Embed Size (px)
Citation preview

Generating PrecisionSpur Gears ByWireEDM
IRoderick KI,eiss, Jack. KleissHnd Scott Hoffmann
Master gea.r IntroductionOver the past decade. the wire electrical dis-
charge machine (EDM) has become an increas-ingly important tool for machiningaon-standardshapes. It has even been used to cut gears andgear cavities for plastic molds. While generallyaccepted as a quick. and versatile method for cut-ting spur gears, the EDM gear has lacked the pre-cision of a mechanically machined or groundgear. We suspected that many of the errors asso-dated with these gears were caused by inexactsetup procedures, poor tool path control andimproper cutting parameters. We decided to testthe potential for the wire EDM to make the mostaccurate gear po. sible,
Our experiment was, moreover, based on need,The plastic gears we designed for a gear-drivenlawn sprinkler required unique master gears. Leadtimes for form-ground gears were unacceptable.With our customer's support, we developed amethod of cutting these master gears that achievedthe desired shapes on time and within 'cost COIl-
straints for fine-pitch master gears. We thenemployed the same technique to cut a 19-1ooth, 5DP master gear in order to determine possibleerror of scale. Profile inspection revealed thatsimilar accuracy of tolerance was possible forlarge, coarse-pitch gears. In this article, we willpresent the methods we employed to achieve thislevel of accuracy, tbeinspection data from ourwork. comparisons with precision hob-cut. gearsand possible applications of this method to otherforms of gear generation.
Tbe EDM ProcessElectrical discharge machining is based on the
principal of erosion of an electrically conductivematerial by continuous spark discharge to its sur-face (Ref I), With wire EDM. a metallic wire iscontinuously fed through arms suspended aboveand below the workpiece (Fig. I), This chargedwire is then guided through the specified toolpath while cutting its way through [he material.
accuracvis
possible with
this technique
Fig. 1 - Wire EDM gear cutting setup.
--.-------------------------------------------------------
\
- FiHetRadius L
f-
(User-Specified)
Base Diameter Root Diameter
F,ig. 2 - Typicall .EDM gear tnvotate.
Fig. J -, Gear surface coordlnutes,
36 GEAR TECHNOLOGY

The process is relatively slow, depending onwire diameter, workpiecethickness and machinesettings. The servo-corurolled tooL path is quiteaccurate, typical for CNC machinery. The benignenvironmenr of the EDM maehinery, with low
feed rate , extremely low force , very little fric-
tion or vibration and controlled temperature, makean even finer accuracy possihle,
The tool path can be drawn either point-to-
point or in imple arcs. Advanced mathematicalcurves are not directly programmable by software;
these I11US( be approximated with arcs and/or linemovements. Both the involute andlroChoidal sec-
tion of a gear fall into this general category.Specified dimensional. accuracy and repeatability
of the more advance wire EDMs are on the orderof .oom ". Surface finishes are ] 6 microinches andcan be attained through careful selection ofmachining parameters, along with multiple finish-ing skim cuts on !owpower settings.
Gear Cutting with WireWrre EDM macltil1ing is primarily a two-
dimensional process, although the two wiregaides can follow independent path. allowingslight 3-D modifications, lEDM oftware exi ts
that claims to create a wire path for the spur invo-
lute. The software requires standard gear geome-try to be input along with tooth thickness, root andoutside diameters, Approximate arc segments are !i
then fitted to the involute curve down to the root ,!
or to the base circle diameter, whichever comes II
first. If the base circle is located above the rootcircle, a straight radial line is connected from the
base circle to the root diameter. andthe user hasthe option of pecifying a fillet radius for Iheintersection of tho e two features (Fig, 2).
Difficulties w.ith this method of generation areimmediately apparent: The trochoidal (or root)
area is left arbitrary and undefined, and no provi-simi is made for undercut even ifil i required.One of the advantages of a hob-cut gear is thai any
gear will fit wuhin the envelope created by the
generating hob because the hob removes any pos-ible interfering material in the root area Lh.atmay
physicaHy interfere with another gear. A majorityof non-undercut, standard gears. are not sensitiveto lhi po sibletrochoidal interference, since the
standard whole depth provide ufficient clear-ance, and mating teeth never reach below the basecircle. However, as designers modify gear geome-try 10 maximize function or to allow for undercut,this area becomes critical because of possibleinterference or weakening by excessive relief. The
mathematical generation of gear teeth mu t pro-vide nol only conjugate action. but also designedclearance with any mating gear,
Fig•.4 - Optimal CYl"Ve fit.
