-
7/29/2019 machining and casting report
1/14
Abrasive jet machining
Ultrasonic machining
Water jet machining
Magnetic abrasive finishing
Electro chemical machining
Electro Discharge machining
Laser beam machining
Plasma beam machining
Turning
Milling
Drilling
Planing
Shaping
Broaching
Gear cutting
Boring
Polishing
Buffing
Lapping
Grinding
Honing
Superfinishing
MECHANICAL ENGINEERING DEPARTMENT
MBB 4012
FINAL YEAR PROJECT 1
EXTENDED PROPOSAL
NAME : AHMAD FAIZ BIN MD YUNUS
ID : 12511
PROPOSED TITLE : COMPARATIVE STUDY ON MANUFACTURING
PROCESSES OF A SWIRLER
SUPERVISORS : AP. DR. IR. MOHD AMIN BIN ABDUL MAJID
-
7/29/2019 machining and casting report
2/14
Abstract
The project is involved the comparative on machining and
castingprocess for manufacturing the swirler. Both of the processes
could
be used in manufacturing the swirler with different kind of
approach.The selection process done among the wide variety type
ofmachining and casting process which available today. In order
todecide the most appropriate manufacturing process, the
criticalanalysis should be carried out by focusing on material
selection,process planning including machines, tooling and
fixturesrequirement. The process is analyses by computer
simulationsoftware and support by data from industrial. The process
times andcost production of the swirler is expected to below
thanconventional manufacturing process
TABLE OF CONTENTS
-
7/29/2019 machining and casting report
3/14
CHAPTER 1: INTRODUCTION
1.1 Objective
1. To analyze the differences between the two manufacturing
processes of
casting and machining for manufacturing the swirler.
2. To assess the appropriate manufacturing process for the
swirler in term of
flexibility, reliability, low cost production and less consuming
of time.
3. To develop a process planning in order to estimate the
process time and cost
production.
1.2 Scope of Study
The scopes of the study for the project are:
1. To compare the casting and machining process for
manufacturing the swirler.
2. To select the proper material and determined process planning
including
machines, tooling and fixtures requirement for manufacturing the
swirler.
3. To estimate the process times and cost requirement to
manufacture the swirler.
1.3 Problem Statement
A manufacturing process of the swirler can be carried out by
both of the processes
that been compared which is machining and casting. Basically,
both of processes are
obviously have different outcome especially in term of cost
production and time
requirement. Therefore, the study will cover on each type of
machining and casting
available. However, deciding the right manufacturing process
need a critical analysis
task but has very little detailed data included due to secrecy
policy in each
manufacturer company. The available information tends to be
sales orientated and
again, the data is not sufficiently detailed to indicate the
most suitable process in
manufacturing process. A study and research need to be conducted
in order to increase
the productivity and efficiency for manufacturing process of
swirler. Analyze will befocusing to find a way to reduce cost and
time but still maintain the quality of product
in same time
CHAPTER 2: LITERATURE REVIEW
2.1 Type of Machining and Casting Processes
Type of Machining Processes
Machining is the process subtracting excess material in the form
of
chips from a workpiece through a certain type of cutting tool
to
-
7/29/2019 machining and casting report
4/14
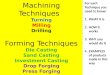
achieve the desired geometric dimensions. The machining
processcan classified into three major type as illustrate in figure
2.
Figure 2:Classification of Machining Processes [2]
Type of Casting Processes
Casting process can be defined as a manufacturing process
involves
pouring of liquid metal into a mould cavity and then allowing it
to
solidify. The final shape of the metal was determined by the
shape
of the mould cavity. The solidified metal is also refers as a
casting.
The casting processes can be broadly classified by the type of
mould used as illustrate
in figure 8. The expandable mould is non reusable mould and
usually destroyed to remove out the solidified cast. In
contrast, the
permanent can be reuse to make other casting.
