Embed Size (px)
Citation preview

GENERAL CATALOGUE welding machines

product line
SPOT WELDINGSPOTwelding
MMA / TIG DC RECTIFIERSWELDINGrectier
WELDING INVERTERSWELDINGinverter

WELDING WIRE FEEDERTIG COLDWIRE
feederWELDING WIRE FEEDEROPEN ARC
feeder
MIG / MAG WELDINGMIG / MAG
welding WELDING TRANSFORMERWELDINGtransformer
2anr tia eg •• gy at rn aa nr r tia a
w
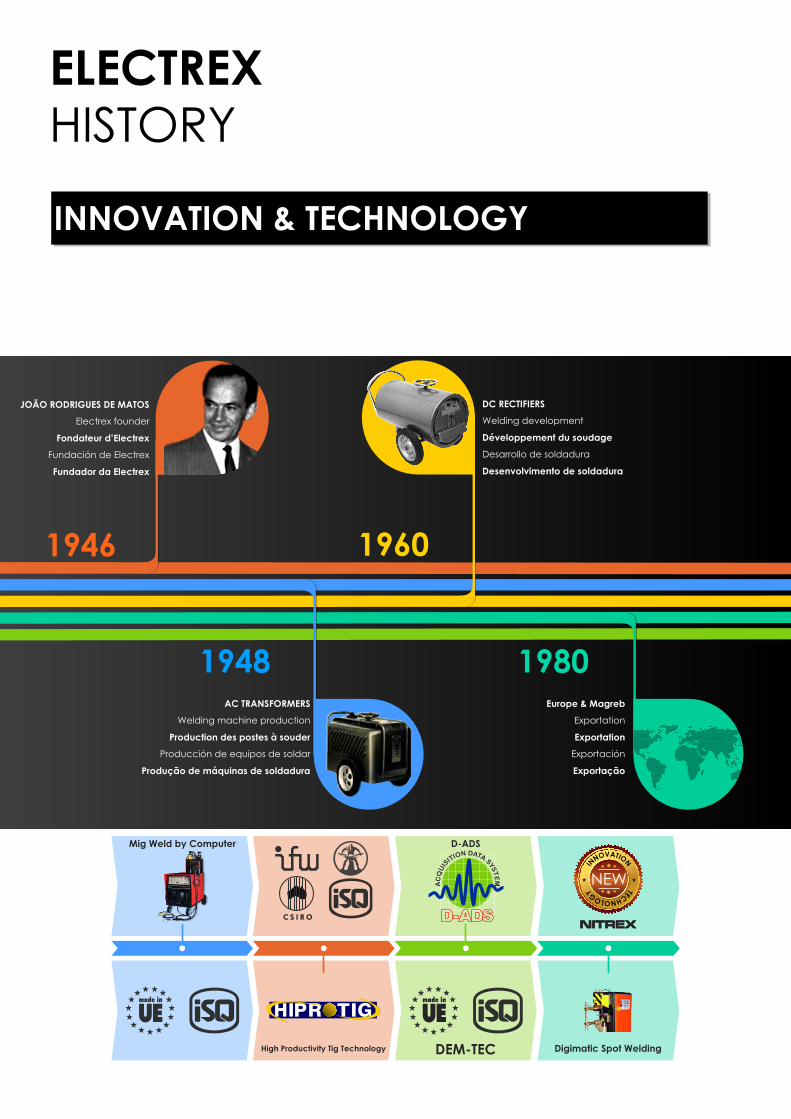
ELECTREX HISTORY
INNOVATION & TECHNOLOGY
JOÃO RODRIGUES DE MATOS
Electrex founder
Fondateur d’Electrex
Fundación de Electrex
Fundador da Electrex
AC TRANSFORMERS
Welding machine production
Production des postes à souder
Producción de equipos de soldar
Produção de máquinas de soldadura
DC RECTIFIERS
Welding development
Développement du soudage
Desarrollo de soldadura
Desenvolvimento de soldadura
DEM-TEC
made in
UE
Mig Weld by Computer DN ATO AIT SI YSI SU T
EQ
MCA
Digimatic Spot WeldingHigh Productivity Tig Technology
C S I R O
made in
UE
D-ADS
1946
1948
1960
1980Europe & Magreb
Exportation
Exportation
Exportación
Exportação
NITREXNITREX
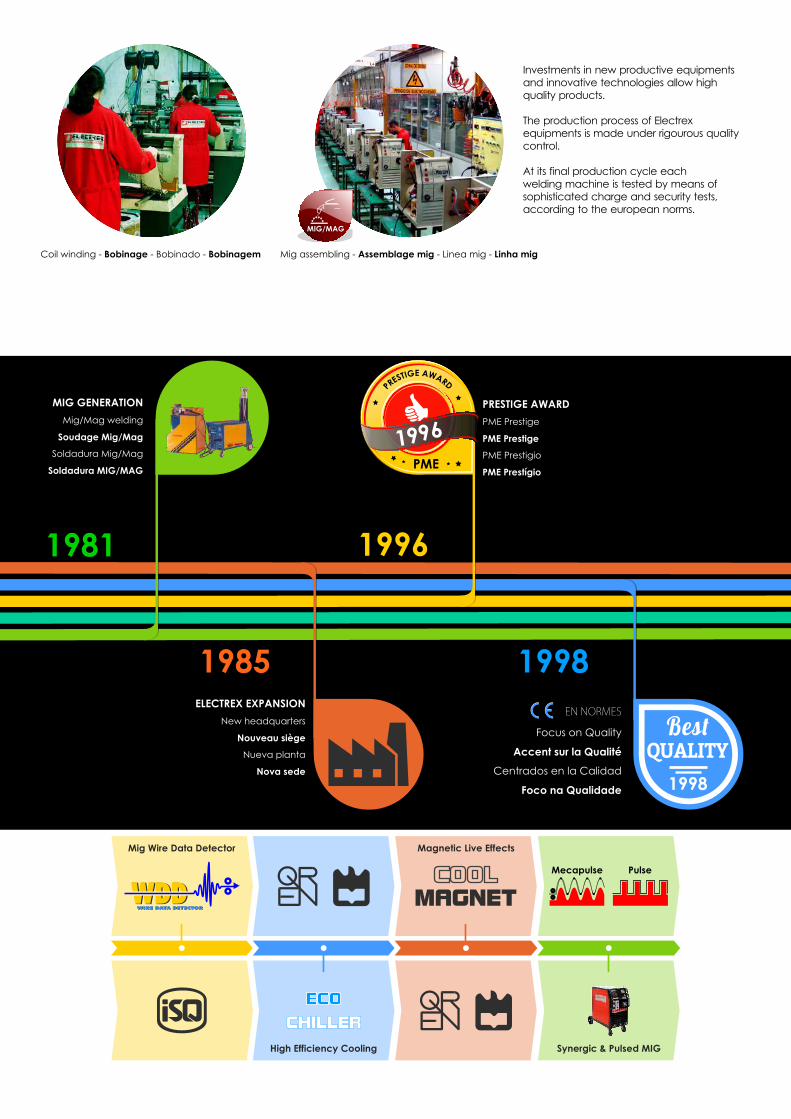
Investments in new productive equipments and innovative technologies allow high quality products.
The production process of Electrex equipments is made under rigourous quality control.
At its final production cycle each welding machine is tested by means of sophisticated charge and security tests, according to the european norms.
Coil winding - Bobinage - Bobinado - Bobinagem Mig assembling - Assemblage mig - Linea mig - Linha mig
MIG/MAG
1981
1985
1996
1998
MIG GENERATION
Mig/Mag welding
Soudage Mig/Mag
Soldadura Mig/Mag
Soldadura MIG/MAG
PRESTIGE AWARD
PME Prestige
PME Prestige
PME Prestigio
PME PrestígioPME
EN�NORMES
Focus on Quality
Accent sur la Qualité
Centrados en la Calidad
Foco na Qualidade 1998
Mig Wire Data Detector
Synergic & Pulsed MIGHigh Efficiency Cooling
Magnetic Live Effects
Mecapulse Pulse
ELECTREX EXPANSION
New headquarters
Nouveau siège
Nueva planta
Nova sede
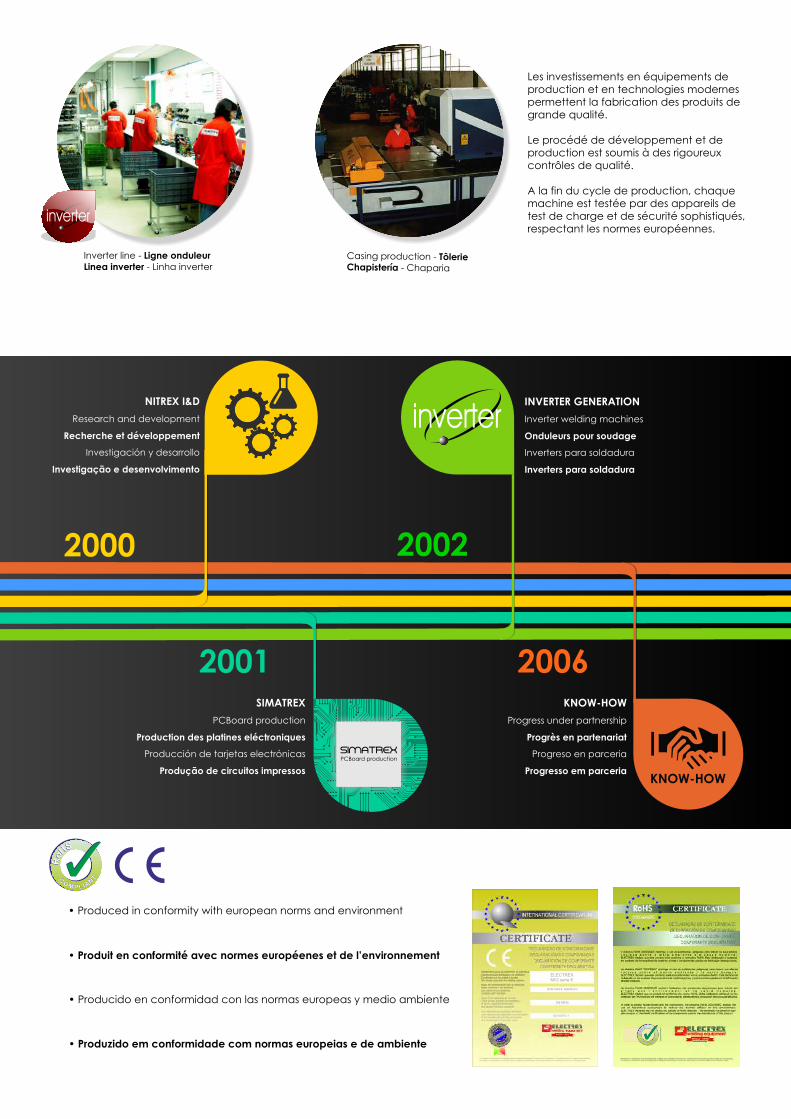
Inverter line - Ligne onduleur Linea inverter - Linha inverter
Les investissements en équipements de production et en technologies modernes permettent la fabrication des produits de grande qualité.
Le procédé de développement et de production est soumis à des rigoureux contrôles de qualité.
A la fin du cycle de production, chaque machine est testée par des appareils detest de charge et de sécurité sophistiqués, respectant les normes européennes.
ELECTREXMIG serie 6
EN 60974-1
• Produced in conformity with european norms and environment
• Produit en conformité avec normes européenes et de l’environnement
• Producido en conformidad con las normas europeas y medio ambiente
• Produzido em conformidade com normas europeias e de ambiente
SIMATREX
PCBoard production
Production des platines eléctroniques
Producción de tarjetas electrónicas
Produção de circuitos impressos
2000
2001
2002
2006
INVERTER GENERATION
Inverter welding machines
Onduleurs pour soudage
Inverters para soldadura
Inverters para soldadura
NITREX I&D
Research and development
Recherche et développement
Investigación y desarrollo
Investigação e desenvolvimento
KNOW-HOW
Progress under partnership
Progrès en partenariat
Progreso en parceria
Progresso em parceria
Casing production - TôlerieChapistería - Chaparia
SIMATREXPCBoard production
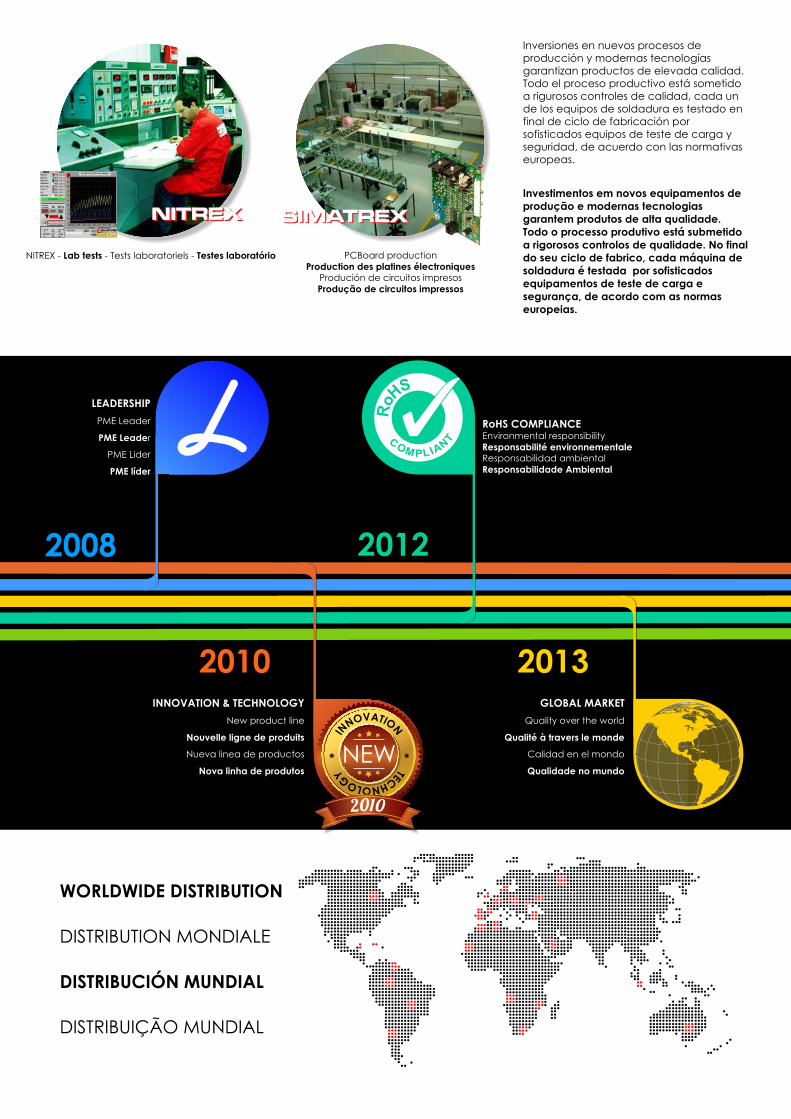
SIMATREXSIMATREXNITREXNITREX
PCBoard productionProduction des platines électroniques
Produción de circuitos impresosProdução de circuitos impressos
NITREX - Lab tests - Tests laboratoriels - Testes laboratório
Inversiones en nuevos procesos de producción y modernas tecnologías garantizan productos de elevada calidad.Todo el proceso productivo está sometido a rigurosos controles de calidad, cada un de los equipos de soldadura es testado en final de ciclo de fabricación por sofisticados equipos de teste de carga y seguridad, de acuerdo con las normativas europeas.
Investimentos em novos equipamentos de produção e modernas tecnologias garantem produtos de alta qualidade.Todo o processo produtivo está submetido a rigorosos controlos de qualidade. No final do seu ciclo de fabrico, cada máquina de soldadura é testada por sofisticados equipamentos de teste de carga e segurança, de acordo com as normas europeias.
WORLDWIDE DISTRIBUTION
DISTRIBUTION MONDIALE
DISTRIBUCIÓN MUNDIAL
DISTRIBUIÇÃO MUNDIAL
2008
2010
2012
2013
LEADERSHIP
PME Leader
PME Leader
PME Lider
PME líder
INNOVATION & TECHNOLOGY
New product line
Nouvelle ligne de produits
Nueva linea de productos
Nova linha de produtos
RoHS COMPLIANCEEnvironmental responsibilityResponsabilité environnementaleResponsabilidad ambientalResponsabilidade Ambiental
GLOBAL MARKET
Quality over the world
Qualité à travers le monde
Calidad en el mondo
Qualidade no mundo

JOÃO R. MATOS, S.A.
(+351) 234 313 433
www.electrex.pt
follow us
Visit our website to stay updated with our latest news, videos and products.Visitez notre site Web pour connaître nos dernières nouvelles, vidéos et produits!Visite nuestra web para quedarse actualizado con nuestras últimas notícias, vídeos y produtos.Visite o nosso website para estar actualizado com as nossas últimas notícias, vídeos e produtos.
INDEX»
12
18INVERTER TIG AC/DCTIG / MMA
24MIG synergic plus compact & modular
26MIG basiccompact 28
MIG digit plus / sequencecompact & modular
MMA DC rectifiersredresseurs / rectificadores
34
40OPEN ARC Affluxopen arc welding wire feeder
42
48
SPOT WELDINGpoints / puntos / pontos
20COLDWIRETIG
INVERTER MMA DCMMA / TIG
INVERTER TIG PULSETIG / MMA 16
MMA AC transformerstransformateurs / transformadores

MMA
• Avantages:
Bas prix des equipements
Versatilité
Possibilité de soudage dans des endroits d’accès difficile
Disponibilité de consommables sur le marché
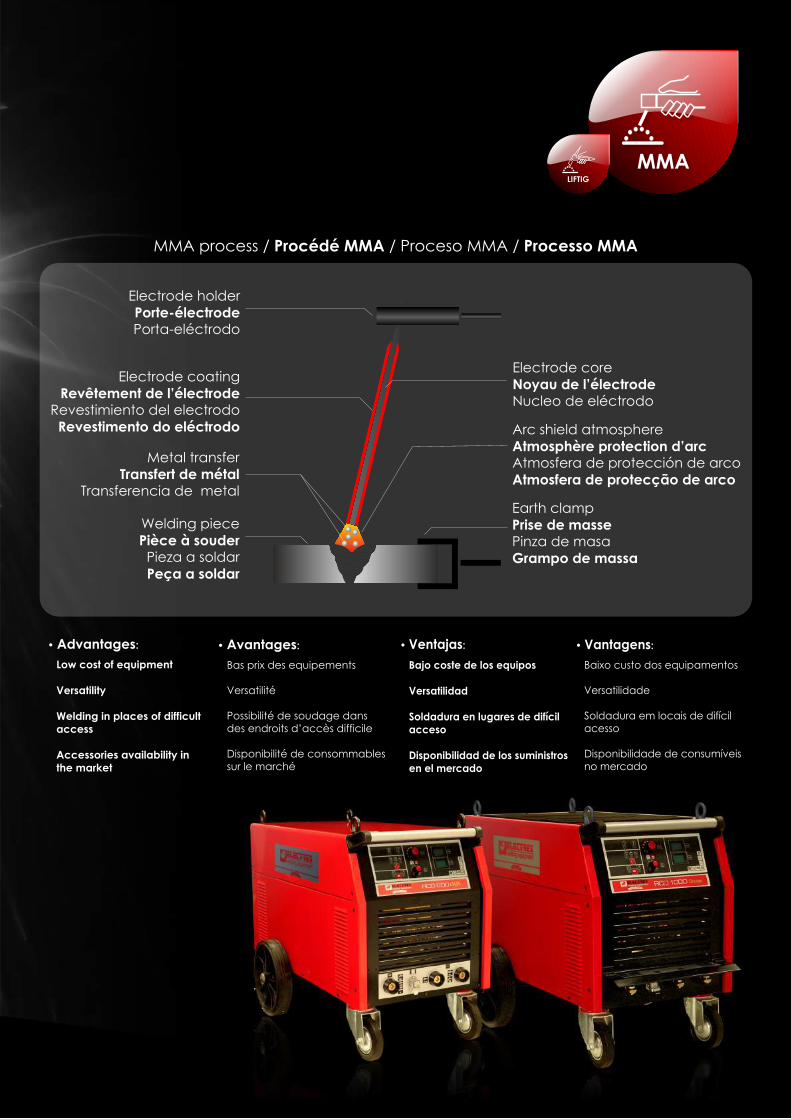
• Advantages:
Low cost of equipment
Versatility
Welding in places of difficult access
Accessories availability in the market
• Vantagens:
Baixo custo dos equipamentos Versatilidade
Soldadura em locais de difícil acesso
Disponibilidade de consumíveis no mercado
• Ventajas:
Bajo coste de los equipos Versatilidad
Soldadura en locales de acceso difícil Disponibilidad de los suministros en el mercado
Electrode holderPorte-électrodePorta-eléctrodo
Electrode coatingRevêtement de l’électrode
Revestimiento del electrodoRevestimento do eléctrodo
Metal transferTransfert de métal
Transferencia de metal
Arc shield atmosphereAtmosphère protection d’arcAtmosfera de protección de arcoAtmosfera de protecção de arco
Welding piecePièce à souderPieza a soldarPeça a soldar
Earth clampPrise de massePinza de masaGrampo de massa
Electrode coreNoyau de l’électrodeNucleo de eléctrodo
MMA process / Procédé MMA / Proceso MMA / Processo MMA
LIFTIG

