-
Fracture Toughness IPresented by Carl Ziegler Stork Testing and
Metallurgical Consulting Houston, TX
-
Fracture Toughness Part I
-
EnergyFracture is all about energy, the energy needed to break
the atomic bonds of the material and produce a new surface.Fracture
Mechanics is about using that to provide a method of calculating
whether something will fracture!
-
Energy (ii)Early work showed that the theoretical strength of a
material was far superior to that actually achieved, and research
was carried out as to why there was such a huge
difference:Calculated strength ~10,000 MPaActual Strength
~100MPa
-
Griffiths Crack TheoryFracture Mechanics theory was invented
during World War I by the English aeronautical engineer, A.A.
Griffith, to explain the failure of brittle materials. Griffith's
work was motivated by two contradictory facts:The theoretical
stress needed for breaking atomic bonds is approximately 10,000
MPa. The stress needed to fracture bulk glass is around 100 MPa. He
discovered that the reduction in strength could be related to the
size of defects in the material
-
TestingA simple experiment to show this:Take glass microscope
slides and heat them to just below melting and hold for an hour or
soTest the slide by bending and record the load to break itLeave a
slide for a few days and then test it the same wayTest a slide that
has not been heated
-
ResultsThe loads required to break the slides show significant
variation with the freshly heated slide showing significantly
higher load bearing capacity than the other slides. Although still
nowhere near the theoretical strength, the heated slide can be 5-10
times stronger. The results of the unheated slide and the one left
for a period of time are very similar
-
ExplanationThe heated slide has flowed and filled small surface
cracks, presenting a material much closer to a uniform uncracked
material, and needing more energy to break and create two new
surfaces.The untreated slide has a surface covered with fine micro
cracks, which reduce the energy needed to produce the new
surfaces.The treated slide gradually gains surface cracks due to
strains in the material.
-
Griffiths Crack Theory (ii)Griffiths theory was based around
Brittle Fracture: failure being sudden, no crack growth prior to
the failure, and little-to-no ductility.It also assumes an
infinitely wide plate so that edge effects do not apply (edges
cause ductility), and assumed an infinitely sharp notch.This was
not really appropriate to most engineering materials, which
typically exhibit some ductility before failure.
-
Irwin's modification of Griffith's energy relationIrwin, working
out of U.S. Navy Research laboratories in WWII, expanded Griffith's
theory to allow for the natural ductility of most engineering
materials. This work assumed that the plastic deformation at the
crack tip was small in relation to the crack length.Later work by
Irwin and others expanded the applicability of the theories to
engineering materials.
-
Fracture Toughness Part II:
How its used
-
How its usedFracture mechanics testing derives a value that can
be used in design work to ensure that the fabrication does not fail
by brittle fracture. Tied in with fatigue work and corrosion rates,
it can allow a life (or a remaining life) to be assigned to a
fabrication.The nature of that value is dependent on the type of
fracture toughness testing undertaken, but all values can be used
for the same end result.Note that Charpy testing is a form of
fracture toughness testing, but its small size and high impact rate
make its values more useful as acceptance tests rather than as
design values.
-
TheoryKnow any 2, calculate the 3rdDefect sizeLoadingFracture
Toughness
-
How its used (ii)
Known fracture toughness properties have allowed pipelines to be
upgraded for higher production without resorting to costly new
lines.Structures found to contain cracks can be analyzed to predict
remaining life spans, potentially saving on redundant
repairs.Pressure vessels can be designed on a leak before break
principle, saving on costs and increasing safety.
The fracture toughness value calculated by any method can be
used by engineers to provide data on the safety of a design:
-
From a Known ToughnessUsing a known toughness material from
qualification tests possibly:The maximum stress condition a
structure can maintain with a known defect size can be calculated.
Can be used in design or upgrading work.The maximum size of defect
a loaded structure can have in it without failure can be
calculated. This can be used to set NDE acceptance requirements
.
-
For Known Stress ConditionsThe minimum fracture toughness
required to prevent failure with a known defect size an existing
defect, or one extrapolated to a certain life.The maximum size of
defect that can be sustained for a known toughness Using the
calculated stresses from engineering calculations or measurements
allows you to calculate:
-
From a Known Defect SizeUsing a known pre-existing defect or the
minimum detectable by NDE, allows you to calculate:The maximum load
sustainable without failure.The minimum fracture toughness value
required to prevent failure.
