Embed Size (px)
Citation preview
22 La Metallurgia Italiana - n. 4 2017
INTRODUCTIONContinuously cast products can suffer from various defects caused by several factors occurring separately or contemporary during the steel production or casting process. The defects can originate by variations in the secondary metallurgical treatment, as well as problems during ladle to mold transfers, whereas some defects can already be traced back to tapping at the EAF/BOF. Solidification related defects due to mold issues like steel fluid flow may also have their origin in entrained non-metallic inclu-sions (NMI), tundish slag or mold flux. The subsequent applied stresses to the solidifying steel shell in the secondary cooling zone by the supporting rolls, or even the cooling agent and/or type of introducing the liquid media, can again worsen the prod-uct surface and sub-surface quality, if no attention is paid on the machine maintenance.Refractory products are also known to have a big influence on steel cleanliness and quality. Interaction of refractory linings with steel and slag as well as wear of isostatically pressed (ISO) products by mold fluxes, are only some examples that can limit productivity. The content of this publication is based on a presen-tation held at the International Workshop in Bergamo, Italy in December 2016. [1] The aim is to provide a general overview on typical defects in continuously cast steel, some possible origins and approaches to prevent them, with focus on one potential re-fractory approach by RHI to help maintaining or even increasing steel quality at billet and bloom casters.
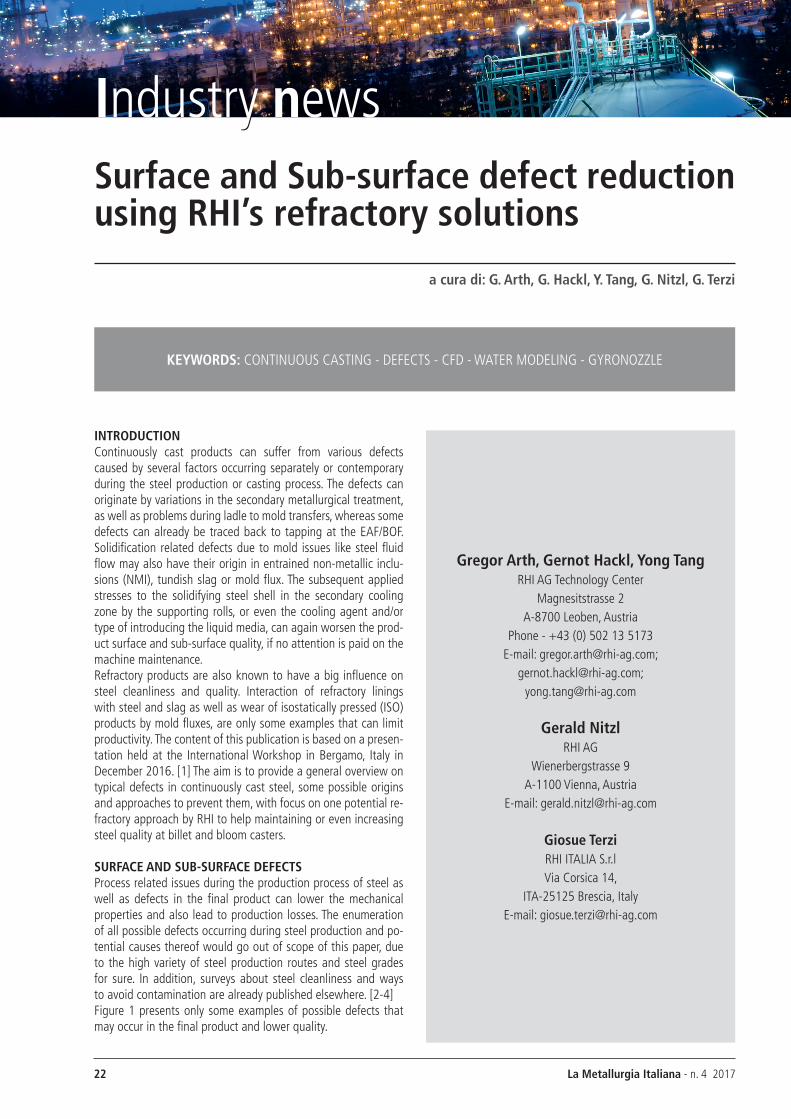
SURFACE AND SUB-SURFACE DEFECTSProcess related issues during the production process of steel as well as defects in the final product can lower the mechanical properties and also lead to production losses. The enumeration of all possible defects occurring during steel production and po-tential causes thereof would go out of scope of this paper, due to the high variety of steel production routes and steel grades for sure. In addition, surveys about steel cleanliness and ways to avoid contamination are already published elsewhere. [2-4] Figure 1 presents only some examples of possible defects that may occur in the final product and lower quality.
