Embed Size (px)
Citation preview

Impact of Liming Ratio on Lime Mud Settling and
Filterability in the Kraft Recovery Process
by
Fariba Azgomi
A thesis submitted in conformity with the requirements
for the degree of Doctor of Philosophy
Graduate Department of Chemical Engineering and Applied Chemistry
University of Toronto
© Copyright by Fariba Azgomi 2014

ii
Impact of Liming Ratio on Lime Mud Settling and Filterability in
the Kraft Recovery Process
Fariba Azgomi
Degree of Doctor of Philosophy
Graduate Department of Chemical Engineering and Applied Chemistry
University of Toronto
2014
Abstract
In kraft pulp mills, lime is used to convert sodium carbonate to sodium hydroxide (Ca(OH)2).
The causticizing reaction precipitates lime mud which is washed, dewatered, and calcined in a
lime kiln to generate lime for reuse. Clean, dry, and more stable lime mud helps reducing the
energy usage of the kiln, improving burner flame stability, minimizing ring formation, and
alleviating emissions of reduced sulphur gases from the kiln stack.
The dewatering efficiency of lime mud is greatly affected by the mud and liquor properties, and
the equipment design and operation. The properties of the mud vary continuously due to changes
in the liquor strength, lime quality and dosage, which is known as the “liming ratio”. Many
studies have been carried out to relate lime mud properties to dewatering and filtration
behaviours, the mechanisms by which lime mud becomes difficult to settle and filter are not well
understood.
A systematic study was therefore conducted to examine the effect of the liming ratio on the
settling rate and filterability of lime mud. The results show that the mud settling rate and
filterability decreased with an increase in liming ratio. The effect was more noticeable as the
liming ratio exceeded a critical level leading to an overliming condition. The results also show
that the particle size of the resulting lime mud did not appreciably change with liming ratio.
Therefore, the decrease in settling rate and filterability cannot be attributed to the smaller particle

iii
size of Ca(OH)2 compared to that of lime mud as commonly believed. Rather, it was caused by a
change in zeta potential of Ca(OH)2-containing mud particles.
This study also shows that the zeta potential of the mud slurry increases proportionally to the free
lime content in the lime mud. This suggests that the zeta potential can be used to indicate the
extent of overliming in the causticizing plant. The correlation between zeta potential and free
lime content can be used to develop an on-line overliming monitoring system to help regulate the
amount of lime addition to the system to achieve optimum operating conditions for the mud
settling and filtering equipment.

iv
Acknowledgements
I wish to express my sincerest appreciation and utmost gratitude to my supervisor, Professor
Honghi Tran for his excellent supervision, continuous support, and valuable technical assistance
and discussion. I particularly appreciate the relationship that has been established between us
along the course of my study, and that will enrich my memories all my life.
I would also like to express my heartfelt thanks to my co-supervisor, Professor Ramin Farnood
where his professional guidance, and contribution proved priceless to the work presented in this
thesis.
Gratitude and recognition go to my supervisory committee, Professor Donald Kirk, and Professor
Edgar Acosta, for their advice, feedback and comments. In addition, I would like to thank
Professor John Cameron for acting as the external examiner in my final defense.
Thanks must also go to the Professor Tran group members (old and new) for providing support
and encouragement during the smooth and rough periods of my work. They made my time at U
of T worthwhile and I learned a lot from all of them, especially to Ms. Sue Mao and Dr. Daniel
Saturnino for valuable suggestions and fruitful discussion.
I would like to express my appreciation to the faculty and staff of the Chemical Engineering and
Applied Chemistry Department at the University of Toronto for fostering a pleasant
environment. My special gratitude goes out to Ms. Pauline Martini and Ms. Anna Ho.
I would also like to acknowledge financial support of members of research consortium on
Increasing Energy and Chemical Recovery in the Kraft Pulping Process.
My parents, Farzaneh and Azim, have been a source of inspiration all throughout my life and the
true reason behind my achievements. They taught me the importance of a strong education and
have always encouraged me to pursue my education to the highest levels. For that, I am eternally
grateful.
Furthermore, many thanks go to my sisters, Foroozan, and Foroozesh and her family, for always
supporting and encouraging me throughout my education.

v
I cordially thank my sweet little son, Arad, who teaches me to enjoy every moment of life and to
put everything in perspective.
Last, but not least, I could never express adequately written words for the thanks I owe to my
husband, Sina. He has had to make many sacrifices during the past five years in order to support
me in the work I have been doing. I am certain that had it not been for his love, continuous
motivation and unfailing support, I would never have accomplished my goals. This dissertation is
dedicated to my parents, my dear husband and my son.

vi
Table of Contents
1 Introduction .......................................................................................................................... 1
1.1 General Background ......................................................................................................... 1
1.2 Lime Mud Dewatering ..................................................................................................... 3
1.3 Parameters Affecting Lime Mud Filtration and Dewatering Efficiency .......................... 5
1.4 Objective .......................................................................................................................... 7
1.5 Structure of Thesis ........................................................................................................... 7
2 Literature Review ................................................................................................................. 8
2.1 Settling Theory ................................................................................................................. 8
2.1.1 Mathematical Model for Batch Settling .................................................................. 10
2.1.1.1 Kynch Theory .................................................................................................. 10
2.1.1.2 Theoretical Batch Settling Curve .................................................................... 12
2.2 Filtration Theory ............................................................................................................ 14
2.3 Forces Involved in Aggregation/Dispersion .................................................................. 17
2.3.1 Van der Waals Forces ............................................................................................. 17
2.3.2 Electrostatic Forces ................................................................................................. 18
2.3.2.1 Development of Electrical Double Layer ........................................................ 18
2.3.3 Zeta potential (ζ) ..................................................................................................... 20
2.4 Correlation Between Sedimentation Volume and Colloid Stability .............................. 22
2.5 Influence of Particle Properties on Lime Mud Dewatering ........................................... 23
2.5.1 The Calcite/Water System ...................................................................................... 24
2.5.2 Zeta Potential of Calcite .......................................................................................... 24
2.5.3 Influence of Inorganic Ions on the Surface Charge of Calcite ................................ 25
2.6 Lime Mud Settling and Filterability - Previous Studies ................................................. 26
2.6.1 Definitions ............................................................................................................... 26
2.6.1.1 Causticizing Efficiency .................................................................................... 26
2.6.1.2 Total Titratable Alkali and Active Alkali ........................................................ 26
2.6.1.3 Sulfidity ........................................................................................................... 27
2.6.1.4 Liming Ratio .................................................................................................... 27
2.6.2 Physical Properties of Lime and Lime Mud ........................................................... 28
2.6.2.1 Lime Quality .................................................................................................... 28
2.6.2.2 Chemical Composition of Lime Mud .............................................................. 30
2.6.2.3 Lime Dosage (Liming Ratio) ........................................................................... 31
2.6.3 Influence of Liqour Properties on Lime Mud Dewatering ..................................... 32
2.6.4 Influence of Operation Variables on Lime Mud Dewatering ................................. 33
2.6.5 Influence of Equipment Design and Operation on Lime Mud Dewatering ............ 34
2.7 Summary ........................................................................................................................ 36
3 Experimental Techniques .................................................................................................. 37
3.1 Slaking and Causticizing Reactions ............................................................................... 37
3.2 Settling ........................................................................................................................... 38
3.2.1 Five-Minute Settling Test ....................................................................................... 39
3.3 Filterability ..................................................................................................................... 40
3.3.1 Original Set-up ........................................................................................................ 40
3.3.2 Modified Set-up ...................................................................................................... 41
3.4 Titration .......................................................................................................................... 42
3.5 Particle Size Distribution (PSD) .................................................................................... 42
3.6 Surface Area of Particle ................................................................................................. 43

vii
3.7 Zeta Potential .................................................................................................................. 43
3.8 Thermal Gravimetric Analysis ....................................................................................... 44
3.9 Scanning Electron Microscopy ...................................................................................... 44
3.10 Atomic Absorption Spectroscopy (AAS) ................................................................... 45
3.11 X-ray Florescence Spectroscopy (XRF) ..................................................................... 45
3.12 X-Ray Diffraction Analysis (XRD) ............................................................................ 45
3.13 OLI, Advanced Simulation Software ......................................................................... 45
4 Experimental Results and Discussion ............................................................................... 47
4.1 Reburned Lime Characteristics ...................................................................................... 48
4.2 Lime Mud Settling ......................................................................................................... 50
4.2.1 Liming Ratio ........................................................................................................... 50
4.2.2 Effect of Solids Content .......................................................................................... 57
4.2.3 Lime Type ............................................................................................................... 61
4.3 Lime Mud Filterability ................................................................................................... 64
4.3.1 Liming Ratio ........................................................................................................... 64
4.3.2 Effect of Solids Content .......................................................................................... 65
4.3.3 Lime Type ............................................................................................................... 70
4.4 Causticizing Efficiency .................................................................................................. 73
4.5 Particle Size Distribution and Morphology .................................................................... 74
4.5.1 Effect of Liming Ratio ............................................................................................ 74
4.5.2 Effect of Lime Type ................................................................................................ 79
4.6 Evolution of Particle Size Distribution during Slaking and Causticizing Reactions ..... 81
4.6.1 Comparing Physical Properties of CaCO3 and Ca(OH)2 Particles ......................... 82
4.6.2 Taking Samples During Slaking and Causticizing Reactions ................................. 85
4.7 Zeta Potential .................................................................................................................. 88
5 Relationship between Zeta Potential and Kozeny Coefficient ....................................... 98
5.1 Results and Discussion ................................................................................................... 98
5.1.1 General Approach ................................................................................................... 98
5.1.2 Kozeny Coefficient ................................................................................................. 99
5.2 Parametric Study: Effect of Particle Size and Concentration ...................................... 103
5.2.1 Effect of Particle Size on Settling Rate of CaCO3 Particles ................................. 103
5.2.2 Effect of Initial Solids Content on Settling Rate of CaCO3 Particles ................... 105
6 Practical Implications ...................................................................................................... 107
7 Conclusions and Recommendations ............................................................................... 108
7.1 Conclusions .................................................................................................................. 108
7.2 Recommendations ........................................................................................................ 109
8 Reference ........................................................................................................................... 111
Appendix A: Type I and II Settling ........................................................................................ 120
Appendix B: Selecting Graduated Cylinder Height and Diameter ..................................... 122
Appendix C: Atomic Absorption Spectroscopy (AAS) ......................................................... 125
Appendix D: Settling Results .................................................................................................. 127
Appendix E: Filterability Results ........................................................................................... 129
Appendix F: Particle Size Distribution Results ..................................................................... 130
Appendix G: Liquid Density and Viscosity Measurements ................................................. 132
Appendix H: Effect of Electrolyte Concentration on Settling .............................................. 134
Appendix I: Zeta potential Measurements of Pure Ca(OH)2 and CaCO3 .......................... 136

viii
List of Tables
Table 4-1: Physical and Chemical Characteristics of Reburned Limes ........................................ 50
Table 4-2: Calculation of Cake Specific Resistance and Apparent Medium Resistance Values of
lime muds at Different Liming Ratio at 65 Kilopascal Vacuum .................................................. 69
Table 4-3: Calculation of Specific Cake Resistance and Apparent Medium Resistance Values of
Different Lime Types at 65 Kilopascal Vacuum .......................................................................... 73
Table 4-4: Summary of Parameters Related to Size Distribution ................................................. 76
Table 5-1: Summary of Zeta Potential of Particles and Estimated Kozeny Coefficients ........... 101

ix
List of Figures
Figure 1-1: Schematic of the Kraft Recovery Process [3] .............................................................. 2
Figure 1-2: Schematic Diagram of Causticizing Plant [4] .............................................................. 3
Figure 1-3: Rotary Vacuum Precoat Drum Filter, Courtesy of Dorr-Oliver Eimco [5] ................. 4
Figure 1-4: View of Lime Mud Discharging from Lime Mud Rotary Vacuum Precoat Drum
Filter, Courtesy of Dorr-Oliver Eimco [5] ...................................................................................... 4
Figure 1-5: Estimated Heat Consumption of Lime Kiln per Ton of Lime Mud as a Function of
Dry Solids Content in Lime Mud Feed to the Kiln [6] ................................................................... 5
Figure 2-1: Flux Variations during Batch Sedimentation ............................................................. 11
Figure 2-2: Solids Concentration Characteristics during Settling ................................................ 12
Figure 2-3: Gouy-Chapman Model with Stern Modifications [44] .............................................. 19
Figure 2-4: Interaction Energy Profile .......................................................................................... 20
Figure 2-5: Schematic of Oliver-type Rotary Vacuum Drum Filter ............................................. 35
Figure 3-1: Schematic of the Slaking and Causticizing Vessel .................................................... 37
Figure 3-2: Settling Test Set-up .................................................................................................... 39
Figure 3-3: Bench Scale Dewatering Equipment Set-up ............................................................. 40
Figure 3-4: Filterability Test Set-up ............................................................................................. 42
Figure 3-5: Zeta Plus Optics Apparatus ........................................................................................ 44
Figure 4-1: SEM of Reburned Limes, a) Mill A, b) Mill B, c) Mill C, d) Mill D, and e) Pure CaO
....................................................................................................................................................... 49
Figure 4-2: Appearance of Mud Settling in the Cylinder (LR= 0.6, 120 g/L Na2O TTA, and 90
minutes reaction) ........................................................................................................................... 51
Figure 4-3: Effect of Liming Ratio on Settling Curve (120 g/L Na2O TTA, and 90 minutes
reaction), Pure CaO ....................................................................................................................... 52
Figure 4-4: Settling Velocity as a Function of Lime Dosage (120 g/L Na2O TTA, and 90 minutes
reaction), Pure CaO ....................................................................................................................... 53
Figure 4-5: Effect of Liming Ratio on Settling Curve (120 g/L Na2O TTA, and 90 minutes
reaction), R-Lime “B” ................................................................................................................... 54
Figure 4-6: Comparing Settling Velocity of Pure Lime and R-Lime “B” as a Function of Liming
Ratio (120 g/L Na2O TTA, and 90 minutes reaction) ................................................................... 55
Figure 4-7: The Batch Flux Curve as a Function of Lime Ratio (120 g/L Na2O TTA, and 90
minutes reaction), R-Lime “B” ..................................................................................................... 56
Figure 4-8: Relationship between Liming Ratio and Final Interface Height shown in Figure 4-5
....................................................................................................................................................... 57
Figure 4-9: Effect of Solids Content on Settling Curve (R-Lime “B”, [CaO]/ [Na2CO3] =1, 120
g/L Na2O TTA, and 90 minutes reaction) ..................................................................................... 58
Figure 4-10: Effect of Solids Concentration on Settling Velocity (R-Lime “B”, [CaO]/ [Na2CO3]
=1, 120 g/L Na2O TTA, and 90 minutes reaction) ....................................................................... 59
Figure 4-11: Effect of Liming Ratio on Settling Curve of Mud Produced from Mill B Reburned
Lime at a Constant Slurry Concentration of 6 wt. % (120 g/L Na2O TTA, and 90 minutes
reaction) ........................................................................................................................................ 60
Figure 4-12: Effect of Liming Ratio on Settling Curve of Mud Produced from Mill B Lime at a
Constant Slurry Concentration of 20 wt. % (120 g/L Na2O TTA, and 90 minutes reaction) ....... 61
Figure 4-13: Effect of Lime Type on Settling Curve ([CaO]/ [Na2CO3] =1, 120 g/L Na2O TTA,
and 90 minutes reaction) ............................................................................................................... 62
Figure 4-14: Relationship Between Lime Types and Final Interface Height Shown in Figure 4-13
....................................................................................................................................................... 62

x
Figure 4-15: Effect of Type of Lime on 5-minute Rate as Function of Liming Ratio (120 g/L
Na2O TTA, and 90 minutes reaction) ........................................................................................... 63
Figure 4-16: t/V vs. V Plots as Function of Liming Ratio (120 g/L Na2O TTA, 90 minutes
reaction, and 14 KPa Vacuum), R-Lime “B” using Filterability Set-up as Shown in Figure 3-3 65
Figure 4-17: Raw Data - Effect of Liming Ratios on Filtration at a Constant Solid Concentration
of 20 wt. %, (Pure CaO, 120 g/L Na2O TTA, and 90 minutes reaction, 65 KPa Vacuum) using
Filterability Set-up Shown in Figure 3-4 ...................................................................................... 67
Figure 4-18: Corrected Data - Effect of Liming Ratios on Filtration at a Constant Solid
Concentration of 20 wt. %, (Pure CaO, 120 g/L Na2O TTA, and 90 minutes reaction, 65 KPa
Vacuum) using Filterability Set-up Shown in Figure 3-4 ............................................................. 67
Figure 4-19: Relationship between Liming Ratio and Filtration Rate Shown in Figure 4-18
(Solids Content of 20 wt. %) ......................................................................................................... 68
Figure 4-20: t/V vs. V Plots at Different Liming Ratio (Pure CaO, 120 g/L Na2O TTA, and 90
minutes reaction, 65 KPa Vacuum, Constant Solids Concentration of 20 wt. %,) using
Filterability Data Shown in Figure 4-18 ....................................................................................... 69
Figure 4-21: Raw Data - Effect of Type of Lime on Filtration Curve ([CaO]/ [Na2CO3] =1, 20
wt. % solids, 120 g/L Na2O TTA, and 90 minutes reaction) using Filterability Set-up Shown in
Figure 3-4 ...................................................................................................................................... 71
Figure 4-22: Corrected Data - Effect of Type of Lime on Filtration Curve ([CaO]/ [Na2CO3] =1,
20 wt. % solids, 120 g/L Na2O TTA, and 90 minutes reaction) using Filterability Set-up Shown
in Figure 3-4 .................................................................................................................................. 71
Figure 4-23: Effect of Lime Type on Cake Moisture Content ([CaO]/ [Na2CO3] =1, 20 wt. %
solids, 120 g/L Na2O TTA, and 90 minutes reaction) .................................................................. 72
Figure 4-24: Effect of Liming Ratio on CE as a Function of Lime Type (120 g/L Na2O TTA, and
90 minutes reaction) ...................................................................................................................... 74
Figure 4-25: Effect of Liming Ratio on Particle Size Distribution (120 g/L Na2O TTA, and 90
minutes reaction), R-Lime “B” ..................................................................................................... 75
Figure 4-26: Relationship between Liming Ratio and 85th
Percentile Diameter shown in Figure
4-25 ............................................................................................................................................... 76
Figure 4-27: Comparing the 85th
Percentile Diameter with Settling Velocity of Mud Particles as a
Function of Liming Ratio (120 g/L Na2O TTA, and 90 minutes reaction), R-Lime “B” ............. 77
Figure 4-28: Effect of Liming Ratio on Specific Surface Area (120 g/L Na2O TTA, and 90
minutes reaction), Pure CaO ......................................................................................................... 78
Figure 4-29: SEM of Lime Mud, a) LR=0.6, b) LR=1, and c) LR=1.2 (120 g/L Na2O TTA, 0%
Sulfidity, and 90 minutes reaction), R-Lime “B” ......................................................................... 79
Figure 4-30: Particle Size Distribution of Different Lime Mud ([CaO] / [Na2CO3] =1, 120 g/L
Na2O TTA, and 90 minutes reaction) ........................................................................................... 80
Figure 4-31: SEM Images of Lime Mud Prepared from a) R-Lime “A”, b) R-Lime “B”, and c)
Pure CaO ([CaO]/ [Na2CO3] =1, 120 g/L Na2O TTA, and 90 minutes reaction) ......................... 80
Figure 4-32: Correlation between Sauter Mean Particle Diameter and Specific Cake Resistance
for Different Lime Type ([CaO]/ [Na2CO3] =1, 120 g/L Na2O TTA, and 90 minutes reaction) . 81
Figure 4-33: Comparing Settling Curve for Ca(OH)2 and CaCO3 (R-Lime “B”, [CaO]/ [Na2CO3]
=1, 120 g/L Na2O TTA, and 90 minutes reaction) ....................................................................... 82
Figure 4-34: Comparing the Filtration Curves for Ca(OH)2 and CaCO3 (R-Lime “B”, [CaO]/
[Na2CO3] =1, 120 g/L Na2O TTA, and 90 minutes reaction) ....................................................... 83
Figure 4-35: Comparing Particle Size Distribution for Ca(OH)2 and CaCO3 (R-Lime “B”, [CaO]/
[Na2CO3] =1, 120 g/L Na2O TTA, and 90 minutes reaction) ....................................................... 84

xi
Figure 4-36: SEM of a) Ca(OH)2 Particles, and b) CaCO3 Particles (R-Lime “B”, [CaO]/
[Na2CO3] =1, 120 g/L Na2O TTA, and 90 minutes reaction) ....................................................... 84
Figure 4-37: Temperature Profile During the Slaking and Causticizing Reactions ..................... 85
Figure 4-38: The XRD Results of the Sample (a) Reburned Lime, (b) 5-Minute Slaking and
Causticizing Reactions, and (c) 60-Minute Slaking and Causticizing Reactions, R-Lime “B”
([CaO]/ [Na2CO3] =1) ................................................................................................................... 87
Figure 4-39: Particle Size Distribution of Lime Mud Throughout the Slaking and Causticizing
Reactions ([CaO]/ [Na2CO3] =1, 120 g/L Na2O TTA, and R-Lime “B”) ..................................... 88
Figure 4-40: Effect of Liming Ratio on Zeta Potential (120 g/L Na2O TTA, and 90 minutes
reaction) ........................................................................................................................................ 89
Figure 4-41: Weight Loss Profile for Lime Mud in Nitrogen (Pure CaO, [CaO]/ [Na2CO3] =1.4,
120 g/L Na2O TTA, and 90 minutes reaction) .............................................................................. 90
Figure 4-42: TGA of Lime Mud Samples (Pure CaO, 120 g/L Na2O TTA, and 90 minutes
reaction) ........................................................................................................................................ 91
Figure 4-43: Free Lime Contents as a Function of Liming Ratio ................................................. 91
Figure 4-44: Zeta Potential as a Function of Free Lime Contents for Different Lime Type ........ 93
Figure 4-45: Species Distribution Diagram as a Function of pH .................................................. 94
Figure 4-46: Average Settling Velocity vs. Zeta Potential of Particles (Constant Concentration:
20 wt. %, 120 g/L Na2O TTA, and 90 minute reaction) ............................................................... 95
Figure 4-47: Filtration Rate vs. Zeta Potential of Particles (Constant Concentration: 20 wt. %,
120 g/L Na2O TTA, and 90 minutes reaction), R-Lime “A”, R-Lime “B”, and Pure CaO .......... 95
Figure 4-48: CE vs. Zeta Potential of Particles (120 g/L Na2O TTA, and 90 minutes reaction), R-
Lime “A”, R-Lime “B”, and Pure CaO ......................................................................................... 96
Figure 5-1: Theoretical and Experimental Settling Rates ............................................................. 99
Figure 5-2: Effect of Kozeny Coefficient on Settling Curve (Particle Diameter = 15 µm, and
Initial Concentration = 5 % v/v) ................................................................................................. 100
Figure 5-3: Linear Relationship between Zeta Potential and Kozeny Coefficient ..................... 102
Figure 5-4: Experimental and Calculated of Lime Mud Settling Curves (Mill B Lime at a
Constant Concentration of 5 % v/v) ............................................................................................ 102
Figure 5-5: Particle Diameter vs. Settling Curve (K = 2.5, and Initial Concentration = 5 % v/v)
..................................................................................................................................................... 104
Figure 5-6: Effect of Particle Diameter on Settling Velocity (K = 2.5, and Initial Concentration =
5 % v/v) ....................................................................................................................................... 104
Figure 5-7: Initial Solids Content vs. Settling Curve (Particle Diameter = 15 µm, K = 2.5) ..... 106
Figure 5-8: Effect of Initial Solids Content on Settling Velocity (Particle Diameter = 15 µm, K =
2.5) .............................................................................................................................................. 106

xii
Nomenclature
List of Symbols A Filter Area (m
2)
AH Hamaker constant (J)
C Solid concentration by volume fraction
CFP Flocs volume ratio
d Particle diameter (m)
d1 Distance between the spheres (nm)
D Dielectric constant
g Gravity acceleration (m/s2)
G Particle flux (kg/m2s)
h Height of vessel (m)
k Cake permeability (m2)
K Kozeny coefficient
m0 Wet solid weight (g)
m1 Dry solid weight (g)
nI Liquid refraction index
P/P0 Gas’s relative pressure
PCO2 Carbon dioxide partial pressure (N/m2)
PS Solid compressive pressure (N/m2)
r Particle radius (mm)
Rm Medium resistance (m-1
)
s Solid mass fraction
SV Specific surface area ( m2/m
3)
t Filtration time (s)
ut Terminal velocity (m/s)
U Settling velocity (m/s)
Ue Electrophoretic velocity (m/s)
V Filtration volume (m3)
VA Interaction Energy (J)
Vgas Gas absorbed volume
Z0 Initial Sediment Height (m)
Zf Final Sediment Height (m)
Greek Symbols αav Specific cake resistance (m/kg)
β Cake to filtration volume ratio
∆p Pressure drop (N/m2)
γ•CFP Shear rate (s-1
)
ε Porosity
ζ Zeta potential (mV)
µ Fluid viscosity (Ns/m2)
π A mathematical constant
ρ Fluid density (kg/m3)
ρL Liquid density (kg/m3)
ρS Solid density (kg/m3)

xiii
φF Volume fraction of flocs
φP Volume fraction of particles
ψ Sphericity
Acronyms AA Active alkali
AAS Atomic absorption spectroscopy
BET Brunauer Emmett Teller
CE Causticizing efficiency
DLVOO Derjaguin-Landau-Verwey-Overbeek
DTA Differential thermal analysis
ID Inner diameter
IEP Isoelectric point
LEED Low energy electron diffraction
LR Liming ratio
NPE Non process elements
PDI Potential-determining ion
PSD Particle size distribution
SEM Scanning electronic microscopy
TGA Thermogravimetric analyzer
TTA Total titratable alkali
XPS X-ray photoelectron spectroscopy
XRD X-ray diffraction analysis
XRF X-ray florescence spectroscopy

1
1 Introduction
1.1 General Background
The kraft process has been the most widely used pulping process in the paper-making industry
since its invention in 1879 [1]. It possesses three main advantages over other pulping processes:
the high strength of the kraft pulp, the versatility of the process in handling almost all species of
softwoods and hardwoods, and the favourable economics due to its high chemical efficiency [2].
The kraft pulping process involves the digestion of wood chips at elevated temperatures and
pressures in white liquor, which is an aqueous solution of sodium hydroxide (NaOH) and sodium
sulphide (Na2S). The white liquor chemically dissolves the lignin that binds the cellulose fibres
together in the wood. The fibre is then separated from the liquor, washed, and made into the
pulp. The resulting liquor (black liquor) contains water, lignin, and residual chemicals from the
pulping process. The black liquor is sent to the chemical recovery plant, where inorganic
chemicals are recovered for reuse in the pulping process, while dissolved organics are used as
fuel to make steam and power. Through this process, 96-98% of the chemicals used can be
recovered [3].
In the chemical recovery process, the black liquor is first concentrated by evaporation then burnt
in a recovery boiler. The burning of the black liquor results in the formation of molten smelt,
which mostly consists of sodium carbonate (Na2CO3) and sodium sulphide (Na2S). The molten
smelt is drained from the recovery boiler into a dissolving tank where it is dissolved in water to
form green liquor. The green liquor is then sent to the causticizing plant to convert Na2CO3 to
NaOH. Figure 1-1 shows a schematic of the kraft recovery process [3].
In the causticizing plant of kraft pulp mills, the green liquor from the dissolving tank is clarified
to remove dregs and insoluble matter. The clarified green liquor is then causticized with lime
(CaO) to convert sodium carbonate (Na2CO3) to sodium hydroxide (NaOH) according to the
slaking and causticizing reactions:
Slaking: CaO(s)+ H2O ⇒ Ca(OH)2(s)
Causticizing: Na2CO3(aq)+Ca(OH)2 (s) ⇔2 NaOH(aq)+CaCO3(s)

