Embed Size (px)
Citation preview

1
International Institute For Cotton
Technical Research Division
Manchester
Research Record No: 82
Pad-Roll Mercerising of Cotton Single Jersey
by
S. Allan Heap & James T. Eaton
May 1978
Keywords:
Single Jersey, Mercerising Relaxed Structure, Strength, Spirality, Shrinkage,
Dyeing, Colour Yield
Digital version: March 2007 / March 2009

2

3
Contents
Page
1. Introduction 3
2. Experimental 3
Fabrics
Mercerising Treatments
Laboratory Dyeings
TRD Evaluations
3. Results 5
Dimensional Changes During Processing
Lustre
Yarns
Burst Strength
Spirality
The Relaxed Structure
Dyeing Behaviour
4. Discussion 6
Shrinkage
Yarn Tex and Tightness Factor
Spirality
Burst Strength
Courses and Wales
Stitch Length
Dyeing Behaviour
5. Conclusions 8
6. Tables 9
7. Figures 17
8. Appendices 30

4
1. Introduction
In early 1976 TRD was engaged in a programme of development in the area of piece-goodsmercerising of knitted cloth. At that time, there was some interest in the process from thetrade, but it seemed as though two factors (at least) were inhibiting its rapid adoption.
The fact that no "optimal" knitgoods mercerising machine was available.
The high capital cost of available equipment.
Therefore, we decided to try and find out whether a mercerising process could be devisedwhich would utilise simple existing equipment, as a stop-gap measure, so that people couldundertake in-house trials to see the effects of the process on a range of their own fabrics, andpossibly as a way of introducing the product on a low-risk basis.
TNO was given the job of looking at this problem, using fabric supplied by TRD. Bysupplying a controlled range of fabrics we also hoped to derive some systematic informationabout the response of single jersey cloth to piece mercerising.
In a fairly wide range of preliminary trials TNO looked at various combinations ofconventional machinery with the emphasis upon the padder, the jig and the winch.
It soon became clear - as indeed was predicted - that the winch alone was not suitable eitherfor application of caustic or for washing off impregnated cloth, due to the development ofnon-uniform (streaky) effects. Uniformity of treatment was assessed by dyeing with a directdyestuff. The winch could only be used for final washing and dyeing after a preliminary rinseon the jig. The final recommendation of TNO was to apply the caustic soda by paddingmangle, followed by a short dwell in a scray and rolling up, then to transfer the roll to a jiggerfor rinsing. Final washing, scouring and dyeing could then be carried out either on the jig orin the winch. Using this method a good uniform mercerising effect, including good lustre wasclaimed.
2. Experimental
Fabrics
Fabrics with the following nominal specifications were knitted at TRD and supplied to TNOfor trials.
Series A 1/20 Ne 18G TF: 13.5, 15.0 and 16.5
Series B 1/24 Ne 24G TF: 13.5, 15.0 and 16.5
Full knitting details of these six fabrics are given in Appendix 1.
Six processing variants were applied at TNO in order to check the effect of tension and toevaluate the dyeing behaviour (colour yield). The variants were as follows.
Mercerising Treatments
Treatment 1
Tensionless process: Padded in 18% w/w NaOH + 5 g/1 Mercerol QW, followed byhand rinsing and neutralisation. Drying by suspending in a drying chamber.
Treatment 2

