Embed Size (px)
Citation preview
HSE REpoRt 2010
Jotun Protects Property

Contents4 Introduction
5 Responsibility for HSE
6 Jotun Group policy
8 Regulations
10 the benefits of antifouling
11 Helping the local environment
12 Jotun funds tibetan school
13 phasing-out coal tar use
14 Safety and preparedness
15 Raw materials
16 paint production
17 powder coatings production
18 our environmental impact
20 A safe working environment
22 Assessing our own performance
Copywriting: Blue-CDesign: SAY PR & Communications AS (Daniel Barradas)All pictures by Morten Rakke photography, except: Front cover– Getty images, p.11 - Per Kristian Aagaard, p.13 - Tom R. Hansen, Biologge A/S, p.23 - Paal-Andre Scwital / Metro Brandingprinted by: BK Gruppen
The paper used to print this report has the Nordic Eco-labeling – the Swan – and is also approved by the PEFC Council (Programme for the Endorsement of Forest Certifications schemes).
MILJØMERKET
241Trykksak
645
Jotun’s HSE visionJotun A/S will enhance long-term competitiveness and
financial performance through a responsible approach,
attitude and actions regarding Health, Safety and
Environment.
All of Jotun’s activities shall:• Prevent work-related illnesses• Promote employees’ physical and mental health• Protect life and property• Prevent pollution

4 5
INTR
oD
uC
TIo
NRESPo
NSIBIlITY
FoR H
SE
At Jotun, we have always prided ourselves on being able to make continuous improve-ments throughout the organisation – from developing new products to creating effi-ciencies in our manufacturing processes. And our initiatives with respect to health, safety and environmental (HSE), are no different to any other part of the business – we need to constantly look at improve-ments to the way we operate, as well as integrating the latest regulations into our working practices.
These improvements will continue not despite of but for the reason that Jotun is a company producing paints and coatings which rely on chemicals. It is a fact that chemicals are required in production, but we will always do all we can to reduce the impact that they make on the environment.
As part of our corporate and social re-sponsibility initiatives we have a chemical policy that guides the way we work. Most importantly, there are a number of sub-stances we are not allowed to use and we will never do so. Furthermore, there is a group of substances that we are using but are looking to phase out. As an example, we no longer use coal tar in our coatings, which was a management decision, despite there being no legislation to curtail its use. The final group of products are those that we can use and we will ensure that we do so in a responsible way.
We will always strive to develop new products which bring about positive en-vironmental benefits for users. As an example, there have been industry stud-ies proving that ships which use our hull coatings reduce fuel, and oil rigs with our coatings don’t have to be replaced so of-ten. One of our newest products, Sens, is proven to significantly reduce adverse ef-fects of paint use by asthma sufferers. This approach to product development will be maintained.
Unfortunately, as an industrial manu-facturing company accidents do occur –
though thankfully the trend is a downward one. However, we put in place teams to ensure we learn as much as we can from these incidents and set in place procedures to mitigate against them occurring in the future. Employee training – supported by our learning academies – will also ensure that we will continue to improve our HSE performance. The amount and level of training is increasing and this is being re-alized in operational improvements.
We have one standard, one HSE approach that is undertaken on a global basis. This helps us to develop a cohesive best practice methodology across the Group and be able to benchmark our activities.
So that we can make the improvements we require, significant HSE investments will be maintained across all of our factories. This continuous development process is supported by the Jotun board – in fact, they have never turned down a significant HSE investment. More and more informa-tion relating to HSE is being collated and the Board receives an HSE-specific report three times a year, enhancing both knowl-edge and the ability to make decisions.
We must never be complacent in our ap-proach to HSE developments – whether they impact our employees, our custom-ers or end users. You can be assured that our goal of continous improvement will guide our day-to-day activities – year in, year out.
Morten Fon, President & CEO
A consistent approach, a single goal
As you would expect for such a significant activity, HSE is a management responsibility at Jotun.
The HSE organisation is responsible for assisting with controls, expertise and reporting. However, the President & CEo has overall responsibility for HSE activities, devises the Group HSE policy and strategies, and approves Jotun’s HSE standards.
The Group Executive Vice Presidents for the divisions, along with company managers and operations managers, are responsible for effecting and monitoring Jotun’s HSE
standards and local regulations via regular reporting and compilation of action plans. The Group HSE Department develops and maintains the group’s HSE standards. The Group HSE Manager reports to the Group Vice President, Technical.
local HSE coordinators and HSE personnel assist with the daily monitoring of HSE activities at each of the factories.
HSE measures form a natural part of management responsibility at Jotun and at the same time are part of the day-to-day work of all employees.
Responsibility for HSEThe Board
President & CEO
Divisions
Companies
Group Vice President, Technical
Group HSE Department

Jotun is a worldwide developer, manufacturer and seller of paint and powder coatings. Our company, including all levels of management, are committed to the success of our HSE management system and subsequent continual improvements to encourage the prevention of negative impacts on health, safety and environment that may affect our employees and stakeholders.
Health, safety and environment is a part of Jotun’s management system, and all our activities should, as a minimum, comply with relevant and applicable local laws and regulations, and our own group health, safety and environmental requirements.
We are mandated to continually improving performance within specified areas in ac-cordance with the international standards ISO 14001 and OHSAS 18001. Annual tar-gets for KPIs will be established in order to correctly monitor and subsequently take corrective action, where necessary.
Our performance will be communicated through our Annual HSE Report.
We shall, as primary objectives:• Prioritise the welfare of our employees
by ensuring a good and acceptable working environment that is proven to be secure and safe.
• Operate and maintain our facilities in a way that prevent fires, accidents and incidents thus adding to the secure environment.
• Strive to substitute dangerous chemicals with less dangerous ones;
• Wherever possible limit pollution by using more environmental friendly raw materials and processes;
• Minimise waste by focusing on planning and recycling of materials.
Our suppliers and contractors are required to document and/or demonstrate an acceptable health, safety and environment standard.
Jotun management, at every level, are committed to allocating the necessary re-sources in order to achieve all HSE objec-tives. This will include the training of all our employees in order to increase compe-tence that will ensure awareness of their obligations to prevent negative impacts on health, safety and environment, and loss of values by damage to properties.
6 7
JoTu
N G
Rou
P Po
lIC
YJo
TuN
GRo
uP Po
lICY
Jotun Group policy
HSE standardJotun’s HSE standard forms the basis for the group’s systematic HSE programme. This shall be a solid foundation for Jotun’s long-term competitive strength and financial results.
Work on the HSE standard started in 1994 and in 1998 it was introduced throughout the group’s facilities. HSE reporting and internal controls and audits are carried out according to the same guidelines throughout all of Jotun’s production units.
HSE accountsJotun compiles tertiary and annual accounts on health, safety, use of resources and environmental pollution. The purpose of the HSE accounts is to monitor the performance of the group; to provide a benchmark for the group’s results against other companies of a similar nature; and to provide information both internally and externally about the group’s effects on people and the environment.