2
As noted above, the causticized liquor, known as white liquor, contains mainly NaOH, Na2S,
Na2CO3 and precipitated CaCO3 (lime mud) that is subsequently separated by either
sedimentation or filtration, washed, and then dewatered on a precoat filter. The clarified white
liquor is returned to the digester to be reused in the pulping process. The washed water (weak
wash1) is also returned to the dissolving tank to dissolve the smelt used to produce the green
liquor.
Figure 1-1: Schematic of the Kraft Recovery Process [3]
The dewatered mud is then fed into a lime kiln where it is dried, heated, and calcined to produce
lime for reuse in the slaker. The conversion is accomplished through the calcination reaction:
Calcination: CaCO3(s) ⇒ CaO(s)+ CO2(g)
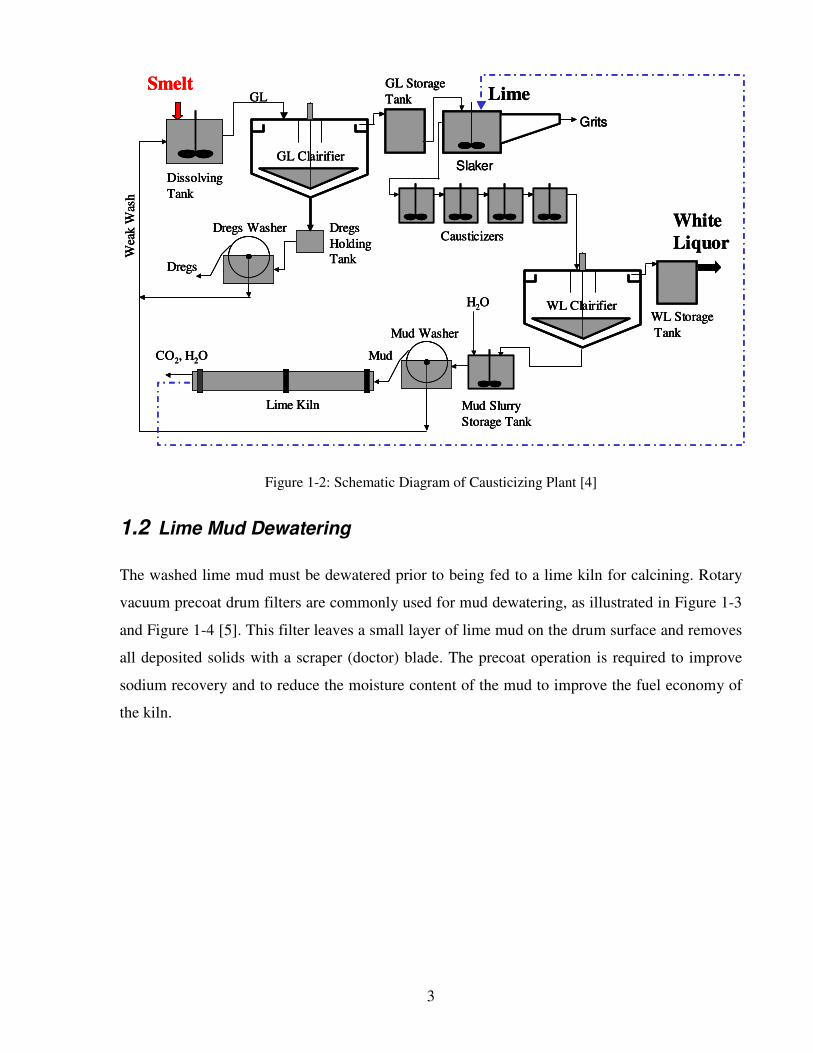
Calcination is an endothermic reaction, which occurs at temperatures above 800 °C. Figure 1-2
shows a schematic diagram of the causticizing process [4].
1 Weak wash is the water that has been used to wash lime mud in the causticizing plant.
Wood
Pulp
Recovery
Boiler
Green
Liquor
White
LiquorWashingWashing
Lime
MudLime
Lime Kiln
Causticizing
Plant
Water
Recovery
Boiler
HeavyHeavy
Black LiquorBlack Liquor
70% solids70% solids
Green
Liquor
White
LiquorWashingWashingWashingWashing
WeakWeak
Black LiquorBlack Liquor
15% solids15% solids
Lime
MudLime
Smelt
Lime KilnLime Kiln
Causticizing
Plant
Causticizing
Plant
Water
Evaporators
PulpingDigester
Wood
Pulp
Recovery
Boiler
Green
Liquor
White
LiquorWashingWashing
Lime
MudLime
Lime Kiln
Causticizing
Plant
Water
Recovery
Boiler
HeavyHeavy
Black LiquorBlack Liquor
70% solids70% solids
Green
Liquor
White
LiquorWashingWashingWashingWashing
WeakWeak
Black LiquorBlack Liquor
15% solids15% solids
Lime
MudLime
Smelt
Lime KilnLime Kiln
Causticizing
Plant
Causticizing
Plant
Water
EvaporatorsEvaporators
PulpingDigesterPulpingDigester
3
Figure 1-2: Schematic Diagram of Causticizing Plant [4]
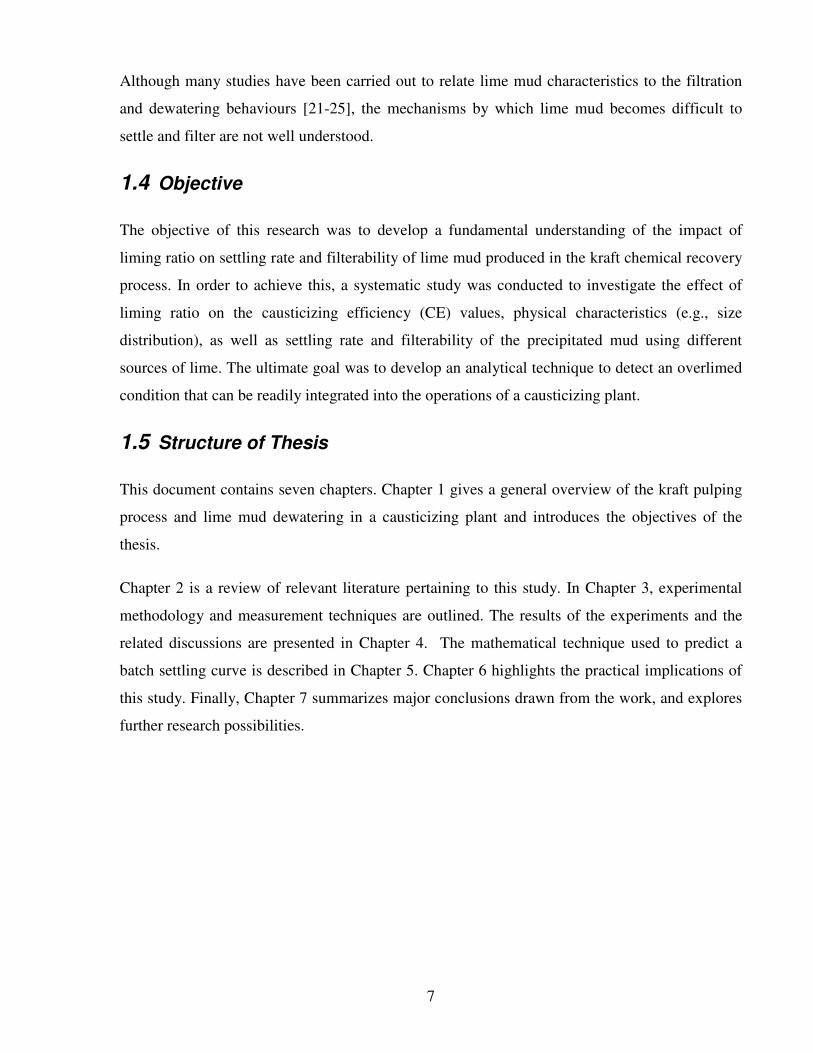
1.2 Lime Mud Dewatering
The washed lime mud must be dewatered prior to being fed to a lime kiln for calcining. Rotary
vacuum precoat drum filters are commonly used for mud dewatering, as illustrated in Figure 1-3
and Figure 1-4 [5]. This filter leaves a small layer of lime mud on the drum surface and removes
all deposited solids with a scraper (doctor) blade. The precoat operation is required to improve
sodium recovery and to reduce the moisture content of the mud to improve the fuel economy of
the kiln.
Smelt
Dissolving
Tank
GL Storage
Tank
Slaker
Lime
Grits
Dregs
Holding
Tank
CausticizersDregs Washer
Dregs
WL Clairifier
GL Clairifier
Mud Slurry
Storage Tank
Lime KilnLime
Mud
Mud Washer
WL Storage
Tank
White
Liquor
GL
Wea
k W
ash
CO2, H2O
H2O
Smelt
Dissolving
Tank
GL Storage
Tank
Slaker
Lime
Grits
Dregs
Holding
Tank
CausticizersDregs Washer
Dregs
WL Clairifier
GL Clairifier
Mud Slurry
Storage Tank
Lime KilnLime
Mud
Mud Washer
WL Storage
Tank
White
Liquor
GL
Wea
k W
ash
CO2, H2O
H2O
Smelt
Dissolving
Tank
GL Storage
Tank
Slaker
Lime
Grits
Dregs
Holding
Tank
CausticizersDregs Washer
Dregs
WL Clairifier
GL Clairifier
Mud Slurry
Storage Tank
Lime KilnLime
Mud
Mud Washer
WL Storage
Tank
White
Liquor
GL
Wea
k W
ash
CO2, H2O
H2O

4
Figure 1-3: Rotary Vacuum Precoat Drum Filter, Courtesy of Dorr-Oliver Eimco [5]
Figure 1-4: View of Lime Mud Discharging from Lime Mud Rotary Vacuum Precoat Drum Filter,
Courtesy of Dorr-Oliver Eimco [5]
AgitatorVat
Cake Discharge
Filter Cake
Division StripsFilter Pipe
Drum
Vacuum Valve

5
Effective dewatering of lime mud is of great importance in lime kiln operation. Since heat is
required to remove water, the thermal efficiency of the kiln strongly depends on the mud solids
content, as shown in Figure 1-5 [6]. In principle, the fuel consumption of a lime kiln may be
lowered by as much as 2% for every 1% increase in the mud solids content. In practice, however,
such fuel saving is more moderate, at about 1% lower per 1% increase in solids, due to the
difficulty in controlling the temperature at the kiln feed end and keeping the residual CaCO3
content of the product lime at an acceptable level. This is particularly the case for kilns with lime
mud solids content above 75% [7]. Changes in mud solids content can cause other kiln operation
issues in addition to impacting the thermal efficiency. Lime mud with low solids content may
cause nodules (balls) with an uncalcined core and mud rings to form in/near the chain section,
while that with high solids content may result in excessive dusting and premature chain failures
associated with overheating.
Figure 1-5: Estimated Heat Consumption of Lime Kiln per Ton of Lime Mud as a Function of Dry Solids
Content in Lime Mud Feed to the Kiln [6]
1.3 Parameters Affecting Lime Mud Filtration and Dewatering
Efficiency
Many parameters influence the dewatering efficiency of the lime mud filter. These include mud
properties, white liquor properties, and equipment design and operation. For a given causticizing
system, the properties of the mud are the most important factors since they change with lime
5,200
5,400
5,600
5,800
6,000
6,200
70 75 80
He
at
Co
ns
um
pti
on
, M
J/t
Lime Mud Dry Solids, %

6
quality and dosage. Experience shows that lime mud with a slow settling rate tends to be difficult
to dewater.
The importance of particle properties on the filtration and dewatering efficiency has been
recognized since 1975 [8-12]. Studies of mineral water systems have established that the
characteristic properties of the feed slurry, such as particle charge [13-15], size distribution [16],
shape [17], hydrophobicity [18], feed slurry concentration [19], and liquid surface tension [20],
can all influence filterability.
The behaviour of particles in an aqueous system is governed mainly by their primary properties
of particle size and size distribution, shape, density, solid/liquid ratio, and surface charge. In
practice, however, it is often easier to characterize particles by measuring their macroscopic
properties such as settling rate, filterability, cake permeability, specific filtration resistance, etc.,
which in turn are related to their primary properties and to the state of the system as
characterized by the dispersion. Since the performance of dewatering equipment such as the filter
press, vacuum filter, and centrifuge depend strongly on the filterability of the feed slurry,
understanding these parameters enables operators to make adjustments to achieve satisfactory
filtration (dewatering).
Overliming is the most commonly cited cause for poor mud settling and filterability [21-22]. One
of the main issues in overliming is the high free lime (unreacted Ca(OH)2) content in the lime
mud. A common belief is that free lime particles plug the precoat filters due to their small size,
resulting in a low dewatering efficiency, and consequently lime mud with a low solids content
[22]. While overliming is highly undesirable, there is no systematic way to determine as to
whether the system is overlimed other than using the “5-minute settling test” [21].
Overliming is defined as “adding more lime to the liquor system than required”. For a given
causticizing system, the amount of lime required to achieve a targeted causticizing efficiency
may vary depending on lime quality (lime availability, reactivity, and nodule size) and liquor
quality (total titratable alkali, sulfidity, and temperature). Overliming theoretically occurs when
the liming ratio, defined as the molar ratio of CaO in lime to that of Na2CO3 in liquor, is greater
than stoichiometrically required.
7
Although many studies have been carried out to relate lime mud characteristics to the filtration
and dewatering behaviours [21-25], the mechanisms by which lime mud becomes difficult to
settle and filter are not well understood.
1.4 Objective
The objective of this research was to develop a fundamental understanding of the impact of
liming ratio on settling rate and filterability of lime mud produced in the kraft chemical recovery
process. In order to achieve this, a systematic study was conducted to investigate the effect of
liming ratio on the causticizing efficiency (CE) values, physical characteristics (e.g., size
distribution), as well as settling rate and filterability of the precipitated mud using different
sources of lime. The ultimate goal was to develop an analytical technique to detect an overlimed
condition that can be readily integrated into the operations of a causticizing plant.
1.5 Structure of Thesis
This document contains seven chapters. Chapter 1 gives a general overview of the kraft pulping
process and lime mud dewatering in a causticizing plant and introduces the objectives of the
thesis.
Chapter 2 is a review of relevant literature pertaining to this study. In Chapter 3, experimental
methodology and measurement techniques are outlined. The results of the experiments and the
related discussions are presented in Chapter 4. The mathematical technique used to predict a
batch settling curve is described in Chapter 5. Chapter 6 highlights the practical implications of
this study. Finally, Chapter 7 summarizes major conclusions drawn from the work, and explores
further research possibilities.
8
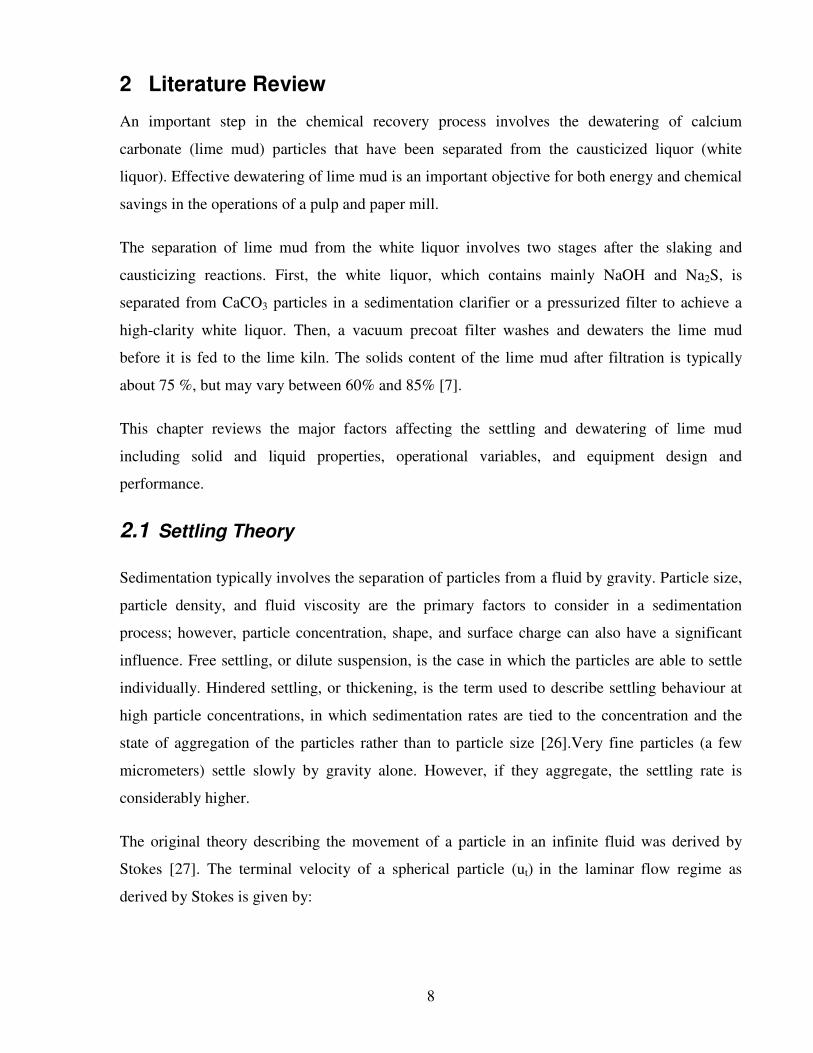
2 Literature Review
An important step in the chemical recovery process involves the dewatering of calcium
carbonate (lime mud) particles that have been separated from the causticized liquor (white
liquor). Effective dewatering of lime mud is an important objective for both energy and chemical
savings in the operations of a pulp and paper mill.
The separation of lime mud from the white liquor involves two stages after the slaking and
causticizing reactions. First, the white liquor, which contains mainly NaOH and Na2S, is
separated from CaCO3 particles in a sedimentation clarifier or a pressurized filter to achieve a
high-clarity white liquor. Then, a vacuum precoat filter washes and dewaters the lime mud
before it is fed to the lime kiln. The solids content of the lime mud after filtration is typically
about 75 %, but may vary between 60% and 85% [7].
This chapter reviews the major factors affecting the settling and dewatering of lime mud
including solid and liquid properties, operational variables, and equipment design and
performance.
2.1 Settling Theory
Sedimentation typically involves the separation of particles from a fluid by gravity. Particle size,
particle density, and fluid viscosity are the primary factors to consider in a sedimentation
process; however, particle concentration, shape, and surface charge can also have a significant
influence. Free settling, or dilute suspension, is the case in which the particles are able to settle
individually. Hindered settling, or thickening, is the term used to describe settling behaviour at
high particle concentrations, in which sedimentation rates are tied to the concentration and the
state of aggregation of the particles rather than to particle size [26].Very fine particles (a few
micrometers) settle slowly by gravity alone. However, if they aggregate, the settling rate is
considerably higher.
The original theory describing the movement of a particle in an infinite fluid was derived by
Stokes [27]. The terminal velocity of a spherical particle (ut) in the laminar flow regime as
derived by Stokes is given by:

9
( )µ
ρ−ρ=
18
gdu s
2
t
(1)
where
µ: Liquid viscosity (Ns/m2)
ρ: Liquid density (kg/m3)
ρs: Solid density (kg/m3)
g: Gravity acceleration (m/s2)
d: Particle diameter (m)
In practice, many factors other than those included in the above equation can also influence the
flow behaviour and hence the terminal velocity of particles. They can be divided into those
depending on particle properties and those depending on the flow system. Various refinements
have been made to the Stokes equation. However, still there remains a common shortcoming
which is the assumption that a particle settles freely without interference from other particles.
When the particle concentration is sufficiently high, the particles can no longer settle freely. For
a non-flocculated system, Richardson and Zaki [28] compared sedimentation and fluidization
processes and showed that the settling velocity is related to the terminal settling velocity of the
particles and the porosity raised to a power that is a function of the particle Reynolds number:
n
tuU ε=
(2)
where
U: Settling velocity of particle suspension (m/s)
ut: Terminal velocity (m/s)
ε: Porosity
The exponent n varies from 2.39 to 4.65 depending on the particle Reynolds number and the
diameter of the vessel in which sedimentation is taking place [26].

10
A settling test can be used in the design of a sedimentation clarifier or thickener. In such tests, a
slurry of known initial concentration is allowed to settle. As the settling process proceeds, a clear
interface appears between the slurry and the supernatant. By plotting the height of the interface
with time, the settling velocity can be obtained from the initial slope of the settling curve.
The type of settling behaviour demonstrated by suspended solids depends largely on the initial
solids concentration and their tendency to flocculate. The first general study of flocculated
suspensions was carried out by Coe and Clevenger [29]. They concluded that a concentrated
suspension may settle in one of two different ways depending on the initial solids concentration.
In Type I settling, the sedimentation rate progressively decreases throughout the process. This
type of settling is obtained in a dilute suspension, where particles have little interaction with one
another as they settle. In Type II settling, particles flocculate as they settle. This type of settling
usually occurs when the initial particle concentration is high. A detailed description of these
settling types is included in Appendix A.
Dorris and Allen [23] proposed that lime mud mixtures typically fall in the category of dilute
slurries that undergo Type I settling.
2.1.1 Mathematical Model for Batch Settling
Holdich and Butt [30] proposed a mathematical model to predict the results of a batch settling
test. They performed settling experiments on talc particles suspended in water at different initial
concentrations and obtained settling plots from performing conductivity measurements as the
suspensions settled. Their method is in-line with the belief that the settling rate is only a function
of solids concentration according to Kynch theory, which is described in the following section.
2.1.1.1 Kynch Theory
The theory of batch settling is credited mainly to Kynch [31]. It begins with the assumption that
the particle settling flux G is a linear function of only the settling rate U and the solids
concentration C:
UCG =
(3)

11
In a time interval (∂t), the accumulation of particles in the interfacial layer is given by the
difference in input and output fluxes, as shown in Figure 2-1:
Figure 2-1: Flux Variations during Batch Sedimentation
( )dhA
t
CAdh
h
UCUCUCA SSS ρ
∂
∂=ρ
∂
∂+−ρ (4)
where
C: Solids concentration by volume fraction
A: Cross-sectional area of vessel (m2)
h: Height of vessel (m)
ρs: Solid density (kg/m3)
U: Settling velocity (m/s)
Thus, the rate at which a known concentration propagates through the settling vessel can be
calculated as a function of the change in the solid flux relative to the solids concentration [26]:
( )C
UC
t
h
∂
∂−=
∂
∂ (5)
As the solids settle the concentration increases towards the bottom of the settling vessel, causing
the interface between the clear liquid and the settling solids to move downward. The change in
the height of this interface with time is known as the batch settling curve. Equation (5) shows
that the settling velocity (U) is affected by the solids concentration.
Clear Liquid
Settled Solids
h hh+dh h+dh
SUCAρ
( )SA]dh
h
UCUC[ ρ
∂
∂+
Clear Liquid
Settled Solids
h hh+dh h+dh
SUCAρ
( )SA]dh
h
UCUC[ ρ
∂
∂+

12
According to Kynch’s 1952 idealized concept of batch thickening, layers at each particle
concentration propagate at a characteristic upward velocity and eventually intercept the interface.
At the time of the interception, the interface assumes a settling velocity characteristic of the
propagated concentration. When the maximum concentration reaches the interface, no further
settling is possible. The interface velocity is constant until the first propagating layer reaches the
interface, at which time the velocity begins a steady decline to zero. The first decreasing rate
period is explained by Kynch theory as the propagation of higher concentration layers from the
bottom to the interface.
Subsequently, the value of the propagation velocity is fixed, causing layers of constant
concentration propagating from the origin to the settling interface curve, called “concentration
characteristics” [26]. The interface settling curve and the concentration characteristics during the
settling of a suspension are shown in Figure 2-2. In the concentration characteristics region, a
mass balance on a solid layer shows that the solid output is less than the solid input due to the
concentration increase.
Figure 2-2: Solids Concentration Characteristics during Settling
2.1.1.2 Theoretical Batch Settling Curve
The deduced settling and propagation velocities can then be used to predict the batch
sedimentation curve under any operating condition, e.g., a change in concentration [30].
In the settling of concentrated suspensions the following force-momentum balance applies [32]:
0
2
4
6
8
10
12
14
0 10 20 30
He
igh
t o
f In
terf
ac
e, c
m
Sedimentation Time, min
Interface Settling Curve
Concentration Characteristics
Solids In∂h
Solids Out, Less than Solids In, due to a
Concentration Increase
Solids In= Solids Out

13
( ) Uk
Cgx
Ps
s µ−ρ−ρ=
∂
∂ (6)
where
Ps: Solids compressive pressure (N/m2)
C: Solids concentration by volume fraction
g: Gravitational constant(m/s2)
ρ: Fluid density (kg/m3)
ρs: Solid density (kg/m3)
µ: Fluid viscosity (Ns/m2)
k: Permeability (m2)
U: Settling velocity (m/s)
For homogeneous systems, the particles do not separate from the continuous phase (such as
water), but cause a change in the properties of the continuous phase, for example buoyancy and
viscosity. These considerations are therefore relevant to certain situations, such as where the
suspension needs to flow within a pipe [32].
The left hand side of Equation (6) may be considered to be a reaction force due to particle-
particle contact. The first term on the right side is the gravitational force, and the remaining term
is the liquid drag force on the particles [26]. Under the conditions where the particle
sedimentation does not possess a continuous contact of solids, the stress gradient becomes zero
[33] and Equation (6) can be rearranged to provide:
( ) µρ−ρ= /kCgU s (7)
Here, parameter k is permeability (m2) that can be calculated from:
( ) 2
v
2
3
S1Kk
ε−
ε= (8)
where
K: Kozeny coefficient
Sv: Specific surface area per unit volume (m2/m
3)
ε: Local porosity (1-C)

14
The specific surface area may be calculated by 6/(dp×ψ). Where dp is particle diameter and ψ is
the sphericity. Hence, substituting k in Equation (7) with Equation (8) results in:
µ
Ψ−ρ−ρ=
K36
d)C1)((gUC
223
s (9)
Differentiating Equation (9) provides an expression for the propagation velocity of a
concentration characteristic:
µ
Ψ−ρ−ρ−=
K36
d)C1)((g3
dt
dh222
s (10)
This method assumes that the initial concentration is uniform (after a short time, it increases
from the bottom of the suspension) and that the settling velocity becomes close to zero at the
same time that the concentration approaches a maximum value relating to that of the sediment
layer deposited at the bottom of the vessel.
Holdich and Butt [30] suggested that the height of the interface between the supernatant clear
liquid and the settling suspension can be predicted using Equations (7) and (10) and employing a
K of 5 in fixed or slowly moving beds and of 3.36 in settling or rapidly moving beds. However,
there is experimental evidence to suggest that K may not have a constant value and could depend
on various parameters such as concentration, particle size and shape, tortuosity, and wall effects
[33, 34]. Moreover, when particles are smaller than 10 µm, the surface charge on the particles,
which is often represented by zeta potential, becomes more important [35]. None of the above
equations include zeta potential effects on the batch settling rate of particles.
It is apparent that the Holdich and Butt model is constrained by certain limitations because (1) K
cannot be a fixed value and (2) the interparticle interactions affecting the particle packing and the
final settled sediment concentration should also be considered.
2.2 Filtration Theory
The separation of solids from a suspension by means of a porous medium or screen which retains
the solids and allows the liquid to pass through is termed filtration. There are two basic types of
filtration. In the first type, frequently referred to as cake filtration, particles from the suspension
are deposited on the surface of a porous septum which provides only a small resistance to flow.

15
As the cake gradually builds up on the filter medium, the resistance to flow progressively
increases. In the second type of filtration, depth or deep-bed filtration, the particles penetrate into
the pores of the filter medium. This configuration is used for the removal of fine particles from
very dilute suspensions.
Many equations are used in filtration characteristic studies. The best known theoretical model for
the filtration process is Darcy’s equation. By integrating Darcy's law under conditions of both
constant pressure and cake permeability, Holdich [36] showed that,
pA
RV
kpA2V
t m
2 ∆
µ+
∆
µβ= (11)
where
t/V: Filterability (time required to filter a “V” volume of filtrate)
µ: Fluid viscosity (Ns/m2)
∆p: Pressure drop across cake and cloth (N/m2)
A: Filter area (m2)
k: Cake permeability (m2)
Rm: Medium resistance (m-1
)
β: Cake-to-filtrate volume ratio
β can be calculated from the following:
β =ρls
1− s( )Cρs − 1 − C( )ρls (12)
where
s: Solid mass fraction (%w/w)
C: Cake solids concentration by volume fraction
ρl: Density of liquid (kg/m3)
ρs: Density of solids (kg/m3)
Data obtained from vacuum filtration tests are used to calculate filtration parameters, such as
cake permeability and cloth resistance, using a common method of plotting t/V as the dependent
variable against V, as the independent variable, and drawing a best fit line through the data. The
line of best fit on this plot has a slope of

16
kpA2 2∆
µβ (I)
and the intercept on the t/V axis occurs at
pA
Rm
∆
µ (II)
Thus, the permeability k and medium resistance Rm can be calculated by rearranging terms (I)
and (II), if all other parameters in these equations are available.
The permeability of a filter cake is the most important factor in cake filtration (in relation to
design and scale-up) and is often interpreted through a measure of the cake’s specific resistance.
The specific resistance (αav) of a filter cake is a measure of the resistance to fluid flow through
the cake. It is inversely proportional to the permeability of the filter cake, shown by the relation
Ck
1
s
avρ
=α
(13)
According to the Carman-Kozeny equation [37], the specific resistance is inversely related to the
square of the particle size; hence, it increases as the particle size decreases, as shown below:
32
avs
av
1
d
180
ε
ε−×
ρ=α (14)
where dav and ε are the average particle size diameter and porosity of the filter cake, respectively.
Theliander [38] found that the specific filtration resistance and the porosity of a lime mud filter
cake changes with the filtration pressure, and concluded that lime mud is a compressible
material. He also found that the lime mud particles are agglomerates of smaller particles with a
variety of different shapes and sizes. The porosity of the filter cake is also a function of the
particle size distribution. When the size distribution is wider, smaller particles can occupy spaces
between larger ones and the particles are able to pack together more tightly, forming a dense
cake.

17
In addition to the above factors, the electrokinetic forces among particles play an important role
in the particle packing. The zeta potential (ζ) is often used to characterize the surface electrical
charge of colloidal size particles in a slurry [39]. The ζ determines the electrostatic forces
between particles, which significantly affects both the properties of the slurry prior to slurry
filtration and the filter performance during the filtration process. The interaction forces between
the particles can become as significant as gravitational and hydrodynamic forces, especially for
particles smaller than 10 µm, which interact more with the surrounding fluid [35].
2.3 Forces Involved in Aggregation/Dispersion
Most early attempts to explain the stability of a suspension considered only the surface charge of
the particles. The existence of a charge was recognized as the primary cause of stability. Thus
neutralization of the charge would lead to aggregation. Until recently, it was believed that only
two forces operate between surfaces in a liquid such as water: the attractive Van der Waals force
and the electrostatic “double layer” force. These forces can be attractive or repulsive, and
together they form the basis of the Derjaguin-Landau-Verwey-Overbeek or DLVO theory [40].
2.3.1 Van der Waals Forces
The Van der Waals force is the term commonly used to refer to a group of electrodynamic
interactions that occur between the molecules in two different particles. Dispersion forces make
up the dominant contribution to the Van der Waals interaction between two particles. At a certain
separation distance, the mutually repulsive force of electrons is lessened and weak bonds can be
formed. These are Van der Waals interactions.
Although the calculation of Van der Waals forces between spherical particles is mathematically
complex, the resulting equation for equal-size spheres is simple as shown in Equation (15) [41]:
1
HAd12
rAV −= (r>>d) (15)
where VA is the interaction energy between spheres of radius r (mm), d1 (nm) is the distance of
the closest approach between the spheres, and AH (J) is the Hamaker constant. It is difficult,

18
however, to determine the Hamaker constant, but tables of Hamaker values for some systems
are available [42] and values are generally found to be in the range of 0.1×10-20
to 10×10-20
J.
2.3.2 Electrostatic Forces
The aggregation of colloids is known as coagulation or flocculation. Repulsion is not due
directly to the surface charge on the solid particles, instead it is the interaction between their
respective double layers. Particles are subjected to random movements due to Brownian motion
and mixing effects. This brings some particles into close proximity to allow the attractive surface
forces to bind them into aggregates. If the surfaces of the particles are charged, the resulting
repulsive force may be sufficient to prevent aggregation. Chemical additives can also be used to
alter the surface charge to either promote or prevent aggregation.
There are two forms of aggregation (coagulation) related to electrical effects. If the surface
charge is brought near zero, the force of repulsion is lost and particles can aggregate. This is
referred to as homo-coagulation as the particles are generally of the same type. Hetero-
coagulation occurs when different particles have an opposite charge and a positive force of
attraction induces aggregation [43].
Electrical charge can be generated on a solid surface by a number of mechanisms. These include
specific chemical interactions, preferential dissolution of surface ions, and lattice substitutions.
2.3.2.1 Development of Electrical Double Layer
During the development of an electrical surface charge, the solid surface acquires a potential
with respect to the solution. The surface charge is compensated by an equal charge distribution in
the aqueous phase. The charge in the solution together with the charge on the solid surface is
referred to as an “electrical double layer”. The thickness of this layer depends upon the type and
concentration of ions in the solution. A schematic representation of the potential drop across the
double layer is presented in Figure 2-3.

19
Figure 2-3: Gouy-Chapman Model with Stern Modifications [44]
Various models have been developed to describe the structure and properties of the double layer.
Some models require several experimentally-derived parameters. The Gouy-Chapman model for
a diffusive double layer is a facile model that has shown good performance [45].
In 1924, Stern [46] introduced a modification to the Gouy-Chapman model. He proposed that the
thickness d of the Stern layer is the closest distance to the particle surface that an ion can
approach without undergoing specific adsorption. The DLVO theory describes the tendency of
colloids to agglomerate or remain discrete by using the net interaction energy profile, which is a
combination of the Van der Waals attraction profile with the electrostatic repulsion profile.
Figure 2-4 shows a typical interaction energy profile. The net interaction profile is formed by
subtracting the attraction profile from the repulsion profile. The point of maximum repulsive
energy is called the energy barrier.
+ −
−
−
−
−
−−
− −
++
+
+
+
+−
−−
−
Po
ten
tia
l
Distance from the Particle Surface
Potential at shear plane = ζ= ζ= ζ= ζ
Stern Plane
Shear Plane
Surface Potential
Diffuse Layer
ψψψψ0000
d

20
Figure 2-4: Interaction Energy Profile
The height of the energy barrier indicates the stability of the system. In order to agglomerate, two
colliding particles must have sufficient kinetic energy from their velocity and mass to overcome
this energy barrier. If the barrier is cleared, then the net interaction is attractive and, as a result,
the particles agglomerate. This inner region is often referred to as an energy trap because the
colloids can be considered to be trapped together by Van der Waals forces. The energy barrier
can be altered by changing the ionic environment, pH, or by adding surface active materials to
directly affect the charge of the colloid. In each case, zeta potential measurements can indicate
the impact of the alteration on the overall stability.
2.3.3 Zeta potential (ζζζζ)
Most fine particles in contact with a liquid acquire an electric charge on their surfaces. Zeta
potential (ζ) is an indicator of the charge that can be used to predict and control the stability of
suspensions or emulsions. The ζ is the potential difference across the diffuse layer of double
layer that surrounds a particle. It is responsible for the electrokinetic behaviour of the particle
under an electric field. According to the double layer theory, the ζ may be equated to the Stern
layer potential (ψ), and the sign and magnitude reflect the type of ion that forms the double layer.
Surface charge is important with regards to the suspension stability, rheology, sediment
characteristics, and other surface-driven phenomena. Since the ζ is the potential measured at a
certain distance from the particle surface as shown in Figure 2-3. It does not correspond directly
to the potential at the particle surface. It is a function of the surface charge of the particle and the
nature and the composition of the surrounding suspension medium.
Van der Waals AttractionInte
raction E
nerg
y
Electrical Repulsion
Net Interaction Energy
Distance Between Colloids
Van der Waals AttractionInte
raction E
nerg
y
Electrical Repulsion
Net Interaction Energy
Distance Between Colloids

21
Instruments to measure zeta potential are based on one of the following principles: a)
electrophoresis - the movement of charged particles relative to the surrounding under an applied
field; b) electro-osmosis - the movement of the liquid relative to a surface charge; c) streaming
potential - the electric field created when a liquid flows along a stationary charged surface; and
d) sedimentation potential - the electric field created when charged particles move relative to a
stationary liquid [47]. Most zeta potential measurements today are carried out on small particles
in dilute suspensions using the electrophoresis technique. For concentrated suspensions,
instruments have been developed using electric and ultrasonic impulses to determine zeta
potential values [48].
If an electric field is applied across a suspension of small particles, the particles will tend to
move toward either the anode or the cathode depending on whether the solid surface carries a
positive or negative charge. The migration speed “Ue” (electrophoretic velocity or mobility) of
the particles is directly proportional to the magnitude of the zeta potential. An equation proposed
by Smoluchowski relates the mobility to zeta potential [49].
µπ
=ζD
4U e
(16)
where µ represents the viscosity and D the dielectric constant of the medium.
For practical purposes, the magnitude of the net repulsive force between particles is represented
by the zeta potential. Wakeman [35] proposed the following statements about the role of zeta
potential in a solid/liquid separation:
a) Increasing the solids content in a solid/liquid mixture increases the net repulsive force between
the particles.
(b) Increasing ζ increases the net repulsive force between the particles.
(c) Decreasing the magnitude of the repulsive force causes the dispersion to become unstable.
This causes particles to agglomerate and settle more easily.

