-
8/4/2019 Hydraulic Tubing
1/5
48 Airframe Technology
A i r c r a f t M a i n t e n a n c e T e c h n o l o g y A P R
I L 2 0 0 0
Lifelines to power and motion control
By Terry Karl and Mark Morrow
hen a fully loaded B747-400 final-
ly lands after 10 or more hours in
flight, some 600,000 lbs. of aircraft
and passengers travelling at
approximately 170 miles per hour
must come to a stop safely.While we all know that hydraulic
pumps, valves, brakes,
and thrust reversers must work properly to accomplish this,
we often dont think about the ubiquitous metal tubes that
carry the hydraulic power through and to these subsystems.
These lifelines of the hydraulic system must also be in
optimum operating condition to meet these demands.
Most of todays attention in hydraulic system design
and maintenance is paid to the critical, large subsystems
and components, such as primary and secondary flight
control actuators, engine-driven pumps, auxiliary pumps,
electric motor pumps, and power transfer units. The emerg-
ing technologies surrounding the all electric aircraft and
EHAs (electrohydrostatic actuators) command much more
attention than simple hydraulic tubing. These technologies
and accessories drive both the complexity and costs asso-
ciated with aircraft hydraulic systems. As many mechanicsare
aware, however, even with all these advancements and
the increased sophistication of hydraulic systems today,
fluid leakage remains as one of the most aggravating caus-
es for unscheduled maintenance actions. One of the lead-
ing causes of fluid leakage involves hard tubing and tube
fittings. This article focuses on hydraulic tubing and
various
methods of maintenance and repair for these tubes.
Hydraulic power lifelinesHydraulic tubing and flexible hose
styles are, indeed,
the lifelines of hydraulic power and motion control. These
distribution systems carry high-pressure (typically 3,000
psi)
hydraulic fluid power to all the various points in the
aircraft
where work needs to be done. Although not nearly as
glamorous as the power and motion control accessories,
nevertheless, problems associated with tubing and fittings
cause some 30 to 60 percent of aircraft delays and cancel-
lations. A typical commercial transport can contain up to
several hundred yards of tubing and thousands of fittings
and fitting connections. Hydraulic tube sizes can rangefrom as
small as a quarter inch up to one and a half inch-
es. Material types used range from aluminum (typically
6061T6) to corrosion-resistant steel (CRES alloys such as
300 series and more robust materials such as 21-6-9) to
exotic titanium material (such as 3Al-2.5V). Tubing wall
thickness for a given tube size can vary also, since the
effort
to save weight in aircraft design is optimized. Therefore,
the mechanics dilemma in hydraulic tube repair can be
magnified quite quickly.
Tube failures
Many factors can contribute to tube failures. The mostcommonly
cited factors are chafing (either against structure
or at clamping points), installation stress (created by runs
WProblems associated with tubing andfittings cause some 30 to 60
percent of aircraft
delays and cancellations.
-
8/4/2019 Hydraulic Tubing
2/5
of tubing going from fixed point to
fixed point), and corrosion (due to
environmental conditions). While
thorough precautions are taken in the
selection of materials, design, and
installation by the airframe manufac-
turers, it is still possible that tubeleaks can occur. To
minimize these
possibilities, maintenance of tubes
and fittings should always be accom-
plished in accord with the airframe
manufacturers recommended prac-
tices as detailed in the airframe main-
tenance manual.
Tubing maintenancebasics
Hydraulic system tubing mainte-
nance can be proactive in the sensethat routine inspections for
evidence
of weeping and leakage can be done
visually or by wiping exposed sur-
faces with a clean, white rag to deter-
mine if fluid is present. Tube clamp-
ing points should be examined visu-
ally for evidence of looseness and
possible chafing against the tubes
they are clamping. Loose or damaged
clamps or clamps whose protective
elastomer padding is
worn or damagedshould be replaced.
Tubes should be
examined visually
for evidence of
scratches, nicks,
dents, or any other
malformations or
defects that could
cause failure points.
Tubing should also
be free from exces-
sive accumulations of other fluids
such as cleaning fluids and other
foreign substances that might
eventually lead to corrosive dam-
age to the tube. Finally, tubing
should not be in direct contact
with airframe structure, othertubes and/or hose or other
acces-
sories that might lead to chafing.