Jotun’s reports are based on statutory Norwegian requirements and include the most important effects of the company’s activities on the environment.
The HSE accounts cover a total of 37 factories, of which there are:• Five factories in Jotun Dekorativ• 11 factories in Jotun Paints• 10 factories in Jotun Powder Coatings• 11 factories in Jotun Coatings
• One of our main focus areas during 2010 was the implementation of ISO 14001 and OHSAS 18001 in our production sites. out of 37 production sites, 33 are now certified according to these standards, and one company will be certified early in 2011. Three companies will be certified at a later stage.
• The Work at Height Regulation was a main topic in HSE Coordinator meetings worldwide. Both theory and practical training were a part of these sessions in order to reduce the risk of major injuries.
• Jotun began a programme to audit suppliers in 2008, with a focus on HSE and Corporate Responsibility (CR). By the end of 2009 audits of some 180 suppliers had been undertaken. In 2010, a further 100 suppliers were audited and this programme will continue in 2011.
• In 2010, as part of Jotun’s programme for maintenance improvement, all categories of Work Permits were established in all maintenance departments. This is one of the requirements to achieve “white belt” – the first step of our five step maintenance programme.
• 38 employees graduated from the Jotun Operations Academy – JOA 1 – during 2010. This academy is for operational managers to train and improve in technical issues, with a focus on HSE and LEAN practices. 2011 will see further development of this programme.
• A Crisis Management Planning and Business Continuity Planning system is now in place across the organisation. All sales and manufacturing companies within the group have prepared management material to illustrate their preparedness for avoiding and, where necessary, dealing with a crisis.
Systematic programmeHighlights 2010

8 9
ENV
IRo
NM
ENT
ENV
IRoN
MEN
T
As one of the world’s foremost developers of paints and coatings, 2010 was a particularly significant year for Jotun in relation to the management of chemicals. A series of regulations are now in force around the world which address the production and use of chemicals, as well as labelling. This will not only impact organisations in the country of manufacture, but wherever these chemicals are sold.
REACH regulation 2010 was a milestone for the chemical in-dustry in Europe due to legislation that came into effect at the end of the year. Reg-istration, evaluation, authorization and re-striction of chemicals (REACH) is a Euro-pean Union regulation which initially came into force on 1 June 2007, with a phased implementation over the next decade. The legislation came about to address two spe-cific issues – protection of human health and protection of the environment.
REACH addresses the production and use of chemicals and their potential impacts on both human health and the environment. As of December 2010, only those chemicals pre-registered or registered by a new Eu-ropean Chemicals Agency (ECHA) in Hel-sinki, Finland can be used by the industry.
About 143,000 chemical substances mar-keted in the European Union were pre-reg-istered by the 1 December 2008 deadline. The supply of substances to the European market which were not registered was made illegal as of December 2010.
For Jotun, REACH is an incredibly impor-tant piece of legislation, affecting both up-stream and downstream activities. As well as having responsibility for the chemicals that Jotun uses directly, the company also needs to have a continuous dialogue with suppliers to check that they are registering substances. The onus has now been placed directly upon the chemical industry to un-dertake required testing.
To meet the demands of REACH, Jotun has established a comprehensive dialogue with its suppliers to ensure that the sub-stances bought are in line with the REACH requirements. All users of raw materials in paint manufacturing and the use by our customers are mapped and information sent to the suppliers to make sure the ad-equate exposure scenarios are developed.
Globally harmonized systemThe Globally Harmonized System of Clas-sification and Labelling of Chemicals (GHS) is an internationally agreed system set to replace the various different clas-sification and labelling standards used in different countries. The GHS is not a regu-lation or a standard. Compliance with the GHS is voluntary for each country, but companies in countries that do not adopt the GHS will be at a disadvantage when doing business internationally.
The United Nations has seen broad inter-national adoption of GHS over the past couple of years and the European Union, the United States and Australia, among others are building GHS into their legisla-tive frameworks.
In June 2010, South Korea became the first Jotun territory to adopt the GHS classifica-tion and labelling system, but only for some products. In December 2010, the CLP (Clas-sification, Labelling and Packaging) Regu-lation entered into force in EU. This regula-tion aligns the EU system of classification, labelling and packaging to GHS. This is the company’s first steps in ensuring that there is continuity across all brands and products around the world and a significant step in meeting the requirements of GHS.
Jotun is now producing safety data sheets –according to local legislation and language – for 45 countries. Changes in classifica-tion and labelling around the world will not only have great impact on those generating the documentation, but also for employees and customers reading and understanding the new classification and labelling system.
Reaching for excellence
VOC content in paint
2010 also saw the EU implement the latest set of regulations governing the amount of volatile organic compound (VoC) content in paint. The main benefits of VoC reductions are to reduce the ozone concentration at ground level and thereby improve the local environment, and to reduce solvent exposure to the end-user.
VoCs are emitted into the atmosphere from a number of different sources, including paint containing solvents. The second phase of VOC reductions that came into effect on 1 anuary 2010 requires all paint manufactured from this date to be compliant with lower content of solvents in paint than those required by the original legislation in 2007.
Not surprisingly, Jotun expended considerable research and development (R&D) efforts prior to both the 2007 and 2010 dates. These included more focus on water-based product development, the phasing-out of a number of non-compliant paints and the reformulation of a number of other products. This has been a continual process over a number of years which has required a massive investment by Jotun.
Whatever country or territory around the world in which Jotun operates, the company strives to successfully comply with and often surpass local legislation and is proud of the efforts made to ensure the continuing safety of the coatings industry.

10 11
THE
BEN
EFIT
S o
F A
NTI
Fou
lIN
GS
HElPIN
G TH
E loC
Al EN
VIRo
NM
ENT
Global trade is in principle increasing every year despite the drop since the credit crunch, with maritime traffic responsible for a major proportion of the movements required to transfer goods around the world.
Even though shipping is already the mode of transport that releases least CO2 per kg transported goods, a reduction in CO2 emis-sions will have positive impact both for the environment and for companies’ fuel bill. For these reasons shipping companies are constantly looking at ways to reduce their environmental footprint and antifoulings are an important tool in their armouries.
The accumulation of organisms on ships’ hulls – so called fouling – can have a num-ber of adverse effects on both fleets and the environment in which they operate. Fouling on ship hulls can increase hydro-dynamic drag, reduce the manoeuvrabil-ity of the vessel and significantly raise the
fuel consumption. This leads to increased operating costs for ships through the in-creased use of manpower, fuel, material and dry docking time.
Bottom-line costs and carbon footprint are important arguments for shipowners, but further considerations are now coming to the fore as the movement of organisms around the world becomes more preva-lent. There have been well-documented cases of foreign species gaining a foothold thousands of kilometres from their usual habitats.
