Embed Size (px)
Citation preview

Lc
ASS
a
ARRA
KLEMFIN
1
miaaZo
c1cbtWmtsdolo
0d
Industrial Crops and Products 30 (2009) 54–58
Contents lists available at ScienceDirect
Industrial Crops and Products
journa l homepage: www.e lsev ier .com/ locate / indcrop
iquefaction of oil palm empty fruit bunch (EFB) into phenol andharacterization of phenolated EFB resin
li Ahmadzadeh ∗, Sarani Zakaria, Rozaidi Rashidchool of Applied Physics, Faculty of Science and Technology, Universiti Kebangsaan Malaysia, 43600 UKM Bangi,elangor, Malaysia
r t i c l e i n f o
rticle history:eceived 23 October 2008eceived in revised form 24 January 2009ccepted 26 January 2009
a b s t r a c t
Novolak-type resin was prepared by liquefaction of oil palm empty fruit bunch (EFB) in phenol usingsulfuric acid as a catalyst. The effects of liquefaction time, input initial phenol, and the nature of EFB onthe liquefaction reaction was investigated by measuring the reaction yield and EFB residue. The viscosityand melt flow index of phenolated EFB (PEFB) was measured using capillary viscometer. The mechanical
eywords:iquefactionFBelt viscosity
lexuralzod impact
properties of PEFB-base molding materials were investigated using flexural and Izod impact tests. Theresults showed that, although reaction yield and combined phenol have been used by previous researchersto correlate with physical and mechanical properties of materials, they are unreliable as parameters forpredicting the physical and mechanical properties of PEFB. Flexural properties were found to increase asthe liquefaction time increased. The ratio of phenol to EFB was found to be the most effective parameterin the variation of apparent melt viscosity and melt flow index of PEFB.
ovolak resin
. Introduction
During the last six decades, many attempts and efforts have beenade to utilize lignocellulosic and wood waste by employing chem-
cal or biochemical processing methods. Several techniques, suchs olification (Vanesse et al., 1988), biomass conversion (Shibatand Kitani, 1981), liquefaction, and plasticization (Shirashi, 1990;akaria et al., 2001), have been intensively studied and devel-ped.
The liquefaction of wood in the presence of phenol and its appli-ation for preparation of thermosetting resins has started in the940s. Mceihinney (1946) invented a process to change the ligno-ellulosic materials, especially bagasse, into a phenolic type resiny treating the lignocellulosic sample under an elevated tempera-ure and high pressure in the presence of phenol and sulfuric acid.
hile the technique used at that time became the conventionalethod, liquefying techniques nowadays have greatly improved, so
hat whole woody materials can be completely converted into sub-tances soluble in widely used organic solvents such as dioxane,
imethyl sulfoxide (DMSO), dimethyleformamide (DMF), acetoner methyl alcohol. Hesse and Jung (1980) patented a simple woodiquefaction method using phenol in the presence of sulfuric acid tobtain molding compounds and coating resins with the addition of∗ Corresponding author.E-mail address: [email protected] (A. Ahmadzadeh).
926-6690/$ – see front matter © 2009 Elsevier B.V. All rights reserved.oi:10.1016/j.indcrop.2009.01.005
© 2009 Elsevier B.V. All rights reserved.
hexamethylenetetramine (HMT) or epoxy resins. This method wasthen further improved by other researchers (Ono and Sudo, 1989;Ono et al., 1996). The liquefaction of wood in phenol for making ofnovolak resin has been reported with catalysts such as hydrochlo-ric acid (Alma et al., 1995a), sulfuric acid (Shiraishi and Kato, 1991;Seta et al., 1993; Alma et al., 1996b; Lin et al., 2004; Zhang et al.,2006), phosphoric acid (Lin et al., 1994) and oxalic acid (Alma et al.,1995b); a reaction without catalyst has also been reported (SejinPu, 1994).
