Embed Size (px)
Citation preview

Manufacturing - By-Products
EFFECTS OF METHODS OF PULPING, BLEACHING AND BLENDING ON THE PHYSICO-CHEMICAL PROPERTIES
OF SUGARCANE BAGASSE FOR NEWSPRINT
I Ramon Samaniego, Hasan Askari Naqvi and Jaime 0. Escolano
Sugar Technology Division, Agricultural Chemistry Department, College of Agriculture, University of the Philippines, Philippines.
I I
ABSTRACT - I'
A study was conducted in 1972 - 73 at the Sugar Technology Division, Department of Agricultural Chemistry, UP College of Agriculture, and the
I Pulp and Paper Research Laboratory of the Forest Products Research and Industries Development Commission, College, Laguna, Philippines, to study the effects of methods of pulping, bleaching and blending on the physico- chemical properties of sugar cane bagasse for newsprint. The depithing of bagasse was carried out in 2 stages, dry depithing followed by wet depithing and the depithed bagasse was subjected to 30 minutes steaming prior to mechanical pulping. NaOH concentration of 40 g/R at 6 :I liquor to material ratio and 80 minutes soaking time gave the best results for cold-soda pulping of sugarcane bagasse. A concentration of 1 % hydrogen peroxide and 1 % sodium hydrosulfite was found to be the best for cold-soda bagasse pulp bleaching. Based on its strength properties, the experimental newsprint produced out of a mixture of 50% mechanical bagasse pulp, 25% bleached cold-soda bagasse pulp and 25% Puget bleached kraft sulfate pulp met satisfactorily the FA0 specifications for standard quality bagasse newsprint and was as good as eleven commercial newsprints imported from Canada and the USA and tested at the Forpridecom.
INTRODU,GTION
Bagasse is utilised as a raw material for many commercially profitable products. Dry bagasse contains 43% cellulose, 28% pentosans, 20% lignin, 6% sugars (sucrose, glucose) and 3% residue, mainly protein, acids and ash. The utilisation of the cellulose component is very promising, especially in view of the continually increasing requirements for celluIosic products such as paper, cardboard, cellophane, rayon, celluloid. Bagasse is also utilised for furfural (from pentosans), fertilizer, cattle-feed, plastic, fiber-board, corrugating medium, wrapping paper, etc.5, 69 79 11, 14. 169 18, 23, 26, 30
Today the most widespread use of bagasse is as a raw material for pulp and paper manufacture. In 1966 there were more than 35 mills throughout the world producing paper pulp from bagasse99 lz. The Valentine Pulp and Paper Company, Louisiana, is now producing bank paper from bagasse2 and in Mexico 26% of the total pulp and paper used are produced from bagasselO. In the Philippines the Compania De Cellulosa De Filipinas, at Bais, Negros Oriental, which was established in 1936, is producing 40-45 tons of pulp and 50-55 tons of paper per day from sugarcane bagassez1. A factory which was recently opened in Iran produces 30 000 tons per year of paper from bagasse and wood pulp. There are plans for establishing bagasse newsprint mills in Mexico and Pakistan with a production capacity of 200 000 and 30 000 tons of newsprint per year respectively3> 4 9 20.

1822 MANUFACTURING - BY-PRODUCTS
Bagasse has many advantages as a raw material for pulp and paper manufacture. I t has good paper making characteristics as its fibers are relatively short, but thin-walled.24 I t is produced annually in abundance in sugarcane growing regions and this generally simplifies the problems of gathering and storage. The material is especially abundant in some of the wood-poor countries and its use will decrease the rate of deforestation.
The annual production of bagasse in the Philippines sugar factories is around 5 500 000 tons19 and there should be a sur~lus of at least 1 200 000
I
I tons every year. By utilising this surplus the Philippines can produce about 200 000 tons of newsprint annually (considering 48-50% moisture in bagasse, 50-55% fiber yield, 75-80% pulp yield fibers and 92-95% bleached pulp yield), and thus can become not only self-sufficient in her newsprint requirements, but also can earn foreign exchange by exporting it.
Objects of this study The experimental procedures were designed primarily: 1) To study the various physical and chemical properties of pulps pro-
duced by the mechanical and cold-soda processes; 2) To study the effect of bleaching on the properties of the pulps; 3) To study the quality of newsprint produced by blending different
proportions of mechanical bagasse pulp, bleached cold-soda bagasse pulp and some long-fibered chemical pulp; and
4) To evaluate the factors which affect the quality of pulp for the pro- duction of newsprint.
MATERIALS AND METHODS
Materials Fresh baled sugarcane bdgasse was obtained from the Canlubang Sugar
Estate, Canlubang, Laguna, Philippines and Puget pine bleached kraft sulfate pulp was imported from Canada.
General methods Preparation of the material and moisture determination : The bagasse bales were
manually broken into smaller lumps. A composite sample of the bagasse was collected and its oven dry weight was determined at 100 f 3 C.
Depithing: In order to remove the maximum possible pith from the bagasse it was carried out in 2 stages: dry, followed by wet depithing. In the dry depithing the bagasse was subjected to the hammer mill for a single pass and the partially depithed bagasse was then screened on a mechanical vibrating screen with 3,2 mm perforations to separate the pith, all the materials that passed through the screen being considered as pith. The bagasse retained on the screen and that which passed through the screen were weighed separately and their yields on an oven dry basis were calculated.
For wet depithing the dry depithed and dry screened bagasse was charged into the Black-Clawson hydrapulper and mixed with water to a consistency of 5%. The suspension was subjected to a violent mechanical agitation for 20 minutes. The resulting slurry was then screened through an 8 mesh mechanical vibrating screen and the particles and fines which passed through the screen were considered as pith. The depithed bagasse fiber retained on the screen was air dried and the percentage yield on an oven dry basis was calculated.
