Embed Size (px)
DESCRIPTION
Fibre composites
Citation preview

Project Assignment SD2414: Stroller/Buggy Brit Maike Quandt, Vivian van der Burgt
Figure 1: Sketch of the stroller design
Project Goal
Benefits and improvements The development goal is to achieve an improvement of a lighter, high-performance stroller with an attractive, but nevertheless simple appearance. Potential benefits from the novel production material are various. It might either be of a lower weight with the same load and price as comparable benchmark products, or it could withstand a higher maximum critical force. Of course, the achievement could also be a lower price for the product. Those three variables will be determined as well as combinations of those.
Annual production rate and target group For such an everyday product the demand is very high though various competing companies exist worldwide. Comparing with other bigger companies that produce strollers, a long-term goal an annual production rate of 300’000 for the European market may thus be approachable, depending on the lowest price possible we can obtain for the stroller in the end determination. In 2008 5.38 Million strollers were sold in Europe leading to a potential per piece market share of 5.6 %. The target group of the stroller are of course parents who take an interest in having a sophisticated looking stroller and at the same time look for an environmentally supportable model. This is nowadays very important and might be the crucial difference to other versions. Working parents in a company with a policy of sustainability/earth friendliness might also want to live and support the work ethic at home. Next to the parents, the child also needs a friendly and comfortable environment so the stroller needs to be ergonomically designed suiting the child’s body. Otherwise, the public health service and insurances will benefit from the stroller. They can recommend buying this stroller and thus profit from healthier children. Therefore, this sector might be a good stakeholder.
Requirements Structurally, the carriage has to not break from the weight of the child and the additional necessary luggage. The stroller is meant for babies up to the age of 1 year. Thus the weight of the child would be in the range of 2 – 8 kg. Furthermore, forces from pushing it across uneven ground should not have a critical influence on the frame (cobblestones or such). Especially oscillatory frequencies are not allowed to develop. Furthermore, the stroller should not be affected by temperatures in a range from -40 °C to +70 °C to cover all climates on various continents. This ensures the applicability for the inhabited regions and thus opens the global market. Other climate influences such as

the sun are not allowed to damage the stroller. The product consequently has to withstand rain, thus water and salts. No element of the earth’s atmosphere should have an effect on the used composite (including e.g. exhaust gases). Optically, the product has to have a pleasant appearance at it is completely visible with a high influence on marketing possibilities. It should be smooth and have a homogeneous colouration. The optical properties should stay the same over the period of usage, best infinitely. Another very important aspect is biocompatibility: Any surface material has to be harmless for the human body, ensuring no damaging influence on the child. Of course, also safety regulations have to be fulfilled so that the product will pass the different countries safety test. To mention those of Europe, the US and Australia/New Zealand, which represent big markets, they are EN1888: 2005, ASTM F833-07a and AS/NZS 2088: 2000.
Choice of composite Motivation for fibre composite choice: The stroller has to be
Low-weighted with a maximum weight of 15 kg
Load-bearing
Appealing in design and with a pleasant surface finish
Inert regarding material properties in a temperature range from -40 to +65 °C
Resistant against UV-light and water
Manufactured in an environmentally friendly way
Safe
At least partially recyclable
The trend of today’s baby strollers is sustainability and safety. So we need to choose a fibre composite with an environmentally friendly manufacturing process. Furthermore, the stroller and material (construction) has to be safe in terms of mechanical withstanding of load. The main goal are improved properties for the stroller which will result in a higher price but this market will tolerate the high price because parents want the best for their child and want to be able to rely on the product they purchase. The price difference then becomes insignificant. Therefore, the best choice of material for a stroller would be combining an Epoxy matrix with carbon fibres because they interact well with each other. Carbon fibre is a high-strength and stiffness material with an excellent environmental resistance. Plus, the manufacturing is relatively easy and environmentally friendly. Epoxy on the other hand gives ductility and is light-weighted.
Comparison to an existing benchmark product
Material system The material used for the nowadays-sold baby carriages is either iron or aluminium. The aluminium-core stroller weighs 5 - 20 kg depending on the model. There have also been productions using a titanium frame as titanium is known for its excellent weight-to-strength ratio. Nevertheless, those have been of higher net weight and were more expensive.