Surface and Sub-surface defect reduction using RHI’s refractory solutions
a cura di: G. Arth, G. Hackl, Y. Tang, G. Nitzl, G. Terzi
Gregor Arth, Gernot Hackl, Yong TangRHI AG Technology Center
Magnesitstrasse 2A-8700 Leoben, Austria
Phone - +43 (0) 502 13 5173 E-mail: [email protected];
[email protected]; [email protected]
Gerald NitzlRHI AG
Wienerbergstrasse 9A-1100 Vienna, Austria
E-mail: [email protected]
Giosue TerziRHI ITALIA S.r.lVia Corsica 14,
ITA-25125 Brescia, ItalyE-mail: [email protected]
KEYwORDS: CONTINuOuS CASTING - DEFECTS - CFD - WATER MODELING - GyRONOzzLE
Industry news
23La Metallurgia Italiana - n. 4 2017
Attualità industriale
Fig.1 - Potential defects, influencing the quality of the cast product.
Increasing the quality of the casted product sustainably by de-creasing one or more of these defects can only be achieved using a holistic approach. As was mentioned earlier, cleanliness starts already at tapping from the EAF or BOF, and in some cases al-ready at the scrap selection. Alloy selection, moment of addition and treatment times as well as process control during each steps are key parameters to achieve the steel quality during the sec-ondary metallurgical treatment.Shrouding and adequate refractory selection is also an essen-tial parameter to minimize interaction of the metallurgical vessel lining, furniture or isostatically pressed products with the steel or slag. These measures help keeping the contamination of the liquid steel by exogeneous and endogeneous inclusions low and maintain productivity. An important role in controlling liquid steel flow from the ladle down to the mold play ISO products, such as submerged entry nozzles/shrouds (SEN/SES) and exchangeable submerged nozzles (MT). New technologies not only include material innovations for higher wear resistance to increase also sequence length, but also provide functionalities that can significantly help improving the continuous casting process. Examples of these improvements include stabilizing the mold level and thereby avoiding mold powder entrapment and promoting NMI removal, thus keeping cleanliness level high. Nevertheless it should be mentioned that NMI removal inside the mold is still a topic of discussion about contribution to cleanliness and focus should be kept on previous aggregates to reach the desired cleanliness level.RHI is continually engaged in further improving the functional-ity of refractory products for the continuous casting process and in developing new concepts for these flow control products, to meet the growing demands from the steel industry. In the follow-
ing section, the latest developments regarding continuous cast-ing refractories for billet/bloom and slab casting are introduced and will be discussed.