5
Low tension short jig process: Impregnation on the padding mangle, as in 1, followedby a short dwell in a scray and rolling up under low tension. Transfer to the jig forrinsing and neutralising. Tension on the jig kept to a minimum. Drying on a stenterframe by laying the cloth onto a pair of endless plastic-covered ropes for support. Thestenter pins were not used, i.e. drying was under minimum tension.
Treatment 3
Exactly as 2 except that the treatment on the jig was extended to include a scouringprocess - 1% caustic soda + l g/l Ateban AB for one hour at the boil.
Treatment 4
Control: Exactly as 3 except that the padding with 18% NaOH was omitted.
Treatment 5
Dyeing: Only two fabrics were included, the 18G - TF 13.5 and the 24G - TF 13.5.Impregnation, rinsing, scouring and neutralisation as in 3, followed by reactive dyeingon the jig as follows.
Liquor Ratio 20:1 l g/l Matexil PH-L
80 g/l Sodium Sulphate
3% Procion Blue HE 6R
Running for 20 minutes at 40°C then adding 4 g/l Caustic Soda 10 minutes at 40°Craising the temperature to 80°C and maintaining this for one hour. Rinsing cold andhot, soaping, rinsing, neutralising and rinsing again. Drying was on the stenter frameand this time, the pins were used, applying minimal width tension. (TNO did not saywhether any overfeed was applied).
In addition, samples were taken from these two fabrics before dyeing to be used in thelaboratory dyeing experiments.
Treatment 6
Effect of NaOH Concentration: Fabric types 18G - TF 15.0, 18G - TF 16.5, 24G - TF15.0 and 24G - TF 16.5 were processed exactly as in 2, except that the caustic sodasolution was only 12% w/w and the stenter pins were used during drying.
On the grey fabrics marks had been made exactly 50cm apart in length and width directionsso that the change in dimensions, due to the processing, could be assessed.
Laboratory Dyeings
Samples had been removed, at the appropriate stages during processing, from the 18G - TF13.5 and the 24G - TF 13.5 fabrics to yield the following variants.
A scoured, rinsed and dried.
B mercerised, scoured and rinsed but not dried
C mercerised, scoured, rinsed and dried
Dyeings were carried out at 6 different dyestuff concentrations, 1 … 6% as follows.

6
Liquor Ratio 40:1
Procion Blue HE-6R, g/l 0.25 0.5 0.75 1.0 1.25 1.5
Matexil PA-L, g/l 1.0 1.0 1.0 1.0 1.0 1.0
Sodium Sulphate anh.,g/l
60 60 80 80 100 100
NaOH addition, g/l 2.0 2.0 3.0 3.0 5.0 5.0
The bath was set at 40°C and the cloth was immersed at this temperature for 15 minutesbefore the caustic soda was added. 40°C was maintained for a further 10 minutes beforeraising the temperature to 80°C and dyeing at this for a further 60 minutes. Samples werethen rinsed before clearing with 1 g/l Ateban at the boil for 10 minutes followed by finalrinsing and drying.
From all dyebaths, the final dyestuff concentration was measured spectrophotometrically sothat the dye uptake could be estimated. Losses during soaping were neglected. Afterconditioning, the dyed samples were measured for reflection using an Elrepho instrument.
TRD Evaluations
All the treated fabrics, together with untreated residues, were returned to TRD where we havedetermined the fully relaxed structure, measured shrinkage, strength and spirality, and havecarried out some further laboratory dyeings.
TRD dyeings were carried out in 2%, 4% and 6% baths of Levafix Brilliant Blue EBRA orNavy Blue E4RA, setting at 40°C with 50 g/l Glaubers Salt and 15 g/l soda ash. Liquor ratiowas 20:1 and dyeing was for 1½ hours at 40°C. Goods were washed off for 30 minutes at theboil in 2 cc/l of Lissapol NX.
Although testing was carried out on treatments 5 and 6, they will not be discussed in whatfollows, since treatment 5 was included only to have samples for dyeing tests and to show thatthe mercerisation was generally uniform, whilst treatment 6 was only included as a check onthe tendency of caustic-impregnated cloth to stretch or shrink in processing. The detailedresults are in the project file.
3. Results
Dimensional Changes During Processing
Table 1 shows the changes in dimensions which occurred during processing as determined bymeasuring between the 50cm markers which were made on the grey cloth. Clearly these datacan give only a rough indication of the changes which might be expected during scaled-upoperations and should be taken with a pinch of salt. However, presumably the relative effectof the different tightness factors is a real enough one and broad conclusions may bejustifiable.
Thus it seems clear that:-
1. The extra shrinkage in the width caused by mercerising, compared to the scoured control,was generally rather small, i.e. the cloth is not difficult to handle.

