-
7/29/2019 Maelgwyn Imhoflot (Chile)
1/19
- 1 -
PNEUMATIC FLOTATION TECHNOLOGY - EXPERIENCE IN THE CHILEAN
MININGINDUSTRY
Eng. M.Sc.Eng Samuel Snchez-Pino,Ingeniera de Minerales S.A.
General Manager1423 Ave. Padre Alberto Hurtado
Antofagasta, [email protected].
Dr. Eng. Rainer M. Imhof,Julian Brown C. Eng,Maelgwyn Mineral
Services LimitedLeharweg 23, Dorsten 46282, Germany and4a Mostyn
Street, Llandudno, Wales, U.K., LL30 [email protected]
Eng. Samuel Snchez-Baquedano, Flavio Rojos-Tapia,Ingeniera de
Minerales S.A. Process Metallurgist1423 Ave. Padre Alberto
Hurtado
Antofagasta, Chile
Key Words: Flotation, Pneumatic Flotation, Copper Flotation,
Quartz-Silicate Flotation.
ABSTRACT
Pneumatic flotation was introduced to the Chilean copper mining
industry in 1993 byIngeniera de Minerales S.A., being first
implemented in 1994/95. The technology is based on thedesigns of
Dr. Rainer Imhof and from Chilean copper processing experience.
Pneumatic flotation has been successfully applied for sulphide
and oxide copper
minerals, copper slag, iron ores (reverse flotation) and gold,
and also appears promising formolybdenum concentrates. Difficult
separating conditions have been encountered in variousprocess
stages, including roughing, cleaning and scavenging. Pneumatic
flotation can essentiallybe applied in any separation where
differences exist between mineral and gangue interactionswith
water. Even high relative density slurries can be processed because
the range of amenableparticle sizes is quite broad, and the number
of cleaning stages required has not exceeded one inour
experience.
The performance efficiency of this technique can be explained by
the high gas hold-upand the effective micro-turbulences which boost
attachment to the bubbles, resulting in muchreduced flotation time.
Economic benefits include lower energy consumption, lower
maintenancecosts, simplicity and reliability and minimal plant area
requirements.
In view of the Chilean mining industry experience, it can be
concluded that pneumaticflotation can be regarded as a highly
effective alternative to conventional methods in mineral
processing.
-
7/29/2019 Maelgwyn Imhoflot (Chile)
2/19
- 2 -
INTRODUCTION
The technology originates from pneumatic flotation developments
in the 1970s inGermany by Prof. Simonis (Technical University of
Berlin) and Prof. Bahr (Technical Universityof Clausthal). Since
then Dr. Rainer Imhof has been known widely for his contributions
to designat Ekof, KHD, Allmineral and most recently Maelgwyn
Mineral Services where he is TechnicalDirector (Imhof, 1998).
Ingeniera de Minerales S.A. has been involved with the
technologydevelopment by Dr. Imhof for more than ten years and is
broadly experienced with flotation, fromWits University and Mintek
in South Africa (Snchez, 1990).
There are many academic treatise available concerning the
separating phenomena andmethods for better control in traditional
flotation. Pneumatic flotation, however, is a viable meansto
separate feed conditions, particle and bubble interactions, and
phase separations (froth andtailings). In combination this provides
a completely different flotation concept with the flexibilityand
simplicity for a realistic alternative in the Chilean mining
market.
The first plant using this kind of flotation technology was in
1993/94 as a means toprovide a fast separation of sulphide and to
re-use existing mechanical cell circuits to float oxidecopper. In
this way only two rougher cells were required, and together with
one cleaner stage,
were sufficient to float sulphide to sale quality (Snchez,
1997). Flotation of slag containingaround 1% copper was another
important application, with two rougher cells working in seriesand
a single stage cleaner incorporating two cells in series, for 3300
tons/day (Barrera, 1996).Both of these industrial applications used
sea water.