The movement of organisms attached to the hulls of vessels is just as much a con-cern and is one of the reasons why Jotun is working hard to improve the performance of antifoulings which discourage the settle-ment of marine organisms on hulls.
Particular concerns were raised in the 1990-ties about tributyltin (TBT), which
was used in antifouling paints on ships. TBT was shown to have a negative effect on the reproductive organs of dog whelks and farmed oysters. For this reason, as of 1 January 2008, the International Mari-time Organization’s (IMOs) came into force which prohibited the application of organotin compounds such as TBT which acted as biocides in antifouling systems on ships. Jotun terminated the use of TBT completely already in 2002.
Jotun’s answer to the needs of shipowners for high performance antifouling products is the SeaQuantum range, the world’s most advanced TBT-free antifouling and the only true self-smoothing and self-polish-ing product. SeaQuantum has been proven to reduce the amount of movements of creatures carried on ships’ hulls. Because it is able to meet a multitude of environ-mental measures, as well as give financial savings, SeaQuantum sets the standard for maritime antifouling products.
Antifouling bring wide-ranging benefits
As part of ongoing responsibility to the local environment, 2010 saw Jotun continue with a project to clean up the waters in the fjord outside its Gimle factory in Sandefjord.
It has also been working closely with the Norwegian Institute for Water Research (NIVA), marine consultants that have taken analyses to check that improvements and measures against targets are being made. Analyses of sediment samples taken by NIVA towards the end of 2010 show that the new sediment surface is clean with respect to metals, polychlorinated biphe-nyl (PCB) and polyaromatic hydrocarbon
(PAH). The level of tributyltin (TBT) is below the target for the project.
As a part of the project samples of sea weed and mussels are collected from dif-ferent areas of the fjord and traces of ma-rine pollutants in the tissues are analysed and compared. So far it is too early to con-clude on the positive effect of the clean up, but as part of a control programme this will be followed through the coming years.
Jotun is also behind another project in the fjord outside Gimle – the creation of an artificial reef. Although on a small scale at present, if the project is seen as helping
to bring new marine life to the fjord, an extension of the reef is likely. This type of reef has been created in a number of other sites across Norway to rejuvenate the ma-rine environment. Success has been seen at many of these locations and hopes are high for a similar result in Sandefjord.
Throughout all of these initiatives, the Jo-tun Board of Directors has been fully sup-portive of all the activities to clean up the fjord area. These efforts have been partic-ularly appreciated by local interest groups and the local community and have shown that Jotun is fully aware of its roles and re-sponsibilities to the local environment.
Making Sandefjord fjord a better environment

12 13
JoTu
N F
uN
DS
TIBE
TAN
SC
Ho
ol PH
ASIN
G-o
uT C
oA
l TAR u
SE
Jotun has a clearly defined approach to corporate responsibility, based upon its values of loyalty, care, respect and boldness. As well as multinational charity support, Jotun’s myriad of operations around the globe also target aid directly to projects at a local level.
Because Jotun believes that local companies understand best the cultures and demands of their local community, it allows them to have responsibility for seeking out worthy causes on a local, grassroots basis. A good example of this is a project that Jotun Coat-ings, China was closely involved in which created a new educational establishment in a community that was desperate for such an initiative.
Dongba Town primary school is located in Nangqian County on the Tibetan Pla-teau region of China. The population of Nangqian County is 61,000 and is based primarily on both farming and animal hus-bandry. The plight of the town’s local school came to light through the Chinese charity,
Gesanghua, of which the Jotun Coatings (Zhangjiagang) Co. Ltd. financial director is a member.
The original school, which provides gener-al education to 500 local male and female students between the ages of seven and 11, was in a considerable state of disrepair and needed significant support if it was to remain open. So, in 2009, Jotun (ZJG), made a donation of RMB 700,000 (USD 100,000) to the Gesanghua Charity, which began working with the Nangqian County People’s Government to set about rebuild-ing the school. The year-long project re-sulted in a new two-storey main building and further departments with three storey buildings, covering a total area of 1550 m2.
As well as financial support, Jotun also supplied both the interior and exterior coatings for the entire project as well as uniforms to the pupils. The school is now a modern, well constructed educational establishment which will be able to sup-port young children in Dongba and the surrounding for years to come.
The new building was officially opened in September 2010 and a number of Jotun employees visited Dongba to take part in the opening ceremony. Upon completion of this project Jotun is now supporting further activities at the school. With a donation of RMB 260,000 (USD 40,000) from Jotun, the school is installing solar panels allowing it to have both hot water and electricity for the first time ever. This will undoubtedly change the way pupils at the school are taught, as they will now have access to modern teaching aids such as computers and the internet.
As well as financial assistance from Jotun, employees from the company have also chosen to make donations directly from their salaries. These contributions are being used to pay the tuition fees of many of the attending students. The total value donated by Jotun and staff now comes to over RMB 1,000,000 (USD 150,000) and will make a major contribution to the standard of school-ing in the region for years to come.
Jotun funds Tibetan school project
Ensuring that you meet health, safety and environmental regulations around the world is a legal duty of companies. However, Jotun has gone further than this when it comes to the use of coal tar – a product that is not banned but has been proven to have adverse effects on health under certain circumstances.
Back in 2002 Jotun made the decision that it would phase-out the use of coal tar ep-oxy in its coatings. It had been used in the industry for decades as it is inexpensive, provides good coverage properties, has fine elasticity and is an excellent water repelent.
Unfortunately, it is also carcinogenic and it is not always possible to guarantee that users of coal tar-included coatings abide by manufacturers’ application recommen-dations. As such, Jotun took the decision to phase-out coal tar-containing products
as a way to improve the health, safety and environment (HSE) of those using Jotun paint.
In order to consider the implication of stopping using coal tar, various depart-ments came together to create a report on the replacement of products – including the impact on HSE, any compromise on technical performance and the economic impact on replacement. The result of this study was a policy decision by Jotun man-agement to cease using coal tar in our coat-ings production. In 2009 Jotun launched Jotaguard 82 into the Thai market, as Thailand historically had been a signifi-cant market using coal tar-based products. Despite there being no local legislation to ban coal tar-based products in Thailand, the Jotun Group chose Thailand as the first territory in which to launch Jotaguard 82, a product developed with enhanced safety and quality features.
There was certainly a significant financial cost to developing a new synthetic prod-uct which could replace coal tar, but Jotun felt that the bigger picture was of ultimate concern. It was also recognised that Jo-tun might lose customers that don’t want to use a new product. Unfortunately, this has to a certain extent been the case to date, though Jotun is confident that in the long-term customers will acknowledge the reasons for phasing out the coal tar prod-ucts and bringing this new product to the market.