GYRO NOZZLE – ONE SOLUTION FOR BILLET AND BLOOM CASTINGFluid flow in the mold is known to have a significant impact on the quality of continuously cast products. Since fluid flow in the mold is strongly influenced by the SEN design, it can be modified to enhance temperature and velocity as well as kinetic energy distribution in the mold, thus influencing initial solidification and surface and sub-surface quality. For billet and bloom cast-ing, single-port SEN types are traditionally used because of their simplicity.However, as demands for “cleaner” steel increase, research has indicated that this type of SEN may not be suitable to meet all the requirements. Due to the considerable penetration depth of the jet into the liquid pool, heat transport towards the meniscus is relatively low [5], which can result in insufficient mold powder melting. Agitating the fluid flow by using mold electromagnetic stirrers (M-EMS) helps breaking the columnar dendrites during solidification, reduces superheat and enhances an equiaxed crys-tal growth. The latter is known to be beneficial regarding seg-regation and porosity in the cast product. Especially at higher superheat the percentage of equiaxed crystals is low, resulting in increased centerline segregation and porosity [6].In recent years, there has been a trend towards multi-port SENs in bloom casting for high-grade steel, such as bearing and rail steels. It is considered that these products have a better ability to remove non-metallic inclusions in the mold than a single-port SEN. However, one critical aspect is the considerable jet impinge-
24 La Metallurgia Italiana - n. 4 2017
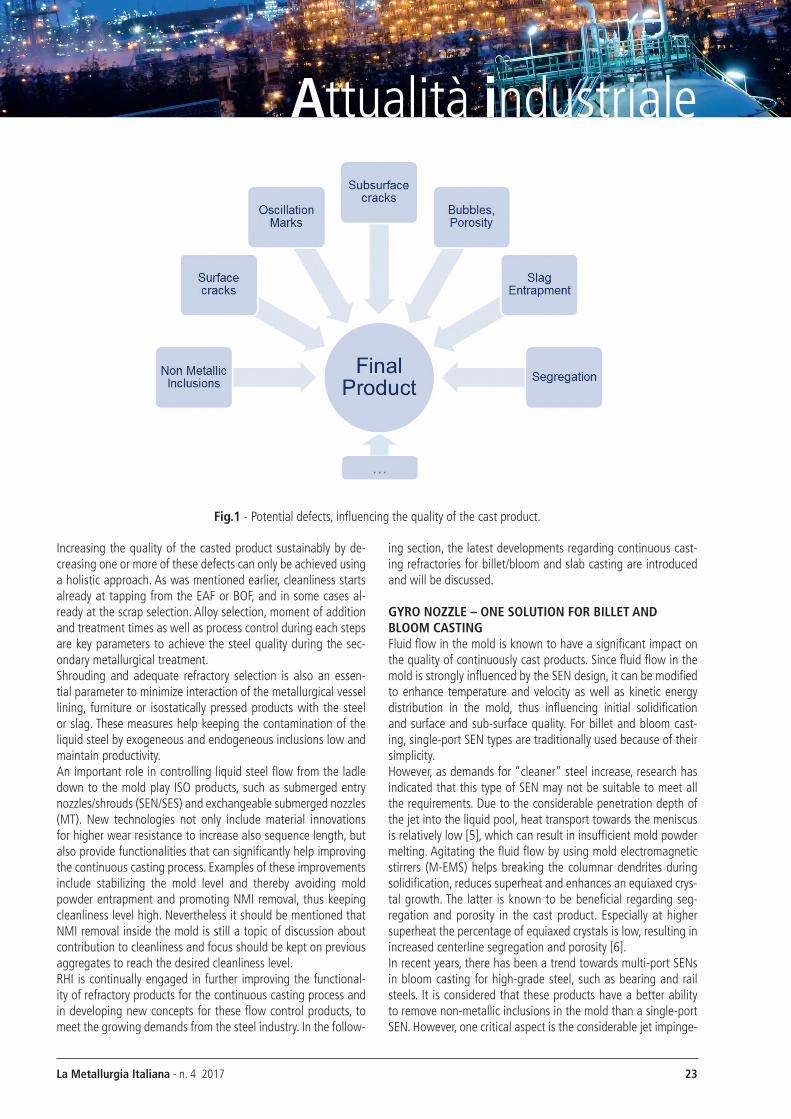
Industry newsment velocity on the thin solidified shell, which may lead to det-rimental shell thinning caused by re-melting. A comparison of several SEN designs on fluid flow velocity using a computational fluid dynamics (CFD) study is presented in Figure 2. The deep jet penetration with concurrent low meniscus turbu-lence is predicted for the common single port SEN. In the 2nd case of the multiport SEN, the four ports were directed perpendicular to the center of each wall. With this configuration a considerably
high flow velocity occurs in the impingement regions and the deep impingement of the liquid steel stream is reduced. On the other hand the high surface turbulence at the mold flux increases the risk to entrain the latter. The smooth and even velocity distri-bution below the meniscus again is beneficial regarding solidifi-cation of the steel shell.The last case presents the new development of RHI regarding bloom and billet casting, called GyRO nozzle (Figure 3).
