Embed Size (px)
DESCRIPTION
iv report mem560
Citation preview

1.0 BACKGROUND OF COMPANY.
AMAT TEKNIK SDN. BHD was established back in February 1994. They are one of the
pioneer 100% Bumiputra Bolts & Nuts Manufacturer. In the mid year of 1995, they started
production with 2 units of machine.
It has proven since than to become one of the most efficient Bumiputra Fastener
Manufacturer. They cater wide range of local markets needs. Industries such as automotive, metal
base manufacturing, electronics and engineering works. Now with more than 20 units of machine,
they are capable of producing 150MT monthly.
In the beginning of their business, they concentrate in producing forging parts for automotive
and engineering, such as Hexagon Bolt, Weld Bolts and Nuts, Machine Screws and Tapping Screws,
Hexagon Head Screws, Carriage bolts and others. Their current major product is Nuts and Bolts
Weld with various size from M5 to 7/16UNF, Hook Hanger Mufflers from diameter 10mm to
12mm, Tube Towing Hook, Pin, Rivets, Rollers, Iso-fix, Sleeves, Holder Mounting and etc.
They plan to manufacture high grade and safety parts fasteners with mechanical properties and
conformity to National Standard like BC (UK ), JIS ( JAPAN ), ANSI ( USA ), SIRIM, DIN
( GERMANY ), and etc. In the future, Amat Teknik Sdn. Bhd., intend to produce and market bigger
range product due to domestic market demand and localization program. And at the same time to
improve the quality, service, cost effectiveness and technical innovation for both existing customers
and new customers.
With the current economic vast growth and great demand has promoted Amat Teknik Sdn.
Bhd. to invest on new advance technology in quality testing equipment. With the new technology,
their Automatic sorting machines which electronically detect ‘NG’ parts is capable to check and sort
600pcs/min. This actually streamlined with the Customers requirement towards ’ZERO DEFECT’.
With the wide range of quality product, Amat Teknik Sdn. Bhd. will widen the market needs and
simultaneously will fulfill our country ‘vision 2020’.


2.0 PRODUCT DESCRIPTION
Amat Teknik Sdn. Bhd. manufacturing a mass amount of nuts and bolts. They produced various
type of nuts and bolts with some metal stamping and machining products where it depending on the
customer needs. Here are the list of their products:-
2.1 Nut and Pin
Part Name : WELD
NUT
Part Size :M6 - M8
Colour : Plain
Part Name : ROUND
WELL NUT
Part Size : M8 - M10
Colour : Plain
Part Name :FLANGE
NUT
Part Size : 7/16 X
20MM Colour
: Black
Part Name : DOME
NUT
Part Size : M12 X
1.25P
Colour :PLAIN
Part Name : T WELD
NUT Part
Size : 7/16 UNF -
M16 Colour :
Plain
Part Name : CABLE
ADJUSTER
Colour : T/B
Part Name : PIN
RIVET
Finished :M7.8 - M10
Colour : T/B
Part Name : PIN
RIVET
Part Size : 01 – 02
Colour : Plain
Part Name :
PIN RR SEAT BACK
LOCK Colour :T/B
Part Name : PIN
SELECT
Part Size : 8mm X
57mm

Colour : T/B
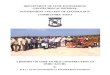
2.2 Bolts

2.3 Metal Stamping and Machining Product

2.4 Other Products
Part Name : SPACER STRUT HOUSE

Part Size : Ø25mm x 12mm x 25mm
Part No : PW592054
Part Name : NUT PUSH ON SPRING
Part Size : Ø3mm - Ø4mm
Part No : PW823856
Part Name : BUSH A, BUSH B
Part Size :Ø10mm - Ø12mm
Part Name : ROLLER
Part Size : Ø10.95
Note : Roller Seat

