Embed Size (px)
Citation preview

LQ Reaction & Impregnation Tooling Internal Review
F. Nobrega, N. Andreev
May 7, 2007

• This review is for the LQ reaction and impregnation tooling.
• Successful completion of this review will mark the beginning of detailed part drawings to be made from the completed solid model.
• The tooling design addresses design concerns, including possible misalignment of the inner and outer coils during fabrication. Although misalignment has not been confirmed at this time, alignment features have been incorporated nonetheless.
• Alignment can be maintained using pins throughout the coil reaction/impregnation fabrication process.
LQ React/Impreg Review May 7, 2007
F. Nobrega, N. Andreev
2

• Reaction and impregnation tooling for LARP’s long quadrupole (LQ) is a blend of TQ reaction tooling and the long dipole mirror (LM) tooling. The LM tooling is a length scale up of the 1m dipole magnet.
• Two long coils have been fabricated, the second used in LM01. Dipole tooling does not use gas channels or passage ways and does not use coil alignment. Harmonic measurements of 4 dipole magnets that utilized this tooling philosophy can be found at: V.V. Kashikhin et al., “Field Quality Study in NB3SN Accelerator Magnets”, PAC05_TOAA004.
• The 6 m LHC curing mold tooling will be used for LQ coils.
LQ React/Impreg Review May 7, 2007
F. Nobrega, N. Andreev
3

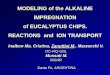
Tooling Features
Tooling blocks, 2” lam’s.
Inner coil. Outer coil suppressed for clarity.
Side alignment bars.
Protective shell.
End plates.
4

2.0 General design.It is our consensus that unless the cured coil is held together in
such a way as to keep the cross-section close to the cavity shape defined by the solid mandrel section, it will be difficult to “coax” the cured coil into the fixed cavity.
Note: Depending on how the cured coil is fixtured and lifted onto the reaction fixture mandrel, the coil tends to spring out in its free state. We have seen this in the TQ coils as we unbolt them from their shipping skeleton.
As the coil is lifted over to the reaction mandrel assembly in its ”sprung” condition, the mid-plane corners will contact the sides of the mandrel cavity and will slide down those sides as the coils are lowered or pushed in place.
How the cured coil will be fixtured and rigged to be lifted onto the reaction fixture is a crucial process in maintaining the integrity of the coil.
3.0 Comments and concerns to updated STEP model – received 4/30/07
Note: Mandrel is now segmented instead of 1-piece. Also incorporates a top-center slot to index the pole segments.
3.1 (Same as Item 1.1) 3.1.1 It is assumed that there are shoulder bolts
or pins through all the layer 1/layer 2 pole segments and engaging the top-center slot in the mandrel blocks.3.2 (Same as Item 1.2)3.3 (Same as Item 1.3)3.4 (Same as Item 1.4)
3.4.1 Introduce 2 machined cavities (rectangular keyways) running longitudinally on either side of the center key protrusion of the mandrel blocks to form continuous, longitudinal passages.5
LQ REACTION TOOLINGDESIGN REVIEW COMMENTSRay Hafalia, Roy Hannaford, Dan Cheng & Dave Beck
5/2/07
1.0 Comments and concerns to original STEP model – received 4/11/07.
1.1 Missing: Indexing features in mandrel and cavity blocks to index all layer 1 and layer 2 pole segments centered. There appears to be only one center-pin feature through mandrel and part 461072, baseplate.
1.1.1 Partly addressed in 4/30/07 version with center-slot feature in mandrel block.
1.2 Missing: Stop-blocks for end shoes (both ends) 1.2.1 To keep end shoes sliding sideways or too
far longitudinally. 1.3 Missing: support clamp blocks for coil out-leads. 1.3.1 Channeled clamp-block to hold out-leads
(like TQs) but imparts no longitudinal constraint. 1.4 Missing: Gas passages to coil surfaces. 1.5 Solid, 1-piece mandrel – not practical - hard hold
tolerances on profile along whole length 1.5.1 Addressed in 4/30/07 version by segmented
mandrel blocks. 1.6 Cut sheet metal reaction shield short along long edge so
it will allow closure of fixture.
LQ React/Impreg Review May 7, 2007
F. Nobrega, N. Andreev