The most important point is that as an in-dustry leader Jotun is not prepared to wait for legislation to bring about change, but will instead make a stand that is in the lasting interests of both paint users and the community at large. The launch of Jota-guard 82 in Thailand is a clear expression of this commitment.
Doing the right thing
14 15
SAFE
TY A
ND
PRE
PARE
DN
ESS
RAW
MA
TERIAlS
Every Jotun product contains a number of chemicals and materials, each of which contribute to the qualities of the finished product. Here we describe the key raw materials in Jotun paints and powder coatings, and how they work together.
SolventsSolvents are only used in paint and not in powder coatings. Solvents are the liquids that carry the solid components in paint. They are present to ensure the paint is of the correct consistency for application by brush, roller or spray. Paint is divided into solvent-based paint which uses organic solvents such as mineral spirit, and water-based paints.
PigmentsThe pigments used in paint and powder coatings are normally present as fine solid particles that are dispersed, but not soluble,
in the binder and solvent. The pigments contribute to the colour and opacity (hiding powder) of the paint and protect the binders and substrates from UV degradation.
ExtendersExtenders are natural or synthetic miner-als such as talc and clay, which are evenly dispersed in the paint. The particles come in different sizes and shapes. In powder coatings it is important that the extender is heat-resistant.
BindersThe binder or resin is one of the most im-portant components in paint and powder coatings, and can be thought of as the glue which holds the pigments together and sticks them to the surface. In paint it is the basic solid film former that remains after the solvent has evaporated, and which binds the pigment particles together into a cohesive paint film.
The binder determines many of the neces-sary film properties such as adhesion, gloss level, hardness, abrasion resistance, flex-ibility, drying speed and durability.
AdditivesAdditives are the specialised components used in paint and powder coatings that give them their final performance and characteristics. For example, in paint they provide UV protection, inhibit tannin staining, inhibit corrosion, protect the film against mould growth and ensure good flow and levelling.
HardenerIn powder coatings and two-component paint, the hardener is used to cross-link the resin at a given temperature. The de-gree of cross-linking can be adjusted to determine the gloss level, degree of sur-face and other aspects, including structure and texture effects.
Raw materialsSafety and preparednessThanks to knowledge and training the fire incidents last year were handled quickly and averting the risk of major fires.
Site security and trainingSecurity and safety are essential in the en-tire chemical industry, which needs to be prepared for a wide range of threats and incidents, such as intoxicants, organised crime, violence in the workplace and even terrorism. In order to manage security risks Jotun needs to evaluate which mea-sures to take at any given time.
Active learningAlso in 2010 Jotun continued the impor-tant training of all staff at its production facilities worldwide on the issues of earth-ing and static electricity. Earthing and static electricity are the biggest challenges Jotun faces in terms of guaranteeing the safety of its employees and property.
8,250 hours of preparedness training were carried out in 2010, as compared to 6,100 hours in 2009. On average this represent six hours of training for each of the 1,400 rescue personnel in the organisation.
Specific incidents in 2010There were fourteen fires and early stage of fires in 2010. Three of the fires are con-sidered serious because they had a poten-tial to cause bigger fires.
The fires and early stage of fires were ex-tinguished with manual fire extinguish-ers by Jotun personnel and did not result in injuries, major damage to property or environment.
Fire prevention measuresJotun is active in the area of fire preven-tion measures. This includes providing employees with training, fire-resistant fa-cilities and personal protective equipment.
The correct fire-detection system and fire-fighting equipment are vital for preventing and limiting the scope of a fire.
Fire-detection and fire-fighting systems shall be activated automatically. Foam-based extinguishing equipment shall be used at factories manufacturing solvent-based products.
Any conditions which result or could re-sult in any damage to the environment or personal injury shall be treated as non-conformities. These conditions must be rectified in order to prevent any recur-rence. This applies to incidents involving fires, early stage of a fire and accidental emissions of chemicals.
The outbreak of fire is regarded as the greatest risk factor at Jotun’s plants. Preventive measures against fire and explosions are therefore given high priority in order to prevent personal injuries and damage to property. Site security is another area in which improvements are being made.
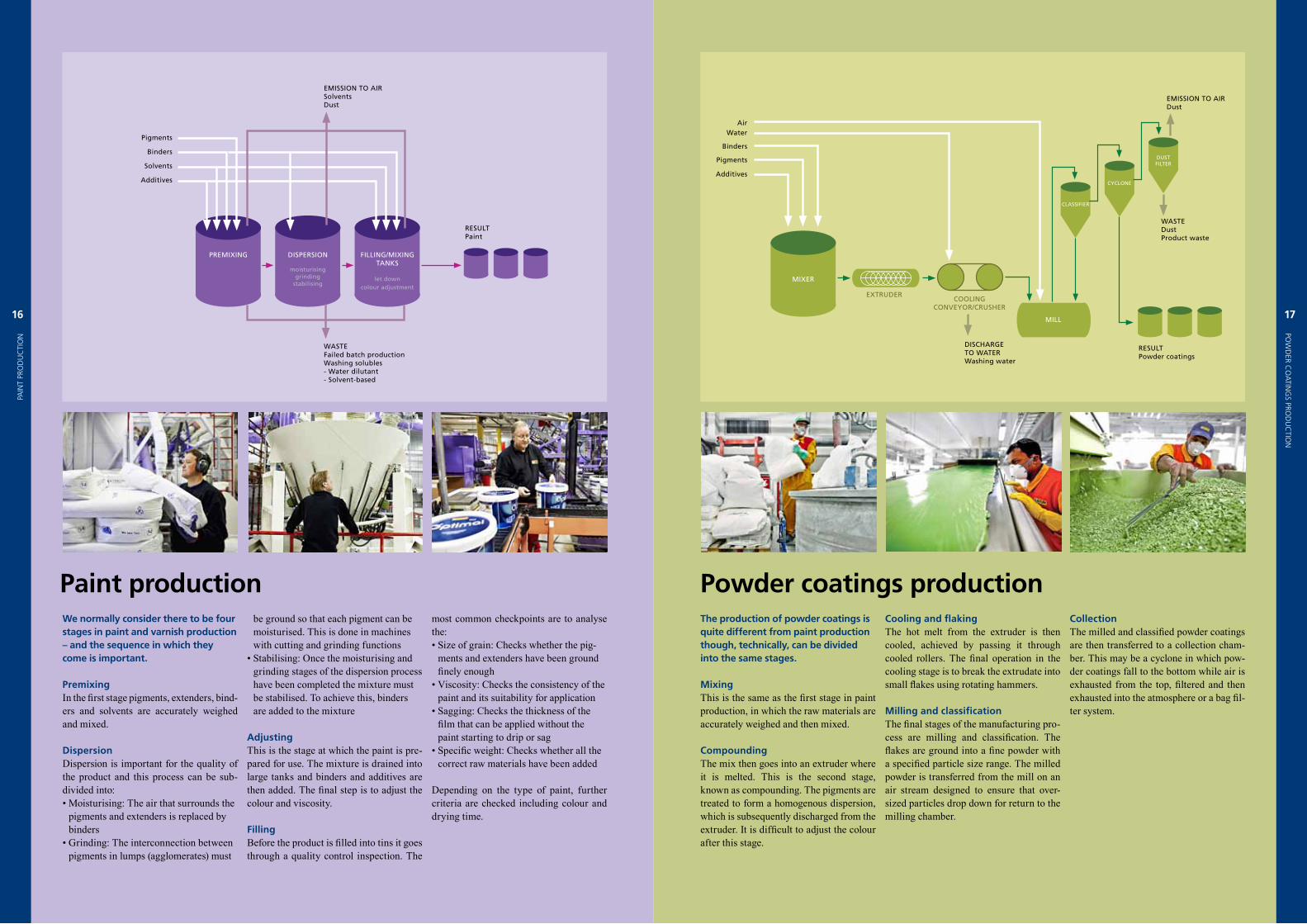
pigments
EMISSIoN to AIRSolventsDust
WAStEFailed batch productionWashing solubles- Water dilutant- Solvent-based
RESULtpaint
Solvents
Additives
Binders
pREMIXING DISpERSIoN
moisturisinggrinding
stabilising
FILLING/MIXINGtANKS
let downcolour adjustment
EMISSIoN to AIRDust
WAStEDustproduct waste
DISCHARGEto WAtERWashing water
RESULtpowder coatings
pigments
WaterAir
Additives
Binders
MIXER
MILL
CooLING CoNVEYoR/CRUSHER
EXtRUDER
CLASSIFIER
CYCLoNE
DUStFILtER
16 17
PAIN
T PR
oD
uC
TIo
NPo
WD
ER Co
ATIN
GS PRo
Du
CTIo
N
We normally consider there to be four stages in paint and varnish production – and the sequence in which they come is important.
