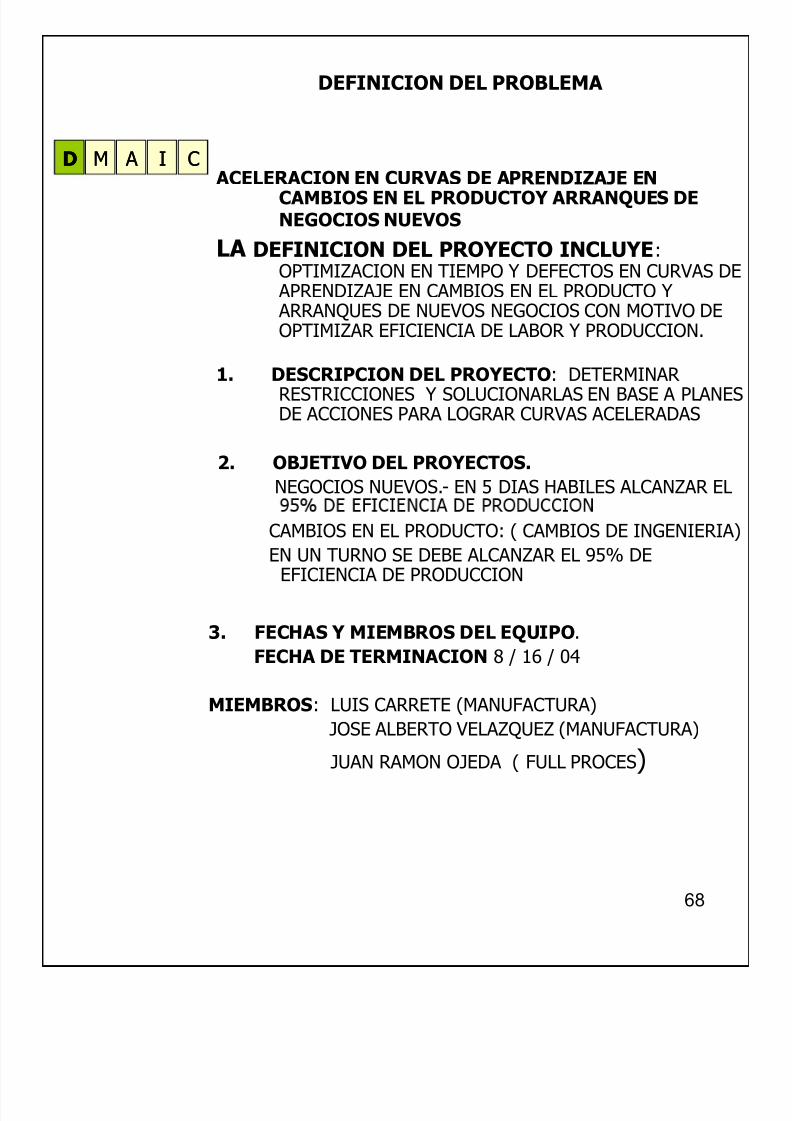
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 68/119
DD MM A A II CC
DEFINICION DEL PROBLEMA
ACELERACION EN CURVAS DE APRENDIZAJE ENCAMBIOS EN EL PRODUCTOY ARRANQUES DENEGOCIOS NUEVOS
LA DEFINICION DEL PROYECTO INCLUYE:OPTIMIZACION EN TIEMPO Y DEFECTOS EN CURVAS DE APRENDIZAJE EN CAMBIOS EN EL PRODUCTO Y ARRANQUES DE NUEVOS NEGOCIOS CON MOTIVO DEOPTIMIZAR EFICIENCIA DE LABOR Y PRODUCCION.
1. DESCRIPCION DEL PROYECTO: DETERMINAR RESTRICCIONES Y SOLUCIONARLAS EN BASE A PLANESDE ACCIONES PARA LOGRAR CURVAS ACELERADAS
2. OBJETIVO DEL PROYECTOS.NEGOCIOS NUEVOS.- EN 5 DIAS HABILES ALCANZAR EL
68
CAMBIOS EN EL PRODUCTO: ( CAMBIOS DE INGENIERIA)
EN UN TURNO SE DEBE ALCANZAR EL 95% DEEFICIENCIA DE PRODUCCION
3. FECHAS Y MIEMBROS DEL EQUIPO.FECHA DE TERMINACION 8 / 16 / 04
MIEMBROS: LUIS CARRETE (MANUFACTURA)JOSE ALBERTO VELAZQUEZ (MANUFACTURA)
JUAN RAMON OJEDA ( FULL PROCES)
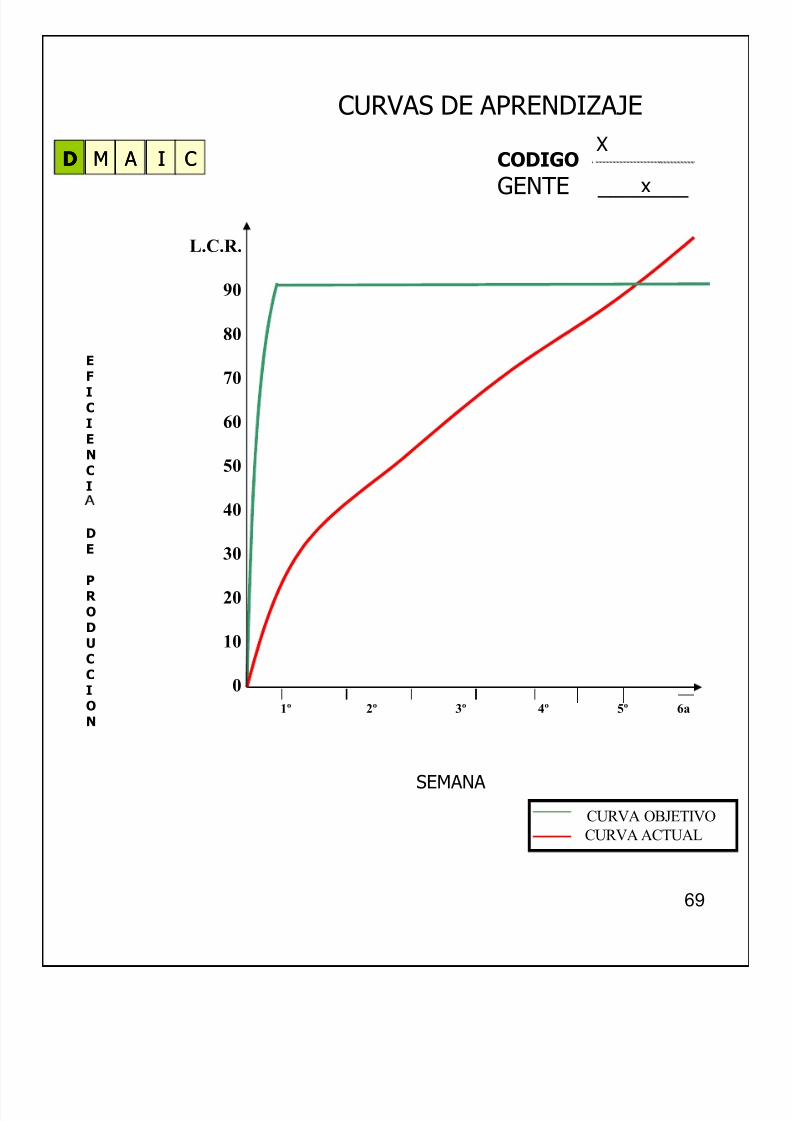
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 69/119
DD MM A A II CC
CURVAS DE APRENDIZAJE
CODIGO ‘ ’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’’
GENTE _______ x
X
L.C.R.
90
80
70
60
50
E
FICIENCI
69
40
30
20
10
01º 2º 3º 4º 5º 6a
CURVA OBJETIVOCURVA ACTUAL
SEMANA
DE
PR ODUCCION
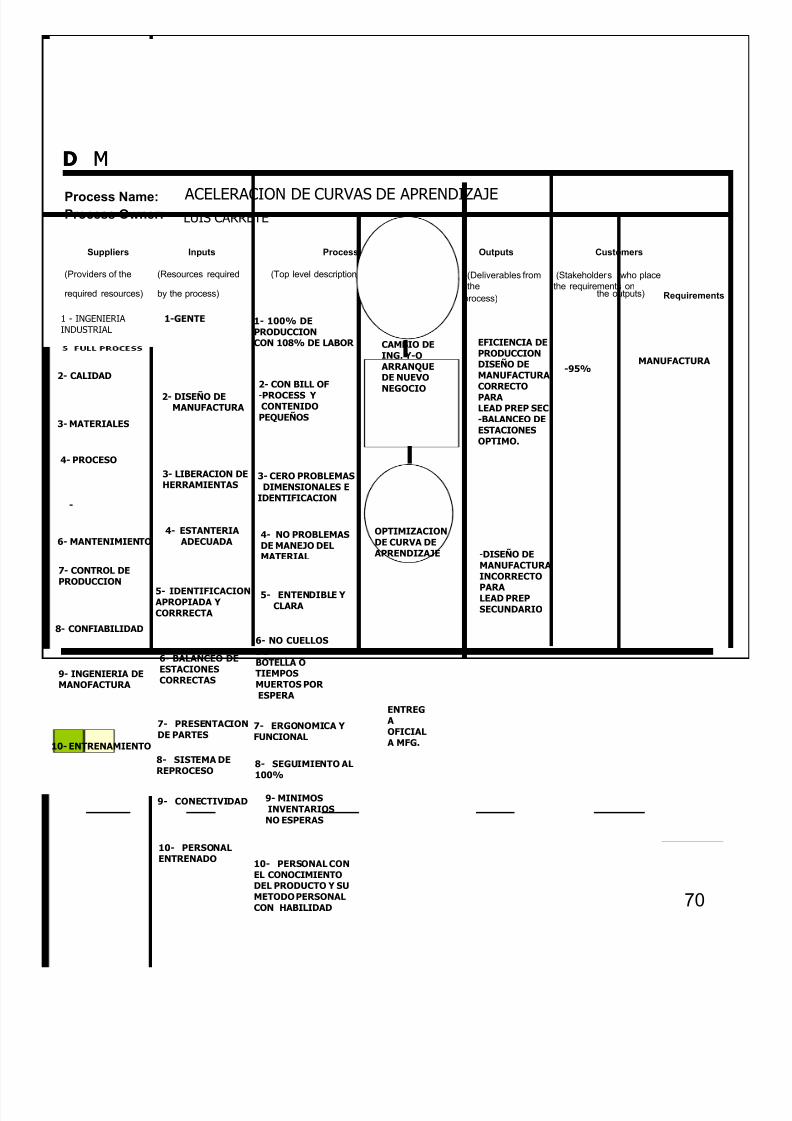
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 70/119
DD MM
Process Name:
Process Owner:
Suppliers Inputs Outputs
(Providers of the
required resources)
(Resources required
by the process)
(Deliverables fromthe
process)
1- 100% DEPRODUCCIONCON 108% DE LABOR
Requirements
Process Customers
(Top level description of the activity) (Stakeholders who placethe requirements on
the outputs)
CAMBIO DEING. Y-O ARRANQUE
DE NUEVONEGOCIO
ACELERACION DE CURVAS DE APRENDIZAJELUIS CARRETE
1 - INGENIERIAINDUSTRIAL
1-GENTE
2- CALIDAD
2- DISEÑO DEMANUFACTURA
2- CON BILL OF-PROCESS Y CONTENIDOPEQUEÑOS
3- MATERIALES
3- LIBERACION DEHERRAMIENTAS
EFICIENCIA DEPRODUCCIONDISEÑO DE
MANUFACTURACORRECTOPARALEAD PREP SEC-BALANCEO DEESTACIONESOPTIMO.
4- PROCESO
3- CERO PROBLEMASDIMENSIONALES E
IDENTIFICACION
MANUFACTURA-95%
70
OPTIMIZACIONDE CURVA DE APRENDIZAJE
ENTREG AOFICIAL A MFG.
-
6- MANTENIMIENTO
7- CONTROL DEPRODUCCION
8- CONFIABILIDAD
9- INGENIERIA DEMANOFACTURA
10- ENTRENAMIENTO
4- ESTANTERIA ADECUADA
4- NO PROBLEMASDE MANEJO DELMATERIAL
5- IDENTIFICACION APROPIADA Y CORRRECTA
5- ENTENDIBLE Y CLARA
6- BALANCEO DEESTACIONESCORRECTAS
6- NO CUELLOSDEBOTELLA OTIEMPOSMUERTOS POR ESPERA
7- PRESENTACIONDE PARTES
7- ERGONOMICA Y FUNCIONAL
8- SISTEMA DEREPROCESO
8- SEGUIMIENTO AL100%
9- CONECTIVIDAD 9- MINIMOSINVENTARIOSNO ESPERAS
10- PERSONALENTRENADO 10- PERSONAL CON
EL CONOCIMIENTODEL PRODUCTO Y SUMETODO PERSONALCON HABILIDAD
-DISEÑO DE
MANUFACTURAINCORRECTOPARALEAD PREPSECUNDARIO
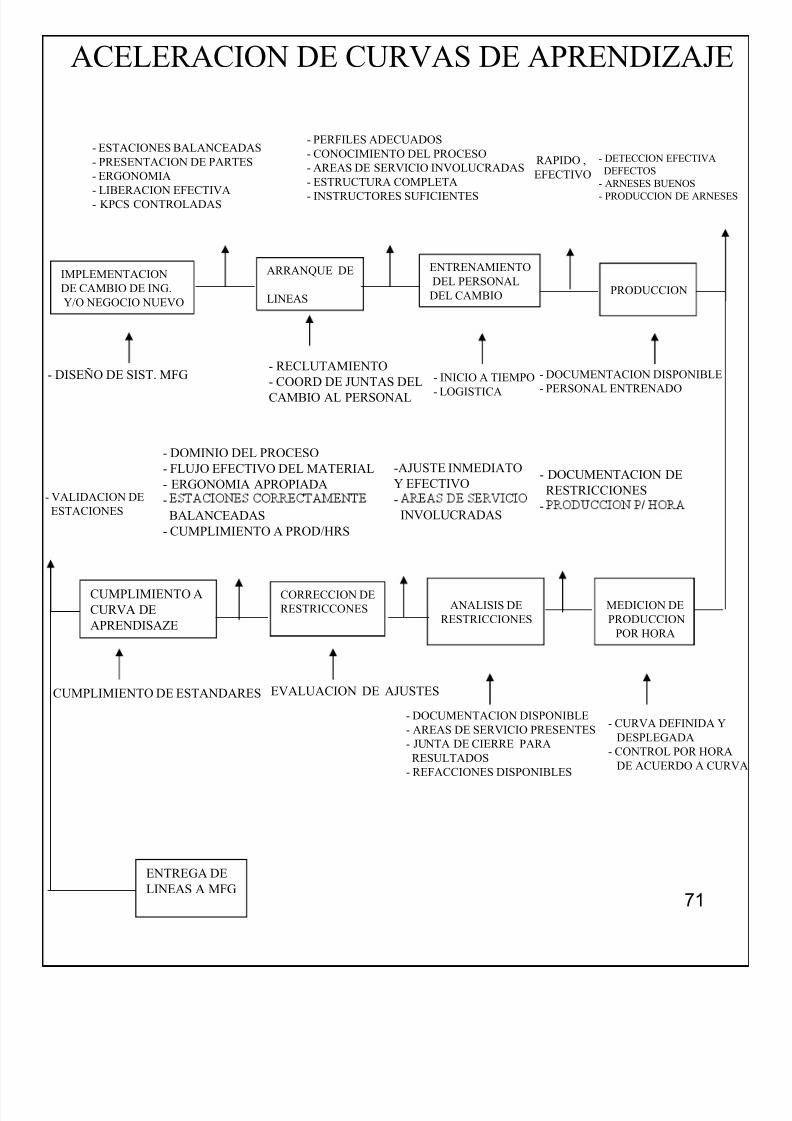
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 71/119
IMPLEMENTACIONDE CAMBIO DE ING.Y/O NEGOCIO NUEVO
ARRANQUE DE
LINEAS
ENTRENAMIENTODEL PERSONALDEL CAMBIO PRODUCCION
- DISEÑO DE SIST. MFG- RECLUTAMIENTO- COORD DE JUNTAS DELCAMBIO AL PERSONAL
- INICIO A TIEMPO- LOGISTICA
- DOCUMENTACION DISPONIBLE- PERSONAL ENTRENADO
- ESTACIONES BALANCEADAS- PRESENTACION DE PARTES- ERGONOMIA
- LIBERACION EFECTIVA- KPCS CONTROLADAS
- PERFILES ADECUADOS- CONOCIMIENTO DEL PROCESO- AREAS DE SERVICIO INVOLUCRADAS
- ESTRUCTURA COMPLETA- INSTRUCTORES SUFICIENTES
RAPIDO ,EFECTIVO
- DETECCION EFECTIVADEFECTOS
- ARNESES BUENOS- PRODUCCION DE ARNESES
VALIDACION DE
- DOMINIO DEL PROCESO- FLUJO EFECTIVO DEL MATERIAL- ERGONOMIA APROPIADA-
-AJUSTE INMEDIATOY EFECTIVO-
- DOCUMENTACION DERESTRICCIONES
ACELERACION DE CURVAS DE APRENDIZAJE
71
MEDICION DEPRODUCCION
POR HORA
ANALISIS DERESTRICCIONES
CORRECCION DERESTRICCONES
CUMPLIMIENTO ACURVA DEAPRENDISAZE
ENTREGA DELINEAS A MFG
CUMPLIMIENTO DE ESTANDARES EVALUACION DE AJUSTES
- DOCUMENTACION DISPONIBLE- AREAS DE SERVICIO PRESENTES- JUNTA DE CIERRE PARARESULTADOS
- REFACCIONES DISPONIBLES
- CURVA DEFINIDA YDESPLEGADA
- CONTROL POR HORADE ACUERDO A CURVA
ESTACIONES
BALANCEADAS- CUMPLIMIENTO A PROD/HRS
INVOLUCRADAS
-
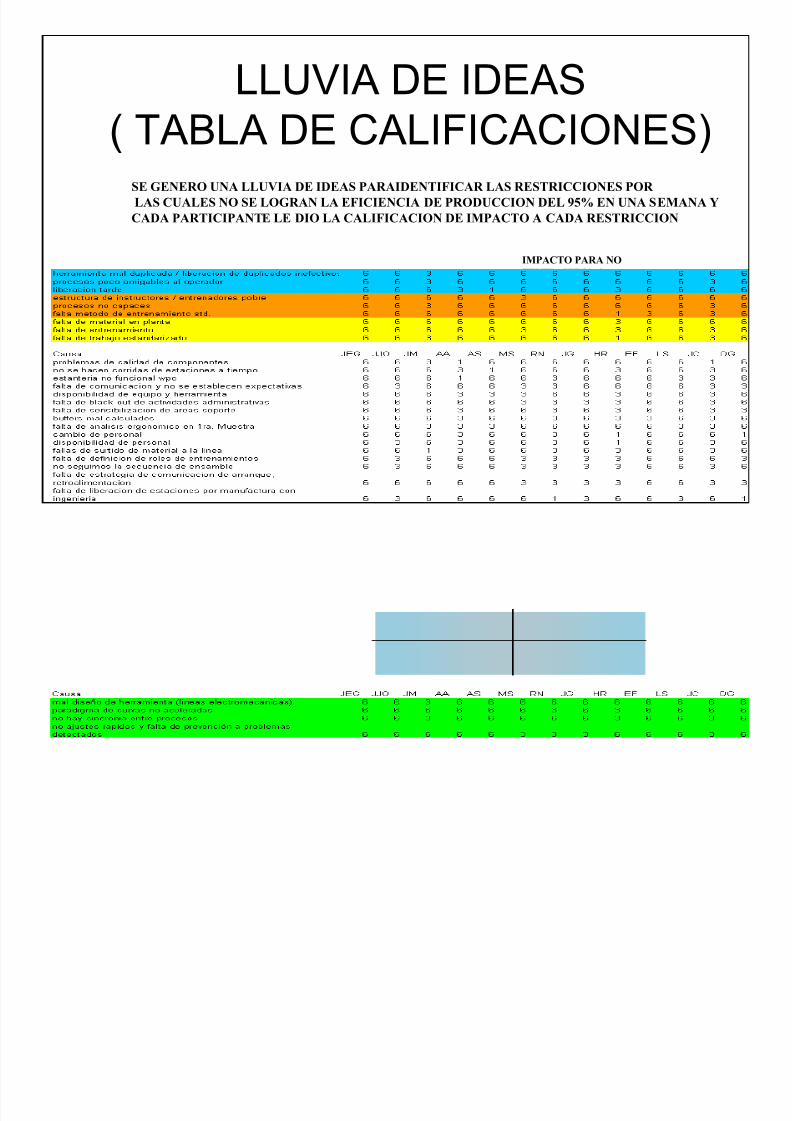
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 72/119
LLUVIA DE IDEAS( TABLA DE CALIFICACIONES)
CALIFICACION
631
IMPACTO PARA NOTENER CURVASACELERADAS( - 5 DIAS )
ALTOMEDIANO
MENOR
SE GENERO UNA LLUVIA DE IDEAS PARAIDENTIFICAR LAS RESTRICCIONES POR LAS CUALES NO SE LOGRAN LA EFICIENCIA DE PRODUCCION DEL 95% EN UNA SEMANA YCADA PARTICIPANTE LE DIO LA CALIFICACION DE IMPACTO A CADA RESTRICCION
72
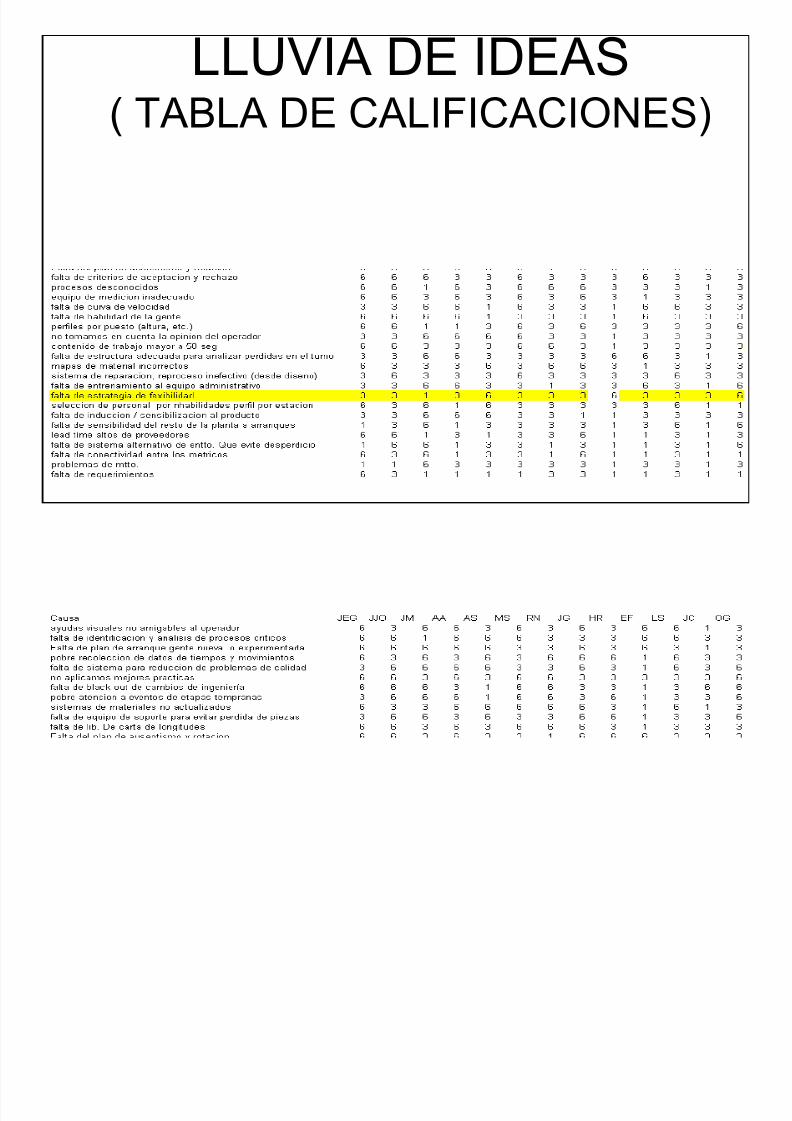
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 73/119
LLUVIA DE IDEAS( TABLA DE CALIFICACIONES)
73