3.0 MANUFACTURING TECHNOLOGIES, PROCESS AND SYSTEMS
At Amat Teknik Sdn Bhd, they have various machines which run at the same time to produce many kind of nuts, bolts and
some other products. These are the machines which owned by Amat Teknik Sdn. Bhd. :
BIL MACHINE ORIGIN
PRODUCT
SIZE
(MM)
PRODUCT
LENGTH
(MM)
OUTPUT
(PCS/MIN)
OUTPUT
DAY
(PCS/DAY)
CATEGORY
1.
FORMER
Bolt Former JBF10B
Taiwan M4-M8 8-55 250 90000 AUTO
2.
Bolt Former JBF17B
Taiwan M8-M16 16-75 240 86400 AUTO
3.
Nut Former NF14B
Taiwan M4-M8 11 240 86400 AUTO
BIL MACHINE ORIGIN PRODUCT PRODUCT OUTPUT OUTPUT CATEGORY

SIZE
(MM)
LENGTH
(MM)(PCS/MIN)
DAY
(PCS/DAY)
4.
HEADER
NF14B
Taiwan 8-12 MAX 150 160 57600 AUTO
5.
ZH25
Taiwan 8-10 8-55 75 27000 AUTO
6.
ZH20
Taiwan 6-12 15-50 60 21600 AUTO
7.
YH15
Taiwan M3-M6 5-55 120 43200 AUTO
BIL MACHINE ORIGIN PRODUCT
SIZE
PRODUCT
LENGTH
OUTPUT
(PCS/MIN)OUTPUT
DAY CATEGORY

(MM) (MM) (PCS/DAY)
8.
THREAD
ROLLING
JBF 10B
Taiwan M4-M8 8-55 250 90000 AUTO
9.
JBF 10B
Taiwan M4-M8 8-55 250 90000 AUTO
10. Taiwan M4-M8 8-55 250 90000 AUTO
11. Taiwan M4-M8 8-55 250 90000 AUTO
BIL MACHINE ORIGIN PRODUCT
SIZE
PRODUCT
LENGTH
OUTPUT
(PCS/MIN)
OUTPUT
DAY
CATEGORY

(MM) (MM) (PCS/DAY)
12.CIRCULAR
SEWING
MACHINE
Cutting 1
Taiwan 0.5 -100 - 2 720 AUTO
13.
Cutting 2
Taiwan 0.5 -100 - 2 720 AUTO
14. WELDING
IM-300 MIG
Malaysia - - 1 1 MANUAL

The Mechanism of Bolt Former
1. The air clutch brake system has been designed to allow the motor to start from no load
condition, and also able to actuate as "Inching", "Single Stroke" and "Continuous Running". The
main side will always stop at rear position when operating either "Single Stroke", or "Continuous
Running" cycle.
2. The solid cut off die and knife ensures a square cut and clean edges.
3. The cut off cam follower is designed at the center of the cut-off carrier rod to avoid eccentric
force occurred on the cam follower pin and to maintain the rigidity and longevity of the machine.
4. The positive knock-out cam in the punch side was designed by computer to achieve simplicity
and precision Punch side knock out timing coincides with the main slide movement to prevent
spill out of materials from forming die before knock out.
5. The last station rear knock out mechanism can do normal slow motion knock out by simply
changing the knock out cam which is designed for easy replacement.
6. The main machine parts like frame or main slide has been normalized to release the internal
stress after casting. It means to avoid deformation in the future and keep precision forever.
7. All cam diagram in this machine is designed by Computer program and machined through
Machining Center (MC) to gain smooth surface and accuracy.
8. The stability and precision of the main slide is secured by "Overran" designed and the
application of harden alloy steel plates fixed to it will help maintain its precision for a long
period of operation.
9. This machine is equipped with automatic checking device, called Auto-Checker, which will
sensitively stop the machine and to indicate to your operator in case of:
» Mal-function of front punch knock out
» Mal-function of rear ejection
» Overload
» Materials short feed
» Production reach to counter pre set figure

A limit switch mounted in front of the straightened wheels will automatically stop the machine
when the material runs out.
The cut-off mechanism and its drive have been simplified. The cut-off roller is supported on both
ends for rigidity. The picture also shows the balancing weight on transmission gears.

