Embed Size (px)
Citation preview

SIMTech Technical Report (PT/99/002/ST)
Hard Chrome Replacement by HVOF Sprayed Coatings
Aw Poh Koon Tan Boon Hee Michael Taylor Marcus Weston
Jimmy Yip
(Surface Technology Group, Process Technology Division, 1999)

Hard Chrome Replacement by HVOF Sprayed Coatings PT/99/002/ST
Keywords: Hard chrome; Cermets coatings; Thermal spray; Wear & corrosion; Fatigue 1
1 BACKGROUND Hard chrome has been extensively used for many years in applications that require abrasive sliding wear resistance, such as hydraulic cylinders, rotating shafts, aircraft landing gears, bushing pins, pistons, valves, rolls and machines tools. However, the toxicity of the galvanic bath and the hexavalent chromium are environmental problems leading to high waste-disposal costs. Furthermore, the often required post-plate baking and if necessary, the grinding of an unevenly thick chrome layer also add to the cost. Additional disadvantages are the microcrack network due to large internal tensile stresses [1,2], the low deposition rates and the limited corrosion protection of the substrate. In USA and Europe, especially in the aerospace industries, many studies were carried out on High Velocity Oxy-Fuel (HVOF) spray coatings to replace hard chrome plating [3-8]. Typically, WC-Co coating is used due to its excellent wear resistance. However, this coating has lower corrosion resistance as compared to other cermet coatings [7,8]. Therefore, more studies into other cermets coatings have been carried out [7,8]. Other potential hard chrome replacement cermet coatings are WC-Co-Cr, WC-CrC-Ni and CrC-NiCr. Thermal spray coatings can be designed to meet the requirements of a specific application. Hard chrome coating, by contrast, is used as a general purpose coating where in most circumstances, it does not completely meet all engineering requirements. Therefore, to satisfy a specific set of requirements, an in-depth knowledge of the various coatings’ properties and performance is essential.
2 OBJECTIVE This project aims to develop a range of cermet coatings to replace hard chrome. Typically, WC-Co coatings applied by
HVOF are being used as a replacement for hard chrome. In this project, CrC-NiCr, WC-Co-Cr and WC-CrC-Ni powders will be used for coating development and evaluation. These materials are expected to have better corrosion resistance than the well-known WC-Co coatings. Various critical coating properties such as coating microstructure, phase changes due to thermal processing, adhesion strength to substrate material, corrosion, wear and fatigue tests were tested and compared against hard chrome.
3 METHODOLOGY Figures 1 to 3 are scanning electron micrographs showing the morphology of the as-received powders. Tables 1 and 2 show the properties of the as-received powders. Coating development was done systematically by Design of Experiments (DOE) approach using the HVOF gun (Miller HV2000). Process optimisation was based on minimum coating porosity, as observed metallographically. The optimised coatings were deposited on various test coupons and specimens for further evaluation. Coating hardness values were determined using a Rockwell hardness tester. Surface roughness was measured using a Talysurf profilometer. X-ray diffraction (XRD) analysis was done to determine the extent of phase transformation of the optimised coatings. Adhesion strength was measured in accordance with ASTM C633 [9] using an Instron universal testing machine. Pin-on-disc wear test based on ASTM G99-90 [10] was conducted using the Universal Wear Tester Machine to rank the abrasive wear-resistance of the coatings. The coated pin was configured to slide against a water-lubricated rotating silicon carbide disk at a constant sliding velocity of 0.4m/s. Fatigue tests were carried out to determine whether the coating process had any effect on the fatigue life of the substrate. Two fatigue testing modes,