PremixingIn the first stage pigments, extenders, bind-ers and solvents are accurately weighed and mixed.
DispersionDispersion is important for the quality of the product and this process can be sub-divided into:• Moisturising: The air that surrounds the
pigments and extenders is replaced by binders
• Grinding: The interconnection between pigments in lumps (agglomerates) must
be ground so that each pigment can be moisturised. This is done in machines with cutting and grinding functions
• Stabilising: Once the moisturising and grinding stages of the dispersion process have been completed the mixture must be stabilised. To achieve this, binders are added to the mixture
AdjustingThis is the stage at which the paint is pre-pared for use. The mixture is drained into large tanks and binders and additives are then added. The final step is to adjust the colour and viscosity.
FillingBefore the product is filled into tins it goes through a quality control inspection. The
most common checkpoints are to analyse the:• Size of grain: Checks whether the pig-
ments and extenders have been ground finely enough
• Viscosity: Checks the consistency of the paint and its suitability for application
• Sagging: Checks the thickness of the film that can be applied without the paint starting to drip or sag
• Specific weight: Checks whether all the correct raw materials have been added
Depending on the type of paint, further criteria are checked including colour and drying time.
Paint production Powder coatings productionThe production of powder coatings is quite different from paint production though, technically, can be divided into the same stages.
MixingThis is the same as the first stage in paint production, in which the raw materials are accurately weighed and then mixed.
CompoundingThe mix then goes into an extruder where it is melted. This is the second stage, known as compounding. The pigments are treated to form a homogenous dispersion, which is subsequently discharged from the extruder. It is difficult to adjust the colour after this stage.
Cooling and flakingThe hot melt from the extruder is then cooled, achieved by passing it through cooled rollers. The final operation in the cooling stage is to break the extrudate into small flakes using rotating hammers.
Milling and classificationThe final stages of the manufacturing pro-cess are milling and classification. The flakes are ground into a fine powder with a specified particle size range. The milled powder is transferred from the mill on an air stream designed to ensure that over-sized particles drop down for return to the milling chamber.
CollectionThe milled and classified powder coatings are then transferred to a collection cham-ber. This may be a cyclone in which pow-der coatings fall to the bottom while air is exhausted from the top, filtered and then exhausted into the atmosphere or a bag fil-ter system.
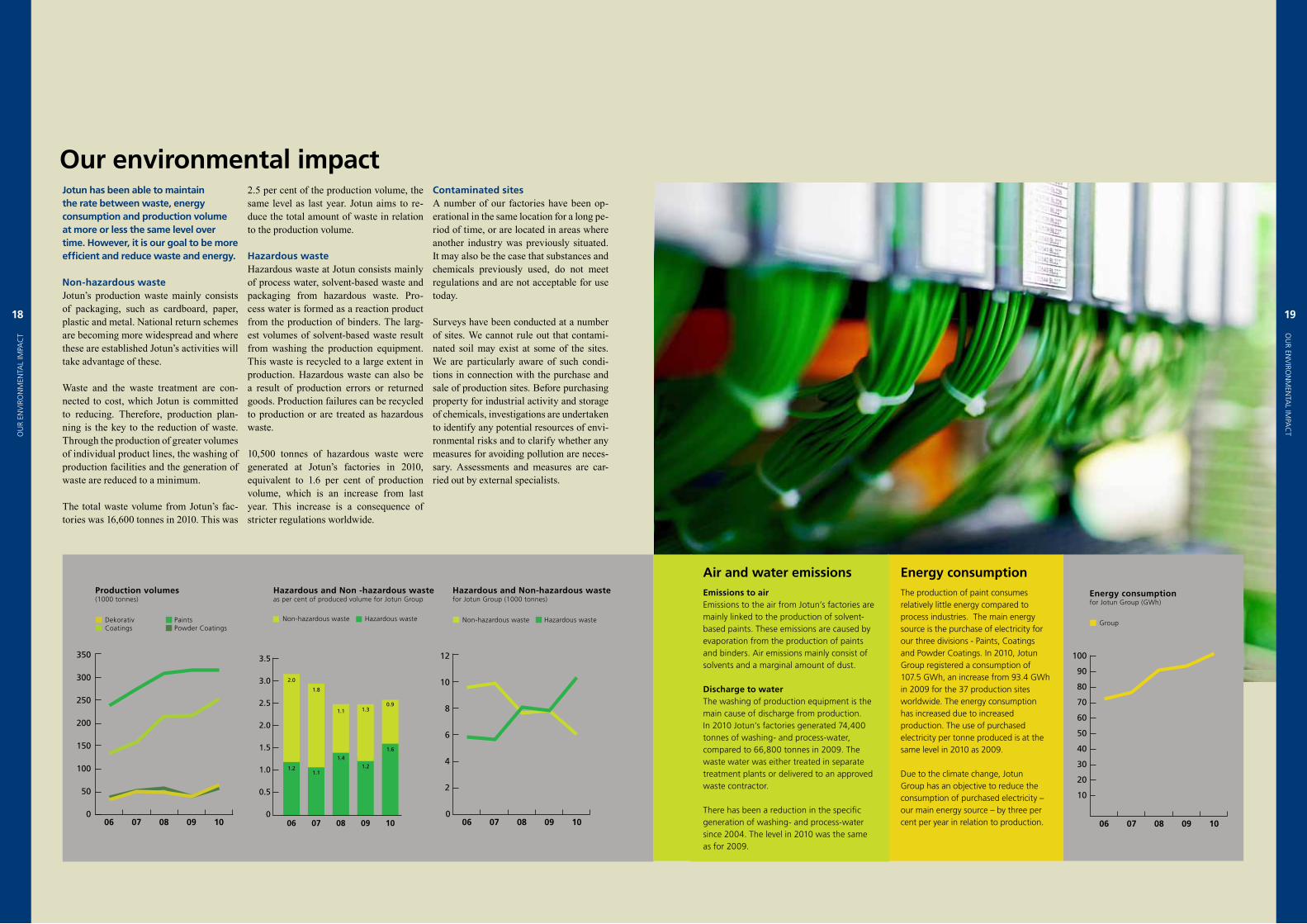
Jotun has been able to maintain the rate between waste, energy consumption and production volume at more or less the same level over time. However, it is our goal to be more efficient and reduce waste and energy.