RAMON SAMANIEGO, HASAN ASKARI NAQVI AND JAIME O. ESCOLANO 1823
The pith passing through the screen was dewatered with a hydraulic press, weighed, and its yield on an oven dry basis was determined. The dry depithed, dry screened, and wet depithed and wet screened bagasse hereinafter will be referred to as "bagasse fiber".
Pulping : TWO- pulping processes were employed : a) Mechanical: Separate 12 kg (air dry) bagasse fiber samples were charged
into a cylindrical digester and subjected to direct steaming for 30 minutes at a maximum steam temperature of 160 C. The steamed bagasse fibers were then passed twice through a Bauer attrition mill using initial plate clearance of 25 mm and a final clearance of 6 mm. The resulting ground pulp was then wet screened through a 0,25 mm flat screen, pressed, weighed and the yield on oven dry basis was determined.
b) Cold-soda: Nine 1,5 kg portions of the bagasse fibers were soaked in the caustic soda solution with liquor to bagasse fiber ratio of 6 : 1 at atmospheric temperature (26-28 C) and pressure with the following variables :
i) Chemical concentrations: 40, 50 and 60 g/R (the treatments herein- after will be referred to as A, B and C treatments respectively).
ii) Soaking time: 40, 80 and 120 minutes (hereinafter will be referred to as no. 1, no. 2 and no. 3 treatments respectively). Thus there were 9 treatments, e.g. Al, A2, A3, B1, B2, B3, C1,
C2 and C3, at 2 trials per treatment. After cold-soda soaking, the 9 kinds of treated bagasse fibers were
passed separately through the Bauer attrition mill using an initial plate clearance of 25 mm and final clearance of 6 mm. The cold-soda pulps thus obtained were wet screened through a 0,25 mm mechanical vibrating flat screen. All the material which passed through the screen was considered as accepts while those which were retained on the screen were rejects. The accepts and rejects were separately dewatered to about'65% moisture, weighed and the yields on oven dry basis were calculated.
Spent liquor analysis: To determine the consumption of NaOH under each treatment, the spent liquors obtained after the soaking were analysed for their residual NaOH according to the TAPPI Standard Methodsz6.
Pulp beating and handsheet making: All the cold-soda and mechanical bagasse pulps were separately beaten in a pulp beater to about 200 CSF and made into handsheets according to TAPPI Standard Methods. For each beating duration the freeness of the pulp was determined and 8 handsheets were made.
PhysicaL testing and evaluation of the quality of the pulp handsheets: To evaluate the quality of the mechanical and cold-soda bagasse pulp handsheets and to select the best cold-soda pulp, the following physical tests of the handsheets were carried out in accordance with TAPPI Standard Methods: basis weight, thickness, density, burst strength, tear strength, tensile strength, folding en- durance, brightness and opacity.
Statistical analysis and selection of the best cold-soda treatment: To select the best cold-soda treatment the pulp yield and physical properties data were statistically analysed following a factorial, completely randomised design. Com- putations were made at the Los Bafios Computing Center. The bases for
MANUFACTURING - BY-PRODUCTS
selection of the best treatment were yield, soaking time, strength properties, brightness and opacity.
Bleaching: The selected cold-soda bagasse pulp was bleached using a 2- stages peroxide-hydrosulfite bleaching process under the following conditions:
a) First stage bleaching Chemical - H,O, Chemical quantity - 1 % O D wt of the pulp MgSO, - 0,05% OD wt of the pulp NaOH - 0,5% OD wt of the pulp Na,SiO, - 4% OD wt of the pulp Consistency - 10% Temperature - 70-75 C pH - 10-1 1 Bleaching time - 2 hours.
b) Second stage bleaching: Chemical - Na,S,O, Chemical quantity - 1 % OD wt of the pulp Na,P,O,, - 0,5% OD wt of the pulp Consistency - 5% Temperature - 60-70 C pH - 5-6 Bleaching time - 1 hour.
Thorough washing of the pulp followed each stage of bleaching and after the second stage the pulp was washed thoroughly, pressed, dewatered (to about 65% moisture), weighed and yield on oven dry basis was computed.
Evaluation of the bleached pulp quality: To determine the effect of bleaching and to evaluate the quality of the bleached cold-soda bagasse pulp it was beaten in a Valley beater and handsheets were prepared and tested in accord- ance with TAPPI Stkndard Methods.
Chemical analyses of the pulps: To determine the effect of chemical concen- tration, soaking time, bleaching, etc, on the chemical compositions and strength properties of the pulps, proximate chemical analyses of the bagasse fibers, and
1
I all the bagasse pulps (mechanical, cold-soda and bleached cold-soda pulps) were carried out according to TAPPI Standard Methods except for holocellu- lose, which was determined according to Wise et aZz9 method and included the following determinations : moisture, ash, 1 % NaOH solubility, alcohol-benzine solubility, hot water solubility, lignin, holocellulose, pentosans and alpha- cellulose.
Preparation of the pulp furnish: The mechanical bagasse pulp, bleached cold-soda bagasse pulp and Puget bleached kraft sulfate pulp were separately processed in a beater to a freeness of about 250 CSF. The beaten pulps were then blended according to the following proportions by weight:
Mechanical Bleached cold-soda Pueet bleached kraft bagasse pulp
20
- bagasse pulp
80 sulfate pulp -
10 90 -
50 30 20 50 25 25
The mixture was then slushed for 10 minutes and beaten additives con-
RAMON SAMANIEGO, HASAN ASKARI NAQVI AND JAIME O. ESCOLANO 1825
sisting of 10,0% China clay, l,0% alum, and 0,5% whitening agent (leucophor) based on moisture free pulp furnish were added. The beaten pulp was dis- charged to the preparation chest and water was added to bring the chest consistency to 0,40%, the pH being adjusted to 6,O by addition of dilute H,SO,.