-
Fracture Toughness Part III
Specifications
-
Fracture Mechanics SpecificationsUS SpecificationsASTM E399ASTM
E1290ASTM E1820ASTM B646ASTM E1152ASTM E813ASTM E1737ASTM 561Plus
117 more in ASTMNon US SpecificationsBS 7448 pts 1 -4ISO 15853EN
ISO 12737Plus over 200 other referenced specificationsThere are a
multitude of specifications in use for Fracture Toughness testing
covering structural steels, aluminum alloys, ceramics etc.
-
Specifications Used In the oil business, we deal mainly with
ferrous materials, but fracture toughness tests are used for
pressure vessels (chemical and nuclear), aviation, structural
etc.Oil has primarily used the CTOD tests using SENB (single edged
notched beam) samples.R curve tests are carried out more often to
give a value of toughness at the initiation of tearing, and is
becoming more common.K1C is not typically carried out, as few
materials for offshore need that form of testing. It is, however,
very common in pressure vessel and aviation fields with high
strength low ductility materials
-
Specifications Used ASTM E399 For K1C tests, the earliest formal
toughness specificationTesting uses the CTS sample. The specialist
machining requirements of this specification means that standard
size samples are typically used., typically in or 12.5mm
gradations.
-
Specifications Used ASTM E1290This specification has been
changed and is now less relevant to the Oil industry with its
highly ductile materials.Specified in API1104 originally, but is
limited now in Oil industry work due to the inability to derive m
values.Current specification requires R curve determinations when a
material does not fail by C or U, causing additional costs and
time.
-
Specifications Used ASTM E1820This specification, like E1290,
seems to have been revised primarily to the aerospace and pressure
vessel industries.Current version has revised fatigue
specifications which extend preparation to several days with
increased expense. Used for R curves.Specification no longer has a
M value, but has a new EOT end of test value instead, which is the
value when you stop the test and are no longer at maximum load, so
it is dependent on when you stop.
-
Specifications Used BS 7448-1/2 The most commonly used
specification for CTOD tests.Part 1 covers base materials. Part 2
covers welded materials.Part 2 has requirements for notch placement
and validations, these have been seldom used in USA but are very
common in European qualification work; current specifications from
several oil companies are now requiring these requirements.
-
Fracture Toughness Part IV
What affects toughness
-
Plane Strain and Plain StressTwo terms that help explain some of
the aspects of Fracture Toughness that are intrinsic to the testing
of material and defining their toughness values.It should be noted
that the effect of straining rate is not covered in detail here.
Some materials show a strain rate dependence which can serve to
effectively increase the yield point of a material. So, for the
following discussions bear in mind that sudden impacts can make a
difference to toughness properties.
-
Plane StrainA material in a plane strain condition shows strains
only perpendicular to the crack direction, with no strains along
the crack direction. This is most nearly attained in large sections
with material either side of the crack preventing movement of the
material.Plane Strain conditions give the lowest Fracture Toughness
values and typically produce brittle fractures
-
Plane StressLoads across the crack produce a displacement along
the crack; this becomes more prevalent the closer to the surface
and the lower the yield of the material (and is hence affected by
temperature and material thickness).Under Plane Stress conditions
materials fail by a ductile mode.This condition is most prevalent
in oil industry engineering materials due to thickness and
yields.
-
The Effect of ThicknessAs materials get thinner, the amount of
material under plane stress decreases, increasing the likelihood of
a ductile failure mode
-
The Effect of ThicknessExamination of a fracture surface of a
fracture mechanics test can show the extent of the plane strain and
plane stress seen by the sample. The more flat, featureless area
there is, typically the lower the toughness values, as more of the
material is in the Plane Strain condition.
-
The Effect of YieldThe higher the yield of the material, the
closer to the surface you can be and still have a Plane Strain
condition. Since the toughness of the sample is dependent on the
amount of Plane Strain material, the more there is, the lower the
toughness. This partially explains why materials get more brittle
as they get colder.