Non-hazardous wasteJotun’s production waste mainly consists of packaging, such as cardboard, paper, plastic and metal. National return schemes are becoming more widespread and where these are established Jotun’s activities will take advantage of these.
Waste and the waste treatment are con-nected to cost, which Jotun is committed to reducing. Therefore, production plan-ning is the key to the reduction of waste. Through the production of greater volumes of individual product lines, the washing of production facilities and the generation of waste are reduced to a minimum.
The total waste volume from Jotun’s fac-tories was 16,600 tonnes in 2010. This was
2.5 per cent of the production volume, the same level as last year. Jotun aims to re-duce the total amount of waste in relation to the production volume.
Hazardous wasteHazardous waste at Jotun consists mainly of process water, solvent-based waste and packaging from hazardous waste. Pro-cess water is formed as a reaction product from the production of binders. The larg-est volumes of solvent-based waste result from washing the production equipment. This waste is recycled to a large extent in production. Hazardous waste can also be a result of production errors or returned goods. Production failures can be recycled to production or are treated as hazardous waste.
10,500 tonnes of hazardous waste were generated at Jotun’s factories in 2010, equivalent to 1.6 per cent of production volume, which is an increase from last year. This increase is a consequence of stricter regulations worldwide.
Contaminated sitesA number of our factories have been op-erational in the same location for a long pe-riod of time, or are located in areas where another industry was previously situated. It may also be the case that substances and chemicals previously used, do not meet regulations and are not acceptable for use today.
Surveys have been conducted at a number of sites. We cannot rule out that contami-nated soil may exist at some of the sites. We are particularly aware of such condi-tions in connection with the purchase and sale of production sites. Before purchasing property for industrial activity and storage of chemicals, investigations are undertaken to identify any potential resources of envi-ronmental risks and to clarify whether any measures for avoiding pollution are neces-sary. Assessments and measures are car-ried out by external specialists.
18 19
ou
R EN
VIR
oN
MEN
TAl
IMPA
CT
ou
R ENV
IRoN
MEN
TAl IM
PAC
T
Our environmental impact
Energy consumptionThe production of paint consumes relatively little energy compared to process industries. The main energy source is the purchase of electricity for our three divisions - Paints, Coatings and Powder Coatings. In 2010, Jotun Group registered a consumption of 107.5 GWh, an increase from 93.4 GWh in 2009 for the 37 production sites worldwide. The energy consumption has increased due to increased production. The use of purchased electricity per tonne produced is at the same level in 2010 as 2009.
Due to the climate change, Jotun Group has an objective to reduce the consumption of purchased electricity – our main energy source – by three per cent per year in relation to production.
350
300
250
200
150
100
50
0
Production volumes (1000 tonnes)
Dekorativ PaintsCoatings Powder Coatings
06 07 08 09 10
2
0
4
6
8
10
12
Hazardous and Non-hazardous wastefor Jotun Group (1000 tonnes)
Non-hazardous waste Hazardous waste
06 07 08 09 10
0.5
0
1.0
1.5
2.0
2.5
3.5
3.0
Hazardous and Non -hazardous waste as per cent of produced volume for Jotun Group
Non-hazardous waste Hazardous waste
06
2.0
1.2
07
1.8
1.1
08
1.1
1.4
09
1.3
1.2
10
0.9
1.6
Air and water emissions Emissions to airEmissions to the air from Jotun’s factories are mainly linked to the production of solvent-based paints. These emissions are caused by evaporation from the production of paints and binders. Air emissions mainly consist of solvents and a marginal amount of dust.
Discharge to waterThe washing of production equipment is the main cause of discharge from production. In 2010 Jotun’s factories generated 74,400 tonnes of washing- and process-water, compared to 66,800 tonnes in 2009. The waste water was either treated in separate treatment plants or delivered to an approved waste contractor.
There has been a reduction in the specific generation of washing- and process-water since 2004. The level in 2010 was the same as for 2009.
