Embed Size (px)
Citation preview

HAL Id: hal-01666609https://hal.archives-ouvertes.fr/hal-01666609
Submitted on 18 Dec 2017
HAL is a multi-disciplinary open accessarchive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come fromteaching and research institutions in France orabroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, estdestinée au dépôt et à la diffusion de documentsscientifiques de niveau recherche, publiés ou non,émanant des établissements d’enseignement et derecherche français ou étrangers, des laboratoirespublics ou privés.
Identifying thermal breakdown products ofthermoplastics
Marianne Guillemot, Benoît Oury, Sandrine Melin
To cite this version:Marianne Guillemot, Benoît Oury, Sandrine Melin. Identifying thermal breakdown products of ther-moplastics. Journal of Occupational and Environmental Hygiene, Taylor & Francis, 2017, 14 (7),pp.551-561. �10.1080/15459624.2017.1302586�. �hal-01666609�

1
Title: Identifying thermal breakdown products of thermoplastics
Journal: Journal of Occupational and Environmental Hygiene
Corresponding Author:
Marianne Guillemot, INRS, Pollutant Metrology Dept., 1 rue du Morvan, CS60027,
54519 VANDOEUVRE Cedex, France, [email protected]
Co-authors:
Benoît Oury, INRS, Pollutant Metrology Dept., 1 rue du Morvan, CS60027, 54519
VANDOEUVRE Cedex, France, [email protected]
Sandrine Melin, INRS, Pollutant Metrology Dept., 1 rue du Morvan, CS60027, 54519
VANDOEUVRE Cedex, France, [email protected]
Keywords: Plastic thermal degradation, analytical protocol, contaminant in plastic
molding shops
Word count: 3308

2
Identifying thermal breakdown products of thermoplastics
Marianne Guillemot, Benoît Oury, Sandrine Melin
INRS, Pollutant Metrology Dept., 1 rue du Morvan, CS60027, 54519 VANDOEUVRE
Cedex, FRANCE
ABSTRACT
Polymers processed to produce plastic articles are subjected to temperatures between
150°C and 450°C or more during overheated processing and breakdowns. Heat-based
processing of this nature can lead to emission of volatile organic compounds (VOCs) into the
thermoplastic processing shop. In this study, laboratory experiments, qualitative and
quantitative emissions measurement in thermoplastic factories were carried out. The first step
was to identify the compounds released depending on the thermoplastic nature, the
temperature and the type of process. Then a thermal degradation protocol that can extrapolate
the laboratory results to industry scenarios was developed. The influence of three parameters
on released thermal breakdown products was studied: the sample preparation methods –
manual cutting, ambient or cold grinding – the heating rate during thermal degradation – 5, 10
20 and 50°C/min – and the decomposition method – thermogravimetric analysis and
pyrolysis. Laboratory results were compared to atmospheric measurements taken at 13
companies to validate the protocol and thereby ensure its representativeness of industrial
thermal processing. This protocol was applied to most commonly used thermoplastics to
determine their thermal breakdown products and their thermal behaviour. Emissions data
collected by personal exposure monitoring and sampling at the process emission area show
airborne concentrations of detected compounds to be in the range of 0-3 mg/m3 under normal
operating conditions. Laser cutting or purging operations generate higher pollution levels in
particular formaldehyde which was found in some cases at a concentration above the
workplace exposure limit.

3
INTRODUCTION
Plastics form a major part of our living environment because of their application potential
and adaptability. They are the basic materials of many products in multiple areas such as
agriculture, healthcare, energy generation, aerospace, automotive, maritime, construction,
electronics, packaging or textile. In Europe, this activity is undertaken by 1.45 million people
working at more than 60,000 companies (1)
.
Main chemical exposure routes for employees in the workplace include dermal contact and
via the respiratory system by inhalation of dust and volatile compounds released by polymers
during thermal processing (2)
. The plastic material choice and the thermal process
implemented depend on the type of article, its size and the physical properties that are
required for its use. During production of plastic articles, polymers are subjected to
temperatures between 150 °C and 450 °C. These thermal processes can lead to emission of
toxic VOCs in plastic molding shops (3)
. In addition to exposure during normal production
operations, workers can be exposed to toxic compounds during operations that may cause
serious overheating of the material such as drilling, abrading, cutting or welding operations as
well as during process malfunctions and breakdowns. Plastics overheating can lead to the
release of thermal breakdown products in much higher concentrations or of different type than
during normal production.
In general, polymer heating causes release of free monomers and decomposition of
polymers or their additives; this has been reported in several studies (4)
.Our knowledge of
occupational exposure to toxic compounds during thermal processing of plastics is limited as
most of the studies are focused on a thermoplastics or pollutants family (5-7)
or conducted to
determine plastics thermal behaviour (8)
. Numerous studies have been carried out on
thermoplastic decomposition in an inert atmosphere (nitrogen or helium) (9)
in order to
determine thermoplastic composition or assess thermoplastic ageing pathways. However,