-
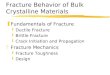
The Effect of TemperatureAs temperature decreases, the toughness
of a material decreases. The extent of that change, and the
temperature over which it occurs, varies from material to material.
Some materials exhibit a sharp transition others a gentle change,
while others show no distinct change at all.
-
The Effect of Temperature
-
The Effect of Loading RateAs strain rates increase the toughness
at any temperature tends to decrease, the amount this happens is
dependent on the materials.
-
The Effect of Loading Rate
-
The Effect of EnvironmentThe effect of environment on toughness
is seldom directly tested, although it can have a significant
effect. For design work, corrosion, etc. is considered in the life
calculations, and it is unlikely that a material susceptible to
something like stress corrosion cracking or hydrogen embrittlement
would be used in a structural application.
-
Testing ControlServo hydraulic machines were uncommon when FM
testing first started, so 2 different control methods were needed
to allow both types of equipment to be used:Load for hydraulic
machines which could only control a load change Displacement for
screw driven machines which were optimal for displacement
control.Both control modes were used, however most tests now are in
displacement control
-
Fracture Toughness Part V
Testing
-
Testing: Sample Size!The effect of Plane Strain on the toughness
of a material is the reason behind test requirements:To test a
minimum thickness of material . . . ensures that the value quoted
is the minimum for that configuration. The value of thickness is
usually related to the material in the most highly stressed areas,
or those most likely to contain defects (e.g. weld necks). The
thicker the material, the lower the value typically, although there
is a minimum value for a material it may be at thicknesses above
those that are used, or that can be tested, or at temperatures
below those ever seen in service.
-
Testing: Sample Size! (ii)To test at a service temperature . .
.Again, ensures that the maximum Plane Strain content is tested to
give the lowest results.Often a requirement may have a temperature
below the service temperature, this is used to cover thicker
materials, strain rates, or safety factors.
-
Fracture MechanicsAn appropriate sample is prepared:for CTOD,
the maximum size of sample possible is usually made.for K1C, the
size is typically standardized to a series of fixed dimension,
ideally larger than the minimum thickness required to be tested.By
fatigue, the machined notch is extended to provide the sharpest
possible notch tip as required by the theory.Controlled loading of
the sample is carried out, measuring the load and the mouth
opening/load point displacement.The relevant Fracture toughness
value and its validity is calculated.
-
Fracture Toughness Part VI
Other tests
-
Other Fracture Mechanics TestsSeveral other fracture toughness
tests have been put forward for a variety of reasons. Many have not
lasted, others have found niche areas, whilst others needed machine
and measurement advances before they could be effectively used.
-
Other Tests (i)Charpy CorrelationsA CTOD test is large and
expensive, both as a test and in preparation of material,
especially in the heavy section materials used in the 70s-90s.
Correlations to impact toughnesses were published on a regular
basis with great promises of the cost savings. None of these would
do more than correlate a particular metal at a particular
temperature range normally upper or lower shelves. It never
replaced CTOD and other full size tests
-
Other Tests (ii)Wide Plate testingUsing large section plates
loaded in tension, a fast fracture was started at one edge of the
plate and a running crack developed. The test was too expensive for
the offshore oil business at the time as it was only really
available only at the R&D center that put the test up as a
viable alternate to CTOD testing
-
Other Tests (iii)Single Edged Notch Testing(SENT)Becoming more
common, this test uses a tensile sample notched on one side, and
tested in tension to provide a fracture toughness value.Double
Edged Notched Tensile (DENT)Like the SENT but with both edges
notched, the problems of cracking these really prevents their
use.
-
Other Tests (iv)Circular Cracked TensileThis uses a round
tensile sample which is notched and has a circular fatigue crack
introduced into the sample before testing. Problems with getting
consistently valid cracks stopped this from becoming a cheap
alternative to CTOD testing. A method was developed, but by that
time CTOD had become the accepted test in the offshore oil
business
-
End of Fracture Toughness I
Questions?
-
Part II to be continuedPart II of this webinar will cover
specifics of the main methods of testing fracture toughness
samples. Additionally:Validation will be described The
metallurgical examinations to BS7448 pt 2LimitationsOther tests
The whole basis of fracture mechanics is the need to provide the
energy required to turn a solid into two separate pieces. The
energy needed to produce two new surfaces depends on the material
and other factors. This energy in these cases is supplied by
straining the material putting potential energy into the system
which is converted during the new surface formation.