Modifying an old-style flotation plant consisting of two
circuits to float chalcopyrite andgold provided us with an
interesting experience to see how effective the change could be
whennew technologies are used. The two circuits processed 18,000
tons per month (600-700 t/d),using 30 cells in total including
rougher-scavengers, eight cleaners two re cleaners. With
theaddition of two rougher cells and one cleaner stage with two
cells in series this increased capacityto 2,300 t/d, (Tapia,
1995).
One of the largets pneumatic flotation plants in the world is
now working in Chile, toremove silica and silicate from magnetite
concentrates. The plant has a capacity of 13,390 t/d ofintermediate
concentrate, a slurry density of 1.47 (40 % solids), and a specific
gravity of solid of
5.05 working with sweet water. The plant is a stand-alone
flotation circuit and is fully automated(Melendez, 2002).
PNEUMATIC FLOTATION DESIGNFlotation technology could be
categorised into mechanical agitation cells, column cells
and pneumatic cells, the latter which were developed mainly in
Germany in the 1970s. ProfessorsWolfgang Simonis and Albert Bahr
developed Jet Flotation (Simonis, 1981) and the Bahr cell(Bahr,
1982) mainly for coal. Imhofs designs, however, have been
implemented for a wide rangeof industrial applications in the world
including metallic and industrial minerals. Most industrialminerals
applications are in Europe, and most metallic mineral applications
are in Chile.
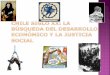
Fig. 1 2 illustrate the main designs from Imhof, and which are
used in the mineral
industries worldwide. The principle feature of the technology is
a separate device for the aerationunit from which the outlet
mixture flows into the separating vessel, where the slurry
particles arepredominantly in close bubble contact. The separator
uses a high gas hold-up and effectivemicro-turbulences in the
medium which boost particle-bubble contact, while ensuring no
deadzones and very short residence times.
The self aspirating aeration unit at the top of the cell is an
important component of thistechnology. The slurry is pumped with
enough fluid energy to induce a large quantity of air in theform of
fine bubbles with extensive micro-turbulences. Due to the high
velocity in the device
-
7/29/2019 Maelgwyn Imhoflot (Chile)
3/19
- 3 -
silicon carbide (SiSiC) components are required to avoid wear.
Normally the slurry pressure forfeed to the aeration unit is 2
2.5bar.
Consequently, the conditioning time of the slurry is more
important, due to the shortresident time with high gas hold up. The
particles have to be prepared for collision andattachment before
entering the vessel. The froth separation process involves lower
turbulence toavoid entrainment of gangue particles in the
concentrate.
A further useful feature of the technology is the froth and
interface level control, forexample the froth height can be varied
easily with a precision of 2-3 cm through a range to 140cm, which
is a parameter for the enrichment factor. The cross sectional
surface area for frothremoval is also variable according to the
mass to be removed with the froth and the kind of frothin question
in other words: for scavenging low froth thickness and small areas
are required forthe froth to flow, and for cleaning high froth
thickness and large areas are required.
Recycling a portion of the cell tailings discharge, such as in a
mill circuit, provides the means toincrease recovery in the same
cell. In this way it is possible to reduce the number of cells
inseries, i.e. 2 instead of 3 for the same recovery. Furthermore
the high gas hold up in the down-comer promotes recovery. The fast
kinetics of pneumatic flotation make it possible to operate
withshorter and fewer circuits to produce optimal products. In our
experience two cells for roughing
are sufficient. In most applications the primary concentrate is
of sufficient grade that only a singlecleaner step with 2 cells in
series is required.
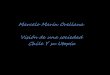
Fig. 2 shows a completely different cell. Because low residence
time is already achieved for theaeration and collection process the
greatest time dependence is the residence time to separatebubbles
from slurry in the vessel. Sedimentation and buoyancy are the main
parameter toseparate bubbles, so the forces are multiplied in the
centrifugal field and accelerate theseparation dramatically. The
retention time of the slurry in this system is only about 25 30
s,which results in small apparatus with high capacities.