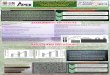
Figure 2: Chic 4 Baby Stroller Vienna
The example shown in Figure 2 has an aluminium frame and weighs 18 kg. It costs about 160 €. The mattress is 75 x 32 cm big. The folded stroller’s dimensions are 100 x 65 x 42 cm.
Subtask 2
Suitable reinforcement and matrix system The best fibre form of Carbon fibre would be tubular braiding. As the stroller consists of rods, it is a good choice to have the reinforcement in the 0° direction as well as in angles, so that optimum performances can be obtained. Furthermore, the high drapeability of braiding allows forming the sharp corners in the rods of the stroller. For the upper part of the stroller it is desirable to use woven fabric for draping it over the section of the ellipsoid. Following, three fibre composite parts have to be created. In our case core materials are not used, but an insert could be in the rod of the stroller. Due to aluminium and carbon fibre’s possibly induced galvanic corrosion an otherwise possible aluminium tube in the centre of the braiding is not used. Further, aluminium has limited fatigue strength, meaning that fatigue failure will eventually occur under small cyclic loadings. Therefore, the final choice is an epoxy matrix with carbon fibre reinforcement without any insert. To achieve the best properties, the usage of prepregs is the most sensible. As epoxy is a thermoset it ensures impregnation quality and tack. Drapeability and flexibility are also obtained with the impregnation method.
Motivation for the choice of the fibre composite selection We choose carbon fibres as the optimum material as they have the same properties as the matrix and thus bond easily. Due to this the bonding is nearly perfect which improves not only fatigue properties but also corrosion resistance. Another motivation for carbon fibres is that they are inert in the necessary temperature range, corrosive environments and they have the highest strength of all fibre types. Plus, they are transversely isotropic which ensures uniform performance. Even though carbon fibres are expensive, the excellent properties make the higher price justifiable. For the matrix, epoxy is chosen because, as mentioned above, they bond easily as well as provide a good combination in cost and obtainable properties. It also has the necessary properties such as a high enough glass temperature, so that it is applicable in the temperature range of usage. Furthermore, epoxy is light-weighted and provides ductility.
Requirements in material thickness and weight To obtain the perfect position of the rods on the stroller, the centre of gravity has to be calculated. If they are set to that point, no further moments, such as torque, will act on the rods.

For the y-axis, the centre of gravity lies in the middle, for x and z-axis 0.126 and -0.486 m are obtained for a circle section.
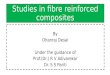
Figure 3: Sketch of the load on the stroller and force on any point P
on the half-circle.
For the lower semi-sphere, the force on it has to be calculated to get the minimum thickness of the fibre composite. The load perpendicular to the ground (Figure 1) would be up to 10 kg being the weight of the child, so that the stroller should be able to bear at least 98.1 N as a Gravitational Force. Nevertheless, the maximum load is raised to 196.2 N due to further loads of bags or weight-ranges. Furthermore, as the ellipsoid has a semi-major and semi-minor axis of 70 respectively 35 cm, the area of the laying area is
This leads to a pressure of
on the stroller’s mattress. As , the maximum force on any point P on the half-circle (Figure 2) is
The composite has to withstand this maximum load in any point. As the material is draped over the model, the Normal Force to the stroller will also be perpendicular to the reinforcing fibres.
.
.
This result is very small so that we are able to choose a thickness which will be feasible for the design. Therefore, the volume is calculated with a thickness of 0.5 cm:

Figure 4: Stroller ellipsoid, blue surface marks the dimension of the stroller, the opening angle of the gray
part is 120˚.
as the volume of a ellipsoid leads to a total volume of
Therefore, the mass of the part-ellipsoid is
The rods are each positioned at an angle of 30° from the vertical. This gives a force
on them along the rod. The height of the stroller’s body above the
ground is 1 m so that it is comfortably high to push it and to care for the child. Thus, the length l of one rod is .
is assumed to be 0.6 for the volume fraction of the fibre. Naturally, this leads to
. For the calculation, the fibres are perfectly parallel, fail simultaneously and are perfectly bonded. As the carbon fibres are much stronger and have a higher volume fraction, the strength is mainly determined by carbon fibres. They are very brittle so that – under tension – they mostly break when still in the linear region. Therefore, the Young’s Modulus is . Nevertheless, the compression will lead to a critical stress
dependant on buckling:
K=2.0, for one end fixed and the other end free to move laterally. L=0.866 m (unsupported length).
.
(Åström).
We calculate with the lowest found value to ensure safety, though such a high-quality product can show values as high as 530 GPa for the carbon fibre. Applying a rather simple approach to the rule of mixture, a value of 319 GPa can be reached, for a Young’s Modulus of 2400 MPa for epoxy resin.i If the force on the stroller is higher than the critical force for buckling, the stroller will fail. Thus, the following equation has to be valid:
.