While the structures of wood and of lignocellulosic materialsare similar, their properties are different, requiring new investiga-tion into the reaction parameters of such lignocellulosic materialsas oil palm empty fruit bunch fiber (EFB). Alma et al. (1996a)reported that the liquefaction efficiency of wood, its viscosity, andthe reactivity of the resulting resins were remarkably dependenton liquefaction conditions, such as types of catalyst, tempera-ture and reaction time. In a previous study (Ahmadzadeh andZakaria, 2005), sulfuric acid was found to be the best catalystfor the phenolation of EFB out of a range of various acids usedas catalyst. In particular, the process of phenolation of EFB usingsulfuric acid as a catalyst has not yet been clarified sufficiently.Therefore, the primary aim of this study is to investigate the phe-
nolation of EFB using sulfuric acid as a catalyst for the preparationof new novolak-type molding materials. In this study, the effectsof the reaction time and ratio of phenol to EFB on the liquefactionreaction and properties of resulting phenolated EFB (PEFB) wereexamined.
l Crops
2
2
Bbaal
lastnw
2
wfltpcaccoi
%
wi
lf
%
%
wdP
2
mtEC1rr1ci
2
s
150 C at three concentrations of 3%, 5%, and 8% of sulfuric acid, areshown in Figs. 1–3, respectively. These figures indicate a decreasein the solid residue when the reaction time increases. The residuedecreased rapidly in the first 30 min of the reaction. For example,Fig. 1 shows that at 5% and 8% sulfuric acid, the residue decreased
A. Ahmadzadeh et al. / Industria
. Experimental
.1. Materials
EFBs used for the experiments were obtained from Sabutek Sdn.hd Malaysia. The air-dried EFB was ground into 60–70 wire meshy a ball mill. It was dried then at temperature of 105 ◦C for 8 h in anir-circulated oven and kept in the desiccators for 2 weeks. Sulfuriccid 97%, methanol and phenol were used as catalyst, solvent andiquefaction reagent, respectively.
Hexamethylenetetramine as a curing agent, zinc stearate as aubricating and starter agent, and calcium hydroxide as an acceler-ting agent were used in molding compounds. All chemicals wereupplied by Hamburg and Merck and were of extra pure grade,herefore no further purification process was used. Commercialovolak resin (Sumbi-PR-F-63), which was used for comparison,as obtained from PT. Indoperin Jaya, Indonesia.
.2. Liquefaction process
EFB, phenol and sulfuric acid as a catalyst (3%, 5%, 8% of phenoleight, respectively) were charged into a four-neck glass reactionask with a capacity of 500 ml equipped with reflux condenser,hermometer and electrical stirrer. The total amount of EFB andhenol in every reaction was 120 g. The liquefaction reaction wasarried out in an electrical heating mantle from 30 min to 120 mint half-hourly intervals at 110 ◦C, 130 ◦C and 150 ◦C. Other reactiononditions and methods for sample preparation followed the pro-ess described by Ahmadzadeh and Zakaria (2006). The percentagef methanol-insoluble residue (R) was calculated based on follow-ng equation:
R =(
W1
W0
)× 100 (1)
here W0 is the weight of oven-dried initial input EFB (g) and W1s the oven-dried weight of the solid residue (g).
The amount of reaction yield (Y), combined phenol (CP) iniquefied EFB and reaction byproducts were calculated based onollowing equations:
Y =[
WPEFB
P0 + W0
]100 (2)
CP =[
P0 − P1
W0 − W1
]100 (3)
here WPEFB is the weight of phenolated EFB (g) obtained afterrying (solid product), P0 is the weight of initial input phenol, and1 is the amount of free phenol after reaction.
.3. Measurement of flow properties (viscosity)
Capillary viscometer is the most common instrument used foreasuring melt viscosity dependence on shear rate and tempera-
ure. The melt viscosity and rheological properties of phenolatedFB were measured by a capillary viscometer (Shimadzu modelFT-500D). The measured diameter and length of die used weremm and 2 mm, respectively. The apparent melt viscosity and shear
ate were measured at constant temperature under shear stressanging from 1.839 × 105 to 7.355 × 105 (Pa) after preheating for0 s. The apparent melt viscosity of samples was automatically cal-ulated as a ratio of shear stress to shear rate. The melt flow indexs calculated by the viscometer.