Newsprint production: The production of newsprint was done in an experi- mental Midget Fourdrinier paper machine with a 21,5 cm trim and a speed of 1-2,5 m/min.
Physical testing of the newsprint and eualuation of quality: The trimmed news- print was subjected to physical and optical tests in accordance with the TAPPI Standard Methods. The properties determined were: basis weight, thickness, density, burst strength, tear strength, breaking length, brightness, opacity and porosity.
The properties of the experimental newsprint produced were compared with those of 11 kinds of imported newsprint tested at the Forpridecom.
RESULTS AND DISCUSSION
Depithing The approximate proportion of fiber, pith, soluble solids and other sub-
stances recovered on oven dry basis after dry and wet depithing are presented in Table 1.
TABLE 1. Fiber, pith and other substances in the bagasse sample.
After dry After wet After combined Components depithing depithing % dry dry and wet
% bagasse depithed depithing % bagasse bagasse
Fiber 57,88 77,61 44,93 Pith 40,57 9,97 46,34 Solubles, solids, dirt, losses, etc. 1,55 12,42 8,73
A large amount of pith was removed by dry depithing. The fibers obtained from the wet depithing were finer and cleaner than those from the dry de- pithing due to the action of water which removed some of the soluble solids in the fiber. The pith separated from the bagasse contained some portion of broken and small fibers which passed on with the pith during the screening. At the same time some parenchymatous cells (pith) adhere so strongly to the fiber that they cannot be detached from the latter, hence the inclusion of pith with the fibers.
Pulping
Mechanical: A steam pressure of 7,2 bar was maintained throughout the steaming period and the highest temperature attained by the bagasse fiber was 86 C at a steam temperature of 160 C. I t took 7 minutes for the fibers to come to a constant temperature of 86 C. The mechanical bagasse pulp yield on the bagasse fiber on oven dry basis was 88,35%.
Cold-soda: The cold-soda pulping operation removed the lignin and other impurities. Table 2 summarises the pulping data.

1826 MANUFACTURING - BY-PRODUCTS
TABLE 2. Cold-soda pulping data on bagasse fiber.
NaOH Soaking Yield Spent liquor, Treatment concen- time NaOH
no. tration min Accept Reject Total consumed glR % % % %
Pulping conditions: Liquor to bagasse fiber ratio - 6: 1. Pressure - 1 atmosphere. Temperature (room temperature) 27-28 C. Plate clearance of Bauer mill: Initial - 25 mm.
Final - 6 mm. Bauer consistency - 7% (approximately).
Evaluation of the Quality of Bagasse Pulps Mechanical pulp: Table 3 shows the beater test data on the handsheets
prepared from the mechanical bagasse pulp.
TABLE 3. Physical properties of mechanical bagasse pulp.
Time processed Property
0 min 80 min 130 min
Freeness CSF, ml Burst Factor Tear Factor Double folds, MIT, no. Tensile, breaking length, m Density, g/R Brightness (Photovolt), % Opacity, % Basis weight, g/m2 Thickness, mm
The physical test results obtained may be compared with the strength properties of the other groundwood pulps shown in Table 4.
TABLE 4. Physical properties of some groundwood pulps at 200 CSF.
Spruce Conventional Property groundwood pulp groundwood pulp
(Sweden)" (USA)l'
Burst factor - 11,33 Tear factor 33,O 42,O Double folds, MIT, no. 2 - Tensile, breaking length, m 2 440 2 100 Density, g/R 0,42 0,36 Brightness (Photovolt), % 56,l 56,O Opacity, % - -
P

I RAMON SAMANIEGO, HASAN ASKARI NAQVI AND JAIME O. ESCOLANO 1827
The proximate chemical analysis of the mechanical bagasse pulp (Table 5) showed that it did not differ appreciably in its chemical composition from that of the original bagasse fiber. The steaming and grinding removed some of the hot water and alcohol-benzene soluble materials like waxes, fats, gums, resins, etc. The hot water, alcohol-benzene, 1% NaOH solubility and ash content of the pulp decreased by 27,7, 53,4, 6,3 and 43,6% respectively from the original material, i.e., bagasse fiber. Due to the removal of the above impurities there was an increase in the holocellulose content of the pulp of about 3,0%.
There were slight differences in the chemical composition of bagasse used in this study and the bagasse from different places, which may be attributed to the differences in sugar cane varieties, soils and other growth conditions.
Cold-soda pulps: Table 7 gives the beater test data on the handsheets pre- pared from the various cold-soda bagasse pulps. The pulp freeness decreased rapidly with the increase in beating time. According to Monsaludl4, this is mainly attributable to the high hemicellulose content of the pulp which is largely responsible for its greater ease of hydration. The hemicellulose contents of cold-soda bagasse pulps, which are mostly pentosans, ranged from 21 to 26% (Table 5).
Effect of Beating on the Physical Properties of the Pulps The effect of beating and its mechanism were discussed in detail by
Ainsworthl, RydholmZ2 and MacDonald13. According to Rydholm a dried sheet of unbeaten pulp has a comparatively low mechanical strength. A light mechanical treatment in the presence of water greatly improves the strength of the dried sheet, and further beating leads to a further increase in the strength properties. Rydholm and MacDonald reported that the main effects of beating are believed to be swelling of fiber, increase in the fiber flexibility, fracture and removal of the fiber walls, breakage of internal bonds in the fiber or internal fibrillation, shortening of the fibers, formation of fines, increase in the surface area, formation of fibrils extending like whiskers from the fiber walls, etc.