Finally, the total mass of the stroller is calculated to be
.
Subtask 3: Processing Suitable processing method The design of our stroller only needs one mould for the upper part, and for the legs of the stroller we need a separate tubular braider. The best mould fabrication for the upper round part is through direct machining. Out of one solid block of material any desired shape can be made that serves as a master pattern. Those can be made out of wood, polymer foam or near-net-shape block cast of the example polymer. Machining is then done by simulation in CAD and following programmed machine cutting or by hand in varying precision levels. In our case, as the coefficient of thermal expansion of the mould should approximately equal the CTE of the component, a reasonable choice would be a carbon-reinforced epoxy prepreg model. As we would like to produce a product with the highest property values, the evaluation of price issues will be discussed in later steps. A simple ellipsoidal shape as a mould is the best choice over which the fabric will be draped in a combination of out-of-plane bending and in-plane shear. The change in reinforcement orientation and possible minor decrease in thickness is acceptable in our case, because the thickness was set by the design, by its appearance, with a large technical margin, as the load is comparatively small to the strength of the chosen composite. One mould in the form of a whole ellipsoid is produced and used in two steps for the lower full half and the upper part, which will be joined to the lower part in the post-processing step. Even though prepregs are known for their good conformability, our case includes drapeability in a double curvature so that special attention needs to be taken to decrease the wrinkling tendency to improve the appearance. However, as the product does not have to be perfectly smooth due to mechanical boundary conditions but rather only appearance, smoothening can also be done after production. Nevertheless, this can be done in calculating the smallest prepreg stack possible to have near to no excess in shape and size especially around the edges. Otherwise, with a good surface smoothness of the mould, this method allows production of high quality products. A mechanical joint will secure the fastening of the legs and the ellipsoidal stroller body. This is the easiest and cheapest way to fasten the parts together and compression damage can be avoided with a layered joint like the double butt lap (Figure 2). This joint decreases the stress level by introducing layered material and gives a more uniform stress distribution in the load- bearing area.ii It is also preferred, as the joint will be loaded in shear.
Figure 5: Model of frontal view, cross-section.
Figure 6: Model of the double butt lap joint.
The upper part of the stroller has no sharp corners, but is an ellipsoid. Best processing method for the upper part would be an epoxy-based prepreg layup with a consequent

autoclave-supported cross-linking process. High quality can be achieved more easily. A computerized cutting machine can cut the prepreg whereas the cutting of several at once enhances the efficiency. The actual layup will be done by hand as it is cheaper and easier to perform for the relatively simple shape than a robotics-controlled layup with the consequent programming. Still, the equipment cost of a hand prepreg layup is expensive but the tolerance for the final product’s price is high for our target group. With the prepreg method intermediate series length are possible so it will fit the production of the stroller market. For cross-linking, an autoclave ensures the necessary control of pressure and temperature during the whole process. Furthermore, the possibility of drawing vacuum in the bag lets the mould and layup stay compacted during cross-linking and thus enables a precise shaping. The legs of the stroller have sharp corners and their best processing method will be pre-impregnated braiding around a unidirectional carbon fibre rod.
Post-processing steps For the hole in both component types drilling is a good way to receive a fastening method without extremely high costs. But, the properties due to delamination change drastically in normal drilling so that orbital drilling should be considered. The stress concentrations in the component are acceptable as we have multi-oriented fibres in the components so that our component lies in the area of preferred fibre patterns. As the upper part of the stroller is produced in a second step the two parts have to be combined. Thus, a film adhesive (for example adhesive tape type H for composite plates) is chosen as it can be done at room temperature and is energy-efficient, fast and easy to perform. Adhesive bonding is a cheaper possibility, as the upper part essentially doesn’t have to bear any load and only has to carry its own weight. For surface finishing, the barrier for environmental influence has to be kept in mind. For the safety of the child no toxic substances should be exposed.
Process parameters (processing time based on properties of material) First the prepreg must be taken out of the freezer where it will slowly reach room temperature in 1 to 2 days. The prepreg must be cut by machine, several layers at once, so that this process will not determine the total production time. The hand layup is dependant on the proficiency of the worker and takes about 24 hours in total until all layers are assembled on the mould. The curing time in the autoclave is long due to the thickness of the component. Furthermore, the heating rate determines the properties. Thus, the temperature increase should be slow and controlled to reach 130 °C so that the resin starts to flow which finally prolongs the processing. The temperature then needs to be increased even further to allow the resin to fully crosslink. This process will thus approximately take 4-5 hours plus an additional hour for cooling down. Totally, the processing takes 3 days and 6 hours. Post-processing will take 2 hours so that the assembled stroller takes 3 days and 8 hours to produce whereas the waiting times are included and the overall time will decrease essentially in our estimated annual production. Seeing that a shift lasts 8 hours, the total assembly of one stroller will take 10 shifts. With 300000 strollers per year, 821 strollers have to be produced per day (102 per hour). As one worker can work on 4 strollers per day, at least 206 workers have to be employed. The production time of the rods is much faster than that of the stroller’s body. As the processing can be done at the same time, the rod does not influence the process time.

