Embed Size (px)
Citation preview

E R-TR-77-015
HIGH-BULK MODULUS CELLULAR RUBBER FOR
2 WEAPON APPLICATIONS~
J. D.RUBY DODG
APRIL 19762811
IUD
DISTRI BUTION STATEMENT
* .,~*Approved for public release, distribution unlimited..
1t!..!V GENERAL THOMAS J. RODMAN LASORATORY
ROCK ISLAND ARSENALROCK ISLAND, ILLINOIS 61201
71 ~ ~

DISCLAIMEB
The findings of this report ame not to be construed as an ofafticiildejprtment of the Aruy position,. unlese so designated by Other authorized
[ ~DISP0f3ITION INSTRUCTIONS
Destroy this report when no longer needed. Do not return-to the originator.
-Vi

UfiCIASIPIEDSECURIT'V CLASSIFICATION OF THIS PAGE (When Data Bait @eI ____________
~,' REPORT DOCUMAENTATION PAGE READ INMTUMTONSBEFORE (rOMPLEThIG FORM
REPO2 30VT ACCESSION NO. 3. RECIP1iENT'S CATALOG NUMBER
Aj9R-TR-7T-7175 7____________
4. TITLE RED .h~l-
~, High-Bulk Modulus Cellular Rubber for Weapon :hicljApplictions - .PERFO tINC -ORG. EPORT NUMBER
9. PERFORMING ORGANIZATION NAME AND AGGRESS0 RGA~ ,tM.RJC.TS1K, "DR, Rock Island Arsenal
GEN Thomas J. Rodman laboratory -4R0b--MRock Island, IL 61201 AS Code 612105.ll.e8Q
IS. CONTROLLING OFFICE NAME AND ADDRESS .LE~~lTDirector Djl Ai 676Army Materials and Mechanics Research Center ' ~ IS. NUMBER OF PAGEStWatertown, MA 02172 2114L MONITORING AGENCY NAME &ADDRESS(IIdifftenat ftc Concniitgl Oftfh-) 1S. SECURITY CLASS. (o! thi. topor!)
UnclassifiedI5a. DECLASSI FICATION/ DOWNGRADING
SCH EDULE
1S. DISTRIBUTION STATEMENT (of this JRepo"t)
Approved for public release; distribution unlimited.
17. DISTRiBUTION STATEMENT (of the abstract entered in Block 20, It diff erent hiom Report)
Approved for public release; distribution unlimited.
I$. SUPPLEMENTARY NOTES
19. KEY WORDS (Continue on revere, old* It neocessar and Identify by block number)
1. Rubbe.ý2. Cellular3. Bulk modulus
2~.Neoprene rubber5.Fluorosilicone rubber
20. ABSTRACT (Continue on reverse aid* it nsceooaty and Identify by block numb-it)
Rubber compounds based on Neoprene, oil extended EP]DM and a fluorosilicone/sil-Kicone blend were developed for use in the molding of c~ellular materials thathave a limited amount of cell structure. The high-bulk modulus cellular mater-ials had lower tensile strength, elongation, hardness, and modulus than thesolid controls, as was expected. Several of the EPtt4-based cellular materialshad reasonably high strength. The age resistance of the materials was as goodo r better than the controls when based on compression deflection results. The
DD I AN7 1473 EDITION OF I NOV 65 IS OBSOLETE UNCLASSIFIED]SECURITY CLASSIFICATION OF THIS PAGE (*W~on Date Batotod)
7 1* -7-7 - --7;7; -------

UNCIASSIFIEDEC RITY CLASSIFICATION OF THIS PAGZ(W~hm Dole Mitered)__________
o ompression and bulk moduli of the eellular materials were lower than thesolid controls, but were considerably higher than commercial grades of cellularrubber. Several cellular materials that have been developed should performbetter in such applications as gaskets, springs, and buffers than commerciallyavailable cellular materials.
tt
.ii UNCLASSIFIED
S E C U R I T Y C L A S S I F I C A T I O N O F T H I S P A G E ( Wh on D a t a E n t e r e d )

DD FOR4 14I73 . . . . . . . . . . .
CONTE!ITS * * * * * * (i )
OBJECTIVE.* * * * * * * * * * * * * * - 1
%ACKGROUND 0 0
APPROACH.
RESULTS AND DISCUSSION . . . . . . . . . .*
SOCoNCt 1 SIONS* 9 9 * * * 9
RECOMMENDATIONS * * * * * * * * *
DISTRIBUT. ION * * , * * * * * * * . *1.7
w:! ifI Section on
UNAuflO s ecto 0H JUST~I. ATWI--
Dist eA
CM