Energy consumption for Jotun Group (GWh)
Group
06 07 08 09 10
100
90
80
70
60
50
40
30
20
10
20 21
A S
AFE
Wo
RKIN
G E
NV
IRo
NM
ENT
A SA
FE Wo
RKIN
G EN
VIRo
NM
ENT
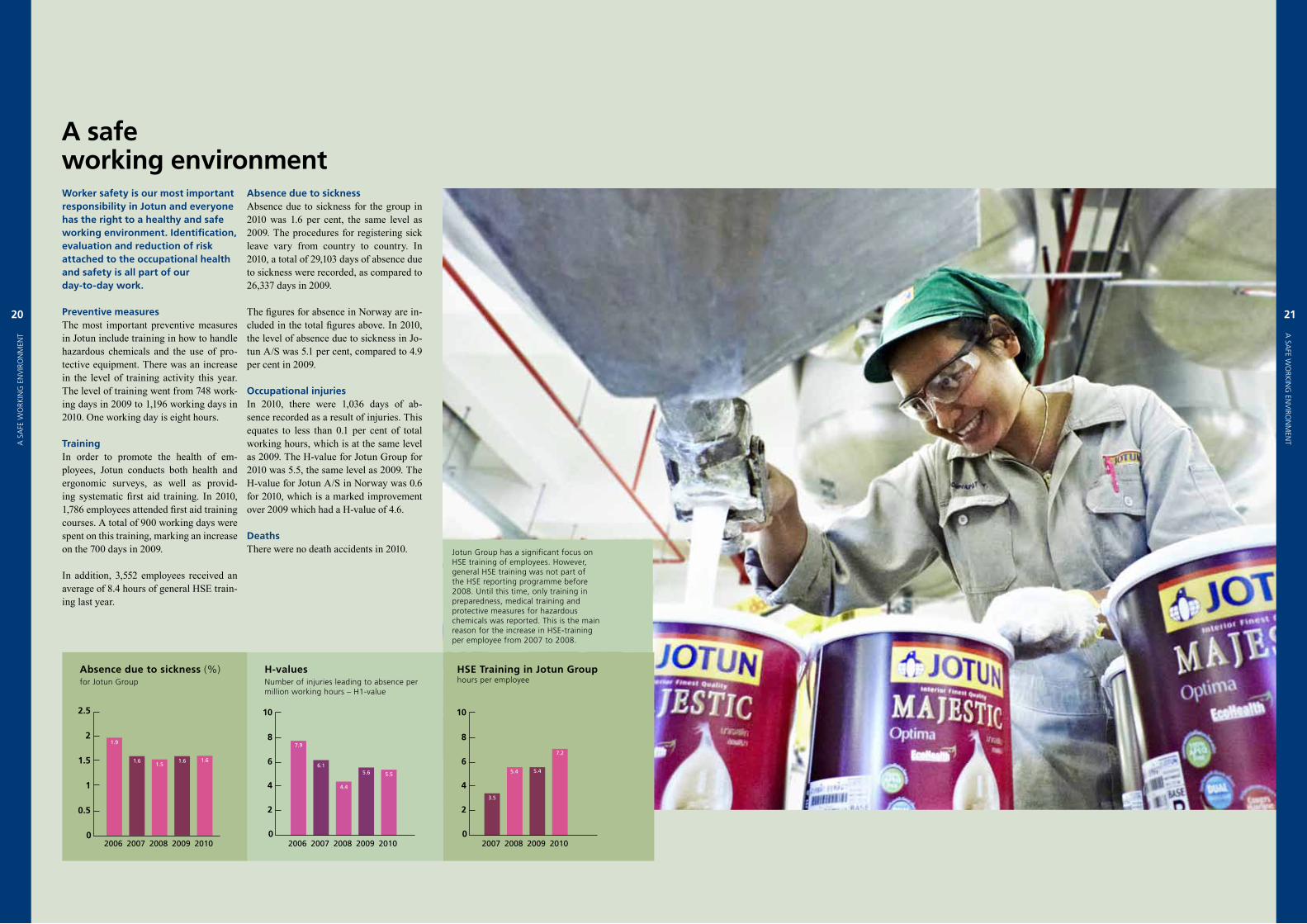
Worker safety is our most important responsibility in Jotun and everyone has the right to a healthy and safe working environment. Identification, evaluation and reduction of risk attached to the occupational health and safety is all part of our day-to-day work.
Preventive measuresThe most important preventive measures in Jotun include training in how to handle hazardous chemicals and the use of pro-tective equipment. There was an increase in the level of training activity this year. The level of training went from 748 work-ing days in 2009 to 1,196 working days in 2010. One working day is eight hours.
TrainingIn order to promote the health of em-ployees, Jotun conducts both health and ergonomic surveys, as well as provid-ing systematic first aid training. In 2010, 1,786 employees attended first aid training courses. A total of 900 working days were spent on this training, marking an increase on the 700 days in 2009.
In addition, 3,552 employees received an average of 8.4 hours of general HSE train-ing last year.
Absence due to sicknessAbsence due to sickness for the group in 2010 was 1.6 per cent, the same level as 2009. The procedures for registering sick leave vary from country to country. In 2010, a total of 29,103 days of absence due to sickness were recorded, as compared to 26,337 days in 2009. The figures for absence in Norway are in-cluded in the total figures above. In 2010, the level of absence due to sickness in Jo-tun A/S was 5.1 per cent, compared to 4.9 per cent in 2009.
Occupational injuriesIn 2010, there were 1,036 days of ab-sence recorded as a result of injuries. This equates to less than 0.1 per cent of total working hours, which is at the same level as 2009. The H-value for Jotun Group for 2010 was 5.5, the same level as 2009. The H-value for Jotun A/S in Norway was 0.6 for 2010, which is a marked improvement over 2009 which had a H-value of 4.6.
DeathsThere were no death accidents in 2010.
A safe working environment
for Jotun Group
Absence due to sickness (%) H-valuesNumber of injuries leading to absence per million working hours – H1-value
4
2
0
6
8
10
HSE Training in Jotun Grouphours per employee
Jotun Group has a significant focus on HSE training of employees. However, general HSE training was not part of the HSE reporting programme before 2008. Until this time, only training in preparedness, medical training and protective measures for hazardous chemicals was reported. This is the main reason for the increase in HSE-training per employee from 2007 to 2008.
1
0.5
0
1.5
2
2.5
2006
1.9
2006
7.9
2007
1.6
2007
6.1
2007
3.5
2008
1.5
2008
4.4
2008
5.4
2009
1.6
2009
5.6
2009
5.4
2010
1.6
2010
5.5
2010
7.2
4
2
0
6
8
10
Internal audits and controls are important elements of Jotun’s HSE policy and are carried out at all Jotun’s factories throughout the world. using systematic controls, Group HSE creates foundation for common learning and improvements.