22
(d) Repulsive forces can be decreased by either adding a non-adsorbing electrolyte to the liquid
to change the distribution of solution around ions, or by altering the electrical charge on the
surface of particles through the specific adsorption of certain ions or charged polymers.
Wakeman also stated that understanding the link between the ζ and separation characteristics,
such as cake formation rates and settling rates, can often shorten testing plans when evaluating
the separability of new suspensions. As a result, around the isoelectric point of the suspension
(close to ζ ≈ 0 mV), one can expect faster settling rates, more rapid filter cake formation, and
slightly higher moisture content in cakes and sediments, due to the aggregation of particles in the
suspension when the interparticle repulsion forces are small. At the maximum or minimum ζ,
one can expect slower settling rates, slower cake formation rates, and slightly lower moisture
content in cakes and sediments, due to the existence of greater repulsive forces causing a more
stable dispersion of particles in the liquid.
2.4 Correlation Between Sedimentation Volume and Colloid Stability
It has long been recognized that there is a close correlation between sedimentation volume and
colloid stability [50]. When a well-dispersed solution settles, it does so slowly and tends to form
a dense deposit. A coagulated sol (a stable colloidal solution), on the other hand, settles rapidly
because of the formation of aggregate particles, and the final sediment volume is large because
the aggregates form porous structures as they adhere at the point of first contact.
Michaels and Bolger [51] showed that the final sediment height Zf was determined by the
volume fraction of flocs in the suspension (φF) and the initial sediment height Z0 for aqueous
kaolinite suspensions according to the following equation:
Const62.0
ZZ F0
f +φ
= (17)
Gaudin and Fuerstenau [52] and Firth [53] confirmed the same relationship for a CaO and TiO2
suspension, respectively.
The density of the flocs is measured by the floc volume ratio CFP= φF/φP where φF is the volume
fraction of flocs and φP is the volume fraction of particles. Loosely packed flocs (large CFP) are

23
expected to occur in systems with very strong attractive forces between the particles; as the
attractive forces diminish, the floc must become more compact to withstand the initial very high
shear rate to which it has been subjected (γ• CFP). Firth and Hunter [54] successfully describe the
rheological behaviour of coagulated solutions as shown in Equation (18).
( )
ξ−
γη=
•
2
12
1
H
C0
FP dBd12
A
r20
1C
FP
(18)
where
CFP: Floc volume ratio
AH: Hamaker constant
d1: Distance at which force between particles is a maximum (nm)
B(d1): Function of separation between particles
r: Particle radius (mm)
γ•CFP: Shear rate (s
-1)
η0: Viscosity of suspension medium (Ns/m2)
The bracketed term is a measure of the maximum force that can be withstood by the bond
between two particles. This equation suggests that the relative sediment height after a fixed time
interval (i.e., Zf/Z0) would decrease as ζ2 decreases [55]. The settling velocity also clearly
depends on the degree of aggregation of the system. Fuerstenau et al. [56] used this equation as a
technique for locating the point of zero charge or isoelectric point of their systems. Also, the
correlation between isoelectric point and the settling time for an alumina sol is well demonstrated
in the work of Yopps and Fuerstenau [57].
2.5 Influence of Particle Properties on Lime Mud Dewatering
As noted in Section 1.3, the performance of dewatering equipment such as the filter press,
vacuum filter, and centrifuge greatly depends on the filterability of the feed slurry. The filtration
and dewatering efficiency, on the other hand, are strongly influenced by the particle properties.
As a result, knowledge of particle properties enables the improvement of the separation and
dewatering processes.

24
Lime mud consists mainly of small calcium carbonate particles with some impurities
(approximately 7-10 %). The particles are agglomerates of crystallites, which are approximately
10-30 µm in diameter. Calcium carbonate has three polymorphs; calcite, aragonite, and vaterite
[58]. Investigation of the crystallinity of lime mud reveals only calcite structures [59].
2.5.1 The Calcite/Water System
The development of surface charge on calcite is a complex phenomenon and has been discussed
in detail by Hanna and Somasundaran [60]. The thermodynamics of calcite dissolution in an
aqueous solution are fairly well known [61-64]. First, the surface charge is developed by the
preferential dissolution of its constituent species. Second, various complexes of charged species
result from the hydrolysis reaction of the constituent ions [62]. The surface of calcite is not static.
Continuous dissolution and reprecipitation of ions take place, and thus proton and hydroxide ions
play a dual role in the determination of the surface potential of calcite [65]. Proton and hydroxide
ions affect the surface charge by changing the dissolution balance of calcite, and to some degree,
by direct adsorption onto the surface. The fundamental charged groups at the surface are the
lattice ions, i.e., Ca2+
and CO32-
, which may be protonated or hydroxylated. Calcite in aqueous
dispersions tends to aggregate strongly and in many applications the particles need to be
stabilized in the dispersed phase.
2.5.2 Zeta Potential of Calcite
Although published studies on ζ have provided insights into the surface charge of calcite, they
are also somewhat contradictory. In some studies only positive or negative values are obtained,
while in other studies the isoelectric point (IEP)2 values range from 5.4 to 11. Many explanations
have been given to account for this behaviour. Berlin and Khabakov [66] suggest that the
electrical charge depends mainly on the nature of the calcite sample. According to Siffert and
Fimble [67] the observed differences in ζ can be explained by differences in the solid:liquid ratio
of the suspension, by vigorous shaking, and by the presence of atmospheric CO2. Several
researchers [68-70] suggested that in a pure aqueous suspension of calcite, Ca2+
and CO32-
species are the potential-determining ions (PDI). In other studies, it is shown that H+, OH
-,
CaOH+, and HCO
-3 ions also can act as potential determining ions [62, 64]. If other ions are
present in the aqueous suspension, the surface charge may change depending on the type of ion
2 IEP is defined as the pH at which a particular molecule or surface carries no net electrical charge.

25
and its concentration [64, 68]. The PDIs bond directly to the calcite surface sites. The surface
density of these PDIs is lower than that of -Ca and -CO3-CO3 sites on the crystal surface [71].
Most likely, Ca2+
and CO32-
have the same affinity for the calcite surface. Thus the zero ζ for
calcite occurs when the concentration of Ca
2+ ions in the suspension equals the concentration of
CO32-
ions [61]. Because the magnitude of the ζ depends on the actual Ca2+
and CO32-
concentrations, the ζ measurement is sensitive to the dissolution rate of calcite. At a high
dissolution rate, the Ca2+
concentration equilibriates rapidly; the ζ measurement is not sensitive
to equilibrium time. Whereas at a low dissolution rate, the Ca2+
concentration changes over time
and the ζ changes with time [61]. Stipp and Hochella [72], based on results of their study using
X-ray Photoelectron Spectroscopy (XPS) and Low Energy Electron Diffraction (LEED), showed
that pure CaCO3 in water contains HCO3- and CaOH
+ functional groups at the surface.
Several researchers investigated the influence of PCO2 on the surface charge of calcite [62, 63].
They concluded that the effect of pH and PCO2 on zeta potential is indirect, as they act only as a
determinant for Ca2+
and CO32-
concentrations in the suspension. As a result, in an open system,
the measurements are sensitive to CO2 variations in the air, and hence the equilibrium time and
the stirring rate [54].
2.5.3 Influence of Inorganic Ions on the Surface Charge of Calcite
The role of dissolved mineral species in determining the surface charge generation of calcite in
aqueous solutions has been discussed in several investigations [68-70]. Generally, polyvalent
ions (e.g., PO4 3-
, HPO4 2-
, SO4 2-
, CO3 2-
, Mg2+
, Ca2+
) change the surface charge of calcite due to
adsorption onto oppositely charged surface sites and/or precipitation of other minerals onto the
calcite surface. Furthermore, Foxall et al. [69] and Thompson and Pownall [70] each showed
Ca2+
to be the potential-determining cation of calcite. However, several researchers [72-74] argue
that H+, OH
-, CaOH
+, and HCO3
- ions can also act as PDIs. For example, adding Na2CO3 to the
calcite suspension makes the zeta potential increasingly negative [75]. Fuerstenau et al. [75]
found that the zeta potential at the calcite/solution interface was sensitive to changes in both pH
and aqueous carbonate concentration. In the presence of a dilute solution of sodium carbonate
(10-3
M), a positive ζ of calcite decreased.
While the effect of Ca2+
concentration in suspension on the surface charge has been the subject of
a number of investigations, the effect of carbonate ions does not seem to have received the same

26
attention. The Ca2+
concentration has a profound effect on the zeta potential [68-69, 72]. The
overall conclusion in these studies is that increasing Ca2+
concentration causes zeta potential to
shift to more positive values due to Ca2+
adsorption to the negative sites on the calcite surface.
2.6 Lime Mud Settling and Filterability - Previous Studies
This section reviews major parameters affecting the settling and dewatering of lime mud in the
pulp and paper industry. These include lime properties, liquor properties, operation variables,
and equipment design.
2.6.1 Definitions
The terms used to characterize the green liquor and white liquor in the pulp and paper industry
are causticizing efficiency (CE), total titratable alkali (TTA), and sulfidity. Liming ratio also
refers to an operating parameter in the causticizing plant.
2.6.1.1 Causticizing Efficiency
An operating parameter used in kraft pulp mills to indicate the extent of production of NaOH in
the causticizing reaction is known as causticizing efficiency (CE), defined as:
[ ] [ ]
100CONaNaOH
]NaOH[CE
32
×+
= (19)
where [NaOH] and [Na2CO3] are sodium hydroxide and sodium carbonate concentration,
respectively. All chemical concentrations are expressed as equivalent grams of Na2O per liter of
solution.
The NaOH concentration in the above equation refers to the product of the causticizing reaction.
Thus, when dealing with systems in which Na2S is present, the NaOH produced from the
hydrolysis of Na2S should be taken into account.
2.6.1.2 Total Titratable Alkali and Active Alkali
Total titratable alkali (TTA) is the total concentration of NaOH, Na2S, and Na2CO3 in green and
white liquors. TTA is defined as the total molar concentration of these chemicals, expressed as

27
the equivalent mass of Na2O per unit volume of the solution (i.e., gNa2O/L solution). The value of
TTA remains constant throughout the process. Initially, it is the amount of Na2CO3 and Na2S that
are put into the reaction. As the reaction progresses, the carbonate is converted into hydroxide,
while the sulphide is unchanged. TTA is defined mathematically as
TTA = [NaOH] + [Na2CO3] + [Na2S] (20)
Active Alkali (AA) is mathematically defined as follows:
AA = [NaOH] + [Na2S] (21)
2.6.1.3 Sulfidity
Sulfidity refers to the relative amount of sodium sulphide present in the system. There are two
main ways of calculating sulfidity, one is based on TTA and the other on AA of the solution,
since the value of AA is necessarily lower than TTA, and the sulfidity on AA is about 4% higher
than that on TTA. The sulfidity definition based on TTA is the molar concentration of Na2S in
green liquor divided by the TTA, expressed as equivalent grams of Na2O per liter of solution:
100]SNa[]CONa[]NaOH[
]SNa[%Sulfidity
232
2 ×++
= (22)
The sulfidity definition based on AA is
100]SNa[]NaOH[
]SNa[%Sulfidity
2
2 ×+
= (23)
2.6.1.4 Liming Ratio
The liming ratio (LR) refers to the molar ratio of CaO in the lime to that of Na2CO3 in the liquor.
In the causticizing reaction, one mole of Na2CO3 reacts with one mole of Ca(OH)2 to produce
two moles of NaOH and precipitate one mole of CaCO3. Therefore, overliming occurs when the
liming ratio (molar ratio of CaO/Na2CO3) is greater than stoichiometrically required. In theory,
adding more than one mole of lime for every mole of Na2CO3 would overlime the system,

28
resulting in unreacted lime that would create costly problems with settling and filterability as
well as ring formation.
Similarly, under-liming occurs when the amount of lime added is less than stoichiometrically
required.
2.6.2 Physical Properties of Lime and Lime Mud
The quality of white liquor and the efficiency of the causticizing plant are influenced by the
physical properties of quicklime (CaO) and lime mud [76]. It is known that the particle size of
lime mud influences the kinetics of the causticizing reaction [77] as well as the separation
properties of the lime mud formed [38].
Kokkila and Lappas [78] observed that lime mud particles have rough surfaces. Adsorbed water
was found on the surface irregularities, and the average thickness of the water layer was
independent of the particle size. As a result of theoretical and experimental investigations, they
concluded that the filtration of lime mud was noticeably improved with increasing particle size.
Dorris [24] studied the particle size and specific surface area of dispersed lime mud particles in
the white liquor produced by the slaking and causticizing reactions. He found that several
structural changes took place during the reaction. Calcium hydroxide particles were smaller and
had a more irregular shape compared with reburned lime and lime mud particles. Angevine [79]
suggested that the particle size of lime mud is strongly dependent on the slaking reaction
conditions. Dorris and Allen [23, 80] reported that the lime mud settling rate was inversely
proportional to the specific surface area of calcium oxide and that the type of lime has an effect
on the settling rate of lime mud.
2.6.2.1 Lime Quality
Lime reburning is the process of converting lime mud (mostly CaCO3) generated in the
causticizing plant into reburned lime (CaO). The calcination reaction takes place at high
temperatures (> 800 °C) in the lime kiln.The quality variations in the reburned lime can cause
problems during green liquor slaking, causticizing, and lime mud settling processes. Ideally,
reburned lime should be soft, and consist of 2 cm-diameter pebbles [81]. Typically, the specific
surface area of reburned lime is smaller than 0.5 m2/g whereas for pure lime, it is smaller than 2
m2/g. The quality of reburned lime is judged in terms of lime availability, residual calcium

29
carbonate, and reactivity. Availability refers to the fraction of lime (as CaO) in the reburned lime
available for slaking and causticizing. Pure lime will have an availability of nearly 100%.
Reburned lime has an availability of 87-92% [81].The calcium oxide in the reburned lime must
slake quickly in the green liquor slaker to ensure white cooking liquor causticity targets. A
highly reactive lime typically has a porous structure, and slakes within 5 minutes [81].
Sylwan [82] reported that the physical properties (i.e., porosity and surface area) of the lime may
play an important role in the causticizing reaction. Based on an experimental study made on two
reburned lime samples, Rydin [83] proposed a kinetic model of the slaking and causticizing
reactions and concluded that the rate of the causticizing reaction was governed by the physical
properties of the lime. Many researchers [84-85] have found that the causticizing efficiencies
and settling rates of lime mud varied significantly with the type of lime. Angevine [21] suggested
that fresh and reburned limes should be stored in separate silos to eliminate problems caused by
the difference in reaction rates.
The effect of calcining temperature on lime quality was reported in earlier investigations [86-87].
Kinzner [86] showed a minimum in the mud settling rate at lime reburning temperatures around
1100 °C. He found a decrease in the causticity (i.e., lower yield in the causticizing reaction)
when the lime was calcined at temperatures above 1100 °C. Dorris and Allen [23] characterized
the chemical and physical properties of reburned lime samples from 10 Canadian kraft mills. The
reburned lime samples were then compared in laboratory tests on the basis of their rates of
slaking, causticizing and mud settling. They found that all reburned limes had low reactivity with
water, despite their high porosities. The reason for this discrepancy is that for quicklime a large
surface area often accompanies a high porosity (i.e., for a porosity of 45%, a surface area of 10
m2/g). This is not the case for reburned limes, which had much lower surface areas. They
concluded that at low calcining temperatures, the rate of sintering is low and thus the lime
structure is made up of a large number of small crystallites. As a result, the lime has a high
specific surface area and is chemically reactive (soft-burned limes). On the other hand, when the
temperature and duration of calcinations increases, pores coalesce, the crystallites grow, which
causes a decrease in the surface area, and the reactivity of the quicklime decreases (hard-burned
lime). Dorris and Allen [23] studied lime mud settling as a function of the slaking time. They
reported that despite the scatter in the data, reburned lime samples, which had a lower rate of
slaking (i.e., long slaking times), settled more rapidly. Therefore, reasonably reactive limes

30
appear to offer the best compromise for most mills between reactivity and the rate of lime mud
settling. Kinzner [86] observed the same properties for calcined limestone.
Dorris [88] investigated the combined effects of mud washing and calcining conditions on the
properties of reburned lime and lime mud. He found that the temperature and time of calcination
have a more significant effect on the properties of reburned lime than does the amount of water-
soluble sodium in the mud prior to the calcination. In the temperature range between 1000 and
1200 °C, the lime reactivity is high and practically independent of the calcination time and
degree of mud washing. The reactivity of reburned lime decreased markedly above 1300 °C for
well-washed mud and above 1,200 °C for poorly washed mud.
2.6.2.2 Chemical Composition of Lime Mud
The presence of non-process elements (NPE) in lime mud is widely acknowledged to have a
negative effect on mud settling, mud filterability, and lime reburning. Lime mud containing NPE
has a lower dry solids content and a higher alkali content.
The physical properties of lime and lime mud change when they contain more inert compounds.
Therefore, filtration cannot properly dewater this type of lime mud. This causes the feed to the
lime kiln to contain more water, and the kiln energy consumption increases because of a much
higher heat requirement for evaporation.
Most typical NPE in the lime cycles are magnesium (Mg), aluminum (Al), silicon (Si),
phosphorus (P), iron (Fe), manganese (Mn), sulphur (S), sodium (Na), potassium (K), and
chlorine (Cl). Makeup lime and process water contribute significantly to quantities of NPE. Their
concentrations vary from one mill to another depending on the type of materials and the degree
of closure [89].
Keitaanniemi and Virkola [90] characterized NPE according to their tendency to accumulate in
the liquor cycle. K and Cl were found to be enriched in white and green liquors, while Ca, Mg,
and Mn were effectively removed from the liquor system because of their low-solubility salts.
They categorized Fe, Al, and Si as an intermediate class because of their ability to stay in the
liquor system.
Several investigators [22, 88, 90-91] reviewed the effect of NPE on the causticizing process in
mill samples. However, the behaviour of these NPE during slaking, causticizing, and lime

31
reburning operations are still not well understood. Azarniouch and Philip [92] found that the
presence of impurities in lime mud reduced the mud settling rate in laboratory tests.
Silica is the best-known impurity in the lime cycle. It remains in the lime mud during the
causticizing reaction because of the low solubility of calcium silicate in the white liquor. Lime
mud containing silica has a low solids content and a high alkali content. Riberio et al. [22]
suggested that silica forms dicalcium silicate with CaO in the lime kiln. The reaction product of
dicalcium silicate and water has a large surface area, which binds moisture to the lime mud. A
gradual build-up of chemicals leads to both the poor settling and drainage characteristics of lime
mud and reduces the reactivity of the reburned lime. Silicon and magnesium compounds
specifically decrease the causticizing efficiency [89]. As a result, a part of the lime mud must be
periodically purged in order to control the NPE. Keitaanniemi and Virkola [90] proposed that the
maximum acceptable silica concentration in the lime is 4 wt. %, although this suggested amount
seems to be high. Phosphate will also bind available lime to form calcium phosphate and thus
increase the inert load in the lime cycle [93].
According to Keitaanniemi and Virkola [94] Mg has the greatest tendency among NPE to
accumulate in the lime cycle, followed by Al, Fe, and Mn. Magnesium in green liquor originates
from wood and makeup chemicals in the bleaching process. It acts similarly to lime in chemical
reactions. Magnesium carbonate can be calcined to MgO at a lower temperatures than limestone,
and it can also be slaked by water to Mg(OH)2, which, does not take part in the causticization of
Na2CO3. As a result, Mg remains in the lime mud as Mg(OH)2. Boniface et al. [95] stated that
the presence of Mg hindered lime mud separation due to the gelatinous nature of Mg(OH)2.
2.6.2.3 Lime Dosage (Liming Ratio)
Several researchers reported that a way to increase the causticizing rate or to achieve a high
conversion in a fairly short time (i.e., 60-100 min) is to increase the lime dosage [86, 96-97]. Due
to the equilibrium of the causticizing reaction, insufficient lime dosage (below stoichiometric)
would decrease the reaction rate. Overliming was shown to have no effect in experimental tests
on the maximum CE value attainable, i.e., increasing liming ratio did not increase the maximum
of CE achieved. However, overliming was shown to be effective in increasing the rate of the
reaction, achieving maximum CE more quickly [25, 85, 97].
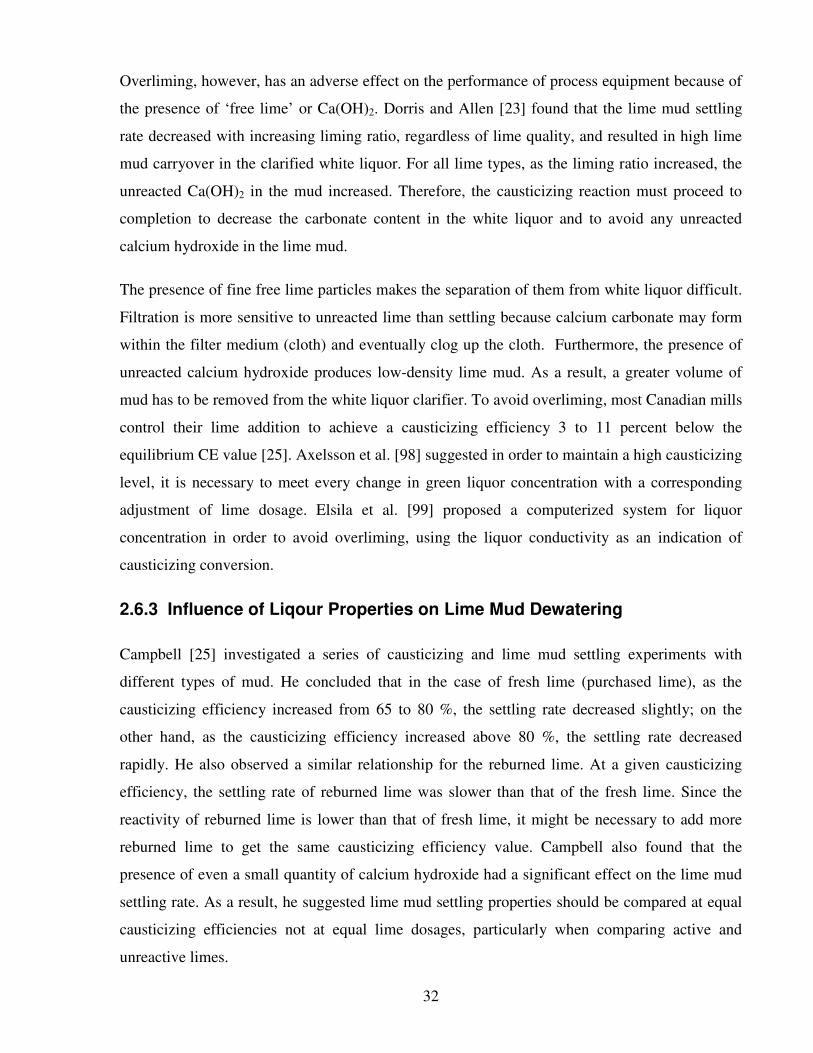
32
Overliming, however, has an adverse effect on the performance of process equipment because of
the presence of ‘free lime’ or Ca(OH)2. Dorris and Allen [23] found that the lime mud settling
rate decreased with increasing liming ratio, regardless of lime quality, and resulted in high lime
mud carryover in the clarified white liquor. For all lime types, as the liming ratio increased, the
unreacted Ca(OH)2 in the mud increased. Therefore, the causticizing reaction must proceed to
completion to decrease the carbonate content in the white liquor and to avoid any unreacted
calcium hydroxide in the lime mud.
The presence of fine free lime particles makes the separation of them from white liquor difficult.
Filtration is more sensitive to unreacted lime than settling because calcium carbonate may form
within the filter medium (cloth) and eventually clog up the cloth. Furthermore, the presence of
unreacted calcium hydroxide produces low-density lime mud. As a result, a greater volume of
mud has to be removed from the white liquor clarifier. To avoid overliming, most Canadian mills
control their lime addition to achieve a causticizing efficiency 3 to 11 percent below the
equilibrium CE value [25]. Axelsson et al. [98] suggested in order to maintain a high causticizing
level, it is necessary to meet every change in green liquor concentration with a corresponding
adjustment of lime dosage. Elsila et al. [99] proposed a computerized system for liquor
concentration in order to avoid overliming, using the liquor conductivity as an indication of
causticizing conversion.
2.6.3 Influence of Liqour Properties on Lime Mud Dewatering
Campbell [25] investigated a series of causticizing and lime mud settling experiments with
different types of mud. He concluded that in the case of fresh lime (purchased lime), as the
causticizing efficiency increased from 65 to 80 %, the settling rate decreased slightly; on the
other hand, as the causticizing efficiency increased above 80 %, the settling rate decreased
rapidly. He also observed a similar relationship for the reburned lime. At a given causticizing
efficiency, the settling rate of reburned lime was slower than that of the fresh lime. Since the
reactivity of reburned lime is lower than that of fresh lime, it might be necessary to add more
reburned lime to get the same causticizing efficiency value. Campbell also found that the
presence of even a small quantity of calcium hydroxide had a significant effect on the lime mud
settling rate. As a result, he suggested lime mud settling properties should be compared at equal
causticizing efficiencies not at equal lime dosages, particularly when comparing active and
unreactive limes.

33
The effect of green liquor concentration on the causticizing rate has been investigated by a
number of researchers [86, 96-97]. Several concluded that an increase in the green liquor
concentration reduced the causticizing efficiency. Kinzner [86] also found that as the liquor
strength increased (from 77 to 104 g/L), the mud-settling rate decreased. The author attributed
this to an increase in the viscosity and density of the liquor [96]. Lindbergh and Ulmgren [97]
suggested that the rate of causticizing was not significantly affected by the liquor strength.
The mud settling rate has been empirically related to the green liquor concentration, lime dosage,
and dregs3 concentration [96]. Kinzner [86] observed through batch settling tests that lime mud
that settled quickly usually left a large number of fine particles above the mud line.
2.6.4 Influence of Operation Variables on Lime Mud Dewatering
Proper control of lime dosage and green liquor flow rate to the lime slaker is important in the
operation of the recausticizing plant. A lime slaker consists of two separate compartments. The
mixing compartment where lime and green liquor are introduced is equipped with an agitator to
keep lime particles in suspension.
Several investigators studied the effect of the amount of water used for slaking on the settling
rate of the hydrates and carbonates obtained after causticization [25, 100-101]. Dorr and Bull
[101] found that the average settling rate was increased by reducing the amount of water used for
slaking.
The effect of slaker temperature on the settling properties of lime is not clear. Angevine [21] and
Mehra et al. [102] suggested maintaining the slaker temperature above 99°C prevents the
formation of a coarse sandy type of lime mud that settles rapidly but gives a cloudy overflow.
Johnson et al. [103] claim that higher temperatures favour the production of fast-settling mud.
However, it should be noted that fast-settling is not necessarily a desirable property.
Johnson et al. [103] proposed that the slaking operation should be carried out with minimum
agitation to improve the sedimentation and filtration properties of the mud. Dorris and Allen [80]
suggested that high stirring rates during slaking had a significant effect on the reaction
efficiency. They found that stirring during slaking should be sufficiently gentle to keep the mud
3Dregs are the dark green, black insoluble material in the green liquor from the dissolving tank

34
in suspension and to increase CaO conversion. Dorris and Allen [80] compared the settling rate
of lime mud obtained at different initial white liquor temperatures. They found that lime particles
may settle faster when the slaker temperature is higher due to the reduced viscosity and density
of the liquor in the clarifier.
2.6.5 Influence of Equipment Design and Operation on Lime Mud
Dewatering
Typically, 20 to 40 % of the material entering the precoat filter is mud solids. The remaining 60
to 80 % is water, which can be free water, adsorbed water, or crystallized water. Approximately
60% of the water in lime mud is free water [104]. Free water is held in capillaries between mud
particles. It can be drained readily upon filtering with a vacuum. Optimization of filter design
and operating parameters such as the selection of cloth material, operating pressure, mud density
control, wash water control, and drum speed control can considerably improve the efficiency of
filtration.
About 15 % of the water is adsorbed on the surface of the calcite particles through hydrogen
bonding. This portion of the water cannot be removed by vacuuming without a chemical
dewatering aid. A considerable amount of research has been performed to develop mud chemical
treatment aids to increase dewatering and improve washing of lime mud on the precoat filter
[104,105]. The research resulted in improved mud solids content and lower sodium and sulphur
contents in the mud. The chemical treatment aids consist of molecules with both hydrophobic
and hydrophilic functional groups. These molecules absorb free water from the surface of the
mud particles. The hydrophilic binding group attaches the dewatering aid molecule to the surface
of the mud particles, which are also hydrophilic. The opposite side of the dewatering aid
molecule, the hydrophobic side, then repels or displaces the adsorbed water on the surface of the
lime mud particles. In essence, the mud particle surface converts from hydrophilic to
hydrophobic. Most importantly, the originally adsorbed water is displaced with free water that
can be removed easily with the precoat filter vacuum. The remaining water (15 %) is crystalline
water, which is tightly bound to the particles. This portion of the water cannot be treated with a
chemical dewatering aid and is removed only by heating in the lime kiln.
As the drum rotates through the slurry in the tank, solids are deposited as the liquid is vacuumed
through a filter cloth on the drum. The lime mud precoat filter operates at low submergence and
35
is equipped with a scraper blade positioned 12 to 17 mm from the surface of the drum (Figure
2-5). The lime mud filter is sized based on the amount of mud solids in the feed flow. When the
vacuum pump is started, the mud forms a cake layer on the filter cloth until it reaches the scraper
blade. At this point, the top layer of the filter cake is scraped off onto a belt conveyor and is
conveyed to the lime kiln. It was reported [106] that by operating the filter at higher rotation
speeds (i.e., 3 to 6 rpm instead of 2 to 3 rpm), a thinner cake was formed on the top of the
precoat, which was easier to wash and dewater. The filter cake is then formed and is immediately
washed by a series of water showers applying hot water to the cake. It has been suggested [106]
that the washing water temperature should be higher than 70°C. This is due to hot water having a
lower viscosity and can therefore penetrate the filter cake more easily than can cold water.
Figure 2-5: Schematic of Oliver-type Rotary Vacuum Drum Filter
Vacuum precoat disc filters are also used as an alternative to vacuum drum precoat filters. They
are typically smaller and easier to maintain [107].
Modeling and scale up of lime mud filters has been studied by a number of researchers [108-
110]. The models are capable of accurately predicting both the moisture and alkalinity of a mud
cake filter under various operating conditions such as drum speed, wash water flow rate, pressure
differential, and the blade position.
Cake
Washing Water
Scraper
Filtration Zone

36
2.7 Summary
There are several studies to relate lime mud characteristics to filtration and dewatering
behaviours. Although these studies made important contributions to the understanding of lime
mud dewatering, the mechanisms that prevent lime mud from settling and filtering easily are not
well understood.
Since the liming ratio has a significant impact on the settling rate and filterability of lime mud,
and hence, on the thermal efficiency of the lime kiln, the focus of the present thesis is to
systematically investigate the effect of liming ratio on the causticizing efficiency (CE), physical
characteristics (particle size distribution, zeta potential, etc.), settling rate, and filterability of the
precipitated lime muds.
Furthermore, despite the fact that there exist a few experimental studies on overliming, there has
been no reliable method for measuring the degree of overliming directly in the causticizing plant.
In kraft mills, an overliming condition is noticed only when the lime mud does not settle well
and/or when the filterability is poor.