Fig. 5 - Devlatlon between spllned rc and involute.Another not-50-apparent difficulty with the
generation of approximate arcs to !he involute
concerns the nature of the involute itself. With itsever-increasing radius of curvature frern the basecircle, the invohne is anything but a trivial curve-fitting exercise. The desirability of making inter-
secting arcs tangent at their endpoints compoundsthe problem of fitting these arc to the involute.Without careful fitting, it is possible to have con-
siderable error in the approximation, especially illthe critical regioa of the base circle. The tro-
choidal surface can also be intricate and requiresequivalent attention to detail in a;nY generatingcurve-fitting cherne,
Mathematical GenerationManytexts describe the mathematical genera-
tion of the Involute. Buckingham ((teL2)
described both polar and Cartesian equations forthe involute profile. Point-to-point developmentof the generated trochoidal region is less well-documented. However, Khiralle (Ref. 3) andColbourne (Ref. 4) have both published methodsto find points on the trochoidal curve for any
involute rack. They also describe the necessaryiterative schemes to determine the exact involuteform diameter for undercut gears. Solving theseequations yields an array of discrete coordinatepoints that exaclly describe the entire surface of
the gear tooth (Fig. 3).Curve Fitting
The wire EDM tool path is constrained to fol-low either straigbt lines or simple single-arc seg-ments. The involute and trochoid, however, arecurves with continuously changing radii of curva-tare, The designer might create a 1.001 path withinfinitesimally small linear moves to maximizethe EDM's resolution. but the re ulting NC pro-
gram wouldbe excessively cumbersome. A more
Roderick &Jaek Klleissare principals ill KleissEngilll'erill'g, consultantsto rhe plastic and steelgear industry. Theiroffices ar/' ill LittleCall ada. MN.
Seon Hoffmannis president of Accu·Prompt EDM alF rldle)\ MN.
p,j'AVIJUNE 1Si! :31

Ff 2 2 3 3 2 2 3 2mA-1 -I -2 -2 -1 -I -I -Iff 2 2 3 2 2 :2 2 2
+ J- 2 -I + IRunou,
frfr= 2
~fplfp = 2
fp2 - ~ ~~~ _
fp::: 1
N= 16 ITp = .0516DP= 32 OD = .565
,cp = ::20° fD = .4702
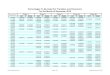
Ff = Transverse Profile Total DeviationfHA = Transverse Profile Angle Deviation
ff = Profile FOrni DeviationFr = Total RUDOUl Deviationfp = Adjacent Pitch Deviation(All measured errors x 1O~")
Flg, 6 - .3,2 DP hob-cut gear data.
16-1]_~ 1----_. 1.1
II.n
f 2 2 I I 2 I I 3fHA-2 -I -0 -I -I -1 -I -3ff 1 I I I I I 1 I
+ I - 2 - 1 + I
fpJ ~~--~~~~r--=--------~L=~'~--~====~~~---fp = I
fp2 - ...~-=.=~---==------...==::l==I=====I"'""=-~-fp= :2
taN= 20
DJ>= 36¢I = 200
TIp: .0498OD = .620FD = .5221
Ff = Transverse Profile Total DeviationrnA = Transverse Profile Angle Deviation
ff = Profile Form DeviationPr = Total Runout Deviationfp : Adjacen] Pilch Deviation(All measured errors x 1Q-4")
I'ig. 7- J6 DP wire EDM gear data.
,38 GE ...FI TECHNOLOGY
efficient approach would be to allow themachine's own software to optimize the cuttingpath, A mathematically satisfying curve-fillingroutine would link approximated arcs with com-mon tangents to !he profile (Fig. 4). The mach-
ine too] would then follow the neare t ..t-y path [0
this profile.At first glance, it would appear a simple task
to approximate the involute and trochoidal curves
with splined arcs in the minimum least-squaredense; however, since any arc egment is mathe-
rnatically nonlinear and multivalued, and becau e
the function that represenu a splined eries of arcegments includes nonlinear parameters. this is
not the case. The curve-fitting task is difficult, butnot insurmountable, Numerous general purposeoptimization algorithms can be adapted to solvethis kind of problem (Ref. 5). The use of these
methods to solve curve-fitting problems is not an
exact science and has sometimesbeen called anart. With careful selection and tuning of methods,we have been ableto generate plined arc approx-imations of the involute and trochoid with arbi-trarily specified maximum error criteria (Fig. 5).