.4. Compounding and hot press molding
The resin, PEFB resin or commercial novolak resin for compari-on, was dissolved in acetone and mixed with HMT (25% of the resin
and Products 30 (2009) 54–58 55
weight), zinc stearate (2.5% of the resin weight), calcium hydrox-ide (6% of the resin weight), and 50% of EFB fiber. After mixing, themixture was oven dried at 70 ◦C for 2 h to remove acetone, and thenground in an electrical grinder to make a fine powder.
For the measurement of mechanical properties, the obtainedpowder was compression molded in a die into sheets measur-ing 130 mm × 130 mm × 3.4 mm. Then, this molding board was cutto the test specimen size appropriate for each test. The mold-ing conditions were as follows: temperature, 185 ± 5 ◦C; pressure,100 kg/cm2; preheating time, 20 s; venting time, 20 s; curing time,330 s; and cooling under a slight pressure to ambient temperature.
2.5. Flexural properties
A flexural test was conducted on the Instron machine model5567 according to ASTM D790, with a three-point bending sys-tem. Samples with the dimensions of 130 mm × 13 mm × 3.4 mmwere tested at a cross-head speed of 2.8 mm/min and with spans100 mm apart. The calculations for flexural modulus and strengthwere made based on following equations:
Flexural modulus : (MOE) = L3�W
4bd3�S(4)
Flexural strength : (MOR) = 3WL
2bd2(5)
where L is the span between the centers of supports (m), W is theultimate failure load (N), �W is the increment in load (N), b is themean width of the sample (m), d is the mean thickness of the sample(m), �S is the increment in deflection (m). Five samples were testedfor each composition and the average values were reported.
2.6. Izod impact
Impact tests were conducted according to the ASTM D256. TheIzod method was carried out using notched samples with dimen-sions of 60 mm × 15 mm × 3 mm (length × width × thickness) andnotch angle of 45◦, using a 1-Joule hammer on a Universal ImpactPendulum Tester Ceast Code 6545/000. Five samples were testedfor each composition and average values obtained.
3. Results and discussion
The effect of the reaction time on liquefaction residue, which wasexamined at various reaction temperatures of 110 ◦C, 130 ◦C, and
◦
Fig. 1. Effect of liquefaction time on the amounts of residue. Liquefaction tempera-ture (110 ◦C), EFB/phenol (1/3), catalyst (3, 5, 8%).

56 A. Ahmadzadeh et al. / Industrial Crops and Products 30 (2009) 54–58
Fig. 2. Effect of liquefaction time on the amounts of residue. Liquefaction tempera-ture (130 ◦C), EFB/phenol (1/3), catalyst (3, 5, 8%).
Ft
rlteitr
srcToa
aarty
F(
ig. 3. Effect of liquefaction time on the amounts of residue. Liquefaction tempera-ure (150 ◦C), EFB/phenol (1/3), catalyst (3, 5, 8%).
apidly to about 41% and 29%, respectively, within the first 30 min ofiquefaction, while the residue decreased only 18% and 10%, respec-ively, as reaction time increased from 30 min to 120 min. A possiblexplanation for this slowing of residue reduction might be that thencreasing reaction time and temperature decreases the concen-ration of raw materials (EFB and phenol). Therefore, the rate ofeaction will decline as the reaction time is prolonged.
Figs. 2 and 3 shows no significant change in the percentage ofolid residue after 60 min of reaction. Furthermore, the amount ofesidue is approximately the same in both reactions with 5% and 8%atalyst when the reaction time increases from 60 min to 120 min.he results indicate that 2.7% solid residue is the lowest percentagef residue obtained throughout the experiment at 150 ◦C using 5%nd 8% of catalyst.