4
little is known of the degradation products released under real thermal processing conditions
and in the presence of air, which can lead to the formation of oxygenated decomposition by-
products such as aldehydes, ketones or alcohols (10)
. Besides, K. Yamashita et al. have
observed that during polymer degradation, smaller amounts of VOCs were emitted under
nitrogen atmosphere than under air atmosphere (11)
.
The difficulty with such an assessment resides in the wide variety of plastics, additives
and processes used. Worker exposure assessment requires knowledge of the type of thermal
degradation products, which depend on polymer type and temperature implementation.
Moreover, there is no recognized, standardized method of thermal degradation of plastics
for representatively determining the thermal degradation products, to which workers may be
exposed in plastic production shops.
The purpose of this study was therefore twofold. The first objective was to develop a
thermal degradation protocol representative of industrial thermal processing and applicable to
many thermoplastics. To achieve this goal, several degradation conditions were studied and
the defined protocol was validated by atmospheric measurements during industrial thermal
processing. The second objective was to define, from the developed protocol, thermal
decomposition products for the most commonly used polymers and temperatures in order to
develop a diagnostic tool for improving worker exposure assessment.
METHODS AND MATERIALS
We chose to study the most widely used thermoplastics. Table I shows the polymer
families studied as well as the corresponding polymer consumption in Europe and the
industrial processes used during the field survey. 15 of the 25 thermoplastics were studied
both in the laboratory and the factory. The polymers with no process type reported were only
studied in the laboratory.
Laboratory analysis

5
Conditions for thermoplastic thermal decomposition were chosen as close as possible to
those under which real industrial processes are performed.
Not all industrial processing conditions can be reproduced in the laboratory. In real life,
thermoplastics are heated in an endless screw under high pressure before injection in a mould
or extrusion threw the die of the extruder. Melt thermoplastics are maintained at high
temperature under air atmosphere for several minutes. Two methods were selected thanks to
their ability to subject polymers to heating conditions close to those encountered in many real
situations (12-14)
: thermogravimetric analysis (TGA) and pyrolysis under airflow. Both these
methods allow thermal breakdown in air, controlled temperature with slow or fast heating rate
and steps at constant temperature.
Thermogravimetric analyses were performed on a TA Instruments Q50 analyser under
90 ml/min airflow. A piece of thermoplastic (with a mass of several micrograms) was placed
on a platinum pan in the analyser oven. The heating rate could be varied from 5 °C/min to
50 °C/min. Weight loss was monitoring during heating so that the onset degradation
temperature (Ti), the temperature at maximum weight loss (Tmax) and the final weight loss
could be determined (15-17)
. Released compounds were sampled at ambient temperature using
convenient samplers connected to the outlet of the thermogravimetric analyser oven. Multi-
bed sorbent tubes (Carbotrap 300) were used for qualitative analysis purposes as described in
the National Institute for Occupational Safety and Health (NIOSH) method 2549 (18)
. Multi-
bed tubes were then analysed off-line by thermal desorption (Perkin Elmer ATD50). Inlet
split and outlet flow was respectively of 40 ml/min and 50 ml/min. The desorption flow was
of 10 ml/min. The multi-bed sorbent tubes was desorb at 320 °C during 20 min. The cold trap
was an air toxic trap, maintained at -30 °C during desorption and then heated at 330 °C during
injection in a GC/MS analyser (Perkin Elmer).

6
Pyrolysis-in-air analyses were performed using a CDS Analytical Pyroprobe 5200
connected on-line to a GC/MS analyser. During pyrolysis, released products were collected
on a cold trap filled with Tenax and maintained at -30 °C under liquid nitrogen flow. At the
end of decomposition, the trap was flushed with helium and heated very quickly to 280 °C to
inject the adsorbed compounds into the split/splitless injector of the GC maintained at 270 °C
with a split ratio of 100. This method does not allow quantitative analysis, but does allow
degradation involving several temperature steps. Table II summarises all the features of each
technology.
Thermal breakdown products were analysed using a semi-polar capillary column (vf-
624ms, 0.32mm*1.4µm*60m) with a column flow of 1 ml/min. The oven programming was
35 °C for 5 minutes, 250 °C for 15 minutes with a heating rate of 5 °C/min.
To determine influencing factors on released thermal breakdown products, three
parameters were studied: the sample preparation methods – manual cutting, ambient or cold
grinding – the heating rate during thermal degradation – 5, 10 20 and 50°C/min – and the
decomposition method – thermogravimetric analysis and pyrolysis. All these experiments
were performed under airflow of 90 mL/min. To develop the protocol, the influence of the
three parameters was evaluated comparing the thermal breakdown compounds obtained for
each experiment.
8 different samples of PP (named PP-a to PP-h), and 2 different samples of ABS (named
ABS-a and ABS-b) and PS (named PS-a and PS-b) were studied. They were supplied by
different manufacturers and they differ by their additives type or content and their rate or
nature of mineral loading.
For each reference of thermoplastics, laboratory experiments were replicated between 4
and 13 times.
Industrial processing