OBJECTMtE
The objective of this work was to develop cellular rubber compoundshaving higher degrees of firmness (high-bulk moduli), and better strengthand age resistance than those of currently available cellular materials.
BACIGROUND:
In the current Army Weapon systems, the volume compressibility ofcellular rubber is taken advantage of b, the use of cellular materialsfor isolation of shock and vibration, foi seals and gaskets, and forcushioning material for packaging. The usefulness of such items couldbe greatly enhanced if their strength, abrasion resistance, resistance toaging, and ability to resist stiffening and embrittlement at low temper-ature could be improved to the extent that little difference would occurin the properties of a solid rubber product and its cellular counterpart.
Solid rubber, regardless of its degree of stiffness, has very low-volume compressibility and cannot be used successfully as an energy-absorbing device unless space is provided for lateral expansion of therubber. Cellular rubber, however, by virtue of its gas-filled cellscan be compressed while it is laterally confined and can thus absorb en-ergy in situations where solid rubber would be ineffective.
APPROACIH:
In the development of a high-bulk modulus cellular rubber, a methodfor conveniently determining the bulk modulus of Irepared materials wasdeemed necessary. A method developed by 'arfield based on compressionloading in a modified Matsuoka-Maxvell:,,type apparatus was selected.This method describes a technique for rapidly determining Young's m66-uius (E) and bulk modulus (B) on solid polymers and is suitable formeasuring the moduli of materials having Poisson's ratios (u) in therange of 0.35 to 0.49. In general, most polymers fall within this rangeand, the belief was thit hige bulk modulus cellular rubber would be in-cluded.
-- Robert W. Warfield, Naval Ordnance Laboratory Technical Report 68-212,Feb. 1969.
2. S. Matsu~ka and B. Mawell, J. PolyM*Sci. 32 131 (1958)
77ý1

The method involves the use of an undersized specimen in a stan-dard bulk compressibility tester. Using this method it is possible todetermine moduli (E and B) on the same specimen in a single test. In-itial loading of the undersized specimen results in a decrease in lengthand an increase in diameter. From these charegeG and the force requiredto produce them, Young's modului may. be calculated.
theAfter the bore of the tester is filled by the deflection of rubber,the applicatioai of additional force results in a decrease in the volumeof the specimen from which bulk modulus may be calculated. Both deter-minations may be made within minutes.II
"For solids that follow Hocke's law, Young's modulus (E) is definedas the ratio of tensile stress to tensile strain, and is usually deter-mined in tension. Thus, Young's modulus may be determined in compres-sion, as compression modulus, a.nd the same general modulus equation holds:
Comnression modulus = Compressive stress = force per unit area - F/A (1)Compressive strain decrease in length 1/I.
per unit length
where (F) is compressive force, (A) is the cross-sectional area. (l.)isthe original length, and ( 1) is the change in length due to (F).
The second modulus of interest is the bulk modulus (B) which isdefined as the ratio of hydrostatic pressure (P) to the volume strain,as follows:
B Hyrostatic pressure P N PV. (2)Volume change per V7Vo Tunit volume
where (P) is the compressive force, (Vo) is the original volume of thespecimen and ( V) is the change in volume caused by (P).
After "E" and "B" are obtained, Poisson's ratio (0) can be calcu-lated by use of the relationship involvingA, E, and B in the followingform:
E1/2 -6 (3)
shear modulus (N) may also be calculated as follows:
N E (4)
A bulk compression test cell of the piston displaeement type was
2