Hard Chrome Replacement by HVOF Sprayed Coatings PT/99/002/ST
2
rotating bending (RBFT) and axial fatigue (AFT) were used. The RBFT was done using a Fatigue Dynamics, Model RBF-300 HT tester (Figure 4). The specimens were tested at a frequency of 50Hz with a stress ratio of R=-1 (alternating tensile and compressive stresses are equal). The AFT was done using an Instron Model 8801 hydraulic dynamic fatigue tester (Figure 5). Testing was conducted under the Load Control mode at a frequency of 50Hz using a sinusoidal waveform and a stress ratio of R=-1. Electro-chemical testing was used to measure the corrosion rate of coatings by exposing the samples to 3% NaCl solution. Salt spray testing based on ASTM B117 [11] was used to measure the percentage area corroded after a 30-day exposure.
Figure 1. SEM image of CrC-NiCr powder
Figure 2. SEM image of WC-Co-Cr powder
Figure 3. SEM image of WC-CrC-Ni powder Powder W C Cr Ni Co CrC-NiCr - 4.0 88.0 8.0 - WC-Co-Cr 81.3 5.2 4.0 - 9.5 WC-CrC-Ni 68.0 5.0 21.0 6.0 -
Table 1. Composite of as-received powders
Powder Size range Remarks CrC-NiCr 15 -53µm Activated
WC-Co-Cr 10 -53µm Densified WC-CrC-Ni 10 -53µm Densified
Table 2. Properties of as-received powders
Test specimen
Figure 4. Rotating Bending Fatigue Testing using a Fatigue Dynamics, Model RBF-300 HT
tester

Hard Chrome Replacement by HVOF Sprayed Coatings PT/99/002/ST
3
Figure 5. Axial Fatigue Testing using Inston Model 8801 hydraulic dynamic fatigue tester
4 RESULTS
4.1 Coatings Properties Figures 6 to 8 are micrographs showing microstructures of optimised CrC-NiCr, WC-Co-Cr and WC-CrC-Ni coatings respectively. Their porosities are measured to be 0.5%, 3.0% and 3.95% respectively. Table 3 shows the superficial hardness and surface roughness values of these three as–sprayed coatings and those of hard chrome as a comparison. These data indicate that the sprayed coatings have similar hardness to hard chrome but are considerably rougher. The roughness in the as-sprayed condition, however, is not an issue because the surfaces are usually ground or machined prior to usage.
Figure 6. Micrograph of CrC-NiCr Coating
Figure 7. Micrograph of WC-Co-Cr coating
Figure 8. Micrograph of WC-CrC-Ni coating
Coating Hardness (HR15N)
Surface Rough-
ness CrC-NiCr 87.94 6.853µm WC-Co-Cr 91.82 6.511µm WC-CrC-Ni 91.50 6.466µm Hard Chrome 91.20 0.178µm
Table 3. Hardness and surface roughness of
various as-deposited coatings
4.2 XRD Analysis Figures 9, 10 and 11 show the phase analysis by X-ray diffraction technique. Generally, all optimised coatings retain the phases present in the as-received powder. However, some degree of peak broadening due to thermal processing is discernible, suggesting that the coatings contain some amorphous phases. The amorphism can be reduced by recrystallisation using heat treatment processes [12]. However, the heat treatment (600°C for tungsten carbide-based coatings [12]) could result in undesirable substrate properties as the treatment temperature could be closed to
2.5 µ m
2.5 µ m
2.5 µ m

Hard Chrome Replacement by HVOF Sprayed Coatings PT/99/002/ST
4
or above the critical temperature of the substrate materials. In most application, however, these coatings require no heat
treatment as thermal spraying is considered as a low heat input coating process.
0
200
400
600
800
1000
1200
1400
1600
1800
30 35 40 45 50 55 60 65 70 75 80
2θ
X-ray Intensity
Coating
Powder
A = Cr3O4
B = Cr3C2
D = NiCrE = Cr7C3
F = Cr2O3
AB A
BD
D
E F
E
B B B B
E
Figure 9. XRD spectra of CrC-NiCr powder and coating
0
500
1000
1500
2000
2500
3000
3500
30 35 40 45 50 55 60 65 70 75 80
2θ
X-ray Intensity
Coating
A = WCB = W2CC = Co3W3CD = CrCo
A
A
A A A A
A
B
B
B
BC
C
A,C
D
Powder
Figure 10. XRD spectra of WC-Co-Cr powder and coating