The theoretical strength of a material assumes no defects ,
cracks and an infinitely long material with no edges to provide
problems with a simplistic analysis. Materials have none of
these.Griffith tried to adjust fracture mechanics calculations to
materials with some ductility. Note however that these equations
till have limitations on sample sizes etc. some of which are
transferred into restrictions during FM testing very simple test
showing how cracks markedly affect the ability of a material to
withstand loadModified theory with addition of ductility to the
material, for materials much closer to real life engineering
materialsFracture toughness values are used to predict failure in
structures based on loads, defects and the material constant
TOUGHNESS. As costs increase the old method of making things bigger
to last longer is not financially viable, it can also have the
opposite effect, heavier materials may actually cause failures from
other methods than overload. Like an equilateral triangle, knowing
any two sides allows the third to be calculated. In this instance
the relationships are between the fracture toughness of the
material (actual or calculated), the size of a defect and the
loading seen by that defect.A company wanted to increase the
oil/gas export from A to B, by using fracture toughness
determinations they were able to increase the pressure in an
existing pipeline giving high flow without having to build a
complete new pipeline, saving large amounts of money and timeThis
assumes that the toughness of the material is known either from
testing at qualification, or from coupons removed from the
structure. The job previously mentioned had toughness measurement
determined from left over qualification material kept in the yard
several years after the qualification work was carried out.From the
actual design stresses and estimates of minimum detectable crack
sizes a minimum required toughness can be specified for the
procedure. This is using critical assessments to drive
qualification requirements, rather than a value grasped from NDE
has limitations on the size of defects it can find, based on the
geometry of the joint, the material types etc. If you know the
minimum size of defect you can detect and size accurately, with a
known loading condition this can be used to determine the minimum
fracture toughness that the structure must be made from so as to
not fail.
There are a multitude of toughness specifications out there, in
oil field work they are typically BS7448 pts 1 and 2 and ASTM 1290.
The BS standard is currently the only one that covers the results
typical of oil industry materials, in that 1290 has no provision
for Delta M values and is reliant on the sample failing before
plastic collapse.
We primarily carry out CTOD testing, with only occasional J1C
and K1C testing,
The K1C specification only, the same requirements in this are in
all of the other specifications listed below, however 399 does not
allow for any other than fully brittle fracture testing.
Any brittle fracture showing little ductility should be assessed
against the requirements of K1C validity, however the higher
fatigue loads allowed in the CTOD specifications means that most
brittle fractures could never be a valid K1C anyway.The requirement
to carry out R curves for samples failing by plastic collapse M
values makes this potentially very expensive and slow for our
clients.
We do test to the e02 specification if required as it allows M
values.
Most of or client specifications stipulate a M value or a
minimum toughness which cannot be determined form this
specification
Recent changes to this makes cracking very slow, with rates 8-10
times slower. It does mean that for low toughness materials that
K1Cs can be determined form the same test, however since most
Offshore engineering materials do not show brittle behavior then
this is redundant.
Most of or client specifications stipulate a M value or a
minimum toughness which cannot be determined form this
specification BS 7448 is the UK standard on which all other CTOD
standards is based, it includes specific tests for welded joints
Part 2. The metallurgical examinations are based on work carried
out by labs other than the Welding Institute on materials for the
North Sea after the introduction of Controlled Rolled steels and
similar The two terms which cover the possible conditions of strain
at a crack tip, plain strain gives the lowest toughness as all
strain is perpendicular to the crack and there is no lateral
displacements to absorb additional energy. The strain is
effectively perpendicular to the crack front and the bonds are in
simple tensionPlane stress has a component of strain along the
crack front meaning that some energy is used to move material and
not just break the bonds so the measured toughness is higher. Only
very thick materials or very wide materials show anything other
than predominantly Plane stress conditionsAs thickness increases
the ability to hold load is higher but the chances of brittle
failure at the same stress is also higher, leading to a lower
toughnessNearly all fractures show shear lips at the edge, even if
they are very small. The extent of shear shows how brittle a
material is, low shear - low toughness.A high yield does not mean a
high toughness, neither does a low one, the ratio of the yield to
the ultimate is more import. A low ratio is more likely to be tough
than a high one, although like all rules of thumb, they can be
wrong. A long elongation on a tensile is typically a good indicator
of toughnessEffectively as the temperature lowers the yield to
ultimate ratio increaseAs the strain rate increases you get a
similar increase in yield to ultimate ratio, but it is not enough
on its own to give the variations noted. High strain rates give
less time for strains to be redistributed enforcing a larger
effective plane strain component and lower toughnessEnvironment can
have a major effect on how fast a sample fails due to the effects
of hydrogen, corrosion etc. In few cases does the environment
itself effect toughness directly. Even liquid metal embrittlement
takes a definable amount of time to become apparent. These affects
must be considered in other aspects of designAs in many other
cases, with two control methods, people did research programs into
the differences and it was found that there was a difference in the
fastest load control against the slowest displacement control
speeds. Other researchers indicated differences in Pop in behavior.