Pag.12 www.electrex.pt|
MMA / TIG INVERTER DC
MMA LIFTIG
DC
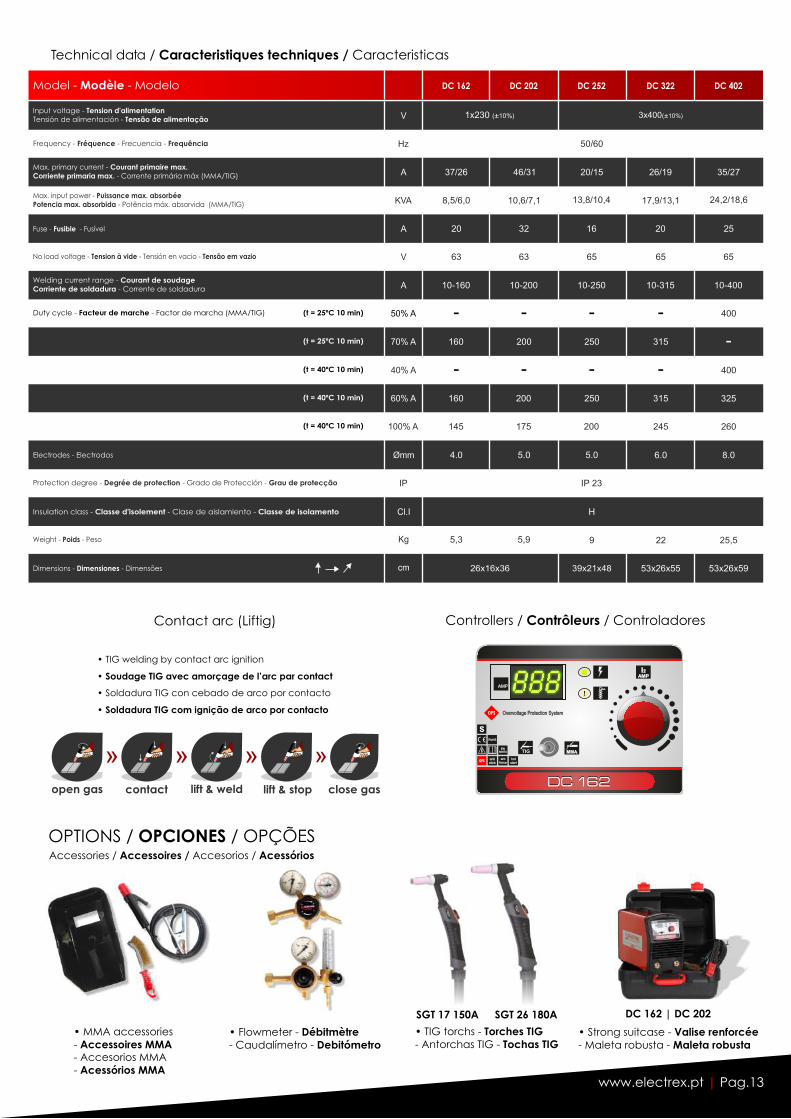
MMA welding inverters (coated electrodes) and LIFTIG (contact arc ignition) processes.
Excellent results on rutile and basic electrodes.
Arc stability allied to low energy consumption.Light and portable with over-voltage protection for safe connection to generators.
Friendly to use and easy to transport.
Suitable for indoor and outdoor welding jobs.
Onduleurs pour soudage des électrodes enrobés et LIFTIG (amorçage d'arc par contact).
Excellents résultats pour le soudage d'électrodes rutiles et basiques.
Stabilité de l'arc allié à une consommation d’énergie réduite.
Légers et portables avec protection contre les surtensions du réseau et des générateurs.
Facilité et versatilité d’usage.
Adaptés pour des travaux à l'intérieur et à l’extérieur.
Inverter para soldadura MMA y TIG DC con cebado de arco por contacto.
Excelentes resultados de soldadura de eléctrodos rutilos y básicos.
Arco de soldadura suave e estable aliado a un consumo energético reducido.
Ligeros y portables con protección contra sobretensiones de la red de alimentación o de generadores.
Facilidad y versatilidad de uso.
Excelentes para trabajos en interior y en exterior.
Inverter para soldadura MMA e TIG DC com ignição de arco por contacto.
Excelentes resultados de soldadura com eléctrodos rutilos e básicos.
Estabilidade de arco e baixo consumo energético.
Leves e portáteis com protecção contra sobretensões da rede de alimentação ou de geradores.
Facilidade e versatilidade de utilização.
Excelentes para uso interior ou exterior.
Generatorfriendly
• Inbuilt overvoltage protection for safe connection to generators• Protection interne des survoltages pour branchement sans risques aux générateurs• Protección integrada contra sobrevoltaje para conexión segura a generadores• Protecção integrada contra sobretensões para conexão segura a geradores.
Arc force
• ‘Arc-force’ function• 'Arc Force' fonction anti-collage• ‘Arc Force’ para evitar pegarse el eléctrodo• ‘Arc Force’ para evitar a colagem do eléctrodo
TemperatureVoltage
• Overheat, overvoltage and overload protections to ensure maximum reliability• Protections contre surchauffage, survoltage et surcharge pour assurer haute fiabilité• Protegidos contra sobrecalentamiento, sobrevoltaje y sobrecarga para asegurar gran fiabilidad• Protegidos contra sobreaquecimento, sobretensões e sobrecarga para assegurar grande fiabilidade
Hot start
• ‘Hot Start’ to ease arc ignition• 'Hot Start' pour améliorer l'amorçage de l'arc• ‘Hot Start’ para facilitar el cebado del arco• ‘Hot Start’ para facilitar a ignição do arco
Low weight
• Very lightweight and versatile• Très légers et versatiles• Muy ligeros y versátiles• Muito leves e versáteis
• Presetting and real time welding current on digital display• Préréglage et visualisation en temps réel du courant de soudage• Preajuste y lectura en tiempo real de la corriente de soldadura en mostrador digital• Pré-regulação e leitura em tempo real da corrente de soldadura em mostrador digital
Digital display
DC 252DC 162 202DC
DC 322 402DC
www.electrex.pt Pag.13|
Technical data / Caracteristiques techniques / Caracteristicas
Contact arc (Liftig)
open gas contact lift & weld lift & stop
» » » »
close gas
AMP
DC 162DC 162
S
EN60974
arcforce
hotstart
antistick
RoHS
OPS
OPS Overvoltage Protection System
Controllers / Contrôleurs / Controladores
• TIG welding by contact arc ignition
• Soudage TIG avec amorçage de l’arc par contact
• Soldadura TIG con cebado de arco por contacto
• Soldadura TIG com ignição de arco por contacto
Model - Modèle - Modelo DC 202 DC 252
46/3137/26
10-20010-160
200160
175145
5,95,3
V
Hz
A
KVA
A
60% A
100% A
IP
Kg
cm
V
A 32
Input voltage - Tension d'alimentationTensión de alimentación - Tensão de alimentação
Frequency - Fréquence - Frecuencia - Frequência
Protection degree - Degrée de protection - Grado de Protección - Grau de protecção
Electrodes - Electrodos
Insulation class - Classe d'isolement - Clase de aislamiento - Classe de isolamento
Weight - Poids - Peso
Dimensions - Dimensiones - Dimensões
No load voltage - Tension à vide - Tensión en vacio - Tensão em vazio
Fuse - Fusible - Fusível
26x16x36
Ømm 4.0
Max. primary current - Courant primaire max.Corriente primaria max. - Corrente primária máx (MMA/TIG)
Max. input power - Puissance max. absorbéePotencia max. absorbida - Potência máx. absorvida (MMA/TIG)
Welding current range - Courant de soudageCorriente de soldadura - Corrente de soldadura
Duty cycle - Facteur de marche - Factor de marcha (MMA/TIG)
63
8,5/6,0
70% A
IP 23
H
20/15
13,8/10,4
16
65
10-250
250
200
5.0
9
39x21x48
Cl.I
63
20
10,6/7,1
5.0
(t = 25ºC 10 min) 160 200 250
DC 162
(t = 40ºC 10 min)
(t = 40ºC 10 min)
1x230 (±10%)
50/60
DC 322
3x400(±10%)
26/19
20
65
10-315
6.0
22
DC 402
35/27
24,2/18,6
65
10-400
17,9/13,1
25
325
260245
8.0
25,5
53x26x55 53x26x59
50% A(t = 25ºC 10 min) - - - - 400
-
40% A(t = 40ºC 10 min) 400- - -
315
315
-
• Strong suitcase - Valise renforcée- Maleta robusta - Maleta robusta
• MMA accessories - Accessoires MMA - Accesorios MMA - Acessórios MMA
• Flowmeter - Débitmètre - Caudalímetro - Debitómetro
DC 162 | DC 202
Accessories / Accessoires / Accesorios / Acessórios
OPTIONS / OPCIONES / OPÇÕES
• TIG torchs - Torches TIG - Antorchas TIG - Tochas TIG
SGT 26 180ASGT 17 150A


TIG
• Avantages:
Haute qualité du cordon de soudage
Excellente pour le soudage des alliages non ferreux
Moins de distortion des pièces à souder
Propriétés mechaniques excellentes
• Advantages:
High quality finishing
Excellent in welding light alloys
Less welding distortion
Excellent mechanical properties
• Vantagens:
Grande qualidade dos cordões de soldadura
Excelência en soldaduras de ligas não férricas
Menor distorção das peças soldadas
Excelentes propriedades mecânicas
• Ventajas:
Grande calidad de los cordones de soldadura
Excelente en soldaduras de aleaciones no ferricas
Menos distorción de las piezas soldadas
Excelentes propiedades mecánicas
TIG process / Procédé TIG / Proceso TIG / Processo TIG
Filler metalMétal d'apportMetal de aportaciónMetal de adição
Shielding gasGaz de protection
Gas de protecciónGás de protecção
Electric arcArc électriqueArco eléctrico
Welding seamBain de soudage
Baño de soldaduraBanho de soldadura
Welding piecePièce à souderMetal a soldar
TIG torch nozzleBuse de la torche TIGTobera de la antorcha TIGBocal da tocha TIG
ElectrodeElectrodo
Base metalMétal de baseMetal de base
MMA

Pag.16 www.electrex.pt|
TIG / MMA INVERTER TIG PULSE
TIG HF MMALIFTIG
TP 252TP 202TP 162
Onduleurs pour soudage TIG DC à amorçage d'arc par haute fréquence et MMA (électrode enrobé).
Mode Pulsé réduit les distorsions des pièces soudées et permet le soudage des tôles de différentes épaisseurs.
Modèles monophasés et triphasés equipés de protection active contre les survoltages pour connexion en sécurité aux générateurs.
Idéals pour tous les professionnels de construction, réparation et entretien en acier, inoxydables, cuivre, laiton, zinc.
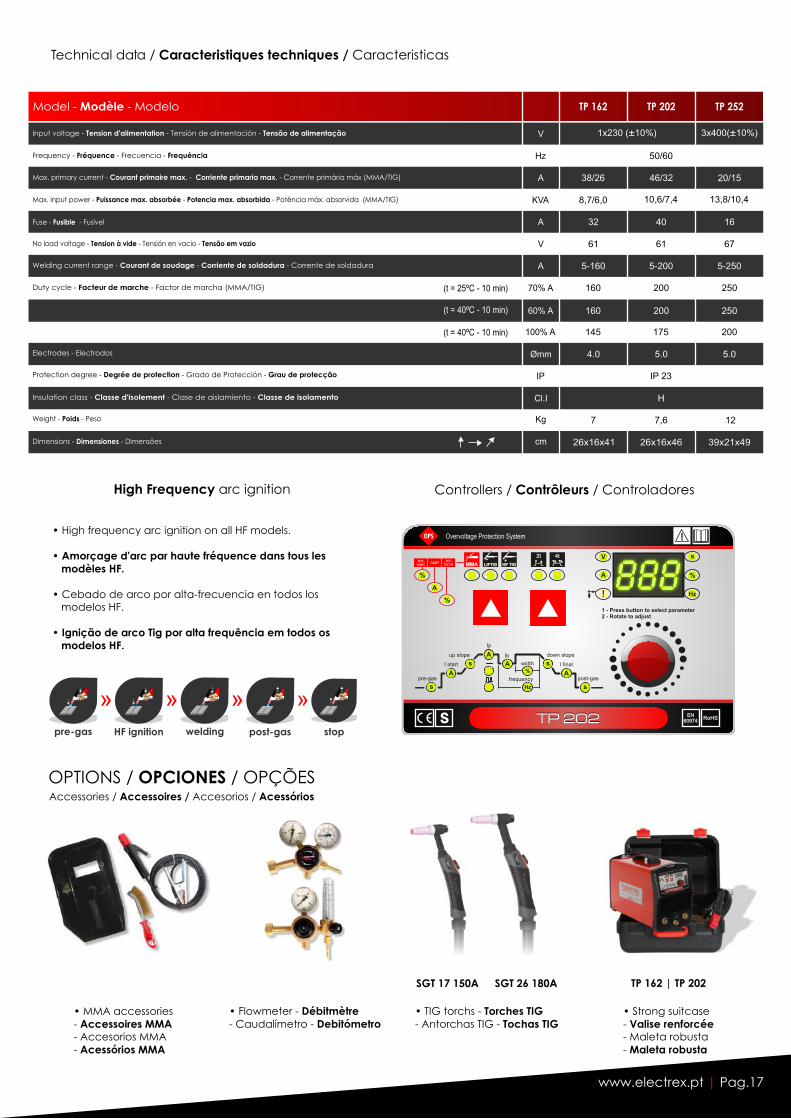
Inverter TIG DC PULSE HF and MMA welding with high frequency arc ignition.
TIG Pulsed reduces welding piece distortion and enables thin to thick plate welding.
Single and three-phased models with inbuilt overvoltage protection for safe connection to generators.
Ideal for steel, stainless steel, zinc and copper construction, repair and maintenance welding jobs.
Inverter para soldadura TIG DC con cebado de arco por alta frecuencia y MMA (electrodo revestido).
Modo de soldadura TIG pulsado para permitir soldar chapas de diferentes espesores e eliminar las distorsiones por temperatura.
Modelos monofásicos e trifásicos equipados con protección activa contra sobretensiones para conexión segura a generadores.
Ideales para profesionales de construcción, reparación y mantenimiento en aceros, inoxydables, latón, cobre, zinc.
Inverter para soldadura TIG DC com ignição de arco por alta frequência e MMA (eléctrodo revestido).
Modo TIG pulsado para soldadura de chapas de diferentes espessuras e eliminar as distorsões causadas por temperatura.
Modelos monofásicos e trifásicos equipados com protecção activa contra sobretensões para ligação segura a geradores.
Ideais para profissionais de construção, reparação e manutenção em aços e inoxidáveis, cobre, latão, zinco.
• Pulsed current to prevent welding piece distortion• Courant pulsé pour éliminer les distorsions des pièces à souder• Corriente pulsado para eliminar distorsiones de las piezas soldadas• Corrente pulsada para evitar distorções das peças soldadas
Down slopePost Flow
• Energy saving and flexible input voltage, as option• Option de economie d’énérgie et tension d’alimentation flexible• Opción de ahorro de energia y tensión de alimentación flexible• Opção de poupança de energia e tensão de alimentação flexível
PFC
• 2 or 4 times welding modes selection• Sélection de mode de soudage en 2 ou 4 temps• Selección de modos de solddura em 2 o 4 tiempos• Selecção de modos de soldadura em 2 ou 4 tempos
• High duty cycle for industrial jobs• Haut facteur de marche pour des travaux industriels• Elevado factor de servicio para aplicaciones industriales• Elevado factor de marcha para aplicações industriais
Heavy dutyLow weight
• Very lightweight and versatile• Très légers et versatiles• Muy ligeros y versátiles• Muito leves e versáteis 4T
2T
Generatorfriendly
TemperatureVoltage
• Overheat, overvoltage and overload protections to ensure maximum reliability• Protections contre surchauffage, survoltage et surcharge pour assurer haute fiabilité• Protegidos contra sobrecalentamiento, sobrevoltaje y sobrecarga para asegurar gran fiabilidad• Protegidos contra sobreaquecimento, sobretensões e sobrecarga para assegurar grande fiabilidade
Digital display
• Down slope welding current time for crater treatment• Rampe d'évanouissement d'arc pour traitement de cratère• Rampa de bajada de corriente para tratamiento del cráter• Rampa de descida de corrente para tratamento de cratera
• Adjustable post gas time to protect welding pool• Temps de post gaz réglable pour protection du cordon de soudage • Regulación de tiempo de post gas para protección del cordón de soldadura• Regulação de tempo de pós gás para protecção do cordão de soldadura
PULSE
lblp
• Inbuilt overvoltage protection for safe connection to generators• Protection interne contre survoltage pour branchement sans risques aux générateurs• Protección integrada contra sobrevoltaje para conexión segura a generadores• Protecção integrada contra sobretensões para conexão segura a geradores.
• Presetting and real time welding current on digital display• Préréglage et visualisation en temps réel du courant de soudage• Preajuste y lectura en tiempo real de la corriente de soldadura en mostrador digital• Pré-regulação e leitura em tempo real da corrente de soldadura em mostrador digital
www.electrex.pt Pag.17|
pre-gas post-gasfrequency
2t 4t
up slope
Ip
Ib down slope
I start I finalwidth
MMA LIFTIG HF TIG
OPS Overvoltage Protection System
arcforce
hotstart AMP
S RoHSEN
60974TP 202TP 202
Controllers / Contrôleurs / Controladores
Model - Modèle - Modelo TP 162
50/60
TP 202 TP 252
IP 23
38/26 46/32 20/15
13,8/10,48,7/6,0 10,6/7,4
32 40 16
67 61 61
5-2505-160 5-200
250160
200145 175
4.0 5.0 5.0
127 7,6
26x16x41 39x21x49
200
1x230 (±10%)
26x16x46
200160 250
3x400(±10%)
H
V
Hz
A
KVA
A
60% A
100% A
IP
Kg
cm
V
A
Ømm
70% A
Cl.I
(t = 25ºC - 10 min)
(t = 40ºC - 10 min)
(t = 40ºC - 10 min)
Input voltage - Tension d'alimentation - Tensión de alimentación - Tensão de alimentação
Frequency - Fréquence - Frecuencia - Frequência
No load voltage - Tension à vide - Tensión en vacio - Tensão em vazio
Fuse - Fusible - Fusível
Max. primary current - Courant primaire max. - Corriente primaria max. - Corrente primária máx (MMA/TIG)
Max. input power - Puissance max. absorbée - Potencia max. absorbida - Potência máx. absorvida (MMA/TIG)
Welding current range - Courant de soudage - Corriente de soldadura - Corrente de soldadura
Duty cycle - Facteur de marche - Factor de marcha (MMA/TIG)
Protection degree - Degrée de protection - Grado de Protección - Grau de protecção
Electrodes - Electrodos
Insulation class - Classe d'isolement - Clase de aislamiento - Classe de isolamento
Weight - Poids - Peso
Dimensions - Dimensiones - Dimensões
Technical data / Caracteristiques techniques / Caracteristicas
High Frequency arc ignition
• High frequency arc ignition on all HF models. • Amorçage d'arc par haute fréquence dans tous les modèles HF.
• Cebado de arco por alta-frecuencia en todos los modelos HF.
• Ignição de arco Tig por alta frequência em todos os modelos HF.
» » » »
pre-gas HF ignition welding post-gas stop
• Strong suitcase - Valise renforcée- Maleta robusta - Maleta robusta
• MMA accessories - Accessoires MMA - Accesorios MMA - Acessórios MMA
• Flowmeter - Débitmètre - Caudalímetro - Debitómetro
TP 162 | TP 202
Accessories / Accessoires / Accesorios / Acessórios
OPTIONS / OPCIONES / OPÇÕES
• TIG torchs - Torches TIG - Antorchas TIG - Tochas TIG
SGT 26 180ASGT 17 150A