OTHER FEATURES
1.
The semi finished products are pushed out of the dies by three knock-out levers which are independently adjustable. They are controlled by a camshaft underneath. The third cam can be easily changes for trimmed or untrimmed bolts.
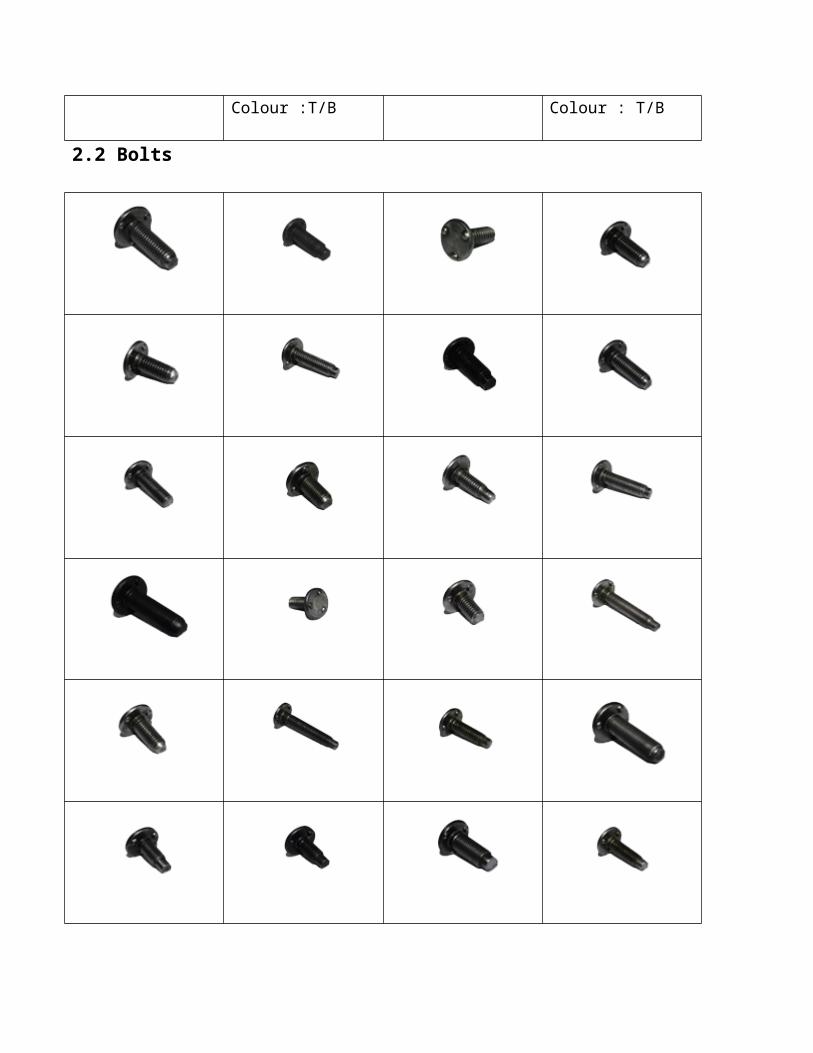
2.
The main slide extends to the rear of the crankshaft for better balance. The yellow colored lever is the synchronized positive knock-out lever for the front punches. Since the motion is synchronized with the connecting rod, it is independent from the position of the main slide.