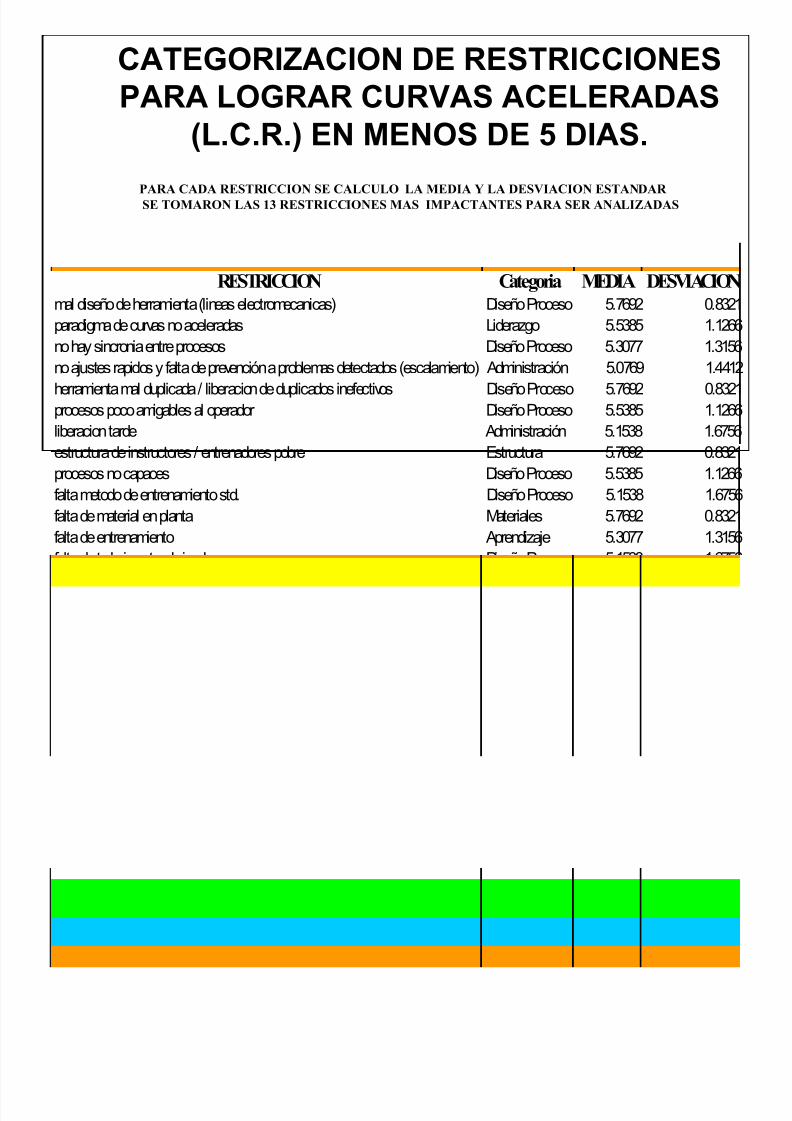
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 74/119
CATEGORIZACION DE RESTRICCIONESPARA LOGRAR CURVAS ACELERADAS
(L.C.R.) EN MENOS DE 5 DIAS.
RESTRICCION Categoria MEDIA DESVIACIONmal diseño de herramienta (lineas electromecanicas) Diseño Proceso 5.7692 0.8321paradigma de curvas no aceleradas Liderazgo 5.5385 1.1266no hay sincronia entre procesos Diseño Proceso 5.3077 1.3156
no ajustes rapidos y falta de prevención a problemas detectados (escalamiento) Administración 5.0769 1.4412herramienta mal duplicada / liberacion de duplicados inefectivos Diseño Proceso 5.7692 0.8321procesos poco amigables al operador Diseño Proceso 5.5385 1.1266liberacion tarde Administración 5.1538 1.6756estructura de instructores / entrenadores pobre Estructura 5.7692 0.8321procesos no capaces Diseño Proceso 5.5385 1.1266falta metodo de entrenamiento std. Diseño Proceso 5.1538 1.6756
PARA CADA RESTRICCION SE CALCULO LA MEDIA Y LA DESVIACION ESTANDAR SE TOMARON LAS 13 RESTRICCIONES MAS IMPACTANTES PARA SER ANALIZADAS
74
falta de material en planta Materiales 5.7692 0.8321falta de entrenamiento Aprendizaje 5.3077 1.3156
falta de trabajo estandarizado Diseño Proceso 5.1538 1.6756
Causa Categoria Mean Std Devproblemas de calidad de componentes Materiales 5.0000 1.9579no se hacen corridas de estaciones a tiempo Diseño Proceso 4.9231 1.7541estanteria no funcional wpo Diseño Proceso 4.9231 1.7541falta de comunicacion y no se establecen expectativas Administración 4.8462 1.5191disponibilidad de equipo y herramienta Administración 4.8462 1.5191falta de black out de actividades administrativas Administración 4.8462 1.5191
falta de sensibilizacion de areas soporte Liderazgo 4.8462 1.5191buffers mal calculados Diseño Proceso 4.8462 1.5191falta de analisis ergonomico en 1ra. Muestra Diseño Proceso 4.8462 1.5191cambio de personal Estructura 4.7692 2.0064disponibilidad de personal Estructura 4.6923 1.7974fallas de surtido de material a la linea Materiales 4.6923 1.7974falta de definicion de roles de entrenamientos Administración 4.6154 1.5566no seguimos la secuencia de ensamble Aprendizaje 4.6154 1.5566falta de estrategia de comunicacion de arranque, retroalimentacion Liderazgo 4.6154 1.5566
falta de liberacion de estaciones por manufactura con ingenieria Administración 4.5385 2.0255
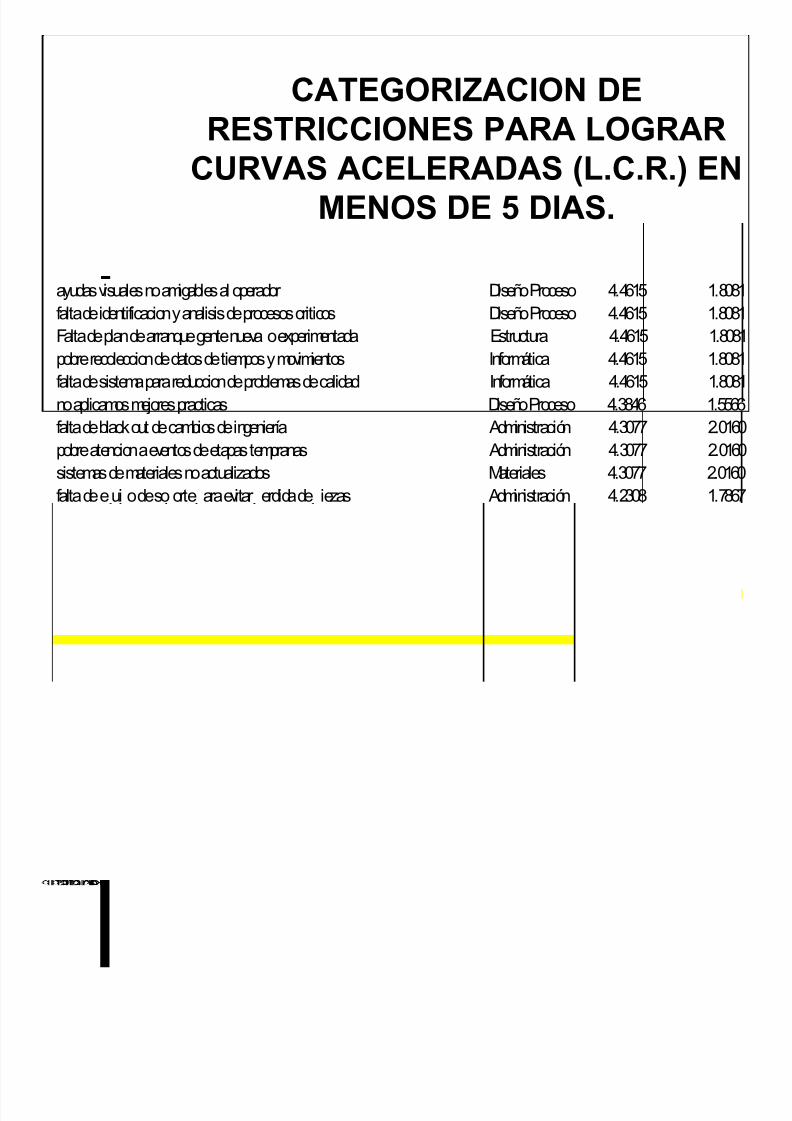
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 75/119
CATEGORIZACION DERESTRICCIONES PARA LOGRAR
CURVAS ACELERADAS (L.C.R.) ENMENOS DE 5 DIAS.
ayudas visuales no amigables al operador Diseño Proceso 4.4615 1.8081falta de identificacion y analisis de procesos criticos Diseño Proceso 4.4615 1.8081Falta de plan de arranque gente nueva o experimentada Estructura 4.4615 1.8081pobre recoleccion de datos de tiempos y movimientos Informática 4.4615 1.8081
falta de sistema para reduccion de problemas de calidad Informática 4.4615 1.8081no aplicamos mejores practicas Diseño Proceso 4.3846 1.5566falta de black out de cambios de ingeniería Administración 4.3077 2.0160pobre atencion a eventos de etapas tempranas Administración 4.3077 2.0160sistemas de materiales no actualizados Materiales 4.3077 2.0160falta de eui o de soorte ara evitar erdida de iezas Administración 4.2308 1.7867
75
falta de lib. De carta de longitudes Diseño Proceso 4.2308 1.7867Falta del plan de ausentismo y rotacion Estructura 4.2308 1.7867
falta de criterios de aceptacion y rechazo Diseño Proceso 4.1538 1.5191procesos desconocidos Diseño Proceso 4.0769 1.9774equipo de medicion inadecuado Diseño Proceso 4.0000 1.7321falta de curva de velocidad Administración 3.8462 1.9081falta de habilidad de la gente Aprendizaje 3.8462 1.9081perfiles por puesto (altura, etc.) Diseño Proceso 3.8462 1.9081no tomamos en cuenta la opinion del operador Liderazgo 3.7692 1.6408contenido de trabajo mayor a 50 seg Diseño Proceso 3.7692 1.6408
falta de estructura adecuada para analizar perdidas en el turno Estructura 3.7692 1.6408mapas de material incorrectos Materiales 3.7692 1.6408sistema de reparacion, reproceso inefectivo (desde diseno) Diseño Proceso 3.6923 1.3156falta de entrenamiento al equipo administrativo Aprendizaje 3.6154 1.8046falta de estrategia de fexibilidad Estructura 3.5385 1.5064seleccion de personal por nhabilidades perfil por estacion Estructura 3.4615 1.9415falta de induccion / sensibilizacion al producto Aprendizaje 3.3846 1.6602falta de sensibilidad del resto de la planta a arranques Administración 3.0769 1.8913lead time altos de proveedores Materiales 2.9231 1.9774
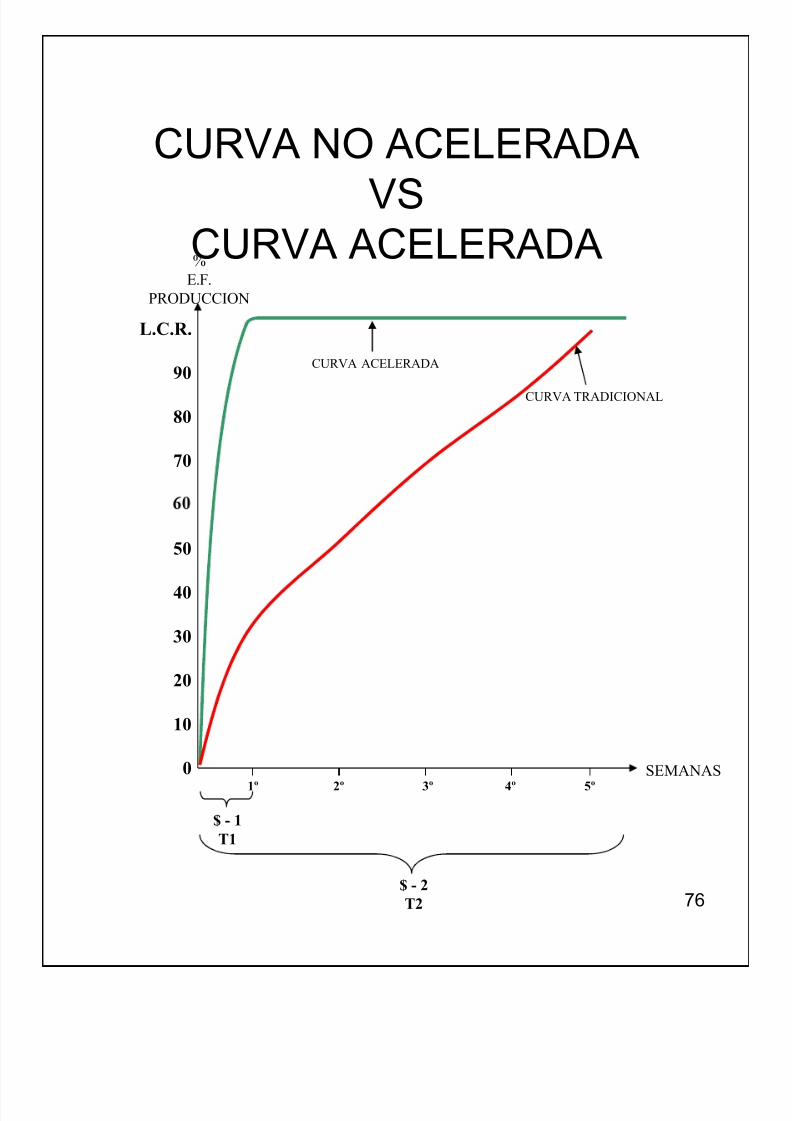
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 76/119
CURVA NO ACELERADA
VSCURVA ACELERADA
L.C.R.
90
80
70
%E.F.