In some cases, common air-
craft cleaning solutions may also
have long-term damaging effects
on tubing life. If there are any
doubts as to whether any of the
cleaning solutions might con-
tribute to decreased tubing life,
consult with the airframe manu-
facturers technical product support
personnel.Also, while it may seem self-evi-
dent, always check the tube fitting, or
B nut connections to ensure they are
properly torqued. Consult the air-
frame technical manual for various
torque levels given different tube and
fitting materials.
When inspection does reveal
any of these problems, replacing the
entire tube assembly or sections
thereof may be required. Several
repair or replacement strategies maybe employed, depending on
the cir-
cumstances and what is permissible
according to the airframe manufac-
turers maintenance manual.
Repair and/or replace-ment strategies
Following are repair or replace-
ment alternatives, depending upon
the aircrafts situation, the resources
available at the time,
the mechanics skilland training level, and
the urgency of bring-
ing the aircraft back
into flight-worthy con-
dition:
Minor repair of
the tube assembly If
the tube is scratched
or nicked not deeper
than 10 percent of the
tube wall thickness,
Airframe Technology 49
A i r c r a f t M a i n t e n a n c e T e c h n o l o g y A P R
I L 2 0 0 0
Table I
Tube Flattening Limits
Tube Operating Pressure
Material 1000 PSIG Maximum Greater Than 1000 PSIG
Aluminum 10 Percent 5 Percent
321 CRES 10 Percent 5 Percent
21-6-9 CRES 5 Percent 3 Percent
Carbon Steel 7.5 Percent 7.5 Percent
Titanium 5 Percent 3 Percent
Ovality, or flatness, in the tube bend area can be measured by
using the following formula:
Ovality Percentage = [(Max OD Min OD)/Nominal OD] X 100
Table II
Tube Bend Radii Recommendations
Minimum Bend Radii (inches)
Tube O.D. 6061T6 300 Series 21-6-9 TI-3AL-2.5V
Dash No. (in.) Aluminum Stainless Steel Stainless Steel
Titanium
-3 3/16 3/8 3/8 9/16 9/16
-4 1/4 _ 1/2 _ 3/4
-6 3/8 _ 3/4 1-1/8 1-1/8
-8 1/2 1 1 1-1/2 1-1/2
-10 5/8 1-1/4 1-1/4 1-7/8 1-7/8
-12 3/4 1-1/2 1-1/2 2-1/4 2-1/4
-16 1 2 2 3 3-20 1-1/4 2-1/2 2-1/2 3-3/4 3-3/4
-24 1-/12 3 3 4-1/2 4-1/2
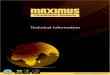
Figure 1. Tube Repair Methods
-
8/4/2019 Hydraulic Tubing
3/5
Airframe Technology
typically such damage may be bur-
nished away using hand tools.
However, if the scratch or nick is on
the outside radius of a bend, then the
tube should be repaired or replaced
as outlined below. Tubes with severe
die marks, splits, cracks, evidence oftorsional twist, or dents
should also
be replaced.
Replace the entire tube assembly
Obtain a complete new tube
assembly from stock. Make sure the
new tube assembly can be installed
without pre-stressing the end fitting
connections. Too much pre-stress to
the end fitting connections may sig-
nificantly affect tube life. Use
Illustrated Parts List part numbers,
and follow the appropriate sectionsof the airframe manufacturers
maint-
enance manual.
Install a tempo-
rary hose assembly
Many manufacturers
permit the use of a
temporary repair
that consists of ahose assembly fabri-
cated from field
assembly or
reusable hose fittings and bulk hose.