Fig. 2 - Calculated velocity profile in a rectangular bloom mold using a (from left to right) single port SEN, four-port SEN and a GyRO nozzle.
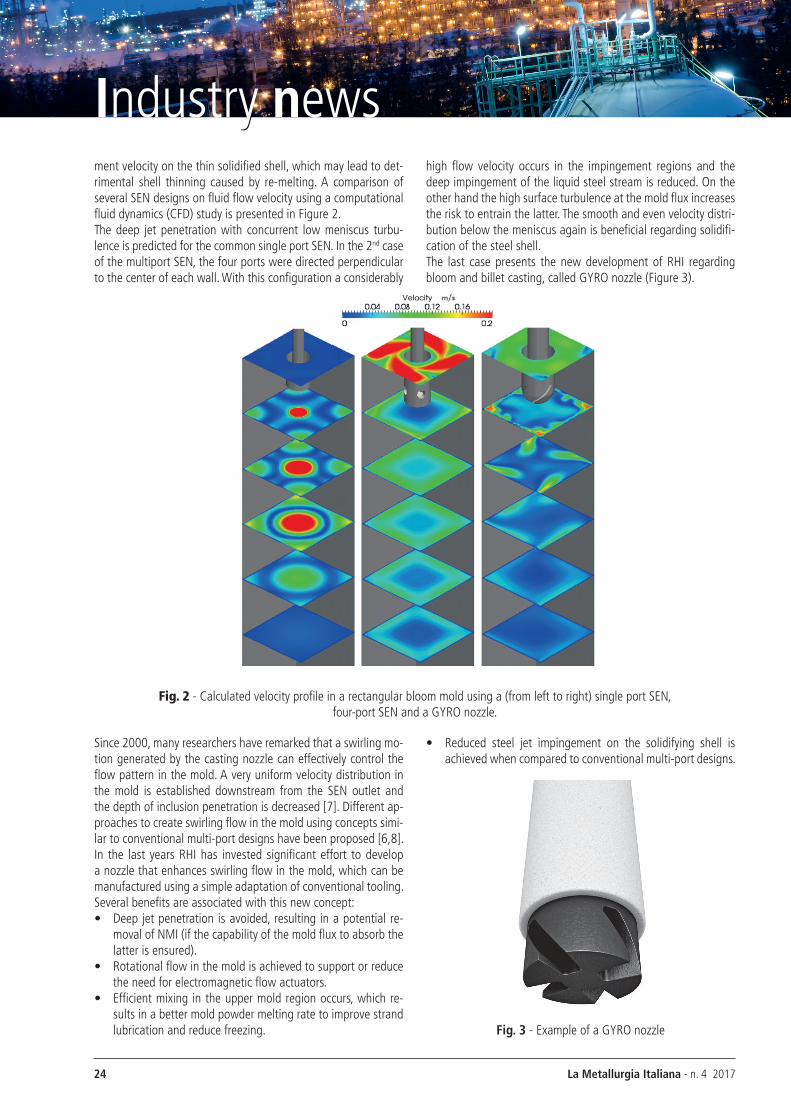
Since 2000, many researchers have remarked that a swirling mo-tion generated by the casting nozzle can effectively control the flow pattern in the mold. A very uniform velocity distribution in the mold is established downstream from the SEN outlet and the depth of inclusion penetration is decreased [7]. Different ap-proaches to create swirling flow in the mold using concepts simi-lar to conventional multi-port designs have been proposed [6,8]. In the last years RHI has invested significant effort to develop a nozzle that enhances swirling flow in the mold, which can be manufactured using a simple adaptation of conventional tooling. Several benefits are associated with this new concept:• Deep jet penetration is avoided, resulting in a potential re-
moval of NMI (if the capability of the mold flux to absorb the latter is ensured).