7
Data obtained in the laboratory were compared to those collected in 13 thermoplastic
processing shops selected to provide a wide range of polymers and processes.
Thus, 15 of the 25 polymers were studied in both the laboratory and the factory (Table I).
Various processes were encountered at the 13 industrial sites: 16 extrusion lines for
continuous production of tubing, cables and films on 4 sites; 50 injection-molding presses for
production of car components, connections and packing on 8 sites, hot wire film cutting on 2
sites, laser cutting on 2 sites, and automatic and manual welding on 3 sites.
Both sampling at the processes emission area and individual monitoring were performed.
In the first case, sampling devices were placed as close as possible to the emission location
(about 30 cm) to identify and quantify compounds released in air during the heating process.
Personal monitoring was carried out on operators during normal operating conditions, during
purging operations and laser cutting operations. For screening identification by NIOSH
method 2549 (16)
, the collection device used was a thermal desorption tube filled with three
adsorbent media that allowed collection of C3 to C30 molecules. For quantifying airborne
concentrations, the sampling and analytical methods listed in Table III were used.
Polymer pellet samples were simultaneously collected at the process feed side to compare
the atmospheric measurements with the results obtained by thermal decomposition in the
laboratory for the relevant polymer.
RESULTS AND DISCUSSION
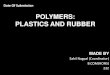
The onset degradation temperature (Ti), the temperature at maximum weight loss (Tmax)
and the final weight loss were determined as illustrated in Figure 1.
Laboratory analysis – Parameter optimisation
This survey studied the influence of three parameters on thermal decomposition product
characteristics.

8
Thermogravimetric analysis-based thermal degradation was undertaken on three
thermoplastics (polyethylene (PE), polyacrylonitrile-butadiene-styrene (ABS) and
poly(styrene/acrylonitrile) (SAN)) subjected to an airflow of 90 ml/min and a heating rate of
20°C/min up to 450 °C in order to compare different sample preparation methods.
The main products proved to be the same whatever the preparation method (manual
cutting, ambient or cold grinding), specifically C1-C5 aldehydes for PE, styrene,
benzaldehyde, acrylonitrile and alpha-methylstyrene for ABS and styrene, benzaldehyde,
alpha-methylstyrene and acrylonitrile for SAN.
Among the preparation methods tested, cold grinding gave more homogenous samples than
ambient grinding and the former preparation method is safer for the analyst.
Heating rate influence was assessed by varying the temperature gradient between 5 and
50 °C/min. Polyethylene (PE) and polypropylene (PP) decomposition was performed by
thermogravimetric analysis under an airflow of 90 ml/min. The final temperature was 450 °C.
PE thermal breakdown at 10 °C/min, 20 °C/min and 50 °C/min caused emission of C1-C5
aldehydes, propane and methylvinylketone. At 5 °C/min, the detected products were C1-C3
aldehydes, C3-C4 alkanes, methylvinylketone and acetic acid.
In the case of PP, acetaldehyde, C3, C5, C8, C9 ketones and acetic acid were observed at
10 °C/min, 20 °C/min and 50 °C/min. No C5 ketone was detected at 5 °C/min. We therefore
conclude that the same compounds are obtained with a heating rate of 10, 20 and 50 °C/min.
Only the products obtained at 5 °C/min differ, probably due to the lower energy supply. The
20 °C/min heating rate offers the best compromise between the technical properties of the
analyser oven and a short-time analysis.
The third parameter evaluated was the thermal degradation method. Compounds obtained
from decomposing 21 thermoplastics by pyrolysis and thermogravimetric analysis in air were
compared. The thermoplastic samples were decomposed with a heating rate of 20 °C/min up

9
to 450 °C. The released compounds was analysed by GC/MS. Only the method of sampling
the released compounds differed in the two methods. Figure 2 shows typical results. The main
decomposition compounds are identical; only the response observed for each compound
differs according to the degradation method used.
The data obtained allowed us to select the best protocol. TGA and pyrolysis in air both
enable qualitative determination of thermal decomposition products, either by off-line
analysis of screening samplers or by on-line analysis. However, only thermogravimetric
analysis enables determination of the initial decomposition temperature and weight loss at a
determined temperature.
The selected protocol therefore takes advantage of each method:
- Cold grinding, thermal breakdown by thermogravimetric analysis in air up to
450 °C with a 20 °C/min heating rate: monitoring of the polymer weight loss with
temperature and quantitative analyses of toxics compounds such as aldehydes,
aromatic compounds and acrylates on the appropriate samplers
- Cold grinding, thermal breakdown by pyrolysis in air with a 20 °C/min heating
rate: qualitative determination of decomposition compounds released by the polymer
at the process temperature and at 450 °C.
Laboratory analysis – Thermal degradation products
The products of thermal decomposition in air and weight loss were determined using the
selected protocol for each of the 25 thermoplastics studied. The results obtained from
pyrolysis in air of all the polymers were classified by chemical compound family as illustrated
in Figure III. These results highlight the fact that the main decomposition products are free
monomers, monomers from polymer cracking, oxygenated compounds from polymer groups
and products of oxidative reactions (19)
. Observed degradation compounds can vary from a
polymer reference to another from the same family, depending on the additive type and