PRODUCCION
CURVA ACELERADA
CURVA TRADICIONAL
76
50
40
30
20
10
01º 2º 3º 4º 5º
SEMANAS
$ - 1T1
$ - 2T2
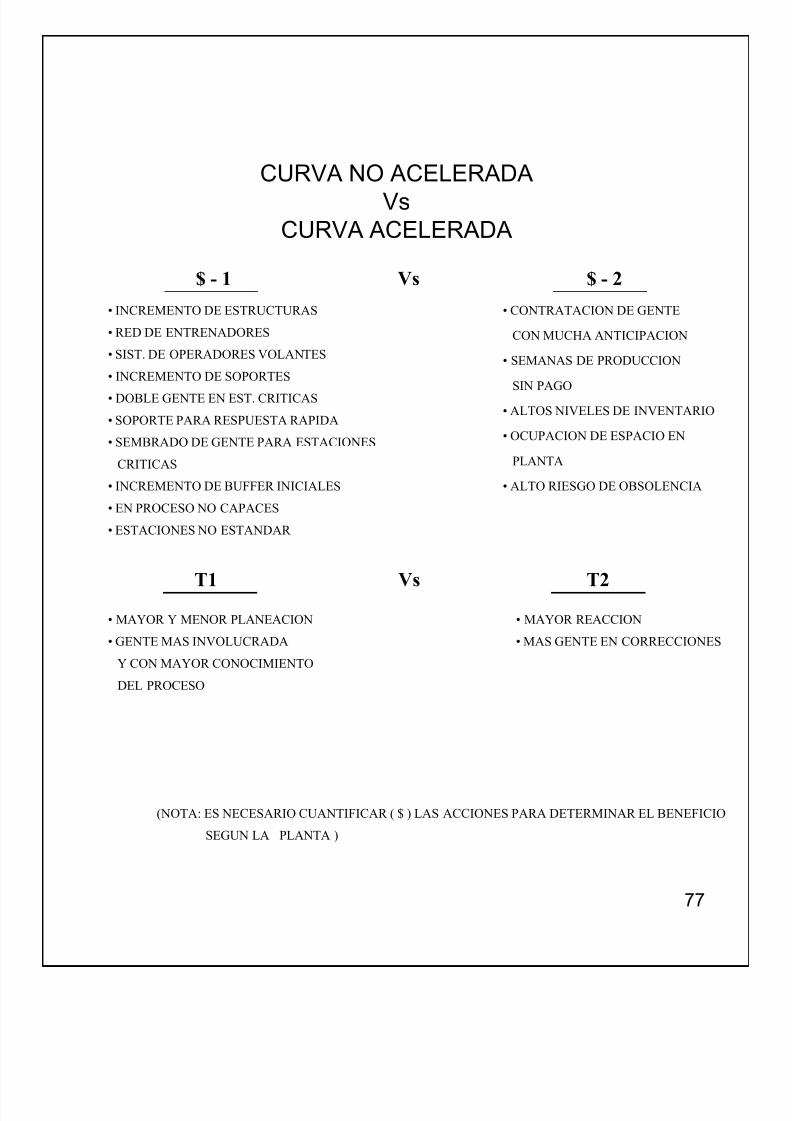
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 77/119
CURVA NO ACELERADAVs
CURVA ACELERADA
$ - 1 V s $ - 2
• INCREMENTO DE ESTRUCTURAS
• RED DE ENTRENADORES
• SIST. DE OPERADORES VOLANTES
• INCREMENTO DE SOPORTES• DOBLE GENTE EN EST. CRITICAS
• SOPORTE PARA RESPUESTA RAPIDA
• SEMBRADO DE GENTE PARA ESTACIONES
CRITICAS
• INCREMENTO DE BUFFER INICIALES
• CONTRATACION DE GENTE
CON MUCHA ANTICIPACION
• SEMANAS DE PRODUCCION
SIN PAGO
• ALTOS NIVELES DE INVENTARIO
• OCUPACION DE ESPACIO EN
PLANTA
• ALTO RIESGO DE OBSOLENCIA
77
• EN PROCESO NO CAPACES
• ESTACIONES NO ESTANDAR
T1 Vs T2
• MAYOR Y MENOR PLANEACION
• GENTE MAS INVOLUCRADA
Y CON MAYOR CONOCIMIENTO
DEL PROCESO
• MAYOR REACCION
• MAS GENTE EN CORRECCIONES
(NOTA: ES NECESARIO CUANTIFICAR ( $ ) LAS ACCIONES PARA DETERMINAR EL BENEFICIO
SEGUN LA PLANTA )
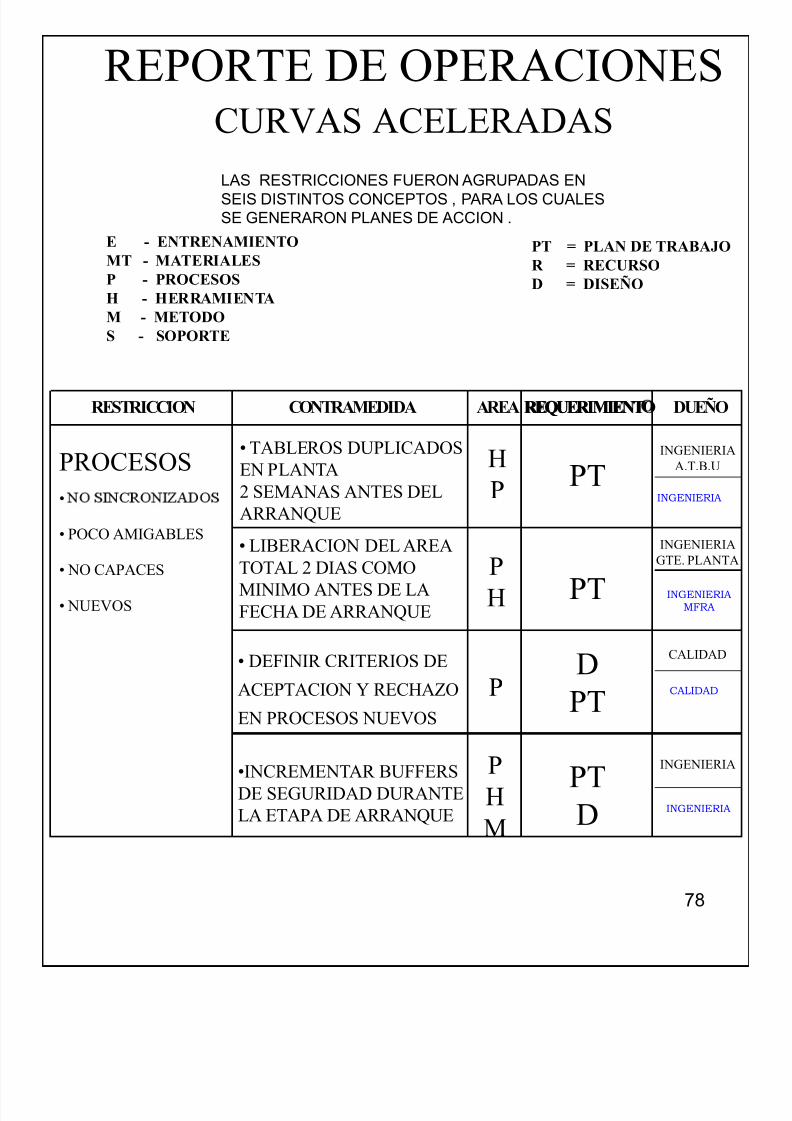
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 78/119
REPORTE DE OPERACIONESCURVAS ACELERADAS
E - ENTRENAMIENTOMT - MATERIALESP - PROCESOSH - HERRAMIENTAM - METODOS - SOPORTE
PT = PLAN DE TRABAJOR = RECURSOD = DISEÑO
RESTRICCION CONTRAMEDIDA AREA REQUERIMIENT DUEÑO
PROCESOS•
• TABLEROS DUPLICADOSEN PLANTA2 SEMANAS ANTES DEL
HP PT
INGENIERIAA.T.B.U
INGENIERIA
LAS RESTRICCIONES FUERON AGRUPADAS ENSEIS DISTINTOS CONCEPTOS , PARA LOS CUALESSE GENERARON PLANES DE ACCION .
78
REQUERIMIENTO
• POCO AMIGABLES
• NO CAPACES
• NUEVOS
ARRANQUE
• LIBERACION DEL AREA
TOTAL 2 DIAS COMOMINIMO ANTES DE LAFECHA DE ARRANQUE
• DEFINIR CRITERIOS DE
ACEPTACION Y RECHAZO
EN PROCESOS NUEVOS
•INCREMENTAR BUFFERSDE SEGURIDAD DURANTELA ETAPA DE ARRANQUE
PH
P
PHM
PT
DPT
PTD
INGENIERIA
GTE. PLANTA
CALIDAD
INGENIERIA
INGENIERIA
MFRA
CALIDAD
INGENIERIA
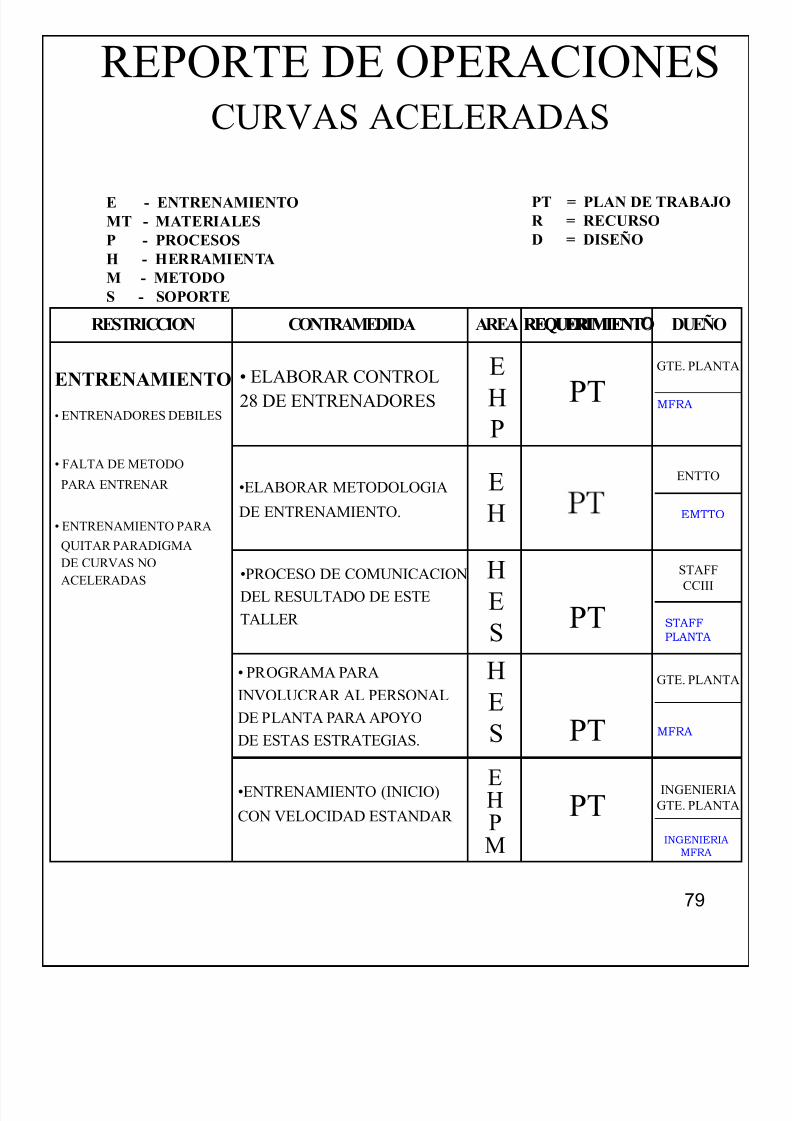
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 79/119
REPORTE DE OPERACIONESCURVAS ACELERADAS
E - ENTRENAMIENTOMT - MATERIALESP - PROCESOSH - HERRAMIENTAM - METODOS - SOPORTE
PT = PLAN DE TRABAJOR = RECURSOD = DISEÑO
RESTRICCION CONTRAMEDIDA AREA REQUERIMIENT DUEÑO
ENTRENAMIENTO
• ENTRENADORES DEBILES
• FALTA DE METODO
PARA ENTRENAR
• ELABORAR CONTROL28 DE ENTRENADORES
•ELABORAR METODOLOGIA
EHP
E
PTGTE. PLANTA
ENTTO
MFRA
79
REQUERIMIENTO
• ENTRENAMIENTO PARA
QUITAR PARADIGMA
DE CURVAS NOACELERADAS
DE ENTRENAMIENTO.
•PROCESO DE COMUNICACION
DEL RESULTADO DE ESTE
TALLER
• PROGRAMA PARA
INVOLUCRAR AL PERSONAL
DE PLANTA PARA APOYO
DE ESTAS ESTRATEGIAS.
•ENTRENAMIENTO (INICIO)
CON VELOCIDAD ESTANDAR
H
HES
HES
EHPM
PT
PT
PT
STAFFCCIII
GTE. PLANTA
INGENIERIAGTE. PLANTA
EMTTO
STAFF
PLANTA
MFRA
INGENIERIA
MFRA
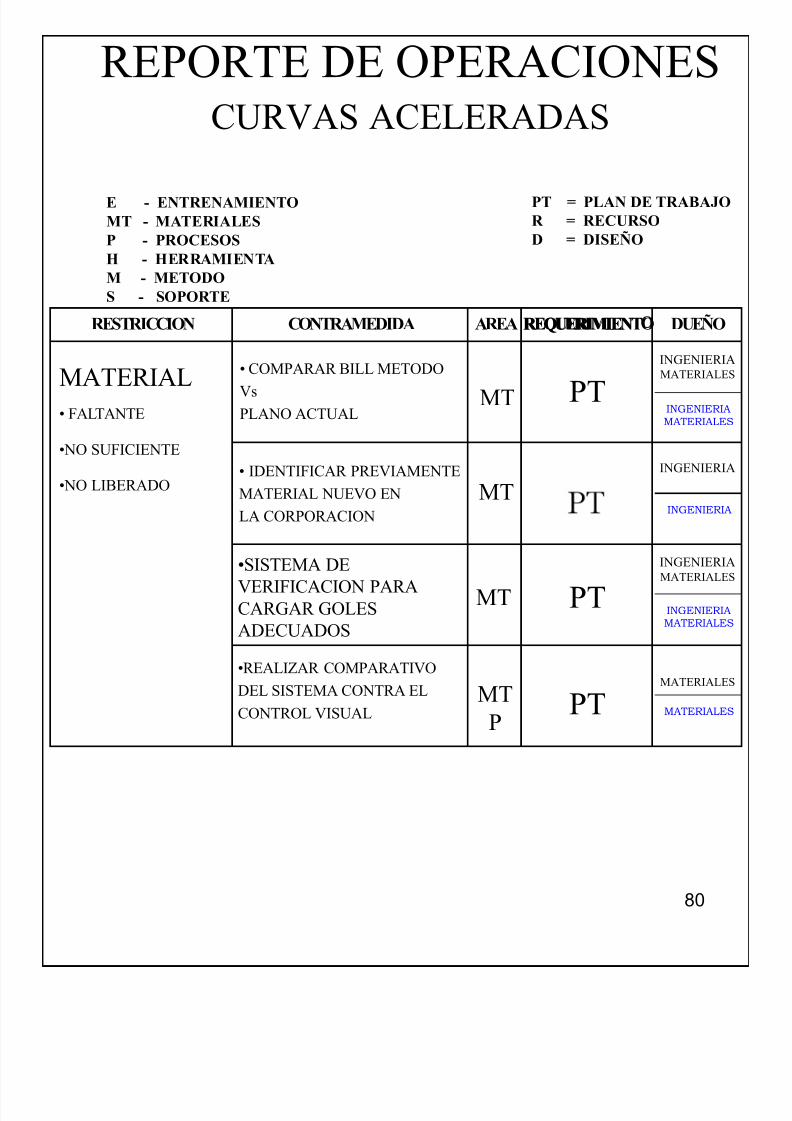
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 80/119
REPORTE DE OPERACIONESCURVAS ACELERADAS
E - ENTRENAMIENTOMT - MATERIALESP - PROCESOSH - HERRAMIENTAM - METODOS - SOPORTE
PT = PLAN DE TRABAJOR = RECURSOD = DISEÑO
RESTRICCION CONTRAMEDIDA AREA REQUERIMIENT DUEÑO
MATERIAL• FALTANTE
•NO SUFICIENTE
•NO LIBERADO
• COMPARAR BILL METODOVs
PLANO ACTUAL
• IDENTIFICAR PREVIAMENTE
MATERIAL NUEVO EN
MT
MT
PTINGENIERIA
MATERIALES
INGENIERIA
INGENIERIA
MATERIALES
80
REQUERIMIENTO
LA CORPORACION
•SISTEMA DEVERIFICACION PARACARGAR GOLESADECUADOS
•REALIZAR COMPARATIVO
DEL SISTEMA CONTRA EL
CONTROL VISUAL
MT
MTP
PT
PT
INGENIERIAMATERIALES
MATERIALES
INGENIERIA
INGENIERIA
MATERIALES
MATERIALES
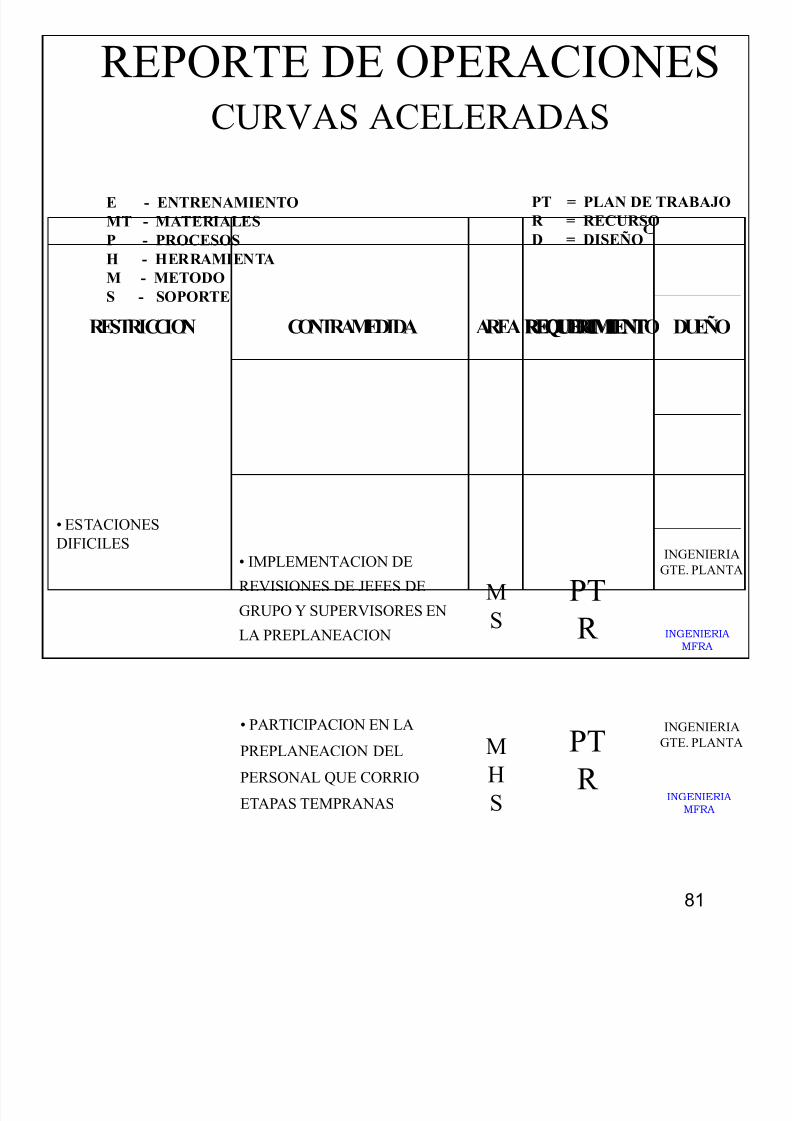
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 81/119
RESTRICCION CONTRAMEDIDA AREA REQUERIMIENT DUEÑO
REPORTE DE OPERACIONESCURVAS ACELERADAS
E - ENTRENAMIENTOMT - MATERIALESP - PROCESOSH - HERRAMIENTAM - METODOS - SOPORTE
PT = PLAN DE TRABAJOR = RECURSOD = DISEÑO
METODOS
• TRABAJO NOESTANDARIZADO
• CONTENIDOS ALTOS
•APROBACION DEL SISTEMA
DE MANUFACTURA
M PT
INGENIERIAGTE. PLANTA
INGENIERIA
MFRA
81
REQUERIMIENTO
• ESTACIONESDIFICILES
• IMPLEMENTACION DEREVISIONES DE JEFES DE
GRUPO Y SUPERVISORES EN
LA PREPLANEACION
• PARTICIPACION EN LA
PREPLANEACION DELPERSONAL QUE CORRIO
ETAPAS TEMPRANAS
MS
MHS
PTR
PTR
INGENIERIAGTE. PLANTA
INGENIERIAGTE. PLANTA
INGENIERIA
MFRA
INGENIERIA
MFRA
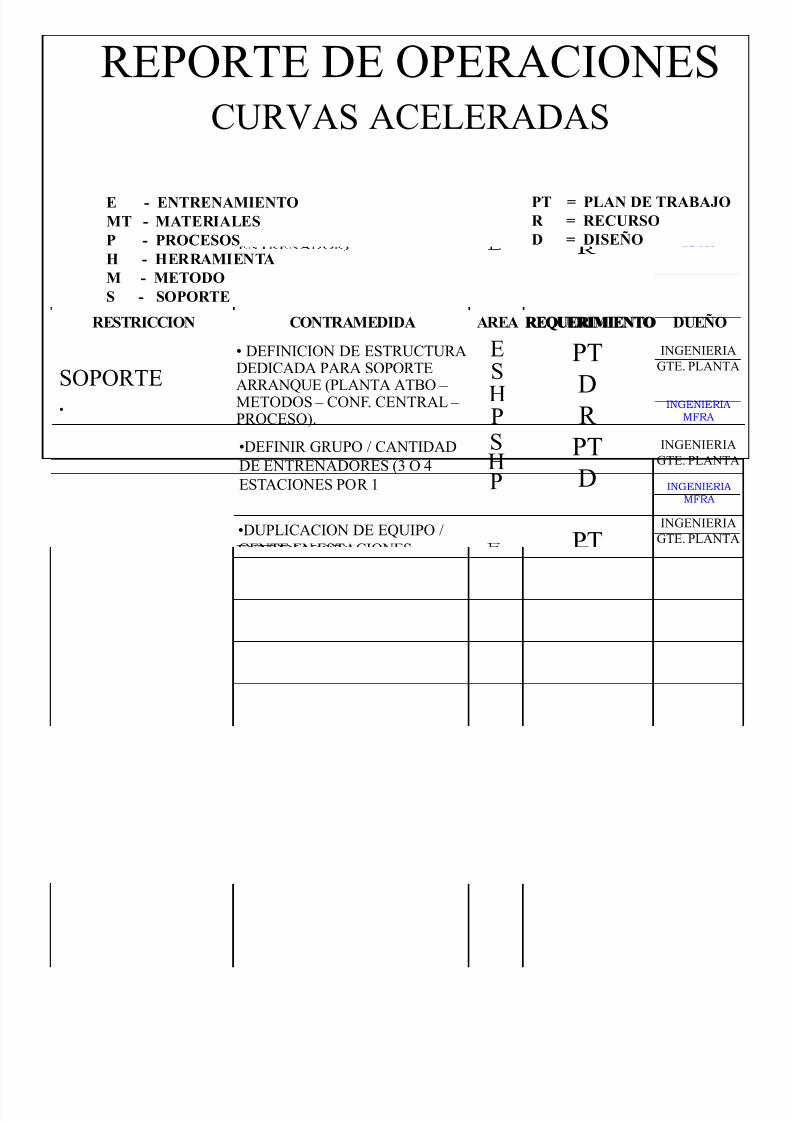
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 82/119
RESTRICCION CONTRAMEDIDA AREA REQUERIMIENTO DUEÑO
REPORTE DE OPERACIONESCURVAS ACELERADAS
E - ENTRENAMIENTOMT - MATERIALESP - PROCESOSH - HERRAMIENTAM - METODOS - SOPORTE
PT = PLAN DE TRABAJOR = RECURSOD = DISEÑO
SOPORTE•
• DEFINICION DE ESTRUCTURA
DEDICADA PARA SOPORTEARRANQUE (PLANTA ATBO – METODOS – CONF. CENTRAL – PROCESO).