Fig. 4 shows the effect of the reaction time on the reaction yields a function of catalyst concentration at 130 ◦C. The results show
sharp increase in the percentage of yield in the first 30 min ofeaction. The percentage of yield gradually increased as the reactionime increased up to 90 min. This figure indicates that the reactionield increases rapidly to 28%, 37% and 42% within the first 30 min
ig. 4. Effect of liquefaction time on the amounts of liquefaction yield. Temperature130 ◦C), EFB/phenol (1/3), catalyst (3, 5, 8%).
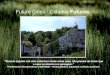
Fig. 5. Effect of phenol/EFB ratio on (a) residue and (b) reaction yield. Reaction time90 min, temperature 130 ◦C, catalyst 5%.
of reaction using 3%, 5% and 8% catalyst, respectively. On the otherhand, when the catalyst amount is 5%, as the reaction time increasedfrom 30 min to 90 min, the reaction yield increased only 11%. Themaximum yield of 50% was obtained at 90 min of reaction timeusing 8% of catalyst.
The effect of phenol/EFB (P/E) (w/w) ratio on the residue andyield at a constant reaction time of 90 min is shown in Fig. 5(a) and(b). In general, the percentage of residue decreased and the reac-tion yield increased as the phenol/EFB ratio increased. However,the reduction of residue diminished significantly as the P/E ratioincreased, especially when the ratio was greater than 3. For exam-ple, the residue decreased about 42% when the P/E ratio increasedfrom 1 to 2. In addition, when the P/E ratio increased from 3 to 4,the residue decreased about 2%. The results show that increasingthe amount of phenol has a great influence on the liquefaction pro-cess of EFB. This figure indicates that the reaction yield increasedaround 7% with the increase of P/E ratio from 3 to 4, while theresidue decreased only 2%. By increasing the phenol/EFB ratio to4, the extra phenol reacts with the liquefied product and signifi-cantly restrains recondensation by blocking the reactive sites on theliquefied component (Lin, 1996). Therefore, the amount of reactedphenol and yield increase without having any influence on theamount of residue.
Table 1 demonstrates the effect of liquefaction time on themechanical properties of the PEFB-base molding. This table clearlyillustrates that flexural strength (MOR) decreased as the reactiontime increased from 30 min to 60 min, and after that increasedwith increasing reaction time to 120 min. The results of test-ing flexural modulus (MOE) values also followed a similar trend.When we compare the density of composites in Table 1, we finda non-homogenous mixing. This shows that the reduction in flex-ural properties at the first stage is an experimental error due tonon-homogeneous molding mixture. Therefore, it can be said theflexural properties increase with increasing liquefaction time.
The results also indicate that the liquefaction time has much
more influence on the MOR than on the MOE. This observation isconsistent with the findings of other researchers who have reportedthat flexural strength (MOR) of the phenolated wood-base materi-als increases with the increase of combined phenol (Alma et al.,
A. Ahmadzadeh et al. / Industrial Crops and Products 30 (2009) 54–58 57
Table 1Effects of reaction time on the mechanical properties of PEFB-base molding.
Reaction time (min) Reaction yield (%) Combined phenol (%) MOR (MPa) MOE (MPa) Izod impact (J/m) Density (min) (g/cm2)
30 45.2 – 66.65 7131 19.83 1.36260 47.1 183 62.70 6690 18.93 1.27090 47.4 190 66.57 7315 19.03 1.292
120 47.8 205 75.58 7411 22.78 1.361
Note: Other liquefaction conditions: temperature 150 ◦C, catalyst 5%, EFB/phenol 1/3.
Table 2Effects of phenol/EFB ratio on the mechanical properties of PEFB-base molding.
Phenol/EFB Reaction yield (%) Combined phenol (%) MOR (MPa) MOE (MPa) Izod impact (J/m)
2 37 120 66.65 7236 23.4634
N
1w
fiiflattatwIwbtrPfita
ioi
dnindTiate
TE
P
N333431
P
45.8 18152 290
ote: Liquefaction time 90 min, catalyst 5%, and temperature 130 ◦C.