In the case of the bagasse pulp handsheets, the increase in beating time improved the burst, folds, breaking length and density, while freeness, tear and opacity were considerably reduced, confirming similar findings of Ains- worth, MacDonald and Rydholm.
Effect of NaOH Treatment on the Pulps The overall effects of NaOH solution on the pulp yields and on the
physical and chemical properties of the cold-soda bagasse pulps are shown on Tables 2, 5 and 7.
The lignin content in the bagasse fiber was 18,44% which was reduced to about 13,0% after NaOH treatment. About 30% delignification was accom- plished due to the action of NaOH solution on the pulps (Table 5). Since lignin is one of the major components ,in decreasing the strength properties, its partial removal resulted in the!,increase of strength properties of the pulp.
. This explanation is confirmed by thd 'physical properties of the mechanical and cold-soda bagasse pulps (Tables 3 and 7). The breaking length at 200 CSF of the mechanical bagasse pulp was 2 900 meters, while in the case of cold-soda bagasse pulps it was 6 000 meters (average of all the cold-soda

TABLE 5. Chemical properties of bagasse and bagasse pulps. - CO N
Solubilitv in co
Sample Holo- Alpha- Pento-
cellulose cellulose sans Lignin Ash Alcohol- Hot
% % % % % benzene water 1% NaOH
% % % Depithed bagasse Mechanical bagasse pulp Cold-soda bagasse pulp A 1
A 2 A 3 B 1 B 2 B 3 C 1 C 2 C 3
Bleached cold-soda bagasse pulp
TABLE 6. Chemical properties of bagasse from different countries.
Sample
Solubilitv in g Holo- Alpha- Pento- 6
cellulose cellulose sans Ash Alcohol- Hot Z Lignin % % % % %
benzene water 1% N ~ O H 'i % % % %
Philippine bagasse15 2 Whole 71,2 - 23,7 20,5 2,40 %a 395 35,O 2 Depithed 74,2 . - 19,2 22,3 0,80 1 ,8 2,6 28,6 0
z Pith 68,8 - 24,O 23,4 4,OO 1,9 137 40,9
Hawaiian bagassee2 I td
Whole 77,6 38,l 26,7 20,2 1,65 - 2 3 - Depithed 77,8 42,5 27,9 20,8 0,70 - 029 - 2
- - v Pith 77,7 34,8 28,5 20,2 2,04 1,9 0
American bagassee2 u Whole - 33,6 29,O 18,5 2,30 8,4 10,O 2 t!

TABLE 7. Physical properties of cold-soda bagasse pulps.
Time . CSF Burst Tear Double Tensile Density Brightness Opacity Basis Thickness Sample processed Freeness factor factor folds MIT breaking g/ml % % weight lnm
min nil no. length m dm2

TABLE 7. Continued.
Time CSF Burst Tear Double Tensile Density Brightness Opacity Basis Thickness Sample processed Freeness factor factor :folds MIT breaking , g/ml % % weight mm
min ml no. length m dmZ
RAMON SAMANIEGO, HASAN ASKARI NAQVI AND JAIME O. ESCOLANO 1831
bagasse pulps). The burst, tear, folds, etc. in case of cold-soda bagasse pulp was 100-500% higher than the mechanical bagasse pulp (Tables 3 and 7).
The NaOH solution also removed some of the impurities (alcohol-benzene solubles) which tend to weaken the pulp, like fats, waxes, resins and other carbohydrates materials. About 65-85% of such impurities were removed from cold-soda bagasse pulps.
The hot water solubles of cold-soda bagasse pulps increased by 35-70% as compared to the original material, i.e. bagasse fiber. This may be inter- preted that NaOH solution hydrolysed some of the polysaccharides which was noted by comparing the pentosan content of the two samples. The pentosan in bagasse fiber was 25,68%, which was reduced to 23,5% (Table 5). The 1% hot NaOH solubility of cold-soda bagasse pulps decreased by 30-55%.
The partial removal of lignin and other impurities from the original material due to the action of NaOH solution contributed towards the decrease in pulp yield by about 20% and an increase of about 8% in the holocellulose and about 20% in the alpha-cellulose content of the pulps. This resulted in the increase of the strength properties.
1) Effect of concentration on:
a) Pulp yield: The pulp yield decreased highly significantly (Table 8) with the increase in the NaOH solution concentration from 40 g/R to 50 and 60 g/R. The decrease in the pulp yield with the increase in NaOH concentration may be attributable to the partial removal of lignin and other impurities as well as the degradation action of the alkali on the pulp.
From the yield point of view treatment A (40 g/R) gave better results as compared to the B and C treatments (50 and 60 g/R NaOH respectively).
b) Burst factor: There was no significant difference on the burst factors of handsheets from cold-soda bagasse pulps due to difference in NaOH concentration. Considering burst strength as one of the factors for selection of the best treatment, then treatment A was as good as treatments B and C.
c) Tear factor: With the increase in NaOH concentration from 40 g/R to 50 g/R there was no significant effect on the tear factor of the hand- sheets. But there was a significant decrease when the concentration was further increased to 60 g/R. This decrease in tear factor with the increase in NaOH concentrations from 50 to 60 may be explained by comparing the hot water solubility of the cold-soda bagasse pulps obtained after the A, B and C treatments. The hot water solubility of cold-soda bagasse pulp in case of treatment A was 2,44%, which increased to 2,61% and 3,02% in case of B and C treatments respec- tively (Table 5). This indicated that the higher the NaOH concen- tration, the higher is the dissolution of pentosans and partial break- down of cellulose. However, there was not much dissolution and de- gradation of pentosans and cellulose which could significantly affect the tear strength when the NaOH concentration of 40 g/R was increased to 50 g/R. With the increase in the concentration to 60 g/R there was higher degradation ac,tion)of the chemical on the pulp which resulted in significant decreasd,,of.the tear strength. Keeping in view the above

TABLE 8. Significance test on pulp yield and physical properties at 200 CSF of cold-soda bagasse pulps.