•DEFINIR GRUPO / CANTIDADDE ENTRENADORES (3 O 4ESTACIONES POR 1
E
SHPSHP
PT
DR PTD
INGENIERIAGTE. PLANTA
INGENIERIAGTE. PLANTA
INGENIERIA
MFRA
INGENIERIA
MFRA
82
REQUERIMIENTO
•DUPLICACION DE EQUIPO /GENTE EN ESTACIONES
IDENTIFICADAS COMOCUELLO DE BOTELLA.
•ARRANQUE CON
OPERADORES
EXPERIMENTADOS
•SISTEMA DE OPERADOR VOLANTE PARA
IDENTIFICACION DE BAJASDE BUFFER Y RECUPERACIONEN SISTEMAS DE KITS
S
S
H
SP
PT
R
PTR
PT
R
PTR
•INCREMENTAR LA CANTIDADDE SOPORTES HASTAALCANZAR EL R & R
SHP
INGENIERIAGTE. PLANTA
GTE. PLANTA
INGENIERIAGTE. PLANTA
GTE. PLANTA
INGENIERIA
MMFRA
MFRA
MFRA
INGENIERIA
MFRA
MFRA
MFRA
MFRA
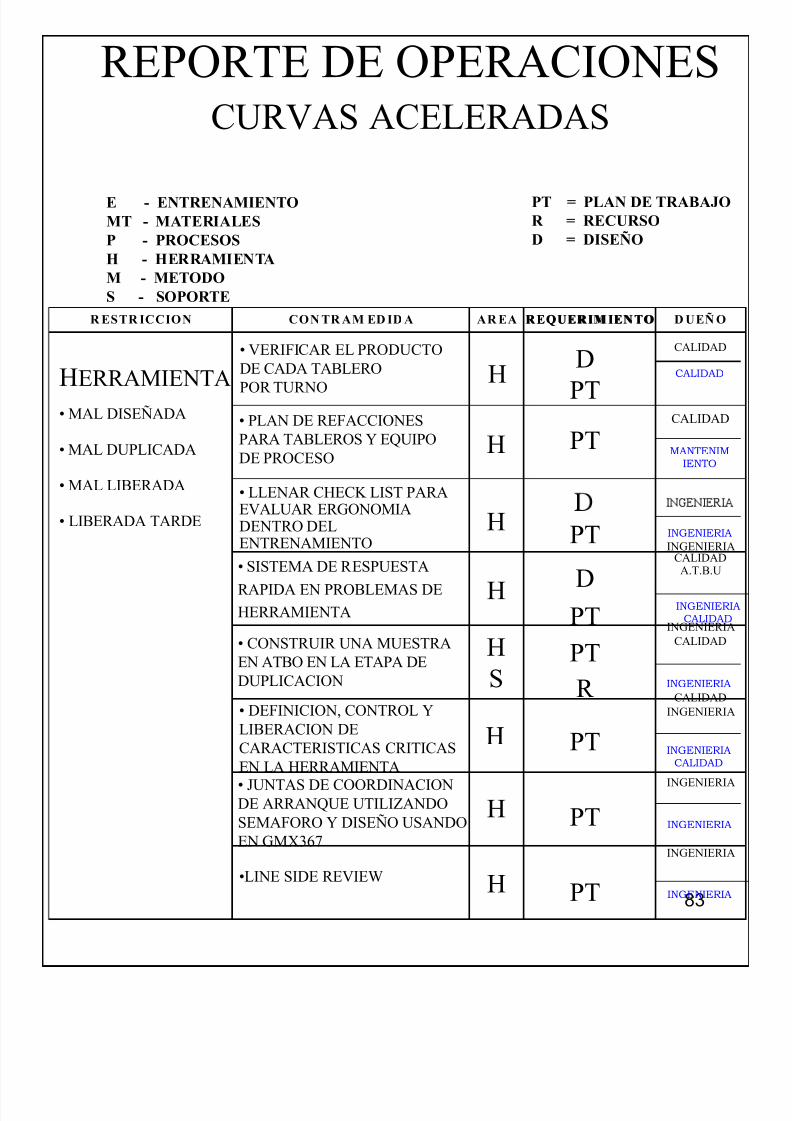
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 83/119
R ESTR ICCION CON TR AM ED ID A AR EA R EQUER IM IEN TO D UEÑ O
REPORTE DE OPERACIONESCURVAS ACELERADAS
E - ENTRENAMIENTOMT - MATERIALESP - PROCESOSH - HERRAMIENTAM - METODOS - SOPORTE
PT = PLAN DE TRABAJOR = RECURSOD = DISEÑO
HERRAMIENTA• MAL DISEÑADA
• MAL DUPLICADA
• MAL LIBERADA
• VERIFICAR EL PRODUCTO
DE CADA TABLEROPOR TURNO
• PLAN DE REFACCIONESPARA TABLEROS Y EQUIPODE PROCESO
• LLENAR CHECK LIST PARA
HDPT
PTH
CALIDAD
CALIDAD
CALIDAD
MANTENIM
IENTO
83
R E QU E R I M I E N T O
• LIBERADA TARDE
EVALUAR ERGONOMIADENTRO DELENTRENAMIENTO
• SISTEMA DE RESPUESTARAPIDA EN PROBLEMAS DE
HERRAMIENTA
• CONSTRUIR UNA MUESTRAEN ATBO EN LA ETAPA DEDUPLICACION
H
H
HS
H
PT
D
PT
PT
R
PT
PT
PT
• DEFINICION, CONTROL YLIBERACION DE
CARACTERISTICAS CRITICASEN LA HERRAMIENTA• JUNTAS DE COORDINACIONDE ARRANQUE UTILIZANDOSEMAFORO Y DISEÑO USANDOEN GMX367
•LINE SIDE REVIEW
H
H
INGENIERIA
CALIDADA.T.B.U
INGENIERIACALIDAD
CALIDADINGENIERIA
INGENIERIA
INGENIERIA
INGENIERIA
INGENIERIA
CALIDAD
INGENIERIA
INGENIERIACALIDAD
INGENIERIA
INGENIERIA
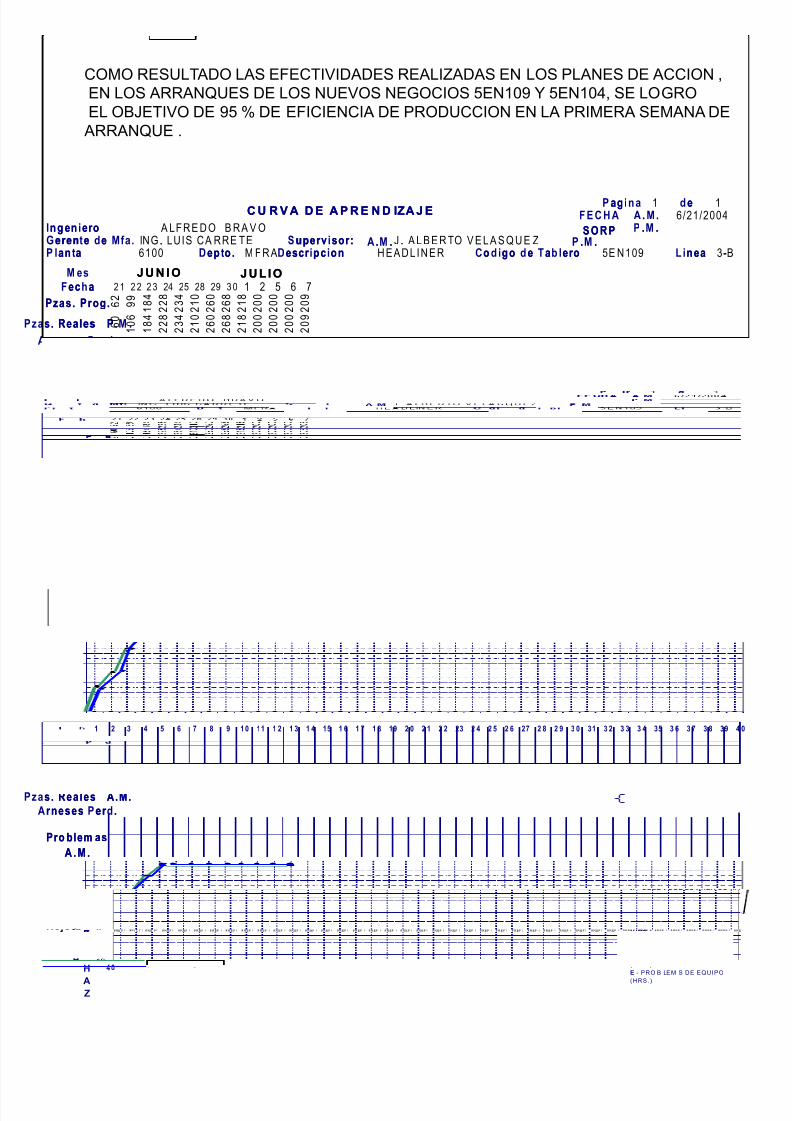
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 84/119
ag e. .
n g en ero . .uperv sor: . . . .
an a ep o . escr p c o n o g o e a ero n ea
M es J ULI Oec a
Pzas . Prog.
. Reales P
rneses er
Pro blem as
P . M .
Dia 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Grafica #N /A # N/A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A # N / A
P . M . % #RE F !#R E F! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F !
A .M . % #RE F !#R E F! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F !
J ULI OFecha
Pzas . Prog.
. Rea les A.M.
rneses Perd .
Pro blem as
A . M .
C U R V A D E A P R E N D IZA J E
.S O R P
eren e e .
J U N I O
J U N I O
-
80
90
1 00
%
%
R
EC
H
A
Z
4 0
5 0
6 0
8 0
A - A U S E N T IS M O ( # )
N - O P ER A D O R E S N U E V O S ( # )
C - C A M B I O D E # P A R T E ( # )
X - A C U M U L A C IO N D E
A R N ES ES (H R S.)
M - F A LT A D E M A T E R IA L
(HRS.)
S - PROB LS. DE SERV IC IO(HRS)
D - M A T E R I A L D E F EC T U O S O
(HRS.)
E - PROBLEM S DE EQUIPO
(HRS.)
10 0
P LA N E A D A
REAL
COMO RESULTADO LAS EFECTIVIDADES REALIZADAS EN LOS PLANES DE ACCION ,EN LOS ARRANQUES DE LOS NUEVOS NEGOCIOS 5EN109 Y 5EN104, SE LOGROEL OBJETIVO DE 95 % DE EFICIENCIA DE PRODUCCION EN LA PRIMERA SEMANA DE
ARRANQUE .
84
P ag in a d eA . M .
n g en iero P .M .Superv isor : A .M . P .M .
P lan ta Dep to . Descrip cio n Co d ig o d e T ab lero L in ea
J ULI OFecha 2 1 2 2 2 3 2 4 2 5 2 8 2 9 3 0 1 2 5 6 7
Pzas . Prog. 6
2
9
9
1
8
4
2
2
8
2
3
4
2
1
0
2
6
0
2
6
8
2
1
8
2
0
0
2
0
0
2
0
0
2
0
9
. Rea les P.M . 6
0
1
0
6
1
8
4
2
2
8
2
3
4
2
1
0
2
6
0
2
6
8
2
1
8
2
0
0
2
0
0
2
0
0
2
0
9
rneses Perd . 2 0 0 0 0 0 0 0 0 0 0 0 0
Pro blem as
P . M .
M es J ULI Oec a
Pzas . Prog.
. Rea les A.M.
rneses er .
Pro blem as
A . M .
Reject AM#RE F ! #R E F! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F !
Reject PM#RE F ! #R E F! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F ! #R E F !
Chato AM # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
Chato PM # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
C U R V A D E A P R E N D IZA J E
J . A L B E R TO V E L A S Q U E Z
F E C H A
S O R P A LF RE DO B RA V O
6100 M F RA
Gerente de Mfa.HEADL INER
ING. LUIS CA RRE TE
J U N I O
J U N I O
1 1
5E N109 3-B
6/21/2004
0
10
20
30
40
50
60
70
1 2 3 4 5 6 7 8 9 1 0 11 1 2 1 3 1 4 15 1 6 1 7 1 8 19 2 0 2 1 2 2 23 2 4 2 5 2 6 27 2 8 2 9 3 0 31 3 2 3 3 3 4 35 3 6 3 7 3 8 39 4 0
E
F
I
C
IE
N
C
I
A
P
R
O
D
.
%
R
EC
5 0
6 0
8 0
A - A U S E N T IS M O ( # )
N - O P ER A D O R E S N U E V O S ( # )
C - C A M B I O D E # P A R T E ( # )
X - A C U M U L A C IO N D E
A R N ES ES (H R S.)
M - F A LT A D E M A T E R IA L
(HRS.)
S - PROB LS. DE SERV IC IO(HRS)
D - M A T E R I A L D E F EC T U O S O
(HRS.)
10 0
P LA N E A D A
REAL
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 85/119
ag e. .
ngen ero . .uperv sor:
. . . .an a ep o. escr pc on o go e a ero nea
Mes JULIOec a 21 22 2 3 24 2 5 28 2 9 30 1 2 12 13 1 4
Pzas. Prog.
Pzas. Reales P.M .
rneses er .
Problemas
P.M.
Dia 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Grafica #N/A # N/A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A # N /A
P.M. % #REF!#REF! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF
A.M . % #REF!#REF! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF
JULIOFecha
Arneses Perd.
Problemas
A.M.
-
eren e e a.FOWAR LAMP
.
JUNIO
JUNIO
CU RVA DE APREN DIZAJE
.SORP
60
70
80
90
100
%
E
F
I
C
%
R
E
C
HA
Z
O
S
40
50
60
80
A - AUSENTISMO (# )
N - OPERAD ORES NUEVOS (# )
C - CAMBIO DE # PART E (# )
X - ACUM ULACION DE
A RN ESES (HR S.)
M - FALTA DE M ATERIAL
(HRS.)
S - PROBLS. DE SERVICIO
(HRS)
D - M ATERIAL DEFECTUOSO
(HRS.)
E - PROBLEM S DE EQUIPO(HRS.)
100
PLANEADA
REAL
85
Pagina deA.M.
ngeniero P.M.Supervisor:
A.M. P.M.Planta Depto. Descripcion Codigo de Tablero Linea
JULIOFecha 21 22 2 3 24 2 5 28 2 9 30 1 2 12 13 1 4
Arneses Perd.
Problemas
P.M.
Mes JULIOec a
Pzas. Prog.
Pzas. Reales A.M.rneses er .
Problemas
A.M.
Reject AM#REF! #REF! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF
Reject PM#REF! #REF! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF ! # REF
Chato AM # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
Chato PM # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # #
1 1
5EN104 3-B
6/21/2004
ENRIQUE ESPINOZA
6100 MFRA
Gerente de Mfa.FOWAR LAMP
ING. LUIS CARRETE
JUNIO
JUNIO
CU RVA DE APREN DIZAJE
J. ALBERTO VELASQUEZ
FECHA
SORP
0
10
20
30
40
50
1 2 3 4 5 6 7 8 9 10 11 12 1 3 14 15 16 1 7 18 1 9 20 21 22 2 3 24 25 2 6 27 28 2 9 30 31 3 2 33 34 35 36 37 3 8 39 40
I
E
N
C
IA
P
R
O
D
.
%
R
E
C
H 40
50
60
80
A - AUSENTISMO (# )
N - OPERAD ORES NUEVOS (# )
C - CAMBIO DE # PART E (# )
X - ACUM ULACION DE
A RN ESES (HR S.)
M - FALTA DE M ATERIAL
(HRS.)
S - PROBLS. DE SERVICIO
(HRS)
D - M ATERIAL DEFECTUOSO
(HRS.)