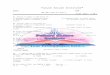
constructed. This cell consists of an outer steel casing fitted withsteel plungers, as shown in Figure 1. In preparation for an experimen-tal determination, the specimen is inserted into the bore of the casing,and the two steel plungers are then inserted into the open ends of thecasing bore. The entire assembly is then placed between the plates ofa compression cage that bas been mounted within the environmental cham-bers of an Instron Universal Test Machine. The specimen io loaded incompression by downward pressure on the plungers by the plates of thecompression cage. The load and plunger travel are automatically re-corded to give a stress-strain chart. Measurements are made at 72 F.,- 4• 0 p. and +158*F.
In the stress-strain plot for a typical cellular rubber (Figure 2),two changes in slope will be noted. Young's modulus or compressionmodulus was calculated as follows:
A tangent (TI) was drawn to the initial change in slope. A normal,,(Ni), was drosped from a. point on Ti to the y axis, the distance betweenthe pointa at 'which N1 and Ti intersect the y axis being the measure ofthe specimen deformationAl1 for a force F1 equal to the distance N1 .In this portion of the cycle the specimen is expanding and deforming tofill the bore of the tester.
Young's modulus or compression modulus is calculated with the useof the equivalent of equation (1):
E=FIxi (5)
"where 1. is original specimen length and A is the area of the plungerwhich transmitted the load.
The third stage of the stress-strain plot is developed when thespecimen can no longer expand radially in an unrestricted manner becausethe deformed specimen has completely filled the bore of the test fixtureand bulk compression has taken place. The slope of stage three is thebulk modulus of the specimen. To obtain the bulk modulus (B), a tangentT2 is drawn and a normal N2 is dropped to the ordinate to determine A12,the change in length while under compression. The following relation-ship which is equivalent to equation (2) is used to calculate (B):
where F2 is the force requi-ed to produce the change in specimen length.

i;i
;•-1 o.4o8"
II
I j
SI I
I I
I II
f II II
1 It
II Ig
• BULK COMPRESSION CELL
•h!,,Figure 1

- ~ ~ ~ ~ 7 -.., .. g~ -- -r~-
H-41
IxIcmI
SU gI Nc'jMMO

The second stage may be disregarded since the belief is that thisstage develops when barrel 4-formation, typical of rubber in compres-sion, reaches a point at which lateral deforwation and some bulk comn-pression are occurring simultaneously. The second stage represents theperiod during deflection when the center portion of the barrel-shapedspecimen reaches the compression cell vail and the time when deflectionof the entire specimen ceases because of the compression cell wall.
The high bulk modulus cellular materials developed during thisstudy were based on Neoprene WD, Neoprene WRr, an, oil -extended ethylenepropylene diamine terpolymer (EPrt4), and a fluorosil.icone-siliconc blend.Formulations for these compounds are given in Table 1.
Two comm~only used methods of producing cellular rubber are avail-able, namely,, free-blown and press-blown. 3 As the name implies, free-blown cellular rubber is made with rubber unconfined during blowing.The extrusions, calendered sheets,, or other preformed blanks are blownand vulcanized in an autoclave or oven. In the preparation of press-blown cellular rubber, the entire process is conducted in the vulcan-izing press. Press-blown cellular rubber Is used for making parts toclose dimensional tolerance and parts of higher density than can beproduced by free-blowing. Two me hods of presb-blowing are available,a one-step and a two step meth-od)1 Both methods start with a preformof rubber confined in a mold form, frame or chase in a hot press. Withthe one-step method, a preform is blown to finish size and is completelyvulcanized in the press under pressurrp. The two-step method involvesthe hot-pressing of preform just long enough to partially vulcanize it,then the free-blowing of it in a hot-air circulating oven or a hot pressequipped with dbims to maintain the desired thickness. In the fabrica-tion of cellular pads, a 14 by 4 by 1/2 inch (102 by 102 by 12.7 milli-meter' frame was use~d. The preform was placed in the frame between 1/8inch thick hardboard liners covered with nylon, cloth which had beendusted with talc. This procedure provided a uniform skin and preventedthe trapping of gas on the surface; thus, the formation of surface blis-ters was prevented. The degree of cell structure and the density forthe one-step method were controlled by the amount of rubber placed inthe mold. Close control of time, temperature, and mold-loading is es-sential to maintain uniformity of finished product. The degree of cellstructure and the density of the finished product for the two-step meth-od were controlled by time of precure.
3 Fabricating with Silastic Brand Rubber,Dow. Corning Manual, 1968,, p 41-43
6