Fig. 1 Second Design In Chile (1996-2002)
-
7/29/2019 Maelgwyn Imhoflot (Chile)
4/19
- 4 -
Fig. 2 Third Design In Chile (2003)
INDUSTRIAL APPLICATIONS IN CHILE
MINERA MICHILLA S.A.
The company Minera Michilla is located about 1400 km north of
Santiago in the coastal
zone of the Atacama desert. The process plant was normally
supplied with a wide range ofgrades and different type of minerals
from a variety of underground and open pit mines in thecompany.
Compositions ranged 2.6 3.4 % Cu total, 1.9 2.6% Cu sulphide and
0.9 0.6% Cuoxide, and sea water was used. Common mineralogy
included chalcocite, bornite, covellite,chalcopyrite, atacamite,
and chrysocolla, (Fuentes, 1995)
In order to increase oxide recovery and simultaneously to
improve the performance of sulphidematerial in the process with a
low investment, Michilla chose to introduce pneumatic flotation:
twocells operated as roughers and a single third one cleaned the
rougher concentrate in one step.The old mechanical circuit
continued to process oxides after treatment with sodium sulphide.
Forhigher feed grades there still remained the option to use the
old mechanical cleaners, which wereearlier needed for cleaning,
before pneumatic flotation was implemented. After a while,
pneumaticflotation was introduced in the oxide flotation
circuit.
The conventional circuit changed with the time and its evolution
can be observed as follows:
-
7/29/2019 Maelgwyn Imhoflot (Chile)
5/19
- 5 -
Fig. 3 Original mechanical cells circuit (only sulphide
flotation)
Fig. 4 Initial pneumatic cells circuit( oxide and sulphide
concentrate production and higher throughput)
Fig. 5 Second pneumatic flotation circuit (sulphide and
oxide)
-
7/29/2019 Maelgwyn Imhoflot (Chile)
6/19
- 6 -
Table 1Rougher Tests (single pneumatic cell)
TEST FEED TAILING SULPHIDE CONCCu wt% Cu wt% Cu wt%
Total Sol Insol Total Sol Insol Total Sol Insol
1 2.82 1.61 1.21 1.51 1.21 0.3 19.88 3.73 16.15
2 3.33 1.11 2.22 1.61 0.96 0.65 17.25 2.27 14.98
3 3.33 1.26 2.07 1.41 0.86 0.55 32.68 3.03 29.66
4 3.73 1.21 2.52 1.82 1.05 0.76 22.6 2.42 20.18
TESTCOPPER
RECOVERYGENERAL
CONDITIONSTotal Sol Insol
1 50,27 36,77 76,63 SOLIDS % w/w 27 - 42
2 56,97 23,42 73,93 % -200# Ty 46 - 33
3 60,26 44,33 74,82 % +65# Ty 12 - 18
4 56,69 22,06 72,57 pH 9.5 - 10.5
Table 2Comparison between both plant configurations illustrated:
mechanical cells only (Fig. 4) andmixed circuit (Fig. 5)
TEST FEED TAILING SULPHIDE CONC OXIDE CONCCu wt% Cu wt% Cu wt%
Cu wt%
Total Sol Insol Total Sol Insol Total Sol Insol Total Sol
Insol
1 4.48 1.49 2.99 1.34 1.02 0.32 42.05 7.01 35.04
2 4.47 1.08 3.39 1.25 0.84 0.41 43.09 4.06 39.03
3 3.53 1.18 2.35 0.78 0.75 0.03 42.48 3.58 38.90 6.52 3.74
2.78
4 3.33 1.00 2.33 0.70 0.67 0.03 50.35 4.65 45.70 5.38 2.28
3.10
5 4.24 0.95 3.29 0.59 0.56 0.03 49.14 3.44 45.70 6.44 4.05
2.39
6 4.43 1.05 3.38 0.87 0.72 0.15 46.41 2.73 43.68 7.23 4.20
3.03
TEST COPPER RECOVERYGENERAL
CONDITIONSTotal Sol Insol
1 72.28 36.33 90.14 SOLIDS % w/w 36 - 38
2 74.20 28.81 88.73 % -200# Ty 48 - 45
3 81.13 43.54 98.02 % +65# Ty 20 - 25
4 81.27 39.95 98.95 pH 8.3
5 87.77 48.22 99.21
6 82.87 40.32 96.11
-
7/29/2019 Maelgwyn Imhoflot (Chile)
7/19
- 7 -
Fig 6. Pneumatic cells at Michilla
Fig. 7 Overall comparison of technology effects (Snchez,
1997)
-
7/29/2019 Maelgwyn Imhoflot (Chile)
8/19
- 8 -
Fig. 8 Third pneumatic flotation circuit sulphide and oxide
Table 3Results from Third Pneumatic CircuitThe table indicates
results from the alternative circuit which was tested at production
scale, inorder to improve the oxide concentrate grade.