995a). Alma (1996) reported that the combined phenol increasesith increasing liquefaction time.
Referring to Table 1, we see that the Izod impact decreased atrst, as the reaction time increased from 30 min to 60 min, and then
ncreased with increasing reaction time. As in the case of effects onexural properties, the reduction in Izod impact at the first stage islso an experimental error due to non-homogeneous molding mix-ure. Therefore, it can be said that the increase in the liquefactionime has improved the mechanical properties of the PEFB. Therere several possible explanations for this result. One might refer tohe increase of reactivity of the PEFB with hexamethylenetetraminehen the amount of combined phenol or reaction yield increases.
n fact, a greater reactivity leads to a greater cross-linking density,hich results in improved mechanical properties. Another possi-
le explanation is that the increase in liquefaction time increaseshe molecular weight of liquefied EFB. The rise of molecular weightesults in the improvement of mechanical properties of PEFB andEFB-base molding materials. This finding is consistent with thendings of other researchers (Alma et al., 1995a, 1996b; Lin, 1996)hat the mechanical properties of phenolated wood improve as themount of combined phenol increases.
Table 2 shows that the Izod impact decreased as the P/E rationcreased from 2 to 3, but no further significant change could bebserved when the P/E ratio increased from 3 to 4. This table alsondicates that the MOR decreased with increasing P/E ratio.
Additionally, Table 2 clearly shows that the MOR and Izod impactecreased as the reaction yield and the amount of combined phe-ol increased. However, Table 1 indicates that the MOR and Izod
mpact increased with increasing reaction yield and combined phe-ol, a state of affairs which is inconsistent with the previous findingsrawn from Table 2. A comparison of these behaviors shown in
ables 1 and 2 indicates that the variation of mechanical propertiess not consistent with increasing combined phenol: Table 1 showsn increase while Table 2 shows a decrease. Hence, we can concludehat the reaction yield and combined phenol are not suitable param-ters for the determination of physical and mechanical propertiesable 3ffect of initial input phenol/EFB ratio and liquefaction time on the melt viscosity and me
/E R.t. (min) R.T. (◦C) Catalyst (%)
ovolak – – –30 130 590 130 5
120 130 590 130 590 130 590 130 5
/E, phenol/EFB; R.t., reaction time; R.T., reaction temperature; �, viscosity; MFI, melt flow
63.39 6866 18.958.61 7635 19.4
of PEFB, though combined phenol has been used as a parameterfor investigating physical and mechanical properties of phenolatedwood in much previous research (Alma, 1996; Alma et al., 1995a,b,1996a,b, 2001; Alma and Basturk, 2006; Alma and Kelley, 2000;Lin, 1996; Lin et al., 2004, 1994; Sejin Pu, 1994). Therefore, in thisstudy the physical and mechanical properties of PEFB have beendetermined by a variety of liquefaction reaction parameters suchas reaction time, temperature, catalyst, and so on.
Table 3 shows the effect of an initial input phenol/EFB ratio in liq-uefaction reaction on the apparent melt viscosity (�) and melt flowindex (MFI) of PEFB. These results show that the apparent melt vis-cosity of PEFB increased considerably when the P/E ratio decreased.One possible explanation for this notable increase might be thatthe increase of the P/E ratio resulted in a decrease of the averagemolecular weight (M̄w) of the PEFB. This decrease of average molec-ular weight has been found in the liquefaction of cellulose or otherbiomass where an increase of the initial input phenol/biomass ratiocan significantly restrain recondensation by blocking the reactivesites on the liquefied component, consequently preventing any fur-ther increase in molecular weight (Lin, 1996; Lin et al., 1997; Zhanget al., 2005). It can be seen also from the data in Table 3 that theMFI value decreases with decreasing P/E ratio. This is due to theincrease of melt viscosity with decreasing P/E ratio.