7
2. The scoured control extended by up to nearly 30% in length whereas the mercerised andscoured sample extended by rather less. The difference was particularly noticeable withthe lowest tightness factor.
3. In general, the tighter was the cloth, the more it extended in length, and the more it shrunkin width during the process.
Note that no corrections have been made to the data to account for spirality.
Lustre
The lustre of the mercerised cloth was judged to be surprisingly good in view of theprocessing conditions (no width control) but was definitely inferior to that which is obtainedfrom a "proper" mercerising machine.
Yarns
The yarns were tested for Uster evenness U% and imperfections, Uster single thread strength,CV of strength, and extension at break, and coefficient of friction against steel. The testswere carried out by Shirley Institute and Appendix 2 is a copy of their report, where the twoyarns are identified as 1/20 TNO and 1/24 TNO.
Later, some indication of the effect of the fabric treatments upon yarn strength was obtainedby removing yarns from the treated fabrics and testing them on the TRD Instron machine. Acomparison between the Shirley and the TRD results is given in Table 2.
In this table, the value for the grey yarn as measured by TRD is the average, for each count, ofthe individual results from each tightness factor (TF) variant, after extraction from the greycloth.
Coefficients of variation of strength for the TRD results were about the same as for Shirley’son the grey yarns but, after washing, the CV's were considerably higher (around 20%).Apparently, the mere act of knitting the yarns into cloth caused a reduction in yarn strength of9 - 16%. However, at least a part of this difference may also be attributable to the differentmethods of test (rate of extension, twist losses etc.).
The results of the strength tests upon yarns removed from the treated fabrics are in Table 3,where the effect of the treatment is shown by averaging over tightness factors.
According to these results, the mercerising treatments may have given a small increase inyarn strength but, if so, then this increase was apparently eliminated after the fabrics had beengiven 5 washes.
Burst Strength
Figures 1 - 5 show the detailed burst strength results whilst Table 4 compares the treatmentsby averaging over tightness factors. In most cases, the graphs show the expected effects ofyarn count and tightness factor, and also confirm the loss of strength brought about by the fivewashes of the treated fabric. Table 4 shows that, as with yarn strength, the mercerisingtreatments gave some improvement which was eliminated by subsequent washing. However,in this case, the unmercerised control (Treatment 4) has also lost strength and so themercerised fabrics maintain an advantage.

8
At this stage it should be pointed out that the tightness factors will have been changed by themercerising process and it may be worthwhile to try to correct this effect before comparingstrength (and later spirality) between treatments. This point will be taken up again in thediscussion.
Spirality
Spirality angles were measured on samples as received and after 5 washes and the results areshown in Figures 6 to 10 and Table 6. From these it is clear that:-
1. Mercerising reduces spirality considerably.
2. The tighter the fabric, the less the spirality.
At this stage, it was not clear whether the beneficial effect of the mercerising was due to asetting effect or to an increase in the fabric tightness. This aspect will be dealt with later.
The Relaxed Structure
Relaxation was achieved by washing and tumbling five times. The shrinkage, stitch length,weight and courses / wales were measured as received and after relaxation.
The shrinkage results are detailed in Table 5 and those for the constructional parameters inTable 6.
Dyeing Behaviour
The graph of Reflection vs. dye uptake provided by TNO is shown as Figure 11 and in theProject File are mounted the samples from lab dyeings at TNO using Procion Blue HE-6Rand at TRD using Levafix Brilliant Blue EBRA and Levafix Navy Blue E4RA.
Exhaustion values for the EBRA were only 23 - 58% (according to depth) for the scouredcontrol and 56 - 72% for the mercerised material. The E4RA dye was better with figures of69 - 77% and 84 - 89% respectively. The appearance of the dyed cloth was also, as we havecome to expect, heavily in favour of the mercerised material. In every case, the 2% shade onthe mercerised cloth was as dark or darker than that of the 6% unmercerised shade.
4. Discussion
Shrinkage
Inspection of Table 5 shows that, in every case, the tighter the fabric the less it shrinks inlength but the more it shrinks (or the less it extends) in width during relaxation. These are thesame trends as were seen for the change in dimensions during the processing stage (Table 1).Generally speaking, the changes in dimensions during relaxation are less for the mercerisedfabrics than for the controls.
In principle one could combine Tables 1 and 5 arithmetically to arrive at an estimate of theoverall change in dimensions, but it is simpler and more informative to make this comparisonby inspecting the data of Table 6.