E - PROBLEM S DE EQUIPO
100
PLANEADA
REAL
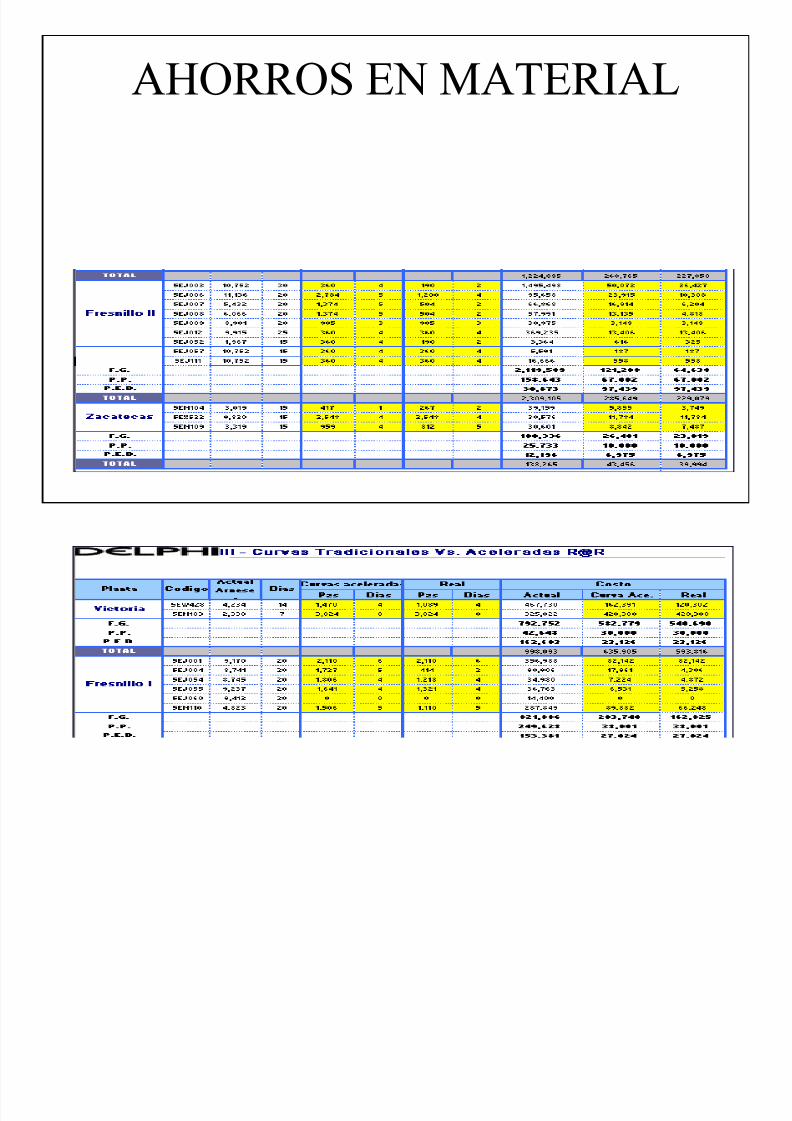
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 86/119
AHORROS EN MATERIAL
86
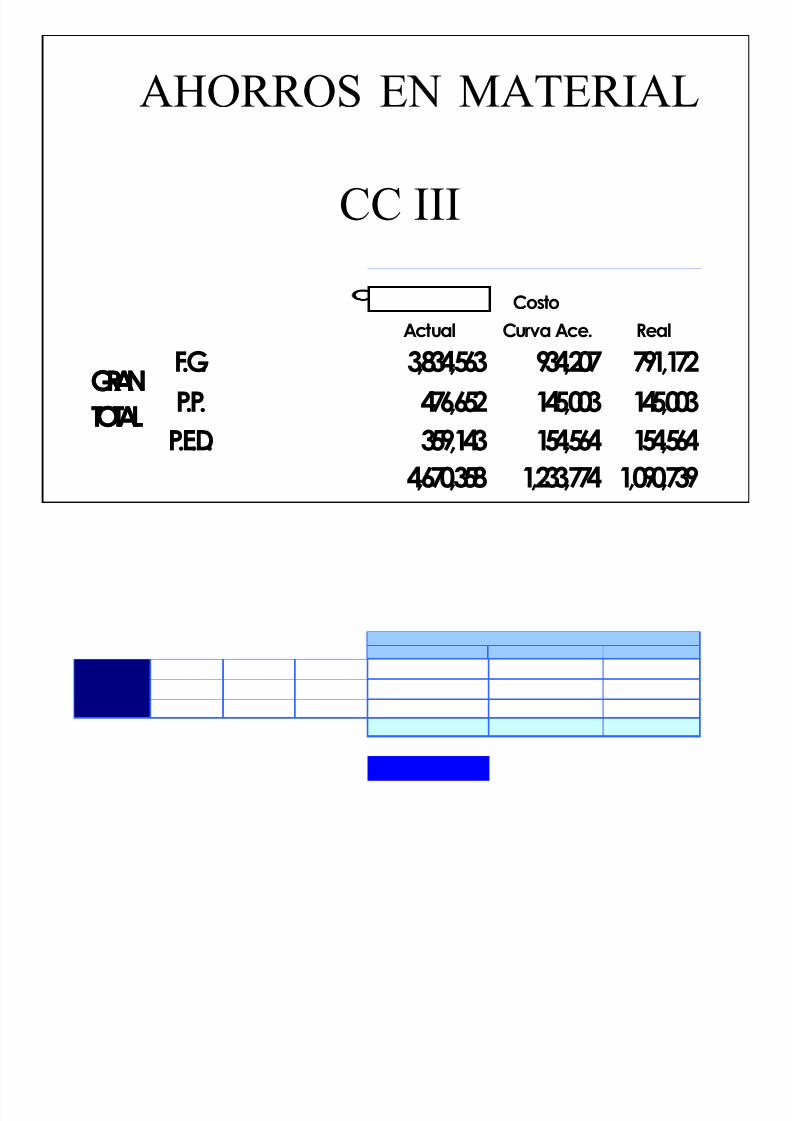
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 87/119
AHORROS EN MATERIAL
CC III
F.G. 3,834,563 934,207 791,172
P.P. 476,652 145,003 145,003
P.E.D. 359,143 154,564 154,564
4,670,358 1,233,774 1,090,739
AHORRO
GRANTOTAL
Actual Curva Ace. Real
Costo
87
3,579,619AHORR
GRANTOTAL
* LOS AHORROS DE MATERIALES FUERON CALCULADOS POR LAORGANIZACION DE MATERIALES (MIGUEL SAUCEDO), CUALQUIER DUDA ALRESPECTO DE ESTE CALCULO, PUEDE COMUNICARSE CON EL A LA EXT.8951-7281.
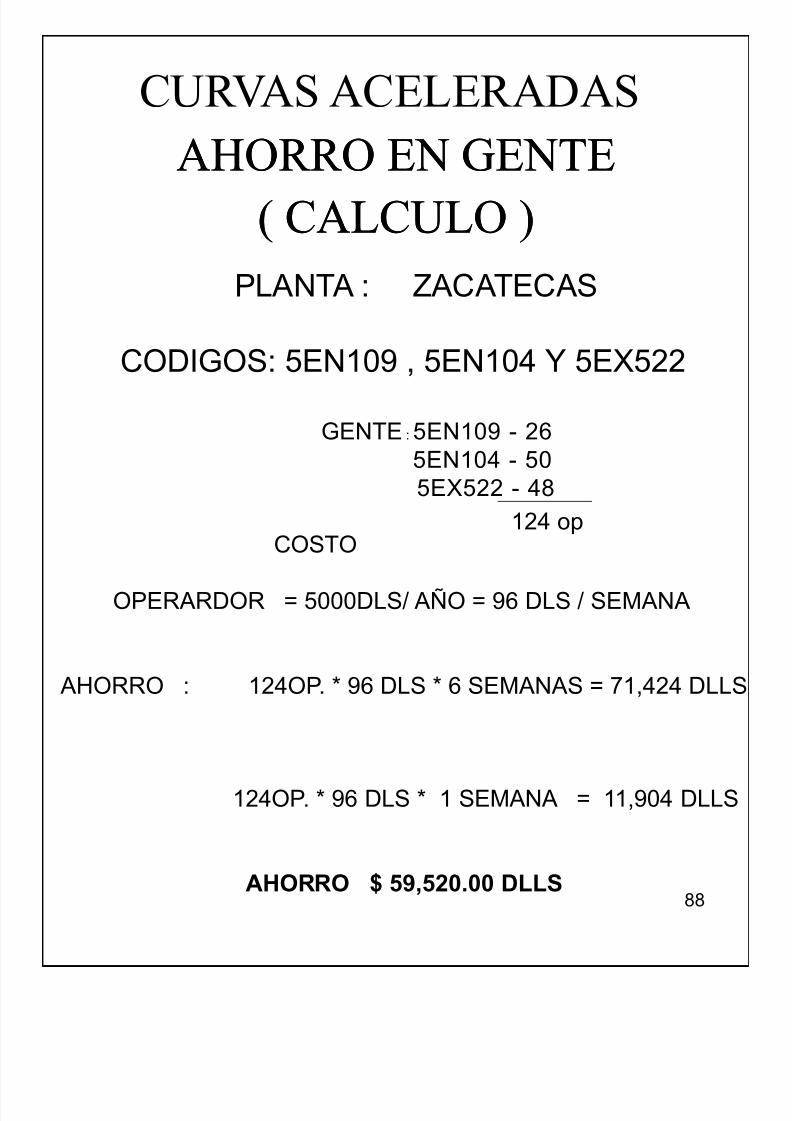
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 88/119
AHORRO EN GENTE( CALCULO )
AHORRO EN GENTE( CALCULO )
PLANTA : ZACATECAS
CODIGOS: 5EN109 , 5EN104 Y 5EX522GENTE : 5EN109 - 26
5EN104 - 505EX522 - 48
CURVAS ACELERADAS
88
COSTO
OPERARDOR = 5000DLS/ AÑO = 96 DLS / SEMANA
AHORRO : 124OP. * 96 DLS * 6 SEMANAS = 71,424 DLLS
124OP. * 96 DLS * 1 SEMANA = 11,904 DLLS
AHORRO $ 59,520.00 DLLS
124 op
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 89/119
CURVAS ACELERADAS ZAC5EL104, 5EL109 Y 5EX522
L.C.R.
90
80
70
60
50
40
%E.F.
PRODUCCION CURVA ACELERADA
CURVA TRADICIONAL
89
SORP (GASTO)124 OP. – $11,904.00 DLLSF. G. – $23,019.00 DLLSRAW – $16,975.00 DLLS
TOTAL $51,898.00 DLLS
AHORRO124 OP. – $59,520.00 DLLSF. G. – $77,317.00 DLLS
RAW – $20,954.00 DLLSTOTAL $157,791.00 DLLS
30
20
10
01º 2º 3º 4º 5º 6
SEMANAS
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 90/119
AHORRO EN GENTE( CALCULO )
AHORRO EN GENTE( CALCULO )
PLANTA : VICTORIA
CODIGOS: 5EW428 Y 5EN103GENTE : 350 OP
COSTO
CURVAS ACELERADAS
90
OPERARDOR = 5000DLS/ AÑO = 96 DLS / SEMANA
AHORRO : 350 OP. * 96 DLS * 6 SEMANAS = 201,600 DLLS
350OP. * 96 DLS * 1 SEMANA = 33,600 DLLS
AHORRO $ 168,000.00 DLLS
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 91/119
CURVAS ACELERADAS VIC5EW428 Y 5EN103
L.C.R.
90
80
70
60
50
40
%E.F.
PRODUCCION CURVA ACELERADA
CURVA TRADICIONAL
91
SORP (GASTO)350 OP. –$33,600.00 DLLSF. G. – $582,779.00 DLLSRAW – $53,129.00 DLLS
TOTAL $669,505.00 DLLS
AHORRO350 OP. –$168,000.00 DLLSF. G. – $209,973.00 DLLS
RAW – $152,215.00 DLLSTOTAL $530,188.00 DLLS
30
20
10
01º 2º 3º 4º 5º 6
SEMANAS
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 92/119
AHORRO EN GENTE( CALCULO )
AHORRO EN GENTE( CALCULO )
PLANTA : FRESNILLO I
CODIGOS: 5EJ001,5EJ004,5EJ054,5EJ055,5EJ060 Y 5EN110GENTE : 172 OP
COSTO
CURVAS ACELERADAS
92
OPERARDOR = 5000DLS/ AÑO = 96 DLS / SEMANA
AHORRO : 172OP. * 96 DLS * 6 SEMANAS = 99,072 DLLS
172OP. * 96 DLS * 1 SEMANA = 16,512 DLLS
AHORRO $ 82,560.00 DLLS
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 93/119
CURVAS ACELERADAS FLLO I5EJ001, 5EJ004, 5EJ054, 5EJ055, 5EJ060 Y
5EN110
L.C.R.
90
80
70
60
50
40
%E.F.
PRODUCCION CURVA ACELERADA
CURVA TRADICIONAL
93
SORP (GASTO)172 OP. –$16,512.00DLLSF. G. – $203,740.00 DLLSRAW – $65,025.00 DLLS
TOTAL $285,277.00 DLLS
AHORRO172 OP. – $82,560.00 DLLSF. G. – $618,146.00 DLLS
RAW – $337,984.00 DLLSTOTAL $1,038,690.00 DLLS
30
20
10
01º 2º 3º 4º 5º 6
SEMANAS
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 94/119
AHORRO EN GENTE( CALCULO )
AHORRO EN GENTE( CALCULO )
PLANTA : FRESNILLO II
CODIGOS: 5EJOO9, 5EJ018, 5EJ017,5EJ103Y 5EJ013
GENTE : 405 OP
CURVAS ACELERADAS
94
COSTO
OPERARDOR = 5000DLS/ AÑO = 96 DLS / SEMANA
AHORRO : 405OP. * 96 DLS * 6 SEMANAS = 233,280 DLL
405OP. * 96 DLS * 1 SEMANA = 38,880 DLLS
AHORRO $ 194,400.00 DLLS
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 95/119
CURVAS ACELERADAS FLLO II
5EJ009, 5EJ018, 5EJ017, 5EJ103, 5EJ013
L.C.R.
90
80
70
60
50
40
%E.F.
PRODUCCION CURVA ACELERADA
CURVA TRADICIONAL
95
SORP (GASTO)405 OP. –$38,880.00DLLSF. G. – $121,208.00 DLLSRAW – $164,441.00 DLLS
TOTAL $324,529.00 DLLS
AHORRO405 OP. –$194,400.00DLLSF. G. – $ 1’998,381.00 DLLS
RAW – $158,207.00 DLLSTOTAL $2’350,988.00 DLLS
30
20
10
01º 2º 3º 4º 5º 6
SEMANAS
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 96/119
CURVAS ACELERADASCC III
L.C.R.
90
80
70
60
50
40
30
20
10
%
E.F.PRODUCCION CURVA ACELERADA
CURVA TRADICIONAL
96
SORP (GASTO)1051 OP. –$100,896.00DLLSF. G. – $930,746.00DLLSRAW – $233,001.00 DLLSTOTAL $1’264,643.00DLLS
01º 2º 3º 4º 5º 6
SEMANAS
AHORRO1051 OP. –$504,480.00 DLLSF. G. – $2’903,817.00 DLLSRAW – $669,360.00 DLLSTOTAL $4’077,657.00DLLS
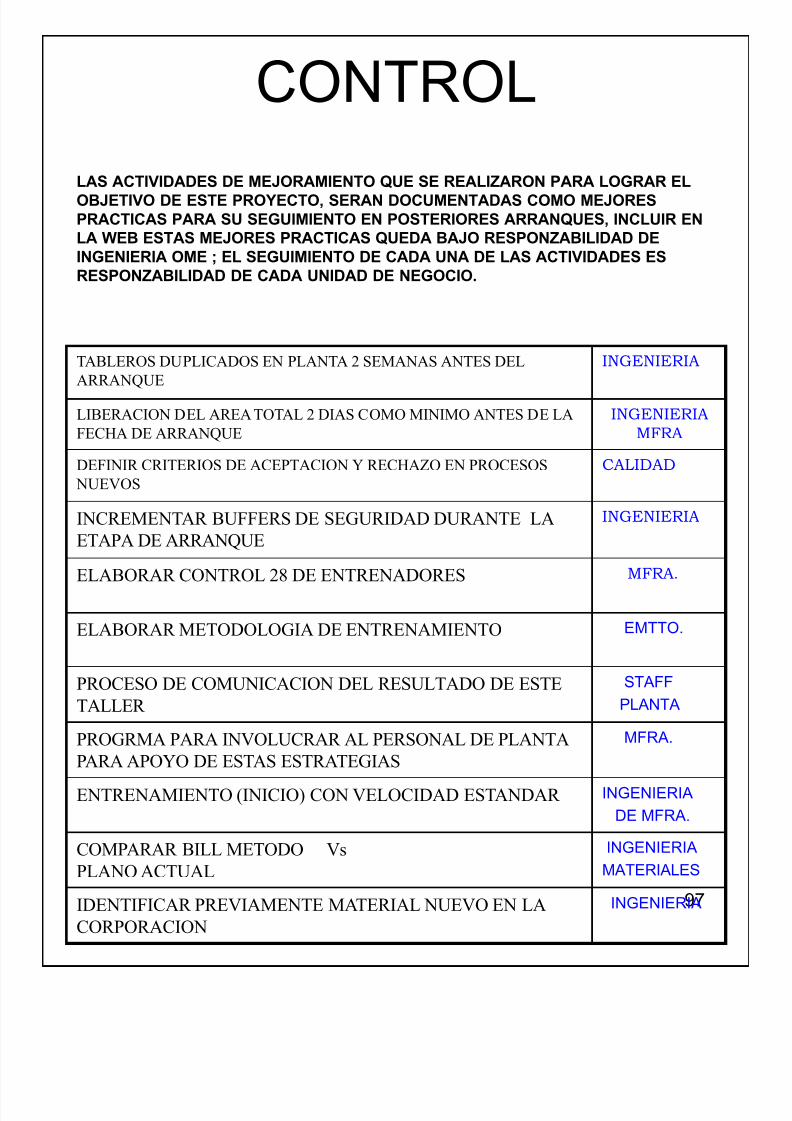
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 97/119
CONTROL
LAS ACTIVIDADES DE MEJORAMIENTO QUE SE REALIZARON PARA LOGRAR ELOBJETIVO DE ESTE PROYECTO, SERAN DOCUMENTADAS COMO MEJORESPRACTICAS PARA SU SEGUIMIENTO EN POSTERIORES ARRANQUES, INCLUIR ENLA WEB ESTAS MEJORES PRACTICAS QUEDA BAJO RESPONZABILIDAD DEINGENIERIA OME ; EL SEGUIMIENTO DE CADA UNA DE LAS ACTIVIDADES ESRESPONZABILIDAD DE CADA UNIDAD DE NEGOCIO.
TABLEROS DUPLICADOS EN PLANTA 2 SEMANAS ANTES DEL
ARRANQUE
INGENIERIA
LIBERACION DEL AREA TOTAL 2 DIAS COMO MINIMO ANTES DE LAFECHA DE ARRANQUE
INGENIERIA
MFRA
DEFINIR CRITERIOS DE ACEPTACION Y RECHAZO EN PROCESOS NUEVOS
CALIDAD
97
INCREMENTAR BUFFERS DE SEGURIDAD DURANTE LAETAPA DE ARRANQUE
INGENIERIA
ELABORAR CONTROL 28 DE ENTRENADORES MFRA.
ELABORAR METODOLOGIA DE ENTRENAMIENTO EMTTO.
PROCESO DE COMUNICACION DEL RESULTADO DE ESTETALLER
STAFF
PLANTA
PROGRMA PARA INVOLUCRAR AL PERSONAL DE PLANTAPARA APOYO DE ESTAS ESTRATEGIAS
MFRA.
ENTRENAMIENTO (INICIO) CON VELOCIDAD ESTANDAR INGENIERIA
DE MFRA.
COMPARAR BILL METODO VsPLANO ACTUAL
INGENIERIA
MATERIALES
IDENTIFICAR PREVIAMENTE MATERIAL NUEVO EN LACORPORACION
INGENIERIA
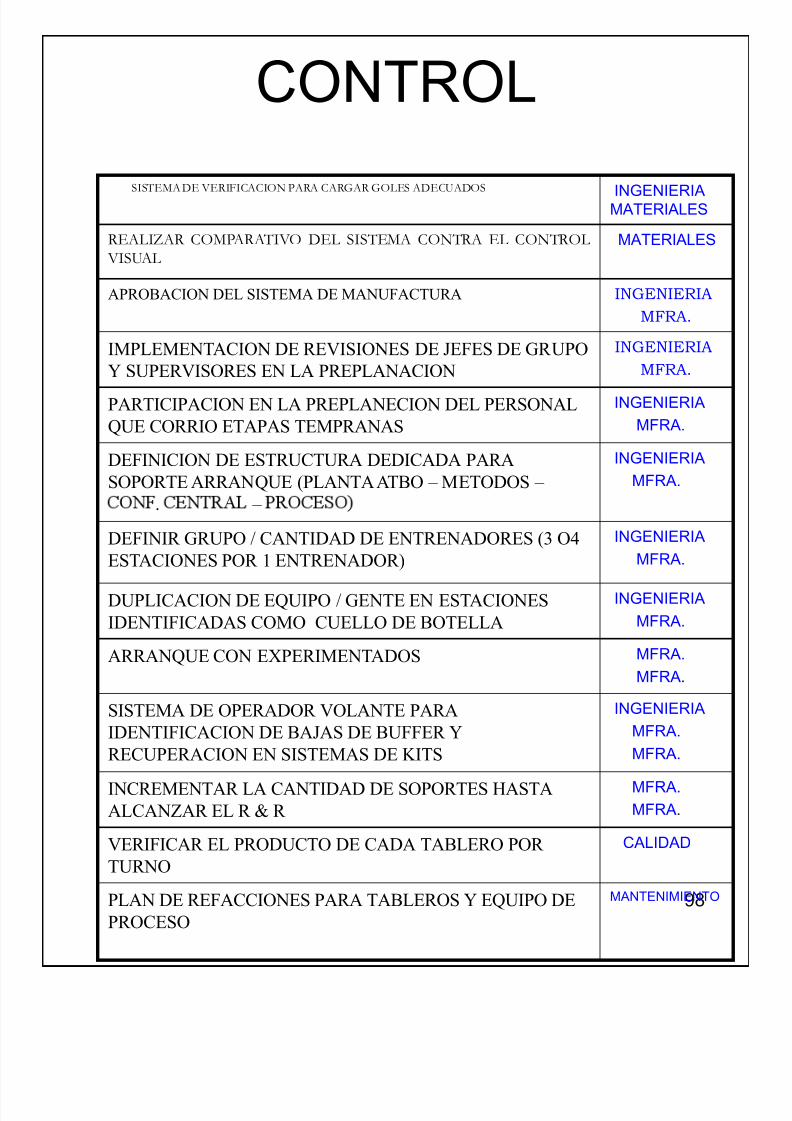
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 98/119
CONTROL
SISTEMA DE VERIFICACION PARA CARGAR GOLES ADECUADOS INGENIERIAMATERIALES
REALIZAR COMPARATIVO DEL SISTEMA CONTRA EL CONTROL
VISUAL
MATERIALES
APROBACION DEL SISTEMA DE MANUFACTURA INGENIERIA
MFRA.