TEST FEED TAILING SULPHIDE CONC OXIDE CONCCu wt% Cu wt% Cu wt%
Cu wt%
Total Sol Insol Total Sol Insol Total Sol Insol Total Sol
Insol
1 2.86 0.83 2.03 0.57 0.48 0.09 45.40 2.51 42.89 23.00 15.88
7.12
2 2.46 0.74 1.72 0.57 0.42 0.15 39.19 1.88 37.31 28.34 20.13
8.21
3 2.40 0.47 1.93 0.55 0.37 0.18 47.80 1.49 46.31 13.80 2.92
10.88
TEST COPPER RECOVERY
GENERAL
CONDITIONSTotal Sol Insol
1 81.26 45.62 95.8 SOLIDS % w/w 36 - 43
2 78.11 46.41 91.8 % -200# Ty 48 - 55
3 77.78 23.23 90.96 % +65# Ty 20 - 25
-
7/29/2019 Maelgwyn Imhoflot (Chile)
9/19
- 9 -
The application of this technology at Minera Michilla S.A.
improved flexibility in the circuits at highcapacity allowing the
plant to adapt to changes of grades and mineral compositions. For
bothkinds of product, sulphide and oxide concentrate, the
production was increased from 2.4 t/h to arange of 4.0 5.2 t/h.
Throughput of the plant increased from 40 t/h to 80 t/h and
sometimes evenup to 100 t/h.
2.- COMPAA MINERA TAMAYA S.A.
Minera Tamaya is located about 450 km north of Santiago de
Chile. An expansion project wasinitiated to increase capacity from
18,000 t/m to 23,000 t/m treatment rate for a chalcopyrite gold
mineral ore (Tapia, 1995).
Pilot tests were conducted under production conditions in order
to evaluate pneumatic flotationtechnology. Two parallel circuits
with mechanical cells normally operated in production, due to
theplant feed originating from different mines, with different
grades and mineralogy. Fig. 9 shows theoriginal conventional
circuits with mechanical cells.
Fig.9 Mechanical cells circuit
The overall tests results are shown in Table 4 where one of the
conventional industrial circuits iscompared with one pneumatic
cell.
-
7/29/2019 Maelgwyn Imhoflot (Chile)
10/19
- 10 -
Table 4Single pneumatic cell performance
Comparison of single pneumatic cell with mechanical circuit type
2
MINERALOGY Au RECOVERY % Cu RECOVERY %Pneumatic Mechanical
Pneumatic Mechanical
A 77.2 78.79 84.63 82.62
B 59.38 56.24 53.43 50.94
C 63.06 78.93 36.37 56.64
D 86.62 83.38 92.66 83.99
Additional pilot tests were conducted treating the tailings from
the same industrial circuit (seeTable 5).