TABLE 1
COMPOUND FOIW4UIATIONS FOR CELLUIAR RUBBER
INGREDIENT PARTS BY WEIGHT
C32 C35 C35-1 c36 C38 C42 c45 c46
Neoprene WRT i00Neoprene WD 100 100 100 100EP24 (Oil Extended) 200 200 200Fluorovinyl bilicone 50Phenylvinyl silicone 50Magnesium oxide 4 4 4 4 4Zinc oxide 5 5 5 5 5 5 5 5Ferric oxide 3Neozone A 1 1Akroflex OD 3 3MT Black N990 5 5 100 100 100SAF Black NI1O 40 60 55FEF Black N550 50 50 50Whiting 95 95Talc 50 50 50Microcell E 3Process oil 15 15DOS 20 35 35 25 25Petrolatum 3 3 3 3 3Urea 1.1 1.1 1.1 1.1 1 1 1Unicell ND 0.25 3 3 3 2.5 2.5 3Nitrosan 2 5 1.5NA - 22 0.50 1 1 1 1Sulfur 1.5 1.5 1.5Tuads 1.5 1.5 1.5Captax 0.5 0.5 0.5Cadox TS-50 1Lupersol 101 1.5
A
4 7

I-
Stress-strain specimens were sliced from the edges of the 4 by4 by 1/2 inch (102 by 102 by 12.7 millimeter) cellular pads. Compres-sion specimens 0.45 inch (11.4 millimeter) in diameter were cut fromthe 0.5 inch (12.7 millimeter) blown and cured pads by means of a rotarycork borer, with the use of a No. 6 die lubricated with soap solution.A slow-feed rate was used to keep the specimen sidewalls as straightas possible.
Compression and bulk modulus determinations were conducted on mate-rials developed and on two commercial cellular materials with the use ofthe compression cell previously described. The effect of elevated andreduced temperatures on modulus was determined with a compression cage andthe bulk compression cell inclosed in a Meismer Environmental chambermounted between the crossheads of an Instron Test Machine. Compressiontests were conducted at temperatures of -400F. (233.2-K), 72SF. (295.40K),
and 1580F. (343.20K). All testing except the determination of compres-sion and bulk moduli was conducted in accordance with ASTM procedures.
RESULTS AND DISCUSSION:
Cellular Neoprene compounds C31, C35, C35-i, and C36 were preparedby both the one- and two-step methods. The one-step method produced amore uniform product with evenly dispersed cell structure. The two-step .process exhibited a tendency to produce surface blisters and uneven cell wstructure. Finished dimensions were difficult to control, and pads ex- Ahibited a tendency to warp during oven-curing. Results of tests con-ducted on these compounds are given in Table 2.
Compound C31 had insufficient blowing agent in it, and the productwas nearly a solid rubber. Compounds C35 and C35-1 were patterned aftera commercial sponge formulation, which contained high loadings of min-eral filler. The properties of these compounds were controlled by properloading and were considered good for cellular material. Their poorestfeature was their low bulk modulus at 15a*F. compared with the modulus
at room temperature.
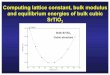
Almost all physical properties of cellular compound C36 (#2) com-pared favorably to the properties of the solid control. However, atS-40 F, the material became so stiff that considerable force was requiredto initiate deflection during the compression test, The load-deflectioncurve for this material is shown in Figure 3. Very little deflectionwas realized on loading until a point was reawhed at which deflectionincreased rapidly with only a small increase in force. This resulted ina very high modulus of compression.
Neoprene-based compound C38 as well as those based on EPDM and thefluorosilicone/silicone blend, with one exception, were prepared by the
8

A . " ws Q -nn
004 0t 0
~~ 68~~-~ tHt\ ~~
,04Ct j.I I iC.4 J.('n'~ I I t , R( t k t I I a I I 1 6 4 I IN HH
cu 000O ' 14 cu ItW n I I I \0.1 CkVC._: U\ * 1 41 1 11 1l S 1 1 1 o 1 4
.4 'i:4
000
CH-1 UN U 1 '
V% G\ 0ý 0% 0)) UýA 2H~~~ C. 1% U ..
'i OŽ 4 CQ t- 4. 04 %0 HX @C -1 (m\ q1 'D_ o r ' Nt 'l 0r) m
4 4 04 a, .4 .4
UlO 0M 0 0 0
H 03 cm . U'1 l0 0 0 0Hr 4 " H O1 1 N
4-0l n 4i 24H.'1 24 ONIO 1NON0) --1)N. .ý .i 'I. *C LA-t Z-\).,ýi
(n U NC H I04.r I\D.- 7HN- ONHN I I III I IOINI
E-N CI l . 4 ((4~~~ 0 0ý0 0U
(n ,4 U" Of 04 --- CM~Q .M' -4 0nCj I I IIH0. 4Cq4 0W mOO M-1 L1 U'.cch .n
N '- In IHUNO ON .-4 C6 .4-O
'zr cu 0r 0 0
ION ~ ~ C,- 0 C-O( HO ONC)- Q
I 4 0444 HT U'HOn I I I I I II 11II1 I
-sI CO IIH H 1.I I.; I-( I'O INH 1 11 P t11 1 1
-.4 13
-P. 4P -ItUl I
1W - C iN'
04C'O m1 U) 1
~ 0 04
14 to 04. v.-U-
~ o~l)C.) M
1W 0~ d b
w.) :P tan)U.
1+ / Ii BLS AVAILABLE CRY4
L-,z