IMPLEMENTACION DE REVISIONES DE JEFES DE GRUPO
Y SUPERVISORES EN LA PREPLANACION
INGENIERIA
MFRA.
PARTICIPACION EN LA PREPLANECION DEL PERSONALQUE CORRIO ETAPAS TEMPRANAS
INGENIERIA
MFRA.
DEFINICION DE ESTRUCTURA DEDICADA PARASOPORTE ARRANQUE (PLANTA ATBO – METODOS –
INGENIERIA
MFRA.
98
. –
DEFINIR GRUPO / CANTIDAD DE ENTRENADORES (3 O4
ESTACIONES POR 1 ENTRENADOR)
INGENIERIA
MFRA.
DUPLICACION DE EQUIPO / GENTE EN ESTACIONESIDENTIFICADAS COMO CUELLO DE BOTELLA
INGENIERIA
MFRA.
ARRANQUE CON EXPERIMENTADOS MFRA.
MFRA.
SISTEMA DE OPERADOR VOLANTE PARAIDENTIFICACION DE BAJAS DE BUFFER Y
RECUPERACION EN SISTEMAS DE KITS
INGENIERIA
MFRA.
MFRA.
INCREMENTAR LA CANTIDAD DE SOPORTES HASTAALCANZAR EL R & R
MFRA.
MFRA.
VERIFICAR EL PRODUCTO DE CADA TABLERO POR TURNO
CALIDAD
PLAN DE REFACCIONES PARA TABLEROS Y EQUIPO DEPROCESO
MANTENIMIENTO
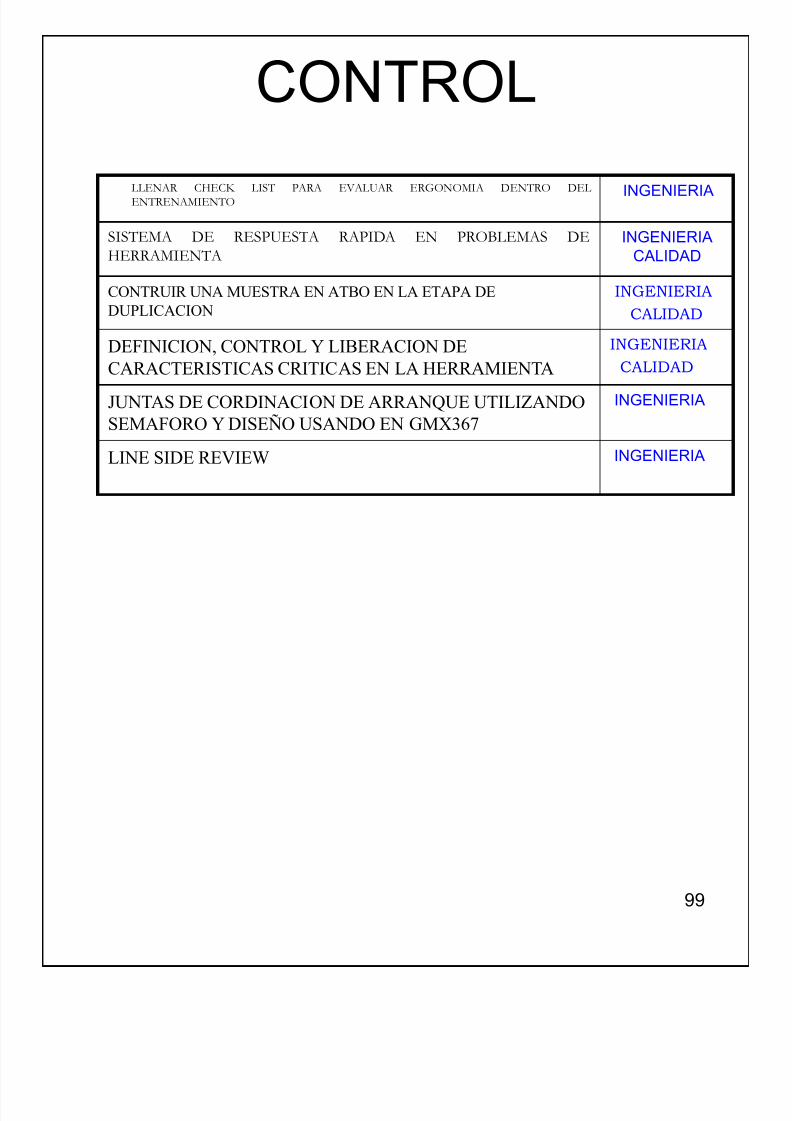
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 99/119
CONTROL
LLENAR CHECK LIST PARA EVALUAR ERGONOMIA DENTRO DELENTRENAMIENTO INGENIERIA
SISTEMA DE RESPUESTA RAPIDA EN PROBLEMAS DE
HERRAMIENTA
INGENIERIACALIDAD
CONTRUIR UNA MUESTRA EN ATBO EN LA ETAPA DEDUPLICACION
INGENIERIA
CALIDAD
DEFINICION, CONTROL Y LIBERACION DE
CARACTERISTICAS CRITICAS EN LA HERRAMIENTA
INGENIERIA
CALIDAD
JUNTAS DE CORDINACION DE ARRANQUE UTILIZANDOSEMAFORO Y DISEÑO USANDO EN GMX367
INGENIERIA
LINE SIDE REVIEW INGENIERIA
99
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 100/119
100
4. KMS.
En la actualidad las empresas se encuentran con un gran reto ante el mercado de laglobalización, el reducir sus gastos de operación es parte importante de este gran reto,
desde hace algunos años la filosofía de un sistema de producción esbelto (LEAN) ha
marcado la pauta de la transformación de las empresas globales, el DELPHI seinstitucionalizo esta filosofía como parte esencial de los sistemas de producción.
LEAN fue creado con el fin de reducir todas las causas de desperdicio y la
transformación de los sistemas de manufactura rígidos a flexibles y adaptables acualquier cambio de circunstancias como lo son los requerimientos de los distintos
clientes que DELPHI tiene. Una herramienta de LEAN es KMS (kaizen manifacturingsystem), que como filosofía se enfoca en la optimización de recursos y eliminación de
desperdicio.
Tomando como bench mark el sistema de producción de toyota, DELPHI contrato a uno
de los creadores de la filosofía kaizen en toyota, el sr. Yamada, para enseñar losconceptos de kaizen al personal de DELPHI. El responsable para toda América es el
señor Yamada quien comenta que DELPHI en ana compañía en transición a un entornolean, pero que de una compañía excelente y fuerte a una mala y débil no existe una
diferencia sustancial, solo las compañías en transición se ven diferentes.
En el sistema de producción de toyota existen cuatro reglas principales para diseñar un
sistema de producción:
Todo el trabajo debe ser altamente específico en su contenido, secuencia, tiempoy salida.
Cada comunicación cliente-proveedor debe ser directa y clara al mandar y
recibir. El flujo de cada producto y servicio debe ser simple y directo.
Cada mejoramiento debe ser realizado bajo métodos científicos.Estas reglas requieren actividades, conexiones y flujos que prueben generar señales
automáticamente de problemas en el proceso.
Existen 5 pasos en el proceso kaizen:
1. observa.
2. estandariza.
3. proceso kaizen.
4. maquinaria kaizen.
5. layout kaizen.
4.2. Observa.
Se necesita identificar todas las fuentes de desperdicio. Realizar una observación
profunda en el proceso, trabajo del operador, flujo de material y cualquier actividad que
se requiera en el sistema de manufactura.Al finalizar esto se tendrán identificadas todas las fuentes generadoras de desperdicio y
al utilizar herramientas lean (organización en el área de trabajo, mapeo de cadena de
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 101/119
101
valor, diagramas de flujo, talleres lean, etc.), se tendrán también las actividades
necesarias que puedan mejorar el proceso.
4.3. Estandariza.
Después de identificar las fuentes que generan desperdicio, es necesario implementar un
método de trabajo estandarizado, esto significa la mejor manera de realizar el trabajo,aplicando para todas las actividades que se tengan que realizar en el proceso. Se debe
tener un método estándar detallado para que la persona que realice en trabajo realice la
misma actividad siempre.Este método debe ser entrenado y entendido por las personas en el proceso de
manufactura, una vez implementado este método estandarizado se debe regresar al pasono. 1 y volver a detectar áreas de oportunidad en el proceso, cuando ya no se detecten
áreas de desperdicio, se debe continuar al paso 3.
4.4.Proceso kaizen.
Se debe diseñar un proceso simple cumpliendo con los siguientes objetivos:El proceso debe ser barato, rentable, con mejor uptime, flexible y amigable al operador.
El proceso debe permitir una fácil administración sin más inversión y que ser capaz desoportar variaciones en las demandas del cliente.
Es necesario observar el proceso e implementar cambios en función de mejorar la
presentación de partes, movimientos del operador, flujo de material y la menor cantidad
de cambios el equipo.Es necesario utilizar el ciclo natural del proceso como base para poder balancear el
proceso y poder obtener un nuevo flujo del proceso. Mejorar el proceso debe ser barato,rentable y balaceado, para hacer más amigable al operador y capaz de reaccionar a las
variaciones de requerimiento.Repetir los tres primeros pasos de kaizen antes de continuar con maquinaria kaizen, el
paso 4.
4.5.Maquinaria kaizen.
En la etapa de diseño de la maquinaria se debe tener en cuenta construir una maquinaria
lean paso por paso observando:
Instalación de la herramienta.
presentación de partes Instalación de hardware y panel.
Sistema completamente resguardado.Las características principales de una maquinaria lean son: simple, segura, calidadrápidos cambios de set up, alto up time, presentación de partes y bajo mantenimiento.
Un equipo amigable al operador y simple nos llevara a ahorros en movimiento,
refacciones y mantenimiento.
En la etapa de producción se debe observar en el equipo:
¿puede ser reducido el tiempo de ciclo del equipo?
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 102/119
102
Presentación de partes.
¿tenemos movimientos repetitivos del equipo?
Calidad.
Conceptos de tiempo de cambio de set up.
Flujo de material.
Estos puntos deben ser observados profundamente para poder mejorar el proceso y elequipo. Una vez que se termine con la maquinaria kaizen es necesario implementar un
trabajo estandarizado para mantenimiento, calidad, set up, etc. Repetir los cuatro primeros pasos de kaizen antes de continuar con lay out kaizen, paso 5.
4.6.Lay out kaizen.
Este paso del proceso es muy importante, ya que depende en gran medida de las
posibles variaciones de requerimientos del cliente, es necesario calcular el numero deoperadores de una célula de trabajo de tal forma que sean fácilmente administrables las
variaciones del cliente sin generar mayor problema en la célula como incremento de
personal, equipo, inventario, etc., es importante mantener en mente el tiempo de ciclonatural del proceso, el tiempo de ciclo del equipo, el tiempo de proceso del cliente, los
caminares del operador, la frecuencia de movimientos del operador, etc., todo esto conel fin de poder balancear correctamente la célula de trabajo y poder responder a
cualquier fluctuación de requerimientos inmediatamente.Se debe tener contemplado dentro del diseño de la célula el número de operadores, ya
que de esto depende mucho la capacidad de reacción en cambios de requerimientos.La presentación de partes y el sistema de entrega de material debe ser observada en el
proceso de manufactura de una célula, para poder diseñar el lugar de cada equipo,
operador y estantería necesaria en la célula, así como el mismo diseño de la célula.
Kaizen se enfoca en el mejor aprovechamiento de la combinación entre las tres M’s:man (hombre), machine (maquinaria) y material, implementando las mejores practicas
que asta el momento se tienen documentadas y analizando estas 3M’s paramejoramientos futuros. A través de la observación se deben identificar y eliminar las
3M’s de desperdicio: muda (scrap), mura (fluctuación) y muri (practicas irrazonables).
Con un enfoque muy importante en las tres S’s: standardization (estandarización),simplification (simplificación) y specialization (especialización), para el mejoramiento
de los procesos y un mejor estado en la filosofía LEAN.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 103/119
DIAGNOSTICODIAGNOSTICO
ZACATECAS
FEB.16-18,2005
Mexico Kaizen Team
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 104/119
contenidocontenido
1. Agenda del taller de diagnostico.
2. Informacion de alto y bajo volumen.
3. Material terminado/materia prima/conectividad.
1. ABC analisis: material terminado
2. ABC analisis: materia prima
3. Observaciones del Supermercado4. Observaciones de rutas de entrega.
5. Planes de accion.
4. Full process.
1. ABC analîsis: cables
2. Politica de tamaño del lote y tiempo promedio de cambio.
3. Tiempo muerto
4. Planes de accion.
5. Kits y ensamble final.
1. Utilizacion de la fuerza laboral (ensamble final)
. .
3. Planes de accion.
6. Oportunidades de mejora (sistema operativoen planta zacatecas)
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 105/119
GRUPO 2: FULL PROCESS
Facilitador: LUIS ELIZONDO (Kaizen)
Partici antes:
JUAN OJEDA MFG.
LEONARDO GALVAN MAINT.
JUAN DE DIOS JIM MFG.
JORGE RODRIGUEZ PROCESS
JORGE SAMANIEGO PROCESS
ANTONIO MARTINEZ PROCESS
NIDIA OLVERA PROCESS
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 106/119
Grupo 2rupo 2
11 ABC Analisis de cablesABC Analisis de cables
22 ProductividadProductividad – – Pcs / Maq x Hr Pcs / Maq x Hr `̀
Grupo 2rupo 2
..