9
Yarn Tex and Tightness Factor
The first interesting point to emerge from Table 6 is that the scouring treatment alone has hada real effect upon the relaxed structure. Thus there are generally fewer courses and morewales compared to the relaxed grey cloth, the weight is lower and the spirality is less, but it isnot clear whether there is a change in the stitch length; probably not. The average “loss” inweight is about 6½% and possibly this could be accounted for in the removal of waxes andimpurities, if the number of stitches per unit area had remained about the same. In fact, thenumber of stitches was less in the scoured cloth by an average of about 3%, so the net loss inyarn weight is only around 3% (assuming no change in loop length).
In fact, the actual yarn tex in a given sample can be estimated from the relation
Weight g/m2 = courses x wales x loop length x Tex x F
where F is a dimensioning factor. The results of applying this calculation to the data of Table6 are shown in Table 7, and the resulting Tex values are averaged over tightness factors inTable 8.
Several points are immediately obvious from these calculations:-
1. Yarn tex for a given treatment is surprisingly constant and we can take this as anindication that the calculation is a reasonable one to make.
2. Just the scouring treatment alone has changed the yarn count by very little - thedifferences are barely significant.
3. Differences between the three different mercerising treatments are also remarkably smalland probably insignificant.
4. If we take the mean of grey and scoured fabrics as our control, then the effect ofmercerising on yarn count is an increase of about 6% for the 1/20 Ne and 6% for the 1/24Ne. Likewise, the effect upon tightness factor is 10% and 13% respectively.
Spirality
Having determined the “true” tightness factors of the fabrics, it is now pertinent to re-examinethe spirality and burst strength data.
Figures 12 and 13 show spirality as a function of calculated tightness factor for the 18G and24G fabrics respectively. The grey fabrics are clearly different in trend from the others, but itis difficult to say whether the scoured and the mercerised samples show separate trends. Thispoint is more clearly made in Figure 14 where no distinction is made between the symbols forscoured and mercerised samples. In addition, Figure 14 demonstrates no difference betweenthe 18G and 24G series. The clear conclusion is that tightness factor is the dominant -possibly the only - factor governing spirality.
Burst Strength
Table 9 lists the burst strength data for the relaxed fabrics and these are shown graphically inFigures 15 and 16.
Figure 15 shows a clear trend for burst strength to increase with tightness factor but thescatter is large and so conclusions are difficult. In Figure 16, however, a very closerelationship seems to have emerged with only two “wild” points to mar the perfection.