Pag.18 www.electrex.pt|
Inverter AC/DC for TIG HF welding and MMA welding.
Enables excellent results either in AC welding mode (for aluminium and light alloys) or DC welding mode (for steel, stainless steel, zinc, brass, copper).
Available TIG Pulsed mode to reduce welding piece distortion and enable thin to thick plate welding.
Balance adjustment for penetration or cleaning effect.
High frequency or contact TIG arc ignition (Liftig).
Also optimized for MMA welding of all types of electrodes.
Remote pedal control adjustment, as option.
Onduleur pour soudage TIG/MMA, AC/DC.
Excellents résultats pour le soudage des aluminiums et alliages légers en mode AC, ainsi qu’en mode DC pour les aciers doux, inoxydables et autres matériaux ferreux.
Soudage en mode TIG pulsé.
Réglage de balance pour pénétration ou décapage.
Amorçage d’arc à distance par haute fréquence ou par contact (Liftig).
Optimisés aussi pour soudage MMA d’une grande variété de types d’électrodes.
Option de réglage du courant avec commande à distance ou pédale.
Inverter para soldadura TIG/MMA, AC/DC.
En modo AC - para soldar aluminio y aleaciones legeras - o en DC - para soldar acero al carbono, inoxidables y otros metales ferricos) - permite excelentes propiedades y resultados de soldadura.
Soldadura en modo TIG pulsado.
Regulación de balance para penetración o decapado.
Cebado a distancia por alta-frecuencia o por contacto (Liftig).
Optimizado para soldar una grande variedad de tipos de electrodos.
Opción de regulación de corriente por mando a distancia o pedal.
Inverter para soldadura TIG/MMA, AC/DC.
Em modo AC - para soldar alumínio e ligas leves - ou DC - para soldar aço ao carbono, inoxidáveis e outros metais ferrosos - permite excelentes propriedades e resultados de soldadura.
Soldadura em modo TIG pulsado.
Regulação de balanço para penetração ou decapagem.
Ignição á distância por alta-frequência ou por contacto (Liftig).
Optimizado para soldar uma grande variedade de tipos de eléctrodos.
Opção de regulação de corrente por comando à distância ou pedal.
MMA / TIG INVERTER AC/DC
AC/DC PULSE
lblb
MMATIG HF LIFTIG
• Up slope welding current time adjustable for a smooth arc ignition• Temps de montée de courant réglable par amorçage d'arc controlé• Tiempo de subida de corriente ajustable para cebado de arco controlado• Tempo de subida de corrente regulável para ignição controlada de arco
Up slope
• Down slope welding current time for crater treatment• Rampe d'évanouissement d'arc pour traitement de cratère• Rampa de bajada de corriente para tratamiento de cráter• Rampa de descida de corrente para tratamento de cratera
Down slope
TP 352 AC/DCTP 202 AC/DC
WATER COOLER
• Inbuilt torch cooler• Refroidisseur de torche integré• Refrigerador de antorcha integrado• Refrigerador da tocha integrado
TemperatureVoltage
• Overheat, overvoltage and overload protections to ensure maximum reliability• Protections contre surchauffage, survoltage et surcharge pour assurer haute fiabilité• Protegidos contra sobrecalen- tamiento, sobrevoltaje y sobrecarga para asegurar grande fiabilidad• Protegidos contra sobreaque- cimento, sobretensões e sobrecarga para assegurar grande fiabilidade
Generatorfriendly
• Inbuilt overvoltage protection for safe connection to generators• Protection interne contre survoltage pour branchement sans risques aux générateurs• Protección integrada contra sobrevoltaje para conexión segura a generadores• Protecção integrada contra sobretensões para conexão segura a geradores.
• Pulsed current to prevent welding piece distortion• Courant pulsé pour éliminer les distorsions des pièces à souder• Corriente pulsado para eliminar distorsiones de las piezas soldadas• Corrente pulsada para evitar distorções das peças soldadas
Digital display
PULSE
lblp
• Presetting and real time welding current on digital display• Préréglage et visualisation en temps réel du courant de soudage• Preajuste y lectura en tiempo real de la corriente de soldadura en mostrador digital• Pré-regulação e leitura em tempo real da corrente de soldadura em mostrador digital
Pre Flow
• Adjustable pre gas time to protect welding pool• Temps de pre gaz réglable pour protection du cordon • Regulación de tiempo de pre gas para protección del cordón• Regulação de tempo de pré-gás para protecção do cordão
• Adjustable post gas time to protect welding seam• Temps de post gaz réglable pour protection du cordon • Regulación de tiempo de post gas para protección del cordón• Regulação de tempo de pós gás para protecção do cordão
Post Flow

www.electrex.pt Pag.19|
Technical data / Caracteristiques techniques / Caracteristicas
Arc force
• Arc-force function• 'Arc Force' pour éviter le collage de l'électrode• ‘Arc Force’ para evitar pegarse el eléctrodo• ‘Arc Force’ para evitar a colagem do eléctrodo
Hot start
• ‘Hot Start’ to ease arc ignition• 'Hot Start' pour améliorer l'amorçage de l'arc• ‘Hot Start’ para facilitar el cebado del arco• ‘Hot Start’ para facilitar a ignição do arco
• 2 or 4 times working modes selection• Sélection du mode de travail à 2 ou 4 temps• Selección de modos de trabajo a 2 e 4 tiempos• Selecção de modos de trabalho a 2 ou 4 tempos
Test gas
• Manual gas open to test and gas purge • Ouverture de gaz manuel pour test et purge• Apertura manual para testar y purgar gas• Abertura manual de gás para teste e purga
4T2T
AC
DC
V
s Hz
%
Ip
A
HF
TIG4T
2T
test gas
pulse
post-gas
AC frequency
pre-gas
downslope
I finalI start
upslope
I2t
Ib
f
balance
hot start
arc force
stick out
MMA
torchcooling
water
gas
DIGIT PULSEDIGIT PULSE
Controller / Contrôleur / Controlador
• TP 202 AC/DC + Torch water cooler + Trolley• TP 202 AC/DC + Refroidisseur de torche + Chariot• TP 202 AC/DC + Modulo de refrigeración + Carro• TP 202 AC/DC + Refrigerador de tocha + Carro de transporte
Model - Modèle - Modelo TP 202 AC/DC
V
Hz
A
KVA
100% A
A
Ømm
V
A
IP
Kg
Input voltage - Tension d'alimentation - Tensión de alimentación - Tensão de alimentação
Frequency - Fréquence - Frecuencia - Frequência
cm
Protection degree - Degrée de protection - Grado de Protección - Grau de protecção
Weight - Poids - Peso
Dimensions - Dimensiones - Dimensões
No load voltage - Tension à vide - Tensión en vacio - Tensão em vazio
Fuse - Fusible - Fusível
Max. primary current - Courant primaire max. - Corriente primaria max. - Corrente primária máx (MMA/TIG)
Maximum input power - Puissance maxi. absorbée - Potencia max. absorbida - Potência máx. absorvida (MMA/TIG)
Welding current range - Courant de soudage - Corriente de soldadura - Corrente de soldadura (MMA/TIG)
Duty cycle - Facteur de marche - Factor de marcha
TP 352 AC/DC
50/60
36/36
8,3/8,3
25
70
5
23S
F
20
3x400 (±10%)
22,1/17,9
25
76
8
23S
F
32/26
35% A
10-350
290
10-170 / 10-200
120
150
1x230 (±10%)
Cl.I
66,5
71x42x81
Electrodes - Electrodos
Insulation class - Classe d’isolement - Clase de aislamiento - Classe de isolamento
(t=25ºC-10 min)
(t=40ºC-10 min)
(t=40ºC-10 min)
(t=40ºC-10 min)
60% A
% A 45%200 80%350
200 -
350
• TIG torchs - Torches TIG - Antorchas TIG - Tochas TIG
•Foot pedal - Pédale de contrôle - Pedal de controlo- Pedal de contrôlo
• MMA accessories - Accessoires MMA - Accesorios MMA - Acessórios MMA
• Flowmeter - Débitmètre - Caudalímetro - Debitómetro
SGT 18 380AWater cooled torch
SGT 26 180A
Accessories / Accessoires / Accesorios / Acessórios
OPTIONS / OPCIONES / OPÇÕES
46x24x45

Pag.20 www.electrex.pt|
AF TIG COLDWIRE
coldwire AF TIG PULSE
HANDLETHE TORCHON
MECHANIZED
Wire feeding options / Options de dévidage de fil / Opciones de aportación de hiloOpções de alimentação de fio
Manual wire feeding handlePoignée pour dévidage manuelEmpuñadura para devanado manualPunho de alimentação manual
Mechanized wire feeding handlePoignée pour dévidage mécaniséeEmpuñadura para devanado mecanizadoPunho para alimentação mecanizada
Torch with integrated wire feedingTorche avec dévidage de fil integréAntorcha con alimentación de hilo integradaTocha com alimentação de fio integrada
THE TORCHON
MECHANIZEDHANDLE
AF TIG Coldwire feeder provides intermitent or continuous feeding of filler metal into Tig welding seam, eliminating filler rod losses and operator tiredness.
Connectable to any TIG welding power source.
Suitable for manual, automatic or orbi-tal TIG welding applications on thin orthick metalsheets, pipes and refill. AF TIG feeds the wire at continuous or pulsed mode.
Suitable for steel, stainless steel, aluminium alloys, titanium, from 0.8 to 1.2 mm, in 5kg,15 kg spool or largewire packs.
AF TIG Coldwire permet l’apport intermittent ou continue de fil sur lecordon de soudage Tig.
Connectable à quelqu'un poste de soudage TIG.
Utilisable dans toutes les applications de soudadge Tig manuel, automati-que, orbitale ou sur tôles minces ouépaisses, tuyauterie, rechargement. AF TIG dévide le fil à vitesse constan-te ou à vitesse pulsée.
Applicable en soudage avec fils acier, inoxydable, aluminium, titanium, de 0.8 à 1.2 mm, en bobines de 5, 15 kg où grandes emballages.
AF TIG Coldwire permite la aporta-ción intermitente o contínua de hilosobre el cordón de soldadura Tig.
Conectable a cualquiera equipo de soldadura TIG.
Utilisable en todas aplicaciones de soldadura Tig manual, automática o orbital sobre chapa fina o gruesa,tubería, recargue.
AF TIG alimenta el hilo a velocidad constante o velocidad pulsada.
Aplicable en hilos de acero, inoxi-dables, aluminio, titanio, de 0.8 has-ta 1.2 mm, en bobinas de 5, 15 kgo grandes paquetes.
AF TIG Coldwire permite adição defio sobre o banho de soldadura Tig de forma intermitente ou contínua.
Adaptável a qualquer máquina de soldadura TIG.
Utilizável em todas as aplicações de soldadura Tig manual, automática e orbital sobre chapa fina ou grossa, tuberia, recarga.
AF TIG alimenta o fio a velocidade constante ou elocidade pulsada.
Aplicável em fios de aço, inoxidá-veis, alumínio, titânio, de 0.8 a 1.2mm, em bobinas de 5 kg, 15 kg ougrandes embalagens.
• Remote control
• Commande à distance
Mando a distancia•
• Comando à distância

www.electrex.pt Pag.21|
Technical data / Caracteristiques techniques / Caracteristicas
Melhor qualidade e maior produtividade:
Coldwire reproduz o movimento da mão do soldador adicionando de forma consistente e rápida o metal de adição o que permite obter cordões Tig de alta qualidade.Em soldadura manual, o soldador trabalha com grande precisão e conforto, unicamente concentrado sobre a soldadura.
Mejor calidad y productividad:
Coldwire reproduce el movimiento de la mano del soldador aportando de forma consistente y rapida el metal de aportación lo que permite obtener cordones Tig de alta calidad.En soldadura manual, el usuario solda con grande precisión y conforto, unicamente concentrado sobre la soldadura.
Amélioration de la qualité et de la productivité:
Coldwire reproduit le mouvement de la main du soudeur en apportant de forme consistente et rapide le metal d'apport ce qui permet d'obtenir des courdons Tig d’haute qualité. En soudage manuel, le soudeur travaille avec grande précision et confort, concentré uniquement sur le soudage.
Improving quality and productivity:
Coldwire reproduces the movement of the welder's hand by adding quick and consistent filler metal allowing high quality of TIG welding seams. The operator welds with great precision and comfort, permanently focused on the welding operation. +30
Coldwire:
• Productivity increases 30%
• La productivité monte 30%
• La productividad aumenta 30%
• A produtividade aumenta 30%
Productivity / Productivité / Productividad / Produtividade
Coldwiresystem
Traditionalsystem
+30%
Waste material / déchet / material perdido
Traditionalsystem
Coldwiresystem
Traditionalsystem
0%
10%
Coldwire:
0% waste material / 0% déchet / 0% material perdido
• Manual rod wastes at least 10% of filler metal• Avec tige manuel 10% du métal d'apport est perdu• Con varilla manual se pierde 10% del metal d’aportación• Com vareta manual 10% do metal de adição é desperdiçado
0
pulse system
• Advance and pause wire feeding times separately adjustable • Temps d'avance et de pause d'alimentation de fil réglables séparément• Tiempos de avanzo y parada de alimentación de hilo ajustables separadamente• Tempos de avanço e paragem de alimentação de fio ajustáveis separadamente
Frequency - Fréquence - Frecuencia - Frequência
Wire feeding rolls - Galets - Rodillos - Roletes
Wire spool - Bobine de fil - Bobina de hilo - Bobina de fio
Light alloys - Alliages légéres - Aleaciones legeras - Ligas leves
Fluxed core wire - fils fourrés - hilos flujados - fios fluxados
Weight - Poids - Peso
Dimensions - Dimensiones - Dimensões
Hz
#
Kg
Ø mm
Kg
Input voltage - Tension d'alimentation - Tensión de alimentación - Tensão de Alimentação V
pulseModel - Modèle - Modelo
cm
Steel, stainless steel - Acier, acier inoxydable - Acero, acero inoxydable - Aço, aço inoxidável
Ø mm
Ø mm
60% A
230(+/-10%)
50/60
50
5/15/150
0.6/1.2
0.8/1.2
0.9/1.2
250 A
19
54x29x72
Duty cycle - Facteur de marche - Factor de servicio - Factor de marcha
Wire diameter - Diamètre de fil - Diámetro de hilo - Diâmetro de fio
Max. prim. current - Courant prim. max. - Corriente prim. max. - Corrente prim. máx. A 1
100% A 200 A
Motor power - Puissance moteur - Potencia do motor - Potência do motor W
4
Wire speed - Vitesse de fil - Velocidad de hilo - Velocidade de fio m/mm 0,5/10
Controller / Contrôleur / Controlador
s s
4T 2Tnormal coldwire
AF TIG pulseAF TIG pulse
TIG
s
wirestop
wirefeed
wireback