Table 5
Tailings treatment with pilot pneumatic cell from type 2
circuit
GRADES RECOVERY % CONC RATIOAu (g/t) Cu (tot %) Au Cu (tot) Au
Cu
Feed 0.6 0.14 54.29 22.57 11.67 69.00
Concentrate 3.8 2.18
Tailings 0.3 0.11
Feed 0.5 0.05 43.00 22.86 20.00 28.00
Concentrate 4.3 0.32
Tailings 0.3 0.04
Feed 0.5 0.06 42.03 17.58 29.50 91.00
Concentrate 6.2 0.96
Tailings 0.3 0.05
As a consequence of the pilot scale tests, Minera Tamaya decided
to change the mechanical
flotation circuits to pneumatic flotation, also drawing on the
experience at Minera Michilla, whichbelongs to the same
company.Both mechanical circuits (see Fig. 9) were changed to
pneumatic flotation (see Fig. 10) whichcomprised two pneumatic
cells of 2.5 m diameter in series as roughers, and two cells of 2.0
mdiameter in series as cleaners.
-
7/29/2019 Maelgwyn Imhoflot (Chile)
11/19
- 11 -
Fig. 10 New pneumatic flotation plant at Tamaya (800 t/d)
Table 6Feed circuit No. 2 rougher flotation comparison
GRADES RECOVERY % CONC RATIOAu (g/t) Cu (tot %) Au Cu (tot) Au
Cu
Pneumatic Cell
Feed 3.4 1.11 72.63 82.72 24.70 24.51
Concentrate 61 22.5
Tailings 0.97 0.2
Feed 7 1.05 72.24 81.85 35.00 21.14
Concentrate 177 18.17
Tailings 2 0.2
Feed 9.1 0.52 71.63 77.51 38.63 39.20
Concentrate 251.8 15.8
Tailings 2.65 0.12
Average 72.17 80.69 32.78 28.28
Mechanical circuit
Feed 5 1.22 92.19 93.61 5.92 7.46
Concentrate 27.3 8.52
Tailings 0.47 0.09
Feed 9.45 1.03 89.66 93.24 7.84 7.69
Concentrate 66.4 7.39
Tailings 1.12 0.08
-
7/29/2019 Maelgwyn Imhoflot (Chile)
12/19
- 12 -
(Table 6 cont.)
Feed 9.5 0.62 88.83 87.77 6.33 6.34
Concentrate 53.4 3.45
Tailings 1.26 0.09
Average 90.23 91.54 6.70 7.16
The new Tamaya flotation concentrator, comprising only pneumatic
cells, improved productioneconomics dramatically. Additionally the
plant was highly flexible, with low maintenancerequirements, and
contained in a compact area with a high degree of automation.
3. COMPAA MINERA MAITENES
The Los Maitenes concentrator treats copper slag arising from
Empresa Nacional de Minera
Smelting, which belongs to the government. The plant is located
150 km north-west of Santiagode Chile. Basically the project
requirements were to process 3000 t/d, containing 1.30%
totalcopper, with a grind of 90% -200 mesh (Tyler) for the feed, at
30% solids (w/w) pulp density usingsea water.Pneumatic flotation
laboratory scale tests provided results (Table 7) which
demonstrated thepotential of an alternative to conventional
flotation. Samples from the slag dump were used forthe testing. In
conclusion the circuit of Fig. 11 was proposed to Los Maitenes, to
be a fullyautomated plant (Barrera, 1996). The initial results from
the plant were somewhat different toexpectations, in terms of
recovery, while product grade was acceptable in the range of 25 27
%Cu total. The lower than anticipated feed grade was considered to
be partially responsible, as itwas only in the range of 1.10 0.91%
Cu total, and also the grind size of only 80 % -200 mesh.This meant
that liberation was insufficient, and hence recovery was lower than
expected.
The problem was concluded to be caused by the mineral grain size
in the slag. Rapid quenchingof the slag after the smelting process
produces ultra fine metallic Cu particles and effectively onlya
grind to more than 90 % -200 mesh would have improved the
recovery.