[nitial etupFourexternal gears were made. The diametral
pitches were 32,36,40 and 41. Inspection equip-
ment included a Mahr Model 896 gear roll testerand II Zeiss ZMC 550 gear coordinate measure-
ment machine for profile, lead and spacingchecks. TIle 36, 40 and 4] DP gears were cut by
EDM. and the 32 OP gear was cut with a. I" diam.eter Grade AA precision hob in order to get aense of tile relative accuracy possible witheach
method. Two of each gear were made so theycould be roll-tested against them elve to exam-ine close-meshed conjugacy. They were then
inspected independently on the CMM forab clute accuracy. We felt that roll re ling wasimperative for wire-eut gears, since the cuttingprocess was purely mathematical in function,Any local aberration in the CUlling or fixturing of
the gear that might not be detected by the singlepoint of a profilometer would be more easily seenon a double-flank roll tester,
Discussion of ResultsFigs. 6, 7, 8 and 9 show the profilornetry ofthe
fine-pitch gears as measured on the Zei CMM.Total profile deviation (Fj) for the HDM gear inFigs. 7, 8 and 9 varied between .0001" and
.0003", while the profile fonn deviation consis-tently stayed within .000:11".TIle hob-CUI gear inFig. 6 maintained profile deviation between.0002" and .0003", however total form deviationaI: a varied by tha.t amount. The EDM profiletraces appear as more nearly strajlght lines, while
16

the bobbed profile exhibits waviness. The leaderror on all gears was .0001" maximum, and theadjacent pitch deviation (fp) remained less than.0002" for all gears. In total runout, the hobbedgear held ..0002", while the EDMgears variedbetween .,0003" and .0005".
Roll tests of the gears against themselves arepresented in Fig. 10. A comparison trace of 32 DPform-ground master gears rolled against eachother is included as reference. The scale is identi-cal for an traces at .0003"per large division.These traces were taken when the gears were newwithout running them in lightly first, Later traceswere more uniform ..Unfortunately they were notretained. We believe that light running-in of EDMgears is desirable to polish the matte surface anddeburr edges ..
A Coarse-Pitch ExampleThe remaining question was whether EDM
errors would be magnified by scaling the genera-tion process for coarse-pitch gearing. We decidedto wire-cut a 5 DP. 19-tooth gear and concentrateon improving runout and optimizing the curve fit.This gear would be roughly 8 times the size of thepreviously cut fine-pitch gears. We generated i5arcs for this involute with a maximum mathemat-ical error of ± 15 microinehes. The material wasthrough-hardened! 420, stainless steel. A completeprofile inspection was done for each flank of thisgear. A representative sample of results is given inFig. II. Total profile and form deviation stayedwithin .0001" and .0002", and total runout washeld between .0002" and ,0003" Spacing and leadwere both held to .0002". In effect, we were ableto improve the dimensional characteristics of thelarger gear by improved CUllingmethods and clos-er mathematical approximations. This wire EDMgear was ultimately used to monitor a productionrun of thread-ground spur gears.
ConcluslonsWire EDM is suitable for producing accurate
spur gear shapes. These early fine-pitch gears wereadequate for their intended purpose of plastic gearinspection. Both profile and form deviation forthese gears were generally improved over theirbobbed. counterparts. Total rollout of these gearswas slightly greater than for the cut gears, but fur-ther modifications in fixturing and machine setupshould improve this feature. At present, thismethod has not reached the same accuracy as form-ground masters, but gears cut this way cost less andcan be cut in a week. For certain applications, thatcan be the deciding factor, The coarse- pitch gearin this experiment benefitted from the lessonslearned on the smaller gears. ]t suffered no degra-
Ff I 2 1 I 2 .I I 2fHA-.! -1 -0 -I -I -] -I -2ff I 1 1 t I I I I
to 1- 2 -I + IRunout
frfr= 3
Spacinl:~I ~cd~=-----====~~~~--------~==~~~__~C7~~~-----fp= 2
fp2 -_~==r--1F=a.~-----'=='I-----'==---=fp = 2
Gear DataN= 20
DP=40¢I = 20°
TIp = .043500 = .560FD = .4700
Ff = Transverse Profile Total DeviationfHA = Transverse Profile Angle Deviation
ff = Profile Form DeviationFr :: Total Runout Deviationfp = Adjacent Pitch Deviation(All measured errors x 10-4")
Fig. 8- 40 DP wire EDM gear data.