Such hose assemblies are typically
limited for use until the aircraft reach-
es the next possible maintenance
facility that is capable of performing a
permanent repair. Care should be
taken to ensure the hose assembly
meets the pressure requirements of
the system it is being used with andthat there are no fluid
compatibility
problems. In the case of hydraulic
systems using either phosphate ester
(typically known as Skydrol or Hy-
Jet) or MIL-H-5606 petroleum-based
products, Teflon-lined, wired-rein-
forced hose is preferred. Hose assem-
blies should be clamped in the loca-
tions where the hard tube was
clamped, and care should be taken
that all other installation practices for
hose are followed.Major repair of the tube assembly
Many, if not all, airframe manufac-
turers permit repair of tube assem-
blies either on the aircraft or in the
maintenance shop. Damaged sec-
tions of the assembly may be cut out
and replaced in the form of a splice
(see Figure 1.). Damaged end fittings
may be cut off and replaced, but care
should be taken that the repaired
assembly fits the installation and that
no pre-stress is imparted to therepaired tube due to
misalignment or
differences in length caused by the
repair. After the defective tube assem-
bly is removed from the aircraft, there
are five basic steps to follow:
1. Cut the defective area out of theassembly
2. Deburr the cut ends3. Form the replacement tube sec-
tion4. Install the new tube section
and/or fittings5. Inspect the new tube assembly
Always ensure that the repair
tube material is of the correct materi-
al type, size, and wall thickness in
accordance with the manufacturers
instructions.
Generic tube repairStep by step description of a
basic tube repair:
Tube cutting Cut the tube
using a chipless tube cutter, high-
grade hacksaw, or other production
method that ensures a square-cut
end, with a minimum amount of
burrs. The cutter should be moved
slowly and uniformly to ensure that
tube deformation does not occur.Tube deburring After cutting
the tube, carefully remove any burrs
from both the outside diameter and
inside diameter of the tube. Use of a
deburring tool helps to prevent the
inclusion of metallic chips inside the
tube which would contaminate the
hydraulic system. Cut and deburred
tube ends should be protected from
further damage or the collection of
dust or dirt if they are to be left unat-
tended for any period of time.Tube bending In most cases it
will be necessary to form the
replacement section of tubing to fit
the aircraft. Obtaining a smooth
bend with an absolute minimum of
tube flattening is needed to ensure
high integrity and life of the
replacement section as well as
avoiding any unwanted fluid flow
restriction. Tubes may be formed
either by hand or by powered tube
benders, but care must be taken,depending upon the nature of
the
tube material, as well as the wall
A i r c r a f t M a i n t e n a n c e T e c h n o l o g y A P R
I L 2 0 0 0
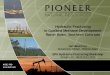
Figure 5(d) -
Swag the Fitting
Figure 5(a) - Mark the Tube
Figure 5(b) - Position the Fitting
Figure 5(c) - Position the Tool
-
8/4/2019 Hydraulic Tubing
4/5
Airframe Technology 51thickness. Excessive flattening, kink-
ing, wrinkling, or other deformation
of the tube must be avoided. Table I
on pg.52, shows the acceptable lim-
its of tube flattening.
The maximum OD and the
minimum OD are the largest andsmallest cross-sectional
diameters
measured within the area of the
bend. The ovality in the bend area
should not exceed the values in
Table I. Recommended minimum
bend radii are as shown in Table II,
pg.52.
Depending on the capability of
the apparatus used to bend the
tube, it may be necessary to use
larger bend radii.
Installing tube fittings Afterthe replacement section has
been
formed and is ready for installation,
attachment of the permanent tube
fittings is required. While each of
the permanent tube fitting styles has
some unique requirements, there
are generic steps which are similar:
1. Mark the parent tube and the
replacement section to indi-
cate where the repair fitting
is to be positioned
2. Position the tube fitting rela-tive to the tubing
3. Position the installation tool-
ing
4. Install the tube fitting
5. Inspect the installed joint
Figures 5(a) through 5(e) depict
this sequence of events for the axi-
ally swaged, Rynglok Tube Fitting
System.
Inspection of the repaired tube
assembly If possible, the repairedtube assembly should be proof
test-
ed using appropriate equipment, in
accordance with the airframe manu-
facturers maintenance manual
instructions, prior to being installed
on the aircraft. Alternatively, the
repaired tube assembly may be
installed on the aircraft and tested as
the hydraulic system is tested before
deeming the aircraft flight-worthy.
Care should be taken to perform all
normal hydraulic system tests.Permanent tube fittings:A
bewil-
dering array Over the years, quite
a few permanent
tube fitting styles
have been devel-
oped, both for pro-
duction of the air-
crafts hydraulic
tube system, aswell as for repair of
the aircraft once in
s e r v i c e .