37
3 Experimental Techniques
3.1 Slaking and Causticizing Reactions
Figure 3-1 shows the experimental setup used in this study. A tightly sealed jar containing 300
ml of Na2CO3 solution was placed in a water bath controlled at 95°C (± 1°C). The liquid
temperature inside of the reaction vessel was monitored using a thermocouple inserted directly
into the solution through a threaded hole. The liquid temperature inside the vessel was 88°C (±
2°C) prior to lime addition. Lime was poured quickly into the jar and the slurry was constantly
agitated with a motorized stirrer for 90 minutes to allow the slaking and causticizing reactions
(as described in Section 1.1) to proceed to completion. Depending on the test conditions, the
liming ratio (i.e., molar ratio of CaO to Na2CO3) in the feed was varied. The lime quantity was
calculated based on the moles of Na2CO3 per liter of water.
Figure 3-1: Schematic of the Slaking and Causticizing Vessel
The reburned lime samples used in this study were collected from four kraft pulp mills at the
outlet of the lime crusher at the discharge end of the kiln. The samples were calcined again in a
laboratory muffle furnace at 900 ºC for 60 minutes to ensure that they were fully calcined. The
samples were stored in airtight bags with only a small portion of each used for testing.

38
In addition to the reburned lime, pure lime (analytical grade with 99.9 wt. % CaO purchased
from Fisher Scientific Canada) was also used. Synthetic green liquor with a TTA (Total
Titratable Alkali) value of 120 g/L Na2O was prepared by dissolving analytical grade Na2CO3
(with 99.5 wt. % Na2CO3 purchased from Fisher Scientific Canada) in distilled water.
To produce Ca(OH)2, 300 mL of distilled water was kept at 95 ºC (±1 ºC) in a hot water bath. A
known weight of reburned lime was poured quickly into the jar and the slurry was kept
suspended by a motorized stirrer for 90 minutes, which allowed the slaking reaction to proceed
to completion.
After the slaking and causticizing reactions, 100 mL of slurry from the reaction vessel was
poured onto a filter paper in a funnel placed on a flask, and vacuum-filtered. The filtered solution
(filtrate) was stored in an airtight bottle until it was analyzed for NaOH and Na2CO3 by titration.
The titration analysis results were used to calculate the causticizing efficiency (CE). The wet
cake (solids) on the filter paper after filtration was washed with methanol to reduce the surface
tension of water between particles, and then washed with boiling deionized water to remove any
residual alkali. The washed cake was weighed and dried in a vacuum oven at 90 °C for 24 hours
before undergoing physical and chemical analyses.
3.2 Settling
After slaking and causticizing, 100 mL of the well-mixed slurry was transferred to a graduated
cylinder immersed in a water bath maintained at 95 °C for a batch settling test (Figure 3-2). A
graduated glass cylinder 24.5 cm in height and with a 2.61 cm inner diameter (ID) was selected
for the settling tests. It was chosen this size of graduated cylinder because we found using larger
ID cylinders (5.95 cm ID) obtained the same results (see Appendix B).
The cylinder was covered with a glass disc to minimize the carbonation of Ca(OH)2 by CO2
present in the air. The suspension was allowed to settle, and the change in the height of the
interface between supernatant (the clear liquid portion) and the sediment (cloudy liquid-particles
portion) in the cylinder was monitored with time. The settling curve was constructed by
measuring the height of the interface every 2 minutes for the first 30 minutes, and every 5
minutes thereafter, until the interface came to rest. The cylinder was then withdrawn from the

39
water bath and tapped gently before the final reading was recorded. The settling velocities were
calculated from the initial slope of the settling curves.
Figure 3-2: Settling Test Set-up
3.2.1 Five-Minute Settling Test
A common test to determine the overliming condition in the causticizing plant of a kraft pulp
mill is the “5-minute settling test” [21].
In this test, the mill operator places 1 L of the causticizer slurry (white liquor with precipitated
lime mud) in a cone shaped cylinder. Samples are taken from the process after the slaker and
causticizer vessels. Then the slurry is allowed to settle and a change in the height of the interface
between supernatant (the clear liquid portion) and the sediment (cloudy liquid-particles portion)
in the cylinder is measured after 5 minutes. If solids settle to between 50 % and 60 % of the total
volume in 5 minutes and the liquor above solids is clear, the operator concludes that the system
is not overlimed. If the slurry settles slowly and/or the liquor is cloudy, it is then assumed that
the system is overlimed and free lime is present.
Thermometer
Water Bath
(95°C)
Sample
Thermometer
Water Bath
(95°C)
Sample

40
3.3 Filterability
3.3.1 Original Set-up
A common test to evaluate the filtration characteristics of a rotary vacuum filter is a vacuum leaf
test, undertaken at constant pressure or vacuum [111].
After the slaking and causticizing reactions, 100 mL of slurry was poured onto a vacuum
filtration apparatus as shown in Figure 3-3. The apparatus consisted of a 4.7 cm diameter filter
holder with a 250 ml graduated reservoir. The base of the filter holder was a perforated plate
with a filter paper placed on top. A Whatman No. 4 filter paper was used in the filtration and
dewatering tests. Vacuum was applied to the graduated cylinder (filtrate container) using a rotary
vacuum pump. The filtration was carried out at a constant vacuum of 14 kPa. The vacuum level
was monitored using a pressure gauge and was regulated using a by-pass valve on the pump. The
volume of the filtrate (V) collected in the graduated cylinder was measured over a fixed length of
time (t). After all the water had passed through the solids cake, the dewatering was continued for
an additional 30 seconds. The cake was then removed, weighed and dried in an oven at 110 °C
for 24 hours. The moisture content of the cake was determined (in accordance with TAPPI
Standard for moisture content analysis of pulp – T412om-06 [112]), using Equation (24):
Figure 3-3: Bench Scale Dewatering Equipment Set-up
Funnel
Pressure
Gauge
Graduated
Cylinder
Slurry
Vacuum
Pump
Perforated Plate

41
100m
mmContentMoisture
0
10 ×−
= (24)
where m0 and m1 are the weight of the cake before and after drying in an oven, respectively.
The average specific resistance αav and the medium resistance Rm were calculated by plotting t/V
against V and drawing a line of best fit through the data using Equation (11) as discussed in
Section 2.2.
3.3.2 Modified Set-up
To avoid filter clogging and to improve the reliability of measurements, the experimental set-up
was modified. As shown in Figure 3-4, in the modified set-up the slurry was fed into a sealed
container and a vacuum was applied across a filter. The apparatus consisted of a 5.5 cm diameter
filter holder mounted on a sealed jar and connected by coiled tubing to a filtrate vessel placed on
an electronic balance with a data acquisition system. The filter holder was fitted with a Whatman
No. 4 filter paper. For each test, a known weight of a dried lime mud sample produced from the
causticizing reaction was used. The sample was dried in a vacuum oven after filtration as
described in Section 3.1, and was mixed with 100 mL of de-ionized water to obtain a mud slurry
of 20% solids by weight. Vacuum was applied to the filtrate vessel using a rotary vacuum pump.
The tests were conducted at a constant pressure of 65 kPa. In this set-up applied pressure is
higher than in the original set-up to support building a thick filter cake. The applied pressure
should overcome the increasing weight of the filter cake and the higher pressure loss of the line.
The vacuum level was measured using a digital manometer and regulated using a by-pass valve
on the pump. The weight of the filtrate collected was measured over a fixed length of time (t = 3
minutes). The cake was weighed and dried in an oven at 110 °C for 24 hours. The moisture
content of the cake was determined based on the loss in weight on drying.

42
Figure 3-4: Filterability Test Set-up
3.4 Titration
CO32-
and OH-
concentrations were determined by titration of samples with a 1.0 N
hydrocholoric acid (HCl) solution (in accordance with TAPPI Standard for white liquor (NaOH)
analysis – T624os-68 [113]). The titration was conducted with an automatic titration device
Metrohm 751 GPD Titrino.
A titration curve was displayed by the titration device which automatically calculated both the
volume of HCl added to the sample and the pH value of each equivalent. The amount of
hydroxide and carbonate in the sample was calculated based on the volume of HCl added to
reach the first and third equivalent points, respectively. Causticizing efficiency (CE %) of the
reaction was determined using Equation (19) presented in Section 2.6.1.1.
3.5 Particle Size Distribution (PSD)
The particle size distribution measurements were carried out using Malvern’s Mastersizer S laser
particle size analyzer. The device employs a laser for light scattering diffraction analysis to
obtain a particle size distribution. The detection range of the instrument is from 0.05 to 3500 µm
[114]. The value of the refractive index was 1.33. The suspensions were prepared using
distillated water in order to have well dispersed and homogeneous samples at an appropriate
concentration (15-20 % obscuration).
Magnetic Stirrer
To Vacuum Pump
Balance
VentVent
Filter Holder
Filtrate
Data Acquisition
Pressure Gauge
Filter Cake
43
Some particle size distribution measurements were also performed by a Microtrac S3500 laser
particle size analyzer with a detection range of 0.02 to 2816 µm.
3.6 Surface Area of Particle
The surface area of the lime particles were measured by the Brunauer-Emmett-Teller (BET)
method using an Autosorb-1 (Quantachrome, US) BET set-up with N2 as adsorbate. The N2
physisorption isotherm was measured and plotted as Vgas vs. P/P0. Using the adsorption isotherm,
the equipment determines the volume of gas required to form a film of adsorbed molecules (i.e.,
a monolayer) on the solid surface. The volume-pressure data can be reduced by the
AUTOSORB-1 software into BET surface area in a range of 0.1-0.35 P/P0 on the isotherm using
an extensive set of built-in data-reduction procedures.
3.7 Zeta Potential
Zeta potential (ζ) measurements were performed by the micro-electrophoretic apparatus Zeta
Plus (Brookhaven Instruments Corporation, U.S.A). This instrument determines the
electrophoretic mobility and converts to ζ using Smoluchowski’s model. The suspensions were
made by adding 0.1 g of mud particles to 500 mL of distilled water at 23 °C ± 1. The pH was
adjusted to 10.5 ± 0.2 using white liquor produced by the causticizing reactions.
As illustrated in Figure 3-5, the measurement of ζ employs laser light-scattering and comparison
to a reference beam. The laser beam passes through the sample in the sample cell holder, which
carries two electrodes to induce the electric field. The light which is scattered by the particles is
Doppler shifted because the scattering particles are moving in the electric field. This scattered
beam is mixed with the reference beam at the detector (photo-multiplier-tube (PMT)). The
reference beam is modulated and a frequency shift is used to calculate both the sign and
magnitude of the electrophoretic mobility.

44
Figure 3-5: Zeta Plus Optics Apparatus
3.8 Thermal Gravimetric Analysis
Mud samples were tested for Ca(OH)2 contents using a simultaneous thermogravimetric
Analysis (TGA) and differential thermal analysis (DTA) instrument, Model SDT Q600TM
from
TA Instrument.
Mud samples, approximately 20 mg each, were placed in the aluminum sample pan, and the
changes in sample weight were recorded as a function of temperature as samples were heated
over the temperature range 25-910 °C at a scanning rate of 20 °C/min in nitrogen, which was
passed through the TGA/DSC instrument at 100 mL/min. The Ca(OH)2 content was calculated
based on the weight loss between 300 and 500 °C where the decomposition of calcium hydroxide
to calcium oxide occurs, while the CaCO3 content in the mud was calculated from the weight
loss between 600 and 900 °C where the decomposition of calcium carbonate to calcium oxide
occurs.
3.9 Scanning Electron Microscopy
Scanning electronic microscopy (SEM) images were obtained using a JEOL JSM-840 scanning
electron microscope to study the morphology and state of aggregation of CaCO3 particles. Mud
samples were coated with gold prior to testing to enable charge removal during SEM operation.
45
3.10 Atomic Absorption Spectroscopy (AAS)
Sodium and calcium concentrations were analyzed using atomic absorption (AA) spectroscopy.
The spectrometer used was a Varian Spectra AA-250 Plus. White liquor samples were diluted in
deionized water to produce solutions containing 1 to 50 ppm Ca2+
and 1 to 10 ppm Na+. In this
technique, the sample solution is aspirated into an air-acetylene flame, and the elemental Na or
Ca is converted to an atomic vapor [115]. Most atoms of the test element remain in the ground
state and can absorb radiation of a particular wavelength specific to that element. The
wavelengths of the radiation given off by the source of the radiation are the same as those
absorbed by the atoms in the flame. Hence, the absorbance is directly proportional to the path
length in the flame and to the concentration of atomic vapor in the flame. Since the path length
can be kept constant, the concentration of the element in the solution can directly be determined.
Atomic absorption (AA) spectroscopy results for white liquor produced from pure lime, R-Lime
“A” and R-Lime “B” samples are presented in Appendix C.
3.11 X-ray Florescence Spectroscopy (XRF)
The elemental composition of the reburned lime samples were determined using an x-ray
florescence spectroscope (Philips PW2404). The equipment gives qualitative and quantitative
information on the elements that may be present in the samples using a semi-quantitative
software package and custom calibration with the selected method.
3.12 X-Ray Diffraction Analysis (XRD)
X-ray diffraction patterns of the samples were obtained with a Philips PW3710 diffractometer
utilizing Cu Ka radiation in the range 15–60° 2θ with a step size of 0.02°. The acquisition time
was measured at 2.5 s per step. The generated patterns were compared with the International
Centre for Diffraction Data® files to identify the crystallographic structure of the samples.
3.13 OLI, Advanced Simulation Software
To study the thermodynamic stability of different Ca species in an aqueous solution, a relative
distribution diagram (stability diagram) of Ca species was constructed using OLI Stream

46
AnalyzerTM
version 2.0. The program is capable of predicting the phases as well as the chemical
reaction behaviour, based on the equilibrium state equations for the reaction and species
involved.

47
4 Experimental Results and Discussion
The settling and filterability of lime mud are closely related. Mill experience says that lime mud
with a slower settling rate tends to be more difficult to filter and less adept at cake formation.
Although, in this thesis, the effect of various parameters on lime mud dewatering was evaluated
based on data obtained mainly from settling rate, data from lime mud filterability tests were also
used to support the conclusions wherever possible.
This chapter contains six sections. As noted in previous chapters, liming ratio has a significant
impact on the settling rate and filterability. The reburned lime samples used were characterized
in Section 4.1. The effect of liming ratio on the settling was investigated in Section 4.2. To study
the effect of liming ratio, settling velocities and solid fluxes were calculated from settling data
for lime muds prepared by causticizing a pure Na2CO3 solution with pure CaO and/or reburned
lime B. The results and related discussion are presented in Section 4.2.1. Increasing the solids
content increases the potential for particle-particle interactions. This, in turn, can influence the
settling rate of lime mud. The effect of solids content is studied in Section 4.2.2. The effect of
lime type on settling is investigated in Section 4.2.3.
Section 4.3 reviews the impact of liming ratio, solids content, and lime type on filterability.
Filterability test data were used to determine specific cake and medium resistance by plotting t/V
(time required to filter a V volume of filtrate) against V (filtrate volume).
The causticizing efficiency is an important parameter in the kraft process. Section 4.4 studies the
impact of liming ratio on the causticizing efficiency. The test results were used to show the
adverse effect of overliming on the settling and filterability without improvement to the
causticizing efficiency beyond a certain extent.
Section 4.5 investigates the effect of liming ratio on the mud particle size and shape. Different
analytical techniques were used to investigate the physical features of lime mud particles.
As noted in Chapter 2, it is a common belief that overliming promotes generation of small size
Ca(OH)2 particles from the causticizing reaction and that these fine particles are the main cause
of settling and filterability difficulties. Section 4.6 evaluates the validity of this hypothesis.

48
Particle charge has a significant effect on settling and filterability. Section 4.7 discusses the
effect of liming ratio on the zeta potential (ζ) of lime mud particles. The results were used to
establish a correlation between changes in particle charge and free lime content of lime mud
particles when the system state changed from underliming to overliming.
The causticizing reaction conditions were kept constant at 120 g/L Na2O TTA, and 90 minutes
throughout this work.
4.1 Reburned Lime Characteristics
The reburned lime samples used in this study were identified as R-Lime “A”, R-Lime “B”, R-
Lime “C”, and R-Lime “D” respectively from mills A, B, C, and D. Table 4-1 summarizes the
chemical composition and physical properties of the samples. The composition, expressed as
oxides, was determined by means of x-ray fluorescence spectroscopy (XRF). A scanning
electron microscope (SEM) was also used to examine the morphology of the lime particles.
Figure 4-1 shows that the reburned lime samples mainly consist of agglomerates of large
crystals. The agglomerates have different shapes. The cumulative particle size distribution of
samples was determined using a Malvern Mastersizer S laser particle size analyzer. Mean
particle sizes estimated from these data are presented in Table 4-1.

49
Figure 4-1: SEM of Reburned Limes, a) Mill A, b) Mill B, c) Mill C, d) Mill D, and e) Pure CaO

50
Table 4-1: Physical and Chemical Characteristics of Reburned Limes
Item Unit R-Lime
“A”
R-Lime
“B”
R-Lime
“C”
R-Lime
“D”
Mean number diameter µm 7.4 30.9 14.2 10.3
Specific Surface Area4 m
2/g 0.8 0.3 0.4 0.6
Zeta Potential mV +36.6 +32.2 +34.3 +31.6
Composition5
CaO
wt. %
88.1 91.7 86.2 89.3
MgO 5.5 4.3 1.9 2.6
Na2O 1.4 0.7 1.5 1.4
P2O5 1.5 1.6 2.5 2.0
MnO 0.9 0.01 n/a 0.02
SO3 0.7 1.0 0.9 1.5
Fe2O3 0.5 0.1 n/a 0.1
Si2O 0.2 0.3 0.4 0.4
Al2O3 0.2 0.1 0.3 0.1
Other 0.8 0.2 6.3 2.6
4.2 Lime Mud Settling
4.2.1 Liming Ratio
Figure 4-2 shows pictures of a mixture with a liming ratio of 0.6 at different times of settling.
Time zero (t = 0) represents the start of the settling right after the slurry was poured into the
graduated cylinder. This series of pictures shows the progression of the settling and the descent
of the interface with time.
4 Determined by the gas adsorption technique (BET)
5 Determined by X-Ray Fluorescence Spectroscopy (XRF)
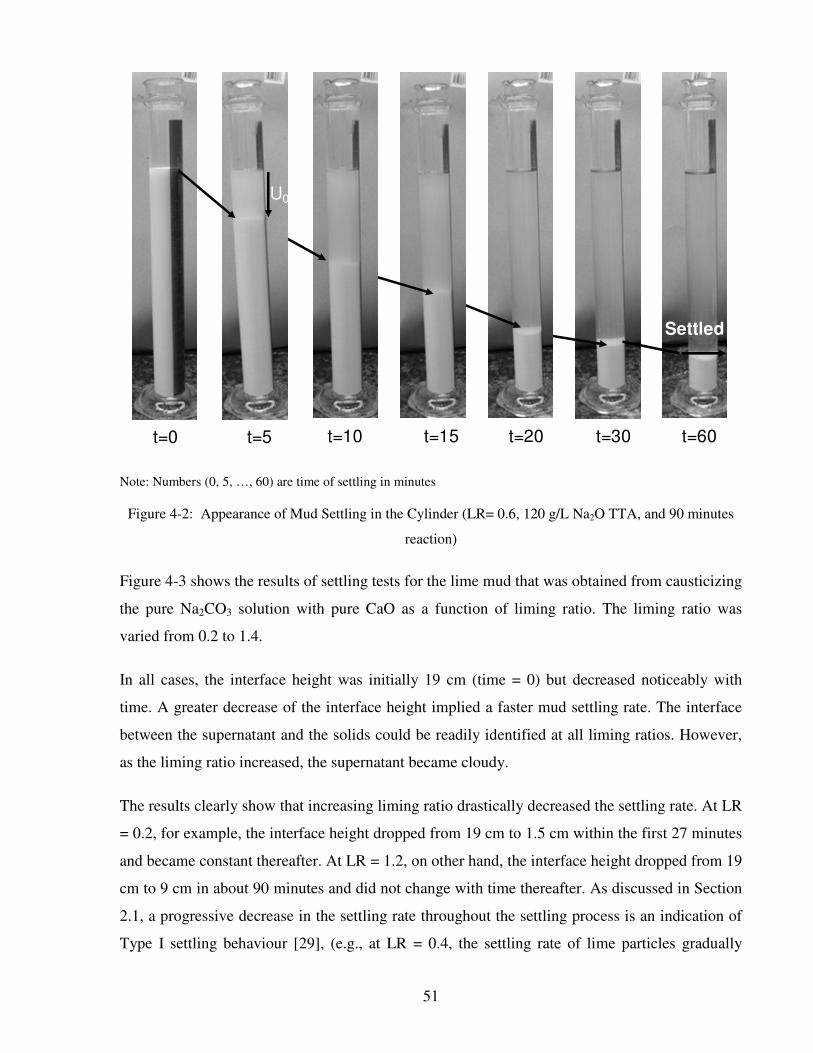
51
Note: Numbers (0, 5, …, 60) are time of settling in minutes
Figure 4-2: Appearance of Mud Settling in the Cylinder (LR= 0.6, 120 g/L Na2O TTA, and 90 minutes
reaction)
Figure 4-3 shows the results of settling tests for the lime mud that was obtained from causticizing
the pure Na2CO3 solution with pure CaO as a function of liming ratio. The liming ratio was
varied from 0.2 to 1.4.
In all cases, the interface height was initially 19 cm (time = 0) but decreased noticeably with
time. A greater decrease of the interface height implied a faster mud settling rate. The interface
between the supernatant and the solids could be readily identified at all liming ratios. However,
as the liming ratio increased, the supernatant became cloudy.
The results clearly show that increasing liming ratio drastically decreased the settling rate. At LR
= 0.2, for example, the interface height dropped from 19 cm to 1.5 cm within the first 27 minutes
and became constant thereafter. At LR = 1.2, on other hand, the interface height dropped from 19
cm to 9 cm in about 90 minutes and did not change with time thereafter. As discussed in Section
2.1, a progressive decrease in the settling rate throughout the settling process is an indication of
Type I settling behaviour [29], (e.g., at LR = 0.4, the settling rate of lime particles gradually
t=0 t=5 t=10 t=15 t=20 t=30 t=60
Settled
U0

52
decreased with time from 19 cm to 3 cm). The results suggest that for tests with low liming
ratios, the resulting lime mud follows Type I settling behaviour.
Figure 4-3: Effect of Liming Ratio on Settling Curve (120 g/L Na2O TTA, and 90 minutes reaction), Pure
CaO
At higher liming ratios, for example LR = 1, the interface height became constant at 8 cm after
60 minutes, while at LR = 1.4, it decreased at a much slower rate and became constant only after
110 minutes. For these conditions, it is possible to have a very short induction period in which
loosely aggregated particles were formed and no sedimentation occurred. This was followed by a
constant decrease in the interface height, exhibiting the zone settling regime. A steady-state
compression settling subsequently took place with a much lower rate. As the liming ratio is
increased, the length of the initial induction is increased, suggesting a Type II settling behaviour,
which slows the settling of the mud particles.
To study the effect of liming ratio on settling rates, the settling velocities were calculated as the
initial slope of the settling curves. Figure 4-4 shows the effect of liming ratio on the settling
velocity for pure lime on logarithmic scale. The results indicate that increasing liming ratio from
0
5
10
15
20
0 20 40 60 80 100 120
Time, min
Inte
rfa
ce
He
igh
t, c
m
0.2
0.4
0.60.8
1
[CaO]/[Na2CO3]=1.4
1.2

53
0.2 to 1.4 decreased the settling velocity from 2.7 cm/min to 0.09 cm/min, respectively. They
also show two different slopes of settling rate. The changes in the slope of settling rate plots
suggest changes in the settling mechanisms. At higher liming ratios, however, the average
settling rate becomes much lower. For example, increasing the liming ratio from 0.2 to 0.6
decreased the average settling rate from 2.7 cm/min to 0.3 cm/min, while increasing liming ratio
from 0.6 to 1.4 decreased the average settling rate from 0.3 cm/min to 0.09 cm/min.
Figure 4-4: Settling Velocity as a Function of Lime Dosage (120 g/L Na2O TTA, and 90 minutes
reaction), Pure CaO
0.01
0.10
1.00
10.00
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Se
ttli
ng
Ve
loc
ity,
cm
/min
[CaO]/[Na2CO3]
10
1
0.1

54
The above clearly demonstrates strong dependence of the settling rate on liming ratio. To make
sure that the above results are not only for the lime mud produced by causticizing pure Na2CO3
solution with pure CaO, experiments were also carried out on lime mud obtained by causticizing
the pure Na2CO3 solution with R-Lime “B” at different liming ratios. The results are shown in
Figure 4-5. Similar to the behaviour of lime mud produced from pure chemicals, the settling rate
decreased considerably with an increase in liming ratio. At LR = 0.18, the lime mud obtained
appeared to be coarse and sandy. It settled rapidly to the bottom of the cylinder with a turbid
supernatant. As the liming ratio increased, the supernatant turbidity decreased. At higher liming
ratios, for example 0.92, the length of the initial induction increased, the settling occurred with a
much lower rate, and the interface height became constant at 7 cm after 35 minutes, while at 1.3,
the interface height decreased at a much slower rate and became constant after 50 minutes.
Consistent with the first set of tests, with increasing liming ratio settling behavior changed from
Type I to Type II.
Figure 4-5: Effect of Liming Ratio on Settling Curve (120 g/L Na2O TTA, and 90 minutes reaction), R-
Lime “B”
The results of the settling tests for reburned limes from Mills A, C, and D are presented in
Appendix D. For all samples, the results clearly show that increasing the liming ratio considerably
decreased the settling rate. The mud sample settling tests also show similar behaviours as a
function of increasing liming ratios.
0
5
10
15
20
0 10 20 30 40 50 60 70 80
He
igh
t o
f In
terf
ac
e,
cm
Time, min
0.92
0.55
0.73
1.1
[CaO]/[Na2CO3]=1.3
0.380.18
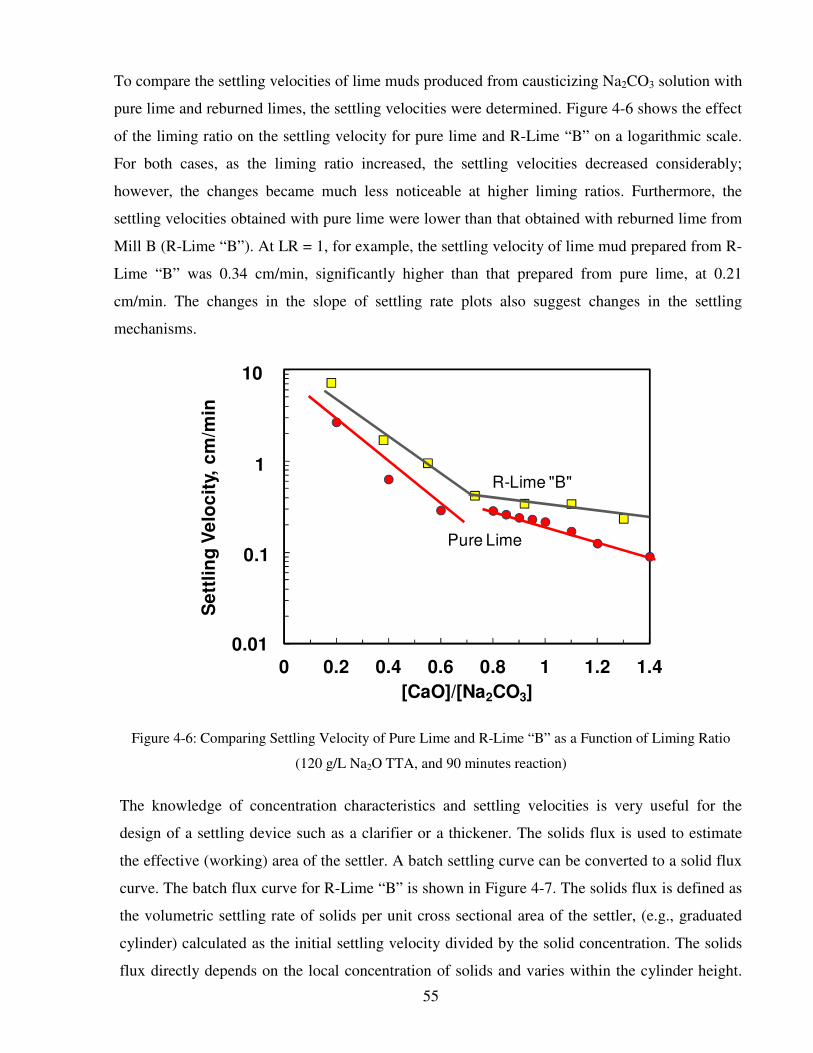
55
To compare the settling velocities of lime muds produced from causticizing Na2CO3 solution with
pure lime and reburned limes, the settling velocities were determined. Figure 4-6 shows the effect
of the liming ratio on the settling velocity for pure lime and R-Lime “B” on a logarithmic scale.
For both cases, as the liming ratio increased, the settling velocities decreased considerably;
however, the changes became much less noticeable at higher liming ratios. Furthermore, the
settling velocities obtained with pure lime were lower than that obtained with reburned lime from
Mill B (R-Lime “B”). At LR = 1, for example, the settling velocity of lime mud prepared from R-
Lime “B” was 0.34 cm/min, significantly higher than that prepared from pure lime, at 0.21
cm/min. The changes in the slope of settling rate plots also suggest changes in the settling
mechanisms.
Figure 4-6: Comparing Settling Velocity of Pure Lime and R-Lime “B” as a Function of Liming Ratio
(120 g/L Na2O TTA, and 90 minutes reaction)
The knowledge of concentration characteristics and settling velocities is very useful for the
design of a settling device such as a clarifier or a thickener. The solids flux is used to estimate
the effective (working) area of the settler. A batch settling curve can be converted to a solid flux
curve. The batch flux curve for R-Lime “B” is shown in Figure 4-7. The solids flux is defined as
the volumetric settling rate of solids per unit cross sectional area of the settler, (e.g., graduated
cylinder) calculated as the initial settling velocity divided by the solid concentration. The solids
flux directly depends on the local concentration of solids and varies within the cylinder height.
0.01
0.10
1.00
10.00
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Se
ttli
ng
Ve
loc
ity,
cm
/min
[CaO]/[Na2CO3]
R-Lime "B"
Pure Lime
10
1
0.1

56
As the concentration of solids increases with depth and the amount of liquid that is displaced
(upward) by the solids decreases, upward drag on the particles changes.
As the results indicate, a batch flux curve features a maximum and a minimum, and this can be
explained by considering two limits: at zero concentration the flux must be zero, and at the
highest possible concentration the flux will be again zero because the settling velocity term will
reach zero. Between these two extremes the flux has finite values since the settling velocity is
nearly constant in the free settling region. Hence, the batch flux curve exhibits a maximum at a
low liming ratio, as illustrated in Figure 4-7. The solid flux first decreases sharply and then
decreases gradually with increasing liming ratio. The initial sharp decrease is due to Type I
settling of a dilute slurry, the subsequent decrease is attributed to the settling behavior changing
from Type I to Type II settling.
Figure 4-7: The Batch Flux Curve as a Function of Lime Ratio (120 g/L Na2O TTA, and 90 minutes
reaction), R-Lime “B”
0
10
20
30
0 10 20 30 40
So
lid
Flu
x,
g/c
m2.m
in
Solids Concentration, g/cm3
Experimental Data

57
Figure 4-8 plots the final interface height as a function of liming ratio for lime muds produced
from causticizing Na2CO3 solution with R-lime “B”. As shown, the final interface height
increased non-linearly with an increase in the liming ratio suggesting that an increase in the
liming ratio proportionally increases the solids content of the slurry.
Figure 4-8: Relationship between Liming Ratio and Final Interface Height shown in Figure 4-5
To summarize, this section utilized different techniques and approaches to investigate the effect
of the liming ratio on the settling rate. As shown in Figure 4-3 and Figure 4-5 and supported by
other results, increasing the liming ratio results in a lower settling rate, although it is not clear
that the slower settling is only related to the liming ratio or also to the higher solids content and
higher potential for particle-particle interactions. At higher particle concentrations, particles are
closer to one another; their movements inevitably interfere with one another. With an increase in
particle concentration, the free area between particles is reduced, causing interparticle fluid
velocities and alteration of flow patterns around particles [26].
4.2.2 Effect of Solids Content
To investigate the effect of solids content on the settling behaviour, a series of lime mud slurries
with different solids content ranging from 5 wt. % to 25 wt. % were prepared. To prepare these
samples, a known weight of dried lime mud that was obtained from causticizing pure Na2CO3
0
2
4
6
8
10
12
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Fin
al In
terf
ac
e H
eig
ht,
cm
[CaO]/[Na2CO3]