10
content. In parallel, the weight loss of the 25 polymers was monitored by TGA under the
chosen conditions (20 °C/min, 450 °C, in air, see Table IV). In the case of the 8 references of
PP, the results reveal that thermal behaviour of the same thermoplastic can vary depending on
the additives and the type and rate of mineral loading (Table IV). For example, PP-4 and PP-5
which are respectively filled with 30 and 70% of mineral compounds, only loss 60 and 30%
of their initial weight at 450°C, while the other references loss between 90 and 97% of their
initial weight. The weight loss corresponds to the degradation of the polypropylene contains
in PP-4 and PP-5, therefore these two references are less emissive thank to their higher
mineral loading.
Industry measurements – Protocol validation
527 atmospheric and 71 polymer samples were taken on 13 industrial sites.
Table V shows the results obtained. Thermal degradations were conducted in the
laboratory based on the selected protocol and at the same temperature as in the industrial
process to validate protocol representativeness. Results obtained by laboratory analysis and by
measurements taken in workplace situations are in fact in fairly close agreement.
Some plastics (e.g. polycarbonate (PC) and thermoplastic polyurethane (TPU)) did not
decompose at the temperature applied in the laboratory. These results are consistent with
thermogravimetric analyses (Table IV) showing that no degradation occurs below 390 °C and
250 °C for PC and TPU respectively. Thus, the air pollutants detected on the samplers must
have originated from adjacent processes or other unrelated activities. This could also have
been the case when compounds were detected on the industrial premises but not in the
laboratory.
Table VI shows concentration levels of hazardous substances emitted at various industrial
processes. Most of the time, concentration levels of toxic compounds released from the
processes under study were low. Most operators control temperature carefully to prevent

11
thermoplastic degradation and this practice has a positive impact on emission levels. The
formaldehyde and benzene emissions are detailed in Table VII, depending on the production
process and the temperature of plastic transformation. The results show that injection-molding
of POM can generate high formaldehyde emissions. Under normal operating conditions –at
temperatures between 200 and 215°C– formaldehyde levels varied from 0.32 to 0.44 mg/m3 at
about 30 cm of the heating zone of POM. During the purging step, when the polymer is
flushed out of the press at 215°C, the formaldehyde concentration was of 10 mg/m3 at 30 cm
of the injection-molding furnace. The purge of the press requires the intervention of an
operator. The personal samplings made during this step exhibit a formaldehyde concentration
of 1.12 mg/m3 during 15 minutes. Therefore, even at temperatures below the initial
decomposition temperature, which is 254°C for POM (Table III), this polymer releases
formaldehyde, most probably corresponding to non-polymerized monomer molecules.
Laser cutting of PMMA appears to be another source of formaldehyde emissions. In the
laser cutting cabin, concentrations of formaldehyde vary from 0.34 to 0.53 mg/m3. Laser
cutting of PMMA also generates high concentrations of methyl methacrylate, up to 37 mg/m3
at about 30 cm of the laser. The large amount of energy supplied by the laser causes the
thermal degradation of the PMMA to its monomer. The personal samplings carried out for 4
hours on the operator working at the laser cutting station measured formaldehyde and methyl
methacrylate concentrations of 0.04 and 0.5 mg/m3 respectively.
Benzene concentration was also measured in the visited plastic production shops. Levels
were mostly less than 0.1 mg/m3. Concentrations between 0.18 to 0.32 mg/m
3 were obtained
in the case of injection-molding of PET and POM and during PMMA transformation by laser
cutting.
Due to the high temperatures involved, this process has the greatest potential to generate
harmful substances. Therefore, to prevent workers exposure to thermal breakdown products

12
released by laser cutting, it would be necessary to equip the station of a localized collection
system to capture the different pollutants generated at the emission source.
As shown in Table VII, formaldehyde and benzene emissions were detected in the
laboratory study for the same thermoplastic/temperature combination except for very low
level and in the cases of PET and POM transformation. Further analyses had shown that the
emission source of benzene in these cases was the vacuum pump of the injection-molding
press and not directly the thermal processing of the thermoplastics.
CONCLUSION
The laboratory study of the influence of thermal breakdown parameters allowed us to
establish a decomposition and analytical protocol.
Comparison of emissions measured during real industrial processing and when applying
the laboratory protocol to the same thermoplastic samples provided similar results.
Thermal breakdown product characteristics and temperature behaviour were determined
for the 25 thermoplastics studied.
These combined data effectively contribute to prevention on two sides:
- Thermal degradation control by knowing the degradation onset temperature
- Workplace exposure assessment at thermoplastic production facilities: the
protocol is a tool available to prevention personnel for assessing the toxic compounds
likely to be released by thermal processing of plastics
REFERENCES
1. http://www.plasticseurope.org/documents/document/20150227150049-
final_plastics_the_facts_2014_2015_260215.pdf

13
2. Rosenberg, N.: Allergic occupational respiratory disorders in the plastics industry.
Occupational allergology-pneumology sheet TR 46. Doc. Méd. Trav. 118:235-251 (2009).
3. Lafon, D., and R. Garnier: (2008) - Toxicity of thermal degradation products of
plastics. Medical-surgical encyclopedia. Toxicology - Professional Pathology 16-541-C-10.
Issy-les-Moulineaux: Elsevier Masson, 2008.
4. Forrest, M.J., A.M. Jolly, S.R. Holding, and S.J. Richards: Emission from processing
thermoplastics. Ann Occup Hyg. 39:35-53 (1995).
5. Farhi, R., C. Morel, and J. Chéron: Plastics and additives- Health and safety. 3rd
edition. Paris: Édition INRS, ED 638, 2006.
6. Mairesse, M., J.M. Petit, J. Chéron, and M. Falcy: Thermal degradation products of
plastics. Hyg. Sécur. Trav. 174: 47-57 (1999).
7. Masson, A., and J.C. Protois: Thermal degradation of polymers. Hyg. Sécur. Trav.
197:31-38 (2004).
8. Price, D., G.J. Milnes, P.J. Tayler, J.H. Scrivens and T.G. Blease: Degradation of
polymers studied by mass spectrometry. Polym. Degrad. Stab. 25:307-323 (1989).
9. Unwin, J., M.R. Coldwell, C. Keen and J.J. Mcalinden: Airborne emissions of
carcinogens and respiratory processing of plastics. Ann. Occup. Hyg. 57:399-406 (2013).
10. Wampler, T.P.: Applied pyrolysis handbook. 2nd edition. CRC Press, Taylor & Francis
group, 2006.
11. Yamashita, K., N. Yamamoto, A. Misukoshi, M. Noguchi, Y. Ni, Y. Yanagisawa:
Compositions of volatile organic compounds emitted from melted virgin and waste plastics
pellets. J. Air & Waste Manage. Assoc.59:273-278 (2009)