• Rotational flow in the mold is achieved to support or reduce the need for electromagnetic flow actuators.
• Efficient mixing in the upper mold region occurs, which re-sults in a better mold powder melting rate to improve strand lubrication and reduce freezing.
• Reduced steel jet impingement on the solidifying shell is achieved when compared to conventional multi-port designs.
Fig. 3 - Example of a GyRO nozzle
25La Metallurgia Italiana - n. 4 2017
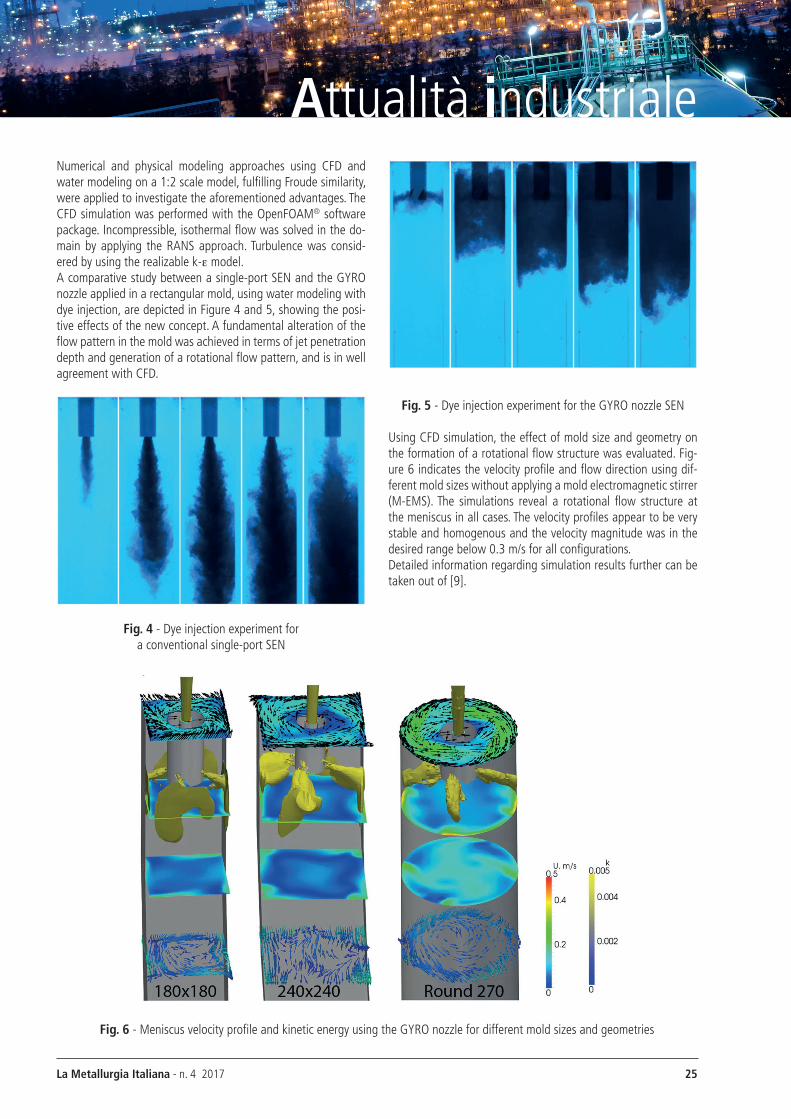
Attualità industrialeNumerical and physical modeling approaches using CFD and water modeling on a 1:2 scale model, fulfilling Froude similarity, were applied to investigate the aforementioned advantages. The CFD simulation was performed with the OpenFOAM® software package. Incompressible, isothermal flow was solved in the do-main by applying the RANS approach. Turbulence was consid-ered by using the realizable k-ε model. A comparative study between a single-port SEN and the GyRO nozzle applied in a rectangular mold, using water modeling with dye injection, are depicted in Figure 4 and 5, showing the posi-tive effects of the new concept. A fundamental alteration of the flow pattern in the mold was achieved in terms of jet penetration depth and generation of a rotational flow pattern, and is in well agreement with CFD.