MIG/MAG
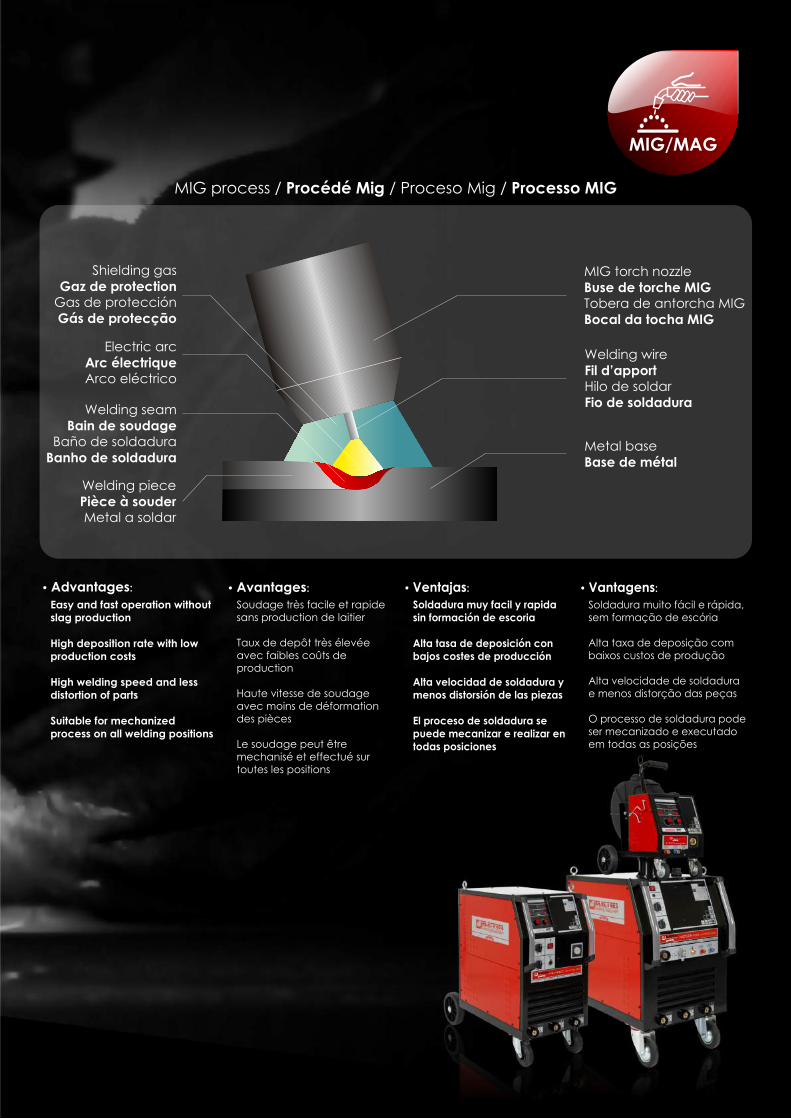
• Advantages:
Easy and fast operation without slag production
High deposition rate with low production costs
High welding speed and less distortion of parts
Suitable for mechanized process on all welding positions
• Vantagens:
Soldadura muito fácil e rápida, sem formação de escória
Alta taxa de deposição com baixos custos de produção
Alta velocidade de soldadura e menos distorção das peças
O processo de soldadura pode ser mecanizado e executado em todas as posições
Shielding gasGaz de protection
Gas de protecciónGás de protecção
Electric arcArc électriqueArco eléctrico
Welding seamBain de soudage
Baño de soldaduraBanho de soldadura
Welding piecePièce à souderMetal a soldar
MIG torch nozzleBuse de torche MIGTobera de antorcha MIG Bocal da tocha MIG
Welding wireFil d’apportHilo de soldarFio de soldadura
Metal baseBase de métal
• Avantages:
Soudage très facile et rapide sans production de laitier
Taux de depôt très élevée avec faibles coûts de production Haute vitesse de soudage avec moins de déformation des pièces
Le soudage peut être mechanisé et effectué sur toutes les positions
• Ventajas:
Soldadura muy facil y rapida sin formación de escoria
Alta tasa de deposición con bajos costes de producción
Alta velocidad de soldadura y menos distorsión de las piezas El proceso de soldadura se puede mecanizar e realizar en todas posiciones
MIG process / Procédé Mig / Proceso Mig / Processo MIG
Pag.24 www.electrex.pt|
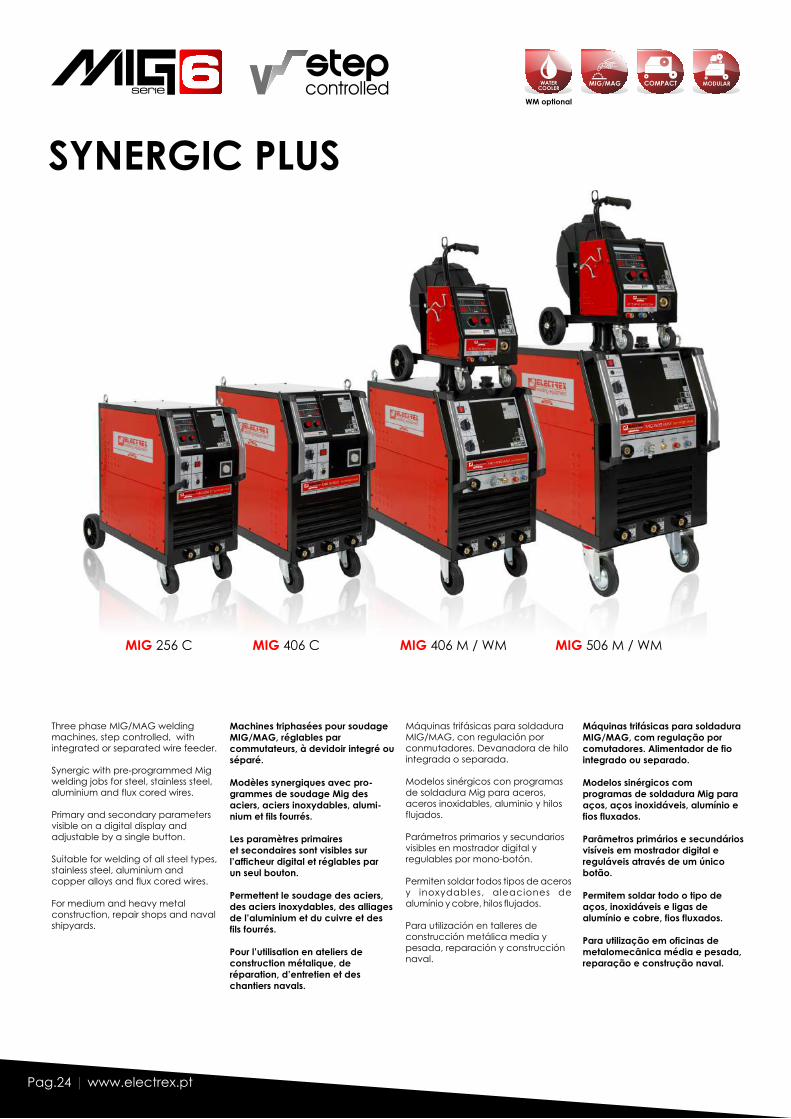
SYNERGIC PLUS
MIG 256 C MIG 406 C
Three phase MIG/MAG welding machines, step controlled, with integrated or separated wire feeder.
Synergic with pre-programmed Migwelding jobs for steel, stainless steel, aluminium and flux cored wires.
Primary and secondary parameters visible on a digital display and adjustable by a single button.
Suitable for welding of all steel types, stainless steel, aluminium and copper alloys and flux cored wires.
For medium and heavy metal construction, repair shops and naval shipyards.
Machines triphasées pour soudage MIG/MAG, réglables par commutateurs, à devidoir integré ou séparé.
Modèles synergiques avec pro-grammes de soudage Mig desaciers, aciers inoxydables, alumi-nium et fils fourrés.
Les paramètres primaires et secondaires sont visibles sur l’afficheur digital et réglables par un seul bouton.
Permettent le soudage des aciers, des aciers inoxydables, des alliages de l’aluminium et du cuivre et des fils fourrés.
Pour l’utilisation en ateliers de construction métalique, de réparation, d’entretien et des chantiers navals.
Máquinas trifásicas para soldadura MIG/MAG, con regulación por conmutadores. Devanadora de hilo integrada o separada.
Modelos sinérgicos con programas de soldadura Mig para aceros, aceros inoxidables, aluminio y hilos flujados.
Parámetros primarios y secundarios visibles en mostrador digital y regulables por mono-botón.
Permiten soldar todos tipos de aceros y inoxydables, aleaciones de alumínio y cobre, hilos flujados.
Para utilización en talleres de construcción metálica media y pesada, reparación y construcción naval.
Máquinas trifásicas para soldadura MIG/MAG, com regulação por comutadores. Alimentador de fio integrado ou separado.
Modelos sinérgicos com programas de soldadura Mig para aços, aços inoxidáveis, alumínio e fios fluxados.
Parâmetros primários e secundários visíveis em mostrador digital e reguláveis através de um único botão.
Permitem soldar todo o tipo de aços, inoxidáveis e ligas de alumínio e cobre, fios fluxados.
Para utilização em oficinas de metalomecânica média e pesada, reparação e construção naval.
406 M / WMMIG MIG 506 M / WM
MODULARCOMPACTMIG/MAGWATER COOLER
WM optional
controlledstep
www.electrex.pt Pag.25|www.electrex.pt Pag.27|
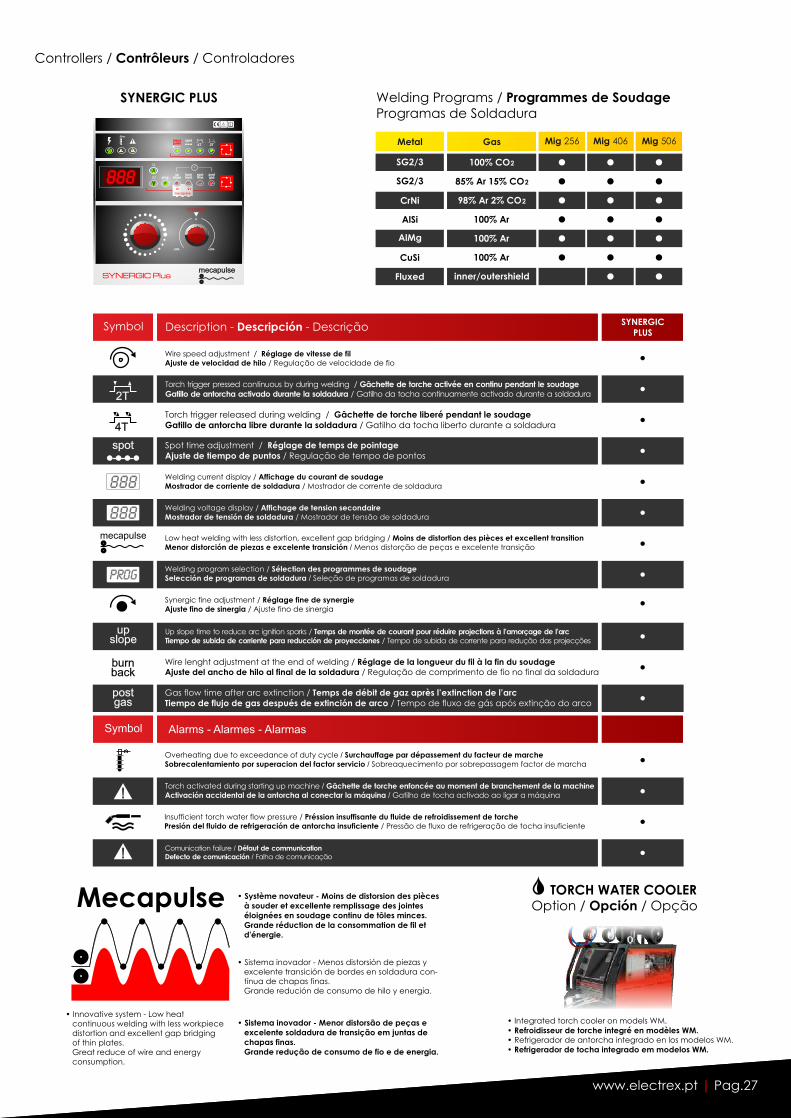
2T
4T
spot
upslope
burnback
postgas
888 Welding current display / Affichage du courant de soudageMostrador de corriente de soldadura / Mostrador de corrente de soldadura
888 Welding voltage display / Affichage de tension secondaireMostrador de tensión de soldadura / Mostrador de tensão de soldadura
mecapulse Low heat welding with less distortion, excellent gap bridging / Moins de distortion des pièces et excellent transitionMenor distorción de piezas e excelente transición / Menos distorção de peças e excelente transição
ProgWelding program selection / Sélection des programmes de soudageSelección de programas de soldadura / Seleção de programas de soldadura
Synergic fine adjustment / Réglage fine de synergieAjuste fino de sinergia / Ajuste fino de sinergia
Symbol Description - Descripción - Descrição
Wire speed adjustment / Réglage de vitesse de filAjuste de velocidad de hilo / Regulação de velocidade de fio
SYNERGICPLUS
Symbol Alarms - Alarmes - Alarmas
Torch activated during starting up machine / Gâchette de torche enfoncée au moment de branchement de la machineActivación accidental de la antorcha al conectar la máquina / Gatilho de tocha activado ao ligar a máquina
Comunication failure / Défaut de communicationDefecto de comunicación / Falha de comunicação
SYNERGIC PLUS
4T 2T
I2
U2postgas
spottime
up slope
sss s# s
burnbackprog.
mecapulse
mecapulsemecapulse
spot
-20% +20%
SYNERGY
0
SYNERGIC Plusmecapulse
Welding Programs / Programmes de Soudage Programas de Soldadura
Mig 406 Mig 506Mig 256
100% CO2
85% Ar 15% CO2
98% Ar 2% CO2
100% Ar
100% Ar
inner/outershield
GasMetal
SG2/3
SG2/3
CrNi
AlSi
100% ArAlMg
CuSi
Fluxed
Torch trigger pressed continuous by during welding / Gâchette de torche activée en continu pendant le soudageGatillo de antorcha activado durante la soldadura / Gatilho da tocha continuamente activado durante a soldadura
Spot time adjustment / Réglage de temps de pointageAjuste de tiempo de puntos / Regulação de tempo de pontos
Wire lenght adjustment at the end of welding / Réglage de la longueur du fil à la fin du soudageAjuste del ancho de hilo al final de la soldadura / Regulação de comprimento de fio no final da soldadura
Torch trigger released during welding / Gâchette de torche liberé pendant le soudageGatillo de antorcha libre durante la soldadura / Gatilho da tocha liberto durante a soldadura
Up slope time to reduce arc ignition sparks / Temps de montée de courant pour réduire projections à l’amorçage de l’arcTiempo de subida de corriente para reducción de proyecciones / Tempo de subida de corrente para redução das projecções
Gas flow time after arc extinction / Temps de débit de gaz après l’extinction de l’arcTiempo de flujo de gas después de extinción de arco / Tempo de fluxo de gás após extinção do arco
Overheating due to exceedance of duty cycle / Surchauffage par dépassement du facteur de marcheSobrecalentamiento por superacion del factor servicio / Sobreaquecimento por sobrepassagem factor de marcha
Insufficient torch water flow pressure / Préssion insuffisante du fluide de refroidissement de torche Presión del fluido de refrigeración de antorcha insuficiente / Pressão de fluxo de refrigeração de tocha insuficiente
Mecapulse
• Sistema inovador - Menos distorsión de piezas y excelente transición de bordes en soldadura con- tínua de chapas finas. Grande redución de consumo de hilo y energía.
• Innovative system - Low heat continuous welding with less workpiece distortion and excellent gap bridging of thin plates. Great reduce of wire and energy consumption.
• Système novateur - Moins de distorsion des pièces à souder et excellente remplissage des jointes éloignées en soudage continu de tôles minces. Grande réduction de la consommation de fil et d'énergie.
• Sistema inovador - Menor distorsão de peças e excelente soldadura de transição em juntas de chapas finas. Grande redução de consumo de fio e de energia.
• Integrated torch cooler on models WM.• Refroidisseur de torche integré en modèles WM.• Refrigerador de antorcha integrado en los modelos WM.• Refrigerador de tocha integrado em modelos WM.
Option / Opción / OpçãoTORCH WATER COOLER
Controllers / Contrôleurs / Controladores

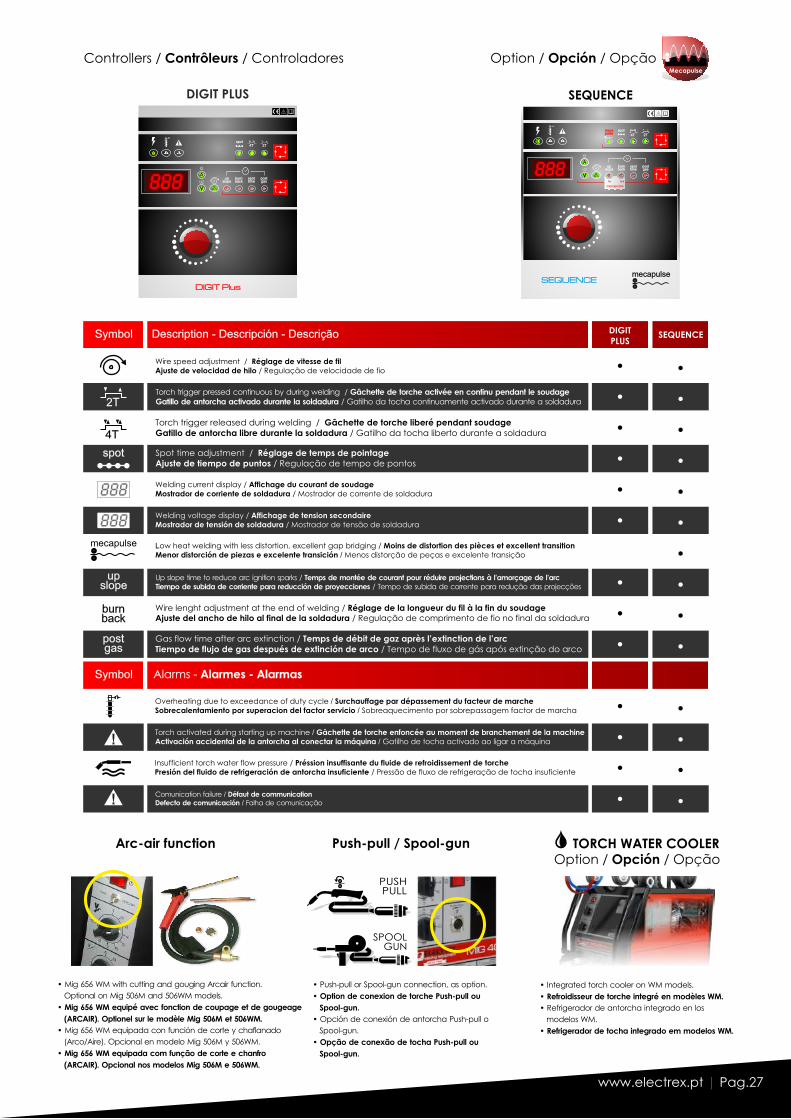
DIGIT PLUS
Pag.26 www.electrex.pt|
MIG 306 C 356 CMIG 406 CMIG
506 M / WMMIG 656 WMMIG
Three phased MIG/MAG welding machines, step controlled, with integrated or separated wire feeder.
All primary and secondary parameters visible on a digital display and adjustable by a single button.
Allows welding of all steel types all stainless steel, aluminium and copper alloys and fluxed core wires.
Suitable for medium and heavy metal construction, repair shops and naval shipyards.
Machines triphasées pour le soudage semi-automatique MIG/MAG, réglable par commutateurs, à devidoir integré ou séparé.
Tous les paramètres primaires et secondaires sont visibles sur l’afficheur digital et réglables par un seul bouton.
Permettent le soudage des aciers, aciers inoxydables, alliages d’aluminium et du cuivre et fils fourrés.
Pour l’utilisation en ateliers de construction métalique, réparation, entretien et chantiers navals.
Máquinas trifásicas para soldadura semi-automática MIG/MAG, con regulación por conmutadores. Devanadora de hilo integrada o separada.
Todos los parámetros primarios y secundarios con visibles en un mostrador digital y regulables por un mono-botón.
Permiten soldar todos los tipos de aceros y inoxydables, aleaciones de alumínio y cobre y hilos flujados.
Para utilización en talleres de construcción metálica media y pesada, reparación y construcción naval.
Máquinas trifásicas para soldadura semi-automática MIG/MAG, com regulação por comutadores. Alimentador de fio integrado ou separado.
Todos os parâmetros primários e secundários visíveis em mostrador digital e reguláveis através de um único botão.
Permitem soldar todo o tipo de aços, inoxidáveis e ligas de alumínio e cobre e fios fluxados.
Para utilização em oficinas de metalomecânica média e pesada, reparação e construção naval.
MODULARCOMPACTMIG/MAGWATER COOLER
WM optional
MIG 306 M 356 M / WMMIG 406 M / WMMIG
controlledstep
www.electrex.pt Pag.27|
DIGIT PLUS
4Tspot
2T
spottime
postgas
burnback
upslope
ssss
I2
U2
DIGIT Plus
SEQUENCE
2T
4T
spot
upslope
burnback
postgas
888 Welding current display / Affichage du courant de soudageMostrador de corriente de soldadura / Mostrador de corrente de soldadura
888 Welding voltage display / Affichage de tension secondaireMostrador de tensión de soldadura / Mostrador de tensão de soldadura
mecapulse Low heat welding with less distortion, excellent gap bridging / Moins de distortion des pièces et excellent transitionMenor distorción de piezas e excelente transición / Menos distorção de peças e excelente transição
Symbol Description - Descripción - Descrição
Wire speed adjustment / Réglage de vitesse de filAjuste de velocidad de hilo / Regulação de velocidade de fio
DIGIT PLUS
Symbol Alarms - Alarmes - Alarmas
SEQUENCE
Torch trigger pressed continuous by during welding / Gâchette de torche activée en continu pendant le soudageGatillo de antorcha activado durante la soldadura / Gatilho da tocha continuamente activado durante a soldadura
Torch trigger released during welding / Gâchette de torche liberé pendant soudageGatillo de antorcha libre durante la soldadura / Gatilho da tocha liberto durante a soldadura
Spot time adjustment / Réglage de temps de pointageAjuste de tiempo de puntos / Regulação de tempo de pontos
Wire lenght adjustment at the end of welding / Réglage de la longueur du fil à la fin du soudageAjuste del ancho de hilo al final de la soldadura / Regulação de comprimento de fio no final da soldadura
Up slope time to reduce arc ignition sparks / Temps de montée de courant pour réduire projections à l’amorçage de l’arcTiempo de subida de corriente para reducción de proyecciones / Tempo de subida de corrente para redução das projecções
Gas flow time after arc extinction / Temps de débit de gaz après l’extinction de l’arcTiempo de flujo de gas después de extinción de arco / Tempo de fluxo de gás após extinção do arco
Insufficient torch water flow pressure / Préssion insuffisante du fluide de refroidissement de torche Presión del fluido de refrigeración de antorcha insuficiente / Pressão de fluxo de refrigeração de tocha insuficiente
Arc-air function
• Mig 656 WM with cutting and gouging Arcair function.
Optional on Mig 506M and 506WM models.
• Mig 656 WM equipé avec fonction de coupage et de gougeage
(ARCAIR). Optionel sur le modèle Mig 506M et 506WM.
• Mig 656 WM equipada con función de corte y chaflanado
(Arco/Aire). Opcional en modelo Mig 506M y 506WM.
• Mig 656 WM equipada com função de corte e chanfro
(ARCAIR). Opcional nos modelos Mig 506M e 506WM.
Push-pull / Spool-gun
PUSHPULL
SPOOLGUN
• Push-pull or Spool-gun connection, as option.
• Option de conexion de torche Push-pull ou
Spool-gun.
• Opción de conexión de antorcha Push-pull o
Spool-gun.
• Opção de conexão de tocha Push-pull ou
Spool-gun.
• Integrated torch cooler on WM models.
• Refroidisseur de torche integré en modèles WM.
• Refrigerador de antorcha integrado en los
modelos WM.
• Refrigerador de tocha integrado em modelos WM.
Option / Opción / OpçãoMecapulse
Torch activated during starting up machine / Gâchette de torche enfoncée au moment de branchement de la machineActivación accidental de la antorcha al conectar la máquina / Gatilho de tocha activado ao ligar a máquina
Comunication failure / Défaut de communicationDefecto de comunicación / Falha de comunicação
Overheating due to exceedance of duty cycle / Surchauffage par dépassement du facteur de marcheSobrecalentamiento por superacion del factor servicio / Sobreaquecimento por sobrepassagem factor de marcha
Option / Opción / OpçãoTORCH WATER COOLER
Controllers / Contrôleurs / Controladores
4T 2T
I2
U2postgas
spottime
up slope
sss ss
burnback
mecapulse
mecapulsemecapulse
spot
SEQUENCEmecapulse

www.electrex.pt Pag.28|
MIG 226 C 256 CMIG 296 CMIG
BASIC
COMPACTMIG/MAG
Single or triphased compact MIG/MAG welding machines with integrated wire feeder.
All parameters are adjustable by one single button and visible on digital display.
Suitable for car repair and industrial maintenance jobs, light and medium metal construction of steel, stainless steel, aluminium and copper alloys.
Machines mono ou triphasées pour le soudage MIG/MAG à dévidoir de fil intégré.
Tous les paramètres réglables par un seul bouton et visibles sur un afficheur digital.
Idéales pour les ateliers de réparation, entretien et construction légère et moyenne en acier, acier inoxydable, alliages de l’aluminium et du cuivre.
Máquinas mono ou trifásicas para soldadura MIG/MAG con alimentador de hilo integrado.
Todos los parámetros visibles en un mostrador digital y regulables por un mono-botón.
Ideales para talleres de reparación, mantenimiento y construcción legera y media en acero, acero inoxydable, aleaciones de alumínio y de cobre.
Máquinas monofásicas para soldadura MIG/MAG com alimentador de fio integrado. Todos os parâmetros reguláveis em um único botão e visíveis em mostrador digital.
Ideais para trabalhos de soldadura em oficinas de reparação, manutenção e construção metálica em aço, aço inoxidável, ligas de alumínio e de cobre.
176 CMONOMIG 256 C MONOMIG
controlledstep