I
IL..I
0
E4
I'(7'
rA�
Irx4
I0H
C)
LL I(Y� C\i
4
0 0 0
S�HDKI NI NOT9B�iIdWOO
*Li � -- - I - -

one-step method. The exception was compound C42, No. 7, which was pre-pared by the two-step prteedure. Again, this uethod produced a poorermaterial compared with the product obtained with the one-step method.The properties of the six-cellular Neoprene compounds, C38 series, pro-duced by the one-step method are compared with the properties of thesolid parent-compound in Table 2. The bulk moduli of the cellular com-pounds are high since they are just slightly lower than the control.The closed-cell construction was very fine, and the cells were evenlydidpersed. Compared with the control, these cellular materials havelower tensile strength, elongation, hardness, and modulus as expected;however, the tensile strength of Nos. 2 and 7 are ;quite good. Resiliencewas about the same fcr the solid control and for all six cellular materi-als. Age resistance of materials Nos. 2, 3, and 7 was excellent. Thesecompounds were molded at high pressure and have high-bulk moduli; thus,they more nearly resemble solid rubber with its good age-resistance.The cellular materials did not increase in bulk modulus at -4al F.(233.20K) to the same degree as was the case with the solid rubber con-trol, which is a point in favor of the cellular material.
Compounds in the C42 series, based on EP134, were prepared by boththe one-step and two-step methods. These cellular materials are com-pa,- ,d with thse solid parent-compound in Table 3. Again, the softestmaterial was produced by the two-step method. The cellular materialsNos. 9 and 10, when they were compared with the control, have showngood tensile strength, elongation, hardness, and modulus for a cellularmateri:l. The resilience was essentially the sainfor the control andfor the three cellular materials. The bulk moduli for the cellular ma-terials were considerably lower than those of the control, but werele~s '•ffected by changes in temperature. A low-temperature plasticizerwas added to the EPtM compound C44, but the improvement in low-tempera-ture beh~vior •s marginal. Compound C45 was the same as C44, exceptthat different blowing agents were used. No significant differences inProaperties resulted but the cell structure in C45 was finer and moreevenly dispersed.14, 1One solid and four cellular materials, based on a fluorosilicone/ ¶
silicone bleij.. were developed and evaluated. Their properties arepresented in Table 4. The strength of the cellular rubber was consid-erebly lover than the parent solid-rubber. The bulk moduli of cellularmaterials Nos. 3 and 4 at Voom temperature are higher than those ofNos. 2 anu 5, and more nearly resemble the parent rubber. An increasein temperature has more effect on the cellular raterial than a decreaseIn temperature.
Two ccamercially prepared cellular rubbers, one a SCE7 grade,(l(MIL-STD-670) sad the other a specially prepared shock-absorbing foam,Ensolite AX, were included for comparison with the high bulk modulus"cellular rubbers.
.11
- - ~ .77,

Pi ---
Lr~Lr 0 ~
~UN tl(WNO\ % ~00L ~ . H -, W rt
0 .td' 0M\Oc 0N S4 F4 M OR VCRN \4H'.b
1-4 o~) I ~ ir IU H CI \ 4r- \vU
caet-0L o0 cu
04 4 (nW5IS H ~ ~ H U
0- +H ~
1' r C -0 t-- . V. 8 0\t1N
P4 t 44,
G 4n 4
04J Aq..4 0 0 0to OD 0 -40 14
W0 cu oil
E- UU 0
12*

0 t1 CA J 14 A *e- A 0
C', -&to -10 (V0
rq F-4
CU( 4 0 -0
I'.' ~cVC C4
00D0 0
.0 C4 E-t 4 t- 0H -*HAUP cj .-'
CU.* 4C CO P4
'fU I CD C o ;
'4i
_P1 'O4l 04 'LP34 CO o~
p. '11(n In