14
12. Prati, S., S. Smith, and G. Chiavari: Characterisation of siccative oils, resins and
pigments in art works by thermochemolysis coupled to thermal desorption and pyrolysis GC
and GC-MS. Chromatographia 59(3-4):227-231 (2004).
13. Bower, N.W., and C.J.K. Blanchet: Analytical pyrolysis - Chromatography: something
old, something new. J. Chem. Educ. 87:467-469 (2010).
14. Bhaskar, T., J. Kaneko, A. Muto, Y. Sakata, E. Jakab, T. Matsui, and M.A. Uddin:
Pyrolysis studies of PP/PE/PS/PVC/HIPS-Br plastics mixed with PET and dehalogenation
(Br, Cl) of the liquid products. J. Anal Appl. Pyrol. 72:27-33 (2004).
15. Blazek, J.: “Study of the reaction kinetics of the thermal degradation of polymer.” PhD
diss, Institut National Polytechnique de Toulouse, University of Toulouse, 2005.
16. Conesa, J.A., A. Marcilla, R. Font, and J.A. Caballero: Thermogravimetric studies on
the thermal decomposition of polyethylene. J. Anal Appl. Pyrol. 36: 1-15 (1996).
17. Cervantes-Uc, J.M., J.V. Cauich-Rodriguez, W.A. Herrera-Kao, H. Vázquez-
Torres, and A. Marcos-Fernández: Thermal degradation behavior of polymethacrylates
containing amine side groups. Polym. Degrad. Stabil. 93:1891-1900 (2008).
18. Method 2549 of Niosh Manual of Analytical methods, Fourth Edition, 5/16/96.
19. Cervantes-Uc, J.M., J.V. Cauich-Rodriguez, H. Vázquez-Torres, and A. Licea-
Claverie: TGA/FTIR study on thermal degradation of polymethacrylates containing
carboxylic groups. Polym. Degrad. Stabil. 91:3312-3321 (2006).

15
0
20
40
60
80
100
0 100 200 300 400 500
we
ight d
erivative as a fu
nctio
n o
f the
tem
pe
rature
Sam
ple
we
igh
t(%
)
Temperature (°C)
Ti
Tmax1
Tmax2
We
ight lo
ss
Figure 1. Thermogram interpretation. Ti: onset degradation temperature; Tmax: temperature
of maximum weight loss

16
0 20 40 60Time (min)
Figure 2. Chromatograms of polypropylene thermal breakdown products obtained by TGA
(−) and pyrolysis (−)

17
PE
SANPS
PV
DC
PV
C
PP SB
AB
S
PM
MA
PA
N
PO
M
PA
6
PA
12
PA
6.6 PC
PET
PB
T
PTT
CA
B
PV
DF
PTF
E
TPU
NA
S
Mineral acids
Hydrocarbons
Oxygenated compounds
Aromaticcompounds
Monomers
Aldehydes
Figure 3. Main thermal degradation compounds at 450 °C with respect to thermoplastic type
( : 1 compound, : 2 compounds, : 3 compounds, : 4 compounds, : 5 compounds)

18
Table I. Polymer, name, abbreviation, % European consumption (*) and processes
implemented during atmospheric measurements at plastic transformation facilities (polymers
with no process reported were only studied in the laboratory)
Polymer Name Abbreviation Cons. % * Process
Polyolefins
Polyethylene
PE 29%
Extrusion
Injection-moulding
Welding
Hot wire cutting
Polypropylene PP 19%
Extrusion
Injection-moulding
Welding
Polyvinylic
Polyvinylchloride PVC 11%
Extrusion
Injection-moulding
Welding
Poly-vinylidene-chloride PVDC 1% -
Polystyrenic
Polystyrene PS 7.5% Injection-moulding
Poly(styrene/acrylonitrile) SAN
2%
-
Poly(styrene/Butadiene) SB -
Polyacrylonitrile-butadiene-styrene ABS Injection-moulding
Poly(styrene/ethylene/butylene) SEBS Injection-moulding
Polyacrylic Polymethylmethacrylate PMMA
1%
Injection-moulding
Laser-cutting
Polyacrylonitrile PAN -
Polyacetal Polyoxymethylene POM 0.5% Injection-moulding
Polyamides
Polyamide 6 PA 6
3%
Extrusion
Polyamide 12 PA 12 -
Polyamide 6.6 PA 6.6 Injection-moulding
Extrusion
Polycarbonates PC 1.3% Injection-moulding
Extrusion
Linear polyesters
Polyethylene terephthalate PET
7%
Injection-moulding
Extrusion
Hot wire cutting
Polybuthylene terephthalate PBT Injection-moulding
Polytrimethylene terephthalate PTT -
Cellulosiques Acetobutyrate cellulose CAB <0.5% -
Polyfluoroethene
Polyvinylidene fluoride PVDF
<0.5%
-
Polytetrafluoroethylene PTFE -
Ethylene-Tetrafluoroethylene ETFE Extrusion
Thermoplastic polyurethane TPU 7% Parboiling
Other Styrene acrylic copolymer NAS <0.5% -