www.electrex.pt Pag.29|
4Tspot
2T
spottime
postgas
burnback
upslope
ssss
• 2 rolls 45W motor / Moteur 45W à 2 galets Motor 45W de 2 rodillos / Motor 45W com 2 roletes
• Option aluminium - 50W 4 rolls motor • Optionnel aluminium - Moteur double galet 50 W• Opción aluminio - Motor doble rodillo, potencia 50 W• Opção alumínio - Motor 50 W 4 roletes
DUO
Wire feeder / Dévidoir de fil / Devanadora de hilo / Alimentador de fio
ALUMINIUM
Torch trigger pressed continuous by during welding / Mode 2T - Gâchette de torche activée pendant soudageGatillo de antorcha activado durante la soldadura / Modo 2T - Gatilho da tocha activado durante a soldadura2T
Torch trigger released during welding / Mode 2T - Gâchette de torche liberé pendant le soudageGatillo de antorcha libre durante la soldadura / Modo 2T - Gatilho da tocha liberto durante a soldadura4T
Spot time adjustment / Réglage de temps de pointageAjuste de tiempo de soldadura de puntos / Regulação de tempo de soldadura de pontos
spot
Up slope time to reduce arc ignition sparks / Temps de montée pour réduire projections à l’amorçage d’arcTiempo de subida para reducción de proyecciones / Tempo de subida para redução das projecções
upslope
burnback
Adjust the wire lenght at the end of welding / Réglage de la longueur de fil au final de soudageAjuste del ancho de hilo al final de soldadura / Regulação de comprimento de fio no final da soldadura
postgas
Adjust the gas flow time after arc extinction / Réglage de temps de flux de gaz après extinction d’arcAjuste de tiempo de flujo de gas después de extinción de arco / Regulação tempo de fluxo de gás após extinção de arco
BASICSymbol
Wire speed adjustment / Réglage de vitesse de filAjuste de velocidad de hilo / Regulação de velocidade de fio
Control
Symbol Alarms - Alarmes - Alarmas
Overheating due to exceed of duty cycle / Surchauffage par surpassage du facteur de marcheSobrecalentamiento por sobrepasage del factor servicio / Sobreaquecimento por sobrepassagem factor de marcha
BASIC
Description - Descripción - Descrição
Torch activated during starting up machine / Gâchette de torche enfoncée au moment de branchement de la machineActivación accidental de la antorcha al conectar la máquina / Gatilho de tocha activado ao ligar a máquina
Controllers / Contrôleurs / Controladores
Pag.30 www.electrex.pt|
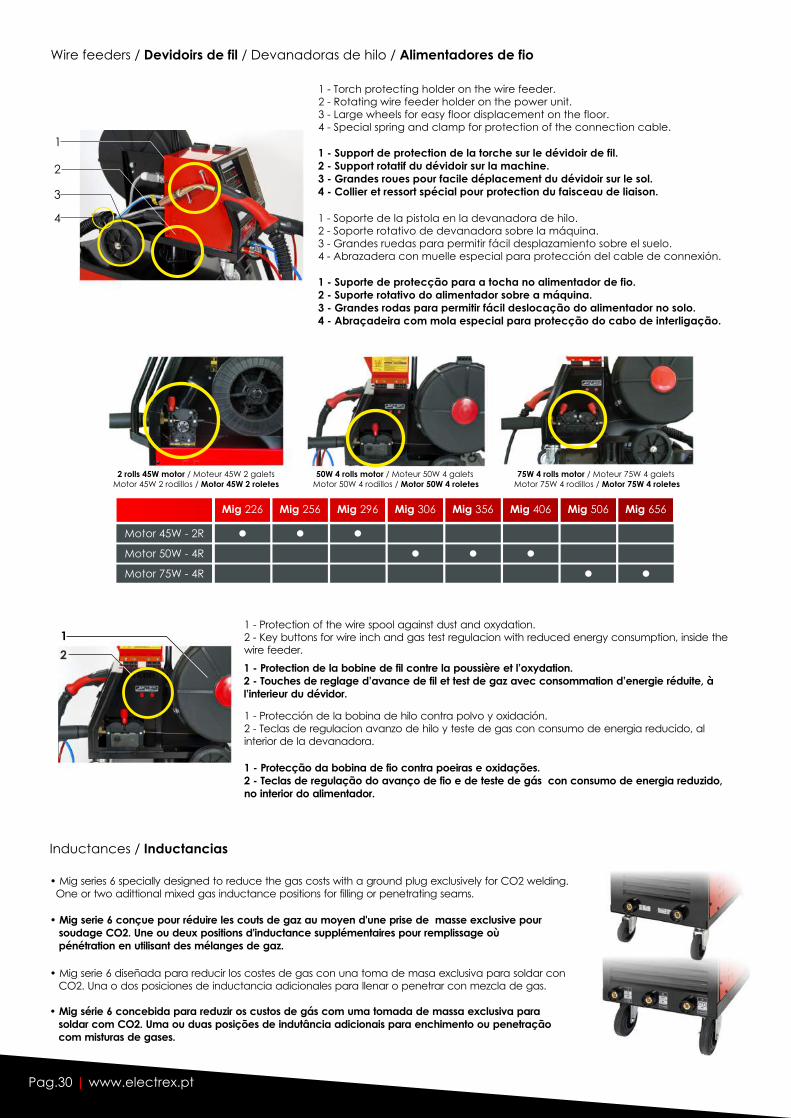
1 - Soporte de la pistola en la devanadora de hilo.2 - Soporte rotativo de devanadora sobre la máquina.3 - Grandes ruedas para permitir fácil desplazamiento sobre el suelo.4 - Abrazadera con muelle especial para protección del cable de connexión.
1 - Support de protection de la torche sur le dévidoir de fil.2 - Support rotatif du dévidoir sur la machine.3 - Grandes roues pour facile déplacement du dévidoir sur le sol.4 - Collier et ressort spécial pour protection du faisceau de liaison.
1 - Torch protecting holder on the wire feeder.2 - Rotating wire feeder holder on the power unit.3 - Large wheels for easy floor displacement on the floor.4 - Special spring and clamp for protection of the connection cable.
1 - Suporte de protecção para a tocha no alimentador de fio.2 - Suporte rotativo do alimentador sobre a máquina.3 - Grandes rodas para permitir fácil deslocação do alimentador no solo.4 - Abraçadeira com mola especial para protecção do cabo de interligação.
Inductances / Inductancias
1
2
3
4
Wire feeders / Devidoirs de fil / Devanadoras de hilo / Alimentadores de fio
2 rolls 45W motor / Moteur 45W 2 galetsMotor 45W 2 rodillos / Motor 45W 2 roletes
50W 4 rolls motor / Moteur 50W 4 galets Motor 50W 4 rodillos / Motor 50W 4 roletes
75W 4 rolls motor / Moteur 75W 4 galets Motor 75W 4 rodillos / Motor 75W 4 roletes
Mig 226 Mig 256 Mig 296 Mig 306 Mig 356 Mig 406 Mig 506 Mig 656
Motor 45W - 2R
Motor 50W - 4R
Motor 75W - 4R
• Mig series 6 specially designed to reduce the gas costs with a ground plug exclusively for CO2 welding. One or two adittional mixed gas inductance positions for filling or penetrating seams.
• Mig serie 6 conçue pour réduire les couts de gaz au moyen d'une prise de masse exclusive pour soudage CO2. Une ou deux positions d'inductance supplémentaires pour remplissage où pénétration en utilisant des mélanges de gaz.
• Mig serie 6 diseñada para reducir los costes de gas con una toma de masa exclusiva para soldar con CO2. Una o dos posiciones de inductancia adicionales para llenar o penetrar con mezcla de gas.
• Mig série 6 concebida para reduzir os custos de gás com uma tomada de massa exclusiva para soldar com CO2. Uma ou duas posições de indutância adicionais para enchimento ou penetração com misturas de gases.
1 - Protecção da bobina de fio contra poeiras e oxidações.2 - Teclas de regulação do avanço de fio e de teste de gás con consumo de energia reduzido, no interior do alimentador.
1 - Protección de la bobina de hilo contra polvo y oxidación.2 - Teclas de regulacion avanzo de hilo y teste de gas con consumo de energia reducido, al interior de la devanadora.
1 - Protection de la bobine de fil contre la poussière et l’oxydation.2 - Touches de reglage d’avance de fil et test de gaz avec consommation d’energie réduite, à l’interieur du dévidor.
1 - Protection of the wire spool against dust and oxydation.2 - Key buttons for wire inch and gas test regulacion with reduced energy consumption, inside the wire feeder.
1
2

www.electrex.pt Pag.31|
bar
4
3
2
1
0 100 200 300 400 500 600 700 l/h
50 Hz 60 Hz
Pump diagram
Torch water cooler / Refroidisseur de torche / Refrigerador de antorcha / Refrigerador de tocha
Water / eau / agua
Anti-freeze / Antigel
50%
Temperature
50%
60%
40%
70%
30%
80%
20%
90%
10%
-40ºC -30ºC -15ºC 0ºC >10ºC
Fluid Concentration concentration / de fluide de fluido / de fluidoConcentración Concentração
Connection cable / Faisceau de Liaison / Cable de Conexión / Cabo de Interligação
• Inbuilt torch cooler as standard on Mig 656 WM model. As option on all modular versions.• Thermal dissipation by water closed circuit with radiator, 9 lts capacity tank and centrifugal pump.• On demand, the cooling fluid concentration adapted to different environment temperature.
• Refroidisseur de torche integré sur le modèle Mig 656 WM, optionnel en toutes versions modulaires.• Dissipation thermique par circuit fermé de l’eau avec radiateur et réservoire de 9 litres de capacité.• Sur demade, la concentration de fluide de refroidissement adaptée aux différentes températures ambientales.
• Refrigerador de antorcha aplicado de série en modelo Mig 656 WM, opcional en todas las versiones modular. • Disipación termica por circuito cerrado de agua con radiador y depósito de 9 litros de capacidad.• Bajo pedido, la concentración de fluido de refrigeración adaptada a diferentes temperaturas ambientales.
• Refrigerador da tocha integrado de série no modelo Mig 656 WM e opcional em todas as versões modular.• Dissipação térmica em circuito fechado de água com radiador, depósito de 9 litros e bomba centrífuga.• Sob pedido, a concentração de fluido de refrigeração adaptada a diferentes temperaturas de ambiente.
• (standard) protegé par une manche de grande Faisceau de connexion de 5 mètres résistance à l’abrasion du sol et aux projections de soudage. • Prises et connecteurs rapides pour faciliter le transport de l’ensemble dévidoir + faisceau.
• estándar Cable de conexión de 5 metros ( ) protegido por manga de grande resistencia a la abrasión del suelo y a las proyecciones de la soldadura.
Equipado con tomas y conectores rápidos para facilidad de transporte del conjunto • devanadora y cable.
• standard Cabo de interligação de 5 metros ( ) protegido com manga de grande resistência abrasão do solo e s projecções de soldadura.à à
Tomadas e fichas de ligação rápida para facilidade de transporte do conjunto • alimentador e cabo.
• Connection cables available up to 40 meters under request.• Câbles de longueurs jusqu’à 40 mètres sous demande.• Bajo pedido, cables de conexión con extensiones hasta 40 metros.• Cabos de interligação de comprimento até 40 metros sob pedido.
• 5 meters connection cable (standard) with sleeve protection against floor abrasion and welding projections.• Quick plugs and connectors for easier transportation of wire feeder and connection cable.
Pag.32 www.electrex.pt|
Technical data / Caracteristiques techniques / Caracteristicas
V
* Optional input voltage under request / Tension d’alimentation optionelle sur demande / Tensión de alimentación opcional bajo pedido / Tensão de alimentação opcional sob pedido
Frequency - Fréquence - Frecuencia - Frequência
Max. prim. current - Courant prim. max. - Corriente prim. max. - Corrente prim. máx. (230/400V)
Ø mmWire diameter - Diamètre de fil - Diámetro de hilo - Diâmetro de fio
35% ADuty cycle - Facteur de marche - Factor de servicio - Factor de marcha
60% A
100% A
No-load voltage - Tension à vide - Tensión en vacio - Tensão de vazio
A
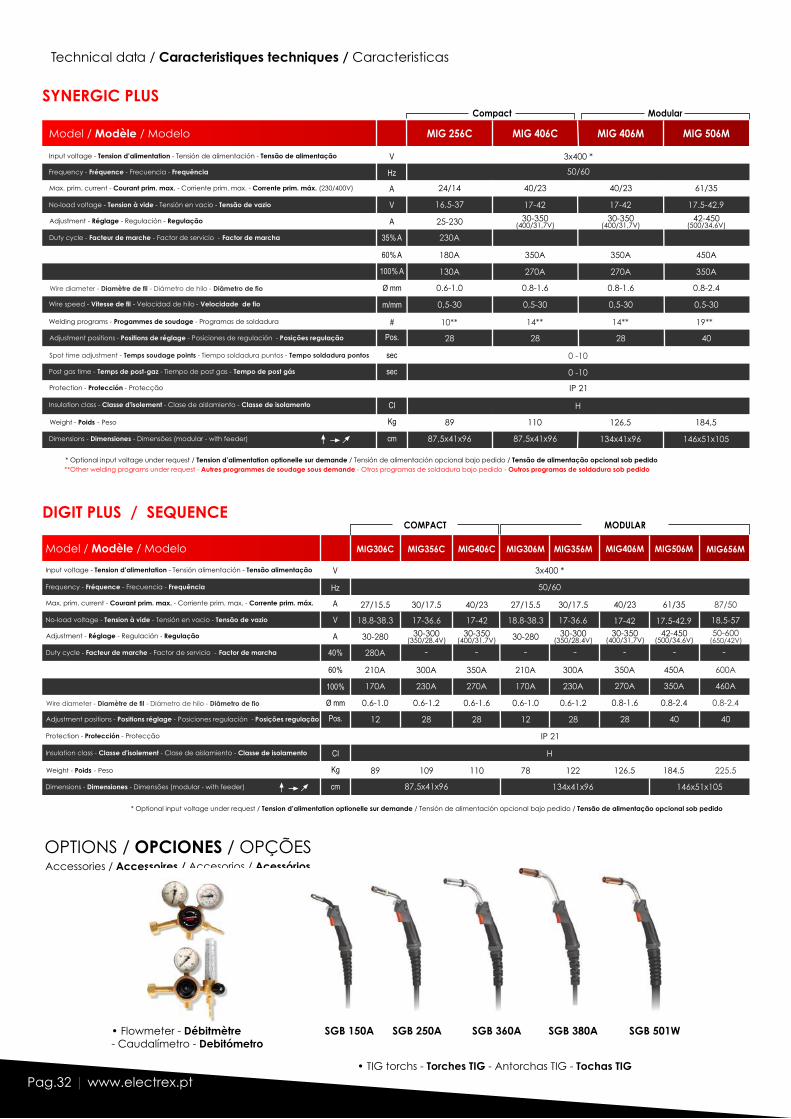
MIG 256C
0.6-1.0
230A
180A
130A
24/14
16,5-37
25-230Adjustment - Réglage - Regulación - Regulação
3x400 *
MIG 406C
0.8-1.6
350A
270A
40/23
17-42
30-350 (400/31,7V)
Input voltage - Tension d’alimentation - Tensión de alimentación - Tensão de alimentação
Hz
A
V
Model / Modèle / Modelo
SYNERGIC PLUS
50/60
MIG 406M
0.8-1.6
350A
270A
40/23
17-42
30-350 (400/31,7V)
MIG 506M
0.8-2.4
350A
61/35
17.5-42.9
42-450 (500/34,6V)
450A
Compact Modular
Spot time adjustment - Temps soudage points - Tiempo soldadura puntos - Tempo soldadura pontos
Pos.Adjustment positions - Positions de réglage - Posiciones de regulación - Posições regulação 28 28 28 40
m/mmWire speed - Vitesse de fil - Velocidad de hilo - Velocidade de fio 0,5-30 0,5-30 0,5-300,5-30
Welding programs - Progammes de soudage - Programas de soldadura # 10** 14** 19**
**Other welding programs under request - Autres programmes de soudage sous demande - Otros programas de soldadura bajo pedido - Outros programas de soldadura sob pedido
Kg
cm
Weight - Poids - Peso
Dimensions - Dimensiones - Dimensões (modular - with feeder)
CIInsulation class - Classe d'isolement - Clase de aislamiento - Classe de isolamento
Protection - Protección - Protecção
89
H
IP 21
87,5x41x96
110
134x41x96
126,5
146x51x105
184,5
87,5x41x96
Post gas time - Temps de post-gaz - Tiempo de post gas - Tempo de post gás
0 -10
0 -10
sec
sec
14**
Accessories / Accessoires / Accesorios / Acessórios
OPTIONS / OPCIONES / OPÇÕES
• Flowmeter - Débitmètre - Caudalímetro - Debitómetro
• TIG torchs - Torches TIG - Antorchas TIG - Tochas TIG
SGB 250ASGB 150A SGB 380ASGB 360A SGB 501W
V
* Optional input voltage under request / Tension d’alimentation optionelle sur demande / Tensión de alimentación opcional bajo pedido / Tensão de alimentação opcional sob pedido
Frequency - Fréquence - Frecuencia - Frequência
Max. prim. current - Courant prim. max. - Corriente prim. max. - Corrente prim. máx.
Kg
cm
Weight - Poids - Peso
Dimensions - Dimensiones - Dimensões (modular - with feeder)
CIInsulation class - Classe d'isolement - Clase de aislamiento - Classe de isolamento
Protection - Protección - Protecção
Pos.Adjustment positions - Positions réglage - Posiciones regulación - Posições regulação
Ø mmWire diameter - Diamètre de fil - Diámetro de hilo - Diâmetro de fio
40%Duty cycle - Facteur de marche - Factor de servicio - Factor de marcha
60%
100%
No-load voltage - Tension à vide - Tensión en vacio - Tensão de vazio
A
MIG306C
89
12
0.6-1.0
280A
210A
170A
27/15.5
18.8-38.3
30-280Adjustment - Réglage - Regulación - Regulação
87,5x41x96
MIG356C
109
28
0.6-1.2
300A
230A
30/17.5
30-300 (350/28.4V)
Input voltage - Tension d’alimentation - Tensión alimentación - Tensão alimentação
Hz
A
V
Model / Modèle / Modelo
DIGIT PLUS / SEQUENCE
3x400 *
50/60
MIG406M
126.5
28
0.8-1.6
350A
270A
40/23
17-42
30-350 (400/31,7V)
MIG506M
184.5
40
0.8-2.4
350A
61/35
17.5-42.9
42-450 (500/34.6V)
450A
COMPACT MODULAR
MIG656M
225.5
40
0.8-2.4
460A
600A
87/50
18,5-57
50-600 (650/42V)
146x51x105
17-36.6
MIG406C
110
28
0.6-1.6
350A
270A
40/23
30-350 (400/31.7V)
17-42
H
IP 21
MIG356M
122
28
0.6-1.2
300A
230A
30/17.5
30-300 (350/28.4V)
17-36.6
134x41x96
MIG306M
78
12
0.6-1.0
210A
170A
27/15.5
18.8-38.3
30-280
www.electrex.pt Pag.33|
Functions / Fonctions / Funciones / Funções
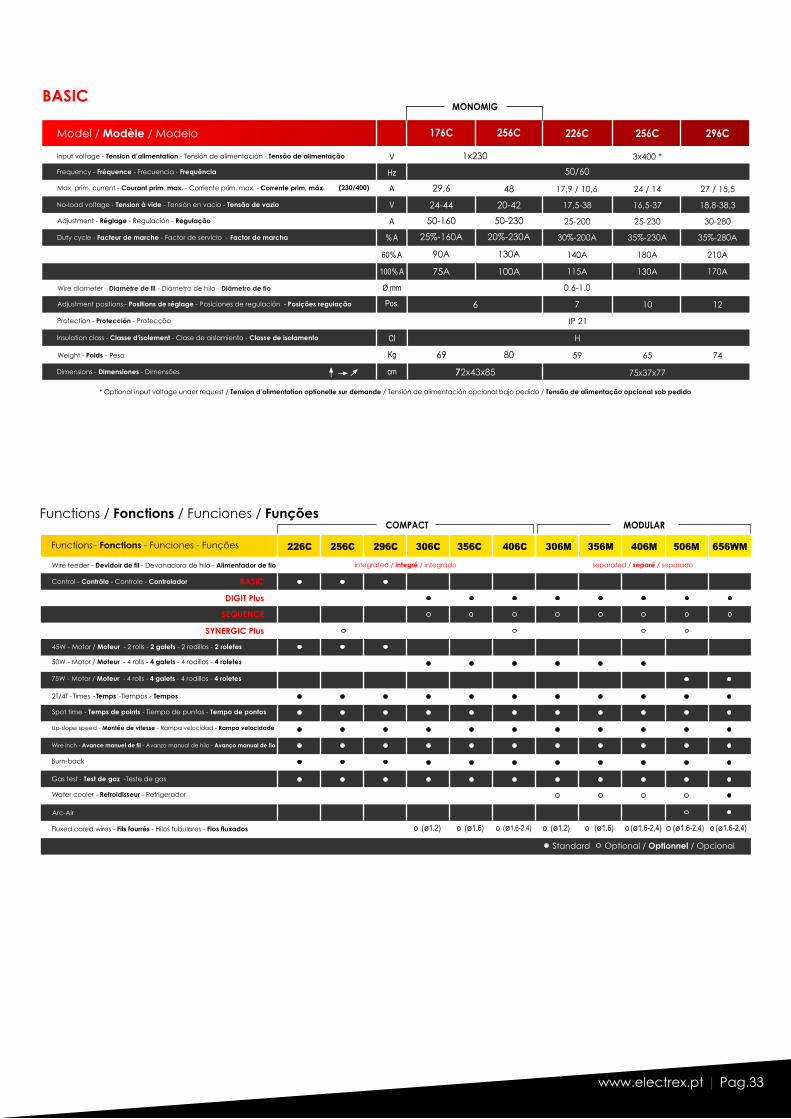
Standard Optional / Optionnel / Opcional
Functions - Fonctions - Funciones - Funções
Wire feeder - Devidoir de fil - Devanadora de hilo - Alimentador de fio integrated / integré / integrado separated / separé / separado
226C 296C 356C 356M 506M 656WM406M256C 306M406C306C
Control - Contrôle - Controle - Controlador
DIGIT Plus
SYNERGIC Plus
SEQUENCE
COMPACT MODULAR
45W - Motor / Moteur - 2 rolls - 2 galets - 2 rodillos - 2 roletes
50W - Motor / Moteur - 4 rolls - 4 galets - 4 rodillos - 4 roletes
2T/4T - Times - Temps -Tiempos - Tempos
Spot time - Temps de points - Tiempo de puntos - Tempo de pontos
Up-slope speed - Montée de vitesse - Rampa velocidad - Rampa velocidade
Burn-back
Wire inch - Avance manuel de fil - Avanzo manual de hilo - Avanço manual de fio
Water cooler - Refroidisseur - Refrigerador
75W - Motor / Moteur - 4 rolls - 4 galets - 4 rodillos - 4 roletes
Arc-Air
Gas test - Test de gaz -Teste de gas
Fluxed cored wires - Fils fourrés - Hilos tubulares - Fios fluxados (ø1.6) (ø1.6-2,4) (ø1.6-2,4) (ø1.6-2,4)(ø1.6)(ø1.6-2,4)(ø1.2) (ø1.2)
BASIC
V
* Optional input voltage under request / Tension d’alimentation optionelle sur demande / Tensión de alimentación opcional bajo pedido / Tensão de alimentação opcional sob pedido
Frequency - Fréquence - Frecuencia - Frequência
Max. prim. current - Courant prim. max. - Corriente prim. max. - Corrente prim. máx.
Kg
cm
Weight - Poids - Peso
Dimensions - Dimensiones - Dimensões
CIInsulation class - Classe d'isolement - Clase de aislamiento - Classe de isolamento
Protection - Protección - Protecção
Pos.Adjustment positions - Positions de réglage - Posiciones de regulación - Posições regulação
Ø mm
% ADuty cycle - Facteur de marche - Factor de servicio - Factor de marcha
60% A
100% A
No-load voltage - Tension à vide - Tensión en vacio - Tensão de vazio
A
256C
3x400 *
65
75x37x77
10
35%-230A
180A
130A
24 / 14
16,5-37
IP 21
25-230Adjustment - Réglage - Regulación - Regulação
226C
59
7
0.6-1.0
30%-200A
140A
115A
17,9 / 10,6
17,5-38
25-200
Input voltage - Tension d’alimentation - Tensión de alimentación - Tensão de alimentação
Hz
A
V
296C
74
12
35%-280A
210A
170A
27 / 15,5
18,8-38,3
30-280
Model / Modèle / Modelo
BASIC
H
176C
69
50-160
25%-160A
90A
75A
29,6
24-44
256C
50/60
48
20-42
50-230
1x230
80
6
20%-230A
130A
100A
772x43x85
MONOMIG
Wire diameter - Diamètre de fil - Diámetro de hilo - Diâmetro de fio
(230/400)