44 Tamaño del lote de corte.Tamaño del lote de corte.
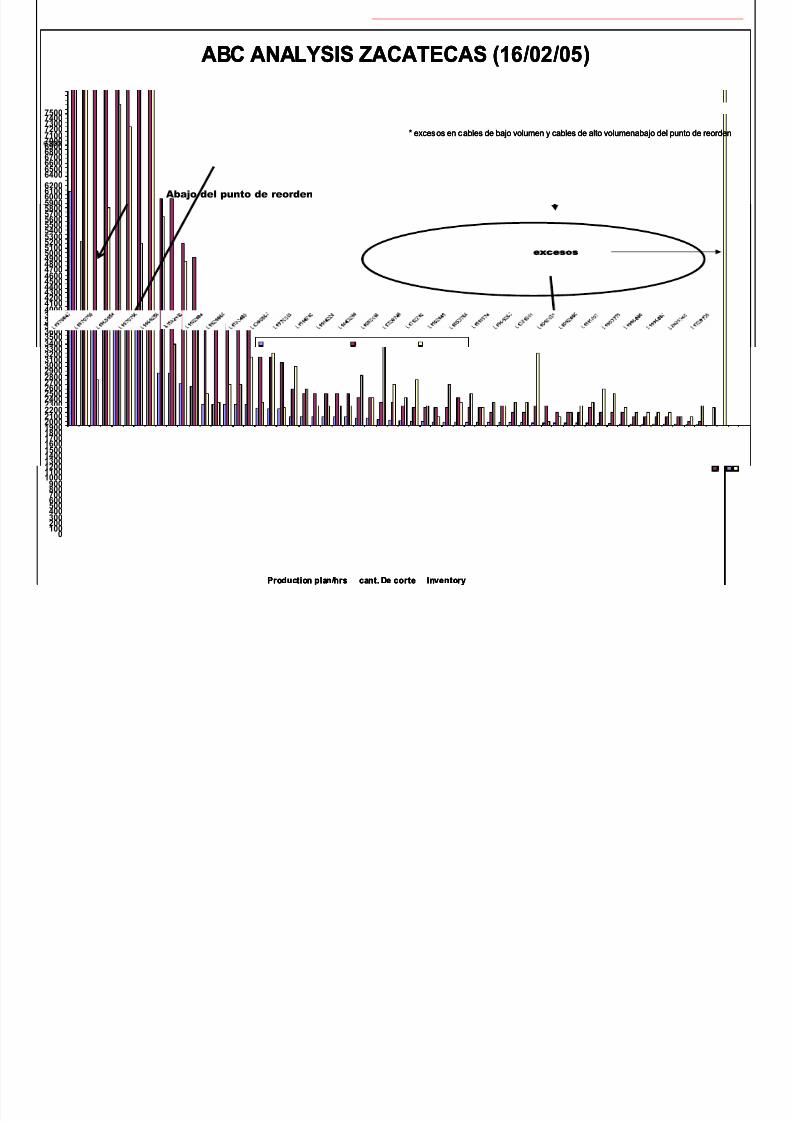
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 107/119
ABC ANALYSIS ZACATECAS (16/02/05)
400500600700800900000100200300400500
Production plan/hrs cant. De corte Inventory
* excesos en cables de bajo volumen y cables de alto volumenabajo del punto de reorden
ABC ANALYSIS ZACATECAS (16/02/05)
300400500600700800900000100200300400500600700800900000100200300400500600700800900000100200300400500600700800900000100200
Production plan/hrs cant. De corte Inventory
* excesos en cables de bajo volumen y cables de alto volumenabajo del punto de reorden
Abajo del punto de reorden
excesos
ABC ANALYSIS ZACATECAS (16/02/05)
0100200300400500600700800900000100200300400500600700800900000100200
Production plan/hrs cant. De corte Inventory
* excesos en cables de bajo volumen y cables de alto volumenabajo del punto de reorden
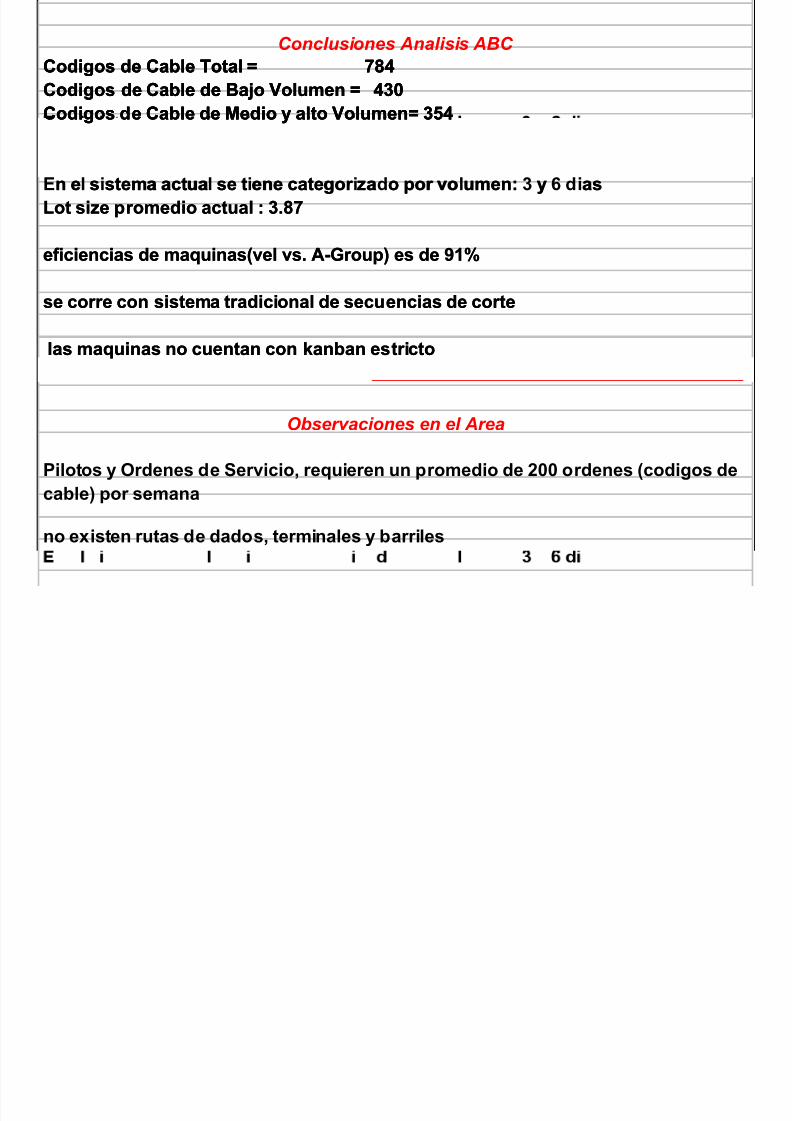
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 108/119
Conclusiones Analisis ABC
Codigos de Cable Total = 784
Codigos de Cable de Bajo Volumen = 430
Codigos de Cable de Medio y alto Volumen= 354
Lot size promedio actual : 3.87
eficiencias de maquinas(vel vs. A-Group) es de 91%
se corre con sistema tradicional de secuencias de corte
las maquinas no cuentan con kanban estricto
203 set up diarios promedio actualmente
Pilotos y Ordenes de Servicio, requieren un promedio de 200 ordenes (codigos de
cable) por semana
no existen rutas de dados, terminales y barriles
Codigos de Cable Total = 784
Codigos de Cable de Bajo Volumen = 430
Codigos de Cable de Medio y alto Volumen= 354
n e s stema actua se t ene categor za o por vo umen: y asLot size promedio actual : 3.87
eficiencias de maquinas(vel vs. A-Group) es de 91%
se corre con sistema tradicional de secuencias de corte
las maquinas no cuentan con kanban estricto
203 set up diarios promedio actualmente
Pilotos y Ordenes de Servicio, requieren un promedio de 200 ordenes (codigos de
cable) por semana
no existen rutas de dados, terminales y barriles
Codigos de Cable Total = 784
Codigos de Cable de Bajo Volumen = 430
Codigos de Cable de Medio y alto Volumen= 354
En el sistema actual se tiene categorizado por volumen: 3 y 6 diasLot size promedio actual : 3.87
eficiencias de maquinas(vel vs. A-Group) es de 91%
se corre con sistema tradicional de secuencias de corte
las maquinas no cuentan con kanban estricto
Observaciones en el Area
Pilotos y Ordenes de Servicio, requieren un promedio de 200 ordenes (codigos de
cable) por semana
no existen rutas de dados, terminales y barriles
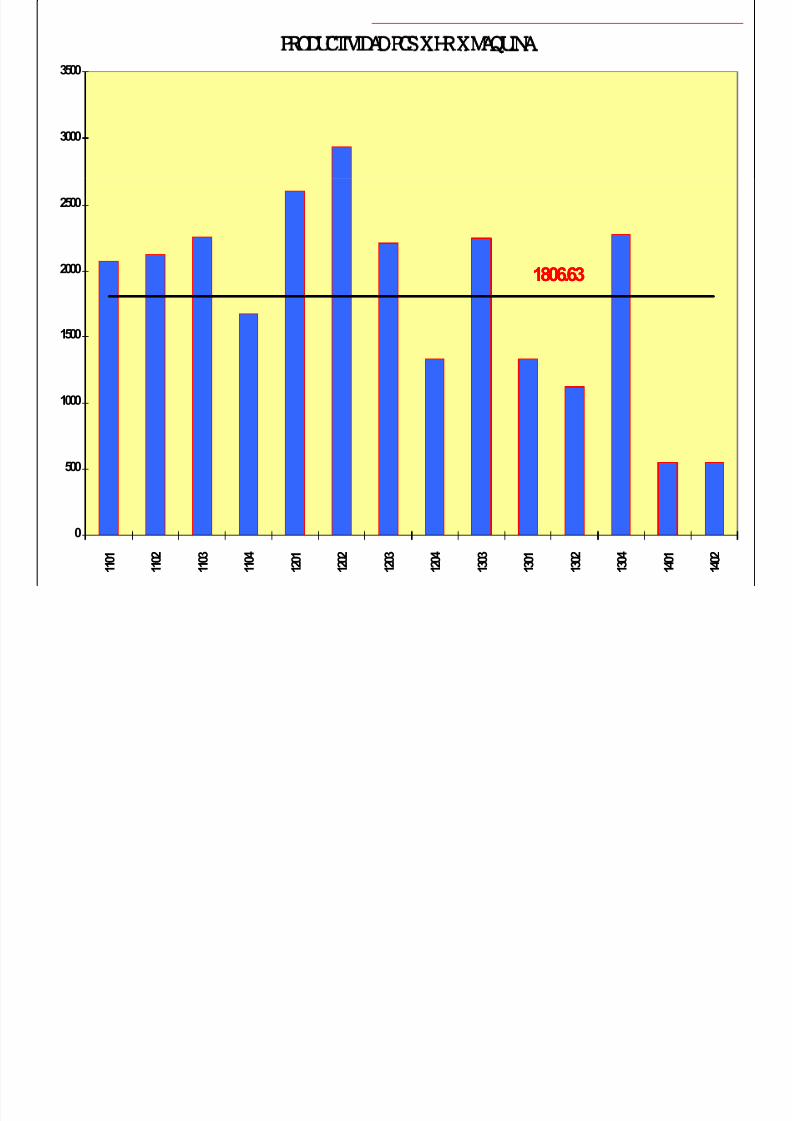
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 109/119
1806.63
3000
3500
PRODUCTVIDAD PCS X HR X MAQUINA
1806.63
1000
1500
2000
2500
PRODUCTVIDAD PCS X HR X MAQUINA
1806.63
0
500
1 1 0
1
1 1 0
2
1 1 0
3
1 1 0
4
1 2 0
1
1 2 0
2
1 2 0
3
1 2 0
4
1 3 0
3
1 3 0
1
1 3 0
2
1 3 0
4
1 4 0
1
1 4 0
2
PRODUCTVIDAD PCS X HR X MAQUINA
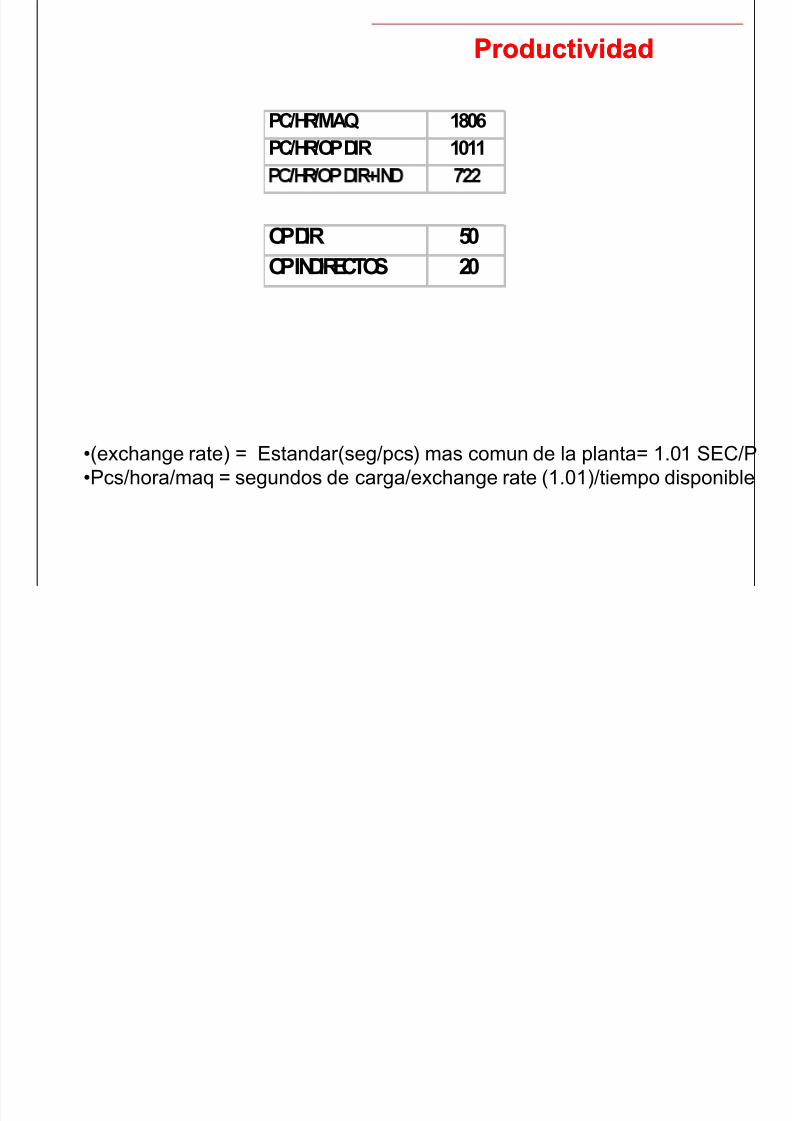
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 110/119
ProductividadProductividad
PC/HR/MAQ 1806
PC/HR/OP DIR 1011
OP DIR 50
OP INDIRECTOS 20
•(exchange rate) = Estandar(seg/pcs) mas comun de la planta= 1.01 SEC/P
•Pcs/hora/maq = segundos de carga/exchange rate (1.01)/tiempo disponible
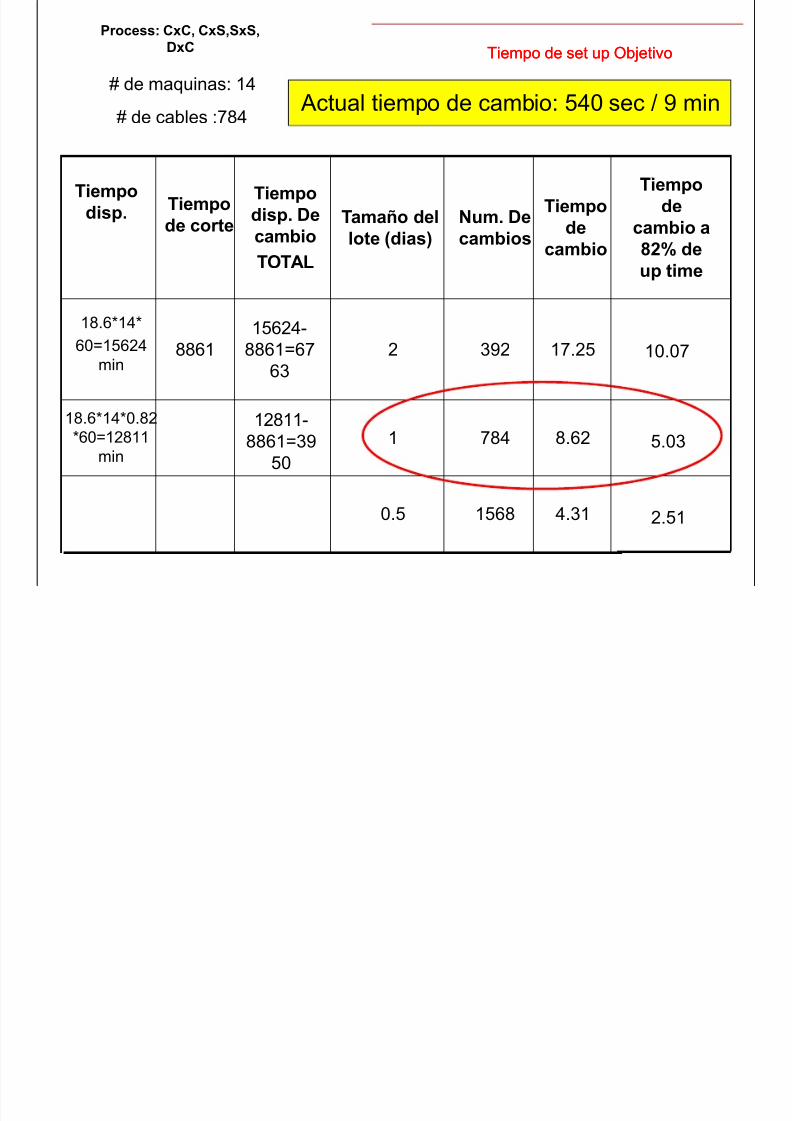
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 111/119
Actual tiempo de cambio: 540 sec / 9 min
Process: CxC, CxS,SxS,
DxC
# de maquinas: 14
# de cables :784
Tiempo de set up ObjetivoTiempo de set up Objetivo
17.253922
15624-
8861=67
63
8861
18.6*14*
60=15624
min
Tiempo
de
cambio
Num. De
cambios
Tamaño del
lote (dias)
Tiempodisp. De
cambio
TOTAL
Tiempo
de corte
Tiempodisp.
Tiempode
cambio a
82% de
up time
10.07
4.3115680.5
8.627841 5.03
2.51
18.6*14*0.82
*60=12811
min
12811-
8861=39
50
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 112/119
Consideraciones para reduccion deConsideraciones para reduccion de
tamaño de lotetamaño de lote
•Requiere movimiento de barriles mas frecuente
•Requiere mayor movimiento de herramientas
(disponibilidad de herramienta compartida)
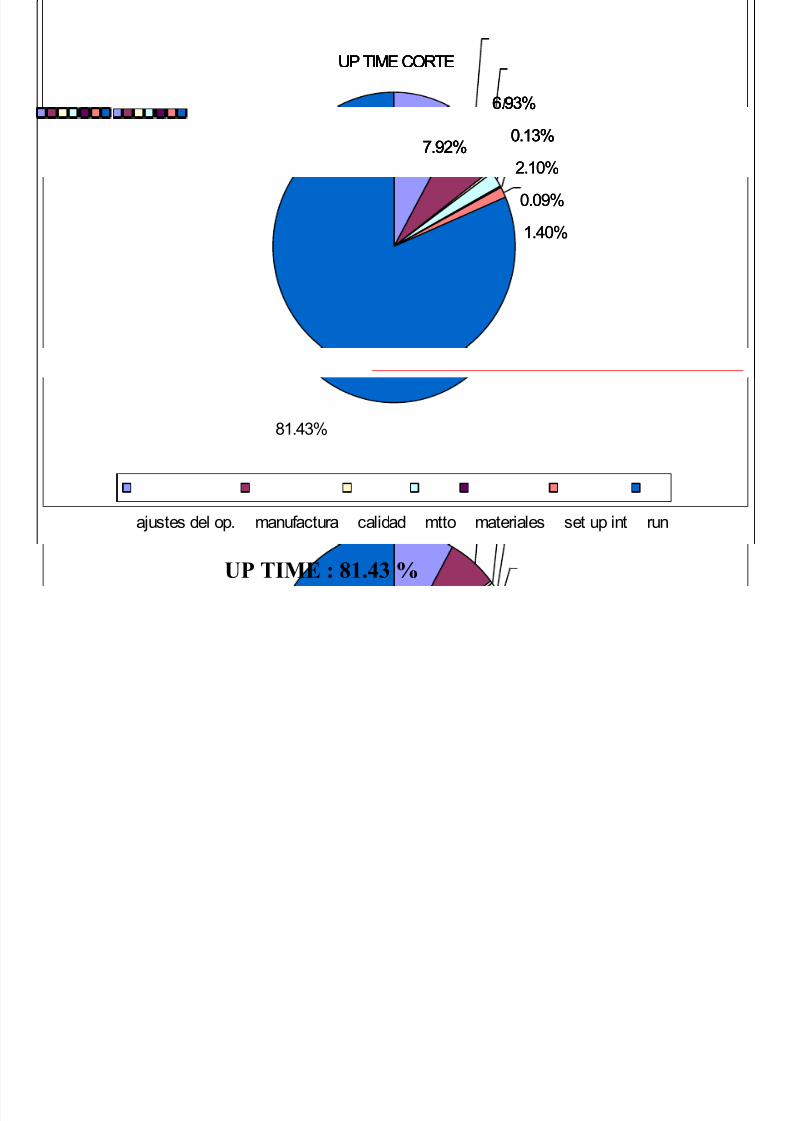
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 113/119
UP TIME CORTE
7.92%
6.93%
0.13%
2.10%
0.09%
1.40%
81.43%
ajustes del op. manufactura calidad mtto materiales set up int run
UP TIME CORTE
7.92%
6.93%
0.13%
0.09%
1.40%
81.43%
ajustes del op. manufactura calidad mtto materiales set up int run
UP TIME : 81.43 %
UP TIME CORTE
7.92%
6.93%
0.13%
2.10%
0.09%
1.40%
81.43%
ajustes del op. manufactura calidad mtto materiales set up int run
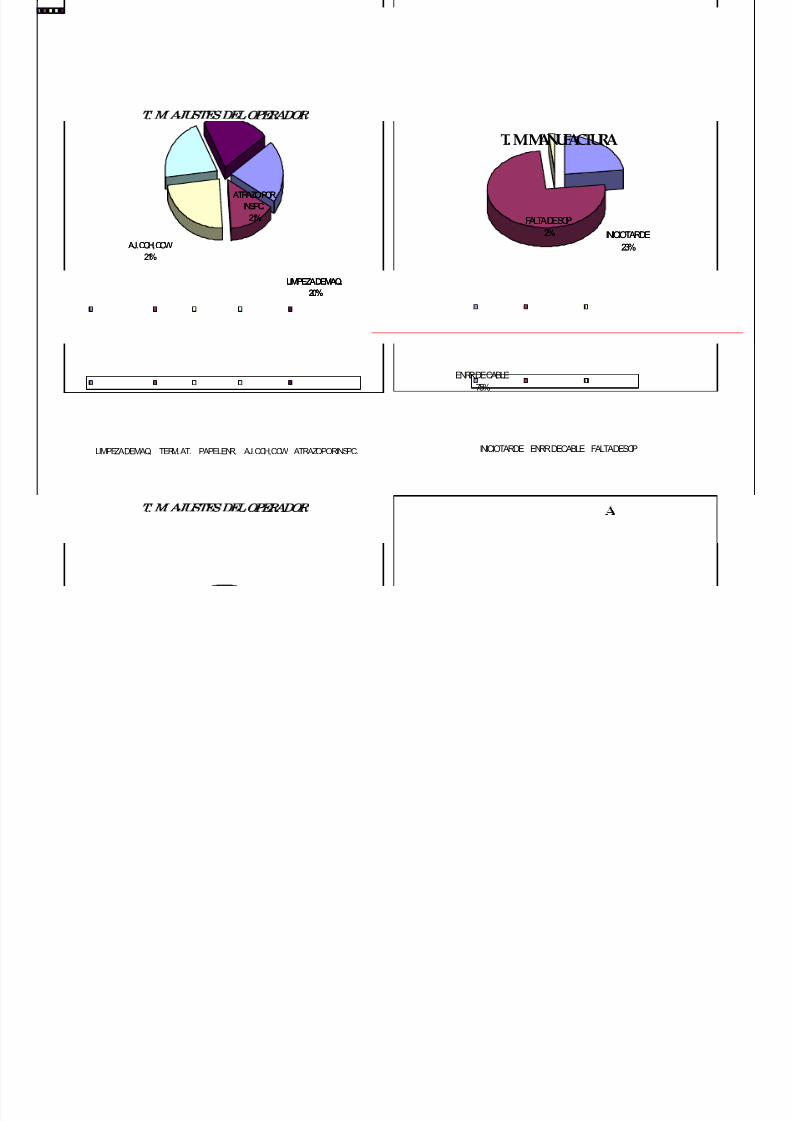
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 114/119
T. M. AJUSTES DEL OPERADOR
LIMPEZA DEMAQ.
20%
TERM. AT.
15%
PAPEL ENR.
23%
AJ. CCH, CCW
21%
ATRAZOPOR
INSPC.
21%
LIMPEZA DEMAQ. TERM. AT. PAPEL ENR. AJ. CCH, CCW ATRAZOPORINSPC.
T. M. MANUFACTUR
INICIOTARDE
23%
ENRR. DECABLE75%
FALTA DESOP
2%
INICIOTARDE ENRR. DECABLE FALTA DESOP
T. M. AJUSTES DEL OPERADOR
LIMPEZA DEMAQ.
20%
TERM. AT.
15%
PAPEL ENR.