4.1.1.2 Unbolt and remove winding mandrel assembly.Note: The coils’ pole segments are bolted onto the winding mandrel assembly from the top. This “upside-down” orientation makes it impossible to unbolt the winding mandrel assembly – unless features and thru-bolt fasteners are introduced to allow disassembly from the bottom. 4.1.1.3 Then install the 3-piece reaction mandrel components – first with the side-sector segments against the coils’ midplane surfaces and, then, the cylindrical mandrel blocks 4.1.1.4 Install the reaction baseplate and then draw the mid-block bolts up to squeeze and close the assembly.
4.2 Possible Solution #24.2.1 Eliminate second layer pre-curing. 4.2.1.1 After winding layer 2 over the pre-cured first layer, assemble reaction fixture components. 4.2.1.1.1 Install the 2 reaction mandrel sector segments. 4.2.1.1.2 Install sheet metal reaction shield. 4.2.1.1.3 Lift whole assembly, winding mandrel and all, rollover, then place into the inverted, pre-assembled cavity block assembly. 4.2.1.1.4 Remove the winding mandrel components – assuming they had been modified so that the components can be disassembled from the bottom. 4.2.1.1.5 After removing bore winding mandrel segments, replace with the reaction bore segments. 4.2.1.1.6 Assemble the rest of the reaction fixture to close the assembly. 4.2.1.1.7 It may be necessary to place the assembly in the press to properly close the fixture.
6
3.4.2 Drill holes/passages at suitable angles thru cylindrical portion of the mandrel block (beneath the layer 1 pole segments – into top-center slot) into these longitudinal/keyway passages to route argon gas into the bore surface areas to “scrub”/push reaction gases out through the fixture.3.4.3 Drill & tap endplates, for the stainless steel Swagelok fittings, in line with the longitudinal passages.
3.5 Redesign mandrel blocks and cavity blocks for full, semi-circular profile.3.5.1 Change design of mandrel blocks to a 3-piece design. 3.5.1.1 Central, cylindrical piece. 3.5.1.2 2 sector segments – i.e., curing tooling sector pieces. 3.5.1.3 See Item 3.6.2
4.0 General DesignNote: (Same as Item 2.0)
4.1 Possible Solution #14.1.1 Pre-assemble and align the mid-blocks and sheet metal shield. Set upside-down (cavity–up). 4.1.1.1 Bring the cured coil directly from the curing oven (upside-down and still secured and held intact in the winding mandrel assembly) and set into the mid-block assembly cavity
LQ React/Impreg Review May 7, 2007
F. Nobrega, N. Andreev

• Base program 1 m quadrupole single cavity reaction and impregnation fixture.
7
LQ React/Impreg Review May 7, 2007
F. Nobrega, N. Andreev

8
• TQ coil #11 assembled into single cavity tooling.
LQ React/Impreg Review May 7, 2007
F. Nobrega, N. Andreev

• Cured TQ coil #11 placed into tooling May 2, 2007.
• Assembly demonstration showed a relaxed coil pair can be packaged into reaction tooling.
9
LQ React/Impreg Review May 7, 2007
F. Nobrega, N. Andreev

Illustration of coil handling & packaging, being developed, prior to heat treatment.
LQ React/Impreg Review May 7, 2007
F. Nobrega, N. Andreev
Winding tooling within roll over toolingInverted coil. Remove
handling tooling. Assemble.10

Summary
• LQ reaction and impregnation tooling is an iteration of TQ and LM tooling.
• Design is compatible with existing tooling at Fermilab.
LQ React/Impreg Review May 7, 2007
F. Nobrega, N. Andreev
11

![Andreev Reflections and transport phenomena in ...€¦ · Andreev re°ections [S2,S8]. The point contact Andreev re°ection spectroscopy carried out on RuSr2GdCu2O8 has evidenced](https://img.pdfslide.us/doc/110x75/6060572c65c18a52267c888c/andreev-reflections-and-transport-phenomena-in-andreev-reections-s2s8.jpg)