19
Table II. Summary of thermogravimetric analysis and pyrolysis characteristics
TGA Pyrolysis
Atmosphere Oxidative or neutral Oxidative or neutral
Heating rate 5 to 50 °C/min Up to 1000 °C/sec
Analytical coupling Delayed GC/MS analysis Online thermal desorption of the
cold trap and GC/MS analysis
Sampling mode of
released compounds
At the outlet on sampling media
at ambient temperature
On integrated cold trap of
Tenax at -30 °C
Weight loss yes no
Several temperature steps no yes

20
Table III. Air sampling and analysis methods
Compound Sampling media Sampling flow
rate (L/min)
Sampling
time Analytical method References
Formaldehyde Cartridge with
silica gel coated
with 2,4-DNPH
0.25 15min to
8h HPLC/UV
Metropol
method 001 Acetaldehyde
methyl
methacrylate Solid sorbent tube
of AC 0.05
15 min to
8 h GC/MS
Metropol
method 021 Methyl acrylate
Tetrahydrofuran Solid sorbent tube
of AC 0.05
15 min to
8 h GC/MS
Metropol
method 064
Benzene Solid sorbent tube
of AC 0.05
15 min to
8 h GC/MS
Metropol
method 012 Toluene
Styrene
1,3-butadiene Solid sorbent tube
of AC 0.05
15 min to
8 h GC/MS
Metropol
method 076
Vinyl chloride
monomer
2 tandem tubes of
AC 0.05
20 min to
5 h GC/MS
NIOSH
method 1007
Caprolactam
Solid sorbent tube
of XAD-2 resin
(100 mg/50 mg)
0.2 3 to 8 h GC/MS Metropol
method 072
Chlorhydric acid
Quartz fiber filters
impregnated with a
Na2CO3 solution
2 2 to 8 h Ionic
chromatography
Metropol
method 009
DNPH: dinitrophenylhydrazine
AC: activated coconut charcoal (100 mg/50 mg)
HPLC/UV: High performance liquid chromatography with ultraviolet detection
GC/MS: Gas chromatography with mass spectrometry

21
Table IV: Initial decomposition temperature (Ti), temperature of maximal weight loss
(Tmax), mean and variance of final weight loss, number of replicates (number of experiments
carried out for each reference) for the 23 thermoplastics studied
Polymers Ti (°C) Tmax 1 (°C) Tmax 2 (°C) Final weight loss (%)
Replicas mean Variance
PE 274 391 435 90 1.81 11
PP-1 258 363 NA 92 3.19 4
PP-2 262 374 NA 93 0.40 5
PP-3 248 291 NA 95 4.25 4
PP-4 201 290 420 59 4.92 6
PP-5 290 375 NA 30 7.89 6
PP-6 260 368 438 92 10.16 5
PP-7 248 290 NA 97 23.19 4
PP-8 247 286 NA 97 8.19 4
PVC 260 317 446 63 5.51 7
PVDC 210 278 NA 73 19.76 5
PS-1 257 341 NA 96 8.64 5
PS-2 239 382 427 95 13.88 9
PS-3 244 334 NA 96 21.00 6
SAN 258 392 NA 95 3.88 13
SB 308 439 NA 82 NA 4
ABS-1 285 424 NA 90 7.56 10
ABS-2 271 422 NA 77 8.50 4
PMMA 286 351 NA 96 15.93 13
PAN 299 343 NA 27 NA 2
POM 254 294 NA 99 6.36 8
PA 6 318 440 NA 78 NA 2
PA 6,6 304 444 NA 70 NA 2
PA 12 238 446 NA 73 NA 2
PC 391 NA NA 22 NA 3
PET 313 442 NA 83 17.69 4
PBT 302 416 NA 94 NA 2
PTT 301 416 447 85 NA 2
CAB 144 380 NA 94 NA 2
PVDF 408 NA NA 38 10.69 4
PTFE NA NA NA 0 NA 4
TPU 254 283 348 83 NA 2
NAS 274 391 435 90 1.81 11