-
7/29/2019 machining and casting report
5/14
Figure 8: Classifications of Casting Processes
2.2 Parameter of selection Machining and Casting
Processes
Machinability
In order to accomplish the manufacturing process effectively,
efficiently and
economically, there are parameters need to follow in
manufacturing process. For
machining process, the selection of process depends on
machinability of theworkpiece. The term machinability is used for
rating workpiece material respect to
type of cutting tool material, geometry, and type of machining
operation. In the other
words, machinability can be defined as [ ]:
The ability of the work material to be machined,
How easily and fast a material can be machined, and
Material response to machining.
A good machinability material will be had criteria as per
below:
a. Low power consumption
-
7/29/2019 machining and casting report
6/14
The forces required to cut the workpiece related to the rate of
power
consumption by machine tool. A good machinability material needs
only little
electrical power consumption for removal part.
b. Shorter process time
The machining process is done smoothly and easily.
c. Good surface finishing
Type of material which is not suitable for the particular
machining process
tends to form build up edge (BUE) which give the poor surface
finishing.
d. Long tool life.The tool does not wear too much due to
machining processand allowing the tool life last longer.
Figure: Parameter of machinabilityCastability
The term castability is used to refer of ease of producing
castingwithout a defect at minimum cost and lead-time. The
castability canachieve by doing the process at high compatibility
between theprocess and material properties. The major factor s that
influencedcastability explained in detail as follow:
a) Material selectionAccording to Prof. Dr. Ahmet Aran, the
properties of materialthat influenced the castability are:
i. Low melting point: The material has low melting point is
betterdue to casting temperature has to higher than
meltingtemperature. If melting temperature is too high, the
moldmaterial has to be more refractory and probablyexpensive.The
temperature also must be controlled accordingto casting technique
and the complexity of the casting.
ii. Good Fluidity: An ability of metals and alloys to flow
throughthe gating system filling the cavity of the casting mold
andconforming its shape.
iii. Low specific heat: Less energy requirement to reach
melting
temperature and fast solidification process.
-
7/29/2019 machining and casting report
7/14
iv. Low latent heat of fusion: Less energy required to
changematerial state to another state.
v. Low viscosity and Low surface tension: The metal cast
fillbetter the mould cavity.
vi. Shrinkage: For measurement shrinkage allowance for the
pattern.vii. Low chemical affinity: No reaction between
materials with
environment.viii. High thermal diffusivity: Rather than
conductivity,
thermal diffusivity determined the rate of disturbance to
heattravel in material.
ix. Resistance to crack formation: Material should have
highductility.
b) Geometry Designing
Product geometry will be determined the complexity ofprocess,
tool used and cost effective.
c) Surface qualityAccording Dmitri Kopeliovich, surface quality
determined by: The surface quality of the mold walls, The mold
coating material properties, Gassing of the mold or coating
materials, Chemical reaction between the mold material and the
alloy, Casting pressure.
Figure: The major factors influenced castability material
-
7/29/2019 machining and casting report
8/14
2.3 Process Equipment for Machining and Casting
Processes
Machining Process Equipment
A. Drilling machineDrilling machine used for producing circular
hole in the workpiece byusing rotating cutter called drill. The
machine can performed someoperation as illustrate in the figure
below:
Figure: Operation can be performed by drilling machine.
B. Milling machine.
Milling is the process removal material by feeding a workpiece
passthrough a rotating multiple tooth cutter. Milling machined
canproduced slots of various shapes, making flat surfaces,
grooving,slitting, and parting.
C. Grinding machine
-
7/29/2019 machining and casting report
9/14
The grinding usually applied when material is too hard to
bemachined or the workpiece need high accuracy parameter and
smalltolerances value. On that reasons, the major advantages of
grindingprocess is has high dimensional accuracy, good surface
finish, goodform and applicable to both hardened and unhardened
material. In
grinding, an abrasive tool is forced to rub against the
workpiece inorder to remove a very small amount of material.
D. Lathe machine
Lathe machine been used for reducing the outside diameter
ofcylindrical workpiece. It performed the process called turning,
inwhich the workpiece is rotated and a single-point cutting tool
isbrought against it. The machine also capable performed of
drilling,boring, thread cutting, and other operations.