Fig. 4 - Dye injection experiment for a conventional single-port SEN
Fig. 5 - Dye injection experiment for the GyRO nozzle SEN
using CFD simulation, the effect of mold size and geometry on the formation of a rotational flow structure was evaluated. Fig-ure 6 indicates the velocity profile and flow direction using dif-ferent mold sizes without applying a mold electromagnetic stirrer (M-EMS). The simulations reveal a rotational flow structure at the meniscus in all cases. The velocity profiles appear to be very stable and homogenous and the velocity magnitude was in the desired range below 0.3 m/s for all configurations. Detailed information regarding simulation results further can be taken out of [9].
Fig. 6 - Meniscus velocity profile and kinetic energy using the GyRO nozzle for different mold sizes and geometries
26 La Metallurgia Italiana - n. 4 2017
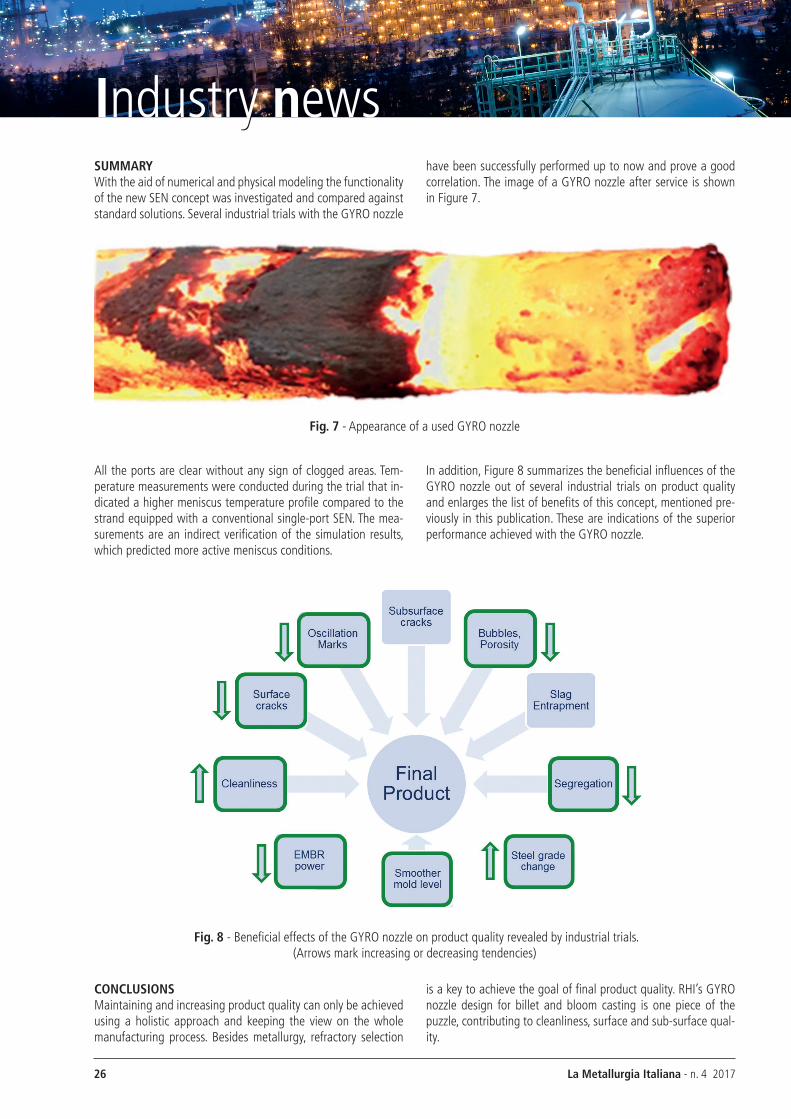
Industry newsSUMMARYWith the aid of numerical and physical modeling the functionality of the new SEN concept was investigated and compared against standard solutions. Several industrial trials with the GyRO nozzle
have been successfully performed up to now and prove a good correlation. The image of a GyRO nozzle after service is shown in Figure 7.