Table 3 also demonstrates the effect of liquefaction time onthe melt viscosity and MFI of PEFB. These results indicate that themelt viscosity and MFI varied with varying reaction time. How-ever, it must be noted that there is no significant difference amongthe results in Table 3. Many parameters such as molecular weight,molecular weight distribution, polymer structure, the amount offree phenol and moisture contact have been found to have an effecton the melt viscosity of phenolic resin (Alma, 1996; Masica, 1982).
Therefore, it is impossible to account for this variation since at thisstage we have insufficient information about the structure of PEFB.The results clearly indicate that the viscosity of PEFB is higher thanthat of commercial novolak resin. However, when the phenol/EFBratio is 4, the melt viscosity value of PEFB is close to the valuelt flow index (MFI) of PEFB.
� (Pa s) MFI Free phenol (%)
41.1 343.7 1–4431 25 5.8465 34 6.5602 18 5.6
62 194 5.1465 34 6.5
9300 1.16 4.9
index (g/10 min).

5 l Crops
oav
4
tarcto
baue
iar
A
sFB
R
A
A
A
A
A
Polym. Technol. 20 (4), 289–295.
8 A. Ahmadzadeh et al. / Industria
f commercial novolak resin. Comparison between data in Table 3lso indicates that the P/E ratio has a significant effect on the meltiscosity of PEFB.
. Conclusion
Our results show that the use of sulfuric acid as a catalyst inhis reaction (liquefaction of EFB) increased the liquefaction yieldnd decreased the EFB residue as the reaction time and phenol/EFBatio increased. Our results suggest that the following liquefactiononditions are satisfactory for liquefaction of EFB fiber: liquefactionime 60–90 min, temperature between 130 ◦C and 150 ◦C, a P/E ratiof 3 and catalyst concentration around 5%.
This study provides evidence that the reaction yield and com-ined phenol are not suitable parameters to determine the physicalnd mechanical properties of PEFB, although many researchers havesed combined phenol to investigate physical and mechanical prop-rties of the phenolated wood.
It was found that generally the apparent melt viscosity of PEFBs higher than that of the commercial novolak resin, but the appear-nce melt viscosity (�) of PEFB is close to that of commercial novolakesin when the phenol/ EFB ratio is 4.
cknowledgements
We acknowledge the Government of Malaysia for the financialupport under project 03-01-02-SF-0030 (MOSTI), UKM-ST-06-RGS0010-2007(MOHE) and Research University grant UKM-OUT-TT-28/2007(MOHE).
eferences
hmadzadeh, A., Zakaria, S., 2005. Investigation of effective acidic catalyst in emptyfruit bunch (EFB) liquefaction reaction. In: Proceedings of the 5th National Poly-mer Symposium Malaysia, Bangi, pp. 40–49.
hmadzadeh, A., Zakaria, S., 2006. Investigation of the liquefaction reaction of emptyfruit bunch with phenol. In: Proceeding of International 8th Pacific Rim Bio-based Composites, Malaysia, pp. 183–189.
lma, M.H., 1996. Several Acid-catalyzed Phenolation of Wood and its Application
to Molding Material. Ph.D. Thesis, Kyoto University, Kyoto, Japan.lma, M.H., Basturk, M.A., 2006. Liquefaction of grapevine cane (Vitis vinisera L.)waste and its application to phenol–formaldehyde type adhesive. Ind. CropsProd. 24 (2), 171–176.
lma, M.H., Kelley, S.S., 2000. Thermal stability of novolak-type thermosetting madeby the condensation of bark and phenol. Polym. Degrad. Stabil. 68, 413–418.
and Products 30 (2009) 54–58
Alma, M.H., Yoshika, M., Yao, Y., Shiraishi, N., 1995a. Some characterization of hydro-choloric acid catalyzed phenolated wood-based materials. Mokuzia Gakkaishi41 (8), 741–748.
Alma, M.H., Yoshika, M., Yao, Y., Shiraishi, N., 1995b. Preparation of oxalicacid-catalyzed resinifed phenolated wood and its characterization. MokuziaGakkaishi 41 (12), 1122–1131.