Hard Chrome Replacement by HVOF Sprayed Coatings PT/99/002/ST
5
0
200
400
600
800
1000
1200
1400
30 35 40 45 50 55 60 65 70 75 80
2θ
X-ray Intensity A = WCB = Cr3C2
C = Cr-NiD = Cr3Ni2E = Cr23C6
F = Cr2O3
A
B
B
D
C
D,E
A
F
A,D A A A
Coating
Powder
Figure 11. XRD spectra of WC-CrC-Ni powder and coating
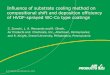
4.3 Wear Testing Figure 12 shows the wear resistance of HVOF sprayed coatings relative to hard chrome. All the four HVOF coatings exhibit better abrasive wear resistant than hard chrome. The tungsten carbide-based cermet coatings are 100 times more abrasive wear resistant than hard chrome.
4.4 Fatigue Testing Figure 13 shows relative fatigue limits
of stainless steel 316 substrate, HVOF sprayed coating and hard chrome. It is interesting to note that the hard chrome coated samples have a fatigue limit lower than that of the bare substrate. In most engineering applications, designers normally presume that coatings do not affect the fatigue strength of the substrate. Current results show that hard chrome coating reduces fatigue strength by
0.1
1
10
100
1000
HardChrome
CrC-NiCr WC-Co-Cr WC-CrC-Ni WC-Co
Type of Coating
Rel
ativ
e W
ear R
ate
Figure 12. Relative abrasive wear resistance of coatings

Hard Chrome Replacement by HVOF Sprayed Coatings PT/99/002/ST
6
approximately 2% to 5%, whereas thermal sprayed cermet coatings enhance fatigue strength by approximately 17% to 41%. If coatings are used for dimensional restoration, hard chrome could reduce the component’s fatigue strength by approximately 12% to 17%. By contrast, HVOF coatings could improve it by approximately 2% to 13%.
4.5 Corrosion Testing Figure 14 and Figure 15 show the electrochemical corrosion and the salt spray corrosion tests results respectively. Both tests show that hard chrome has excellent corrosion resistance. However, comparisons between HVOF coated mild steel and the bare substrate show that HVOF coatings can offer relatively good corrosion protection.
5 CONCLUSIONS In-house competency in the use and testing of thermal sprayed coatings to
replace hard chrome has been developed. Results suggest that thermal sprayed cermet coatings are suitable candidates to replace hard chrome. Various fatigue tests and abrasive wear tests showed that thermal sprayed coatings outperform hard chrome plating. Although hard chrome have better corrosion properties than thermal sprayed coatings, the latter are capable of providing a high level of corrosion protection to mild steel substrates as demonstrated by salt spray testing. The results also show that each thermal sprayed coating possesses its own set of properties which can be selectively exploited for specific applications. Therefore, judicious selection and design of these coatings can enhance the service life of an engineering component which translates into reduced down-time and maintenance.
0.00
0.50
1.00
1.50
Substrate WC Co Cr(Excl.
Coatingthickness)
WC Co Cr(Incl.
Coatingthickness)
CrC NiCr(ExcI.
Coatingthickness)
CrC NiCr(Incl.
Coatingthickness)
HardChrome
(ExcI.Coating
thickness)
HardChrome
(IncI.Coating
thickness)
Type of Coating
Rel
ativ
e Fa
tigue
Lim
its
Rotating Bending
Axial Fatigue
Figure 13. Relative fatigue life of coatings