Fig. 7 - Appearance of a used GyRO nozzle
All the ports are clear without any sign of clogged areas. Tem-perature measurements were conducted during the trial that in-dicated a higher meniscus temperature profile compared to the strand equipped with a conventional single-port SEN. The mea-surements are an indirect verification of the simulation results, which predicted more active meniscus conditions.
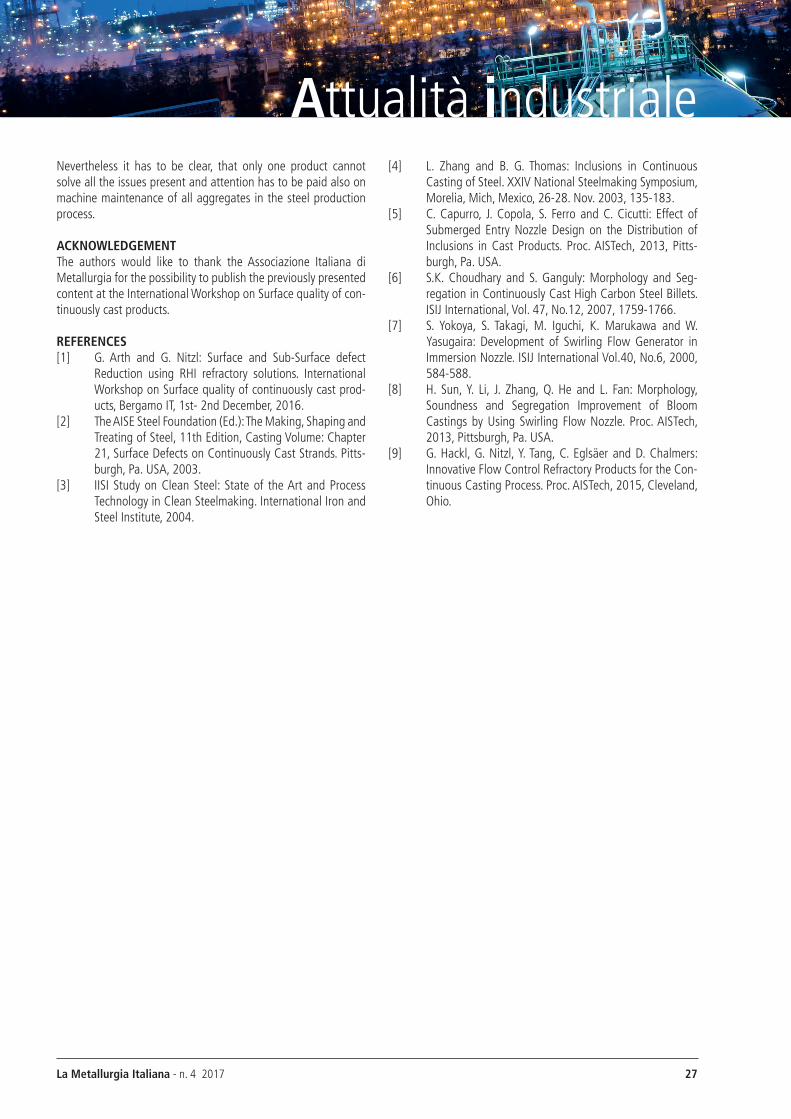
In addition, Figure 8 summarizes the beneficial influences of the GyRO nozzle out of several industrial trials on product quality and enlarges the list of benefits of this concept, mentioned pre-viously in this publication. These are indications of the superior performance achieved with the GyRO nozzle.
