Embed Size (px)
Citation preview
Influence of substrate cooling method on compositional shift and deposition efficiency of HVOF-sprayed WC-Co type coatings
Z. Zurecki, L. A. Mercando and R. Ghosh,
Air Products and Chemicals, Inc., Allentown, Pennsylvania;
and R. Knight, Drexel University, Philadelphia, Pennsylvania
© Air Products and Chemicals, Inc., 2013
Abstract:
Modern, high-throughput HVOF and plasma coating operations require an effective and precise
control of substrate temperatures during deposition in order to achieve optimum performance
of the final part and minimize operation time. Although frequently overlooked, substrate
cooling method may influence interfacial stress-controlled coating adhesion, as well as
deposition efficiency of powder, and oxidation resultant compositional shift in the deposited
material.
This study presents results of experimentation comparing cooling rates of selected media
including compressed, room temperature air and nitrogen, cryogenically liquefied carbon
dioxide (LCO2), and nitrogen (LIN). Oxidizing effect of these cooling media on two types of WC-
CoCr feed powders is also reported. HVOF spraying tests show, that substrate cooling media
may affect coating oxidation in a similar manner as feed powders. Chemical analyses of
deposited coatings point to a close relationship between the extent of oxidation under cooling
media and powder deposition efficiency. Cooler and more inert gases are found to maximize
deposition efficiency. Presented results include SEM and XRD analysis.
Objective Determine effect of substrate cooling method on deposition efficiency and composition of coatings in HVOF spraying of WC-CoCr powders Outline
PART 1: Experimental determination of cooling capacity of compressed air and cryogenic fluids PART 2: Oxidation kinetics-based selection of WC-10Co-4Cr powder for the present HVOF spray deposition study PART 3: Test set-up used to measure deposition efficiency and composition of WC-10Co-4Cr JK120 coatings as a function of substrate cooling method (LIN, LCO2, GAN, and compressed air)
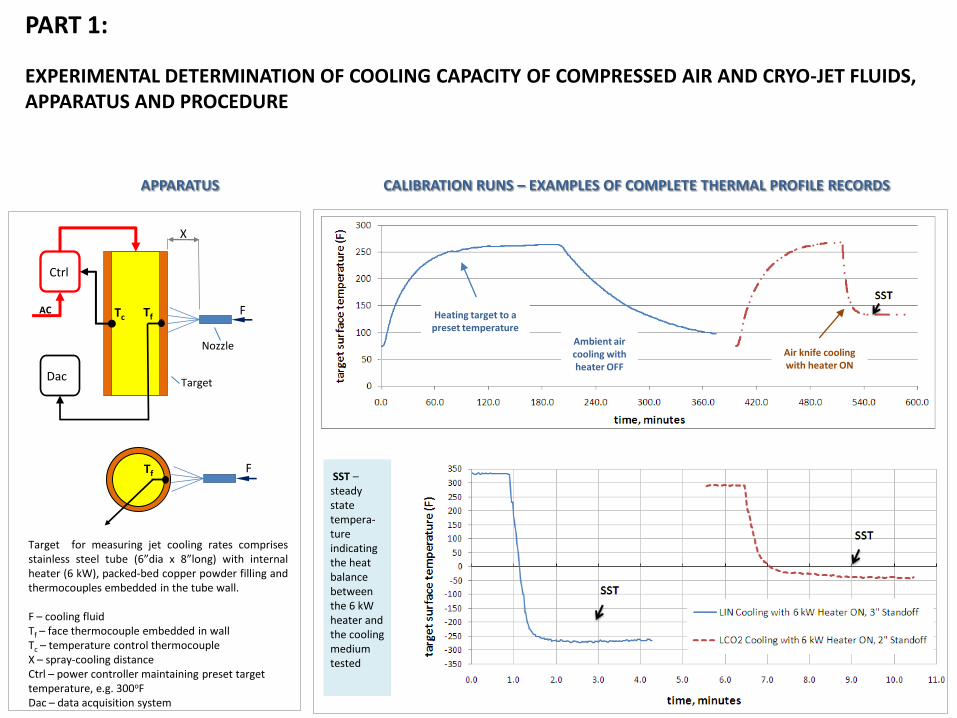
Heating target to a preset temperature
Ambient air cooling with heater OFF
Air knife cooling with heater ON
SST – steady state tempera-ture indicating the heat balance between the 6 kW heater and the cooling medium tested
PART 1:
EXPERIMENTAL DETERMINATION OF COOLING CAPACITY OF COMPRESSED AIR AND CRYO-JET FLUIDS, APPARATUS AND PROCEDURE
F Tf
Ctrl
Dac
X
F
Nozzle
Tc Tf AC
Target