Casting Process Equipment
In casting process, the raw materials are considered as
formlesssubstance as liquid and being poured into mould to become
solidbody. In this technique, the mould is acting as
manufacturingequipment whereas the raw materials been used called
sinteringwhich come in powder or granular form.For this project,
the expandable mould will been used rather thanpermanent mould due
to only need for one unit production andlower cost needed. A
general picture of the casting techniquesavailable for production
is given in Figure
Figure: Casting production techniques
-
7/29/2019 machining and casting report
10/14
2.4 Process Tool for Machining and Casting Processes
Machining Process Tool
The process tool for machining are depend on process been
done.Stated below are the processes involved in manufacturing of
swirlerto represent the cutting tool needed:
a) For cylindrical part
Face MillingIn face milling, the cutter is mounted on a spindle
having anaxis of rotation perpendicular to the workpiece surface.
Themilled surface results from the action of cutting edgeslocated
on the periphery and face of the cutter.
End Milling
The cutter in end milling generally rotates on an axis
verticalto the workpiece. It can be tilted to machine
taperedsurfaces. Cutting teeth are located on both the end face
ofthe cutter and the periphery of the cutter body.
Surface contouring
This kind of operation is performed by computer
controlledmilling machines in which a ball-end mill is fed back and
forthacross the workpiece along a curvilinear path at
closeintervals to produce complex three-dimensional surfaces.
Turning process
Turning is the removal process of the outer diameter
forcylindrical in part shape by a single point cutting tool
using
-
7/29/2019 machining and casting report
11/14
lathe machine. In this project, the type of turning
operationswill be done are:
Taper turning: the cutting tool allocated in certain
inclinedangle to get tape shape.
Cutting-off: used for parting or cutting off a section of
theworkpiece.
Straight turning: Used for reducing the diameter of a part to
adesired dimension. The resulting machined surface
iscylindrical
a) For hole partDrilling
Drilling is the process of using a multi-point tool to
penetratethe surface of a workpiece and make a round hole. The
typeof drilling process involved as followed:
Spot drill: This process used to make a mark for hole part.
Center drill: A short & stubby drill to produce holes so
thatwork piece can be mounted between lathe center.
Twist Drills: To remove the maximum volume of metals in aminimum
period of time. It does not produce a precision hole:however, this
can be achieved by a reaming operation.
BoringBoring is the process of enlarging a hole that has
alreadybeen drilled. A boring tool can be inserted into the
drilling machine and
bore any size hole into which the tool holder will fit. A boring
bar with a tool
bit installed is used for boring on the larger drilling
machines. To bore
accurately, the setup must be rigid, machine must be steady, and
power feed
must be used.
Reaming
Reaming process can be performed by drilling machine. Theprocess
will ensure the hole of workpiece has bettertolerance of its
diameter and to improve surface finish.
-
7/29/2019 machining and casting report
12/14
CHAPTER 3: METHODOLOGY
Process flow chart
-
7/29/2019 machining and casting report
13/14
REFERENCES
-
7/29/2019 machining and casting report
14/14
1. Reference: Groover M.P., (1996),Fundamentals of Modern
Manufacturing, Materials, Processes and Systems,
International Editions, Prentice Hall.
2. Casting machine. Retrieved Feb 22,2013, from The KVT
:http://www.kvt.sjf.stuba.sk/WEB/02_chapter.pdf
3. M F Ashby, Material Selection in Mechanical Design,
Butterworth-Heinemann, 1999.
4. M. F. Ashby, Materials Selection in Mechanical Design,
2nd
Edition, Elsevier, new Delhi, 2005
5. Todd, H. Robert; Allen, K. Dell; Alting, Leo (1994),
Manufacturing Processes Reference Guide (1st ed.),
Industrial
Press Inc., p. 198-199, ISBN 0-8311-3049-0.
http://www.kvt.sjf.stuba.sk/WEB/02_chapter.pdfhttp://www.kvt.sjf.stuba.sk/WEB/02_chapter.pdfhttp://www.kvt.sjf.stuba.sk/WEB/02_chapter.pdfhttp://en.wikipedia.org/wiki/Special:BookSources/0831130490http://www.kvt.sjf.stuba.sk/WEB/02_chapter.pdfhttp://en.wikipedia.org/wiki/Special:BookSources/0831130490