22
Table V. Thermal decomposition products identified from atmospheric samples taken on
industrial sites and laboratory-based degradations
Polymer On industrial processes In laboratory
Temperature of the industrial process Laboratory degradation temperature
Main product only find on industrial site Main product only find in laboratory
Minor product only f ind on industrial site Minor product only f ind in laboratory
PE 170-200°C 180-200°C
C3 aldehyde
Alcohols (ethanol, ethoxypropanol)
Furane
PP 200-285°C 200-285°C
Benzoic acid Propanoic acid
Tetrahydrofurane Dimethylfurane
PVC 180-215°C et 380°C 180-210°C et 450°C
Ketones (methylethylcetone, methylvinylcetone) hydrogen chloride
Alcohols ( ethanol, ethyhexanol) Aromatic hydrocarbons (benzene, toluene, styrene)
C6-C13 saturated hydrocarbons
PS 210-230°C 230°C
C3-C16 saturated hydrocarbons Acrylaldehyde
Acetophenone
ABS 230-305°C 230-305°C
Isocyanonaphtalene
Acrylaldehyde, benzaldehyde
Phenol, cresol
C10-C13 saturated hydrocarbons
SEBS 240-340°C 240-340°C
alcohols (methanol, ethanol) Toluene
Propanoic acid and butanoic acid
C3-C9 ketones
PMMA 240-260°C 240-260°C
Benzaldehyde Acrylaldehyde
Styrene C8 and C16 alcohols
C3-C5 saturated hydrocarbons C6-C12 insaturated hydrocarbons
Methyl esters
Methacrylonitrile, isobutyronitrile
POM 190-215°C 190-215°C
Methylal Isopropanol
Phenylmethanol Ketones (acetone, cyclohexanone)
Methyl esters
Aldehydes (formaldehyde, acetaldehyde)
alcohols (methanol, ethanol)
C3-C5 insaturated hydrocarbons
Aldehydes (formaldehyde, acetaldehyde)
Alcohols (methanol, ethanol)
Acetic acid
Hydrocarbures aromatiques (styrene, benzene)
Aldehydes (formaldehyde, acetaldehyde, benzaldehyde)
C3-C9 saturated hydrocarbons
acetic acid
Methyl methacrylate, acrylate de methyle
Aromatic hydrocarbons (styrene, benzene, toluene, methylstyrene)
Aldehydes (formaldehyde, acetaldehyde)
alcohols (methanol, ethanol, propanol)
C3-C9 saturated hydrocarbons
Brominated compounds
Aldehydes (formaldehyde, acetaldehyde)
Methyl methacrylate
Acetic acid
C3-C5 saturated hydrocarbons
Aromatic hydrocarbons (styrene, ethylbenzene)
Aldehydes (acetaldehyde, benzaldehyde)
C3-C15 saturated hydrocarbons
Aldehydes (formaldehyde, acetaldehyde, C3-C7)
Ketones (acetone, butanone)
Alcohols (methanol, ethanol, butanol)
Acetic acid
Furane
Identified thermal degradation products
Main common product
Minor common product
Aldehydes (formaldehyde, acetaldehyde)
Acetic acid
C8-C16 saturated hydrocarbons

23
Polymer On industrial processes In laboratory
Temperature of the industrial process Laboratory degradation temperature
Main product only find on industrial site Main product only find in laboratory
Minor product only f ind on industrial site Minor product only f ind in laboratory
PA 6 270°C 270°C
C4-C9 ketones
Methacrylaldehyde
Ethanol
Acetic acid
C3-C9 saturated hydrocarbons
PA 6.6 250-350°C 280-340°C
Acetaldehyde Aldehydes (formaldehyde, acrylaldehyde, C11-C14)
Insaturated hydrocarbons (C4-C19) Cyclohexanone
N-butylbenzensulfonamide Acetic acid
Butyle acetate Acrylonitrile
Dihydrofurane
PC 250-320°C 250-320°C
alcohols (ethanol, phenol, methoxypropanol) Chlorinated compounds (traces)
Methyl methacrylate
Aromatic hydrocarbons (toluene, methylstyrene)
Benzofurane, hydroxyacetophenone
C3-C14 saturated hydrocarbons
PET 190-285°C 285°C
Benzaldehyde
Propanol, benzyl alcohol Butanol
Aromatic hydrocarbons (benzene, toluene, Acetic acid
monoterpenes ) Ketones (acetone, cyclohexanone)
C3-C10 saturated hydrocarbons C3-C4 insaturated hydrocarbons
PC/PBT 215-260°C 260°C
C3-C16 saturated hydrocarbons Aldehydes (acetaldehyde, acrylaldehyde)
Ethyl acetate, butyl acetate
ETFE 320°C 320°C
Hydrogen fluoride
TPU 160°C (TPU solution) 160°C (TPU alone)
Acetaldehyde Acetic acid (traces)
Alcohols (methanol, ethanol) Tetrahydrofurane (traces)
Limonene
C3-C5 saturated hydrocarbons
Siloxanes
Tridecafluorohexane
Saturated and insaturated f luorinated hydrocarbons
C3-C13 saturated hydrocarbons
Acetaldehyde
C3-C4 ketones
Furane, tetrahydrofurane
Alcohols (methanol, ethanol)
Methyl methacrylate
Aldehydes (formaldehyde, acetaldehyde)
Aromatic hydrocarbons (benzene, toluene)
Caprolactame
Acetaldehyde
Caprolactame
Alcohols (methanol, ethanol, propanol, butanol)
Ketones (acetone, cyclopentanone)
Identified thermal degradation products
Main common product
Minor common product
Products in green text were found in both the field and laboratory studies