Table 7Preliminary results from conceptual analysis
FlotationProcess ROUGHER CLEANER SCAVENGER RECLEANER TAILINGS
FEED
Rec.% Cu %
Rec.% Cu %
Rec.% Cu %
Rec.% Cu % Cu % Cu %
1 83 7.99 91.00 10.44 85.60 0.84 56.90 23.10 0.24 1.24
2 77.2 5.66 89.2 9.35 87 0.78 55.4 21.25 0.32 1.24
-
7/29/2019 Maelgwyn Imhoflot (Chile)
13/19
- 13 -
Fig. 11 Proposed circuit to float copper slag
Fig. 12 Industrial slag flotation Plant ( 3,000 t/d)
CODELCO CHILE DIVISIN CHUQUICAMATA
An industrial pneumatic flotation cell of 4.5m diameter is
already operating at theMolybdenum Plant at Chuquicamata. Intensive
testing was carried out at a normal feed rate tothe Moly Plant,
i.e. 250 m
3/h to 400 m
3/h slurry with usual feed variations. Flotation products
were
recycled to the large capacity storage tank. The range of
conditions shown in Table 8 present an
-
7/29/2019 Maelgwyn Imhoflot (Chile)
14/19
- 14 -
overview of normal operations. Additionally the height of froth
was tested between 40 - 140 cmand, using a wash water device it was
possible to increase the concentrate grade to contents of36% Mo
even though the wash water distribution was not optimised.
The main target for integration of the cell in the production
circuit was to test the cell as apre-rougher to see whether the
high consumption of NaSH can be reduced. NaSH is used todepress the
chalcopyrite in the mechanical flotation cells. The results were
positive, due to therapid kinetics of the pneumatic flotation
process.
The performance analyses of the campaigns were carried out by
engineers fromChuquicamata. The commercial interest is to extend
the existing mechanical flotation by using thepneumatic cell and to
reduce reagent costs while improving the overall performance of
theflotation circuit. This means increasing the average recovery by
around 5%. The experimentaltests will be continued by operating the
cell for a longer period in order to analyse the availability.
Table 8Experimental Parameters on a real
operational base (single cell)
FRESH FLOW (m3/h)
VARIABLES 250 300 400
43,0 37,6 35,0
%SOLIDS (fresh feed) 45,8 46,6 41,5
46,0 51,6 45,5
40,0 36,4 25,8
%SOLIDS (compound feed) 35,8 30,9 37,0
35,5 37,2 35,2
1,524 1,43 1,389
DENSITY (fresh feed) 1,579 1,594 1,497
1,582 1,703 1,572
1,471 1,41 1,277
DENSITY (compound feed) 1,414 1,336 1,416
1,383 1,428 1,396
9,67 9,77 11,45
pH (fresh feed) 9,56 9,31 10,30
9,73 10,02 11,22
11,04 10,98 11,6
pH (compound feed) 11,33 11,07 11,05
11,09 11,44 11,47
5,225 0,498 0,304
Mo grade % (fresh feed) 1,185 0,860 0,552
1,479 1,240 0,478
19,227 12,880 3,768
Mo grade % (concentrate) 10,680 7,720 4,000
10,559 16,950 11,920
-
7/29/2019 Maelgwyn Imhoflot (Chile)
15/19
- 15 -
(Table 8 cont.)
3,078 0,320 0,238
Mo grade % (tailing) 0,354 0,342 0,346
0,553 0,656 0,43648,920 36,650 23,170
Recovery Mo % 72,530 48,990 21,810
66,070 63,060 40,850
Fig. 13 Effect of pneumatic flotation working as pre rougher
cell in a Mo circuit(Gonzalez, 2002)
Fig. 14 Industrial cell testing at Mo Plant
PRE ROUGHER PNEUMATIC CELL EFFECT
60
65
70
75
80
85
90
95
100
1 2 3 4 5 6 7
RANGE OF ALTERNATIVE
MoRECOVERY
STANDARD FLOTATION CIRCUITWITHOUT PNEUMATIC CELL
STANDARD CIRCUIT WITH
PNEUMATIC FLOTATION
AS PRE ROUGHER
-
7/29/2019 Maelgwyn Imhoflot (Chile)
16/19
- 16 -
Fig. 15 Froth from pre rougher pneumatic cell
HUASCO MINING COMPANY
Huasco Mining Co. (CMH) is located about 800 km north of
Santiago de Chile. LosColorados mine and the Pellet Plant are the
main industrial center in this area. They are ownedand managed by
Compaa Minera del Pacfico (CAP) and Mitsubishi from Japan.