Target for measuring jet cooling rates comprises stainless steel tube (6”dia x 8”long) with internal heater (6 kW), packed-bed copper powder filling and thermocouples embedded in the tube wall. F – cooling fluid Tf – face thermocouple embedded in wall Tc – temperature control thermocouple X – spray-cooling distance Ctrl – power controller maintaining preset target temperature, e.g. 300oF Dac – data acquisition system
APPARATUS CALIBRATION RUNS – EXAMPLES OF COMPLETE THERMAL PROFILE RECORDS
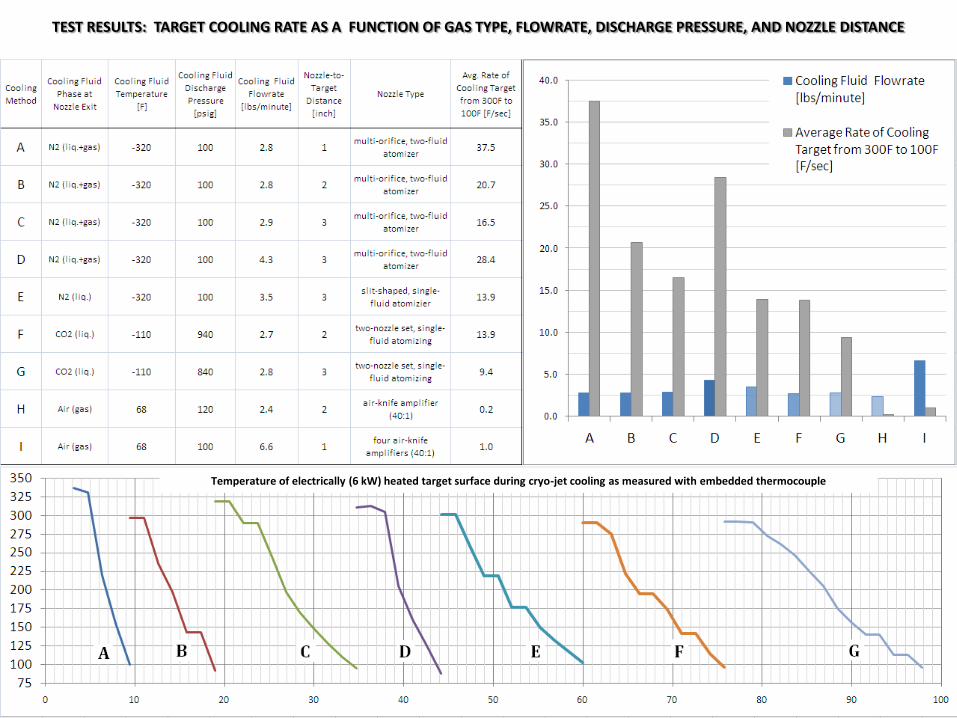
TEST RESULTS: TARGET COOLING RATE AS A FUNCTION OF GAS TYPE, FLOWRATE, DISCHARGE PRESSURE, AND NOZZLE DISTANCE
Temperature of electrically (6 kW) heated target surface during cryo-jet cooling as measured with embedded thermocouple
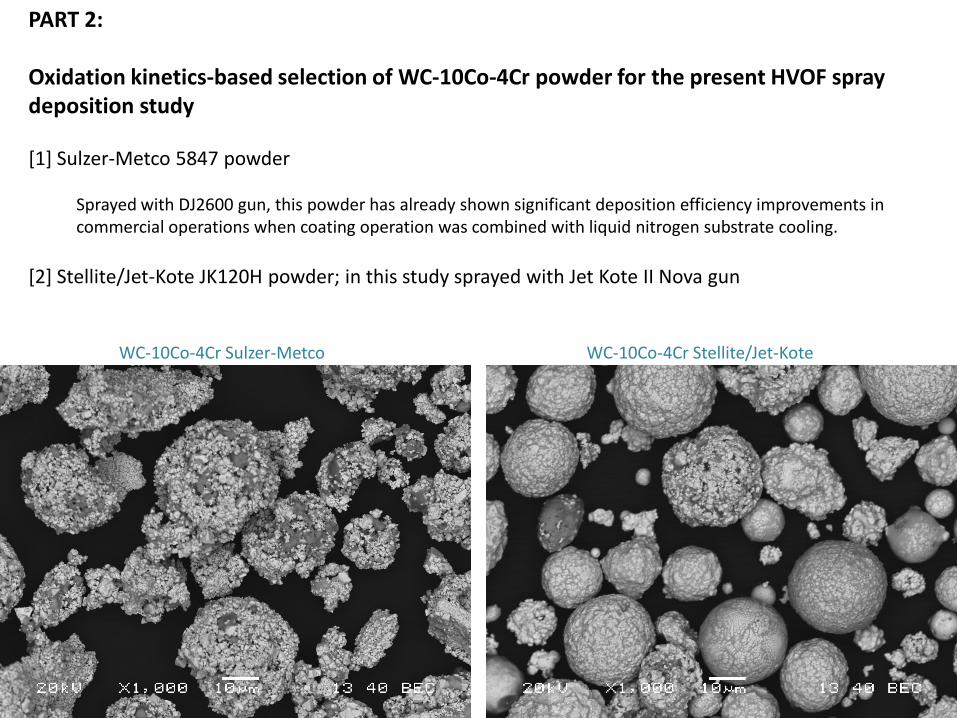
WC-10Co-4Cr Stellite/Jet-Kote WC-10Co-4Cr Sulzer-Metco
PART 2:
Oxidation kinetics-based selection of WC-10Co-4Cr powder for the present HVOF spray deposition study [1] Sulzer-Metco 5847 powder
Sprayed with DJ2600 gun, this powder has already shown significant deposition efficiency improvements in commercial operations when coating operation was combined with liquid nitrogen substrate cooling.
[2] Stellite/Jet-Kote JK120H powder; in this study sprayed with Jet Kote II Nova gun
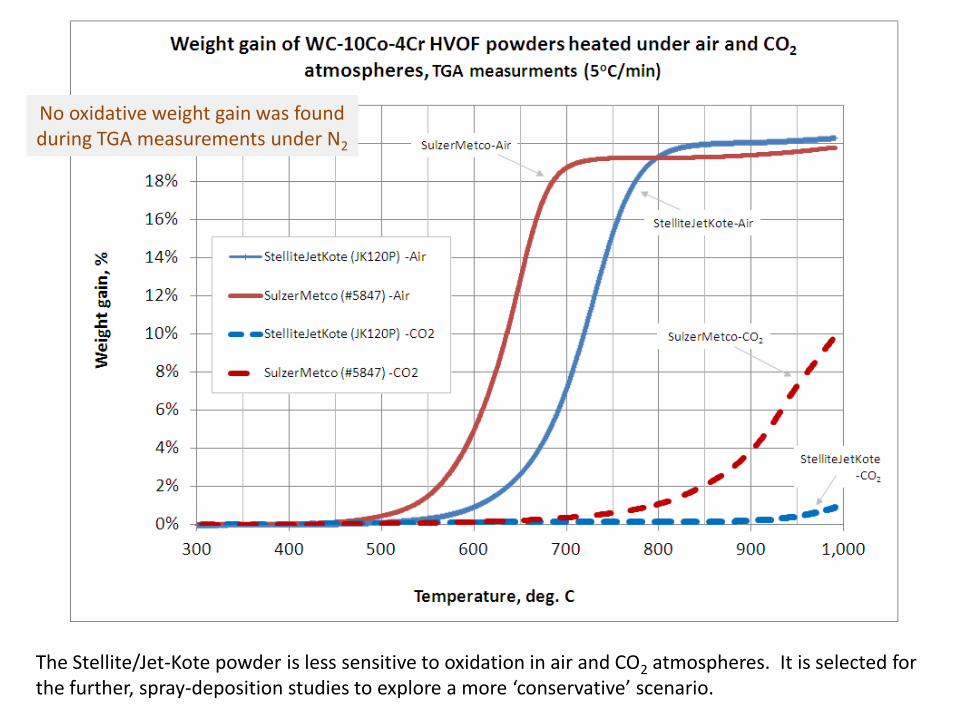
The Stellite/Jet-Kote powder is less sensitive to oxidation in air and CO2 atmospheres. It is selected for the further, spray-deposition studies to explore a more ‘conservative’ scenario.