WELDINGRECTIFIERS
MMALIFTIG
• Avantages:
Bas prix des equipements
Versatilité
Possibilité de soudage dans des endroits d’accès difficile
Disponibilité de consommables sur le marché
• Advantages:
Low cost of equipment
Versatility
Welding in places of difficult access
Accessories availability in the market
• Vantagens:
Baixo custo dos equipamentos Versatilidade
Soldadura em locais de difícil acesso
Disponibilidade de consumíveis no mercado
• Ventajas:
Bajo coste de los equipos Versatilidad
Soldadura en lugares de difícil acceso Disponibilidad de los suministros en el mercado
Electrode holderPorte-électrodePorta-eléctrodo
Electrode coatingRevêtement de l’électrode
Revestimiento del electrodoRevestimento do eléctrodo
Metal transferTransfert de métal
Transferencia de metal
Arc shield atmosphereAtmosphère protection d’arcAtmosfera de protección de arcoAtmosfera de protecção de arco
Welding piecePièce à souderPieza a soldarPeça a soldar
Earth clampPrise de massePinza de masaGrampo de massa
Electrode coreNoyau de l’électrodeNucleo de eléctrodo
MMA process / Procédé MMA / Proceso MMA / Processo MMA

Pag.36 www.electrex.pt|
ARCAIR
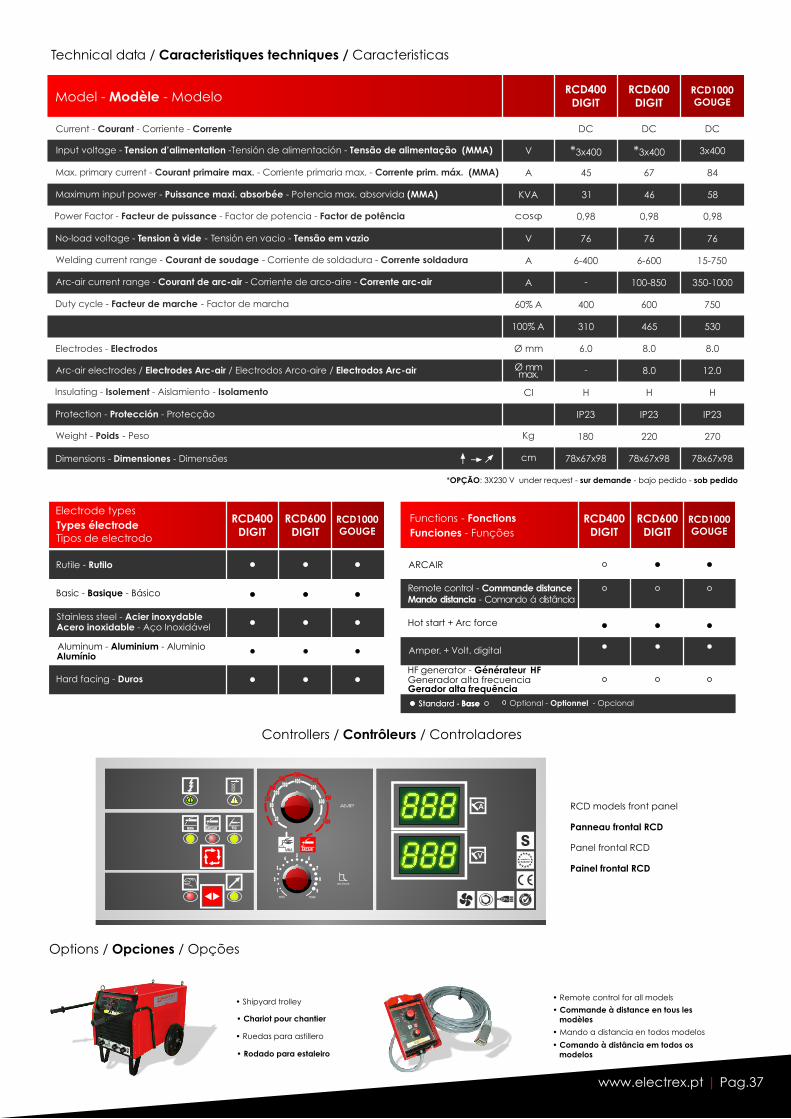
MMA DC three-phased welding rectifiers with electronic current adjustment for optimized welding of all types of electrodes.
Digital ammeter and voltmeter.
Robust and solid construction with excellent durability.
RCD 600 DIGIT and RCD 1000 Gouge models enable ARC-AIR gouging and cutting.
Ideal for heavy industry and naval construction.
Redresseurs triphasés pour soudage MMA DC à réglage électroniquedu courant de soudage pour le soudage optimisé de tous les types d’électrodes.
Ampèremètre et voltmètre digitales.
Construction solide et robuste avec une excellente durabilité.
Les modèles RCD 600 DIGIT et RCD 1000 Gouge permettent le coupage/gougeage ARC-AIR.
Idéaux pour l'industrie lourde et les chantiers de construction navale.
Rectificadores trifásicos para soldadura MMA/TIG DC con regulación electrónica de corriente para soldadura de todos tipos de eléctrodos. Amperímetro e voltímetro digitales.
Construcción sólida y robusta con excelente durabilidad.
Modelo RCD 600 DIGIT y RCD 1000 Gouge permiten corte y chaflanado ARCO-AIRE.
Ideales para talleres de metalurgia pesada y astilleros de construcción naval.
Rectificadores trifásicos para soldadura MMA DC com regulação electrónica de corrente para soldadura optimizada de todos os tipos de eléctrodos.
Amperímetro e voltímetro digital.
Construção sólida e robusta com excelente durabilidade.
Modelo RCD 600 DIGIT e RCD 1000 Gouge permitem corte e chanfro ARC-AIR.
Ideais para oficinas de metalurgia pesada e construção naval.
RCD 400 DIGIT 600 DIGITRCD
RCD1000 GOUGE
• RCD1000 Gouge equipped with threaded connections to avoid sockets and welding cables overheating.
• RCD 1000 Gouge équipé de connecteurs à vis pour éviter le surchauffage des prises et câbles de soudage.
• RCD1000 Gouge equipado con conexiones roscadas para evitar sobrecalentamiento de las tomas y cables de soldadura.
• RCD1000 Gouge equipado com bornes roscados para evitar sobreaquecimento das fichas e cabos de soldadura.
RECTIFIERS ELECTRONIC
MMALIFTIG
• Cutting and gouging Arcair function• Fonction coupage et gougeage Arcair• Función corte y chaflanado Arco/Aire • Função de corte e chanfro Arcair
RCD 600 & 1000
ø mm
A (mean values)
4,0
Cutting and gouging carbon electrodes
200
6,0
300
8,0
400
10,0
500
12,0
600
www.electrex.pt Pag.37|
RCD models front panel
Panneau frontal RCD
Panel frontal RCD
Painel frontal RCD
arc force
AMP
Smade inEUROPE
3
MMA
2
3
4 5 6
7
8
91maxmin
100020
80 600350 950200
450 500300500
700400 800
MMA ARCAIR TIG
ARCAIR
Technical data / Caracteristiques techniques / Caracteristicas
• Chariot pour chantier
• Shipyard trolley
• Rodado para estaleiro
• Ruedas para astillero
Options / Opciones / Opções
• Commande à distance en tous les modèles
• Remote control for all models
• Mando a distancia en todos modelos
• Comando à distância em todos os modelos
Basic - Basique - Básico
Rutile - Rutilo
Hard facing - Duros
RCD400DIGIT
RCD600DIGIT
RCD1000GOUGE
Controllers / Contrôleurs / Controladores
Electrode types
Types électrodeTipos de electrodo
Stainless steel - Acier inoxydableAcero inoxidable - Aço Inoxidável
Aluminum - Aluminium - AluminioAlumínio
TIGplus
ARCAIR
Hot start + Arc force
Amper. + Volt. digital
Standard - Base Standard - Base Optional - Optionnel - Opcional
Functions - Fonctions
Funciones - Funções
Remote control - Commande distanceMando distancia - Comando á distância
HF generator - Générateur HFGenerador alta frecuenciaGerador alta frequência
RCD400DIGIT
RCD600DIGIT
RCD1000GOUGE
V
V
A
DC DC DC
*3x400 *3x400 3x400
76 76 76
6-400 6-600 15-750
Current - Courant - Corriente - Corrente
Input voltage - Tension d’alimentation -Tensión de alimentación - Tensão de alimentação (MMA)
Maximum input power - Puissance maxi. absorbée - Potencia max. absorvida (MMA)
No-load voltage - Tension à vide - Tensión en vacio - Tensão em vazio
Duty cycle - Facteur de marche - Factor de marcha
Welding current range - Courant de soudage - Corriente de soldadura - Corrente soldadura
RCD400DIGIT
RCD600DIGIT
RCD1000GOUGE
CI
Kg
cm
H H H
IP23 IP23 IP23
180 220 270
78x67x98 78x67x98
Insulating - Isolement - Aislamiento - Isolamento
Protection - Protección - Protecção
Weight - Poids - Peso
Dimensions - Dimensiones - Dimensões
A 45 67 84Max. primary current - Courant primaire max. - Corriente primaria max. - Corrente prim. máx. (MMA)
KVA 31 46 58
400 600 750
310 465 530
78x67x98
Ø mm 6.0 8.0 8.0Electrodes - Electrodos
Model - Modèle - Modelo
60% A
100% A
8.0 12.0Arc-air electrodes / Electrodes Arc-air / Electrodos Arco-aire / Electrodos Arc-air -Ø mm max.
A 100-850 350-1000Arc-air current range - Courant de arc-air - Corriente de arco-aire - Corrente arc-air
cosφPower Factor - Facteur de puissance - Factor de potencia - Factor de potência
*OPÇÃO: 3X230 V under request - sur demande - bajo pedido - sob pedido
0,98 0,98 0,98
-

Pag.38 www.electrex.pt|
MAGNETIC
RS 300 400RS
RS 500 600 RS
MMA DC three phased welding rectifier with current adjustment by three-phase variable inductance.
Optimized for welding of all electrode types. RS 600 suitable for ARC-AIR cutting and gouging.
Equipped with a 230V 2500W plug for connection of manual electric tools, high frequency generator or EconoTIG.
Robust and solid construction with proved durability, ideal for medium and heavy industry.
Redresseur triphasé pour soudage MMA DC à réglage de courant par inductance triphasé variable.
Soudure optimisée de tous les types d’électrodes enrobés; modèle RS 600 approprié pour le coupage/gougeage ARC-AIR.
Equipés de prise de courant 230V 2500W pour connexion d'outillage manuel électrique, générateur de haute fréquence ou ECONOTIG.
Construction solide et robuste avec une grande durabilité, idéal pour l'industrie moyenne et lourde.
Rectificador trifásico para soldadura MMA DC, con regulación de corriente por inductancia trifásica variable.
Soldadura optimizada de todos los tipos de eléctrodos; modelo RS 600 adecuado para corte/chaflán ARC-AIR.
Equipado con toma de 230V 2500W para conexión de herramientas eléctricas manuales, generador de alta frecuencia o economizador TIG.
Construcción sólida y robusta con durabilidad comprobada, ideales para talleres de metalurgia media y pesada.
Rectificador trifásico para soldadura MMA DC com regulação de corrente por indutância trifásica variável.
Soldadura optimizada de todos os tipos de eléctrodos; modelo RS 600 adequado para corte e chanfro ARC-AIR.
Equipados com tomada de 230V 2500W para ligação de ferramentas manuais eléctricas, gerador de alta-frequência ou economizador TIG. Construção sólida e robusta com durabilidade comprovada, ideais para oficinas de metalurgia média e pesada.
RECTIFIERS MAGNETIC
ARCAIR TIGMMALIFTIG
• Soldadura de eléctrodos ou corte por arcair
• Soudage d’électrodes ou coupage arcair
• Electrode welding or arcair cutting
• Soldadura de electrodos o corte arco-aire
• EconoTIG: com electroválvula para gás e tomada de comando para conexão de tocha TIG.
• EconoTIG: con electroválvula para gas y toma de mando para conexión de antorcha TIG.
• EconoTIG: with solenoid valve for gas and TIG torch control plug.
• EconoTIG: avec électrovanne de gaz et prise de commande pour torche TIG.
RS 500 & 600
• Tomada para conexão de ferramentas eléctricas
• Prise pour connexion d’outillage électrique
• Plug for connection of electric tools
• Toma para conexión de herramientas eléctricas
ø mm
A (mean values)
4,0
Cutting and gouging carbon electrodes
200
6,0
300
8,0
400
10,0
500
12,0
600
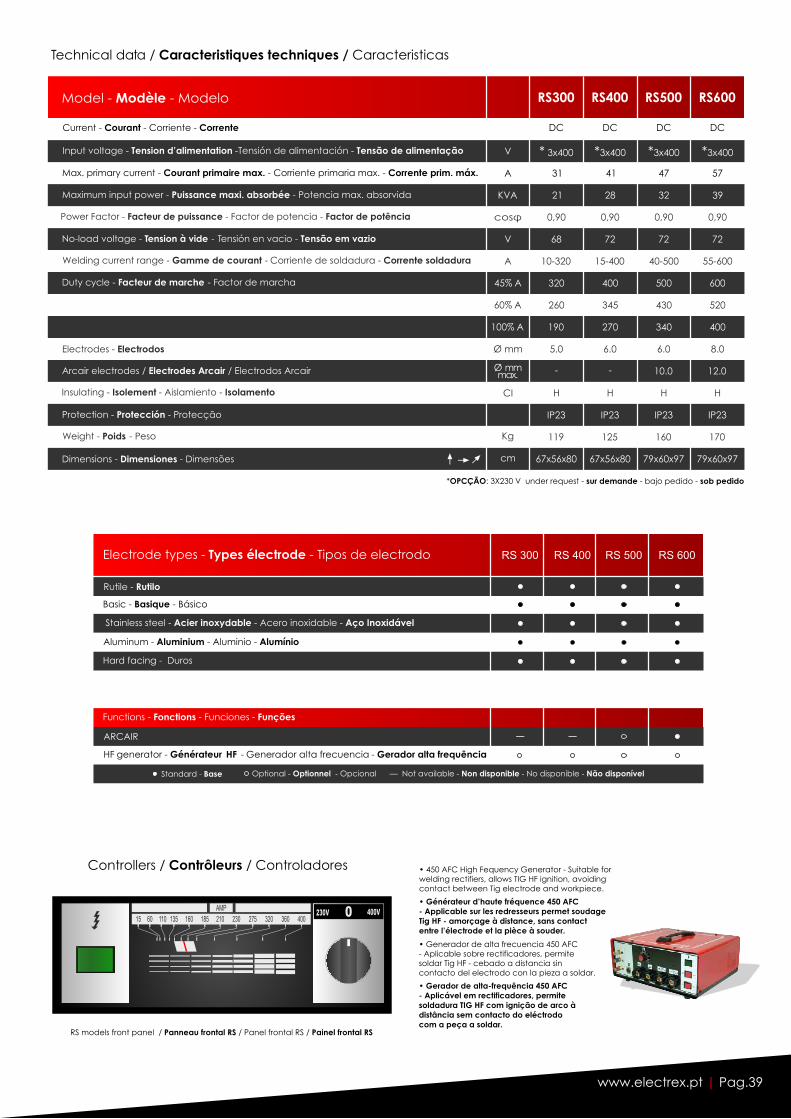
www.electrex.pt Pag.39|
TIGplusElectrode types - Types électrode - Tipos de electrodo
Basic - Basique - Básico
Rutile - Rutilo
Stainless steel - Acier inoxydable - Acero inoxidable - Aço Inoxidável
Aluminum - Aluminium - Aluminio - Alumínio
Hard facing - Duros
Functions - Fonctions - Funciones - Funções
ARCAIR
RS 300
HF generator - Générateur HF - Generador alta frecuencia - Gerador alta frequência
RS 400 RS 500 RS 600
— —
Standard - Base Optional - Optionnel - Opcional — Not available - Non disponible - No disponible - Não disponível
• Gerador de alta-frequência 450 AFC - Aplicável em rectificadores, permite soldadura TIG HF com ignição de arco à distância sem contacto do eléctrodo com a peça a soldar.
• Generador de alta frecuencia 450 AFC - Aplicable sobre rectificadores, permite soldar Tig HF - cebado a distancia sin contacto del electrodo con la pieza a soldar.
• 450 AFC High Fequency Generator - Suitable for welding rectifiers, allows TIG HF ignition, avoiding contact between Tig electrode and workpiece.
• Générateur d’haute fréquence 450 AFC - Applicable sur les redresseurs permet soudage Tig HF - amorçage à distance, sans contact entre l’électrode et la pièce à souder.
Technical data / Caracteristiques techniques / Caracteristicas
RS models front panel / Panneau frontal RS / Panel frontal RS / Painel frontal RS
AMP
15 60 110 135 160 185 230 275 360 4003202100 400V230V
Controllers / Contrôleurs / Controladores
V
V
45% A
A
DC DC DC
* 3x400 *3x400 *3x400
68 72 72
320 500 600
10-320 40-500 55-600
Current - Courant - Corriente - Corrente
Input voltage - Tension d’alimentation -Tensión de alimentación - Tensão de alimentação
Maximum input power - Puissance maxi. absorbée - Potencia max. absorvida
No-load voltage - Tension à vide - Tensión en vacio - Tensão em vazio
Duty cycle - Facteur de marche - Factor de marcha
Welding current range - Gamme de courant - Corriente de soldadura - Corrente soldadura
RS300 RS500 RS600
CI
Kg
cm
H H H
IP23 IP23 IP23
119 160 170
67x56x80 79x60x97
Insulating - Isolement - Aislamiento - Isolamento
Protection - Protección - Protecção
Weight - Poids - Peso
Dimensions - Dimensiones - Dimensões
A 31 47 57Max. primary current - Courant primaire max. - Corriente primaria max. - Corrente prim. máx.
KVA 21 32 39
260 430 520
190 340 400
79x60x97
DC
*3x400
72
400
15-400
RS400
H
IP23
125
67x56x80
41
28
345
270
Ø mm 5.0 6.0 8.0Electrodes - Electrodos 6.0
Model - Modèle - Modelo
- 10.0 12.0Arcair electrodes / Electrodes Arcair / Electrodos Arcair -Ø mm max.
60% A
100% A
cosφPower Factor - Facteur de puissance - Factor de potencia - Factor de potência
*OPCÇÃO: 3X230 V under request - sur demande - bajo pedido - sob pedido
0,900,90 0,90 0,90

