Embed Size (px)
Citation preview
1
Hydrogen Unit debottlenecking
– An Innovative Approach
S.K. Goel
BPCL Mumbai Refinery
International Conference on
Refining Challenges & Way Forward
Hydrogen Unit Process Details
3
Need for Innovation
Unit Capacity 49,000 MTPA (148.5 MTPD)
Plant Commissioned In August 2005.
Hydrogen availability low because of reduced thruput, impacting HSD Production
Issues –
Low Pre-reformer temperature, close to hydration limits
This required lower firing in bottom section of reformer, which in turn caused higher skin temperature in upper sections of the reformer.
4
Bottlenecks
Unit was revamped in 2008 to include CRU off gas as part of the feed. This helped to some extent to increase pre-reformer temperature
Problem aggravated with switch over reformer feed from naphtha to natural gas, since the reformer firing reduced. There was a sharp drop in Pre-reformer temperature.
There were 5 tube failures, causing expensive shut down’s. Unit was operated at reduced throughput & tube max skin temperature limited to 945 deg C.
5
Possible solutions
Licenser suggested to augment heat transfer area in reformer convection section. This was not found feasible, due to space limitations in the unit & needed a major revamp.
Other Licensers suggested duct firing or a convective reformer. These were capital intensive & also needed higher energy consumption.
6
BPCL Innovation
The innovation emerged from the following thought process.
Can we use steam superheat space for process pre-heat? or
Can we augment process pre-heat instead of steam superheating to such a high degree, which was really not needed.
A closer look at the process revealed that part of lower temperature steam from feed heat exchanger can be exported directly, which would augment process pre-heat.
The concept was agreed by Process Licenser, who supported for finalizing the process Design.
7
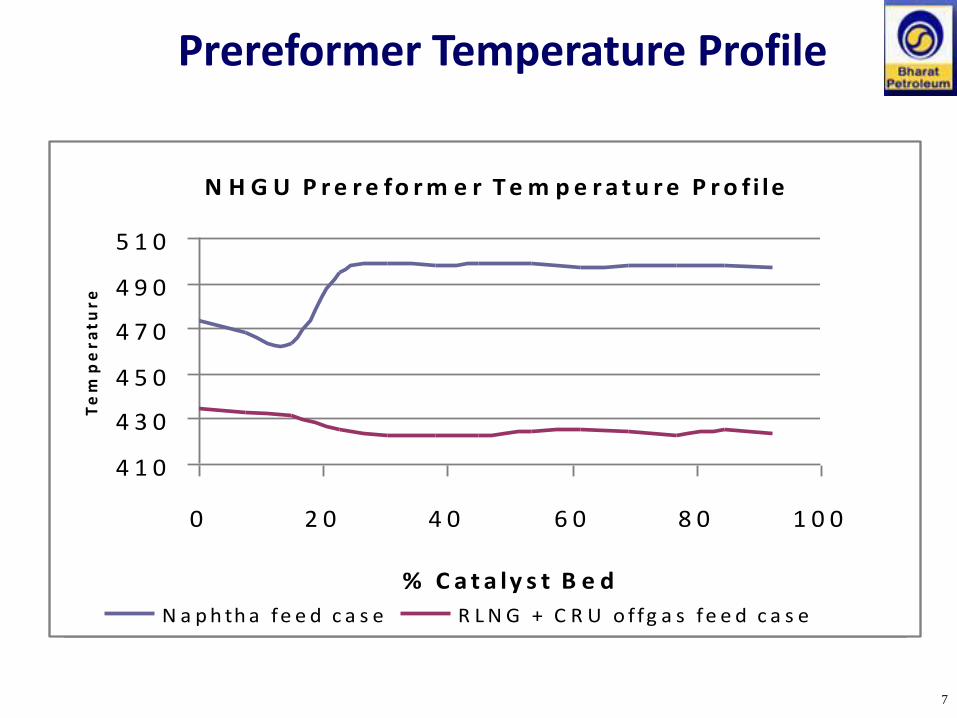
NHGU Prereformer Temperature Profile
410430450470490510
0 20 40 60 80 100
% Catalyst Bed
Tem
pe
ratu
re
Naphtha feed case
Prereformer Temperature Profile
N H G U P r e r e fo r m e r T e m p e r a t u r e P r o f i le
4 1 0
4 3 0
4 5 0
4 7 0
4 9 0
5 1 0
0 2 0 4 0 6 0 8 0 1 0 0
% C a t a ly s t B e d
Te
mp
era
ture
N a p h th a fe e d c a s e R L N G + C R U o f fg a s fe e d c a s e
8
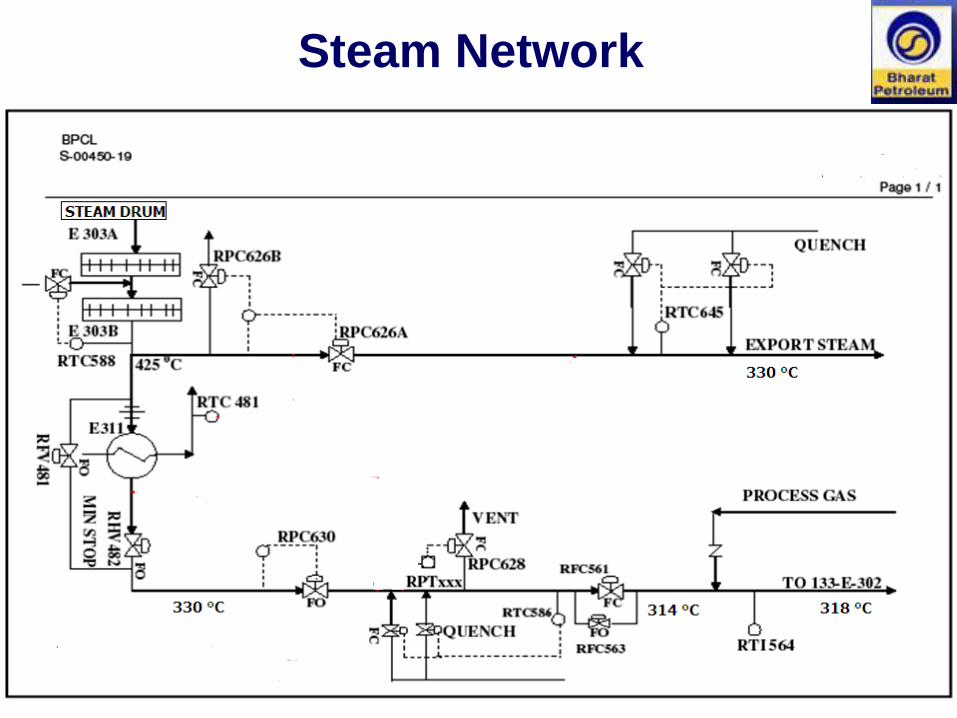