In the process development department at CMH pellet plant there
has been considerablework on the process for reverse flotation of
the magnetite concentrates. Ultimately this improvesthe product for
direct reduction. The SiO2 grades in these concentrates may not
exceed 1.5%. Itis common in Brazil to float quartz from hematite
concentrates with relative ease, but the silicatesin the magnetite
ores of the CMH ore bodies contain only a small proportion of
quartz. The mainmineral components of the undesirable silicates
tend to be rather difficult to float. Extensive tests
in mechanical cells and with columns failed.Magnetic
beneficiation has a limited effect in separating silicates from the
magnetite, assilicate particles with microscopic inclusions of
magnetite are generally recovered, thuscontaminating the
Fe-concentrate. The analytical test procedure for magnetic
assessment usesthe Davis Tube, which indicates the values of a
theoretical separation but which cannot beobtained in a plant. In
Table 9, the results from tests with different flotation techniques
arecompared (Melendez, 2002). It is obvious that only pneumatic
flotation could be feasible.
The designed plant has a capacity of 13,390 t/d of dry mineral
feed, with two parallel lines offlotation. Received pulp density is
40% solids (w/w) slurry SG 1.47 - and a size distribution of
80% -45m (325 mesh). Secondary amines are used as collector
reagents with Methyl IsobutylCarbinol (MIBC) as frother and starch
to depress magnetite.
Each flotation line has three 4.5 m diameter pneumatic cells
working in series. Each cell workswith a compound flow of 756 m3/h
containing 50% recycle load. Variable speed pumps are usedto feed
the aeration units and recycle tailings by controlling the level of
slurry in the vessel. Eachcell uses this control philosophy while
another control loop manages the feed balance to theconditioning
tank for each stream and regulates a discharge pump at the end of
each line. Theflotation circuit represents a new concept of plant
design and has a local control cabinet per linewith the capability
to transfer all process data to the main control room.
-
7/29/2019 Maelgwyn Imhoflot (Chile)
17/19
- 17 -
Table 9Comparisons of separation performance.
Components MagneticConcentrate
Flotation Technology
(feed to flotation) Pneumatic Column MechanicalH H dtt C C dtt C
C dtt C C dtt
Fe 68.61 69.64 69.18 69.86 68.67 69.61 69.25 69.76
P 0.021 0.019 0.019 0.015 0.027 0.027
SiO2 2.31 1.56 1.67 1.3 2.08 1.47 1.84 1.6
CaO 0.3 0.22 0.27 0.19 0.3 0.39 0.22
MgO 0.69 0.56 0.66 0.51 0.75 0.63 0.51
Al2O3 0.68 0.63 0.65 0.58 0.74 0.68 0.58
V 0.17 0.15 0.17 0.15 0.16 0.16 0.16
TiO2 0.15 0.11 0.15 0.12 0.11 0.1 0.1
(dtt refers to davis tube magnetic separation)
Table 10Test results using preconcentrated RD
Material %Fe %SiO2 %Fe dtt %SiO2 dtt
Feed 64.43 3.84 70.50 1.01
Primary magnetic concentrate 69.66 1.54 70.11 1.31
PILOT TESTS
Magnetic concentrate 69.92 1.42 70.40 1.28
Peumatic flotation concentrate 70.11 1.09 70.48 1.00Final
magnetic concentrate 70.48 1.06 70.56 1.00
Table 11Test results using basic preconcentrate
Material %Fe %SiO2 %Fe dtt %SiO2 dtt
Feed 57.99 8.62 70.55 0.96
Primary magnetic concentrate 68.61 2.31 69.64 1.56
Pneumatic flotation concentrate 69.18 1.67 69.86 1.30
-
7/29/2019 Maelgwyn Imhoflot (Chile)
18/19
- 18 -
Fig. 16 Reverse flotation plant at CMH iron ore concentrator
Fig. 17 General view of CMH concentrator with flotation
plant
Discussion and conclusions
Ten years of work in the Chilean market with pneumatic flotation
demonstrates that Imhoflottechnology is a promising industrial
alternative. As shown the range of applications is quitediverse,
and it is to be expected that these techniques will be increasingly
implemented in the
-
7/29/2019 Maelgwyn Imhoflot (Chile)
19/19
19
minerals industry in the near future. The main advantage is the
capability easily to adapt to theapplication concerned, and since
each cell in the circuit is independent they can be
individuallyoptimised. Pneumatic flotation provides a high
operational flexibility and can be fully automated.Other benefits
include energy, maintenance and investment savings.