777
4)
54
H- H
C12
r4 WOr4
-4 0 cu r-
*1-4
r4 r4A~0 5.4 u-
0~~ 0 4 C
r4 4 _t
E-4 04c "8 \ -

.43 CulCY0 0 o
H r44C6
CU (n4c C
-44r4 tý-- t-
; A * *n *- 0 *W
NrCAcJ HJ ~*iJ
wCii cu CC)..4r4 (-Y)'~)~u~ g .
co 9.\c'CC t- ~ -44(V4H.7
cn CUN CUj 4. 4.4 m Co-1e
H -4 M -4.H ~ \ 4. -4L
0 x2
Hý C 0te0 0W
Lf\Q 0
001-t4
4-**91 -Co 0 - 4
~U 0CA t (A ý\ C 'n'f '
P4t -0 N4 4
0 '0 H QD W I
15

-r -r,' r v7 - Pk.'x''. - .. rr -7 V fl Y Y
. -... .......- ,- .
*, CONCLUSIONS:
Satisfactory procedwres have been developed for molding cellularrubber compounds, which have a very limited amount of cell structure,,from Neoprene, EPEM, and a fluorosilicone/silicone blend. Both the one-step and the two-step methods of producing cellular rubbers were used;however, the one-step method was much easier to control and producedmore uniform cell structures.
The high bulk modulus cellular rubbers based on Neoprene and thefluorosilicone/silicone blend have rather low tensile strengths, but theEPI24-based cellular rubbers exhibited good strength when they were com-pared with solid-EPIIM vvlcanizates.
RECOMMENDATIONS:
Several of the cellular rubbers developed during this study shouldbe investigated for their potential as reasonably high-strength, energy-absorbing materials. Applications where they should be suitable includeall-rubber extractor springs for rifles and machine guns, and gaskets forthe cupolas of the M551 and other vehicles.
i.
16
IV

DISTRIBUT~ION
IT` ~Copies J
A. Depa~rtment of Defense
Office of the Director of DefenseAResearch & Engineering
ATTN: Mr. J, C. BarrettRoom 3D-1085~, The PentagonWashington, DC 20301 1
v Defense Documentation CenterATTN: TIPDRCameron StationAlexandria, VA 223114 12
B. Department of the Army
CommanderU. S. Army Materiel Development and Readiness CommandATTN: DRCDLE 1
DRXAM-TL 15001 Eisenhower AvenueAlexandria, VA 22333
C, manderU. S. Army Material Development and Readiness CommandScientific and Technical Information Team -Europe
ATTN: DRXST-STL Dr. Richard B. GriffinAPO New York 09710 1
CommanderU. S. Army Armament CommandATTN; DRSAP-RDP
DRSAIR-PP1DRSAR-SC1DRSAR-PPI 1*
DRSAR-A1Rock Island, IL 61201
CommanderU. S. Army Electronics CommadATWN: DRSEL-CG.TDFort lMonmohltb, V' 077031
17

DISTRIBU~TION
Copies
CommanderUS Army Missile CommandATTN: Documentatioa & Technical Information Branch 2
DRSMI-RRS Mr. R. EO' Ely 1DRS4I-RSH 1.
Redstone Arsenal, AL 35809
CommanderUS Army Tank-Automotive Materiel Readiness CommanidATTN: Technical Library 2Warren, MI ~48M9
US Army Research & Developmient Group (Europe)ATTN~: Chief, Chemistry Branch 1FPO New York 09510
DirectorArmy Materials and Mechanics Research CenterATTN: DRXMR-RA 1Watertown., MA 02172
CommanderEdgewood Arsenal
Edgewood, MD 21010
Fri~nkford Arsen~al
Phila~delphia, PA 19137
CommanderPicatinny ArsenalATTN: Feltman Research laboratory1
PLASTEC1Dover, NJ 07801
18