24
Table VI. Concentration levels of hazardous substances emitted at various industrial
processes.
Compound
Airborne concentration of detected compounds (mg/m3)a WEL
(mg/m3)
8h/15min PE PP PVC PA 6.6 ABS PC PET POM PS PMMA
Formaldehyde
0.01 to
0.33 (20)
<0.01
to 0.19
(18)
0.01 to
0.23
(11)
<0.01
to 0.10
(9)
0.01 to
0.02
(8)
0.01 to
0.03
(3)
0.01 to
1.98 (18)
0.10 to
10.30
(11)
0.02
(2)
<0.01
to 0.53
(8)
0.625/1.25
Acetaldehyde
0.03 to
0.35
(20)
0.01 to
0.20
(18)
<0.01
to 0.08
(11)
0.01 to
0.03
(9)
<0.01
(8)
<0.01
(3)
0.09 to
1.94
(18)
0.01 to
0.57
(11)
0.009
(2)
0.02 to
0.04
(8)
180/-
Acrylonitrile / / / / n.d.
(9) / / / / /
Methyl
methacrylate / /
0.01 to
0.92
(6)
n.d. to
0.03
(8)
0.01 to
0.29
(3)
<0.03
(2) / /
0.01
(2)
1.24 to
37.03
(10)
205/410
Methyl acrylate / / n.d.
(6)
n.d.
(8)
n.d.
(3)
n.d.
(2) / /
n.d.
(2)
n.d to
0.52
(10)
18/36
Tetrahydrofuran /
0.05 to
0.13
(14)
0.03 to
0.28
(6)
/ /
0.13 to
0.23
(6)
0.02
(6) / / 150/300
Vinyl chloride
monomer / /
<0.03
(6) / / / / / / / 2.59/-
Benzene
n.d. to
0.02
(14)
<0.10
(20)
<0.01
to 0.03
(12)
<0.01
to 0.01
(12)
<0.04
(9)
<0.10
(3)
<0.01
to 0.19
(16)
n.d. to
0.32
(10)
<0.01
to 0.01
(2)
n.d to
0.26
(8)
3.25/-
Toluene
n.d. to
0.26
(14)
n.d. to
<0.02
(20)
n.d. to
0.03
(12)
n.d. to
<0.01
(12)
<0.01
to 0.01
(9)
n.d. to
<0.01
(3)
0.06 to
2.26
(16)
n.d. to
0.01
(10)
n.d to
0.01
(2)
0.06 to
0.20
(8)
76.8/384
Styrene / / / /
0.03 to
16.25
(9)
/ / / 0.02
(2)
0.02 to
3.01
(8)
215/-
1,3-butadiene / / / / <0.10
(9) / / / /
Caprolactame / / / 0.1
(5) / / / / / 10/40
Chlorhydric acid / /
n.d to
0.02
(6)
/ / / / / / -/7.5
n.d: not detected
WEL: Workplace Exposure Limit aValues in parentheses indicate number of air samples collected for each chemical for each
plastic

25
Table VII. Concentration levels of formaldehyde and benzene emitted as a function of the
plastic type and the production process
Plastics Process
Processing
temperature
(°C)
Mass
processing
rate (kg/h)
Airborne (mg/m3)a Found in laboratory
Formaldehyde Benzene Formaldehyde Benzene
PE
Extrusion 200-205 / 0.01 (5) n.d. (5)
Yes No Injection-moulding 200 20-150 0.01 to 0.02 (6) /
Welding 240 / 0.01 (1) <0.03 (1)
Hot wire cutting 170-190 / 0.03 to 0.33 (8) 0.01 to 0.02 (8)
PP Extrusion 220-260 60 0.01 to 0.19 (8) n.d. to <0.10 (8)
Yes No Injection-moulding 220-285 130 <0.01 to 0.07 (10) <0.01 to <0.20 (12)
PVC
Extrusion 190-215 280 0.01 to 0.23 (9) <0.01 to 0.03 (9)
Yes Yes Injection-moulding 180-200 / 0.01 (1) <0.01 (2)
Welding 380 / 0.01 (1) <0.01 (1)
PA 6.6 Injection-moulding 290-350 12-22 <0.01 to 0.10 (7) <0.01 to 0.01 (10)
Yes Yes Extrusion 280 20 0.02 (2) <0.1 (2)
ABS Injection-moulding 260-305 33 0.01 to 0.02 (8) <0.01 to <0.04 (9) Yes Yes
PC Injection-moulding 290-320 24 0.01 (2) <0.01 (2)
No No Extrusion 250 20 0.03 (1) <0.10 (1)
PET Injection-moulding 230-285 160 0.01 to 1.49 (12) <0.01 to 0.18 (10)
Yes No Extrusion 275-290 158 0.02 to 1.98 (6) <0.02 to 0.19 (6)
POM Injection-moulding 200-215 / 0.10 to 10.30 (11) n.d. to 0.32 (10) Yes No
PS Injection-moulding 230 / 0.02 (2) < 0.01 to 0.01 (2) No No
PMMA Injection-moulding 230-260 15-23 <0.01 to 0.04 (4) n.d. to <0.02 (4)
Yes Yes Laser-cutting unknown / 0.34 to 0.53 (4) 0.04 to 0.26 (4)
n.d.: not detected aValues in parentheses indicate number of air samples collected for each chemical for each
plastic