58
solution with R-Lime “B” at LR = 1, was mixed with 25 mL of deionized water to obtain the
targeted slurry concentration. The samples were allowed to stand for 24 hours before being
transferred to a graduated cylinder for the settling test.
Figure 4-9 shows the effect of slurry concentration on the settling rate of lime mud (R-Lime “B”)
at LR = 1. As expected, the settling velocity of particles decreased steadily as the concentration
of the suspension increased. For higher concentrations, the rate of particle settling was lower due
presumably to greater upward velocity of the displaced fluid [116].
Figure 4-9: Effect of Solids Content on Settling Curve (R-Lime “B”, [CaO]/ [Na2CO3] =1,
120 g/L Na2O TTA, and 90 minutes reaction)
0
2
4
6
8
10
12
14
0 10 20 30 40 50 60 70
Inte
rface H
eig
ht,
cm
Time, min
Solids Content
20 %
15 %
5 %
10 %
25 %

59
Figure 4-10 shows particle settling velocities plotted against solids content. As shown,
increasing the solids content from 5 wt. % to 25 wt. % decreased the settling velocity
considerably from 2.25 cm/min to 0.34 cm/min. Increasing the concentration of particles
suspended in a fluid increases the density and viscosity of the suspension. As a particle falls it
must displace a volume of fluid equal to its own. Consequently, the apparent settling velocity of
the particles in the concentrated suspensions is less than of that of a discrete particle of similar
properties (e.g., the same liming ratio). This further confirms the adverse effect of solids content
on the settling rate.
Figure 4-10: Effect of Solids Concentration on Settling Velocity (R-Lime “B”, [CaO]/
[Na2CO3] =1, 120 g/L Na2O TTA, and 90 minutes reaction)
To investigate the effect of particle-particle interactions on settling, additional settling tests were
carried out at various liming ratios with constant solids content. In such tests, a known weight of
dried lime mud that was obtained from causticizing pure Na2CO3 solution with R-Lime “B” with
liming ratios ranging from 0.38 to 1.3 were mixed with 25 mL of deionized water to obtain mud
slurries of 6 wt. % solids. Figure 4-11 shows the results of these tests. In this case, since solids
content was the same for all tests at different liming ratios, the height of the interface settled at
the same final level of 1.8 cm. The results clearly suggest that the higher liming ratio was the
main cause of slower mud settling.
0
0.5
1
1.5
2
2.5
0 10 20 30
Se
ttli
ng
Ve
loc
ity,
cm
/min
Solids Concentration, %

60
Figure 4-11: Effect of Liming Ratio on Settling Curve of Mud Produced from Mill B Reburned
Lime at a Constant Slurry Concentration of 6 wt. % (120 g/L Na2O TTA, and 90 minutes
reaction)
Figure 4-12 presents the settling of the mud produced from Mill B (R-Lime “B”) reburned lime
at a constant slurry concentration of 20 wt. % as a function of liming ratio. Similar to the tests at
6 wt. % slurry concentration, the settling rate decreased with an increase in the liming ratio. At a
given liming ratio, however, the settling rate was slower at a higher solids concentration. For
example at LR = 0.92, increasing the solids content from 6 wt. % to 20 wt. % decreases the
settling velocity from 1.5 cm/min to 0.23 cm/min.
The above confirms that although the solids content noticeably influences the settling, it is not
the only cause of the decrease in the settling rate. The liming ratio has a significant impact on the
settling rates as well.
0
2
4
6
8
10
12
14
0 15 30
Inte
rface H
eig
ht,
cm
Time, min
0.92
0.73
[CaO]/[Na2CO3]
1.1
1.3
0.38

61
Figure 4-12: Effect of Liming Ratio on Settling Curve of Mud Produced from Mill B Lime at a Constant
Slurry Concentration of 20 wt. % (120 g/L Na2O TTA, and 90 minutes reaction)
4.2.3 Lime Type
To investigate the effect of lime type on the settling rate, a series of experiments were conducted
to test the settling rates of different limes at a constant liming ratio. Figure 4-13 compares
settling rates of lime muds produced from causticizing pure Na2CO3 solution with different
reburned limes and pure CaO at LR = 1. The settling rates were noticeably different depending
on the lime type used. At the same liming ratio, however, reburned limes produced lime muds
that were easier to settle.
As shown in Figure 4-14, although the initial solids content was the same, different lime types
did not give the same final interface height. The results imply that the final sedimentation height
may be related to the porosity of the sediment, which in turn, depends on the amount of
entrapped water as well as the strength of the attractive forces between flocs [51].
0
2
4
6
8
10
12
14
0 10 20 30 40 50 60
Inte
rfa
ce
He
igh
t, c
m
Time, min
0.550.92
[CaO]/[Na2CO3]
0.73
1.11.3
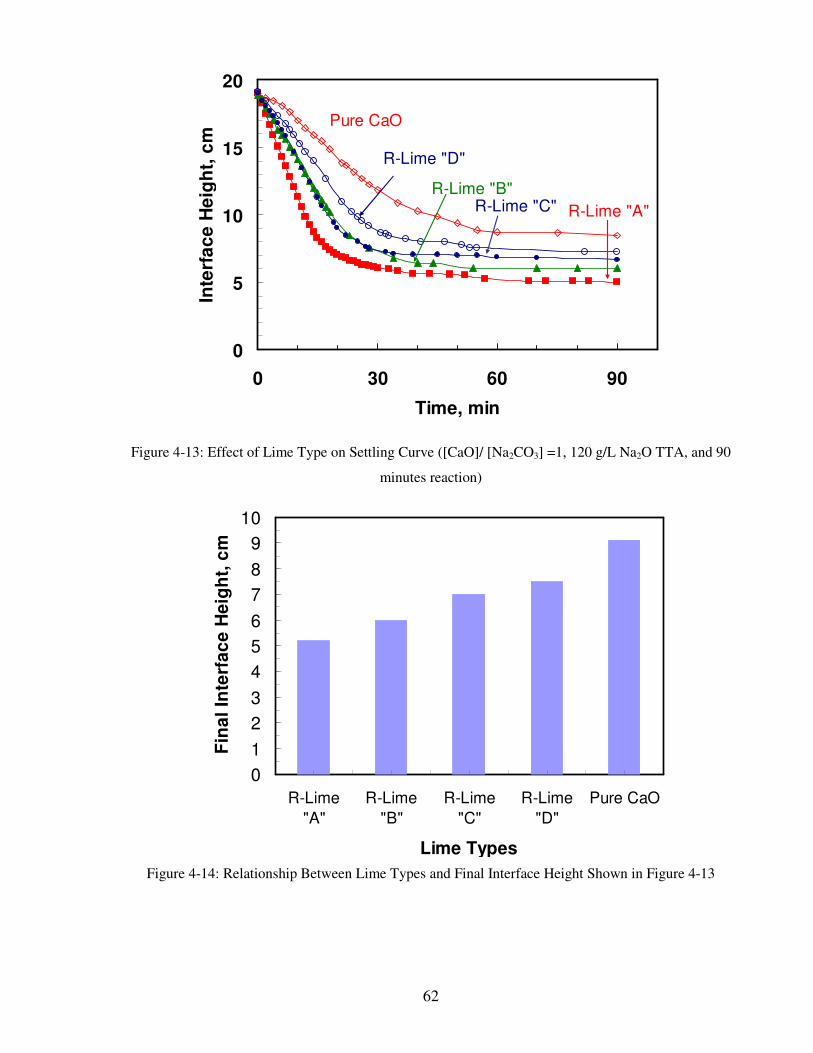
62
Figure 4-13: Effect of Lime Type on Settling Curve ([CaO]/ [Na2CO3] =1, 120 g/L Na2O TTA, and 90
minutes reaction)
Figure 4-14: Relationship Between Lime Types and Final Interface Height Shown in Figure 4-13
0
5
10
15
20
0 30 60 90
Time, min
Inte
rfa
ce
He
igh
t, c
m
Pure CaO
R-Lime "A"
R-Lime "B" R-Lime "C"
R-Lime "D"
0
1
2
3
4
5
6
7
8
9
10
R-Lime
"A"
R-Lime
"B"
R-Lime
"C"
R-Lime
"D"
Pure CaO
Lime Types
Fin
al
Inte
rfa
ce
He
igh
t, c
m
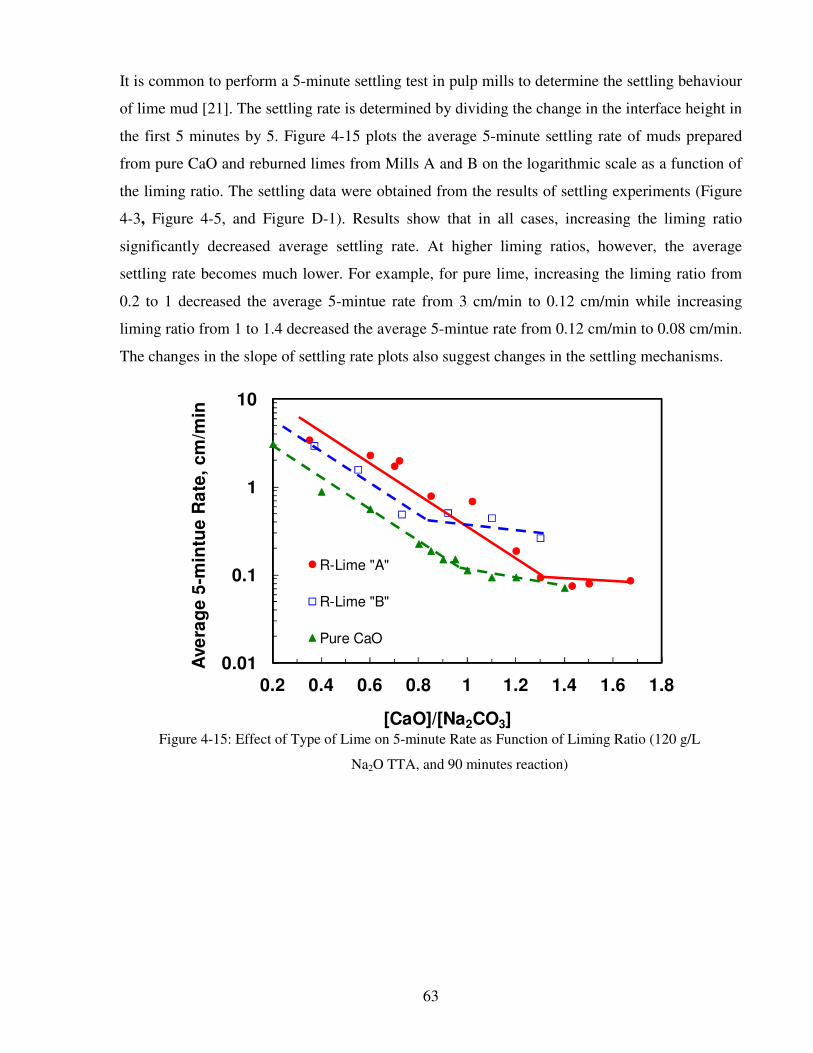
63
It is common to perform a 5-minute settling test in pulp mills to determine the settling behaviour
of lime mud [21]. The settling rate is determined by dividing the change in the interface height in
the first 5 minutes by 5. Figure 4-15 plots the average 5-minute settling rate of muds prepared
from pure CaO and reburned limes from Mills A and B on the logarithmic scale as a function of
the liming ratio. The settling data were obtained from the results of settling experiments (Figure
4-3, Figure 4-5, and Figure D-1). Results show that in all cases, increasing the liming ratio
significantly decreased average settling rate. At higher liming ratios, however, the average
settling rate becomes much lower. For example, for pure lime, increasing the liming ratio from
0.2 to 1 decreased the average 5-mintue rate from 3 cm/min to 0.12 cm/min while increasing
liming ratio from 1 to 1.4 decreased the average 5-mintue rate from 0.12 cm/min to 0.08 cm/min.
The changes in the slope of settling rate plots also suggest changes in the settling mechanisms.
Figure 4-15: Effect of Type of Lime on 5-minute Rate as Function of Liming Ratio (120 g/L
Na2O TTA, and 90 minutes reaction)
0.01
0.1
1
10
0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8
Ave
rag
e 5
-min
tue
Ra
te,
cm
/min
[CaO]/[Na2CO3]
R-Lime "A"
R-Lime "B"
Pure CaO

64
4.3 Lime Mud Filterability
4.3.1 Liming Ratio
Using the test set-up described in Section 3.2.1, the effect of liming ratio on lime mud
filterability was studied. Figure 4-16 shows the filterability represented as t/V (time required to
filter a V volume of filtrate) for the lime muds obtained using R-Lime “B” as a function of slurry
volume and liming ratio. The liming ratio was varied from 0.18 to 1.3. Since the filtration of fine
particles in a suspension is dependent on pH and temperature, filtration tests were performed at
ambient temperature and a pH of 10.5.
It should be noted that non-linearity in the plot of the (t/V, V) data can often be seen close to the
start and end of the filtration. The non-linearity in the beginning of the tests is likely due to
changes in the cake thickness. In the initial stage of the filtration when the cake is very thin, the
main part of the total pressure drop is over the filter medium. As the cake becomes thicker, the
pressure drop becomes across the cake and cake resistance dominates the medium resistance.
The non-linearity at the end of the filtration is caused by particulates at high liming ratios, and it
may be due to the decrease in flow rate from thick cake formation, which significantly reduces
the filtrate flow rate.

65
Figure 4-16: t/V vs. V Plots as Function of Liming Ratio (120 g/L Na2O TTA, 90 minutes
reaction, and 14 KPa Vacuum), R-Lime “B” using Filterability Set-up as Shown in
Figure 3-3
Figure 4-16 shows that at LR = 0.18, for example, the filtration finished more quickly than in the
higher LRs, and most filtrate (liquid) was released in a short time period (i.e., after one minute
of filtration). The samples with high liming ratios (i.e., LR = 1.3), on the other hand, finished
more slowly, and filtrate drained out continuously through the entire filtration period (seventeen
minutes of filtration). The results clearly indicate that increasing liming ratio considerably
decreases the filterability. The slope of fitted lines to data points increases with an increase in
slurry volume and liming ratio indicating that the mud is more difficult to filter as more time is
required to filter a given volume of slurry.
The results of the filterability tests of R-Lime “A” are presented in Appendix E and show a
similar trend.
4.3.2 Effect of Solids Content
Similar to the settling tests presented in Section 4.2, the effect of solids content on the
filterability was studied. Figure 4-17 shows the filtration test results for the lime mud obtained
from causticizing pure Na2CO3 solution with pure CaO as a function of the liming ratio. The
0
10
20
0 20 40 60 80 100
t/V
, S
/mL
V, mL
[CaO]/[Na2CO3]=1.3
0.550.38
0.73
1.1
0.92
0.18

66
liming ratio was varied from 0.8 to 1.4. The solids content was fixed at 20 wt. % for all samples.
Experimental data was collected using the filtration set-up shown in Figure 3-4.
As seen in Figure 4-17, the filtration curves can be divided to three periods. For LR = 0.8, these
segments are described in more detail:
• The first period (0 to 10 seconds): This period represents disturbance in the beginning of
the filtration.
• The second period (10 to 40 seconds): During this period, the initial draining of free
water between particles occurs, which results in rapid filtration. Moreover, there is a
vertical line at time equal to 24 seconds which indicates that the water film on the particle
surface has broken down and the water drained, which is a slow filtration process.
• The third period (> 40 seconds): This is the cake dewatering period, which represents the
flushing of air through the pores of the cake. During this segment, almost no more water
drains out as shown by almost a horizontal line in Figure 4-17 for each of the filtration
curves.
This irregular data can result in errors in calculation of the cake’s specific resistance and the
medium resistance. In order to remove the irregularities, such as the breakdown of the water
film, the data were corrected using a linear interpolation method (Figure 4-18). After correction,
it is easier to see that the weight of the filtrate collected at a given time decreases noticeably with
an increase in the liming ratio, indicating that the mud is more difficult to filter. This, in turn,
confirms the strong dependence of filterability on the liming ratio.

67
Figure 4-17: Raw Data - Effect of Liming Ratios on Filtration at a Constant Solid
Concentration of 20 wt. %, (Pure CaO, 120 g/L Na2O TTA, and 90 minutes
reaction, 65 KPa Vacuum) using Filterability Set-up Shown in Figure 3-4
Figure 4-18: Corrected Data - Effect of Liming Ratios on Filtration at a Constant Solid
Concentration of 20 wt. %, (Pure CaO, 120 g/L Na2O TTA, and 90 minutes
reaction, 65 KPa Vacuum) using Filterability Set-up Shown in Figure 3-4
0
15
30
45
60
75
0 20 40 60 80 100
We
igh
t o
f F
iltr
ate
, g
Time, s
[CaO]/[Na2CO3]
0.8
1
1.2
1.4
0
15
30
45
60
75
0 20 40 60 80 100
We
igh
t o
f F
iltr
ate
, g
Time, s
[CaO]/[Na2CO3]
0.8
1
1.2
1.4

68
The weight of the filtrate collected over a 20 s test period (from time equal to 10 to 30 seconds)
was used to estimate the filtration rate (Figure 4-19). The first 10 s was considered as analogous
to the use of a precoat on the vacuum drum filter typically used in kraft pulp mills. As shown in
Figure 4-19, there appears to be a linear relationship between the liming ratio and the filtration
rate.
Figure 4-19: Relationship between Liming Ratio and Filtration Rate Shown in Figure 4-18 (Solids
Content of 20 wt. %)
Table 4-2 summarizes the calculations of average cake specific resistance (αav) and apparent
medium resistance (Rm) from the experimental data as a function of the liming ratio. From the
time-weight data, t/V was calculated and then plotted against V (Figure 4-20). αav and Rm were
determined from the slope and the intercept of a straight line through the linear part of the plot
using Equation (11) from Section 2.2. The density of the lime mud in these calculations was
assumed to be 2600 kg/m3. The calculated values of the cake specific resistance are in good
agreement with the literature values [32, 38].
y = -2.00x + 3.48R² = 1.00
0
1
2
0.8 1 1.2 1.4
Filte
rab
ilit
y R
ate
, g/s
[CaO]/[Na2CO3]

69
Figure 4-20: t/V vs. V Plots at Different Liming Ratio (Pure CaO, 120 g/L Na2O TTA, and 90 minutes
reaction, 65 KPa Vacuum, Constant Solids Concentration of 20 wt. %,) using Filterability Data Shown in
Figure 4-18
It should be noted that the calculation of cake specific resistance using Equation (11) in Section
2.2 was based on the assumption that the filter cake was incompressible. If the filter cake is
compressible, the measured cake specific resistance value would be pressure-dependent and need
to be corrected according to the compressibility coefficient. However, the same correction factor
should be applied to all calculated specific resistance presented in the table below.
Table 4-2: Calculation of Cake Specific Resistance and Apparent Medium Resistance Values of lime
muds at Different Liming Ratio at 65 Kilopascal Vacuum
LR Cake Specific Resistance
αav ×10−10 (m kg-1
) Apparent Medium Resistance
Rm×10-10
(m-1
)
0.8 0.84 1.4
1.0 1.40 1.7
1.2 1.49 1.5
1.4 1.57 1.3
The specific cake resistance to the filtration is a measure of the resistance of the cake to the flow
of the filtrate, and therefore it is a measure of the filterability. The greater the specific cake
resistance, the slower is the mud filtration rate. As shown, the specific cake resistance increased
0
1
2
0 20 40 60 80
t/V
, s
/mL
V, mL
[CaO]/[Na2CO3]=1.4
1.2
0.81

70
steadily as the liming ratio increased. Since the filtration equations are derived based on the
assumption that there was no penetration of particles into the internal pores of the medium, the
medium resistance is assumed to remain constant during filtration [117]. In this instance the
medium resistance is a composite term including the resistance to filtrate flow due to cake
formed during the preceding constant rate filtration period, in addition to the true medium
resistance.
To summarize, the results presented in this section further confirm the impact of liming ratio on
the filterability and suggest that liming ratio could be the main cause of lime mud settling and
filterability difficulties.
4.3.3 Lime Type
To study the effect of lime type on the filterability, additional filtration tests were performed.
Figure 4-21 compares the filterability of all lime muds produced in this study at LR = 1 and
solids concentration of 20 wt. %. The data were corrected using a linear interpolation method to
remove irregular data effects. The original data can result in errors in calculation of the cake
specific resistance and the medium resistance. Figure 4-22 shows the corrected data. As shown,
there are noticeable differences in the filtration rates of different limes. Pure CaO results in lime
mud that is more difficult to filter compared to reburned limes A, B, C and D. This suggests that
lime type plays a rather important role on the lime mud filterability.

71
Figure 4-21: Raw Data - Effect of Type of Lime on Filtration Curve ([CaO]/ [Na2CO3] =1, 20 wt. %
solids, 120 g/L Na2O TTA, and 90 minutes reaction) using Filterability Set-up Shown in Figure 3-4
Figure 4-22: Corrected Data - Effect of Type of Lime on Filtration Curve ([CaO]/ [Na2CO3] =1, 20 wt. %
solids, 120 g/L Na2O TTA, and 90 minutes reaction) using Filterability Set-up Shown in Figure 3-4
0
10
20
30
40
50
60
70
0 20 40 60 80 100
We
igh
t o
f F
iltr
ate
, g
Time, s
R-Lime " B"
Pure CaOR-Lime " D"
R-Lime " A"
R-Lime " C"
0
10
20
30
40
50
60
70
0 20 40 60 80 100
We
igh
t o
f F
iltr
ate
, g
Time, s
R-Lime " B"
Pure CaO
R-Lime " D"
R-Lime " A"
R-Lime " C"

72
The cake moisture contents were also calculated using Equation (24) in Section 3.2.1. As shown
in Figure 4-23, mud from pure CaO had a higher cake moisture content compared to mud from
reburned limes. The higher moisture content of pure CaO is an indication of low filterability of
lime mud produced by causticizing Na2CO3 solution with pure CaO.
Figure 4-23: Effect of Lime Type on Cake Moisture Content ([CaO]/ [Na2CO3] =1, 20 wt. % solids, 120
g/L Na2O TTA, and 90 minutes reaction)
Table 4-3 is a summary of the calculations of cake specific resistance and apparent medium
resistance from the experimental data (Figure 4-22). The calculation method was explained in
Sections 2.2 and 4.3.2. The results reveal that different lime types produced cakes with different
specific resistances. The cake produced from pure CaO has higher specific cake resistance than
those from reburned limes. From Figure 4-22, Figure 4-23, and Table 4-3, it is evident that the
greater the cake specific resistance, the slower is the mud filterability and hence, higher cake
moisture contents.
0
10
20
30
40
50
60
Pure
CaO
R-lime
"A"
R-lime
"B"
R-lime
"C"
R-lime
"D"
Lime Type
Mo
istu
re C
on
ten
t,%

73
Table 4-3: Calculation of Specific Cake Resistance and Apparent Medium Resistance Values of Different
Lime Types at 65 Kilopascal Vacuum
Sample Cake Specific Resistance
αav ×10−10 (m kg-1
) Apparent Medium Resistance
Rm×10-10
(m-1
)
Pure CaO 1.4 1.7
R - Lime “A” 0.17 1.5
R - Lime “B” 0.63 1.5
R - Lime “C” 0.16 1.8
R - Lime “D” 0.43 1.5
4.4 Causticizing Efficiency
As noted in Section 2.6, the measure of the extent of production of NaOH in the causticizing
reaction is called the causticizing efficiency (CE). The causticizing efficiency is an important
operating parameter in kraft pulping mills. The plant operators typically adjust causticizing
efficiency by adding extra lime to push the causticizing reaction forward. In this section, we
performed a series of tests to assess the effect of liming ratio on the CE.
Figure 4-24 shows the effect of liming ratio on the CE for pure lime and R-Lime “B”. As the
liming ratio increased, the CE increased up to the equilibrium point of 88 % and then remained at
the same value even at higher liming ratios.
The CE value obtained from pure lime was higher than that of lime from Mill B. Furthermore,
with pure lime, the maximum CE was reached at a lower liming ratio compared to that of Mill B
lime. R-Lime “B”, for example, reached a maximum CE value at LR = 1.15 while pure lime
reached the same at LR = 1. This implies that in an actual mill operation, more lime would need
to be added to achieve a target CE, since pure lime is not used in actual operations.
The results clearly indicate that while the mud settling and filterability were drastically affected
by the types of lime used, the maximum CE value was not, and overliming had no effect on the
maximum achievable CE value. However, depending on the lime type, different lime dosages
may be required to reach the desired CE.
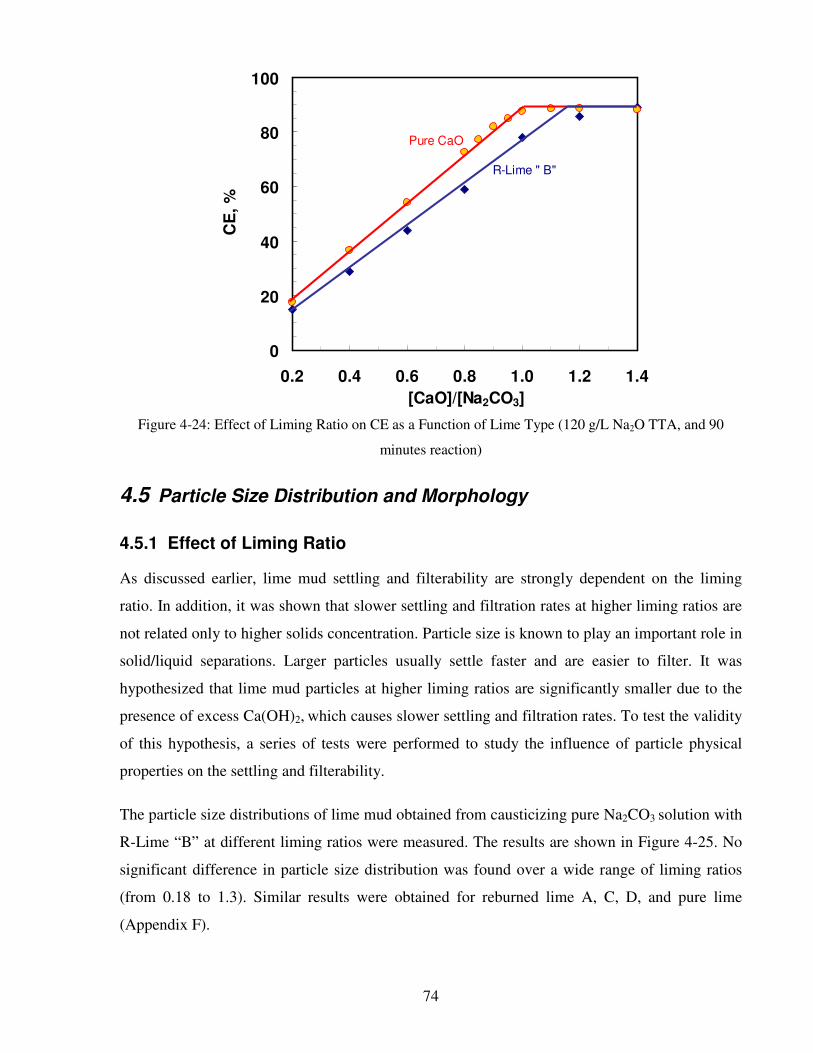
74
Figure 4-24: Effect of Liming Ratio on CE as a Function of Lime Type (120 g/L Na2O TTA, and 90
minutes reaction)
4.5 Particle Size Distribution and Morphology
4.5.1 Effect of Liming Ratio
As discussed earlier, lime mud settling and filterability are strongly dependent on the liming
ratio. In addition, it was shown that slower settling and filtration rates at higher liming ratios are
not related only to higher solids concentration. Particle size is known to play an important role in
solid/liquid separations. Larger particles usually settle faster and are easier to filter. It was
hypothesized that lime mud particles at higher liming ratios are significantly smaller due to the
presence of excess Ca(OH)2, which causes slower settling and filtration rates. To test the validity
of this hypothesis, a series of tests were performed to study the influence of particle physical
properties on the settling and filterability.
The particle size distributions of lime mud obtained from causticizing pure Na2CO3 solution with
R-Lime “B” at different liming ratios were measured. The results are shown in Figure 4-25. No
significant difference in particle size distribution was found over a wide range of liming ratios
(from 0.18 to 1.3). Similar results were obtained for reburned lime A, C, D, and pure lime
(Appendix F).
0
20
40
60
80
100
0.2 0.4 0.6 0.8 1.0 1.2 1.4
[CaO]/[Na2CO3]
CE
, %
Pure CaO
R-Lime " B"
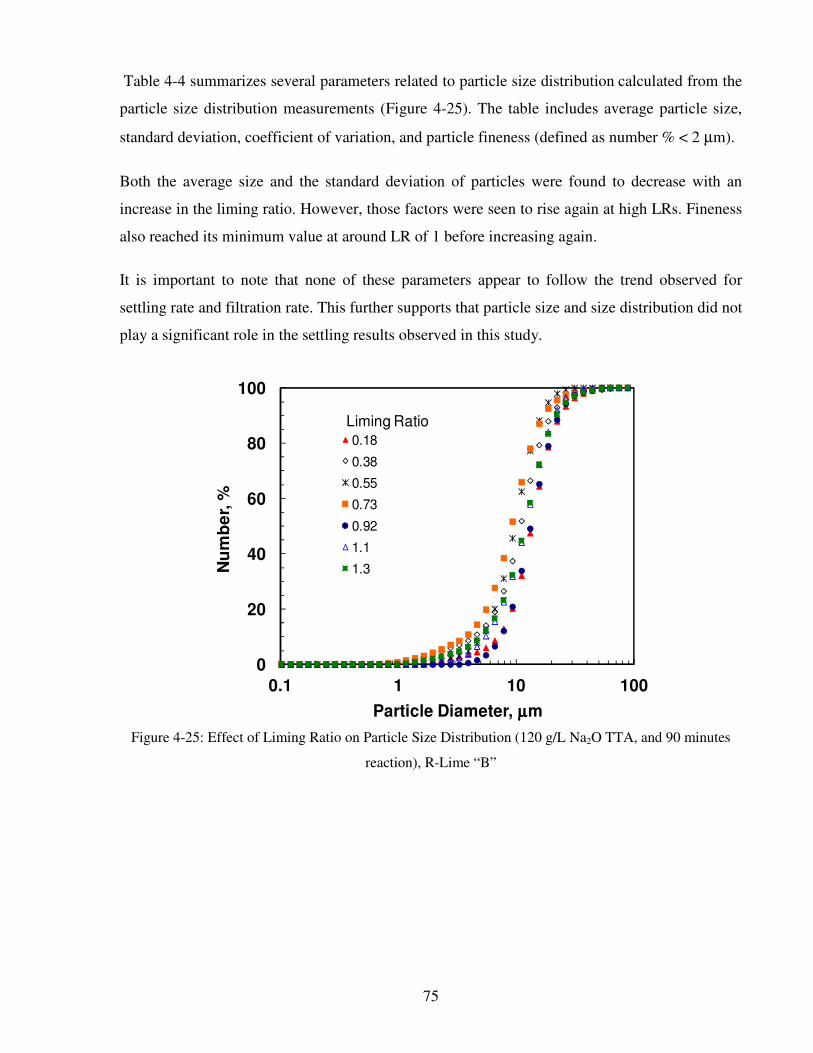
75
Table 4-4 summarizes several parameters related to particle size distribution calculated from the
particle size distribution measurements (Figure 4-25). The table includes average particle size,
standard deviation, coefficient of variation, and particle fineness (defined as number % < 2 µm).
Both the average size and the standard deviation of particles were found to decrease with an
increase in the liming ratio. However, those factors were seen to rise again at high LRs. Fineness
also reached its minimum value at around LR of 1 before increasing again.
It is important to note that none of these parameters appear to follow the trend observed for
settling rate and filtration rate. This further supports that particle size and size distribution did not
play a significant role in the settling results observed in this study.
Figure 4-25: Effect of Liming Ratio on Particle Size Distribution (120 g/L Na2O TTA, and 90 minutes
reaction), R-Lime “B”
0
20
40
60
80
100
0.1 1 10 100
Nu
mb
er,
%
Particle Diameter, µµµµm
0.18
0.38
0.55
0.73
0.92
1.1
1.3
Liming Ratio

76
Table 4-4: Summary of Parameters Related to Size Distribution
LR Average Particle
Diameter (µm)
Standard
deviation (µm)
Coefficient of
Variation (%)
Fineness
(%)
0.18 16 8.4 52 1.5
0.38 13.2 8.7 66 4.0
0.55 11.2 5.0 45 0.9
0.73 11.1 7.0 64 4.3
0.92 15.8 7.3 47 0
1.1 13.9 6.9 50 0.4
1.3 14.2 8.4 59 2.1
Figure 4-26 presents the particle diameter by number at the 85th
percentile as a function of liming
ratio. The 85th
percentile diameters were obtained from particle size distribution measurements
(Figure 4-25). No apparent correlation between liming ratio and particle diameter was found.
Figure 4-26: Relationship between Liming Ratio and 85th Percentile Diameter shown in Figure 4-25
0
5
10
15
20
25
0 0.5 1 1.5
85
thP
erc
en
tile
Dia
me
ter,
µµ µµm
[CaO]/[Na2CO3]