23%
AJ. CCH, CCW
21%
ATRAZOPOR
INSPC.
21%
LIMPEZA DEMAQ. TERM. AT. PAPEL ENR. AJ. CCH, CCW ATRAZOPORINSPC.
INICIOTARDE
23%
ENRR. DECABLE75%
FALTA DESOP
2%
INICIOTARDE ENRR. DECABLE FALTA DESOP
T. M. AJUSTES DEL OPERADOR
LIMPEZA DEMAQ.
20%
TERM. AT.
15%
PAPEL ENR.
23%
AJ. CCH, CCW
21%
ATRAZOPOR
INSPC.
21%
LIMPEZA DEMAQ. TERM. AT. PAPEL ENR. AJ. CCH, CCW ATRAZOPORINSPC.
T. M. MANUFACTURA
INICIOTARDE
23%
ENRR. DECABLE75%
FALTA DESOP
2%
INICIOTARDE ENRR. DECABLE FALTA DESOP
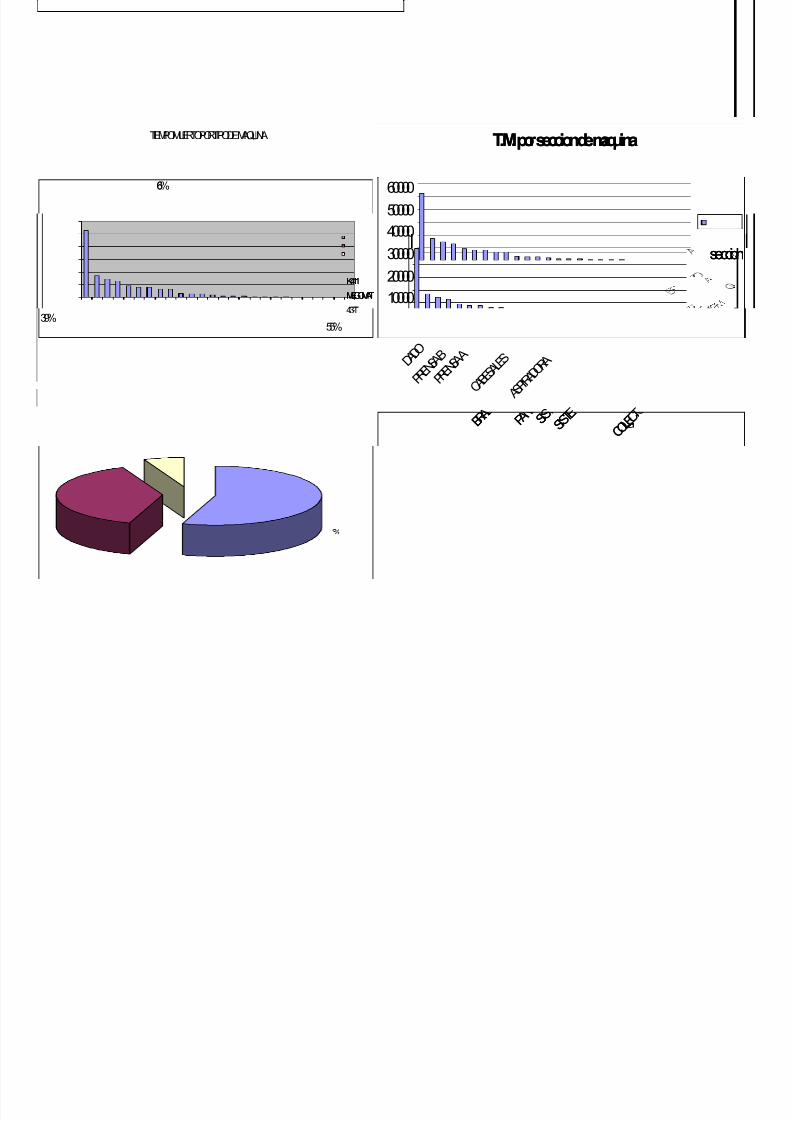
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 115/119
TIEMPOMUERTOPORTIPODEMAQUIN
55%%
K411
MEGOMAT
43-T
T.M. por seccionde maquin
D A D O
P R E N S A B
P R E N S A A
C O M P U T A D O
R A
C A B E S A L E S
B R A Z O G I R A T O R I O
I I
A S P I R A D
O R A
P A N E L D E C O N T R O
L
S I S T E M A M E C A N I C
O
S I S T E M A N E U M A T I C O
T R A N F E R E N
C I A
T R A N S F E R E N
C I A
C O L E C T O R D E C A B L E S
seccion
TIEMPOMUERTOPORTIPODEMAQUINA
55
6
K411
MEGOMAT
43-T
T.M. por seccionde maquina
0
10000
20000
30000
40000
5000060000
D A D O
P R E N S A B
P R E N S A
C O M P U T A D O
R
C A B E S A L E S
G I R A T O R I O A S P I R A D
O R
D E C O N T R A M E C A N I C
N E U M A T I C
T R A N F E R E N
C I
R A N S F E R E N
C I
D E C A B L
seccion
TIEMPOMUERTOPORTIPODEMAQUINA
55%%
6%
K411
MEGOMAT
43-T
T.M. por seccionde maquina
D A D O
P R E N S A B
P R E N S A A
C A B E S A L E S
B R A
A S P I R A D
O R A
P A S I S
S I S T E
C O L E C T
seccion
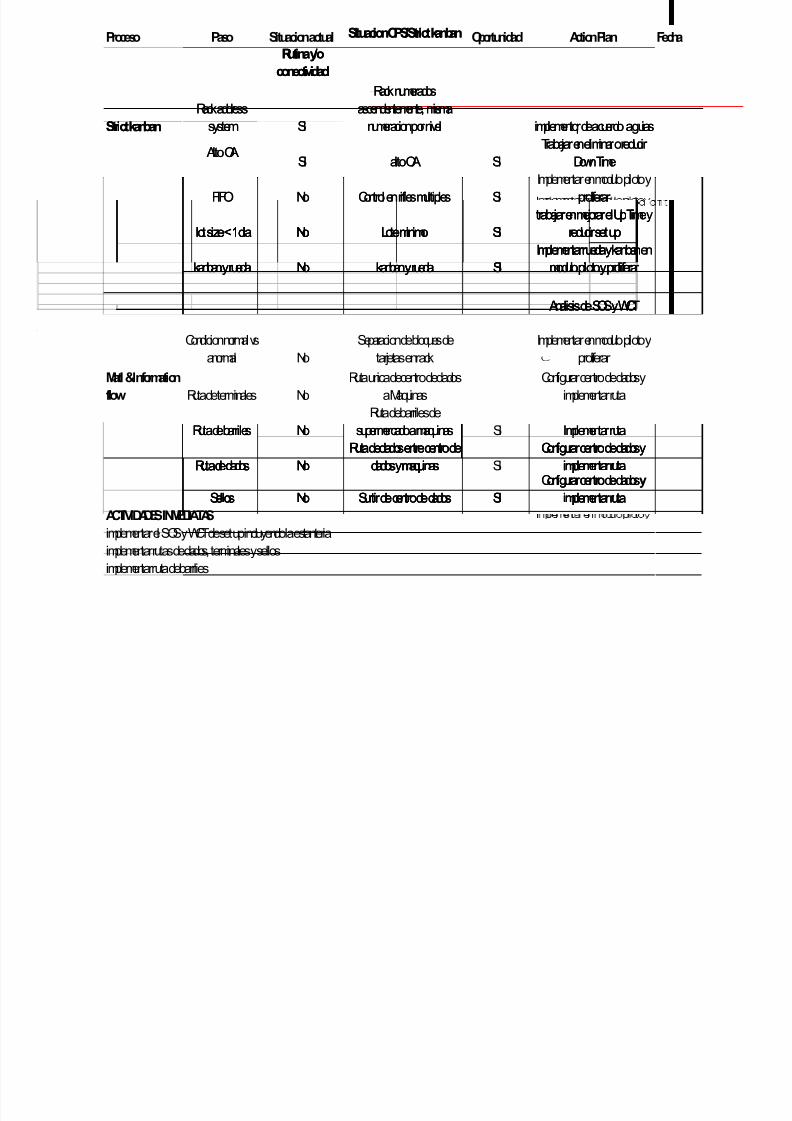
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 116/119
Proceso Paso Situacionactual Oportunidad ActionPlan Fecha
Rutina y/o
conectividad
Strict kanban
Rack address
system Si
Rack numerados
ascendentemente, misma
numeracionpor nivel Si implementqr deacuerdo aguias
AltoOASi altoOA Si
Trabajar eneliminar oreducir
DownTime
lot size<1dia No Loteminimo Si
trabajar enmejorar el UpTimey
reducir set up
kanbany rueda No kanbany rueda Si
Implementar rueday kanbanen
modulopilotoy proliferar
Set up No Reducciontiemposet up Si
Analisis deSOSy WCT
entrenamientoeimplementacion
Condicionnormal vs
anormal No
Separaciondebloques de
tarjetas enrack
Implementar enmodulopilotoy
proliferar
Matl &Informationflow Rutadeterminales No
RutaunicadecentrodedadosaMaquinas
Configurar centrodedados yimplementar ruta
Rutadebarriles No
Rutadebarriles de
supermercadoamaquinas Implementar ruta
Rutadedados No
Rutadedados entrecentrode
dados y maquinas
Configurar centrodedados y
implementar ruta
Sellos No Surtir decentrodedados Si
Configurar centrodedados y
implementar ruta
SituacionOPS/Strict kanbanProceso Paso Situacionactual Oportunidad ActionPlan Fecha
Rutina y/o
conectividad
Strict kanban
Rack address
system Si
Rack numerados
ascendentemente, misma
numeracionpor nivel implementqr deacuerdo aguias
AltoOASi altoOA Si
Trabajar eneliminar oreducir
DownTime
FIFO No Control enrifles multiples Si
proliferar
lot size<1dia No Loteminimo Si
trabajar enmejorar el UpTimey
reducir set up
kanbany rueda No kanbany rueda Si
Implementar rueday kanbanen
modulopilotoy proliferar
Set up No Reducciontiemposet up Si
Analisis deSOSy WCT
entrenamientoeimplementacion
Condicionnormal vs
anormal No
Separaciondebloques de
tarjetas enrack Si
Implementar enmodulopilotoy
proliferar
Matl &Informationflow Rutadeterminales No
RutaunicadecentrodedadosaMaquinas Si
Configurar centrodedados yimplementar ruta
Rutadedados No
Rutadedados entrecentrode
dados y maquinas
Configurar centrodedados y
implementar ruta
Sellos No Surtir decentrodedados Si
Configurar centrodedados y
implementar ruta
SituacionOPS/Strict kanbanProceso Paso Situacionactual Oportunidad ActionPlan Fecha
Rutina y/o
conectividad
Strict kanban
Rack address
system Si
Rack numerados
ascendentemente, misma
numeracionpor nivel implementqr deacuerdo aguias
AltoOASi altoOA Si
Trabajar eneliminar oreducir
DownTime
FIFO No Control enrifles multiples Si
Implementar enmodulopilotoy
proliferar
lot size<1dia No Loteminimo Si
trabajar enmejorar el UpTimey
reducir set up
kanbany rueda No kanbany rueda Si
Implementar rueday kanbanen
modulopilotoy proliferar
Set up No Reducciontiemposet up Si
Analisis deSOSy WCT
entrenamientoeimplementacion
Condicionnormal vs
anormal No
Separaciondebloques de
tarjetas enrack
Implementar enmodulopilotoy
proliferar
Matl &Informationflow Rutadeterminales No
RutaunicadecentrodedadosaMaquinas
Configurar centrodedados yimplementar ruta
Rutadebarriles No
Rutadebarriles de
supermercadoamaquinas Si Implementar ruta
Rutadedados No
Rutadedados entrecentrode
dados y maquinas Si
Configurar centrodedados y
implementar ruta
Sellos No Surtir decentrodedados Si
ongurar cenro e aos y
implementar ruta
ACTIVIDADESINMEDIATAS
implementar el SOSy WCTdeset upincluyendolaestanteria
implementar rutas dedados, terminales y sellos
implementar rutadebarrlies
SituacionOPS/Strict kanban
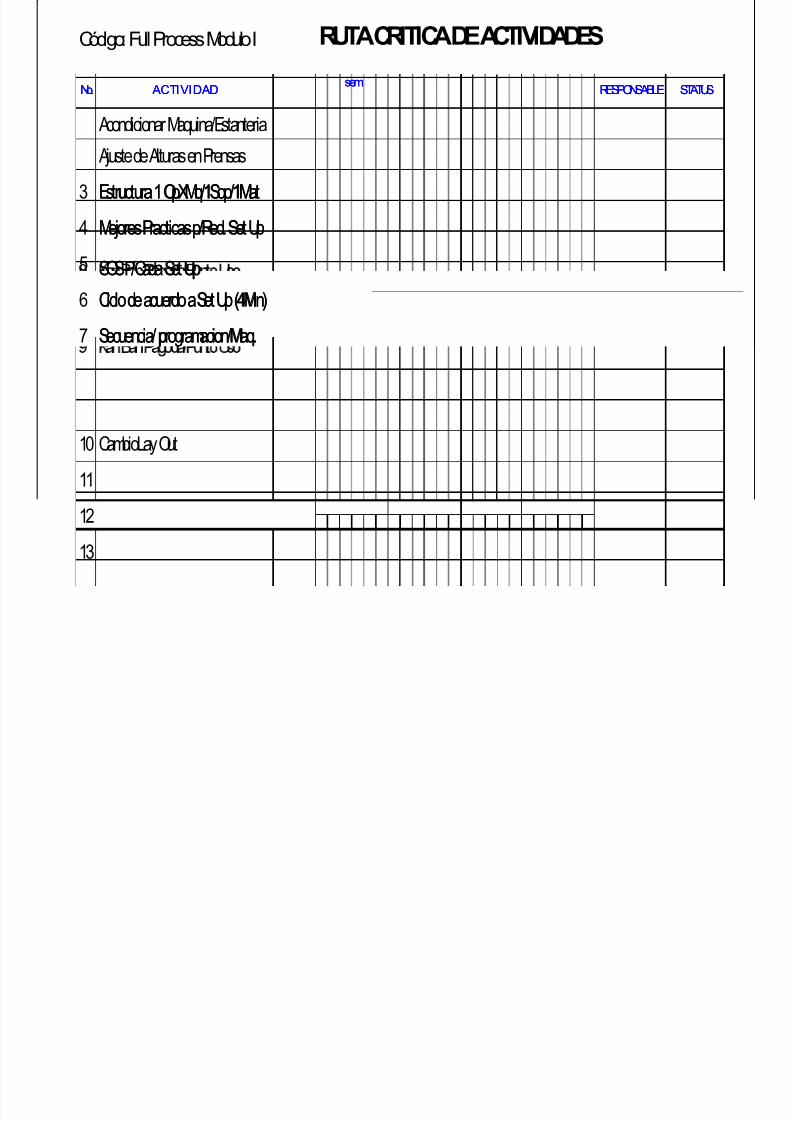
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 117/119
Código: Full Process Modulo I RUTACRITICADE ACTIVIDADES
TIEMPO
OBJETIVOdia
1 Acondicionar Maquina/Estanteria
2 Ajuste de Alturas en Prensas
Estructura 1 OpXMq/1Sop/1Mat
Mejores Practicas p/Red. Set Up
SOSP/Cada Set Up
Ciclo de acuerdo a Set Up (4Min)
Secuencia/ programacion/Maq.
Kan Ban Maquina/Pagoda
Kan Ban Pagoda/Punto Uso
CambioLay Out
A CTI V I DA DNo. RESPONSABLE STATUSsem
Acondicionar Maquina/Estanteria
3 Estructura 1 OpXMq/1Sop/1Mat
4 Mejores Practicas p/Red. Set Up
5 SOSP/Cada Set Up
6 Ciclo de acuerdo a Set Up (4Min)
7 Secuencia/ programacion/Maq.
8 Kan Ban Maquina/Pagoda
CambioLay Out
A CTI V I DA DNo. RESPONSABLE STATUSsem
Acondicionar Maquina/Estanteria
Ajuste de Alturas en Prensas
Estructura 1 OpXMq/1Sop/1Mat
Mejores Practicas p/Red. Set Up
SOSP/Cada Set Up
Ciclo de acuerdo a Set Up (4Min)
Secuencia/ programacion/Maq.
Kan Ban Maquina/Pagoda
10 CambioLay Out
11
12
13
A CTI V I DA DNo. RESPONSABLE STATUSsem
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 118/119
118
CONCLUSIONES
El sistema de mantenimiento utilizado en delphi cableados es muy completo yfuncional, solamente existen áreas de oportunidad en las cuales es necesario
implementar procedimientos adecuados , por ejemplo para cumplir aun mas con elmantenimiento productivo total , dentro de el concepto de dueño operador, ya que
actualmente no se tienen bien definidas las actividades que los usuarios del equipo de proceso, en este caso los operadores , deben realizar con el enfoque a la prevención de
fallas, ajustes rápidos de cambios y mejoramientos en las ordenes de trabajo de
mantenimiento preventivo. También es importante un seguimiento mas estricto a losconceptos de DMS (delphi manufacturing system) dentro del punto sobre la
disponibilidad operacional en donde menciona distintas practicas de mejoramientocomo lo son las practicas SMED (single minute Exchange of die), en donde se buscan
mejoramientos para realizar cambios de numero de parte rápidos y dispositivos de ajusterápido, todo esto enfocado a una disminución de tiempo muerto por mantenimiento
correctivo y ajustes de cambio de números de parte (set up) para un mayor
aprovechamiento del tiempo disponible y por consiguiente un aumento en la eficiencia
de producción del equipo.
Como sugerencia dentro del sistema de mantenimiento de delphi, debido a la
estandarización de sistema dentro de la compañía, se hace mas tedioso reaccionar a lasnecesidades particulares de cada planta de delphi que esta bajo el mismo sistema de
mantenimiento, esto por la burocracia por la que deben de pasar todas las solicitudes de
mejoramiento, además de que el tiempo de reacción es demasiado, por lo cual esnecesario dar cierta libertad a los sistemas internos de mantenimiento de cada planta
para que se llegue a tener una reacción satisfactoria en tiempo y forma a cada necesidadque surja dentro de cada planta, sin descuidar también el seguimiento estricto por las
áreas centrales de mantenimiento para la estandarización de los sistemas.
Seria muy importante que dentro de las materias que se imparten en la carrera de
Ingeniería en Electrónica y Comunicaciones se anexara algo sobre ing. Industrial comolo es el control de tiempos y movimientos, algo sobre administración de empresas y
estadística aplicada en mejoramientos, ya que estos puntos en la industria actual sonmuy importantes para un buen desempeño y es triste que se prefiera a gente egresada de
universidades particulares, porque los egresados de la UAZ no presentan un perfil parala administración de procesos y personal, que se les vea como buenos técnicos
solamente y no como administradores de áreas y/o departamentos dentro de la industria.
Es muy importante que la actitud de los egresados sea preactiva, que tengan lasuficiente entereza para poder conseguir información completa, ya que como
regularmente en la escuela se tiene todo a la mano, los egresados no tienen la suficientecapacidad para realizar un trabajo de investigación muy completo.
Las practicas profesionales en la industria son de mucha ayuda para los estudiantes yaque desde un tiempo antes a egresar pueden conocer el ambiente laboral de las
empresas, tener convenios escuela-empresa seria de mucha ayuda para los aspirantes a
practicas profesionales o servicio social.
7/16/2019 Maquinas de Corte
http://slidepdf.com/reader/full/maquinas-de-corte-5634f93622668 119/119
BIBLIOGRAFÍA.
Manual de mantenimiento planeado operaciones México.Revisión 04/05/05.
Mantenimiento planeado OMW4.8-1.1Revisión 21/05/04.
Dms Operacional Availability.Ver. 3.1 Revisión 01/12/05.
DMS Quick set up /change over.Ver. 2.04 Revisión 06/10/03.
Manual DMS Lean.Ver. 4.0 Revisión 21/04/05.
Lean concepts for product/process design.Ver. 1.4 Revisión 15/12/00.
Entrenamiento six sigma delphi.
Kaizen workshop Zacatecas, Victoria, Centec, y Fresnillo.