The high concentration of bubbles and the intensive use of
energy provide a flotation cell with fastkinetics, which, using
recycling loads, requires compact plant design.
As a general conclusion it is clear that the pneumatic flotation
is a real competitor to conventionaltechnologies in the market of
flotation.
References
1- Bahr A., Ludke H, Mehrhoff F., 1982, The Development and
Introduction of a NewCoal Flotation Cell, Clausthal University.XV
International Mineral Processing Congress, 17 23 October, 1982,
.
2- Barrera V., 1996. Experimental slag flotation results using
lab pneumatic pilot tests.Technical Report, Antofagasta, Chile.
3- Fuentes B. G., Espoz A. H., 1995, Incorporacin de Nuevas
tecnologas de Flotacin enla Planta Concentradora de Minera Michilla
S.A.
Proyecto de Innovacin Tecnolgica, Corfo, 1995, Antofagasta,
Chile4- Gonzalez L.R., 2002, Pneumatic Flotation Study as a Pre
Rougher Cell at the
Molybdenum Plant.Technical Report, Chuquicamata, Chile.
5- Imhof R.M., 1988. Pneumatic Flotation a Modern
Alternative.Aufbereitungs Technik 29: 451 458, Weisbaden,
Germany.
6- Melndez Mario, 2002, Uso de Celdas Neumticas en Flotacin
Inversa de FierroCMP.Taller de Procesamiento de Minerales 2002,
Octubre 23-25, Antofagasta, Chile
7- Patent Germany, October 15, 1981; May 5, 1983, Number: DE
314066 A1Prof. Wolfgang Simonis, et al.
8- Snchez-Pino S. E., 1990. New Flotation Technology.Mintek
Bulletin 31: Johannesburg, South Africa.
9- Snchez-Pino S. E., 1990. A Comparative Study of kinetics of
conventional columnand the co-current downwards flotation
column.Witwatersrand University, Johannesburg, South Africa.
10- Snchez-Pino S.E., 1997, Ekof pneumatic Flotation Technology,
the alternative forrougher scavenger or cleaner flotation of
metallic ores.XX International Mineral Processing Congress, Vol.
3,: 255 263, Aachen, Germany.
11- Tapia S. J., 1995, Pilot Pneumatic Flotation Cell Tests,
Study as Alternative to theConventional Flotation Circuit.Technical
Report, Cia. Minera Tamaya, Chile.



![Updated: July 2019152022 El Loa [Province: Chile] 152023 Tocopilla [Province: Chile] 152031 Copiapó [Province: Chile] 152032 Chañaral [Province: Chile] 152033 Huasco [Province: Chile]](https://img.pdfslide.us/doc/110x75/606b7161db19f317917da583/updated-july-2019-152022-el-loa-province-chile-152023-tocopilla-province-chile.jpg)