Tensile Sources of variance Pulp yield Burst factor Tear factor Double folds breaking Brightness Opacity
c length
Concentration C * * ns ns ns ** * * * Time, T * * * ns ** * * * ns C X T ns ns ** * * ns * * ns
Comparison among treatment at 5% and 1 % levels of significance --- 0,05 0,Ol 0,05 0,01'z6,~5 0,Ol 0,05 0,Ol 0,05 0,Ol 0,05 0,05 0,Ol 0,Ol
Concentration, C 40 g l l a o - - a o - - - - a o a o 50 g l l b P - - ab o - - - - b:; p b p 60 g l l C q - - b 0 - - - - C .- -- - q b OP
,- .L.
40 min a o a o - - a o a o a o - - 80 min a op b op - - b op a o b P - -
120 min b p b p - - c P b o c - - C x T
40 x 40 - - - - a o a o - - a o - - 40 x 80 - - - - b p b p - - a o - - 40 x 120 - - - - a o - - - - b P b P
.Any 2 means followed by any same letter are not significantly different at the indicated level of significance. ns = non-significant; * = significant; ** = highly significant.
RAMON SAMANIEGO, HASAN ASKARI NAQVI AND JAIME O. ESCOLANO 1833
test results and the economics, a conclusion may be drawn that treat- ment A was more desirable than treatments B and C.
d) Double folds: There was no significant effect on the double folds of the handsheets due to increase in NaOH concentration. This result may be explained by comparing the chemical test data. The lignin content of the pulp after treatment A, B and C was 13,38%, 13,42% and 13,32% respectively (Table 5). An increase in the NaOH concentration for cold-soda pulping of sugarcane bagasse had no effect on the re- moval of lignin. The same was the case with 1 % hot alkali solubility
I of the pulps. The solubilities were 18,84%, 18,38% and 18,44% in I
I case of A, B and C treatments respectively (Table 5). Treatment A I was as good as treatments B and C.
e) Breaking length: The increase in NaOH concentration for pulping of sugarcane bagasse had no significant effect on the breaking length of the pulp handsheets. Treatment A was as effective as treatments B and C.
f ) Brightness : The brightness of the pulp handsheets decreased significantly with the increase in NaOH concentration.
g ) OFacity: The opacity significantly increased from treatment A to B, but there was no significant difference between the B and C treat- ments. The minimum opacity requirement for newsprint is 86%. There was no need to go for higher opacity at the cost of higher NaOH concentration.
2) Effect of soaking time on: a) Pulp yield: There was no significant decrease in the pulp yield when
the NaOH soaking time for cold-soda pulping of sugarcane bagasse was increased from 40 minutes to 80 minutes, but it decreased signifi- cantly when the time was raised to 120 minutes. The decrease in pulp yield with increase in soaking time may be attributed to the partial removal of lignin and other impurities as well as dissolution of poly- saccharides. p .
Considering pulp yield as a'main factor, treatment nos. 1 and 2 (40 and 80 min soaking time) gave better results than treatment no. 3 (1 20 min soaking time).
The interaction between concentration and time was non-signifi- cant.
b) Burst factor: There was significant increase in the burst factor from treatment no. 1 to no. 2 but there was no significant difference between treatment nos. 2 and 3. Treatment no. 2 was better than treatment nos. 1 and 3. This is confirmed by comparing the chemical analysis results of the cold-soda bagasse pulps presented in Table 5. Treatment nos. 2 and 3 were equally effective in partial removal of lignin from the pulps and, comparatively, removed more lignin than treatment no. 1.
Treatment no. 1 was more desirable than treatment no. 2 because it needed lesser soaking time (40 minutes).
The interaction between concentration and time was non-signifi- cant.
c) Tear factor: The increase in soaking time had no significant effect on the tear factor of cold-soda bagasse pulps.

1834 MANUFACTURING - BY-PRODUCTS
The interaction between concentration and time was highly sig- nificant. Keeping the NaOH concentration constant at 40 g/R (treat- ment A), the increase in soaking time affected significantly the tear factor of the pulp handsheets. When the soaking time was increased from 40 to 80 min there was significant increase in the tear factor of the handsheets of the pulp, but it decreased significantly when the soaking time was raised to 120 min. However there was no significant difference between treatment nos. 1 and 3. Treatment no. 3 (120 min soaking) acted more drastically on the pulps which resulted in greater dissolution of pentosans and other carbohydrates and greater partial breakdown of cellulose. This is evident( from the chemical analyses of the pulps after the 3 treatments. The Bhemical analyses indicated that treatment no. 2 removed more impurit&s during the pulping process than treatment nos. 1 and 3 but in the case of treatment no. 3 there was removal of impurities as well as dissolution of pentosans and partial breakdown of cellulose. Since removal of lignin and other impurities dissolution of pentosans and partial breakdown of cellulose are all directly related to the strength properties of pulps, therefore, com- paring the physical properties of the 3 treatments, higher tear factor was obtained in case of treatment no. 2.
d) Double folds: With the increase in soaking time there was highly sig- nificant increase in the double folds of cold-soda bagasse pulps and treatment no. 3 was better than the other 2 treatments.
The interaction between concentration and time was highly sig- nificant (Table 8). In case of 40 g/R concentration with different soaking time, there was a significant increase in the double folds of cold-soda bagass?( pulp at 200 CSF from treatment no. 1 to treatment no. 2 but there was no significant difference between treatment nos. 2 and 3. However, there was significant difference between treatment nos. 1 and 3. For a concentration of 40 g/R soaking time of 80 minutes was best and produced pulp handsheets of highest double folds.
e) Breaking length: There was no significant difference on the breaking length of handsheets of cold-soda bagasse pulps between treatment nos. 1 and 2, but it increased significantly in case of treatment no. 3. From the breaking length point of view treatment no. 3 was better than the other 2 treatments.