No oxidative weight gain was found during TGA measurements under N2
Temperature sensing
FLIR A320 Thermal Imaging Camera
Wireless Ethernet Bridges
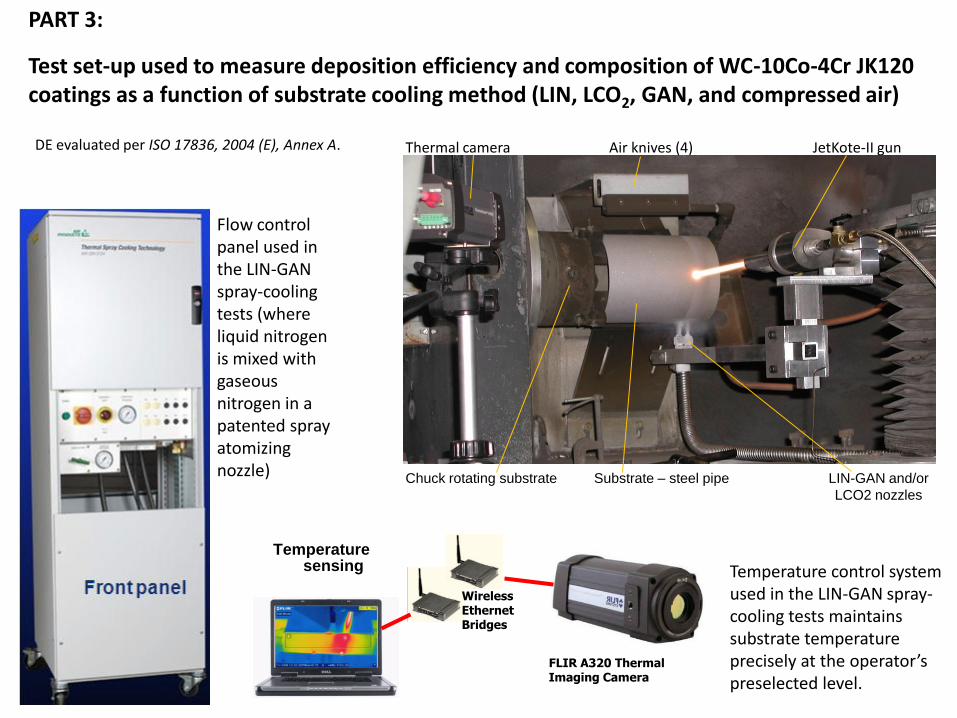
PART 3:
Test set-up used to measure deposition efficiency and composition of WC-10Co-4Cr JK120 coatings as a function of substrate cooling method (LIN, LCO2, GAN, and compressed air)
JetKote-II gun Air knives (4) Thermal camera
Substrate – steel pipe Chuck rotating substrate LIN-GAN and/or
LCO2 nozzles
Flow control panel used in the LIN-GAN spray-cooling tests (where liquid nitrogen is mixed with gaseous nitrogen in a patented spray atomizing nozzle)
Temperature control system used in the LIN-GAN spray-cooling tests maintains substrate temperature precisely at the operator’s preselected level.