Alma, M.H., Yoshika, M., Yao, Y., Shiraishi, N., 1996a. The preparation and flow proper-ties of HCl catalyzed phenolated wood and its blends with commercial novolakresin. Holzforschung 50, 85–90.
Alma, M.H., Yoshioka, M., Yao, Y., Shiraishi, N., 1996b. Novolak-resin type mold-ing from sulfuric acid-catalysed phenolated wood. Wood Sci. Technol. 2, 119–126.
Alma, M.H., Basturk, A.M., Shiraishi, N., 2001. Cocondensation of NaOH-catalyzedliquefied wood wastes, phenol, and formaldehyde for the production of resol-type adhesives. Ind. Eng. Chem. Res. 40, 5036–5039.
Hesse, W., Jung, A., 1980. Hardenable binding agents and their use. Eur. Pat. Appl.EP43097; Chem. Abstr. 96, 124804s.
Lin, L., 1996. Characterization of Phenolated Wood and Study on the LiquefactionMechanism of Lignin. Ph.D. Thesis, Kyoto University, Kyoto, Japan.
Lin, L., Yoshioka, M., Yao, Y., Shiraishi, N., 1994. Liquefaction of wood in the presenceof phenol using phosphoric acid as a catalyst and the flow properties of theliquefied wood. J. Appl. Polym. Sci. 52, 1629–1636.
Lin, L., Yoshika, M., Yao, Y., Shiraishi, N., 1997. Molecular weight and molecular weightdistribution of liquefied wood obtained by acid- catalyzed Phenolysis. J. Appl.Polym. Sci. 64, 351–360.
Lin, L., Yao, Y., Yoshioka, M., Shiraishi, N., 2004. Liquefaction mechanism of cellu-lose in the presence of phenol under acid catalysis. Carbohyd. Polym. J. 57 (2),123–129.
Masica, L., 1982. Thermoplastics Materials Engineering. Applied Science PublishersLtd., London and New York, pp. 318–327.
Mceihinney, T.R., 1946. US pat. 2,394,000.Ono, H., Sudo, K., 1989. Japanese Pat. Appl. 217,070.Ono, H., Yamada, T., Hatano, Y., Motohashi, K., 1996. Adhesives from waste paper by
means of phenolation. J. Adhes. 59, 135–145.Sejin Pu, 1994. Wood Liquefaction by Thermo-organosolvolysis. Ph.D. Thesis. Kyoto
University, Kyoto, Japan.Seta, Y., Yoshioka, M., Shiraishi, N., 1993. Abstracts of the 43th Annual Meeting of the
Japan Wood Research Society, Morioka, Japan, p. 183.Shibata, K., Kitani, O. (Eds.), 1981. Biomass, Production and Conversion. Gakkai Press
Center, Japan, pp. 43–168.Shiraishi, N., Kato, K., 1991. Japan Patent Publication 43,442.Shirashi, N., 1990. Wood plasticization. In: Hon, D.N.S., Shiraishi, N. (Eds.), Wood and
Cellulose Chemistry. Marcel Dekker, New York and Basel, pp. 861–904.Vanesse, T.C., Chornet, E., Poverend, R., 1988. Liquefaction of lignocellulosics in
model solvents: creosote oil and ethylene glycol. Can. J. Chem. Eng. 66, 112–121.
Zakaria, S., Hazira, H., Julie, A.M., Deraman, M., 2001. Chemical modification on lig-nocellulosic polymeric oil palm empty fruit bunch for advance material. Adv.
Zhang, Q., Zhao, G., Hu, S., 2005. Factors affecting the resinifaction of liquefied phe-nolated wood. For. Stud. Chin. 7 (2), 38–42.
Zhang, Y., Ikeda, A., Hori, N., Takemura, A., Ono, H., Yamada, T., 2006. Characterizationof liquefied product from cellulose with phenol in the presence of sulfuric acid.Biores. Technol. 97 (2), 313–321.