The interaction between concentration and time was non-signifi- cant.
f) Brightness: The brightness of the pulp handsheets decreased significantly with the increase in the NaOH soaking time.
The interaction between concentration and time was highly sig- nificant.
g ) Opacity: There was no significant difference between the opacity at 200 CSF of cold-soda bagasse pulps obtained after treatment nos. 1, 2 and 3. Treatment no. 1 was as effective as treatment nos. 2 and 3 in achieving higher opacity of pulp, therefore treatment no. 1 was desirable because it needed less time (40 minutes).
Evaluation of the NaOH Treatments A comparison of the effects of all the 9 treatments (concentration and
RAMON SAMANIEGO, HASAN ASKARI NAQVI AND JAIME O. ESCOLANO 1835
time) of cold-soda pulping on yield and physical and chemical properties of bagasse pulp show that treatment A (40 g/R NaOH concentration) with a combination of treatment no. 2 (80 minutes soaking time) would be the choice because it was the most effective treatment and at the same time most econo- mical.
Bleaching The peroxide-hydrosulfite bleaching of cold-soda depithed bagasse pulp
obtained after the treatment A 2 yielded 92,35% bleached pulp as calculated on the oven dry basis. The bleached cold-soda bagasse pulp will be referred to as pulp "a".
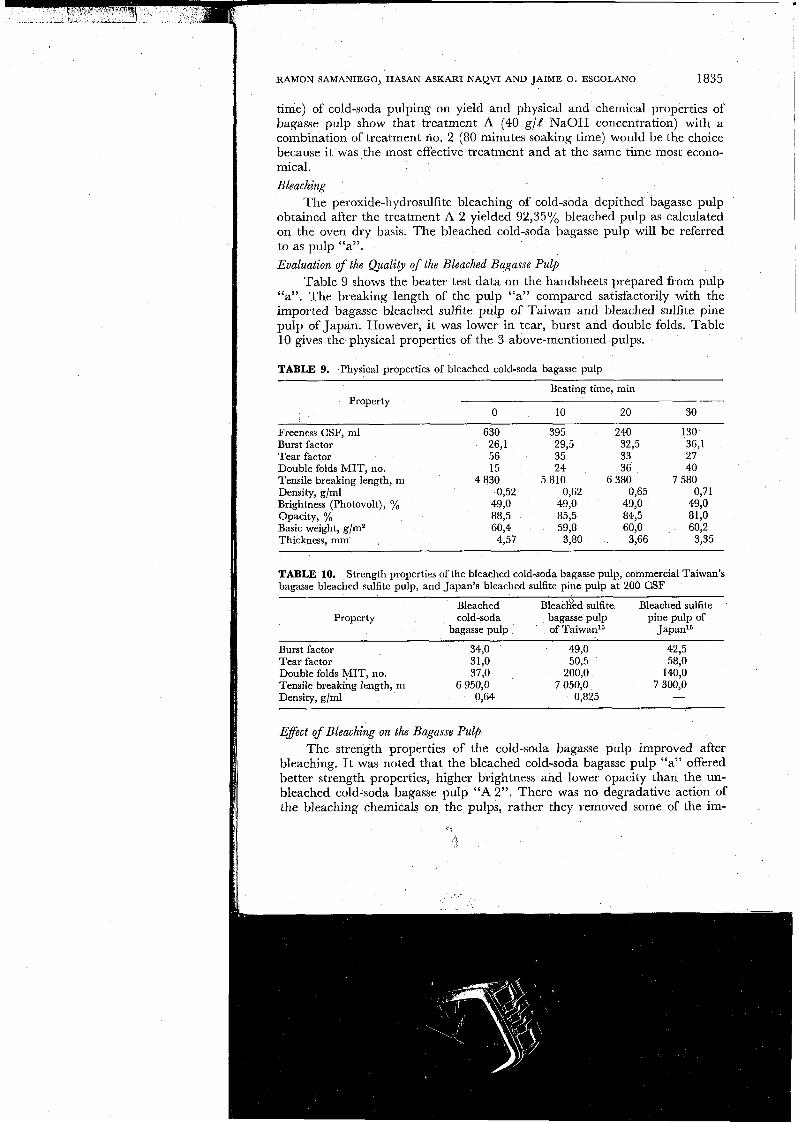
Eualuation of the Quality of the Bleached Bagasse Pull, Table 9 shows the beater test data on the handsheets prepared from pulp
< ( a 3, . The breaking length of the pulp "a" compared satisfactorily with the
imported bagasse bleached sulfite pulp of Taiwan and bleached sulfite pine pulp of Japan. However, it was lower in-tear, burst and double folds. Table 10 gives the physical properties of the 3 above-mentioned pulps.