77
The measured 85th
percentile diameter of particles was subsequently used to examine their effect
on the particle settling velocity calculated in Section 4.2. As illustrated in Figure 4-27, there was
no significant correlation between these two parameters. This graph further confirms that there is
no apparent relation between lime mud particle size and settling velocity of particles as a
function of liming ratio.
Note: the two points at 20.6 µm display very different settling velocities, the reasons for this will be addressed
in Section 4.7
Figure 4-27: Comparing the 85th Percentile Diameter with Settling Velocity of Mud Particles as a
Function of Liming Ratio (120 g/L Na2O TTA, and 90 minutes reaction), R-Lime “B”
The surface area of mud particles were determined by the nitrogen adsorption technique BET as
described earlier. Figure 4-28 shows the specific surface area for the lime mud obtained from
causticizing pure Na2CO3 solution with pure CaO as a function of liming ratio. In general, the
smaller the particle size, the larger the particle surface area. As the results demonstrate, there is
no evidence that increasing the liming ratio resulted in an increase in specific surface area of
particles.
0
2
4
6
8
10 15 20
Se
ttli
ng
Ve
loc
ity,
cm
/min
85th Percentile Diameter, µµµµm

78
Figure 4-28: Effect of Liming Ratio on Specific Surface Area (120 g/L Na2O TTA, and 90 minutes
reaction), Pure CaO
Figure 4-29 shows scanning electron microscopy (SEM) images of lime mud samples obtained
from causticizing pure Na2CO3 solution with R-Lime “B” at different liming ratios. As shown,
no significant differences are evident in particle morphologies at different liming ratios. Analysis
of lime muds with SEM concluded that lime ratios does not have an impact on particle
morphologies.
From Figure 4-25 and Figure 4-26 and other results presented in this section, it is evident that the
variation in settling velocity and filtration rate cannot be explained simply based on the particle
size, size distribution, surface area, or particle morphology. The results suggest that particle size
does not change significantly with liming ratio, thus it is likely not the key factor affecting the
mud settling rate and filterability difficulties that are the focus of this study.
0
2
4
6
8
0.6 0.8 1 1.2 1.4
Su
rfa
ce
are
a m
2/g
[CaO]/[Na2CO3]
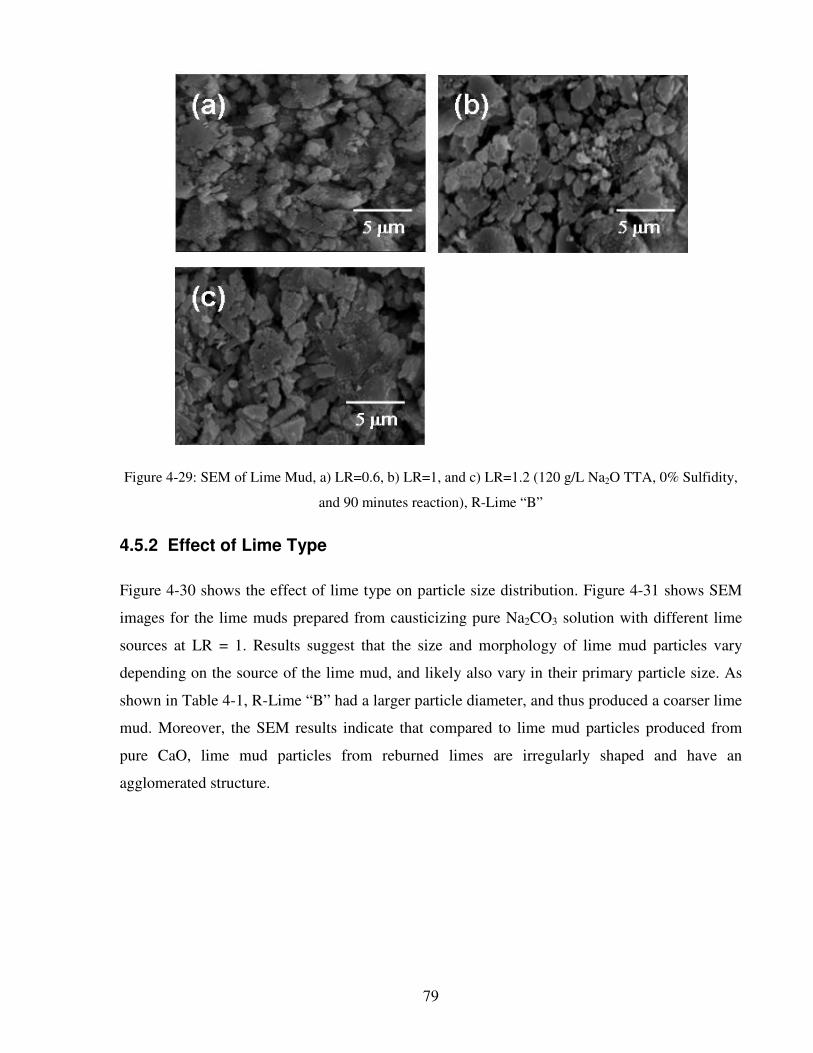
79
Figure 4-29: SEM of Lime Mud, a) LR=0.6, b) LR=1, and c) LR=1.2 (120 g/L Na2O TTA, 0% Sulfidity,
and 90 minutes reaction), R-Lime “B”
4.5.2 Effect of Lime Type
Figure 4-30 shows the effect of lime type on particle size distribution. Figure 4-31 shows SEM
images for the lime muds prepared from causticizing pure Na2CO3 solution with different lime
sources at LR = 1. Results suggest that the size and morphology of lime mud particles vary
depending on the source of the lime mud, and likely also vary in their primary particle size. As
shown in Table 4-1, R-Lime “B” had a larger particle diameter, and thus produced a coarser lime
mud. Moreover, the SEM results indicate that compared to lime mud particles produced from
pure CaO, lime mud particles from reburned limes are irregularly shaped and have an
agglomerated structure.

80
Figure 4-30: Particle Size Distribution of Different Lime Mud ([CaO] / [Na2CO3] =1, 120 g/L Na2O TTA,
and 90 minutes reaction)
Figure 4-31: SEM Images of Lime Mud Prepared from a) R-Lime “A”, b) R-Lime “B”, and c) Pure CaO
([CaO]/ [Na2CO3] =1, 120 g/L Na2O TTA, and 90 minutes reaction)
0
20
40
60
80
100
0.01 0.1 1 10 100
Particle Diameter, µµµµm
Nu
mb
er
%
R-Lime " A"
Pure CaO Liming Ratio = 1
R-Lime " B"
R-Lime " C"
R-Lime " D"

81
To compare the results of particle size measurements and filterability tests for the lime muds
prepared from causticizing pure Na2CO3 solution with different lime types at LR = 1, Sauter
mean particle diameters6 (d32) were determined from particle size measurements and plotted
against the calculated cake specific resistance presented in Table 4-3. Figure 4-32 shows the
results of this analysis. In general, there is a moderate correlation (R2 = 0.69) between the two
parameters. As expected, specific cake resistance decreased with an increase in particle size.
Figure 4-32: Correlation between Sauter Mean Particle Diameter and Specific Cake Resistance for
Different Lime Type ([CaO]/ [Na2CO3] =1, 120 g/L Na2O TTA, and 90 minutes reaction)
4.6 Evolution of Particle Size Distribution during Slaking and
Causticizing Reactions
The most commonly cited cause of mud settling and filterability difficulties is the presence of
free lime (unreacted Ca(OH)2) in the mud at higher liming ratios. Since Ca(OH)2 particles are
smaller than lime mud (CaCO3) particles, it is believed that free lime particles plug the precoat
filters, resulting in a low dewatering efficiency and consequently lime mud a with low solids
content [22].
6 Sauter mean diameter (d32) is commonly considered the mean size relevant to settling and filtration rate.
R-Lime"A"
R-Lime"B"
R-Lime"C"
R-Lime"D"
Pure CaO
y = -0.10x + 1.34R² = 0.69
0
0.5
1
1.5
0 5 10 15
Sp
ec
ific
Ca
ke
Re
sis
tan
ce×
10
-10,
m/k
g
Sauter Mean Particle Diameter (d32), µµµµm

82
To investigate the validity of the above hypothesis, two sets of experiments were designed to
study physical properties, settling, and filtration behaviour of Ca(OH)2 and CaCO3 particles
separately.
• In the first set of experiments, R-Lime “B” was added to water to produce Ca(OH)2.
Also, R-Lime “B” was added to a Na2CO3 solution to produce CaCO3 according to the
slaking and causticizing reactions. The physical properties of the resulting Ca(OH)2 and
CaCO3 particles were then compared.
• In the second set of experiments, slaking and causticizing reactions were performed by
adding R-Lime “B” to Na2CO3 solution. Samples were taken during the reactions to study
changes in physical properties of mud particles with the progression of the reactions.
4.6.1 Comparing Physical Properties of CaCO3 and Ca(OH)2 Particles
Figure 4-33 and Figure 4-34 compare the settling and filtration rates of CaCO3 and Ca(OH)2,
respectively.
Figure 4-33: Comparing Settling Curve for Ca(OH)2 and CaCO3 (R-Lime “B”, [CaO]/ [Na2CO3] =1, 120
g/L Na2O TTA, and 90 minutes reaction)
0
5
10
15
20
0 30 60 90
Inte
rfa
ce
He
igh
t, c
m
Time, min
CaCO3
Ca(OH)2
CaCO3
Ca(OH)2
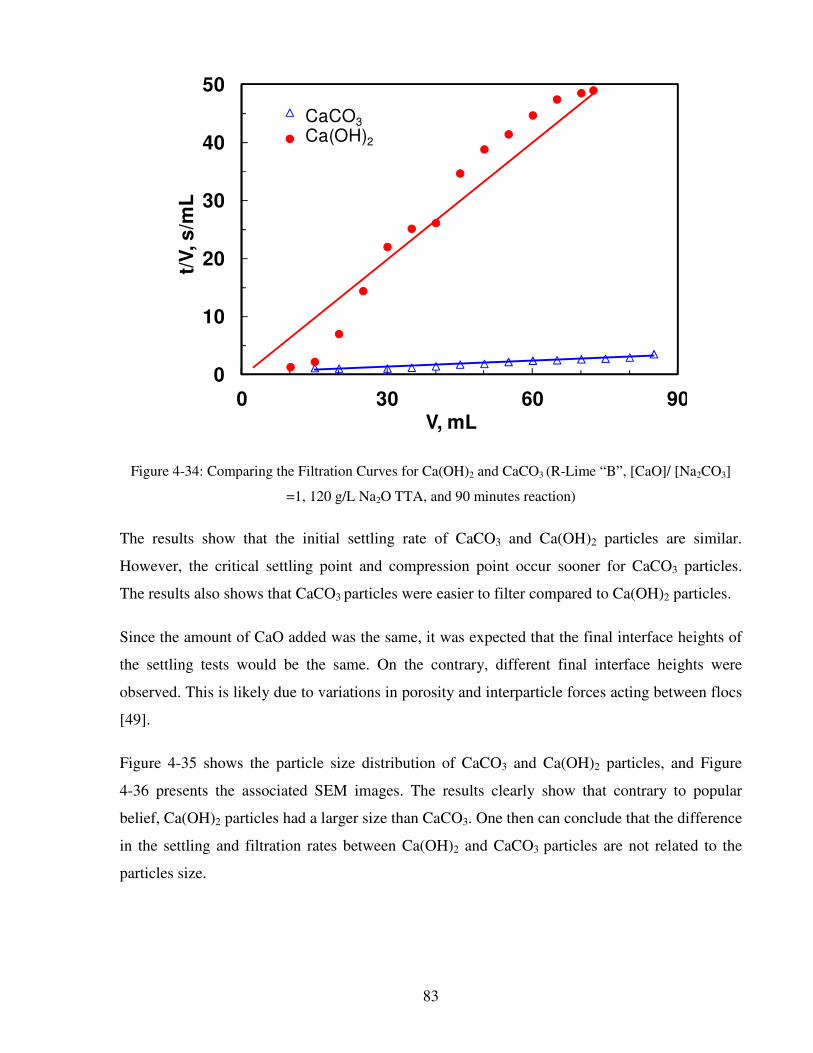
83
Figure 4-34: Comparing the Filtration Curves for Ca(OH)2 and CaCO3 (R-Lime “B”, [CaO]/ [Na2CO3]
=1, 120 g/L Na2O TTA, and 90 minutes reaction)
The results show that the initial settling rate of CaCO3 and Ca(OH)2 particles are similar.
However, the critical settling point and compression point occur sooner for CaCO3 particles.
The results also shows that CaCO3 particles were easier to filter compared to Ca(OH)2 particles.
Since the amount of CaO added was the same, it was expected that the final interface heights of
the settling tests would be the same. On the contrary, different final interface heights were
observed. This is likely due to variations in porosity and interparticle forces acting between flocs
[49].
Figure 4-35 shows the particle size distribution of CaCO3 and Ca(OH)2 particles, and Figure
4-36 presents the associated SEM images. The results clearly show that contrary to popular
belief, Ca(OH)2 particles had a larger size than CaCO3. One then can conclude that the difference
in the settling and filtration rates between Ca(OH)2 and CaCO3 particles are not related to the
particles size.
0
10
20
30
40
50
0 30 60 90
t/V
, s
/mL
V, mL
CaCO3
Ca(OH)2
CaCO3
Ca(OH)2

84
Figure 4-35: Comparing Particle Size Distribution for Ca(OH)2 and CaCO3 (R-Lime “B”, [CaO]/
[Na2CO3] =1, 120 g/L Na2O TTA, and 90 minutes reaction)
Figure 4-36: SEM of a) Ca(OH)2 Particles, and b) CaCO3 Particles (R-Lime “B”, [CaO]/ [Na2CO3] =1,
120 g/L Na2O TTA, and 90 minutes reaction)
Further, based on Figure 4-35, the particle size distribution of Ca(OH)2 is broader than that of
CaCO3, resulting in better packing of cake and a denser cake (Figure 4-34). A wider particle size
distribution gives a more densely packed cake, with smaller particles filling the spaces between
0
20
40
60
80
100
0.1 1 10 100 1000
Nu
mb
er
%
Particle Diameter (µµµµm)
Ca(OH)2
CaCO3
Ca(OH)2
CaCO3
5 µ5 µ5 µ5 µm
(a)
5 µ5 µ5 µ5 µm
(b)
5 µ5 µ5 µ5 µm
(a)
5 µ5 µ5 µ5 µm
(b)

85
larger particles. Also, this broad distribution can explain the differences in Figure 4-33; larger
particles settle first, resulting in a higher initial settling rate, but then smaller particles that are
left behind settle more slowly resulting in a steady but very shallow slope of the settling curve at
longer settling times in Figure 4-33.
4.6.2 Taking Samples During Slaking and Causticizing Reactions
To further study changes in physical properties of mud particles as a function of the progression
of the slaking and causticizing reactions, samples were taken at specified time intervals. The
slaking and causticizing reactions followed the procedure outlined in Section 3.1. Reburned lime
from Mill B and pure Na2CO3 were used in this test. Using a 10 mL syringe, samples were taken
at specified times and analyzed for composition and particle size. The intent was to differentiate
between CaCO3 and Ca(OH)2 behaviours. The reactor temperature was monitored using a
thermocouple.
Figure 4-37 shows the temperature profile of the reactor as a function of reaction time. The
temperature rose from 83 ºC to 97 ºC in the first 8 minutes during the slaking reaction where
hydration of calcium oxide took place and then consistently decreased to 73 ºC during the
causticizing reaction.
Figure 4-37: Temperature Profile During the Slaking and Causticizing Reactions
50
60
70
80
90
100
0 30 60 90
Te
mp
era
ture
, ºC
Reaction Time, min

86
Samples were analyzed by XRD to characterize their chemical make-ups. Figure 4-38 (a) to (c)
shows the XRD spectra of samples. The first spectrum shows the diffraction pattern of R-Lime
“B” which consists of CaO and small amounts of Ca(OH)2. The second spectrum shows the
reaction 5 minutes after adding reburned lime to the reactor. The second spectrum includes
strong characteristic peaks of the less crystalline Ca(OH)2 and to a lesser degree CaCO3 that has
a higher degree of crystallinity. It is important to note that the area under the characteristic peaks
represents the relative mass percentage of each component. This shows that the slaking reaction
proceeded to completion and that the causticizing reaction progressed considerably after 5 min.
The spectrum also included minor characteristic peaks of CaO, which shows that a small portion
of CaO remained unreacted. The third spectrum shows that the sample that was taken after 60
minutes consists of CaCO3 with a minor quantity of Ca(OH)2. The results demonstrate the
progression of the slaking and causticizing reactions as expected and were used to interpret the
outcome of particle size distribution tests.
Figure 4-39 shows the effect of reaction time on the particle size distribution. The particle sizes
decreased as the reactions progressed. For example, the sample taken after a 5-minute reaction
was a mixture of Ca(OH)2 and CaCO3 with large particles, while the sample taken after 30
minutes was almost entirely made of CaCO3 and had smaller particles.
This finding challenges the common belief that the generation of smaller size Ca(OH)2 particles
during the slaking and causticizing reactions is the root cause of settling and filterability
difficulties [24]. The results show that the products of the slaking and causticizing reactions are
progressively smaller in size with increasing reaction progress. As shown in Section 4.5, it is also
important to note that the particle size of lime muds did not change considerably with increases
in the liming ratio, and, as a result, the current observation should be valid for a range of liming
ratios. This further suggests that even at high liming ratios relatively large-size Ca(OH)2 particles
are potentially produced, but these are unlikely to plug the precoat filters. Instead the presence of
unreacted free lime could possibly form CaCO3 within the filter medium (cloth) and eventually
clog-up the cloth, resulting in a low dewatering efficiency and lime muds with low solids
content.

87
Figure 4-38: The XRD Results of the Sample (a) Reburned Lime, (b) 5-Minute Slaking and Causticizing
Reactions, and (c) 60-Minute Slaking and Causticizing Reactions, R-Lime “B” ([CaO]/ [Na2CO3] =1)
(a) CaO
Ca(OH)2
20 30 40 50 60
600
400
200
0
Position [ºTheta]
Counts/s
CaO
20 30 40 50 60
200
100
0
Position [ºTheta]
(b)
Counts/s
Ca(OH)2CaCO3
20 30 40 50 60
400
200
0
Position [ºTheta]
(c)
Counts/s
Ca(OH)2CaCO3

88
Figure 4-39: Particle Size Distribution of Lime Mud Throughout the Slaking and Causticizing Reactions
([CaO]/ [Na2CO3] =1, 120 g/L Na2O TTA, and R-Lime “B”)
4.7 Zeta Potential
In the previous sections, the effect of different parameters on the settling and filterability of lime
muds was studied. The results confirmed the strong dependence of settling and filterability on
the liming ratio. The validity of several hypotheses and common beliefs were shown to be
incorrect; while settling and filterability are indeed influenced by solids content and particle size,
they are not the main causes of poor filtration of lime mud.
If the lime mud particle size is smaller than 10 µm, the surface charge on the particles, which is
often represented by the zeta potential (ζ), becomes more prominent, and the net attractive or
repulsive forces between particles can become as significant as gravitationally or
hydrodynamically induced forces. Since the lime mud particle size does not change considerably
with increases in the liming ratio, it was decided to study the effect of surface charge on the
settling and filterability. For these tests, the experimental procedure described in Section 3.7 was
followed.
0
20
40
60
80
100
0.01 0.1 1 10 100 1000
Vo
lum
e (
%)
Particle Diameter (µµµµm)
1-Minute
5-Minute
30-Minute
90-Minute
Reaction Time
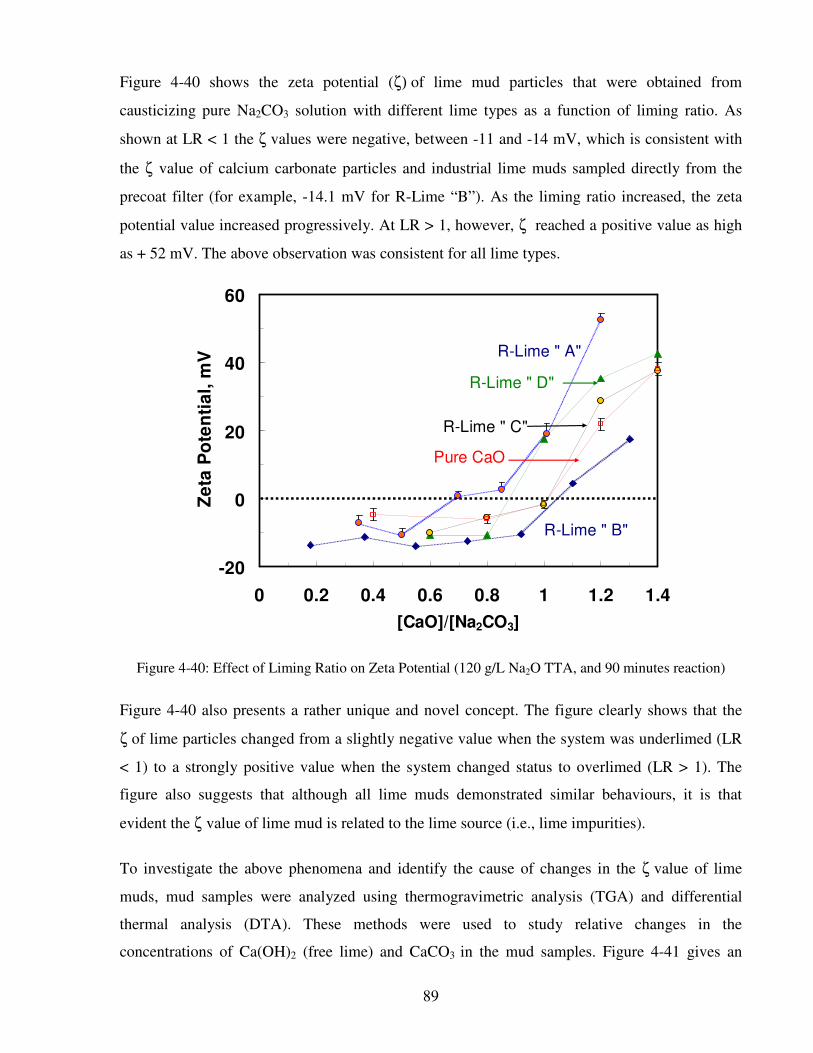
89
Figure 4-40 shows the zeta potential (ζ) of lime mud particles that were obtained from
causticizing pure Na2CO3 solution with different lime types as a function of liming ratio. As
shown at LR < 1 the ζ values were negative, between -11 and -14 mV, which is consistent with
the ζ value of calcium carbonate particles and industrial lime muds sampled directly from the
precoat filter (for example, -14.1 mV for R-Lime “B”). As the liming ratio increased, the zeta
potential value increased progressively. At LR > 1, however, ζ reached a positive value as high
as + 52 mV. The above observation was consistent for all lime types.
Figure 4-40: Effect of Liming Ratio on Zeta Potential (120 g/L Na2O TTA, and 90 minutes reaction)
Figure 4-40 also presents a rather unique and novel concept. The figure clearly shows that the
ζ of lime particles changed from a slightly negative value when the system was underlimed (LR
< 1) to a strongly positive value when the system changed status to overlimed (LR > 1). The
figure also suggests that although all lime muds demonstrated similar behaviours, it is that
evident the ζ value of lime mud is related to the lime source (i.e., lime impurities).
To investigate the above phenomena and identify the cause of changes in the ζ value of lime
muds, mud samples were analyzed using thermogravimetric analysis (TGA) and differential
thermal analysis (DTA). These methods were used to study relative changes in the
concentrations of Ca(OH)2 (free lime) and CaCO3 in the mud samples. Figure 4-41 gives an
-20
0
20
40
60
0 0.2 0.4 0.6 0.8 1 1.2 1.4
[CaO]/[Na2CO3]
Ze
ta P
ote
nti
al,
mV
R-Lime " C"
R-Lime " B"
R-Lime " D"
R-Lime " A"
Pure CaO

90
example of TGA/DSC results for lime muds obtained from the causticizing reaction of pure
Na2CO3 and pure CaO at LR = 1.4. The initial heat flow occurs at approximately 100 °C due to
the evaporation of moisture from the chemicals (dehydration). The second endothermic peak
shows a loss of mass at around 380 °C caused by the decomposition of Ca(OH)2. The third and
the most intense endothermic peak started at 650 °C and finished around 830 °C. This peak was
caused by the decomposition of CaCO3 to CaO.
Figure 4-42 plots the TGA weight loss profiles of lime mud obtained from the causticizing
reactions of CaO and Na2CO3 at different liming ratios. The weight loss due to decomposition of
Ca(OH)2 in mud samples increases with an increase in liming ratio, suggesting that causticizing
at higher liming ratios results in lime muds with a higher free lime (Ca(OH)2) content.
Figure 4-41: Weight Loss Profile for Lime Mud in Nitrogen (Pure CaO, [CaO]/ [Na2CO3] =1.4, 120 g/L
Na2O TTA, and 90 minutes reaction)
-12
-10
-8
-6
-4
-2
0
2
0
20
40
60
80
100
120
0 200 400 600 800 1000
He
at,
W/g
We
igh
t L
os
s, %
Temperature, ºC

91
Figure 4-42: TGA of Lime Mud Samples (Pure CaO, 120 g/L Na2O TTA, and 90 minutes reaction)
Figure 4-43 shows the Ca(OH)2 content of mud samples as a function of liming ratio for different
lime sources. Similar to above, the results indicate that with an increase in the liming ratio, the
free lime (Ca(OH)2) content increased.
Figure 4-43: Free Lime Contents as a Function of Liming Ratio
50
60
70
80
90
100
0 200 400 600 800 1000
We
igh
t L
os
s, %
Temperature, OC
0.40.811.21.4
[CaO]/[Na2CO3]
0
5
10
15
20
25
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
Ca
(OH
) 2,
wt%
[CaO]/[Na2CO3]
Pure CaO
R-Lime "A"
R-Lime "B"
R-Lime "C"
R-Lime "D"

92
These results are consistent with literature findings that the Ca2+
concentration has a profound
effect on the ζ of particles [68, 72]. It has been shown that increasing Ca2+
concentration in the
slurry causes the ζ to shift toward a more positive value due to the Ca2+
adsorption on the
negative sites on the calcite surface. Huang et al. [118] demonstrated that increasing Ca2+
in the
suspension makes the calcite surface more positively charged (i.e., increasing ζ) until the calcite
surface was saturated with Ca2+
ions.
Vergouw et al. [119] reported that the settling rate of galena (lead ore mineral) decreased in the
presence of Ca2+
ions. Huang et al. [118] also showed that the adsorption of Ca2+
onto calcite
particles is due to the strong affinity of Ca2+
for the calcite surface. That is, the Ca2+
ions
penetrate into the hydrolyzed layer, replace the water at the surface, and directly bind to the
calcite surface. As shown in Sections 4.2 and 4.3, lime mud settling and filtration rates decreased
noticeably with an increase in the liming ratio. In addition, as shown in Figure 4-27, the two
points with particle diameters of 20.6 µm (LR=0.18 and LR=0.92) display very different settling
velocities (7.2 cm/min and 0.34 cm/min), this behaviour is due to their differing zeta potential
values (Figure 4-40). The current findings, along with other evidence [119], suggest that lime
mud settling and filtration rates are strongly related to the concentration of Ca2+
ions in the
system. This further confirms that causticizing at higher liming ratios results in a higher free lime
(Ca(OH)2, or Ca2+
ions) content. This in turn changes the ζ value of lime mud and it makes
difficult to settle and filter.
Although different lime types demonstrated similar behaviour, the influence of lime sources on
the value of ζ was evident. Generally, polyvalent ions (e.g., PO43-
, HPO42-
, SO42-
, CO32-
, Mg2+
,
Ca2+
) tend to change the surface charge due to adsorption onto the opposite charged surface sites
and/or precipitation of another mineral onto the calcite surface. This means that the presence of
other ions as impurities depending on the type of ion and its concentration in the lime can alter
the ζ and have an effect on the mud settling and filterability.
Figure 4-44 shows the relationship between ζ and free lime contents of mud samples produced
from different sources of lime. In all five cases, increasing the free lime resulted in a higher ζ,
suggesting that a larger liming ratio may in fact increase the repulsive force between particles,
which hinders lime mud settling and filterability. Within the limits of experimental error, the
relationship between the free lime content and the ζ of the mud solution appears to be linear (R2
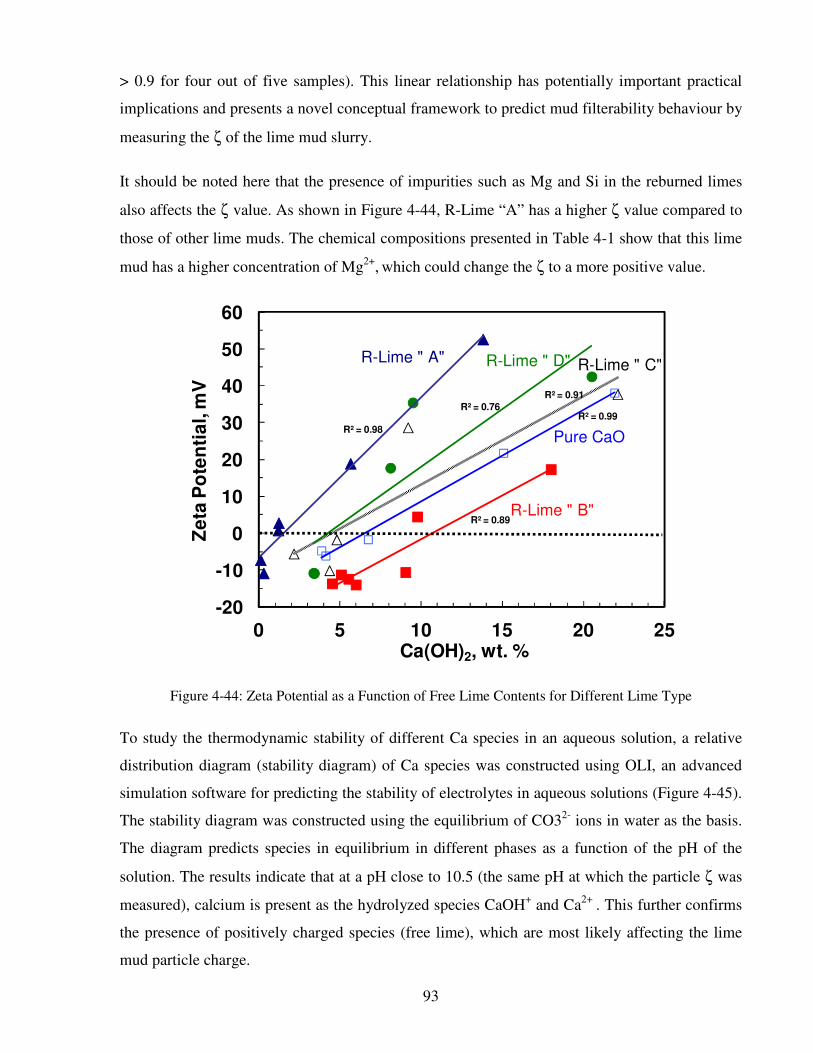
93
> 0.9 for four out of five samples). This linear relationship has potentially important practical
implications and presents a novel conceptual framework to predict mud filterability behaviour by
measuring the ζ of the lime mud slurry.
It should be noted here that the presence of impurities such as Mg and Si in the reburned limes
also affects the ζ value. As shown in Figure 4-44, R-Lime “A” has a higher ζ value compared to
those of other lime muds. The chemical compositions presented in Table 4-1 show that this lime
mud has a higher concentration of Mg2+
, which could change the ζ to a more positive value.
Figure 4-44: Zeta Potential as a Function of Free Lime Contents for Different Lime Type
To study the thermodynamic stability of different Ca species in an aqueous solution, a relative
distribution diagram (stability diagram) of Ca species was constructed using OLI, an advanced
simulation software for predicting the stability of electrolytes in aqueous solutions (Figure 4-45).
The stability diagram was constructed using the equilibrium of CO32-
ions in water as the basis.
The diagram predicts species in equilibrium in different phases as a function of the pH of the
solution. The results indicate that at a pH close to 10.5 (the same pH at which the particle ζ was
measured), calcium is present as the hydrolyzed species CaOH+ and Ca
2+ . This further confirms
the presence of positively charged species (free lime), which are most likely affecting the lime
mud particle charge.
R² = 0.98
R² = 0.89
R² = 0.99
R² = 0.91
R² = 0.76
-20
-10
0
10
20
30
40
50
60
0 5 10 15 20 25
Ze
ta P
ote
nti
al,
mV
Ca(OH)2, wt. %
R-Lime " A" R-Lime " D"
R-Lime " B"
Pure CaO
R-Lime " C"

94
Figure 4-45: Species Distribution Diagram as a Function of pH
Figure 4-46 plots the average settling rate of lime mud particles as a function of zeta potential.
The average settling rate was determined from the slope of the settling curves. The batch settling
tests were carried out at a constant solids concentration of 20 wt. % as a function of the liming
ratio. A point on this curve represents the settling velocity of lime mud at a specific liming ratio.
This figure indicates a sharp drop in the settling velocity of lime mud with an increase in the ζ
from -14 to -5 mV. As the ζ increases, the settling velocity decreases slowly to a small value. For
a given lime mud source, the average settling rate is much greater when the ζ is negative than
when it is positive. The decrease in the settling rate, however, becomes less pronounced as the ζ
becomes positive.
Figure 4-47 shows the filtration rate of produced lime mud as a function of ζ. Results indicate a
good inverse linear relationship between these two parameters. It is apparent that an increase in
the ζ, which is directly related to an increase in the liming ratio, leads to a decrease in the
filtration rate of the lime mud from 2.1 to 0.6 g/s.
-6
-5
-4
-3
-2
-1
0
3 5 7 9 11 13
Lo
g C
on
ce
ntr
ati
on
(m
ol/
L)
pH
CaCO3 (s)Ca 2+
H2CO3
HCO3-
CaHCO3+
CaOH+
CaCO3 (Aq)
CO32-

95
Figure 4-46: Average Settling Velocity vs. Zeta Potential of Particles (Constant Concentration: 20 wt. %,
120 g/L Na2O TTA, and 90 minute reaction)
Figure 4-47: Filtration Rate vs. Zeta Potential of Particles (Constant Concentration: 20 wt. %, 120 g/L
Na2O TTA, and 90 minutes reaction), R-Lime “A”, R-Lime “B”, and Pure CaO
0
0.1
0.2
0.3
0.4
0.5
-20 0 20 40 60
Se
ttli
ng
Ve
loc
ity,
cm
/min
ζζζζ, mV
R-Lime " A"R-Lime " D"
Pure CaO
R-Lime " B"
R-Lime " C"
y = -0.04x + 1.48R² = 0.94
0
0.5
1
1.5
2
2.5
-20 -10 0 10 20 30
Fil
tera
tio
n R
ate
, g
/s
ζζζζ, mv

96
Figure 4-48 shows the correlation between the ζ of lime mud particles and causticizing
efficiency (CE) at a specific liming ratio for different lime types. The CE values and ζ values
were determined from Figure 4-24 and Figure 4-40, respectively. The results suggest that ζ value
increases as CE increases. As shown, the graph can be divided into three sections. At the left side
of the graph, where CE values increased significantly, the ζ of particles were negative. However,
the lower the CE values, the more negative were the ζ values. This indicates that increasing the
CO32-
concentration would cause the ζ to shift to more negative values. There is a maximum
efficiency that could be attained for a given lime approximately at the zero value for ζ. This
implies that the zero ζfor lime mud occurs when the concentration of Ca2+
ions in the suspension
equals the concentration of CO32-
ions. Subsequently, while the ζvalues increased significantly,
the CE remained at the same value indicating that the increased Ca2+
concentration caused the ζ
to shift to more positive values. Hence, the magnitude of the ζ depended on the actual Ca2+
and
CO32-
concentrations.
Figure 4-48: CE vs. Zeta Potential of Particles (120 g/L Na2O TTA, and 90 minutes reaction), R-Lime
“A”, R-Lime “B”, and Pure CaO
Once the maximum possible CE was obtained, there would be no further reaction between
Ca(OH)2 and Na2CO3. Adding more lime (Ca(OH)2) than the maximum amount would overlime
0
20
40
60
80
100
-20 -10 0 10 20 30 40 50 60
CE
, %
ζζζζ ,mV
Pure Lime
R-Lime"A"
R-Lime"B"

97
the system, while adding less lime would underlime the system. As a result, there exists a
maximum liming ratio above which the system would be overlimed. Thus, the higher the ζ, the
easier it would be for the system to be overlimed.