23
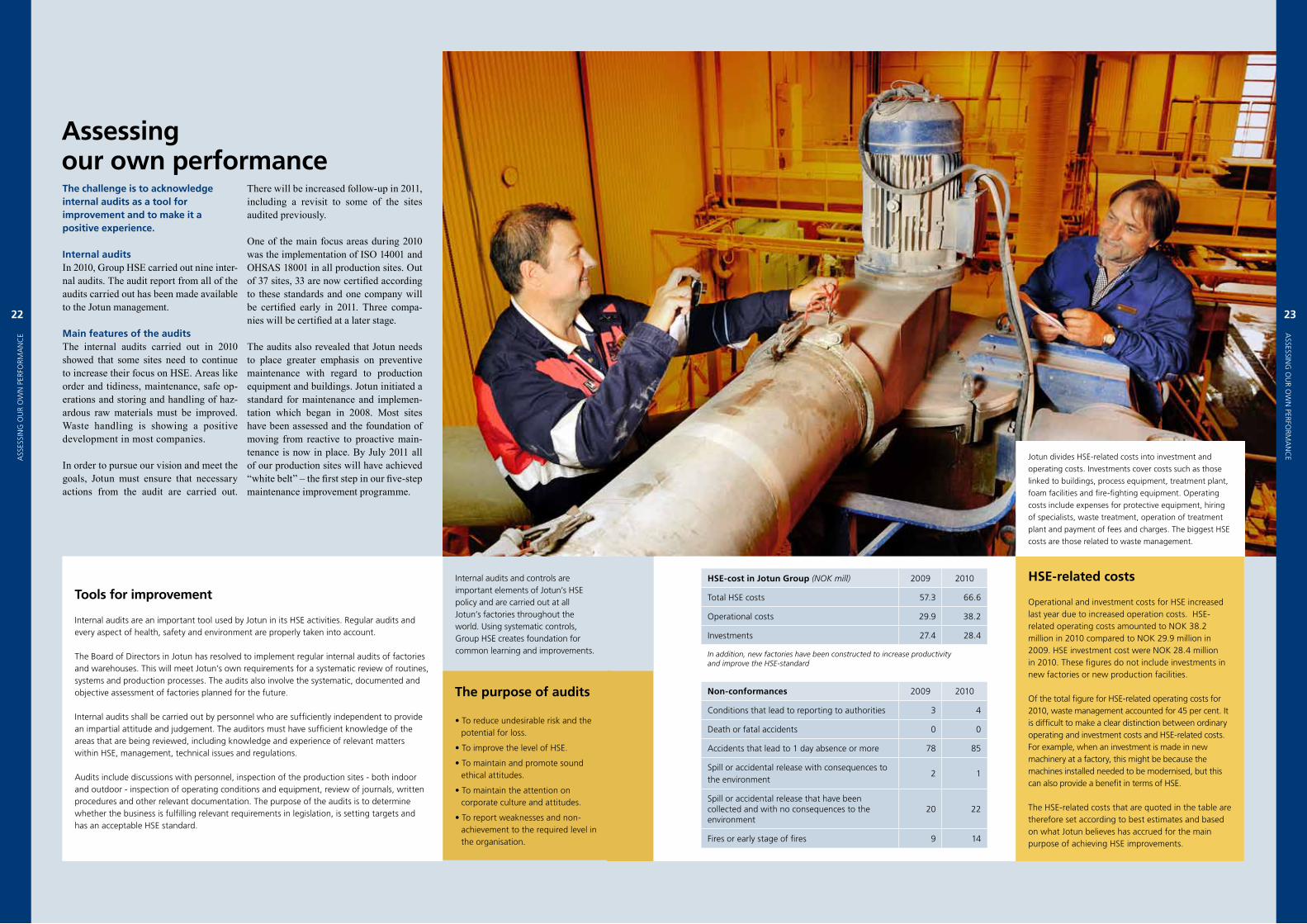
The challenge is to acknowledge internal audits as a tool for improvement and to make it a positive experience.
Internal auditsIn 2010, Group HSE carried out nine inter-nal audits. The audit report from all of the audits carried out has been made available to the Jotun management.
Main features of the auditsThe internal audits carried out in 2010 showed that some sites need to continue to increase their focus on HSE. Areas like order and tidiness, maintenance, safe op-erations and storing and handling of haz-ardous raw materials must be improved. Waste handling is showing a positive development in most companies.
In order to pursue our vision and meet the goals, Jotun must ensure that necessary actions from the audit are carried out.
There will be increased follow-up in 2011, including a revisit to some of the sites audited previously.
One of the main focus areas during 2010 was the implementation of ISO 14001 and OHSAS 18001 in all production sites. Out of 37 sites, 33 are now certified according to these standards and one company will be certified early in 2011. Three compa-nies will be certified at a later stage.
The audits also revealed that Jotun needs to place greater emphasis on preventive maintenance with regard to production equipment and buildings. Jotun initiated a standard for maintenance and implemen-tation which began in 2008. Most sites have been assessed and the foundation of moving from reactive to proactive main-tenance is now in place. By July 2011 all of our production sites will have achieved “white belt” – the first step in our five-step maintenance improvement programme.
HSE-related costs
operational and investment costs for HSE increased last year due to increased operation costs. HSE-related operating costs amounted to NOK 38.2 million in 2010 compared to NOK 29.9 million in 2009. HSE investment cost were NOK 28.4 million in 2010. These figures do not include investments in new factories or new production facilities.
of the total figure for HSE-related operating costs for 2010, waste management accounted for 45 per cent. It is difficult to make a clear distinction between ordinary operating and investment costs and HSE-related costs. For example, when an investment is made in new machinery at a factory, this might be because the machines installed needed to be modernised, but this can also provide a benefit in terms of HSE.
The HSE-related costs that are quoted in the table are therefore set according to best estimates and based on what Jotun believes has accrued for the main purpose of achieving HSE improvements.
Assessing our own performance
The purpose of audits
• To reduce undesirable risk and the potential for loss.
• To improve the level of HSE.
• To maintain and promote sound ethical attitudes.
• To maintain the attention on corporate culture and attitudes.
• To report weaknesses and non-achievement to the required level in the organisation.
Tools for improvement
Internal audits are an important tool used by Jotun in its HSE activities. Regular audits and every aspect of health, safety and environment are properly taken into account.
The Board of Directors in Jotun has resolved to implement regular internal audits of factories and warehouses. This will meet Jotun’s own requirements for a systematic review of routines, systems and production processes. The audits also involve the systematic, documented and objective assessment of factories planned for the future.
Internal audits shall be carried out by personnel who are sufficiently independent to provide an impartial attitude and judgement. The auditors must have sufficient knowledge of the areas that are being reviewed, including knowledge and experience of relevant matters within HSE, management, technical issues and regulations.
Audits include discussions with personnel, inspection of the production sites - both indoor and outdoor - inspection of operating conditions and equipment, review of journals, written procedures and other relevant documentation. The purpose of the audits is to determine whether the business is fulfilling relevant requirements in legislation, is setting targets and has an acceptable HSE standard.
Jotun divides HSE-related costs into investment and
operating costs. Investments cover costs such as those
linked to buildings, process equipment, treatment plant,
foam facilities and fire-fighting equipment. operating
costs include expenses for protective equipment, hiring
of specialists, waste treatment, operation of treatment
plant and payment of fees and charges. The biggest HSE
costs are those related to waste management.
HSE-cost in Jotun Group (NOK mill) 2009 2010
Total HSE costs 57.3 66.6
operational costs 29.9 38.2
Investments 27.4 28.4
In addition, new factories have been constructed to increase productivity and improve the HSE-standard
Non-conformances 2009 2010
Conditions that lead to reporting to authorities 3 4
Death or fatal accidents 0 0
Accidents that lead to 1 day absence or more 78 85
Spill or accidental release with consequences to the environment
2 1
Spill or accidental release that have been collected and with no consequences to the environment
20 22
Fires or early stage of fires 9 14
22 23
ASS
ESSI
NG
ou
R o
WN
PER
FoRM
AN
CE
ASSESSIN
G o
uR o
WN
PERFoRM
AN
CE

Jotun Protects Property
Jotun A/SP.O. Box 20213202 SandefjordNorwaywww.jotun.com








![Jotun Brochure 2011[1]](https://img.pdfslide.us/doc/110x75/553cb161550346b94f8b4a89/jotun-brochure-20111.jpg)