Hard Chrome Replacement by HVOF Sprayed Coatings PT/99/002/ST
7
0
0.1
0.2
0.3
0.4
0.5
WC-Co-Cr onStainless Steel
WC-CrC-Ni onStainless Steel
CrC-NiCr onStainless Steel
Unground HardChrome on Mild
Steel
Unground HardChrome on
Stainless Steel
Ground HardChrome on Mild
Steel
Ground HardChrome on
Stainless Steel
Bare Mild SteelSubstrate
Bare StainlessSteel Substrate
mm
/yea
r
mild steel 47.4 mm/year
Figure 14. Electrochemical corrosion test results of coatings
0
10
20
30
40
50
60
70
80
90
100
WC-Co-Cron Mild Steel
WC-Co-Cron Stainless
Steel
WC-CrC-Nion Mild Steel
WC-CrC-Nion Stainless
Steel
CrC-NiCr onMild Steel
CrC-NiCr onStainless
Steel
UngroundHard
Chrome onMild Steel
UngroundHard
Chrome onStainless
Steel
Ground HardChrome onMild Steel
Ground HardChrome onStainless
Steel
Bare MildSteel
Substrate
BareStainless
SteelSubstrate
Are
a (%
)
Area of PeelArea of Rust
Figure 15 Percentages area of coupons corroded after exposed to salt fog for 30 days
6 INDUSTRIAL SIGNIFICANCE Hard chrome plating is an electrolytic process. The toxicity of the galvanic baths and the hexavalent chromium present serious environmental problems leading to high waste-disposal costs and even regulatory restrictions. Therefore, hard chrome
users will soon need a replacement such as thermal sprayed coatings. Moreover, our research results show that thermal sprayed coatings have the following advantages over hard chrome: - Suitable for a wide range of
substrates (both metal and non-metal),

Hard Chrome Replacement by HVOF Sprayed Coatings PT/99/002/ST
8
- Faster coating deposition for mid size components,
- More efficient for localised repair or for localised coating of new components,
- Wide range of coating materials with specific coating properties to meet the respective demands of the application, and
- Superior wear and fatigue properties coupled with good protection against corrosion.
With these attributes, thermal sprayed cermet coatings are expected to find a wide range of application such as: - aircraft landing gear components, - drill bits and pumping components
for oil and gas industry, - automotive components and - marine engineering components.
REFERENCES (1) Dennis J K and Such T E, Nickel
and Chromium Plating, 2nd edition, Butterworths & Co., 1986.
(2) Nestler M C et al, HVOF-Spraying Vs Hard Chrome Plating Coating Characteristics And Aircraft Applications, Proceedings of the 15th International Thermal Spray Conference, 25-29 May 1998, Nice, France, (1998), 1073-1082.
(3) Sartwell B D et al, HVOF Thermal Spray Coatings Replace Hard Chrome, Advanced Materials & Processes, V156, No 2, Aug 99, 25-28.
(4) Rastegar F et al, Alternative to chrome: HVOF cermet coatings for high horse power diesel engines, Surface and Coatings Technology, 90 (1997) 156-163.
(5) Rigney R W et al, Component repair and chrome plating replacement with new thermal spray in the United States Navy: Successes and the future, Proceedings of the 15th ITSC, 25-29 May 1998, Nice, France, ASM International (1998), 975-991.
(6) Nestles M C et al, HVOF-spraying Vs. hard chrome plating coating characteristics and aircraft
application, Proceedings of the 15th ITSC, 25-29 May 1998, Nice, France, ASM International (1998), 1073-1078.
(7) Marple B R et al, Tungsten carbide-based coatings as alternatives to electrodeposited hard chrome, Proceedings of UTSC’99, Dusseldorf, Germany, 17-19 March 1999, DVS, (1999), 123-127.
(8) Erning U et al, HVOF coatings for hard-chrome replacement – properties and applications, Proceedings of UTSC’99, Dusseldorf, Germany, 17-19 March 1999, DVS, (1999), 462-467.
(9) ASTM C633, Standard Test Method for Adhesion or Cohesive Strength of Flame-Sprayed Coatings, 652-656.
(10) ASTM G99-90, Standard Test Method for Wear Testing with Pin on Disk Apparatus, 399-403.
(11) ASTM B117-95, Standard Practice for Operating Salt Spray (Fog) Testing Apparatus, 17-24.
(12) Steward D A et al, Influence of heat treatment on the abrasive wear behaviour of HVOF sprayed WC-Co coatings, Surface and Coatings Technology, 105 (1998) 13-24.