98
5 Relationship between Zeta Potential and Kozeny
Coefficient
Results presented in Chapter 4 suggest that the zeta potential (ζ) of lime mud affects its settling
characteristics. In order to gain a better understanding of this phenomenon, a theoretical model
was used to predict the settling rate of mud particles. To plot a batch settling curve, i.e., the
change in the height of the interface between the supernatant (clear liquid) and the settling
suspension with respect to time, the Holdich and Butt model [30] was adapted. A description of
the theory of the batch settling curve and their mathematical model is provided in Section 2.1.1.
The model was modified by comparing the theoretical settling rates with the experimental data.
A linear relationship was then established between the ζ and the Kozeny coefficient to account
for the effect of particle surface charge on the settling rate.
5.1 Results and Discussion
5.1.1 General Approach
Experimental results which have been presented in Section 4.5 show that the liming ratio has
little effect on the particle size distribution. To compliment the experimental results with an
analytical study using the Holdich and Butt model, batch settling curves were plotted and
compared with the experimental settling curves. The experimental data used were settling test
results of the lime mud that was obtained from causticizing pure Na2CO3 solution with Mill B
lime as a function of liming ratio at a constant concentration of 6 wt. % (Figure 4-11).

99
Figure 5-1 shows a comparison between the experimental data for the highest and the lowest
liming ratios and the theoretical curves for the smallest and largest particle diameters detected in
the lime mud samples. As shown, there was a significant difference between the experimental
and theoretical settling rates, suggesting that the low settling rate as a result of an increase in the
liming ratio was not only due to the particle size.
Figure 5-1: Theoretical and Experimental Settling Rates
5.1.2 Kozeny Coefficient
To better understand the cause of the discrepancy between the experimental and predicted
settling curves, a parametric study was conducted to examine the effect of the Kozeny coefficient
variation on the settling rate.
The particles were assumed to be spherical with a diameter of 15 µm and density of 2600 kg/m3
that were settling in a water column with a height of 13.0 cm at an initial concentration of 5 % by
volume. The predicted settling curves for different values of the Kozeny coefficient (K) are
shown in Figure 5-2.
0
5
10
15
0 10 20 30Time, min
Inte
rfa
ce
He
igh
t, c
mExperimental Data - Smallest
and Largest Liming Ratio
Calculated - Largest and
Smallest Particle Diameter

100
Figure 5-2: Effect of Kozeny Coefficient on Settling Curve (Particle Diameter = 15 µm, and Initial
Concentration = 5 % v/v)
The results indicate that with an increase in K, the settling rates of particles increased
significantly. This finding suggests that changes in the value of K may be responsible for the
observed deviation between theoretical predictions and the experimental data in Figure 5-1. To
evaluate this hypothesis, the theoretical settling curves were fitted to the experimental data based
on the least square analysis while using K as the fitting parameter.
The values of K obtained for different liming ratios and the calculated settling curves are given
in Table 5-1 and Figure 5-4, respectively. According to Table 5-1, K appears to increase with
increasing ζ of lime mud samples. This relationship is better illustrated in Figure 5-3 where a
strong linear correlation (R2 = 0.90) between the K and ζ of samples is observed.
It should be noted that the Kozeny coefficient K is inversely proportional to the permeability
coefficient k according to Equation (8). k, in turn, depends on fluid density and material porosity
according to Darcy’s law (Equation (11)). A greater Kozeny coefficient means a lower
permeability and a lower rate of fluid flowing through a material, or slower settling and
dewatering rates.
0
2
4
6
8
10
12
14
0 20 40 60
Inte
rfa
ce
He
igh
t, c
m
Time, min
K=1.75
K=3.36
K=5
K=15
K=23

101
It is expected that if ζ values show a higher negative value (due to the presence of ions that cause
the surface charge of lime mud particles to become negatively charged), the Kozeny coefficient
will be increased. This means that the relationship between ζ and Kozeny coefficients could be
hyperbolic. However, this cannot be confirmed with the limited data shown in Figure 5-3,
because no experiments were conducted in this study that could produce high negative ζ values.
Table 5-1: Summary of Zeta Potential of Particles and Estimated Kozeny Coefficients
Liming Ratio, LR ζ, mV Kozeny Coefficient, K 0.38 -11.3 1
0.73 -12.4 1.5
0.92 -10.6 2.5
1.1 +4.5 3.4
1.3 +17.3 5
For smaller particles, the interparticle forces are expected to play a dominant role in the settling
and packing of particles. By increasing the ζ, the particles separate from each other due to their
stronger repulsive forces [120]. Hence, the net effect of such particle-particle interactions would
resemble that of increased particle size and consequently an increase in K.

102
Figure 5-3: Linear Relationship between Zeta Potential and Kozeny Coefficient
Figure 5-4: Experimental and Calculated of Lime Mud Settling Curves (Mill B Lime at a Constant
Concentration of 5 % v/v)
y = 0.12x + 2.96R² = 0.90
0
1
2
3
4
5
6
-20 -10 0 10 20
Ko
ze
ny C
oe
ffic
ien
t
ZP, mV
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30
Time, min
Inte
rfa
ce
He
igh
t, c
m
Experimental 0.38
Calculated 0.38
Experimental 0.73
Calculated 0.73
Experimental 0.92
Calculated 0.92
Experimental 1.1
Calculated 1.1
Experimental 1.3
Calculated 1.3
Liming Ratio

103
5.2 Parametric Study: Effect of Particle Size and Concentration
5.2.1 Effect of Particle Size on Settling Rate of CaCO3 Particles
A parametric study was performed to determine the effect of particle size on the settling of
CaCO3 particles using the analytical methods described above. Figure 5-5 shows the effect of the
particle size on the settling rate of mud particles. In this figure, the particle diameter was varied
from 2 to 75 µm while the Kozeny coefficient was kept constant at 2.5 (K value at LR = 1). As
expected, the settling rate increased steadily as the particle size decreased. For larger particle
sizes, the particle settling occurred more quickly. For particles of 75 µm, for example, the
interface height decreased from 14 cm to 1 cm within the first minute and was constant
thereafter. For particles of 2 µm, on the other hand, the interface height did not decrease much
even after 30 minutes.
In practice, particles smaller than 2 µm settle more slowly than what is predicted by Stokes’ law,
and particles less than 1 µm in size do not settle at all [32]. On the other hand, at a particle
diameter greater than 100 µm (i.e., a Reynolds number > 0.2) the degree of turbulence becomes
more important [34]. Thus, the particle velocity is lower than that predicted by Stokes’ law.
Figure 5-6 shows the settling velocities calculated as the slope of the settling curves within the
zone settling regime. The results are consistent with Equation (9), which predicts that the settling
velocity increases proportional to dp2.
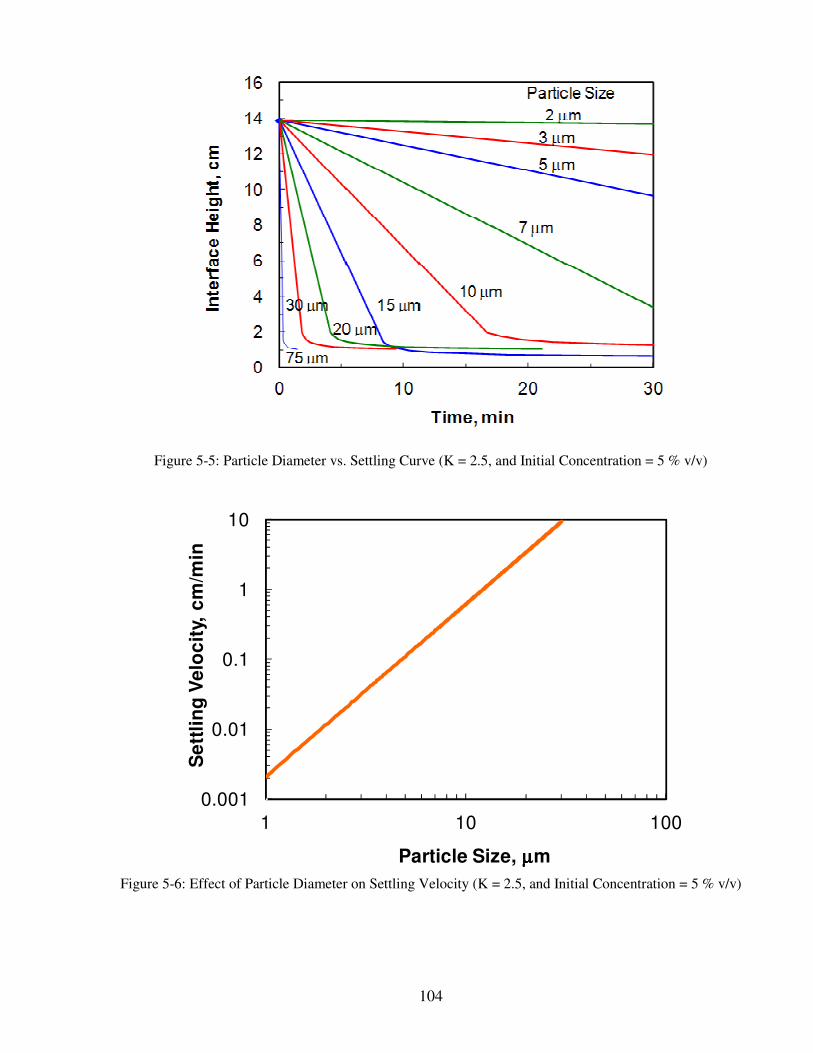
104
Figure 5-5: Particle Diameter vs. Settling Curve (K = 2.5, and Initial Concentration = 5 % v/v)
Figure 5-6: Effect of Particle Diameter on Settling Velocity (K = 2.5, and Initial Concentration = 5 % v/v)
0.001
0.01
0.1
1
10
1 10 100
Se
ttli
ng
Ve
loc
ity,
cm
/min
Particle Size, µµµµm

105
5.2.2 Effect of Initial Solids Content on Settling Rate of CaCO3 Particles
Figure 5-7 shows the effect of the initial solids content on the settling rate for spherical CaCO3
particles with a diameter of 15 µm and a density of 2600 kg/m3 at different initial solids contents
ranging from 1 to 50 % v/v. A constant Kozeny coefficient of 2.5 (K value at LR = 1) was used
in this case. Settling curves were plotted using the analytical method described in Section 5.1.2.
In general, hindered settling occurred when the particle concentration was greater than 1 % v/v.
Particles did not settle if the sediment concentration was in excess of 60 % solids, and the more
diluted the slurry had higher settling rates. Therefore, the most commonly used values are
typically between 20 and 30 % v/v, as diluting to lower values would result in increased volume
capacities of the settling vessels.
As expected, the settling rate of particles decreased progressively as the concentration of the
suspension was increased. The higher concentration samples gave slower particle settling rates.
At 1 % v/v, the interface height dropped from 14 cm to 0.5 cm within the first minute and
became constant thereafter. At 50 % v/v, on other hand, the interface height changed only
slightly after the first 30 minutes.
The settling velocities were calculated as the slope of the settling curves within the zone settling
regime (Figure 5-8). The results indicate that, as predicted from Equation (9), increasing the
solids content from 1 to 50 % v/v decreased the settling rate proportional to (1– C)3/C.

106
Figure 5-7: Initial Solids Content vs. Settling Curve (Particle Diameter = 15 µm, K = 2.5)
Figure 5-8: Effect of Initial Solids Content on Settling Velocity (Particle Diameter = 15 µm, K = 2.5)
0
5
10
15
0 20 40 60 80 100
Se
ttli
ng
Ve
loc
ity,
cm
/min
(1-C)3/C

107
6 Practical Implications
This study confirms that the mud settling rate and filterability decrease with an increase in liming
ratio. The decrease is much more notable as the liming ratio exceeds a critical level determined
by the causticizing equilibrium. Poor mud settling and filterability are not caused by the small
particle size of Ca(OH)2 (free lime) as commonly believed, but by an increase in the zeta
potential of Ca(OH)2-containing mud particles. The zeta potential of the particles changes from
slightly negative when the system is underlimed to strongly positive when the system is
overlimed.
The study also identifies a linear relationship between the zeta potential and the free lime content
for different sources of lime. This implies that operating the causticizing system near the
isoelectric point (zero zeta potential) would result in an optimum coagulation of charged
particles, which should improve the settling and filterability. Therefore, measuring the zeta
potential of the lime mud could estimate the free lime content and also avoid lime mud
filterability issues caused by overliming. This concept can be used in the development of a
practical tool for monitoring and adjusting lime addition to the slaking and causticizing vessels.
The new method is expected to provide a reliable and accurate replacement for the current
method of identification of overliming in pulp mills, known as the “5-minute settling test” [21].
The test procedure was described in Section 3.2.1.

108
7 Conclusions and Recommendations
7.1 Conclusions
A systematic laboratory study was carried out to examine the effect of liming ratio on the settling
rate and filterability of the lime mud produced by causticizing aqueous solutions of Na2CO3 with
pure and reburned limes from four different Canadian kraft mills. The main conclusions are
summarized as follows:
• Lime mud settling and filtration rates decreased with an increase in liming ratio,
regardless of lime type. The decrease was much more noticeable as the liming ratio
exceeded the overliming threshold.
• Overliming is the leading cause of settling and filterability difficulties.
• The slower settling was caused by both the higher liming ratio and the higher solids
concentration.
• There was no significant change in lime mud particle size with an increase in liming
ratio.
• Low settling rate and poor filterability are not caused by the small size of free lime
particles as commonly believed. They are rather caused by an increase in the zeta
potential of free lime particles.
• The zeta potential of lime particles changed from slightly negative to strongly positive
when the system state changed from underlimed to overlimed.
• The increasing trend between zeta potential and free lime content of the samples suggests
that the zeta potential measurements could be used to identify overliming.
• The magnitude of the zeta potential depends on the actual Ca2+
and CO32-
concentrations,
and the presence of impurities may considerably change the zeta potential of lime mud
particles.

109
• A zeta potential meter can be a practical tool for monitoring and adjusting lime addition
to the slaking and causticizing vessels in order to obtain optimum operating conditions in
the dewatering process.
• A batch settling curve was plotted using the Holdich and Butt model. A linear
relationship between zeta potential and Kozeny coefficient was established to correct the
effect of particle surface charge on the settling rate.
7.2 Recommendations
The present work identified several items for further investigation. These are outlined below:
• This work investigated the effect of liming ratio on the settling rate, filterability, and
characteristic properties of lime mud produced by causticizing aqueous solutions of
Na2CO3 with pure and reburned limes. It is suggested to further extend this work by
performing additional tests and studying the effect of liming ratio on the lime mud
dewatering by causticizing a solution of Na2CO3 and Na2S (green liquor) with pure and
reburned limes.
• It is recommended to study the effect of NPE (as impurities such as Mg, Si, P, Al, Fe) on
the lime mud properties and dewatering characteristics.
• It is important to study the effect of the type and concentration of impurities on the zeta
potential of lime mud samples. In an aqueous medium, zeta potential is also strongly
influenced by sample pH. The effect of pH on zeta potential measurements should also be
investigated.
• An experimental filterability apparatus should be developed to control cake thickness.
This would be useful in investigating the cake moisture content as a function of liming
ratios. It is recommended to conduct experiments to study the relationship among the
liming ratios, the cake moisture content, and the zeta potential of particles. The results
could be useful to finding optimum operating conditions of lime mud dewatering
processes.
110
• In the present work, physical and chemical properties of lime mud were studied after
drying the samples in an oven. It is suggested to study mud characteristics in wet
samples.
• It is strongly recommended to use the findings of this work to develop an analytical
method for determining overliming by the measurement of zeta potential.

111
8 Reference
1. Biermann, C. J., “Essential of Pulping and Papermaking”, Academic Press, San Diego,
1993.
2. Tran, H. N., Vakkiainnen, E. K., “Advances in the Kraft Chemical Recovery Process”, The
3rd
International Colloquium on Eucalyptus Pulp, Belo, Horizonte, Brazil, March 2007.
3. Tran, H. N., “The kraft Recovery Process”, Tappi Kraft Recovery Short Course, Tappi
Press, St. Petersburg, Florida, January 8-11, 2007.
4. Tran, H. N., “Energy and Chemical Recovery”, Chemical Engineering (CHE 564), Pulp
and Paper Course Notes, University of Toronto, Spring 2009.
5. Sanchez, D., “Recausticizing: Principles and Practice”, Tappi Kraft Recovery Short
Course, Tappi Press, St. Petersburg, Florida, January 8-11, 2007.
6. Papermaking Science and Technology: Chemical Pulping, Chapter 14, White liquor
Preparation, Book 6B, 2000: B133-202.
7. Adams, T.N., “Lime Kiln Principles and Operations”, TAPPI Kraft Recovery Course,
TAPPIPress, 2009.
8. Llyod, P. J., and Ward, A. S., “Filtration Applications of Particle Characterization”, AIChE
Series, 171(73), 1975: 6-12.
9. Tadros, M. E., and Mayes, I., “Effect of Particle Properties on Filtration of Aqueous
Suspensions”, Proceeding of the International Symposium on Fine Particle Processing,
Las Vegas, NV, 1980: 1583-1593.
10. Puttock, S. J., Frane A. G., Fell, C. J. D., Robins, R. G., and Wainwright, M. S., “Vacuum
Filtration and Dewatering of Alumina Tihydrate – The Role of Cake Porosity and Material
Phenomena”, International Journal of Mineral Processing, 17, 1986: 205-224.
11. Rong, R. X., and Hitchins, J., “Preliminary Study of Correlation between Fine Coal
Characteristics and Properties and their Dewatering Behaviour”, Minerals Engineering,
8(3), 1995: 293-309.
12. Ives, K. J., and Gregory, J., “Surface Forces in Filtration”, Journal of the Society for Water
Treatment and Examination, 15, 1996: 93-116.
13. Dolina, L. F., and Kaminski, V. S., “Influence of the Electrokinetic Charge Potential of
Particles on Dewatering Processes”, Coke Chem., 1, 1974: 8-11.
14. Ayub, A. L., and Sheppard, J. D., “Dewatering of Fuel Grade Peat with Surfactants –
Adsorption and Electrokinetics”, Colloid and Surfaces, 18, 1986: 43-52.

112
15. Chen, W.-J., “Effect of Surface Charge and Shear during Orthokinetics Flocculation on the
adsorption and Sedimentation of Kaolin Suspension in Polyelectrolyte Solutions”,
Separation Science and Technology, 33, 1998: 569-590.
16. Henderson, A. F., Cornell, C. F., Dunyon, A. F., and Dahlstrom, D. A., “Filtration and
Control of Moisture Content on Taconite Concentrates”, Tran. AIME, 204, 1957: 349-355.
17. Wakeman, R.J., “Filtration Post Treatment”, Elsevier, Amsterdam, 1975.
18. Wheelock, T. D., and Drzymala, J., “Coal Hydrophobicity and its Role in Filtration and
Dewatering”, Filtration and Separation, 28 (3), 1991: 351-354.
19. Rushton A., Hosseini, M., and Hassan, I., “The Effect of Velocity and Concentration on
Filter Cake Resistance”, Journal of Separation Processes Technology, 1, 1980: 35-41.
20. Stroh, G., and Stahl, W., “Effect of Surfactants on Filtration Properties of Fine Particle”,
Filtration and Separation, 27 (3), 1990: 197-199.
21. Angevine P. A. “How to Troubleshoot Problems that Arise in Mill Causticizing Systems”,
Pulp and paper, 128 (Dec.), 1979: 128-129,134.
22. Riberio, J. C., Santos, S., and Tran, H. “Experience of Low Mud Solids Problems at a Kraft
Pulp Mill”, Proceeding of the International Chemical Recovery Conference, Quebec City,
Canada, May 29-June 1, 2007: 567-573.
23. Dorris, G. M., and Allen, L. H., “The Effect of Reburned Lime Structure on the Rates of
Slaking, Causticizing and Lime Mud Settling”, Journal of Pulp and Paper Science, 11(4),
1985: J89-J98.
24. Dorris, G. M., “The Physical Characterization of Hydrated Reburned Lime and Lime Mud
Particles”, Journal of Pulp and Paper Science, 19(6), 1993: 256-167.
25. Campbell, A. J., “The Effects of Lime quality and Dosage on Causticizing and Lime Mud
Settling Properties”, Pulp & Paper Canada, 86(11), 1985:67-71.
26. Ruashton, A., Ward, A.S., and Holdich, R.G., “Solid-Liquid Filtration and Separation
Technology”, VCH Weinheim, 1996.
27. Stokes, G.G., Mathematical and Physical Papers, 3, Cambridge University Press,
Cambridge, 1891.
28. Richardson, J. F., and Zaki, W. N. “Sedimentation and Fluidization”, Trans. Inst. Chem.
Engers., 32, 1954: 35 -53.
29. Coe, H.S, and Clevenger, G.H., “Methods for Determining the Capacities of Slime Settling
Tanks”, Trans. Am. Inst, Mining Engrs, 55, 1916: 356-384.
30. Holdich, R.G., and Butt, G., “Solid/Liquid Separation by Sedimentation”, Journal of
Process Mechanical Engineering, 211, 1997: 43-52.

113
31. Kynch. G. J., “A Theory of Sedimentation”, Trans. Faraday Society, 48, 1952: 166-176.
32. Holdich, R.G “Fundamentals of Particle Technology”, Midland Information Technology
and Publishing, Nottingham, UK, 2003.
33. Holdich, R.G., and Butt, G., “Experimental and Numerical Analysis of a sedimentation
Forming Compressible Compacts”, Separation Science and Technology, 23(13), 1997:
2149-2171.
34. Coulson, J. M., Richardson, J.F., and Harker, J.H. “Chemical Engineering”, V. 2, Ed.5th
,
Oxford, Boston, Btterworth-Henemann, 1996.
35. Wakeman, R., “The influence of Particle Properties on Filtration”, Separation purification
Technology, 58, 2007: 234-241.
36. Holdich, R.G., “Rotary Vacuum Filter Scale-up Calculations and the Use of Computer
Spreadsheets”, Filtration & Separation, November and December, 1990: 435-439.
37. Kozeny J., Sitzber. Akad. Wiss. Wien, Math-naturnw. kl (Abt. Ha), 136, 1927:271.
38. Theliander, H., “On the Filtration Properties of Lime Mud”, Nordic Pulp and Paper
Research Journal, 5(2), 1990: 74-82.
39. Wang, W., and Chase, G. G., “Using Zeta Potentials to Characterize Filter Performance”,
Microscale Physiochemical Engineering Center (MPEC), The University of Akron, 2004.
40. Israelachivili, J.N., “Adhesion Forces between Surface in Liquid and Condensable
Vapours”, Surface Science Report, A review Journal, 14(3), 1992.
41. Butt, H._J., Graf, K., and Kappl, M., Physics and Chemistry Interface, Weinheim : Wiley-
VCH ; Chichester : John Wiley, 2003.
42. Hough, D.B., and White, L.R., “The Calculation of Hamaker Constant from Lifshitz
Theory with Application to Wetting Phenomena”, Adv. Colloid Interf. Sci., 14(3), 1980.
43. Goodwin, J.W., “Colloidal Dispersions”, Special Publication, 43, 1981
44. Aplan, F.F., and Fuerstenau, M.D, “Froth Flotation”, Fuerstenau, D.W., ed. AIME, New
York, 1962:170, 173.
45. Chapman, D. L., Phil. Mag. 25(6), 1913:475.
46. Stern, O.Z, .Electrochem, 30, 1924:508.
47. Hunter, R.J., “Zeta Potential in Colloid Science, Principles and Application”, Academic
Press, London, 1981.
48. Kruyt, H.R., Editors, Colloid Science, 1, 1952: 159, 199, 206

114
49. Henry, D.C, “The Cataphoresis of Suspended Particles, Part I: The Equation of
Cataforesis”, Proc. Roy. Soc., 133, 1931:106-129.
50. Overbeek, J.Th.G., “Colloid Science”, Elsevier, Amsterdam, 1952.
51. Michaels, A.S., and Bolger, J.C., “Settling Rates and Sediment Volumes of Flocculated
Kaolin Suspension”, Industrial Engineering Chemistry & Fundamentals, 1(1), 1962: 24-33.
52. Gaudin, A.M., and Fuerstenau, D.W., “The Transviewer-X-rays to Measure Suspended
Solids Concentration”, Engineering and Mining Journal, 159(2), 1958: 110-112.
53. Firth, B.A., “Flow Properties of Coagulated Colloidal Suspensions, II. Experimental
Properties of the Flow Curve Parameters”, Journal of Colloid and Interface Science, 57 (2),
1976: 257-265
54. Firth, B.A., and Hunter, R.J., “Flow Properties of Coagulated Colloidal Suspensions, II.
The Elastic Floc Model”, Journal of Colloid and Interface Science, 57 (2), 1976: 266-275.
55. Wright, H.J.L., and Kitchener, J.A., “The Problem of Dewatering Clay Slurries: Factors
Controlling Filterability”, Journal of Colloid and Interface Science, 56, 1976:57.
56. Fuerstenau, M.D., Gaudin, A.M., and Miaw, H.L., “The Influence of Alumina Slimes on
Galena Flotation,” American Institute of Mining, Metallurgical and Petroleum
Engineering, 211, 1958: 792 -795
57. Yopps. J.A., and Fuerstenau, D.W., “The Zero Point Charge of Alpha-alumina” Journal of
Colloid Science, 19 (1), 1964: 61-71
58. Boynton, R.S., “Chemistry and Technology of Lime and Limestone”, John Wiley & Sons,
INC., New York, 1980, Chapter Nine.
59. Hanson, C, and Theliander, H., “Properties and Quality of Lime, Part I: Influence of
Conditions during Reburning”, Nordic Pulp and Paper Research Journal, 9(3), 1994: 161-
166, 195.
60. Hanna, H. S., and Somasundaran, P., “Flotation of Salt Type Minerals”, Floatation –
Memorial Volume, 8, 1976: 197-272.
61. Madsen, L., “Surface Charge of Calcite”, Encyclopedia of Surface and Colloid Science,
Dekker, New York, 2002.
62. Somasundaran, P., and Agar, G. E., “The Zero Charge of Calcite”, Journal of Colloid
Interface Science, 24, 1967: 433-440.
63. Thompson, D. w., and Pownall, P. G., “Surface Electrical charges of Calcite”, Journal of
Colloid Interface Science, 131(1), 1989: 74-82.

115
64. Somasundaran, P., Amankonah, K., P., and Ananthapadmabhan, K., P., “Mineral –
Solution Equilibria in Sparingly Soluble Mineral System”, Colloid and Surfaces, 15, 1985:
309-333.
65. Eriksoon, R., Merta, J., and Rosenholm, J., B., “The Calcite/Water Interface I. Surface
Charge in Indifferent Electrolyte Media and the Influence of Low-molecular-weight
Polyelectrolyte”, Journal of Colloids and Interface Science, 313, 2007: 184-193.
66. Berlin, T. S., and Khabakov, A. V., “Difference in Electro-kinetic Potentials of Carbonate
Sedimentary Rocks of Different Origin and Composition”, Geochemistry, 3, 1961: 217-
230.
67. Siffert, B., and Fimbel, P., “Parameters Affecting the Sign and the Magnitude of the
Electrokinetic Potential of Calcite”, Colloid and Surfaces, 11, 1984: 377-389.
68. Smallwood, P. V., “Some Aspects of the Surface Chemistry of Calcite and aragonite, Part
I: An Electrokinetic Study”, Colloid Polymer Science, 255, 1977: 881-886.
69. Foxall, T., Peterson, G. C., Rendall, H. M., and Smith A. L., “Charge Determination of
Calcium Salt/ Aqueous Solution Interface”, Journal of the Chemical Society, Faraday
Transactions, 75 (I), 1979: 1034-1039.
70. Thompson, W. D., and Pownall, G. P., “Surface Electrical Properties of Calcite”, Journal
of Colloids and Interface Science, 131, 1989: 74-82.
71. Pierre, A., Lamarche, J. M., Mercier, R., and Foissy, A., “Calcium as Potential
Determining Ion in Aqueous Calcite Suspensions”, Journal of Dispersion Science and
Technology, 11, 1990: 611-635.
72. Stipp, S. L., and M. F. Hochella, Jr., “Structure and Bonding Environments at the Calcite
Surface as Observed with X-Ray Photoelectron Spectroscopy (XPS) and Low Energy
Electron Diffraction (LEED)”, Geochimica et Cosmochimica Acta, 55(6), 1991: 1723-1736
73. Cicerone, D. S., Regazzoni, A. E., Blesa, M. A., “Electrokinetic Properties of the
Calcite/Water Interface in the Presence of Magnesium and Organic Matter”, Journal of
Colloids and Interface Science, 154, 1992: 423-433.
74. Amankonah, K., P., and Somasundaran, P., “Effect of Dissolved Mineral Species on the
Electrokinetics Behaviour of Calcite and Apatite”, Colloid and Surfaces, 15, 1985: 335-
353.
75. Fuerstenau, D. W., and Herrera-Urbina, P. R., “The Surface Chemistry of Bastnesite, Barite
and Calcite in Aqueous Carbonate Solutions”, Colloids and Surfaces, 68, 1992:95-102.
76. Olsen, J. C., and Direnga, O. G., “Settling Rate of Calcium Carbonate in the Causticizing
of Soda Ash”, American Chemical society: Industrial & Engineering Chemistry, 33, 1941:
204-218.