DE evaluated per ISO 17836, 2004 (E), Annex A.
200
225
250
275
300
325
350
375
400
0.0 2.0 4.0 6.0 8.0 10.0 12.0 14.0 16.0 18.0 20.0 22.0 24.0 26.0 28.0 30.0 Ave
rage
su
rfac
e t
em
pe
ratu
re, T
avg,
of
mp
on
en
t, d
eg.
F
Spray-coating operation time, minutes
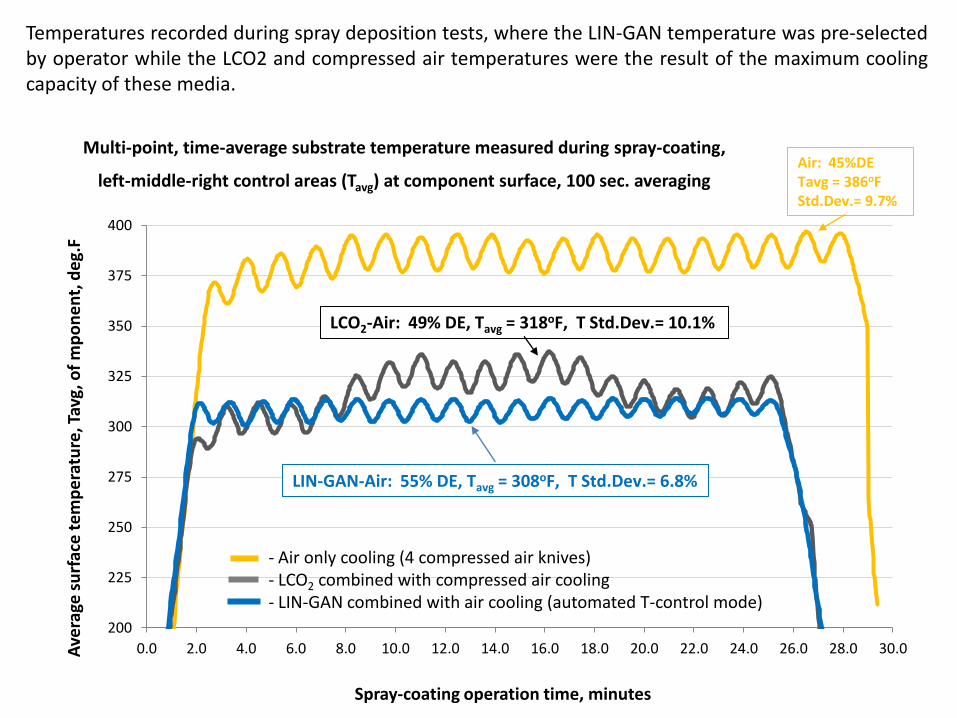
Multi-point, time-average substrate temperature measured during spray-coating,
left-middle-right control areas (Tavg) at component surface, 100 sec. averaging Air: 45%DE Tavg = 386oF Std.Dev.= 9.7%
LCO2-Air: 49% DE, Tavg = 318oF, T Std.Dev.= 10.1%
LIN-GAN-Air: 55% DE, Tavg = 308oF, T Std.Dev.= 6.8%
- Air only cooling (4 compressed air knives) - LCO2 combined with compressed air cooling - LIN-GAN combined with air cooling (automated T-control mode)
Temperatures recorded during spray deposition tests, where the LIN-GAN temperature was pre-selected by operator while the LCO2 and compressed air temperatures were the result of the maximum cooling capacity of these media.