Profile17-12-·_· 6- 1---,-
Ff 1 I I I I 2fHA-l -0 -0 -0 -I -0 -2ff I I 1 I. I 1 I
+ 1 - 2 1 + 1Konout
frfr = 3
Spacingfp lfp = I
=
fp2 '·~==~--------~~~F~--------~===~--~~~~----fp = 2
Gear DataN=22
DP==41¢I:: 20°
TIp = .0436OD = .592FD :: .5043
17
-=
Ff;;;; Transverse Profile Total DeviationfHA = Transverse Profile Angle Deviation
ff;;;; Profile Form DeviationFr :: Total Runout Deviationfp = Adjacent Pitch Deviation(All measured errors x 10-4")
dation in tolerances despite being 8 times larger. Fig. 9 - 41 DP wire EDM gear datil.
MAV/JUNE 1996 3,9

This 5 DP gear satisfies the criteria for a Class 2master gear, with similar cost and productionadvantages over form-ground gears.
The involute shape i not particularly difficult.for the wire EDM. Any mathemati.cal path that canbe described in arcs and/or Ii.nes can be generatedwith similar accuracy. np relief, root relief andnoninvolute tooth forms can be generated with verylittle added complexity or cost, The ability to cuttwo separate shapes at the same time with the upperand lower cutting arms opens other possibilities as
32 DP Hobbed Gears 36 DP Wire RDM Gears
40 DP Wire EOM Gears 41 OP Wire EOM Gears
II
~32 DP Form-Ground Master Gears
F:ig. 1101- Roll tests.
~2===~ ~==~==~__ ~-==--=~~===- _fp e I
~arDataN", 19
DP:: 5'II> ::: 200
QCLl2Ff 3fHAff 2
2 2-] -22 2
2 2-I -I2 I+1-
2I22
2 2 2 2 2 2-I. -I -2 -2 -1 -2I I I 2 1
- I + I
I- '='
Runoutfrfr'" 2
Spacinl:fplIp e I
=
TIp = .34414OD =4.3732FD = 3.58279
Ff = Transverse Profile Total DeviationfHA = Transverse Profile Angle Deviation
ff = Profile Form DeviationFr:: Total Runout Deviationfp = Adjacent Pitch Deviation(All measured errors x 104")
Fig. Ii - 5 UP wire EDM coarse-pitch gear data,
,40 GEAR TECHNO~OGY
well. We have already produced bevel gears usingTregold's approximation of the equivalent spurgear form. Low helix. angle gears can be accurate-ly cut with only slight overeat on the root area atone end of the gear. Even crowning can be approx-imated. In many ways, (be lise of this process isonlylim.ited by the user's cleverness.
Purther investigation needs to be done on theproduction and effect of tile EDM process. Sincethe generating method is new, current standardinspection criteria may not adequately cover allpossible production errors. Simply specifyingmaximum tooth-to-tooth and total composite errormay not be sufficient. It would also be interestingto investigate the effect of EDM metallurgy onlife, wear, pitting, etc. For instance, hardeningwith EDM is achieved with through-hardenedsteels, but the cutting process under water canproduce an additional. hard thin surface layerexceeding 70 Rockwell C. Whether this effectcan be significant for gears is unknown.
Mathematically describing the total gear shapecan be extended to other generation methods aswell, The latest C C equipment can follow thesame type of path as the wire EOM. NC dresserscan directly form grind SpUI' and helical forms.This type of generation is bound to become moreavailable as the gearing community continues toseek a continually improved and cost-effectiveproduct. Computer generation of the necessaryforms and numerically controlled inspection ofthe resultant shapes will ultimately yield all accu-rate and verifiable product. 0
References.I. Baumeister & Marks. Standard Handbook forMechanical Engineers. McGraw-Hili Book Co., 1967.2. Buckingham. Earle. Analyfical Mechanics of Gears.Dover Publications. 1988.3. Khiralla, T. W. On the Geometry of External InvoluteSpill' Gears. CJI Learning Publications, 1976.4. Colbourne. 1. R. The Geometry of Involute Gears.Spri nger- Verlag Press, 1987.5. Press. w. H. et al, Numerical Recipes-The Arl' ofSciemijic Computing. Cambridge University Press, .1989.
Acknowledgement:Our sincere gratitude to Jim Gamble and the RalnbirdCorpora/ion for supporting and encouraging this develop-ment effort. We are also grateful 10 the Kurt Gear Companyin Minl1eapolis. MN. for per/arming all the profilometrymeasurements presented herein.
First presented at the 1993 AGMA Fall Technical Meetingas ACMA Paper 93FTM 12. Reprinted with permission.
Tell Us What You Think ...If you found this article of interest and/or useful, pleasecircle 222-For more information about Kleiss Engineering circle ZZ3.For more information about Accu-Prompt EDM circle 224.