Pag.40 www.electrex.pt|
AFFLUX 500WIRE FEEDER
Continuous electrode fluxed cored wire feeder, without gas shielding (OPEN ARC), feeded directly from no-load voltage of AC or DC welding power source with total autonomy.
Replaces coated electrode (MMA), MIG or submerged arc welding (SAW) processes with great reductionproduction costs and faster weld deposition rates.
Very easy to use, ideal for construction, repair and maintenance shops, shipyards or mines to quickly reconstruct wear protection over very large areas.
Dévidoir pour soudage de fils fourrés à électrode continu, sans gaz de protection (OPEN ARC), s’adapte à tous les postes de soudage AC où DC alimenté directement à partir de la tension à vide.
Permet remplacer les procédés de soudage MMA (électrode enrobé), MIG où SAW (arc submergé), avec grande réduction de coûts et taux de déposition élevers.
D’usage très simple, idéal pour utilisation aux ateliers de construction, réparation ou entretien, à l’éxterieur des mines ou chantiers, permet taux d’apport trés elevées pour des applications de revêtement anti-usure.
Alimentador para soldadura de hilos flujados, en electrodo continuo sin gas de protección (OPEN ARC), con alimentación autónoma a partir de la tensión en vacio de transformadores o rectificadores para soldadura.
Permite substituir los processos de soldadura MMA (electrodos revestidos), Mig/Mag ou SAW (arco sumergido) con grande reducción de costes de producción.
Ideal para utilización en talleres, minas o astilleros de reparación, permite elevadas tajas de deposito en la reconstituición de piezas desgastadas.
Alimentador para soldadura de fios fluxados em eléctrodo contínuo sem gás de protecção (OPEN ARC), com alimentação autónoma a partir da tensão de vazio de transformadores o rectificadores de soldadura.
Permite substituir os processos de soldadura por eléctrodos revestidos MMA, MIG ou arco submerso (SAW) com grande redução de custos de produção. Ideal para utilização em oficinas metalúrgicas, no exterior de complexos mineiros ou em estaleiros de construção, reparação e manutenção, permite elevadas taxas de revestimento na reconstituição de peças sujeitas a desgaste.
• Easily convert your AC or DC MMA welding generator into a high-performance OPEN ARC or MIG-MAG installation without external power supply.
• Converta facilmente o seu transformador ou rectificador MMA numa instalação OPEN ARC ou MIG-MAG de alto rendimento sem alimentação externa.
• Convierta facilmente su transformador o rectificador de soldadura MMA en una instalación OPEN ARC o MIG-MAG de alto rendimiento sin alimentación externa.
• Convertissez facillement votre transformateur ou redresseur MMA dans une installation OPEN ARC ou MIG-MAG d’haute performance sans aucune alimentation externe.
4RGAS / NO GASOPEN ARC
1
2
3
4
5
6
1 - Metal alloy sheath - Alliage métallique tubulaire
Aleación metalica tubular - Liga metálica tubular
2 - Flux core - Fluxe - Flujo - Fluxo
3 - Shielding gas - Gaz de protection - Gas de protección
Gás de protecção
4 - Protective slag - Couche de laitier - Capa de
protección - Escória protectora
5 - Weld metal - Metal soudé - Metal soldado - Metal
soldado
6 - Base metal - Metal base - Metal base - Metal base
Open arc process / Procédé open arcProceso open arc / Processo open arc
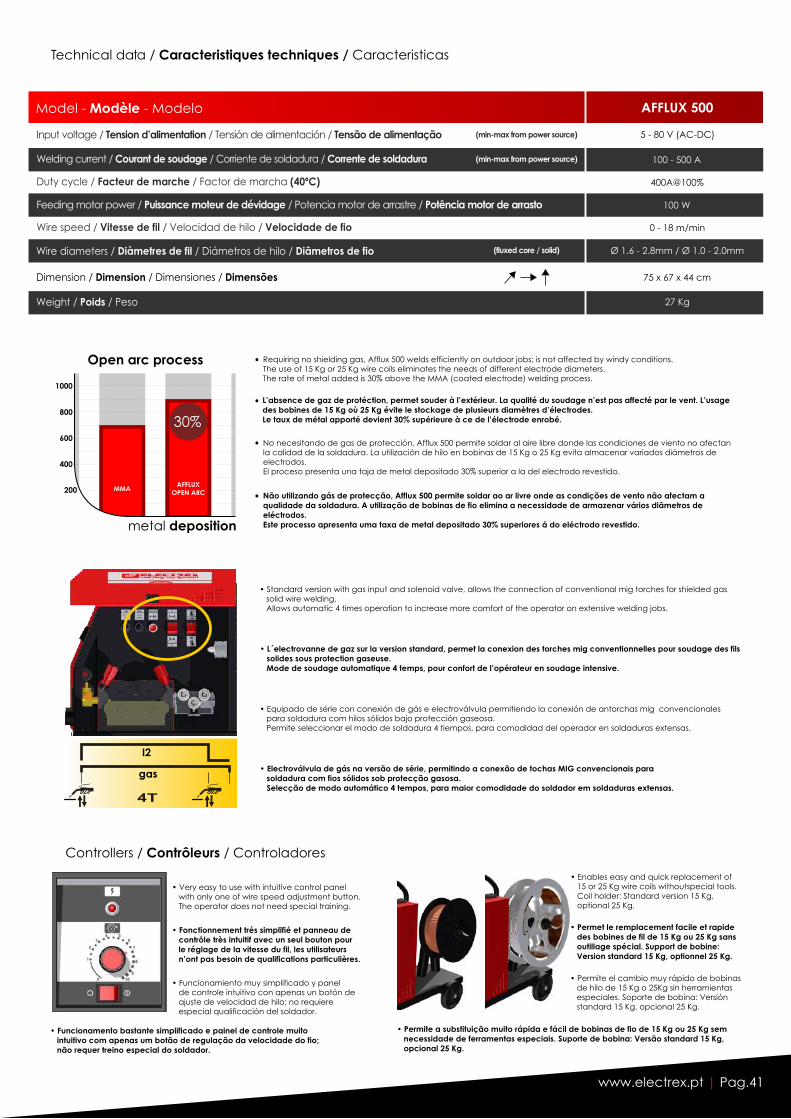
www.electrex.pt Pag.41|
Welding current / Courant de soudage / Corriente de soldadura / Corrente de soldadura
Duty cycle / Facteur de marche / Factor de marcha (40ºC)
Wire speed / Vitesse de fil / Velocidad de hilo / Velocidade de fio
100 - 500 A
400A@100%
Input voltage / Tension d’alimentation / Tensión de alimentación / Tensão de alimentação 5 - 80 V (AC-DC)
0 - 18 m/min
Wire diameters / Diàmetres de fil / Diámetros de hilo / Diâmetros de fio Ø 1.6 - 2.8mm / Ø 1.0 - 2.0mm
(min-max from power source)
(min-max from power source)
Feeding motor power / Puissance moteur de dévidage / Potencia motor de arrastre / Potência motor de arrasto 100 W
(fluxed core / solid)
Dimension / Dimension / Dimensiones / Dimensões
Weight / Poids / Peso 27 Kg
75 x 67 x 44 cm
Model - Modèle - Modelo AFFLUX 500
gas
I2
• Standard version with gas input and solenoid valve, allows the connection of conventional mig torches for shielded gas solid wire welding. Allows automatic 4 times operation to increase more comfort of the operator on extensive welding jobs.
• L´electrovanne de gaz sur la version standard, permet la conexion des torches mig conventionnelles pour soudage des fils solides sous protection gaseuse. Mode de soudage automatique 4 temps, pour confort de l’opérateur en soudage intensive.
• Equipado de série con conexión de gás e electroválvula permitiendo la conexión de antorchas mig convencionales para soldadura com hilos sólidos bajo protección gaseosa. Permite seleccionar el modo de soldadura 4 tiempos, para comodidad del operador en soldaduras extensas.
• Electroválvula de gás na versão de série, permitindo a conexão de tochas MIG convencionais para soldadura com fios sólidos sob protecção gasosa. Selecção de modo automático 4 tempos, para maior comodidade do soldador em soldaduras extensas.
Technical data / Caracteristiques techniques / Caracteristicas
Open arc process
200
400
600
800
1000
MMAAFFLUX
OPEN ARC
metal deposition
30%
L’absence de gaz de protéction, permet souder à l’extérieur. La qualité du soudage n’est pas affecté par le vent. L’usage des bobines de 15 Kg où 25 Kg évite le stockage de plusieurs diamètres d’électrodes.Le taux de métal apporté devient 30% supérieure à ce de l’électrode enrobé.
Requiring no shielding gas, Afflux 500 welds efficiently on outdoor jobs; is not affected by windy conditions. The use of 15 Kg or 25 Kg wire coils eliminates the needs of different electrode diameters.The rate of metal added is 30% above the MMA (coated electrode) welding process.
No necesitando de gas de protección, Afflux 500 permite soldar al aire libre donde las condiciones de viento no afectan la calidad de la soldadura. La utilización de hilo en bobinas de 15 Kg o 25 Kg evita almacenar variados diámetros de electrodos.El proceso presenta una taja de metal depositado 30% superior a la del electrodo revestido.
Não utilizando gás de protecção, Afflux 500 permite soldar ao ar livre onde as condições de vento não afectam a qualidade da soldadura. A utilização de bobinas de fio elimina a necessidade de armazenar vários diâmetros de eléctrodos.Este processo apresenta uma taxa de metal depositado 30% superiores á do eléctrodo revestido.
• Funcionamiento muy simplificado y panel de controle intuitivo con apenas un botón de ajuste de velocidad de hilo; no requiere especial qualificación del soldador.
• Funcionamento bastante simplificado e painel de controle muito intuitivo com apenas um botão de regulação da velocidade do fio; não requer treino especial do soldador.
• Very easy to use with intuitive control panel with only one of wire speed adjustment button. The operator does not need special training.
• Fonctionnement trés simplifié et panneau de contrôle très intuitif avec un seul bouton pour le réglage de la vitesse du fil, les utilisateurs n’ont pas besoin de qualifications particulières.
• Permite a substituição muito rápida e fácil de bobinas de fio de 15 Kg ou 25 Kg sem necessidade de ferramentas especiais. Suporte de bobina: Versão standard 15 Kg, opcional 25 Kg.
• Permite el cambio muy rápido de bobinas de hilo de 15 Kg o 25Kg sin herramientas especiales. Soporte de bobina: Versión standard 15 Kg, opcional 25 Kg.
• Permet le remplacement facile et rapide des bobines de fil de 15 Kg ou 25 Kg sans outillage spécial. Support de bobine: Version standard 15 Kg, optionnel 25 Kg.
• Enables easy and quick replacement of 15 or 25 Kg wire coils withoutspecial tools. Coil holder: Standard version 15 Kg, optional 25 Kg.
Controllers / Contrôleurs / Controladores

SPOTWELDING

SPOT
Spot welding process / Procédé de soudage spot / Proceso de soldadura spot / Processo de soldadura spot
• Avantages:
• Advantages:
• Vantagens:
• Ventajas:
Easy and fast plate welding since 5 mm thickness with a very high production ratingWelding but perfectly dissimulated No addition metal requiredSuitable for manual or mechanized welding processes
Soudage facile et rapide des tôles jusqu'à 5 mm d'épaisseur avec très haute productivitéPoints de soudage parfaitement dissimuléPas besoin de métal d'apportAdaptables aux procédés de soudage manuel ou mécanisé
Soldadura fácil y rápida de placas hasta 5 mm de espesor con muy alta productividad Punto de soldadura perfectamente disimulado No requiere metal de aportaciónAdaptable a procesos de soldadura manual o mecanizada
Soldadura fácil e rápida de chapas até 5 mm de espessura com muito alta produtividadePonto de soldadura perfeitamente dissimulado Não requer metal de adiçãoAdaptável a processos de soldadura manual ou mecanizada
Upper electrodeElectrode supérieurEléctrodo superior
Melted pointPoint de fusionPunto de fusiónPonto de fusão
Welding piecesPièces à souderPiezas a soldarPeças a soldar
Lower electrodeElectrode inférieurEléctrodo inferior
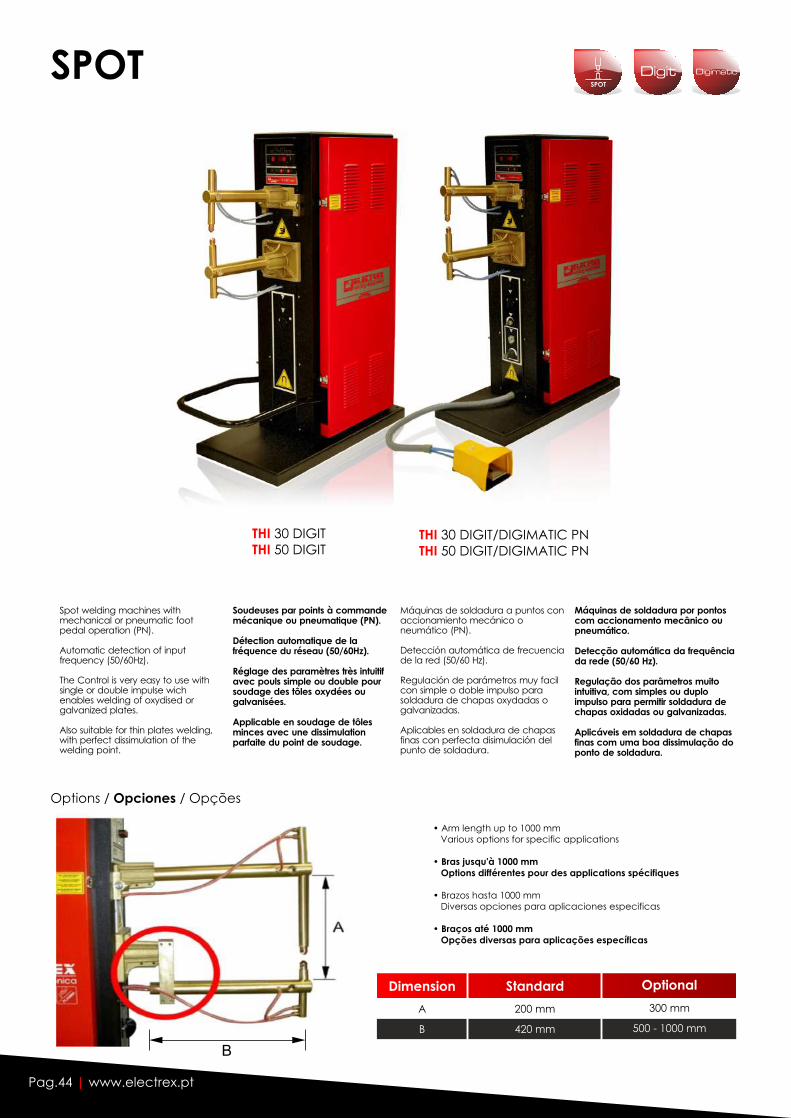
Pag.44 www.electrex.pt|
SPOT SPOT
Digit Digimatic
Spot welding machines with mechanical or pneumatic foot pedal operation (PN).
Automatic detection of input frequency (50/60Hz).
The Control is very easy to use with single or double impulse wich enables welding of oxydised or galvanized plates.
Also suitable for thin plates welding, with perfect dissimulation of the welding point.
Soudeuses par points à commande mécanique ou pneumatique (PN). Détection automatique de la fréquence du réseau (50/60Hz).
Réglage des paramètres très intuitif avec pouls simple ou double pour soudage des tôles oxydées ou galvanisées.
Applicable en soudage de tôles minces avec une dissimulation parfaite du point de soudage.
Máquinas de soldadura a puntos con accionamiento mecánico o neumático (PN).
Detección automática de frecuencia de la red (50/60 Hz).
Regulación de parámetros muy facil con simple o doble impulso para soldadura de chapas oxydadas o galvanizadas.
Aplicables en soldadura de chapas finas con perfecta disimulación del punto de soldadura.
Máquinas de soldadura por pontos com accionamento mecânico ou pneumático.
Detecção automática da frequência da rede (50/60 Hz).
Regulação dos parâmetros muito intuitiva, com simples ou duplo impulso para permitir soldadura de chapas oxidadas ou galvanizadas.
Aplicáveis em soldadura de chapas finas com uma boa dissimulação do ponto de soldadura.
Options / Opciones / Opções
• Arm length up to 1000 mm Various options for specific applications
• Bras jusqu'à 1000 mm Options différentes pour des applications spécifiques
• Brazos hasta 1000 mm Diversas opciones para aplicaciones especificas
• Braços até 1000 mm Opções diversas para aplicações específicas
Dimension OptionalStandard
A 300 mm200 mm
B 500 - 1000 mm420 mm
B
THI 30 DIGIT 50 DIGITTHI
THI 30 DIGIT/DIGIMATIC PN 50 DIGIT/DIGIMATIC PN THI
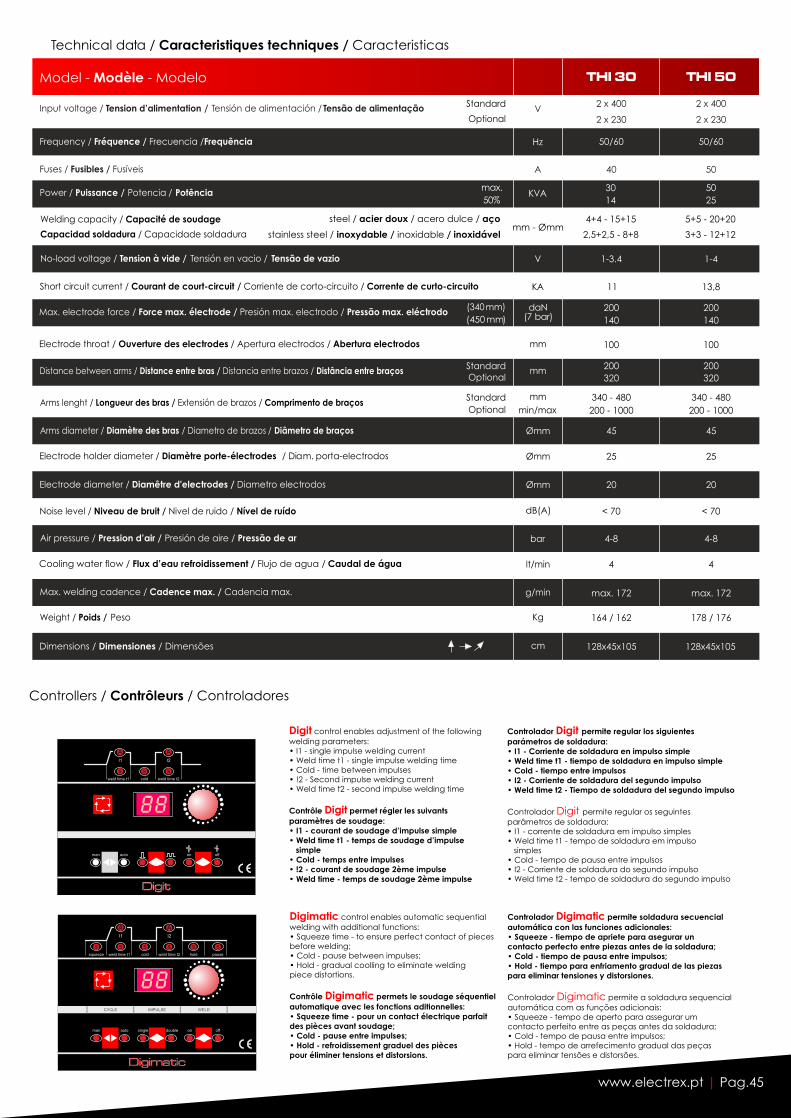
www.electrex.pt Pag.45|
V
KVA
A
Ømm
Ømm
bar
lt/min
g/min
Kg
cm
1-3.4
30
40
45
25
20
4-8
4
max. 172
164 / 162
128x45x105
No-load voltage / Tension à vide / Tensión en vacio / Tensão de vazio
Electrode holder diameter / Diamètre porte-électrodes / Diam. porta-electrodos
Electrode diameter / Diamêtre d'electrodes / Diametro electrodos
Cooling water flow / Flux d’eau refroidissement / Flujo de agua / Caudal de água
Max. welding cadence / Cadence max. / Cadencia max.
Weight / Poids / Peso
Dimensions / Dimensiones / Dimensões
THI 30 THI 50
1-4
50
50
45
25
20
4-8
4
178 / 176
128x45x105
max. 172
mm
min/max
340 - 480
200 - 1000
340 - 480
200 - 1000
Standard
OptionalArms lenght / Longueur des bras / Extensión de brazos / Comprimento de braços
Arms diameter / Diamètre des bras / Diametro de brazos / Diâmetro de braços
Model - Modèle - Modelo
man auto on off
I1
weld time t1 cold
I2
weld time t2
88
DigitDigit
Digit control enables adjustment of the following
welding parameters:• I1 - single impulse welding current • Weld time t1 - single impulse welding time • Cold - time between impulses • !2 - Second impulse welding current• Weld time t2 - second impulse welding time
Contrôle permet régler les suivants Digitparamètres de soudage:• I1 - courant de soudage d’impulse simple • Weld time t1 - temps de soudage d’impulse simple • Cold - temps entre impulses • !2 - courant de soudage 2ème impulse• Weld time - temps de soudage 2ème impulse
Controlador permite regular los siguientes Digitparámetros de soldadura:• I1 - Corriente de soldadura en impulso simple • Weld time t1 - tiempo de soldadura en impulso simple • Cold - tiempo entre impulsos • I2 - Corriente de soldadura del segundo impulso • Weld time t2 - Tiempo de soldadura del segundo impulso
Controlador permite regular os seguintes Digitparâmetros de soldadura:• I1 - corrente de soldadura em impulso simples • Weld time t1 - tempo de soldadura em impulso simples • Cold - tempo de pausa entre impulsos • I2 - Corriente de soldadura do segundo impulso • Weld time t2 - tempo de soldadura do segundo impulso
man auto on off
I1
weld time t1 coldsqueeze pause
I2
weld time t2 hold
88
DigimaticDigimatic
single double
IMPULSE WELDCYCLE
Digimatic control enables automatic sequential
welding with additional functions:• Squeeze time - to ensure perfect contact of pieces before welding;• Cold - pause between impulses; • Hold - gradual coolling to eliminate welding piece distortions.
Contrôle permets le soudage séquentiel Digimaticautomatique avec les fonctions aditionnelles:• Squeeze time - pour un contact électrique parfait des pièces avant soudage;• Cold - pause entre impulses;• Hold - refroidissement graduel des pièces pour éliminer tensions et distorsions.
Controlador permite soldadura secuencial Digimaticautomática con las funciones adicionales:• Squeeze - tiempo de apriete para asegurar un contacto perfecto entre piezas antes de la soldadura;• Cold - tiempo de pausa entre impulsos;• Hold - tiempo para enfriamento gradual de las piezas para eliminar tensiones y distorsiones.
Controlador permite a soldadura sequencial Digimaticautomática com as funções adicionais:• Squeeze - tempo de aperto para assegurar um contacto perfeito entre as peças antes da soldadura;• Cold - tempo de pausa entre impulsos;• Hold - tempo de arrefecimento gradual das peças para eliminar tensões e distorsões.
Technical data / Caracteristiques techniques / Caracteristicas
Controllers / Contrôleurs / Controladores
KA 11 13,8Short circuit current / Courant de court-circuit / Corriente de corto-circuito / Corrente de curto-circuito
Fuses / Fusibles / Fusíveis
dB(A) < 70Noise level / Niveau de bruit / Nivel de ruido / Nível de ruído < 70
Ømm
Air pressure / Pression d’air / Presión de aire / Pressão de ar
V2 x 400 2 x 400
Input voltage / Tension d’alimentation / Tensión de alimentación / Tensão de alimentação
4+4 - 15+15
2,5+2,5 - 8+8
5+5 - 20+20
3+3 - 12+12
Welding capacity / Capacité de soudage
Capacidad soldadura / Capacidade soldadura
200 200Max. electrode force / Force max. électrode / Presión max. electrodo / Pressão max. eléctrodo(7 bar)daN
140 140
(340 mm)
(450 mm)
steel / acier doux / acero dulce / aço
stainless steel / inoxydable / inoxidable / inoxidávelmm - Ømm
KVA14 25
Power / Puissance / Potencia / Potência max.
50%
30 50
100 100Electrode throat / Ouverture des electrodes / Apertura electrodos / Abertura electrodos mm
Hz 50/60 50/60Frequency / Fréquence / Frecuencia /Frequência
mm200 200Standard
Optional 320 320Distance between arms / Distance entre bras / Distancia entre brazos / Distância entre braços
Standard
Optional 2 x 230 2 x 230
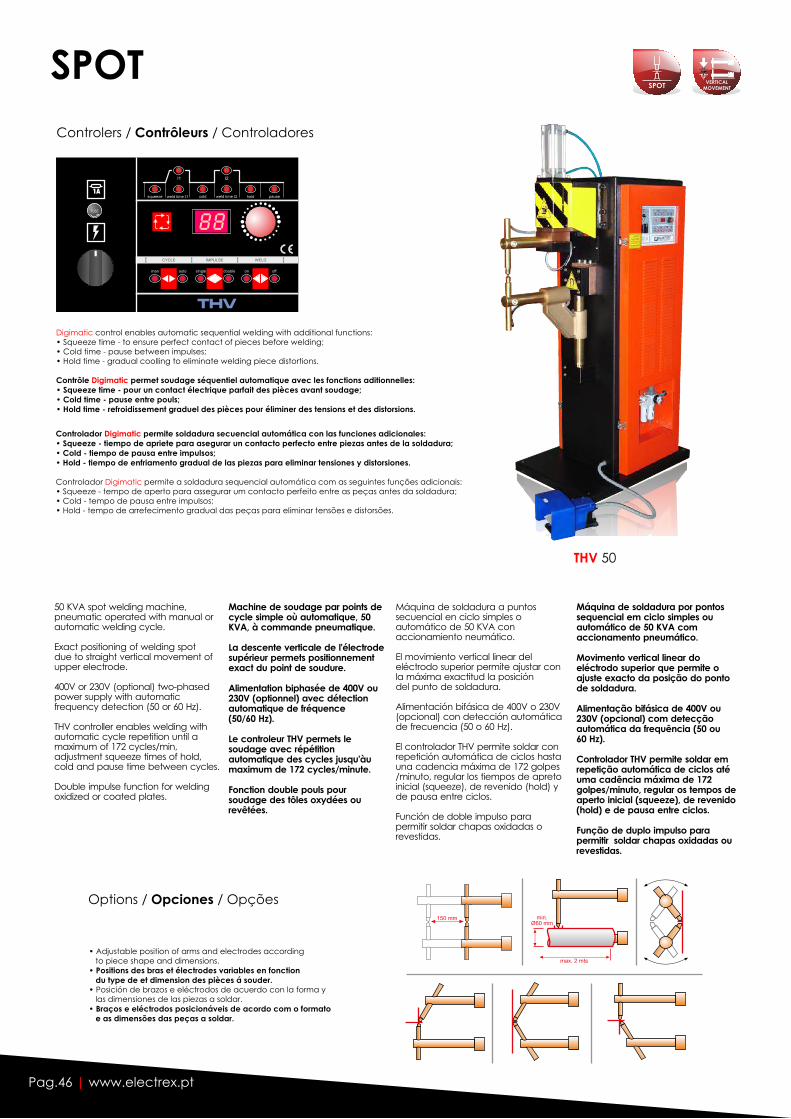
Pag.46 www.electrex.pt|
SPOT SPOT
VERTICAL MOVEMENT
man auto on off
I1
weld time t1 coldsqueeze pause
I2
weld time t2 hold
88
single double
IMPULSE WELDCYCLE
THV
1A
FUSE
Digimatic control enables automatic sequential welding with additional functions:• Squeeze time - to ensure perfect contact of pieces before welding;• Cold time - pause between impulses; • Hold time - gradual coolling to eliminate welding piece distortions.
Contrôle permet soudage séquentiel automatique avec les fonctions aditionnelles:Digimatic• Squeeze time - pour un contact électrique parfait des pièces avant soudage;• Cold time - pause entre pouls;• Hold time - refroidissement graduel des pièces pour éliminer des tensions et des distorsions.
Controlador permite soldadura secuencial automática con las funciones adicionales:Digimatic• Squeeze - tiempo de apriete para asegurar un contacto perfecto entre piezas antes de la soldadura;• Cold - tiempo de pausa entre impulsos;• Hold - tiempo de enfriamento gradual de las piezas para eliminar tensiones y distorsiones.
Controlador permite a soldadura sequencial automática com as seguintes funções adicionais:Digimatic• Squeeze - tempo de aperto para assegurar um contacto perfeito entre as peças antes da soldadura;• Cold - tempo de pausa entre impulsos;• Hold - tempo de arrefecimento gradual das peças para eliminar tensões e distorsões.
50 KVA spot welding machine, pneumatic operated with manual or automatic welding cycle.
Exact positioning of welding spot due to straight vertical movement of upper electrode.
400V or 230V (optional) two-phased power supply with automatic frequency detection (50 or 60 Hz).
THV controller enables welding with automatic cycle repetition until amaximum of 172 cycles/min, adjustment squeeze times of hold, cold and pause time between cycles.
Double impulse function for welding oxidized or coated plates.
Machine de soudage par points de cycle simple où automatique, 50 KVA, à commande pneumatique.
La descente verticale de l'électrode supérieur permets positionnementexact du point de soudure.
Alimentation biphasée de 400V ou 230V (optionnel) avec détection automatique de fréquence (50/60 Hz).
Le controleur THV permets le soudage avec répétition automatique des cycles jusqu'àu maximum de 172 cycles/minute.
Fonction double pouls pour soudage des tôles oxydées ou revêtées.
Máquina de soldadura a puntos secuencial en ciclo simples o automático de 50 KVA con accionamiento neumático.
El movimiento vertical linear del eléctrodo superior permite ajustar con la máxima exactitud la posición del punto de soldadura.
Alimentación bifásica de 400V o 230V (opcional) con detección automática de frecuencia (50 o 60 Hz).
El controlador THV permite soldar con repetición automática de ciclos hasta una cadencia máxima de 172 golpes/minuto, regular los tiempos de apreto inicial (squeeze), de revenido (hold) y de pausa entre ciclos.
Función de doble impulso para permitir soldar chapas oxidadas o revestidas.
Máquina de soldadura por pontos sequencial em ciclo simples ou automático de 50 KVA com accionamento pneumático.
Movimento vertical linear do eléctrodo superior que permite o ajuste exacto da posição do ponto de soldadura.
Alimentação bifásica de 400V ou 230V (opcional) com detecção automática da frequência (50 ou 60 Hz).
Controlador THV permite soldar em repetição automática de ciclos até uma cadência máxima de 172 golpes/minuto, regular os tempos de aperto inicial (squeeze), de revenido (hold) e de pausa entre ciclos.
Função de duplo impulso para permitir soldar chapas oxidadas ou revestidas.
• Adjustable position of arms and electrodes according to piece shape and dimensions. • Positions des bras et électrodes variables en fonction du type de et dimension des pièces á souder.• Posición de brazos e eléctrodos de acuerdo con la forma y las dimensiones de las piezas a soldar.• Braços e eléctrodos posicionáveis de acordo com o formato e as dimensões das peças a soldar.
150 mm
max. 2 mts
min.Ø60 mm
Options / Opciones / Opções
Controlers / Contrôleurs / Controladores
THV 50