Little if any notice was taken regarding the response rate of the
machine and the stiffness.
Pop ins are going to be more prevalent in displacement control
as the sudden crack extension relieves loads dropping the driving
force, a slow load controlling machine will also indicate pop ins
more readily than one with a potentially higher piston travel
speed. It doesnt really take a research program to see this.
Displacement testing was chosen as the way for CTOD testing, this
effectively reduced the amount of testing that could be carried out
in a day. Under load control it could be possible to test 60
samples in a day, under load control 10+ is difficult especially
for very high toughness materials.
Control would possibly be best related to service, most
Structural items have displacement constraints, while pipelines and
pressure vessels are more controlled by load. These variations have
never been implemented.
Sample sizes are always stated as minimums. Often this is the
critical high stress section dimension and is related to the design
or fabrication.
Other areas may be significantly thicker and have potentially
lower toughness's but are less susceptible to crack formation.
Fracture design depends on stress, defect, and toughness, if
there is no defect or its effect is minimal than a lower toughness
is not a problem.Material tested at room temperature does not give
the same results as material tested at sub zero or elevated
temperatures. The effect of temperature can be dramatic:
A thick gas manifold gave perfectly acceptable results at the
normal minimum operating temperature of -20C, equivalent to a a
cold winters day. However this was a gas line and it was decided to
test the material at the temperature that would occur if the gas
line was blown down, re pressurized and then blown down again
-55C!
The 5 thick CTOD samples failed by completely brittle fracture
throwing the 5x5x12 samples out of the frame completely. The
operating procedures for the plant had to be changed to prevent the
system dropping below -40C a substantial cost penalty if there was
a problem.No matter which test is being carried out the principles
are the same:Prepare the sample to the dimensions and tolerances of
the specificationsA pre-machined notch is extended to a final
length by fatigue cracking using loads determined by the relevant
specification, this produces a crack with a tip radius approaching
0 which is one of the basis of the theories.Under a controlled
loading rate the load verses opening of the sample is plotted
typically this is the opening of the top of the sample, but may be
any one of several other measurements possible
Using values determined from the plot a value of toughness is
derived. Typically there are validity requirements on various
aspects of the tests that need to be met.
These are mentioned just to allow you to know they existThere
have been large numbers of correlations published over the last 30
years, some work for limited ranges but others are less useful. The
rough correlation that good Charpy values give good Fracture
Toughness values is typically true, however like all such rules
there are instances when it is not true or even inversed. During an
investigation at a research lab I worked in we compared a recently
published (30 years ago) paper giving a correlation, we compared
over 200 sets of K1C values and didnt get a single match!A very
expensive test, requiring large equipment and large test samples,
good for research possibly but of little use for qualification and
routine testingSENT has been a growing test in the oil business,
however some of the largest exponents of the test have recently
gone back to CTOD and R curve tests due to the lack of a consistent
standard to work too. There are two test methods and it is obvious
from their geometries that they would give differences in
values.
The DENT came out 30 years ago and the problems existed then of
giving acceptable cracks. It may be good in uniform high quality
base materials but as soon as you add material variability form
welds etc, it becomes much more difficult.The test provided a fully
plain strain test sample as the circular crack effectively provided
the infinitely long crack with no edge effects to provide plain
stress areas.