TABLE 9. Physical properties of bleached cold-soda bagasse pulp
Beating time, min Property
0 10 20 30
Freeness CSF, ml Burst factor Tear factor Double folds MIT, no. Tensile breaking length, m Density, g/ml Brightness (Photovolt), % Opacity, % Basic weight, g/ma Thickness, mm ,
TABLE 10. Strength properties of the bleached cold-soda bagasse pulp, commercial Taiwan's bagasse bleached sulfite pulp, and Japan's bleached sulfite pine pulp at 200 CSF
Bleached ~leaceed sulfite Bleached sulfite Property cold-soda bagasse pulp pine pulp of
bagasse pulp of Taiwan16 Japan16
Burst factor 34,O 49,O 42,5 Tear factor 31,O 50,5 58,O Double folds MIT, no. 37,O 200,O 140,O Tensile breaking length, tn 6 950,O 7 050,O 7 300,O Density, g/ml 0,64 0,825 -
Efect of Bleaching on the Bagasse Pull, The strength properties of the cold-soda bagasse pulp improved after
bleaching. I t was noted that the bleached cold-soda bagasse pulp "a" offered better strength properties, higher brightness and lower opacity than the un- bleached cold-soda bagasse pulp "A 2". There was no degradative action of the bleaching chemicals on the pulps, rather they removed some of the im-
1836 MANUFACTURING - BY-PRODUCTS
purities from the pulps which tend to weaken them. This may also be explained from results of the chemical analyses on the pulps (Table 5).
The lignin in the pulp "A 2" (13,5%) was reduced to 10,610/, upon bleaching and 18% delignification was achieved.
The hot water solubility in case of pulp "A 2" (2,33%) was reduced to 1,56% (pulp "aJ') upon bleaching, which showed that impurities like gums, pectins, tannins, etc, were removed during the process (Table 5).
The 1% NaOH solubility in the pulp "A 2" (17,74%) was reduced to 14,64% (pulp "a") and at the same time there was no decrease in the pentosan content of the pulp after bleaching. These are confirmatory tests that there was no drastic action of the bleaching chemicals on the pulp, rather they dissolved some of the impurities and thus improved the strength properties.
Due to the removal of lignin and other materials from the pulp, the holo- and alpha-cellulose contents increased by 5,7% and 7,5% respectively, which resulted in the improvement of the pulp strength.
The brightness (Photovolt) of the cold-soda pulp "A 2" was (47,0%) in- creased to 49,0% upon bleaching (Pulp "a"). Since the brightness specification for acceptable quality newsprint is 50%, to attain higher brightness of the pulp further bleaching was carried out by increasing the concentrations of the chemicals as follows :
Hydrogen Sodium peroxide hydrosu@te
% Yo 1 ,o 1,5 1,5 1,5 1,5 2,o 2,o 2,o
The brightness achieved after all the treatments was 49,5%. Keeping in view the cost of chemicals, and the effects of the treatments on brightness, 1,0% hydrogen peroxide and 1,0% sodium hydrosulfite was chosen for bleach- ing the pulp and a whitening agent (leucophor) was added to increase the brightness of the newsprint.
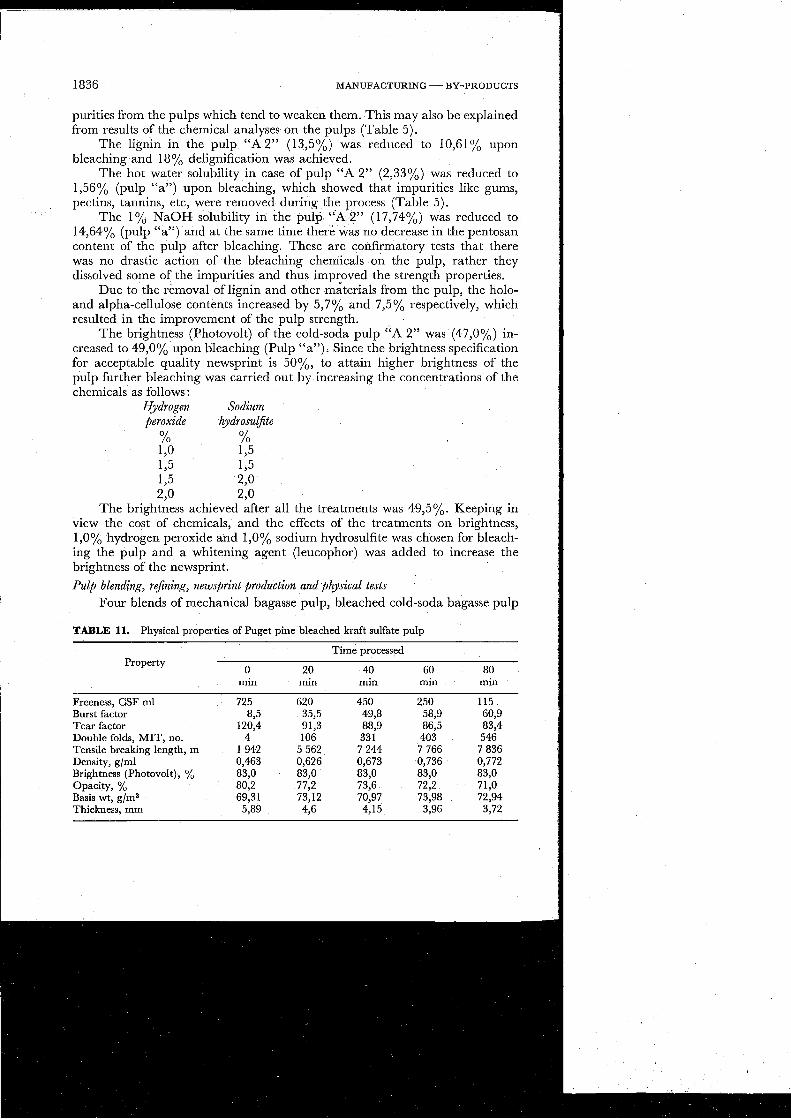
Pub blending, reJining, newsprint production and physical tests Four blends of mechanical bagasse pulp, bleached cold-soda bagasse pulp
TABLE 11. Physical properties of Puget pine bleached kraft sulfate pulp
Time processed Property
0 20 40 60 80 min min min min min
Freeness, CSF ml 725 620 450 250 115 Burst factor 895 35,5 49,8 58,9 60,9 Tear factor 120,4 91,3 88,9 86,5 83,4 Double folds, MIT, no. 4 106 331 403 546 Tensile breaking length, m 1 942 5 562 7 244 7 766 7 836 Density, g/ml 0,463 0,626 0,673 0,736 0,772 Brightness (Photovolt), % 83,O 83,O 83,O 83,O 83,O Opacity, % 80,2 77,2 73,6 72,2 71,O Basis wt, g/ma 69,31 73,12 70,97 73,98 72,94 Thickness, rnm 5,89 4.26 4,15 3,96 3,72

RAMON SAMANIEGO, HASAN ASKARI NAQVI AND JAIME O. ESCOLANO 1837
and Puget bleached kraft sulfate pulp were prepared in various ratios. The physical properties of Puget pine bleached kraft pulp is shown in Table 11. The different blends after treatment were run on the Fourdrinier paper machine.