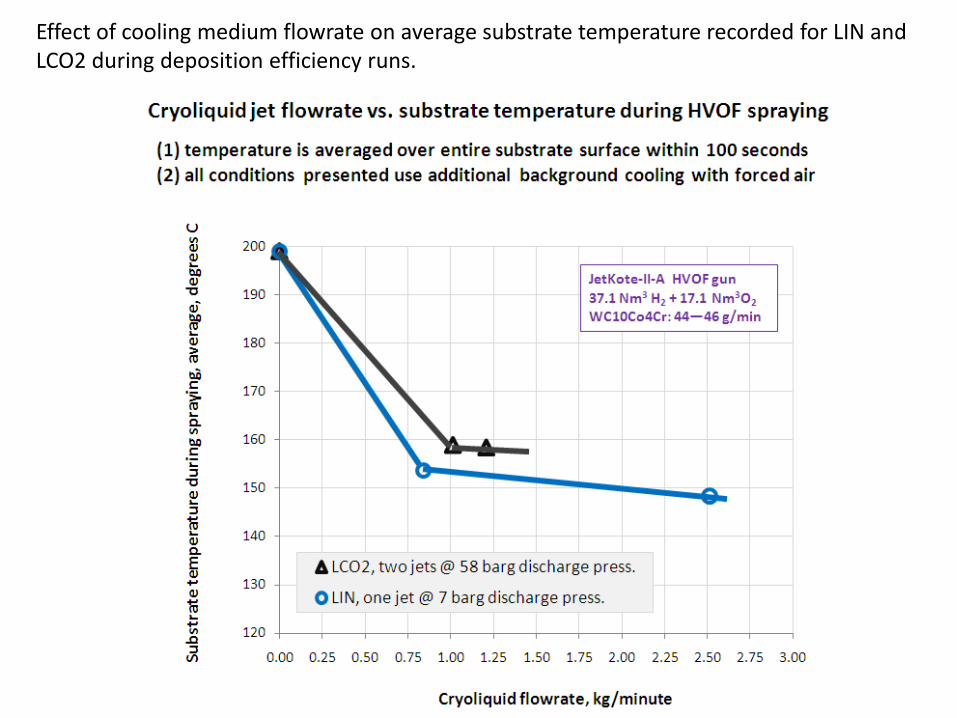
Effect of cooling medium flowrate on average substrate temperature recorded for LIN and LCO2 during deposition efficiency runs.
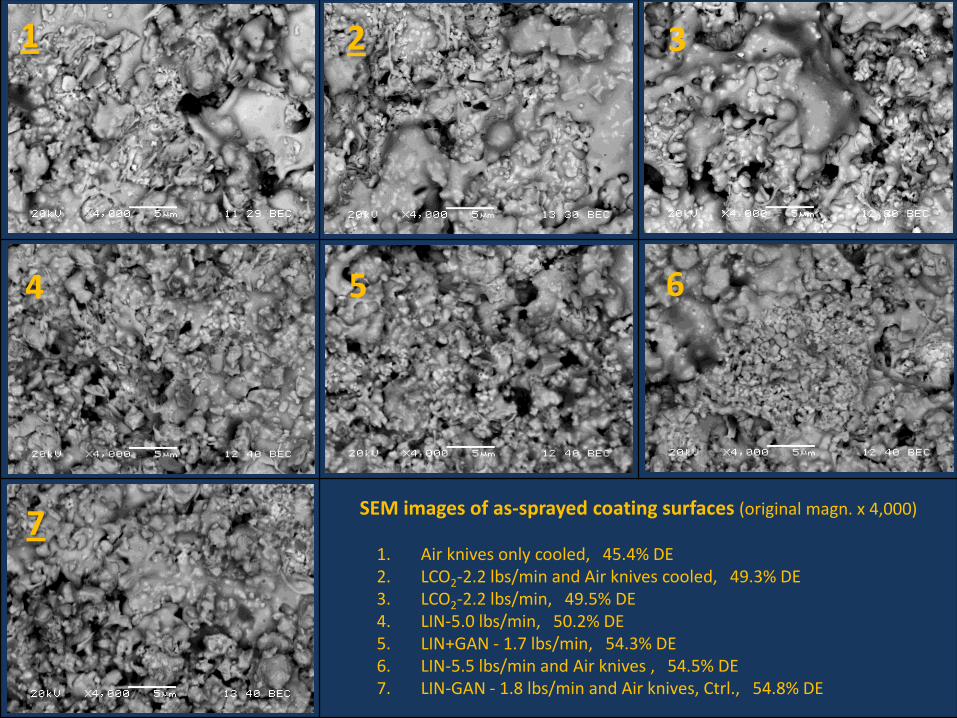
SEM images of as-sprayed coating surfaces (original magn. x 4,000)
1. Air knives only cooled, 45.4% DE 2. LCO2-2.2 lbs/min and Air knives cooled, 49.3% DE 3. LCO2-2.2 lbs/min, 49.5% DE 4. LIN-5.0 lbs/min, 50.2% DE 5. LIN+GAN - 1.7 lbs/min, 54.3% DE 6. LIN-5.5 lbs/min and Air knives , 54.5% DE 7. LIN-GAN - 1.8 lbs/min and Air knives, Ctrl., 54.8% DE
1 2 3
4 5 6
7
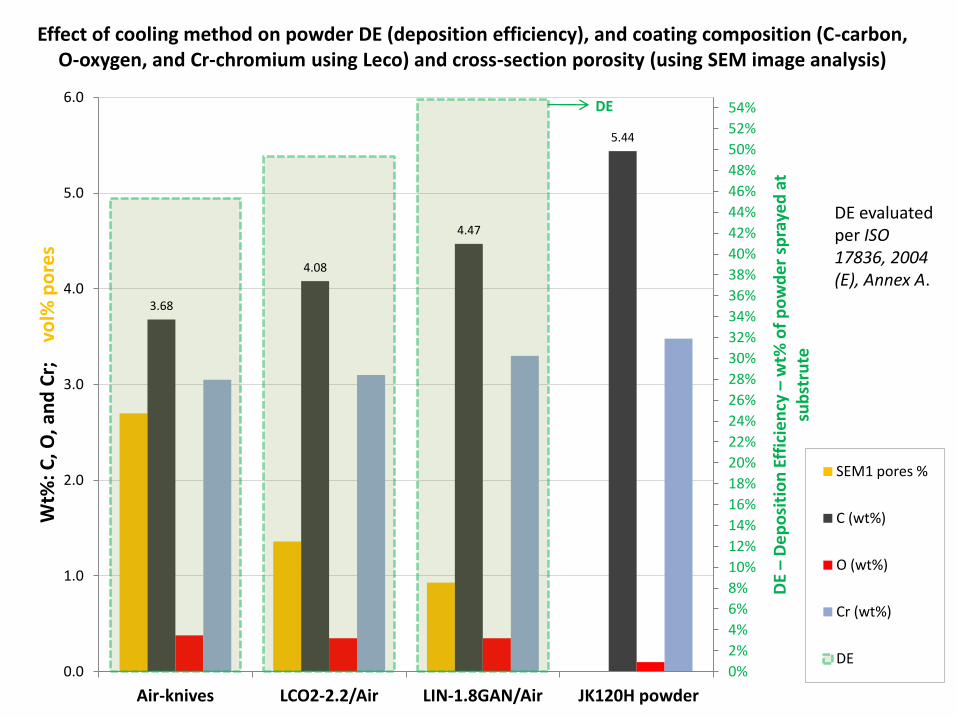
3.68
4.08
4.47
5.44
0%
2%
4%
6%
8%
10%
12%
14%
16%
18%
20%
22%
24%
26%
28%
30%
32%
34%
36%
38%
40%
42%
44%
46%
48%
50%
52%
54%
0.0
1.0
2.0
3.0
4.0
5.0
6.0
Air-knives LCO2-2.2/Air LIN-1.8GAN/Air JK120H powder
DE –
De
po
siti
on
Eff
icie
ncy
– w
t% o
f p
ow
de
r sp
raye
d a
t su
bst
rute
Wt%
: C, O
, an
d C
r;
vo
l% p
ore
s
SEM1 pores %
C (wt%)
O (wt%)
Cr (wt%)
DE
DE
Effect of cooling method on powder DE (deposition efficiency), and coating composition (C-carbon, O-oxygen, and Cr-chromium using Leco) and cross-section porosity (using SEM image analysis)
DE evaluated per ISO 17836, 2004 (E), Annex A.