~10 DISTRIBUTION
CamanderCopies
Watervliet Arsenal
ATTN: SA1WV-RDRSARWV-RIDT (Library)
Watervliet,. !rY 12190 .
Comma~nderU. S. Army NERDCATTN* DrXFB-GL .Fort Belvoir,, VA 22060
CoaianderU. S. Army Environmental Hygiene~ Agew4yEdgewood Arsenal, MD 21010
CcamanderU. S. Army Medical Bicnechanical Research LaboratoryATTN: Lib raryFort Detrick, Bldg. 568FrederickM 21701.
CommanderU. S. Army Natick Research and Development Command
~ v Natick., MA 01760
CommanderU. S. Army Aviation SchoolATTN: Office of the LibrarianFort Thucker, AL 36362
DirectorJoint Military Packaging Training CenterATTN: DRXG)T-PTAberdeen Proving Ground, MD 21005
DirectorU. S. Army Industrial Base Engineering ActivityRock Island Arsenal
Rock Islatid, IL 61201Commander
U. S. Army Tropic Test CenterATTN: STETC-MO-A (Technical Library)APO N1ew York 09827
19

KDISTRIKtflION Cpe
C. Department of the Nv
Office of Naval ResearchATTN: Code 4+23Room 928., Ballston Tower No. 1Arlington,, VA 222031
CommanderNaval Sea Systems CommandATTN: BEA-031
Code 3421Washington, DC 20362
Cor nderNaval Supply Systems CommandSUP 04412Washington,, DC 203761
CommanderU. S. Naval Su~rface Weapons CenterATTN: Code WMSilver Spring, MD 209101
CommanderU. S. Naval Research la~boratoryATTN: Technical Information Center
Washington,, DC 20375CommanderU. S. Naval Ordnance Test StationATTN: Code 753, Technical LibraryChina LakeC 935551
CommanderDavid Taylor Naval Ship R&D CenterATTN: Code 281+3 (J, J. EYnck)Annapolis., MD 214021
20 '

DISTRIBUTPION0
D. Department of the Air Force
2~ 1 H~, USAF RDP~ I ~Room ~4D-313, The Pentagon 1
Washington, DC 20330
HQ A1F4I/tLJ 1AFMI,/LZA 2I
Wright-fatterson AnB, OK 45J433
HQ AFMTEdwards AFB, CA 93523 3
E. Other Government Agencies
George C. Marshall1 Spac~e Flight Center,, NASAA1TTN: S&B I.
A&PS 3Huntsville., AL 35832
21 1

IL 0B go
0
H. CD 4.0
a a.
H 0 ) 0)* U 4 (3 ~ ~ W
40 i i.-0 a .
4, 3a 04
43 '3 I~00~
3 4 3..g 4,Si1' 30 34 0 w 0 44_L~ ,)4 . 0 ' 00 0 43Hf 4-
14 0 41H k $.
Ad ;a w A:,
m 0, * 0 *4'H'' 0" 4Hv16)ý o 1 a 3:4) 95'0 4 4- 34 E
4), Ad'H 4 481C. 0)) 4,0 H 9 2
E4 4. a E~34 04- 3, - -
3434)
0) 0)
0 B40
04, ~ ~. 004,
V 4, 4
.4, ,44,4,),-44t 4.
C3J430)0 M' 0 34..1- 0 V, 03
0.0 0)H0
43mO 0 HO . ~ - C) V-? -0 HO
Okg' SO~ ~\4
N - rV 0. 11 OH 33 4-0D~ 44
4, 3 0 4 ) 4 , -I ~*~ )3 3 0 0 ) 4 H R~~H 4,4, H ir V .,~ 0 4. 4 43). 9 4 06 ýK,,, 00 w 14 ~ ~ a ~ 43~ g ~ c4)'o1

*~i)5 *1
V 91
.,.,.,. .3• "
RI
&, I;I40,-o o.
4015
-1. '4.0-
4
~ .3
I'-. r ,
all a
Alm~
i A,, LIZ
iLAIR
'••,•,:1; ,i•,
i•:!1

4?:.
DISTRIBUTION LIST UPDATE
- - - FOR YOUR CONVENIENCE ... -
Government regulations require the maintenance of up-to-datedistribution lists for technical reports. This form is providedfor your convenience to indicate necessary changes or corrections.
If a change in our mailing lists should be made, please checkthe appropriate boxes below. For changes or corrections, show oldaddress exwacsj as it appeared 2n the mailing label. Fold on dottedSlines. tape or staple the lower edge together, and mail.
Ol 3dM1am: CweWc m Adn~
,¾;+ , Date: Signature:
A Form 9 3 ( -T

-A~
L
OFFICIALI BUINS
FOLD HERE
meunAdes
OWL*AEAN EE A~l I