www.electrex.pt Pag.47|
Technical data / Caracteristiques techniques / Caracteristicas
V
A
Ømm
Ømm
bar
lt/min
g/min
Kg
cm
No-load voltage / Tension à vide / Tensión en vacio / Tensão de vazio
Electrode holder diameter / Diamètre porte-électrodes / Diam. porta-electrodos
Electrode diameter / Diamêtre d'electrodes / Diametro electrodos
Cooling water flow / Flux d’eau refroidissement / Flujo de agua / Caudal de água
Max. welding cadence / Cadence max. / Cadencia max.
Weight / Poids / Peso
Dimensions / Dimensiones / Dimensões
THV 50
1,5 - 5
50
45
25
20
4-8
4
237
163x40x100
max. 172
mm 350Arms lenght / Longueur des bras / Extensión de brazos / Comprimento de braços
Arms diameter / Diamètre des bras / Diametro de brazos / Diâmetro de braços
Model - Modèle - Modelo
KA 13,8Short circuit current / Courant de court-circuit / Corriente de corto-circuito / Corrente de curto-circuito
Fuses / Fusibles / Fusíveis
dB(A)Noise level / Niveau de bruit / Nivel de ruido / Nível de ruído < 70
Ømm
Air pressure / Pression d’air / Presión de aire / Pressão de ar
V2 x 400
Input voltage / Tension d’alimentation / Tensión de alimentación / Tensão de alimentação
4+4 - 13+13
2+2 - 6+6
Welding capacity / Capacité de soudage
Capacidad soldadura / Capacidade soldadura
200Max. electrode force / Force max. électrode / Presión max. electrodo / Pressão max. eléctrodo(7 bar)daN
steel / acier doux / acero dulce / aço
stainless steel / inoxydable / inoxydable / inoxidávelmm - Ømm
KVA25
Power / Puissance / Potencia / Potência max.
50%
50
100Electrode throat / Ouverture des electrodes / Apertura electrodos / Abertura electrodos mm
Hz 50/60Frequency / Fréquence / Frecuencia /Frequência
mmStandard 300Distance between arms / Distance entre bras / Distancia entre brazos / Distância entre braços
Standard
Optional 2 x 230
Special electrodes / Électrodes spéciales / Electrodos especiales / Electrodos especiais
min. 60 mm
Capsules
StandardElongate Rotule
RótulaFlat
Plano Pipe externalExterior tubos Interior tubos
Internal tube V formForma V
Cap holder
Porta capsulaPorte capsule
Longo Eccentric Excentrico
Standard electrodes
L form K form M formD form В form E form N formА form
Curved cap holder
Porta capsula curvoPorte capsule curve
Elbow cap holder
Porta capsula codoPorte capsule coudé
Porta cápsula cotovelo
Straight cap holder
Porta capsula derechoPorte capsule droit
Porta cápsula direito
Other dimensions on demand, under request.
Autres dimensions ou formes spéciques sur demande, svp, consultez.
Otras dimensiones a pedido, por favor, consultar.
Outras dimensões sob pedido, por favor, consultar.
Forma D Forma L Forma K Forma M Forma A Forma B Forma E Forma N
13 Ømm 16 Ømm
16 Ømm 13/16 Ømm
WELDINGTRANSFOR ERSMM

MMA
• Avantages:
Bas prix des equipements
Versatilité
Possibilité de soudage dans des endroits d’accès difficile
Disponibilité de consommables sur le marché
• Advantages:
Low cost of equipment
Versatility
Welding in places of difficult access
Accessories availability in the market
• Vantagens:
Baixo custo dos equipamentos Versatilidade
Soldadura em locais de difícil acesso
Disponibilidade de consumíveis no mercado
• Ventajas:
Bajo coste de los equipos Versatilidad
Soldadura en lugares de difícil acceso Disponibilidad de los suministros en el mercado
Electrode holderPorte-électrodePorta-eléctrodo
Electrode coatingRevêtement de l’électrode
Revestimiento del electrodoRevestimento do eléctrodo
Metal transferTransfert de métal
Transferencia de metal
Arc shield atmosphereAtmosphère protection d’arcAtmosfera de protección de arcoAtmosfera de protecção de arco
Welding piecePièce à souderPieza a soldarPeça a soldar
Earth clampPrise de massePinza de masaGrampo de massa
Electrode coreNoyau de l’électrodeNucleo de eléctrodo
MMA process / Procédé MMA / Proceso MMA / Processo MMA

Pag.50 www.electrex.pt|
TRANSFORMERSPROFESSIONAL LINE
AC
140 S160 S
160 P180 P
190 RE210 RE
Portable or wheeled monophased models, from 140 up to 210 Amp.
Continuously adjustable welding current (except 140S and 160S models), for on several types of electrodes.
Thermal overload protection.
Suitable for DIY or small welding jobs.
Modèles portables ou avec roues à l´alimentation monophasée de 140 jusqu'à 210 Amp.
Réglage continu du courant (à l´exception du 140 S et du 160 S), pour le soudage de plusieurs types d'électrodes.
Protection thermique contre surcharges.
Applicables en bricolage ou en petits ateliers.
Modelos portátiles o con ruedas con alimentación monofásica de 140 hasta 210 Amp.
Regulación continua de la corriente (excepción 140S y 160S), permitiendo soldaduras de variados tipos de electrodos.
Protección térmica contra sobrecargas.
Aplicables en bricolage o pequeños talleres.
Modelos portáteis ou com rodas, de alimentação monofásica de 140 até 210 Amp.
Regulação contínua de corrente (excepto 140S e 160S), permitindo soldaduras de vários tipos de eléctrodos.
Protecção térmica contra sobrecargas.
Aplicáveis em bricolage ou pequenas oficinas.
Technical data - Caracteristiques - Características 140S 160S 160P 180P 190RE 210RE
Adjustment - Réglage - Regulación - Regulação 3 pos. 4 pos. shunt shunt shunt shunt
V 1x230 1x230 1x230/400 1x230/400 1x230/400 1x230/400
Frequency - Fréquence - Frecuencia - Frequência Hz 50/60 50/60 50/60 50/60 50/60 50/60
No-load voltage - Tension à vide - Tensión en vacio - Tensão em vazio V 39-50 38-51 52 52 52 52
A 80-100-120
mm
CI
Kg
cm 32x19x24 32x19x24 32x19x24 32x19x24 62x38x44 62x38x44
Input voltage - Tension d’alimentation -Tensión de alimentación - Tensão de alimentação
Adjusting range - Courant de soudage - Regulación de corriente - Regulação de corrente
MMA
2,0-3,2
H
16,2
2,0-3,2
H
16,5
2,0-3,2
H
19,5
2,0-4,0
H
20,5
70-90-110-130 45-150 55-170
2,0-4,0
50-180
H
28
50-190
2,0-4,0
H
30,5
Electrode diameter - Electrodes utilisables - Electrodos utilisables - Eléctrodos utilizáveis
Insulating class - Classe d’isolement - Clase de aislamiento - Classe de isolamento
Weight - Poids - Peso
Dimensions - Dimensiones - Dimensões
• Supplied with MMA accessories• Livrés avec accessoires MMA• Suministrados con accesorios MMA• Fornecidos com acessórios MMA
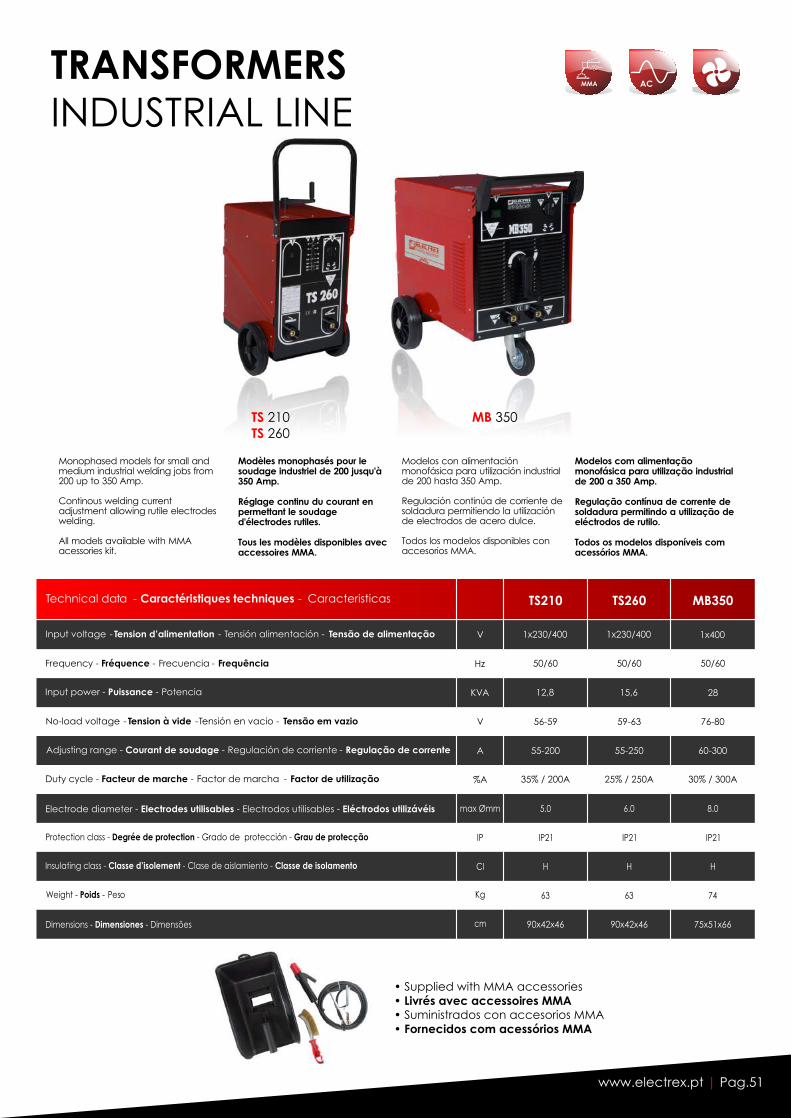
www.electrex.pt Pag.51|
TRANSFORMERSINDUSTRIAL LINE
AC
TS 210TS 260
MB 350
Monophased models for small and medium industrial welding jobs from 200 up to 350 Amp.
Continous welding current adjustment allowing rutile electrodes welding.
All models available with MMA acessories kit.
Modèles monophasés pour le soudage industriel de 200 jusqu'à 350 Amp.
Réglage continu du courant en permettant le soudage d'électrodes rutiles.
Tous les modèles disponibles avec accessoires MMA.
Modelos con alimentación monofásica para utilización industrial de 200 hasta 350 Amp.
Regulación continúa de corriente de soldadura permitiendo la utilización de electrodos de acero dulce.
Todos los modelos disponibles con accesorios MMA.
Modelos com alimentação monofásica para utilização industrial de 200 a 350 Amp.
Regulação contínua de corrente de soldadura permitindo a utilização de eléctrodos de rutilo.
Todos os modelos disponíveis com acessórios MMA.
Input voltage - Tension d’alimentation - Tensión alimentación - Tensão de alimentação V 1x230/400 1x230/400
Frequency - Fréquence - Frecuencia - Frequência Hz 50/60 50/60
Input power - Puissance - Potencia KVA 12,8 15,6
No-load voltage - Tension à vide -Tensión en vacio - Tensão em vazio V 56-59 59-63
Adjusting range - Courant de soudage - Regulación de corriente - Regulação de corrente A 55-200 55-250
Duty cycle - Facteur de marche - Factor de marcha - Factor de utilização %A 35% / 200A 25% / 250A
Electrode diameter - Electrodes utilisables - Electrodos utilisables - Eléctrodos utilizávéis max Ømm 5.0 6.0
Protection class - Degrée de protection - Grado de protección - Grau de protecção IP IP21 IP21
Insulating class - Classe d’isolement - Clase de aislamiento - Classe de isolamento CI H H
Weight - Poids - Peso Kg 63 63
Dimensions - Dimensiones - Dimensões cm
Technical data - Caractéristiques techniques - Caracteristicas TS210 TS260
50/60
28
76-80
60-300
30% / 300A
8.0
IP21
H
74
MB350
1x400
75x51x66
MMA
• Supplied with MMA accessories• Livrés avec accessoires MMA• Suministrados con accesorios MMA• Fornecidos com acessórios MMA
90x42x4690x42x46

Ed
içã
o 0
4 -
03
/20
16
Dealer / DistributeurJOÃO R. MATOS, S.A.
(+351) 234 313 433
(+351) 234 313 024
Reserves the right to change technical specifications without prior notice, ● Se réserve le droit de changer les spécifications téchniques sans no contractual imagespré-avis, ● Se reserva el derecho de cambiar las especificaciones técnicas sin aviso previo, ● Reserva-se o images non contractuelles imágenes no contractualesdireito de alterar as especificações técnicas sem pré-aviso, imagens não contratuais





