Parameters Value
Fuel Gas (H2) flow rate (scfh) 1300
Oxygen flow rate (scfh) 600
Powder carrier Ar flowrate (scfh) 60
Nozzle length/diameter 6” L x 1/4” ID
HVOF torch traverse speed (in/s) 0.17
Step size (in) 0.125
Spray distance (in) 8
Target powder feeder rate (g/min) 45
Part rotation (rpm) 80
Number of passes 40
Substrate preheat temp. (°C) N/A
Substrate material AISI 1018 steel cylinders
Substrate dimensions 200 mm long x 150 mm Ø x 3 mm wall
thickness, as per ISO 17836, 2004 (E),
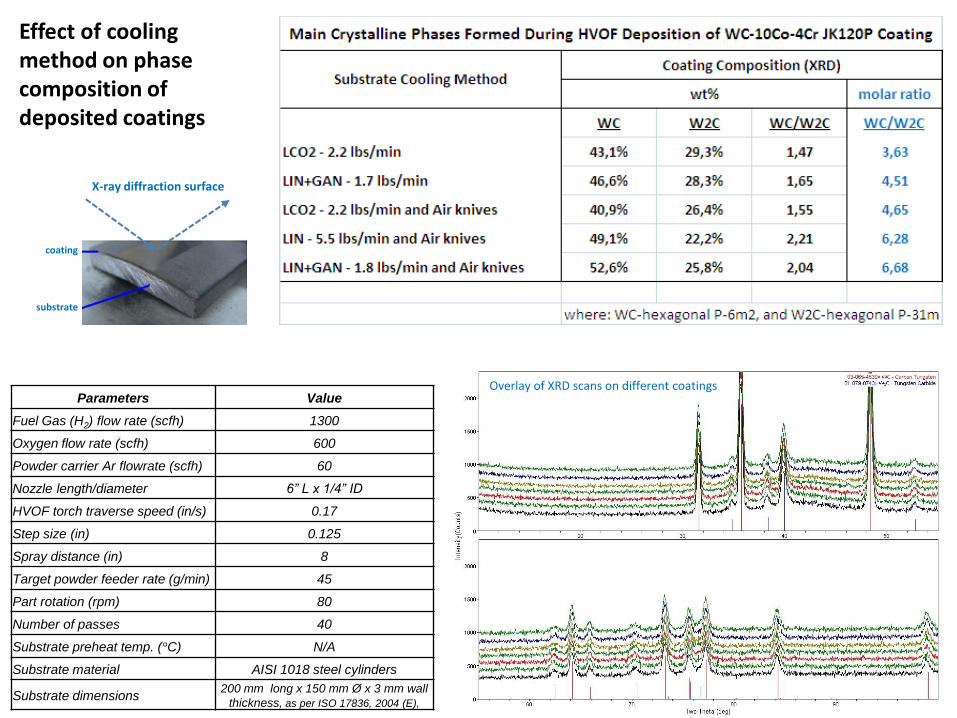
Effect of cooling method on phase composition of deposited coatings
coating
substrate
X-ray diffraction surface
Overlay of XRD scans on different coatings
Conclusions: 1. LIN and LIN-GAN spray cooling are somewhat more effective on the mass flowrate basis than LCO2 cooling within the temperature range of interest (100oF-350oF). LIN, LIN-GAN, and LCO2 methods are significantly more effective than the traditional compressed air cooling. 2. Popular WC-10Co-4Cr powders, Sulzer-Metco 5847 and Stellite/Jet-Kote JK120H, oxidize in air and, to a lesser extent, in CO2. The JK120H powder is more oxidation resistant due to particle morphology. 3. Automated temperature control of the LIN-GAN system assures a complete thermal uniformity of substrate part during HVOF spraying. 4. LIN-GAN cooled HVOF coatings are less oxidized and less decarburized than coatings cooled by LCO2 or compressed air and retain the highest amount of the desired, tough and hard WC phase. 5. LIN-GAN cooling offers the highest powder deposition efficiency and reduced coating porosity levels.