3.
The picture shows that maximum working areas is provided. The longitudinal position and the alignment adjustment for the forming die and the three front punch are independently adjustable. The mounting and dismounting of the punch is affected by one screw.
4.
Gripper transfer shaft is running freely and smoothly on Liner Bush. The Gripper mechanism can be swung up for die change and the cassette type gripper slide base can be taken off the machine for quick set up

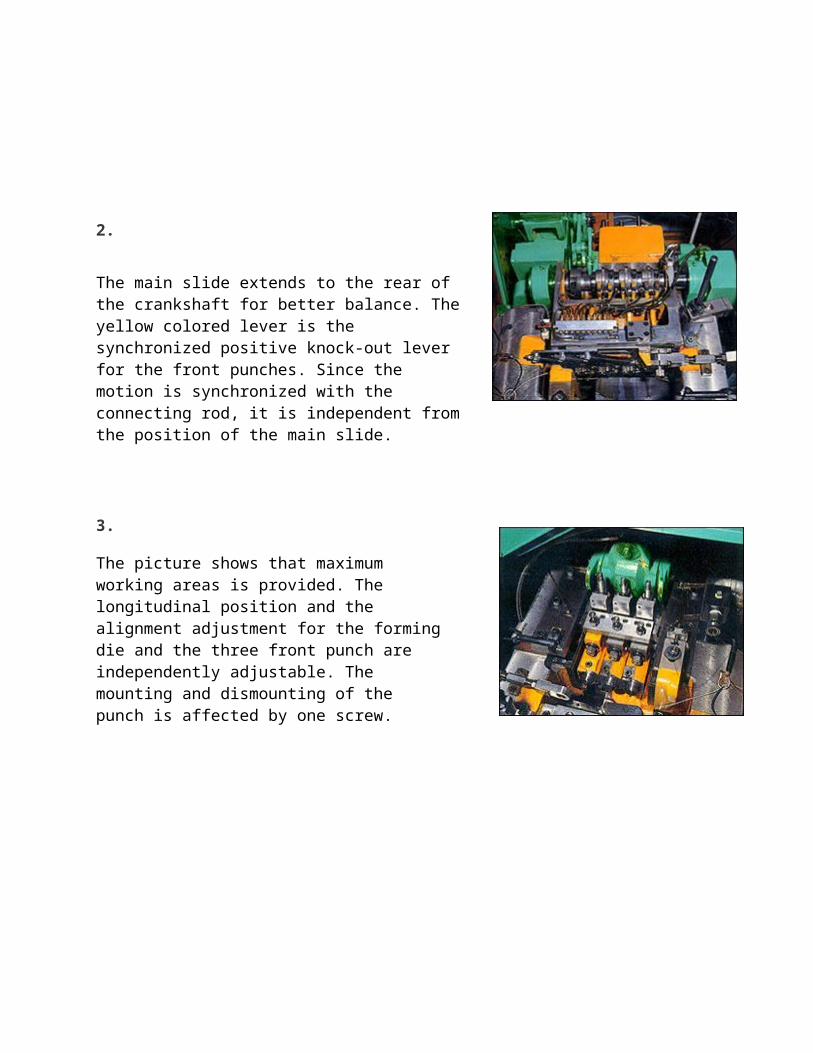
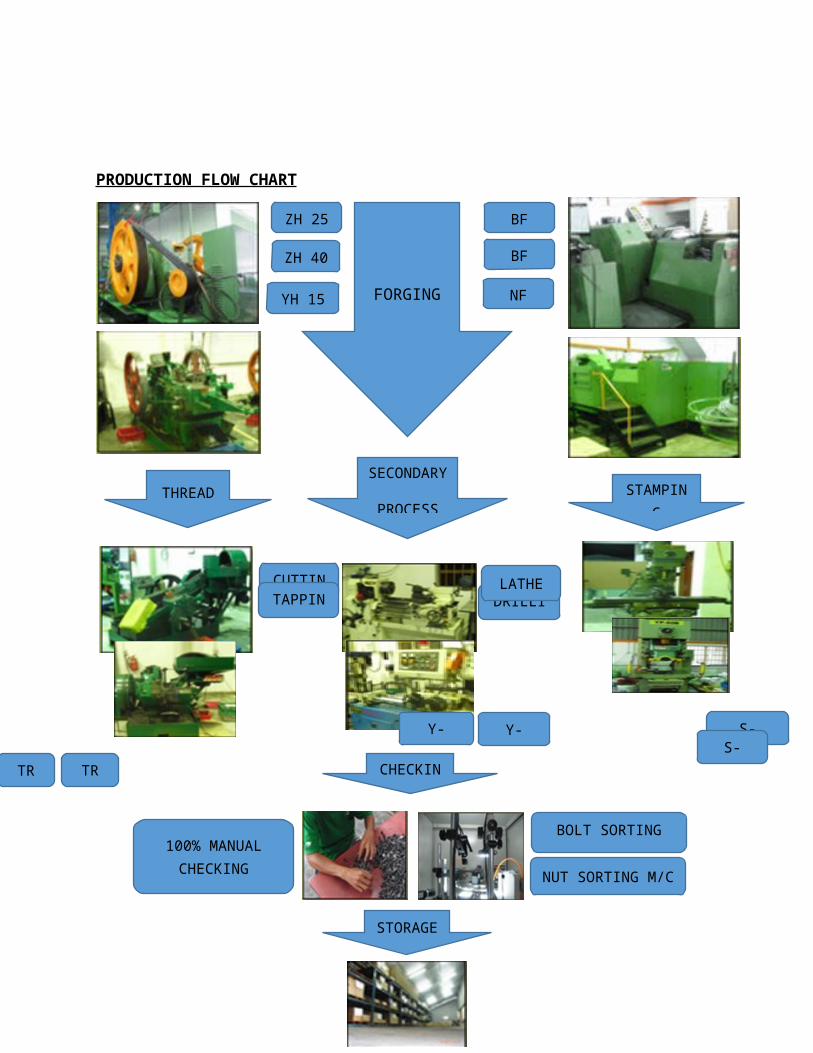
PRODUCTION FLOW CHART
FORGING
ZH 25
ZH 40
YH 15 NF 148
BF 178
BF 208
SECONDARY
PROCESSTHREAD STAMPING
CUTTINGTAPPING DRILLING
LATHE
CHECKING
S-110MTY-60MT Y-80MT
TR 25TR 20