10
The line is quite probably rectilinear over the range studied and suggests an increase of about70 Kn/m2 for every increase of one unit in TF and no influence of either scouring ormercerising. Such a line would also be an acceptable description of the 18G results in Figure15.
Despite the scatter of Figure 15, one feels intuitively justified in concluding that (as withspirality) the caustic soda treatment had no influence per se, but that the observed changes inburst strength are due only to the changes in TF.
In this case, however, there is a clear effect of machine gauge which is undoubtedly due to thedifferent yarn strength. In this context it is interesting to note that the line which has beendrawn on Figure 15 is the one taken from Figure 16, but multiplied by the factor 30 / 24,the ratio of the square roots of the nominal yarn counts.
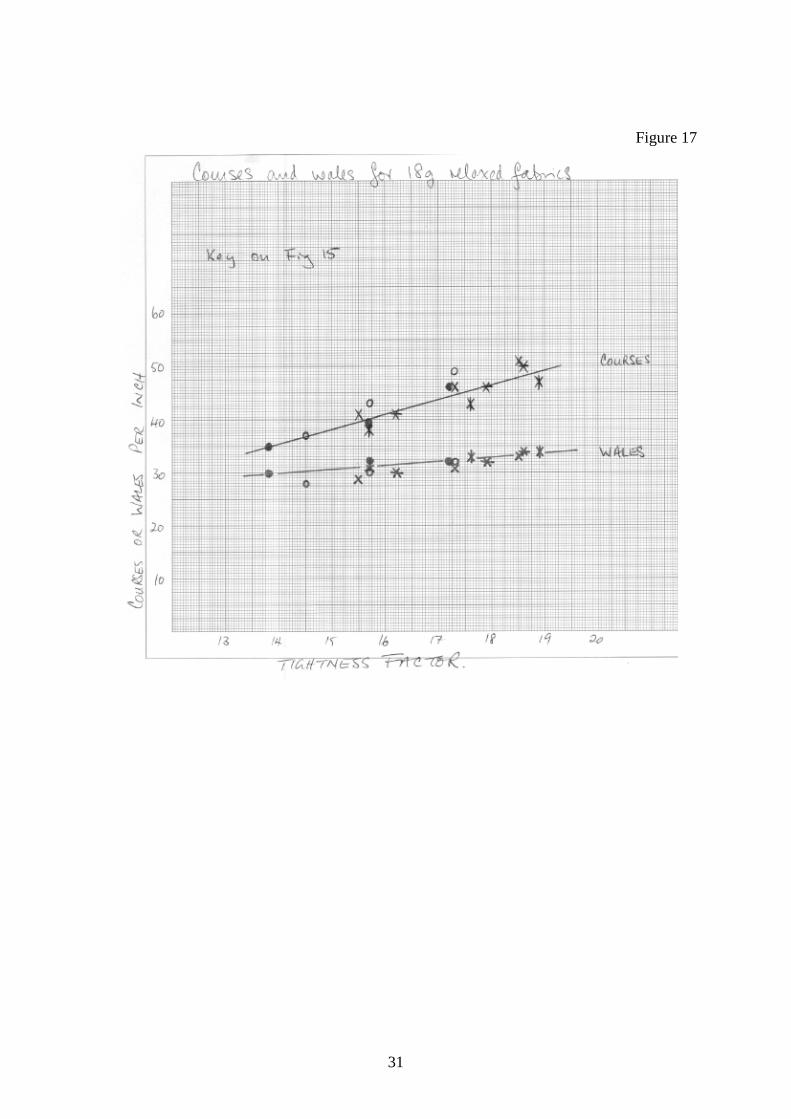
Courses and Wales
Figures 17 and 18 show the plots of courses and wales against TF. Here again, it is difficultto distinguish between the three different mercerising processes and hard to attributedifferences between grey, scoured and mercerised to anything but the changes in TF. Thegauge effect can be eliminated by applying the factor 30 / 24 again, so there are noobvious interactions with yarn count here either.
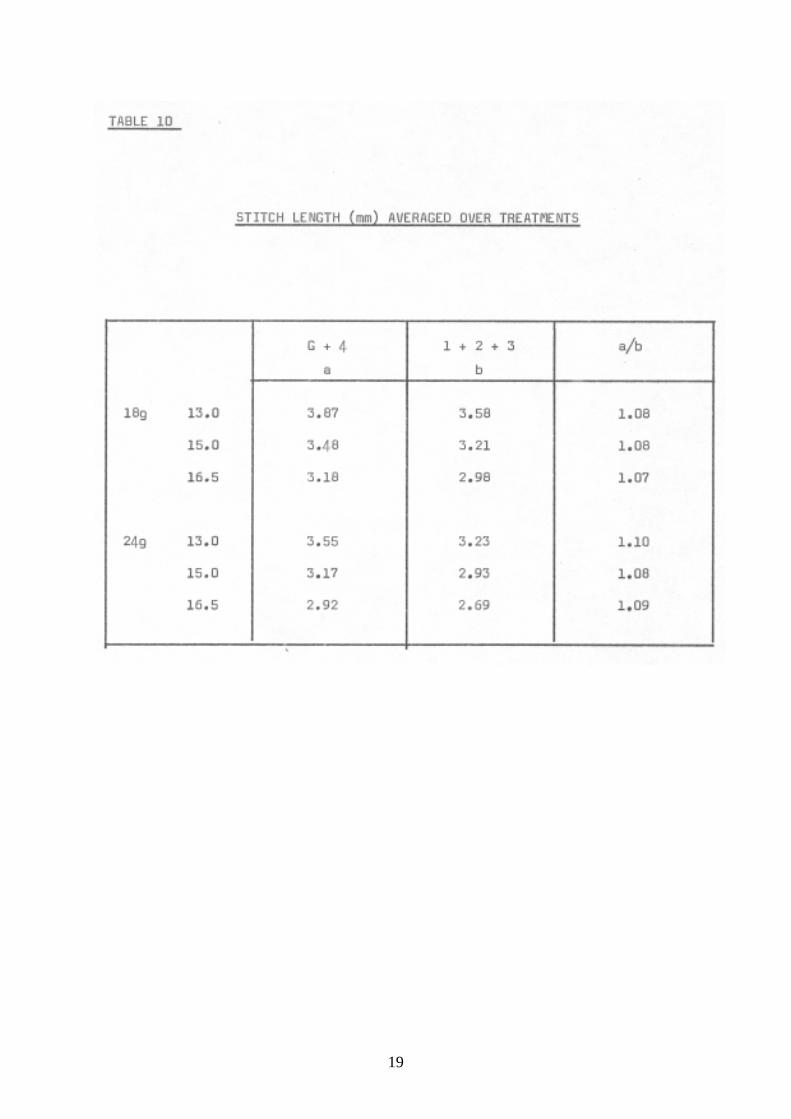
Stitch Length
Earlier it was pointed out that the yarn Tex had increased by about 6% as a result of themercerising treatment. This effect is presumably due to a combination of weight losses andyarn shrinkage. The shrinkage effect can presumably be isolated by looking at the stitchlength data which are presented in Table 10, where stitch lengths have been averaged overtreatments.
According to these, the yarn shrinkage must have been of the order of 8% so the weight lossmust have been about 2% which seems a reasonable figure.
These changes in yarn count and stitch length are, of course, the foundation for all thechanges in properties which have already been noted.
Dyeing Behaviour
The dyeing behaviour of the mercerised materials turned out much as expected. Figure 11shows the additional benefit to be obtained by not having a drying stage before dyeing. Animportant feature which could not be demonstrated within the scope of this small operation,however, is the reproducibility of the dyeing over a long length of cloth.
When we consider the quite large effects upon the final shade of:-
1. the intensity of drying before dyeing,
2. the concentration of the dye liquor,
3. the concentration of caustic soda