Difficulties were observed at the paper machine in the newsprint produc- tion of 80-20, and 90-10 cold-soda and mechanical bagasqe pulp blends as the wet paper stuck to the presses. The paper produced was very thick, the basic weights from a mixture of 80-20 and 90-10 cold-soda and mechanical bagasse pulps being 77,12 and 69,58 g/m2 respectively. The paper was also stiff and somewhat brittle, although the stiffness may have been due to the high pro- portion of cold-soda pulp.
To reduce the thickness and improve the strength properties the ratio of the bleached cold-soda bagasse pulp in the blend was reduced and replaced by the mechanical bagasse pulp and Puget pine bleached kraft sulfate pulp. A mixture of 50% mechanical bagasse pulp, 30% bleached cold-soda bagasse pulp and 20% Puget pine bleached kraft sulfate pulp was prepared and run on the paper machine. The sticking of the wet paper to the presses was reduced considerably with this formulation and the paper produced was less stiff and less brittle than the previous 2 trial runs. The basis weight, 65,71 g/m2 and the thickness, 5,6 mm were still greater than that of standard newsprint.
Keeping in mind the results of the above 3 trial runs, the quantity of the bleached cold-soda bagasse pulp was further reduced and replaced by the Puget bleached pulp. A mixture of 50% mechanical bagasse pulp, 25% bleached cold-soda bagasse pulp and 25% Puget bleached kraft sulfate pulp was prepared and run on the paper machine. The physical properties of the newsprint formed are presented in Table 12 and newsprint formed hereinafter will be referred to as the "experimental newsprint".
TABLE 12. Physical properties of the "experimental newsprint", F A 0 standard newsprint and imported commercial newsprints.
Eleven commercial Experimental F A 0 newsprint
Property newsprint standard newsprint Range of Average
properties
Basis wt, g/m2 Thickness, mm Density, g/ml Burst factor Tear, CMD, g Tensile breaking length, m Double folds, MIT, no. Brightness (Photovolt), % Opacity, % Porosity, sec
Eualuation o f the Quality o f ~ x ~ i f i r n ~ n t a l .Newsprint i I
The properties of the "expe?imental newsprint" were compared with the F A 0 standard specifications for bagasse newsprint and that of eleven kinds of imported newsprint tested at the Forpridecom. The physical test results are
1: i \ i ': ,

I
RAMON SAMANIEGO, HASAN ASKARI NAQVI AND JAIME O. ESCOLANO 1839
27. Wise, L. E., Murphy, M. and D'Addieco, A. D. (1946). Chlorite holocellulose, its fractionation and bearing on summative wood analysis and on studies on the hemicellulose. Paper Trade J, 122(2) :35-43.
28. Wu, T. P. (1968). Manufacture of bagasse pulp on Taiwan. Ind Free China, 2927-34.
EFECTOS DE LOS METODOS PARA EXTRAER Y BLANQUEAR PULPA BASADO EN LAS PROPIEDADES
FISICO-QUfMICAS DEL BAGAZO DE CAmA DE AZUCAR PARA PAPEL DE PERIODICOS
Ramon Samaniego, Hasan Askari Naqvi y Jaime 0. Escolano I I
RESUMEN Se condujo un estudio en la Divisidn de Tecnologia Azucarera
Departamento Quimico de Agricultura, Colegio de Agricultura UF y en el Laboratorio de Investigaci6n de Pulpa y Papel, Comisi6n de Investigaci6nr de Productos de la Foresta y de Desarrollo Industrial, Laguna, Filipinas para estudiar 10s efectos de 10s m6todos para extraer y blanquear pulpa, basado en las propiedades fisico-quimicas del bagazo de cafia de azdcar para papel de peri6dicos. El desfibramiento del bagazo fu6 llevado a cab0 en dos etapas: desfibramiento seco, seguido por desfibramiento mojado. El bagazo desfi- brado fu6 sometido a 30 minutos de vapor antes de la mecanizacidn de la pulpa. Concentraci6n NaOH de 40/g/1 6 6:l relaci6n licor a material y a 80 minutos de tiempo de remojo dieron 10s mejores resultados para la extraccidn de la pulpa de bagazo de cafia de azljcar mediante soda fria. Se encontr6 que la concentraci6n de 1% de per6xido de hidr6geno y 1% de hidrosulfito de sodio fu6 lo mejor para el blanqueado de bagazo, usando soda fria. Basado en sus fuertes propiedades, el papel de peri6dico experimental, producido de una mezcla mec6nica del 50% de pulpa de bagazo, 25% de pulpa de bagazo blanqueada con soda fria y 25% de Puget blanqueado sulfato kraft satisfizo las especificaciones FA0 para standard de calidad de papel de peri6dico de bagazo y fu6 tan bueno como once clases de papel de peri6dicos importados del Canada y de 10s E.U.A. y probado en el





