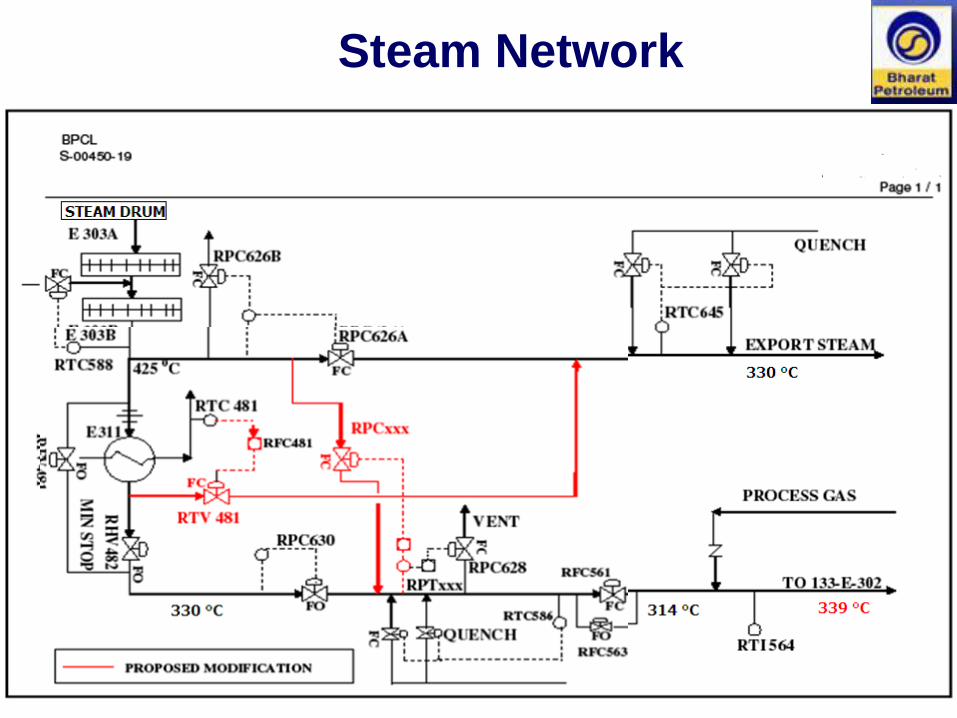
Steam Network
320 °C
9
Steam Network
320 °C
10
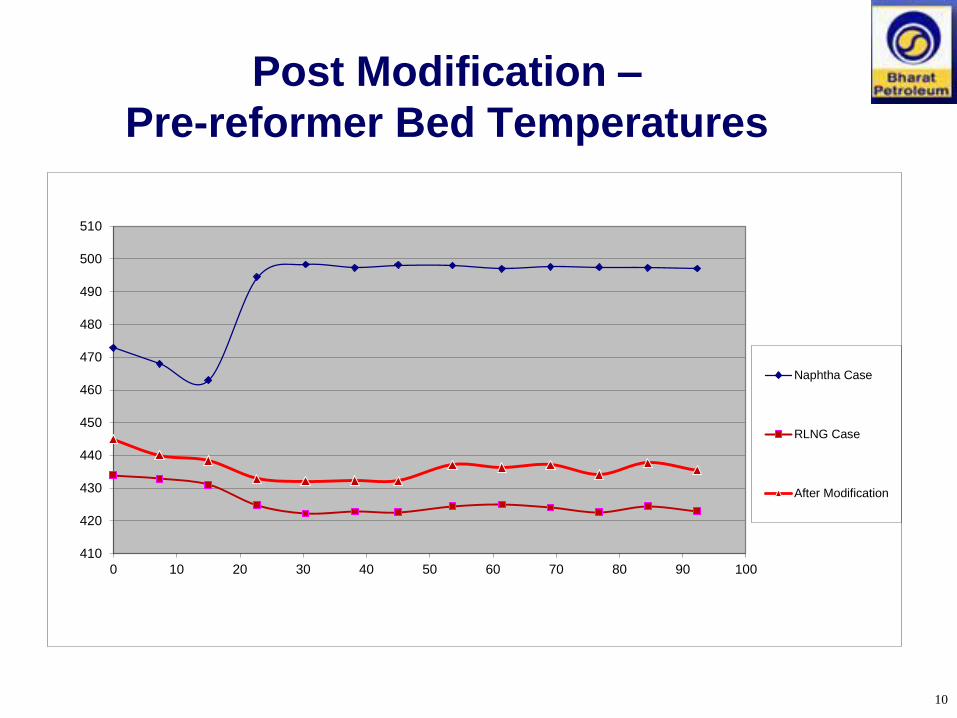
Post Modification –
Pre-reformer Bed Temperatures
410
420
430
440
450
460
470
480
490
500
510
0 10 20 30 40 50 60 70 80 90 100
Naphtha Case
RLNG Case
After Modification
11
Results Achieved
Pre-reformer minimum bed temperature increased by 15 deg C & tube skin temperature dropped by 10 deg C
Fuel reduction – 4 MT/D
CRU off gas – No longer essential in the feed, thus unit load can be increased independently during CRU shut down.
Unit rated capacity achieved with 962 deg C max skin temperature & natural gas feed.
The idea won BPCL Chairman’s award at Ideas 2011 Platform. This is the highest in-house award to nurture Innovation & Talent in the organization
12
Thank you

![Multimodal chromatography: debottlenecking the downstream ... · Multimodal chromatography: debottlenecking the downstream processing of monoclonal antibodies Review step [17] in](https://img.pdfslide.us/doc/110x75/5b92e15f09d3f232708cb3b1/multimodal-chromatography-debottlenecking-the-downstream-multimodal-chromatography.jpg)



