11
during mercerising, it is clear that a mill which was considering the introduction of such aprocess could easily end up with long-term (piece-to-piece) variations unless a strict controlof these (and maybe other) factors were maintained.
In addition, it may turn out that quality differences in the starting fabric are accentuated by themercerising processes and these could result in shade differences in the final goods.
5. Conclusions
1. A pad-roll mercerising process using simple, existing equipment appears to be feasibleand relatively easy to carry out.
2. The process results in equivalent dyeing behaviour but somewhat inferior lustre to thatobtained from a purpose-built mercerising machine.
3. The main effect of the mercerising on fabric quality is a change in the relaxed structurebrought about by a change in yarn count and loop length due to yarn shrinkage.
4. All changes in fabric properties can be explained on the basis of the change in tightnessfactor, i.e. no “loop-setting” hypothesis is necessary to explain the relaxed structure andno yarn-strengthening hypothesis is necessary to explain the improved burst strength.
5. The increase in tightness factor can result in fabrics which are difficult or even impossibleto knit directly.
6. Relaxed grey cloth is apparently not a very good indicator of the performance orconstruction of relaxed scoured cloth or relaxed mercerised cloth.

12

13

14

15

16

17

18
19

20
Figure 1
Figure 2

21
Figure 3
Figure 4

22
Figure 5
Figure 6

23
Figure 7
Figure 8

24
Figure 9
Figure 10

25
Figure 11

26
Figure 12

27
Figure 13

28
Figure 14

29
Figure 15

30
Figure 16
31
Figure 17

32
Figure 18

33
Appendix 1: Knitting Details
Machine: Camber Velnit, 18 gauge, 26" diameter, 1500 needles.
Yarn: 1/20's cc, 29.5 Tex, Twist Factor 3.6 - Waxed on cones.
Fabric code CK 185 CK 186 CK 187
Tightness factor (TF), K 13.5 15.0 16.5
Stitch length, inch 0.1584 0.1426 0.1296
Stitch length, cm 0.4023 0.3621 0.3292
Run-in, ft/10 revs 198 178.25 162
On-machine CPI 27 34 42
Width at take-up rollers, inch 34.5 34.5 35
CPI on doffed fabric roll 32 41 48
Doffed roll width 34 34 35
Dry-relaxed fabric weight,g/m2
137 152 104
Roll length, yards 50 50 50
Machine: Monarch XL-JS, 24 gauge, 26" diameter, 1920 needles.
Yarn: 1/24's cc, 24.6 Tex, Twist Factor 3.5 - Waxed on cones.
Fabric code CK 182 CK 183 CK 184
Tightness factor (TF), K 13.5 15.0 16.5
Stitch length, inch 0.1444 0.1303 0.1181
Stitch length, cm 0.3668 0.3310 0.3000
Run-in, ft/10 revs 231 208.4 189
On-machine CPI 28 35 44
Width at take-up rollers, inch 34.5 34.5 34.5
CPI on doffed fabric roll 33 40 49
Doffed roll width 34.5 34.5 34.5
Dry-relaxed fabric weight,g/m2
116 139 149
Roll length, yards 30 30 30

34

35