Subtask 4: Product economy and product feasibility Product costs The raw materials used in the stroller are woven carbon fibre prepregs with epoxy matrix for the upper part and carbon fibre tubular braiding with epoxy matrix for the rods. The total weight of the stroller is 6.144 kg. We assumed a fibre content of 60 % for both the rods and the upper part. Thus, the raw material costs can be divided into costs for 3.305 kg of woven carbon fibre prepregs, 0.382 kg of carbon fibre for braiding and 2.457 kg of epoxy matrix. The epoxy costs around 36.50$, seeing that the epoxy equals about half a galloniii with a preferably chosen 3:1 medium hardener.iv For the woven prepreg, the length of the layed-up material has to be at least 2.3 m, leading to 238 $.v The braiding material is relatively cheap with approximately 6 € as carbon fibre costs 8-10 € per pound.vi Thus, the total raw material cost accounts for 197 €. This price though is only correct for a single order. Comparing the price reductions the raw material’s price per stroller might be reduced up to 19.5 % to 160.50 €. The main production method that is used is prepreg layup. The cutting of the prepregs will be done with the machine, as it considers long series. This may improve the efficiency and therefore lowers the cost, but the machines are expensive. The autoclave that is used for cross-linking is also expensive. Nevertheless, use of prepreg layup dramatically reduces health concerns, which will decrease the manpower safety requirements. Weaving is done automatically, on the one hand costly in purchase but cheap in labour costs. Automated manufacturing processes also save time and labour.vii Concerning the mould, as the coefficient of thermal expansion of the mould should approximately equal the CTE of the component; a reasonable choice would be a carbon-reinforced epoxy prepreg model. A simple ellipsoidal shape as a mould is the best choice over which the fabric will be draped. Because of this, the mould production will not be very expensive regarding extensive model production, but – of course – the raw material has to be covered as well. Most of the process is done by machines, so there is less manpower needed than with hand lay-up. Manpower cost will be intermediate and will be mostly determined by the completion of the stroller when the parts are put together. This post-processing time is fast as adhesive joints are used only. The processing time of the total stroller plus post processing time is three days and eight hours. This is a quite long cycle time, which results in high costs. Calculating with two persons at work during the whole time (control of machinery and hand production) and an average development engineer’s salary of 25000 SEK per monthviii, enables to calculate the manpower costs for the corresponding 9 8-hours shifts. Thus, the costs add up to 11250 SEK per person. Nevertheless, this number is corresponding to the time one stroller is in production even though further strollers are produced at the same time. Calculating that each stroller needs a 24 hours of manual work, the costs are 3744 SEK. If all 300000 strollers are produced one after another each day, 822 strollers should be produced each day. One worker produces maximally 16 strollers per shift, so that 52 workers have to be employed at the least. However, due to the high number of per-day production, storage costs are negligible and only transportation has to be kept in mind. In Europe sale can be done with truck delivery, which is relatively cheap.

Evaluation product solution Overall, the capital costs of the suggested production method are very high. However, we assume that all machinery is covered by capital and does not influence the product cost. Prepreg layup in combination with the autoclave cross-linking makes high performance products of significant geometric complexity. This production method may not be the best solution for the stroller, as the costs are too high and the product doesn’t need that high performance. The target group is willing to pay a high price for the stroller, but with hand lay-up a better price could be obtained. In total, the stroller reaches an approximate price of 600 €, with 160 € for the raw material. This price is higher than the price of the comparison introduced, but this product will show high performance in all situations and is highly reliable. Plus, the price in the store will be 2 times more than the cost for the stroller. This price is too high for the product category, so that the production method is not suitable for this product. The labour time that is needed and the autoclave curing time are the biggest problem. A better solution will be wet hand layup for which no autoclave is needed. The cross linking time may be shortened by increasing the temperature during cross linking since this stimulates the reaction rate. The labour time will be hard to improve, as the labour time with wet hand layup is even higher than with prepreg hand layup. However, it can be reduced by producing more strollers at the same time. As there is a waiting time between each layer, the worker can work on several stroller-layups at the same time. For the prepregs you need more autoclaves to produce more strollers at the same time, which results in high costs. i http://www.maropolymeronline.com/Properties/modulus_values.asp#2000%20to%203000%20MPa iihttp://www.ellsworth.com/display/displayFile.aspx?docid=226&%3Bfilename=/Vendor%20PDFs/JointDesign.pdf iii http://www.uscomposites.com/epoxy.html iv http://www.uscomposites.com/epoxy.html#epoxhard vhttp://www.fibreglast.com/product/Prepreg_3K_2x2_Twill_Weave_Carbon_03101/PrePreg_Fabrics vi Åström vii http://www.forterts.com/tec_process.html viii http://www.glassdoor.com/Salaries/sweden-salary-SRCH_IL.0,6_IN223.htm