Development of
this wide variety of
choices is due in
large part to the complex variety of
installations on the aircraft. Many
mechanics have often encountered
situations where, among other
things, they have wondered exactly
how the installation was designedand installed on the aircraft
and
whether any thought was given to
the poor mechanic who one day
might have to maintain these tubes.
As a result, each of the types of per-
manent tube fitting styles offers
attractive attributes, depending
upon a variety of circumstances.
Correspondingly, each tube fit-
ting system also entails some less
than desirable attributes. Each
mechanic and system maintenanceengineer must examine the
primary
criteria of their aircraft needs, fleet
needs, logistics, mechanic skill and
training levels, and other pertinent
factors, when deciding what tube fit-
ting styles best meet their require-
ments. Having said that, it is worth
mentioning the most prominent per-
manent tube fitting styles available
today:
Weld-style fittings:Widely used
to produce aircraft hydraulic tubeassemblies, this method of
attach-
ment may also be used for repair,
but requires the proper weld equip-
ment and inspection facilities and is
more difficult to accomplish on
board the aircraft. Mechanic skill
levels are relatively high. Welded
tube connections, accomplished
correctly, create joints of equal or
greater strength than the parent
tube, and are light in weight.
Bite-style fittings: This fittingstyle relies on sleeves that
literally
bite into the parent tube to effect the
connection. They are relatively sim-
ple to accomplish, require a lesser
skill level on the part of the mechan-
ic, but also require a larger envelopein which to turn wrenches
that
install the fitting.
External swage-style fittings:
Although used industry-wide, exter-
nal swage-type fittings require a
considerable amount of equipment
to accomplish repairs and a relative-
ly skilled workforce to install them.
The prevalence of the system pro-
vides for logistic advantages. In
some cases, the production tubes
were manufactured with this system,minimizing the envelope
restrictions
for access to accomplish repairs.
This fitting style also uses an elas-
tomeric seal on the interior of the fit-
ting as a secondary seal, if required.
Shaped memory fittings:
Advancements in metallurgical sci-
ence allowed for the development
of a special fitting style that relies on
the memory of the metal. These
fittings are stored in cryogenic
dewars of liquid nitrogen andremoved when needed to be
installed on the hydraulic tubes.
Special equipment pre-chills the
tube ends to properly accept these
lightweight fittings; however, since
these fittings accomplish their
method of attachment to the tubing
by warming up in the ambient envi-
ronment, they are somewhat time
sensitive in their installation.
Axially swaged-type fittings:This
fitting style axially swages a perma-nently attached ring around
a fitting
body, which permanently deforms
A i r c r a f t M a i n t e n a n c e T e c h n o l o g y A P R
I L 2 0 0 0
Figure 5(e) - Inspect the Installation
-
8/4/2019 Hydraulic Tubing
5/5
both the fitting and the tube to effect a
metal-to-metal seal without the use of
elastomers. The fitting material is compat-
ible with all types of tubing and wall thick-
nesses. Mechanic training and skill level
are relatively low. Installation equipment
investment required is more than bite-typefittings and shaped
memory fittings, but
less than external swage and weld-style
fittings.
The road aheadCare and maintenance of hydraulic
system tubing are as important as any
other aspect of system maintenance.
With the ever increasing complexity of
todays aircraft, proper attention to
hydraulic tubes on both a preventative as
well as a repair and replacement schemecan avert potential
problems before they
impact the aircrafts flight operations.
Older and newer technologies and
approaches are available to meet each
individual aircrafts needs. Newer tech-
nologies attempt to address all elements
of cost associated with the repair and
maintenance of hydraulic tubing. Each
mechanic is encouraged to familiarize
themselves with alternative tube repair
technologies in an effort to ensure opti-
mized repair capability for the aircraft onwhich they work.
AMT
A i r c r a f t M a i n t e n a n c e T e c h n o l o g y A P R
I L 2 0 0 0
52
Terry Karl is the Engineering Manager,and Mark Morrow is the
Distributor
Business Manager for Eaton AeroquipEngineered Systems
Division.