116
77. Wernqvist, A., and Theliander, H., “On the Kinetics of the Causticizing Reaction”, Journal
of Pulp and Paper Science, 20, 1994: 301-315.
78. Kokkila, A. K., and Laapas, H. R., “Effect of Particle Characteristics on the Dewatering of
Lime Mud”, Filtration & Separation, 23(5), 1986: 284-287.
79. Angevine P. A. “When Your Causticizing System Upsets, It’s Time to Get Back to Basic”,
Proceeding of the International Chemical Recovery Conference, New Orleans, USA, April
28-May 1, 1985: 305-314.
80. Dorris, G. M., and Allen, L. H., “Operating Variables Affecting the Causticizing of Green
Liquors with Reburned Limes”, Journal of Pulp and Paper Science, 13(3), 1987: J99-J105.
81. Venkatesh, V., “Lime Reburning: The Rotary Lime Kiln,” Chemical Recovery in the
Alkaline Pulping Processes, Tappi Press, Atlanta, 1992: 153-179.
82. Sylwon, O., “Theory and Practice in Causticizing Green Liquor”, Paper Trade Journal,
143(2), 1959:42-46.
83. Rydin, S., “The Kinetics of the Causticizing Reaction”, Svensk Papperstidning, 81(2), 1978:
43-48
84. Rydin, S., Haglund, P., and Mattson, E., “Causticizing of the Technical Green Liquors with
Various Lime Qualities”, Svensk Papperstidning, 80(2), 1977: 54-58.
85. Rothrock, C. W., “The Effect of Certain Variables on the Causticizing Process”, Tappi
Journal, 41(6), 1958: 241A-244A
86. Kinzner, K., “Investigations of the Causticizing of Green Liquors”, Proceeding of
IUPAC/EUCEPA Symposium on Recovery of Pulping Chemicals, Helsinki, May 13-17,
1968: 279-302.
87. Murray J. A., Fischer H.C., and Sabean D. W., “Effect of Time and Temperature of Burning
on Quicklime Properties”, Paper Trade Journal, June 1, 1951: 22-29.
88. Dorris G., “Effect of Washable and Unwashable Sodium on Calcined Lime Mud Properties
and on Recausticizing Operation”, Proceeding of 88 PAPTAC Annual Meeting, Montreal,
Canada, January 29-31, 2002: A119-A127.
89. Jemaa, N., Thompson, R., Paleologou, M., and Berry, R. M., “Non-process Elements in the
Kraft Cycle, Part I: Sources, Levels and Process Effects”, Pulp & Paper Canada, 100(9),
1999: 47-51.
90. Keitaanniemi O., and Virkola N.-E., “Amounts and Behaviours of Certain Chemical
Elements in Kraft Pulp Manufacture: Results of a Mill Scale Study”, Paper ja Puu, 60(9),
1978: 507-522.
91. Frederick, Jr. W. J. “Managing Non-process Element Flows in Pulp-Mill Chemical
Cycles”, AIChE Symposium Series, 239(80), 1984: 21-29.
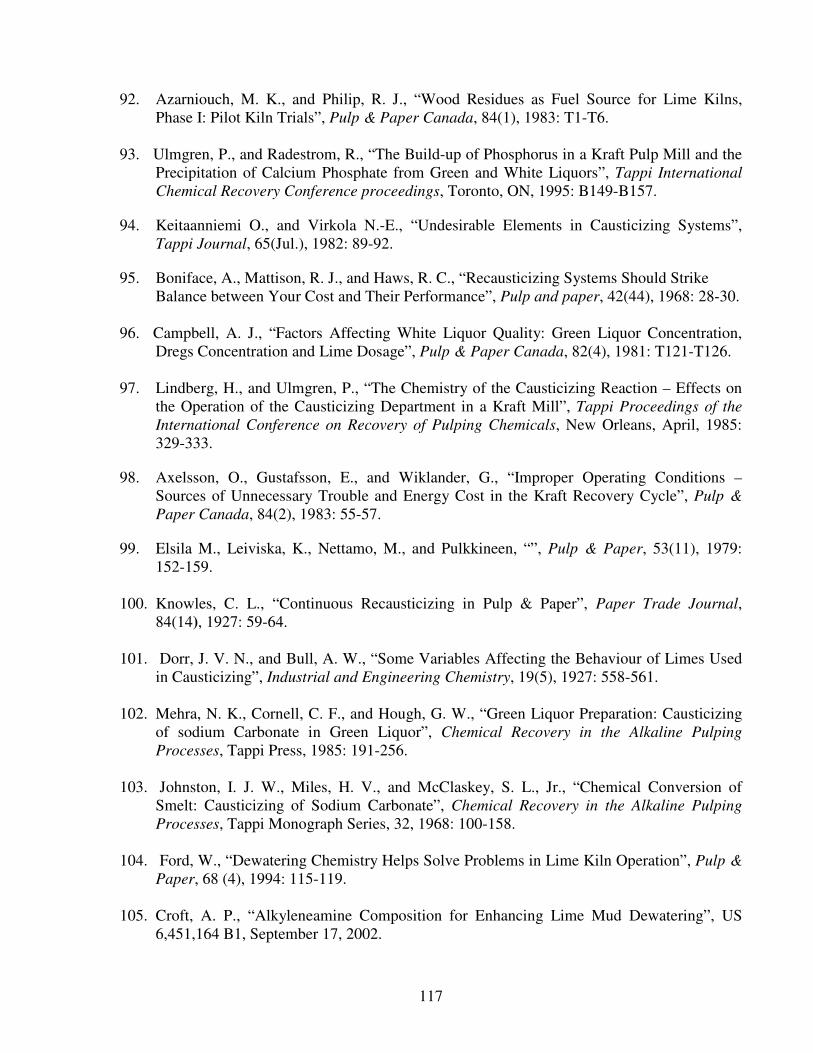
117
92. Azarniouch, M. K., and Philip, R. J., “Wood Residues as Fuel Source for Lime Kilns,
Phase I: Pilot Kiln Trials”, Pulp & Paper Canada, 84(1), 1983: T1-T6.
93. Ulmgren, P., and Radestrom, R., “The Build-up of Phosphorus in a Kraft Pulp Mill and the
Precipitation of Calcium Phosphate from Green and White Liquors”, Tappi International
Chemical Recovery Conference proceedings, Toronto, ON, 1995: B149-B157.
94. Keitaanniemi O., and Virkola N.-E., “Undesirable Elements in Causticizing Systems”,
Tappi Journal, 65(Jul.), 1982: 89-92.
95. Boniface, A., Mattison, R. J., and Haws, R. C., “Recausticizing Systems Should Strike
Balance between Your Cost and Their Performance”, Pulp and paper, 42(44), 1968: 28-30.
96. Campbell, A. J., “Factors Affecting White Liquor Quality: Green Liquor Concentration,
Dregs Concentration and Lime Dosage”, Pulp & Paper Canada, 82(4), 1981: T121-T126.
97. Lindberg, H., and Ulmgren, P., “The Chemistry of the Causticizing Reaction – Effects on
the Operation of the Causticizing Department in a Kraft Mill”, Tappi Proceedings of the
International Conference on Recovery of Pulping Chemicals, New Orleans, April, 1985:
329-333.
98. Axelsson, O., Gustafsson, E., and Wiklander, G., “Improper Operating Conditions –
Sources of Unnecessary Trouble and Energy Cost in the Kraft Recovery Cycle”, Pulp &
Paper Canada, 84(2), 1983: 55-57.
99. Elsila M., Leiviska, K., Nettamo, M., and Pulkkineen, “”, Pulp & Paper, 53(11), 1979:
152-159.
100. Knowles, C. L., “Continuous Recausticizing in Pulp & Paper”, Paper Trade Journal,
84(14), 1927: 59-64.
101. Dorr, J. V. N., and Bull, A. W., “Some Variables Affecting the Behaviour of Limes Used
in Causticizing”, Industrial and Engineering Chemistry, 19(5), 1927: 558-561.
102. Mehra, N. K., Cornell, C. F., and Hough, G. W., “Green Liquor Preparation: Causticizing
of sodium Carbonate in Green Liquor”, Chemical Recovery in the Alkaline Pulping
Processes, Tappi Press, 1985: 191-256.
103. Johnston, I. J. W., Miles, H. V., and McClaskey, S. L., Jr., “Chemical Conversion of
Smelt: Causticizing of Sodium Carbonate”, Chemical Recovery in the Alkaline Pulping
Processes, Tappi Monograph Series, 32, 1968: 100-158.
104. Ford, W., “Dewatering Chemistry Helps Solve Problems in Lime Kiln Operation”, Pulp &
Paper, 68 (4), 1994: 115-119.
105. Croft, A. P., “Alkyleneamine Composition for Enhancing Lime Mud Dewatering”, US
6,451,164 B1, September 17, 2002.

118
106. Sanchez, D. R., “Recausticizing – Principles and Practice”, Tappi Kraft Recovery Short
Course, Orlando, Florida, January 5-8, 2004: 2.1-1-2.1-27.
107. Sanchez, D. R., “Lime Mud Filtration Using Disc Filter Technology”, 88Th
PAPTAC
Annual Meeting, Montreal, Canada, January 29-31, 2002: A67-A68.
108. Uronen, P., “Modeling and Advanced Control of Lime Mud Filters”, Proceeding of
Pulping Conference, Hollywood, FL, USA, 1985: 611-617.
109. Davey, K. R., Vachtsevanos, G., Cheng, J. C., and Hsieh, J. S., “The Modeling of Rotary
Mud Filters”, Tappi Journal, 72(8), 1989:150-156.
110. Haataja, R., Leiviska, K., and Uronen, P., “Modeling and Optimization of Mud Filter and
Lime Kiln”, IFAC Proceeding Series, 8, 1984: 131-140.
111. Dorr-Oliver-Long Ltd. “Filtration Leaf Test Procedures”, Bulletin, No. CAN-25ILT.
112. TAPPI Standard, T624os-68: Analysis of Soda, Sulfate, White Liquor and Green Liquor
113. TAPPI Standard, T412om-06: Moisture in Pulp, Paper and Paperboard
114. Software Reference Manual 0102, Malvern Instruments Ltd., Issue 1.0, January 1996.
115. Christian, G.D., “Analytical Chemistry”, Sixth Edition, 2004
116. Egolf, C.B., and McCabe, W.L., “Rate of Sedimentation of Flocculated Particles”, Trans.
Am. Inst. Chem. Eng., 33, 1937:620.
117. Wakeman, R.J., and Tarleton, E. S., “Filtration Equipment Selection, Modeling and
Process Simulation” Elsevier Advanced Technology, UK, 1991
118. Huang, Y.C., Fowkes, F.M., Lylod, T.B., and Sanders, N.D., “Adsorption of Calcium Ions
from Calcium Chloride Solution onto Calcium Carbonate Particles”, Langmuir, 7, 1991:
1742-1748.
119. Vergouw, J.M., Xu, A.D.Z., and Finch J.A., “An Agglomeration Study of Sulphide
Minerals Using Zeta Potential and Settling Rate. Part I: Pyrite and Galena”, Mineral
Engineering, 11(2), 1998: 159-169
120. Lu, W._M., Lai, C._C., and Hwang, K._J., “Constant Pressure Filtration of Submicron”,
Separation Technology, 5, 1995:45-53.
121. Vilambi, K.N.R., “Enhanced Settling of Industrial Suspensions using Positive Buoyant
Particles”, M.Sc. Thesis, Clarkson College of Technology, 1983.
122. Dorris G., Personal Communication, University of Toronto, 2009

119
Appendices

120
Appendix A: Type I and II Settling
Coulson et al. [34] concluded that a concentrated suspension may settle in one of two different
ways. Figure A-1 shows a schematic diagram of a sedimentation process [34]. Typical Type I
and Type II batch settling curves are shown in Figure A-2. In Type I settling, the sedimentation
rate progressively decreases throughout the whole process. There is no zone of constant
composition, and “Zone C” extends from the top interface to the layer of sediment. This type of
settling is obtained in a dilute suspension, which particles have little interaction with each other
as they settle.
In the Type II settling, the initial period represents an induction period in which the loosely
aggregated particles called flocs are formed. After that, the interface between the clear liquid and
the suspension moves downwards at a constant rate and a layer of sediment builds up at the
bottom of the column. When this interface approaches the layer of the sediment, the settling rate
of the interface decreases until the “critical settling point” is reached. At this point, there is a
transition to a first falling rate section which ends at the “compression point”. Further
sedimentation then results in the consolidation of the sediment, with liquid being forced upwards
through the pores between the solids, which then form a loose bed, with particles are in contact
with one another.
Figure A-1: Sedimentation of Concentrated Settling (a) Type I (b) Type II [34]
(a) Type I (b) Type II
A
C
D
Clear Liquid
Sediment
Variable
Composition
Zone
Sediment
Constant
Composition
Zone
A
D
B
C
Clear Liquid
Variable
Composition Zone

121
Figure A-2: Typical Batch Settling Curve
Inte
rfac
e H
eig
ht,
cm
Time, min
Type I
Induction
Critical Settling Point
Compression Point
Type II

122
Appendix B: Selecting Graduated Cylinder Height and
Diameter
Coulson et al. [34] studied the effect of two different initial heights on the settling rate of a 3%
by volume suspension of calcium carbonate and concluded that the height of suspension does not
generally affect either the rate of sedimentation or the consistency of the sediment finally
obtained. Also, Vilambi [121] suggested that the effect of the diameter of the settling vessel is
often a function of the size of the particle settling. If the ratio of the diameter of the vessel to the
diameter of the particle is greater than 100, the walls of the container appear to have no effect on
the rate of sedimentation. For smaller values, the sedimentation rate may be reduced because of
the influence of the walls. These would seem to contradict Dorris finding [122] which claim
settling behaviour could be affected by cylinder diameter. Therefore, a series of test was
conducted to study effect of the graduate cylinder on settling rate. Two cylinders with diameter
of I.d. = 5.95 cm and I.d. = 2.61 cm was chosen.
Figure B–1, Figure B–2, and Figure B-3 show a comparison of two different diameters of the
graduate cylinder on the batch settling test. The results indicate that cylinder diameters have no
effect on the settling rate of three different liming ratio of pure CaO. According to the particle
size measurements, the ratios of the diameter of the vessel to the diameter of the particle are
13,000 and 29,750 (ca. liming ratio of 1) for the cylinder of 2.61 cm and 5.95 cm in diameter,
respectively. As a result, a cylinder of 2.61 cm diameter for settling test was selected.

123
Figure B-1: Effect of Cylinder Diameter on Settling rate (Pure CaO, [CaO]/[Na2CO3]=0.8)
Figure B-2: Effect of Cylinder Diameter on Settling rate (Pure CaO, [CaO]/[Na2CO3]=1)
0
5
10
15
20
0 20 40 60
Time, min
Inte
rfa
ce
He
igh
t, c
m
I.d.=5.95 cm
I.d.=2.61 cm
0
5
10
15
20
0 20 40 60Time, min
Inte
rfa
ce
He
igh
t, c
m
I.d.=5.95 cm
I.d.=2.61 cm

124
Figure B-3: Effect of Cylinder Diameter on Settling rate (Pure CaO, [CaO]/[Na2CO3]=1.2)
0
5
10
15
20
0 20 40 60Time, min
Inte
rfa
ce
He
igh
t,c
m
I.d.=5.95 cm
I.d.=2.61 cm

125
Appendix C: Atomic Absorption Spectroscopy (AAS)
Figure C-1 shows the effect liming ratio on Ca2+
concentration in liquid phase (NaOH produced
from reaction of Na2CO3 and CaO). Calcium concentration increased as liming ratio increased.
The Ca2+
concentrations are very low amount, around few ppm, which are much lower than the
solubility of CaO and many of them would not be dissolved and be remained in solid phase. The
reasons why the Ca2+
concentrations were increased are not well understood.
Figure C-1: AAS Results, Ca2+
Concentration as a Function of Liming Ratio
Figure C-2 shows the effect liming ratio on Na+ concentration in liquid phase (NaOH produced
from reaction of Na2CO3 and CaO). Sodium concentration did not change as liming ratio
increased. The Na+ concentration remained constant, since the liquor concentration (TTA) was
the same at the causticizing reactions of different liming ratio.
0
1
2
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Pure Lime
R-Lime"B"
R-Lime"A"
Ca
2+
Co
nc
en
tra
tio
n, p
pm
[CaO]/[Na2CO3]
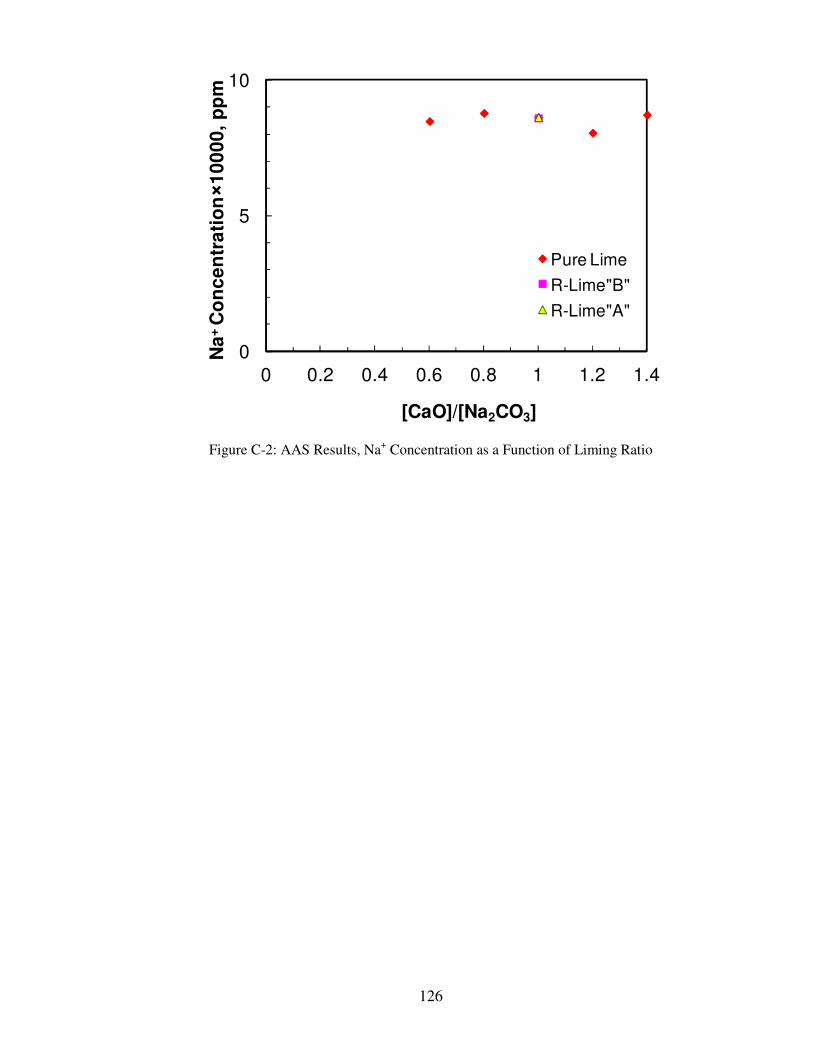
126
Figure C-2: AAS Results, Na+ Concentration as a Function of Liming Ratio
0
5
10
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Pure Lime
R-Lime"B"
R-Lime"A"
Na
+ C
on
ce
ntr
ati
on×
10
00
0,
pp
m
[CaO]/[Na2CO3]

127
Appendix D: Settling Results
Figure D-1: Effect of Liming Ratio on Settling Rate (120 g/L Na2O TTA, and 90 minutes reaction), R-
Lime “A”
Figure D-2: Effect of Liming Ratio on Settling Rate (120 g/L Na2O TTA, and 90 minutes reaction), R-
Lime “C”
0
5
10
15
20
0 10 20 30 40 50 60
Time, min
Inte
rfa
ce
He
igh
t, c
m
1.2
1
0.7
0.8
0.4
[CaO]/[Na2CO3]=1.4
0.2
0
5
10
15
20
0 30 60 90
Time, min
Inte
rfa
ce
He
igh
t, c
m
[CaO]/[Na2CO3]=1.4
0.6
0.8
1.2
1

128
Figure D-3: Effect of Liming Ratio on Settling Rate (120 g/L Na2O TTA, and 90 minutes reaction), R-
Lime “D”
0
5
10
15
20
0 10 20 30 40 50 60
Time, min
Inte
rfa
ce
He
igh
t, ,
cm [CaO]/[Na2CO3]=1.4
0.6
0.8
1.2
1

129
Appendix E: Filterability Results
Figure E-1: Effect of Liming Ratio on Filtration Rate (120 g/L Na2O TTA, and 90 minutes reaction, 14
Kilopascal Vacuum), R-Lime “A” using Filterability Set-up Shown in Figure 3-3
Figure E-2: Effect of Liming Ratio on Cake Moisture Content (120 g/L Na2O TTA, and 90 minutes
reaction, 14 Kilopascal Vacuum), R-Lime “A” using Filterability Set-up Shown in Figure 3-3
0
5
10
15
20
0 30 60 90
V, mL
t/v
, S
/mL
[CaO]/[Na2CO3]=1.2
0.520.35
0.15
0.70.6
1 0.85
0.72
30
40
50
60
0.2 0.4 0.6 0.8 1 1.2 1.4
[CaO]/[Na2CO3]
Mo
istu
re C
on
ten
t, %
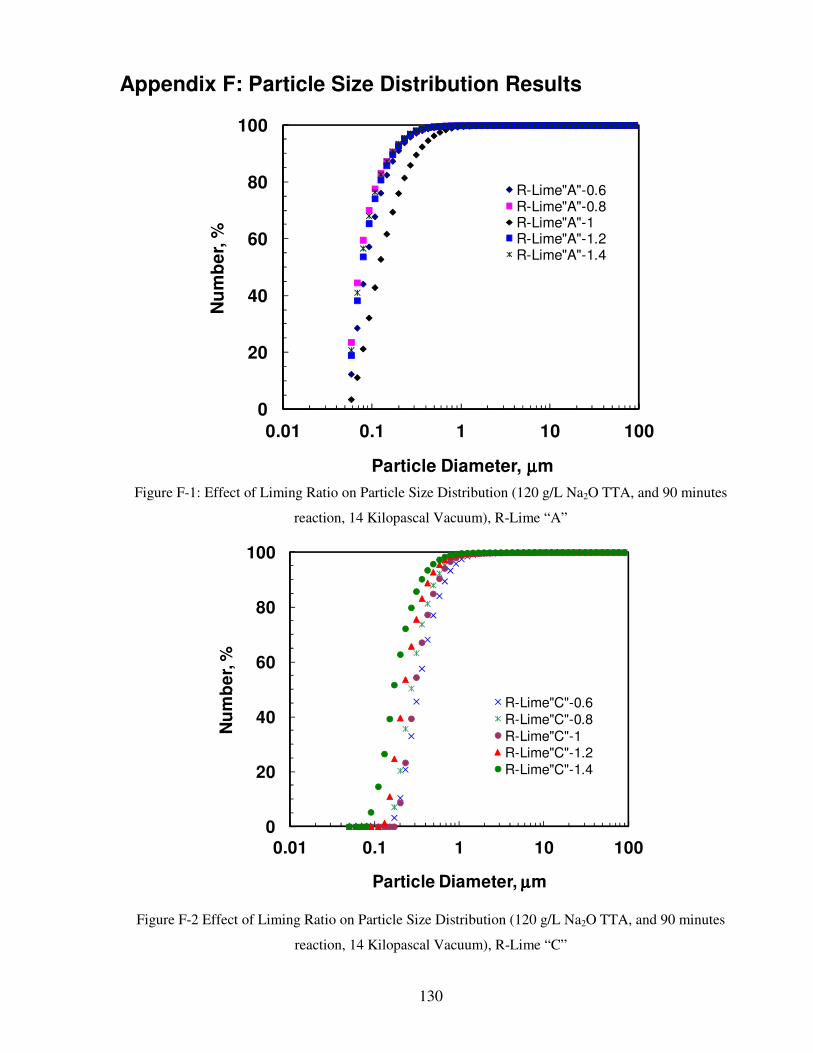
130
Appendix F: Particle Size Distribution Results
Figure F-1: Effect of Liming Ratio on Particle Size Distribution (120 g/L Na2O TTA, and 90 minutes
reaction, 14 Kilopascal Vacuum), R-Lime “A”
Figure F-2 Effect of Liming Ratio on Particle Size Distribution (120 g/L Na2O TTA, and 90 minutes
reaction, 14 Kilopascal Vacuum), R-Lime “C”
0
20
40
60
80
100
0.01 0.1 1 10 100
Nu
mb
er,
%
Particle Diameter, µµµµm
R-Lime"A"-0.6R-Lime"A"-0.8R-Lime"A"-1R-Lime"A"-1.2R-Lime"A"-1.4
0
20
40
60
80
100
0.01 0.1 1 10 100
Nu
mb
er,
%
Particle Diameter, µµµµm
R-Lime"C"-0.6
R-Lime"C"-0.8
R-Lime"C"-1R-Lime"C"-1.2
R-Lime"C"-1.4
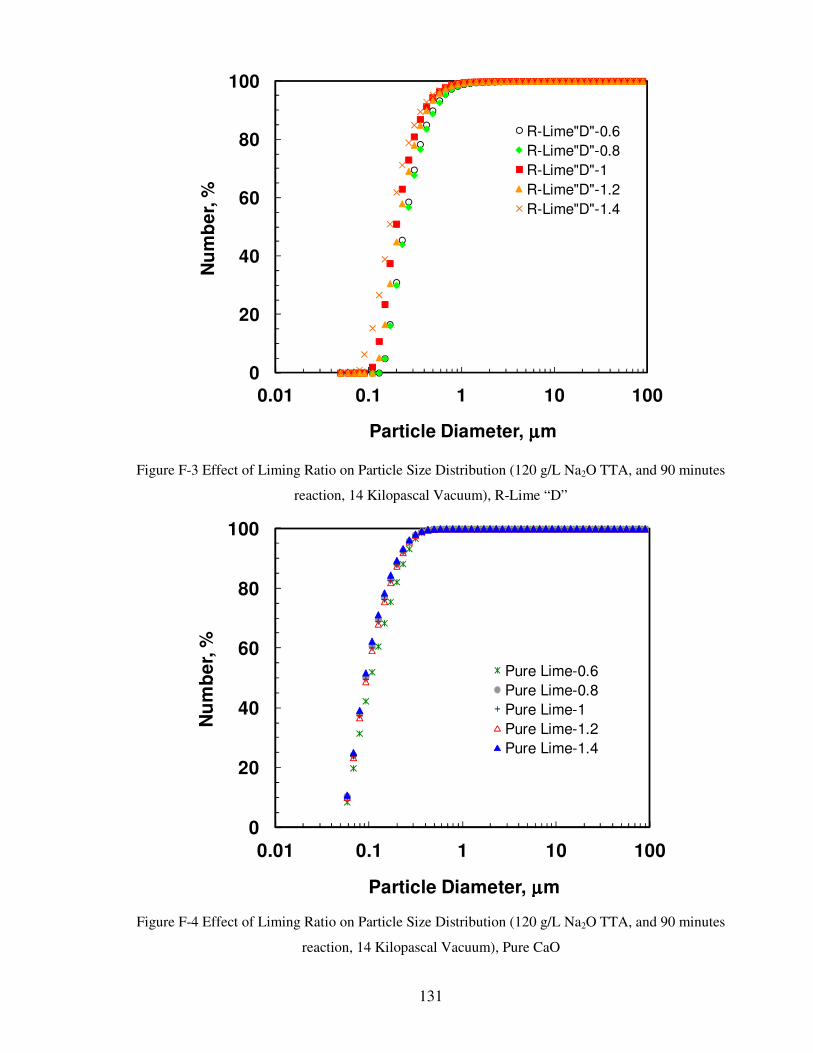
131
Figure F-3 Effect of Liming Ratio on Particle Size Distribution (120 g/L Na2O TTA, and 90 minutes
reaction, 14 Kilopascal Vacuum), R-Lime “D”
Figure F-4 Effect of Liming Ratio on Particle Size Distribution (120 g/L Na2O TTA, and 90 minutes
reaction, 14 Kilopascal Vacuum), Pure CaO
0
20
40
60
80
100
0.01 0.1 1 10 100
Nu
mb
er,
%
Particle Diameter, µµµµm
R-Lime"D"-0.6
R-Lime"D"-0.8
R-Lime"D"-1
R-Lime"D"-1.2
R-Lime"D"-1.4
0
20
40
60
80
100
0.01 0.1 1 10 100
Nu
mb
er,
%
Particle Diameter, µµµµm
Pure Lime-0.6
Pure Lime-0.8
Pure Lime-1
Pure Lime-1.2
Pure Lime-1.4

132
Appendix G: Liquid Density and Viscosity Measurements
As Figure G-1 and Figure G-2 show liming ratio did not affect liquid (NaOH produced from
reaction of Na2CO3 and CaO) density and viscosity significantly.
Figure G-1 Effect of Liming Ratio on Liquid Density
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 0.2 0.4 0.6 0.8 1 1.2 1.4
De
ns
ity g
/mL
Pure Lime
R-Lime"B"
R-Lime"A"
[CaO]/[Na2CO3]

133
Figure G-2: Effect of Liming Ratio on Liquid Viscosity
0.0
0.5
1.0
1.5
2.0
2.5
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Vis
co
sit
y, c
p
[CaO]/[Na2CO3]
Pure Lime
R-Lime"A"
R-Lime"B"

134
Appendix H: Effect of Electrolyte Concentration on Settling
Figure H-1 and H-2 show effect of electrolyte (NaCl) concentration on the settling for liming
ratio of 1 and 1.2, respectively. NaCl concentration changed from 0 to 0.1 M. the solid
concentration was 5 wt. %. Results indicate that electrolyte concentration did not affect particle
settling. Since Cl- is indifferent ion and has no special affinity for the surface charge, the settling
did not change and zeta potential may change at very high concentration (5-6 M).
Figure H-1: Effect of Electrolyte Concentration on the Settling (LR=1)
0
2
4
6
8
10
12
14
0 2 4 6 8 10
Time, min
Inte
rfa
ce
He
igh
t, c
m
NaCl 0.1M
NaCl 0.01M
NaCl 0.001M
NaCl 0M

135
Figure H-2: Effect of Electrolyte Concentration on the Settling (LR=1.2)
0
2
4
6
8
10
12
14
0 2 4 6 8 10
Time, min
Inte
rfa
ce
He
igh
t, c
m
NaCl 0.1M
NaCl 0.01M
NaCl 0.001M
NaCl 0M
136
Appendix I: Zeta potential Measurements of Pure Ca(OH)2 and CaCO3
Table I-1 summarizes zeta potential measurements for Ca(OH)2 and CaCO3 particles. Zeta
potentials of samples were measured at pH of 10.5. As results indicate Ca(OH)2 particles have a
large positive zeta potential value. The larger the zeta potential, the more repulsion forces among
particles, and then the poorer settling and filtration.
Table I-1: Comparing Zeta Potential for Ca(OH)2 and CaCO3(R-Lime “B”, [CaO]/ [Na2CO3] =1, 120 g/L
Na2O TTA, and 90 minutes reaction)
Sample ζ, mV
Ca(OH)2 + 40.8
CaCO3 - 10.5