Fig. 8 - Beneficial effects of the GyRO nozzle on product quality revealed by industrial trials. (Arrows mark increasing or decreasing tendencies)
CONCLUSIONSMaintaining and increasing product quality can only be achieved using a holistic approach and keeping the view on the whole manufacturing process. Besides metallurgy, refractory selection
is a key to achieve the goal of final product quality. RHI’s GyRO nozzle design for billet and bloom casting is one piece of the puzzle, contributing to cleanliness, surface and sub-surface qual-ity.
27La Metallurgia Italiana - n. 4 2017
Attualità industrialeNevertheless it has to be clear, that only one product cannot solve all the issues present and attention has to be paid also on machine maintenance of all aggregates in the steel production process.
ACKNOwLEDGEMENTThe authors would like to thank the Associazione Italiana di Metallurgia for the possibility to publish the previously presented content at the International Workshop on Surface quality of con-tinuously cast products.
REFERENCES[1] G. Arth and G. Nitzl: Surface and Sub-Surface defect
Reduction using RHI refractory solutions. International Workshop on Surface quality of continuously cast prod-ucts, Bergamo IT, 1st- 2nd December, 2016.
[2] The AISE Steel Foundation (Ed.): The Making, Shaping and Treating of Steel, 11th Edition, Casting Volume: Chapter 21, Surface Defects on Continuously Cast Strands. Pitts-burgh, Pa. uSA, 2003.
[3] IISI Study on Clean Steel: State of the Art and Process Technology in Clean Steelmaking. International Iron and Steel Institute, 2004.
[4] L. zhang and B. G. Thomas: Inclusions in Continuous Casting of Steel. XXIV National Steelmaking Symposium, Morelia, Mich, Mexico, 26-28. Nov. 2003, 135-183.
[5] C. Capurro, J. Copola, S. Ferro and C. Cicutti: Effect of Submerged Entry Nozzle Design on the Distribution of Inclusions in Cast Products. Proc. AISTech, 2013, Pitts-burgh, Pa. uSA.
[6] S.K. Choudhary and S. Ganguly: Morphology and Seg-regation in Continuously Cast High Carbon Steel Billets. ISIJ International, Vol. 47, No.12, 2007, 1759-1766.
[7] S. yokoya, S. Takagi, M. Iguchi, K. Marukawa and W. yasugaira: Development of Swirling Flow Generator in Immersion Nozzle. ISIJ International Vol.40, No.6, 2000, 584-588.
[8] H. Sun, y. Li, J. zhang, Q. He and L. Fan: Morphology, Soundness and Segregation Improvement of Bloom Castings by using Swirling Flow Nozzle. Proc. AISTech, 2013, Pittsburgh, Pa. uSA.
[9] G. Hackl, G. Nitzl, y. Tang, C. Eglsäer and D. Chalmers: Innovative Flow Control Refractory Products for the Con-tinuous Casting Process. Proc. AISTech, 2015, Cleveland, Ohio.






![Predicting the columnar-to-equiaxed transition for a ...pmt.usp.br/academic/martoran/Publicacoes/ActaMat 2008.pdf · Predicting the columnar-to-equiaxed transition for a ... [9],](https://img.pdfslide.us/doc/110x75/5cec906188c99319498d6130/predicting-the-columnar-to-equiaxed-transition-for-a-pmtuspbracademicmartoranpublicacoesactamat.jpg)






