4.0 QUALITY AND SAFETY SYSTEM
Upon our visits to Amat Teknik Sdn. Bhd., we enormously agreed that this company have certain
standard regarding their quality and safety system. They are particular about this matter and look
forward to have a better standard in this area of production in the future.
4.1 Quality Policy and Quality Objective
100% MANUAL CHECKING
BOLT SORTING M/C
NUT SORTING M/C
Quality policy
We are committed to achieve our quality policy which is:
“To produce quality products and continuance improvement for customer’s
satisfactions”
Quality objective
We are committed to achieve our three quality objective which are as
follow:
To achieve 100% delivery to our customers
To ensure customer’s complaint not more than 1 per year
To maintain production rejection rate not more than 1% per year
4.2 Quality Control Equipment
AUTOMATIC OPTICAL SORTING MACHINE
AUTOMATIC OPTICAL SORTING MACHINE
Quality objective
We are committed to achieve our three quality objective which are as
follow:
To achieve 100% delivery to our customers
To ensure customer’s complaint not more than 1 per year
To maintain production rejection rate not more than 1% per year

3D CAMERA MEASURING SYSTEMTENSILE TESTING
DIGIMATIC HIGH GAUGE HARDNESS TESTER

5.0 SUMMARY
The assumption is generally made that more care in maintenance would cure the
problem, or at least prevent it being a danger. Many consider, including bolt and nut,
that the fundamental cause of the problem is design, rather than maintenance, related.
Poor maintenance practices obviously have played a part in many failures, but
manufacturers insisting upon frequent torque re-checks is an indictition that the joint
design on many wheel assemblies is marginal. The inherent variation in bolt and nut
preload as a result of torque tightening can result in the forces acting on some wheel
assemblies exceeding the bolt and nut capabilities to resist them.

6.0 APPENDIX