Embed Size (px)
DESCRIPTION
In recent years, the use of flax fibres as reinforcement in composites has gained popularity due to an increasing requirement for developing sustainable materials. Flax fibres are cost-effective and offer specific mechanical properties comparable to those of glass fibres. Composites made of flax fibres with thermoplastic, thermoset, and biodegradable matrices have exhibited good mechanical properties. This review presents a summary of recent developments of flax fibre and its composites. Firstly, the fibre structure, mechanical properties, cost, the effect of various parameters (i.e. relative humidity, various physical/chemical treatments, gauge length, fibre diameter, fibre location in a stem, oleaginous, mechanical defects such as kink bands) on tensile properties of flax fibre have been reviewed. Secondly, the effect of fibre configuration (i.e. in forms of fabric, mat, yarn, roving and monofilament), manufacturing processes, fibre volume, and fibre/matrix interface parameters on the mechanical properties of flax fibre reinforced composites have been reviewed. Next, the studies of life cycle assessment and durability investigation of flax fibre reinforced composites have been reviewed.
Citation preview

Composites: Part B 56 (2014) 296–317
Contents lists available at ScienceDirect
Composites: Part B
journal homepage: www.elsevier .com/locate /composi tesb
Flax fibre and its composites – A review
1359-8368/$ - see front matter � 2013 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.compositesb.2013.08.014
⇑ Corresponding author. Tel.: +64 9 373 7599x84521; fax: +64 9 373 7462.E-mail address: [email protected] (L. Yan).
Libo Yan a,⇑, Nawawi Chouw a, Krishnan Jayaraman b
a Department of Civil and Environmental Engineering, The University of Auckland, Auckland Mail Centre, Private Bag 92019, Auckland 1142, New Zealandb Department of Mechanical Engineering, The University of Auckland, Auckland Mail Centre, Private Bag 92019, Auckland 1142, New Zealand
a r t i c l e i n f o a b s t r a c t
Article history:Received 11 October 2012Received in revised form 1 February 2013Accepted 12 August 2013Available online 22 August 2013
Keywords:B. Natural fibre compositesB. Mechanical properties
In recent years, the use of flax fibres as reinforcement in composites has gained popularity due to anincreasing requirement for developing sustainable materials. Flax fibres are cost-effective and offer spe-cific mechanical properties comparable to those of glass fibres. Composites made of flax fibres with ther-moplastic, thermoset, and biodegradable matrices have exhibited good mechanical properties. Thisreview presents a summary of recent developments of flax fibre and its composites. Firstly, the fibrestructure, mechanical properties, cost, the effect of various parameters (i.e. relative humidity, variousphysical/chemical treatments, gauge length, fibre diameter, fibre location in a stem, oleaginous, mechan-ical defects such as kink bands) on tensile properties of flax fibre have been reviewed. Secondly, the effectof fibre configuration (i.e. in forms of fabric, mat, yarn, roving and monofilament), manufacturing pro-cesses, fibre volume, and fibre/matrix interface parameters on the mechanical properties of flax fibrereinforced composites have been reviewed. Next, the studies of life cycle assessment and durabilityinvestigation of flax fibre reinforced composites have been reviewed.
� 2013 Elsevier Ltd. All rights reserved.
1. Introduction
In recent years, the use of bio-fibres to replace glass fibres asreinforcement in composites for engineering applications hasgained popularity due to an increasing environmental concernand requirement for developing sustainable materials [1,4].Approximately 43,000 tonnes of bio-fibres were utilised as rein-forcement in composites in the European Union (EU) in 2003 [2].The amount increased to around 315,000 tonnes in 2010, which ac-counted for 13% of the total reinforcement materials (glass, carbonand natural fibres) in fibre reinforced composites. It is forecastedthat about 830,000 tonnes of bio-fibres will be consumed by2020 and the share will go up to 28% of the total reinforcementmaterials [3]. The United States (US) Department of Agricultureand the US Department of Energy had set goals of having at least10% of all basic chemical building blocks be created from renew-able and plant-based sources in 2020, increasing to 50% by 2050[4]. The explosive growth in bio-composites is indicative of theirwide application in the future as the next generation structuralmaterials. Bio-fibres are cost-effective with low density. Theseare biodegradable and non-abrasive. In addition, they are readilyavailable and their specific mechanical properties are comparableto those of glass fibres used as reinforcement [5,6].
2. Flax fibres
Flax (Linum usitatissimum) is one of the most widely utilisedbio-fibres. Flax is also one of the first to be extracted, spun and wo-ven into textiles. Flax in textile use was found in graves in Egyptdating back to 5000 BC [7]. Kvavadze et al. [8] have recently re-ported finding twisted wild flax fibres indicating that prehistorichunter–gatherers were making cords for hafting stone tools, weav-ing baskets, or sewing garments around Dzudzuana Cave (Georgia)up to 30,000 years ago.
Flax grown for fibre and linseed grown for seed oil are cultivars(varieties of the same plant species bred with an emphasis on therequired product) [9]. Canada is the largest producer and exporterof flax in the world since 1994. In 2005/06, Canada produced about1.035 million-tonnes and currently ships 60% of its flax exports tothe EU, 30% to the US, and 4% to Japan [10]. Other leading produc-ers of flax are France, Belgium and the Netherlands, with nearly130,000 acres under cultivation annually. In 2007, the EU produced122,000 tonnes of flax fibres [11]. Climatic conditions in the re-gions are perfect for growing flax, and increasing worldwide de-mand for linen makes it an important cash crop. The growingcycle of flax is short, with only 100 days between sowing in Marchand harvesting in July in the Western European region [12].
Fine and regular long flax fibres are usually spun into yarns forlinen textiles. Linen fabric maintains a strong traditional nicheamong high quality household textiles, such as bed linen, furnish-ing fabrics and interior decoration accessories. Shorter flax fibresproduce heavier yarns suitable for kitchen towels, sails, tents and

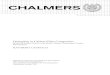
Fig. 2. The micro-structure of a flax fibre cell (reproduced with permission from[14]).
L. Yan et al. / Composites: Part B 56 (2014) 296–317 297
canvas. Lower fibre grades as reinforcement and filler in compos-ites are used in automotive interior substrates and furniture [11].
2.1. Structure
Flax fibres are produced in the stems of flax bast plant. Like cot-ton, flax fibre is a cellulose polymer, but its structure is more crys-talline, making it stronger, crisper and stiffer to handle, and moreeasily wrinkled. A schematic view of the multi-scale structures offlax from stem to the cellulosic fibrils is given in Fig. 1 [13,15]. Flaxplant ranges in length up to 90 cm which possesses strong fibres allalong its stem, and average 12–16 lm in diameter [11]. At themacroscopic level, a flax stem is composed, from the outer towardsthe inner part, of bark, phloem, xylem and a central void. At themeso-scopic level, the cross-section of a bundle contains between10 and 40 fibres which are linked together mainly by pectin [13].The microstructure of a flax fibre is extremely complex due tothe hierarchical organisation at different length scale and the dif-ferent materials present in variable proportions [14]. At the micro-scopic scale, each elementary fibre is itself made of concentric cellwalls, which differ from each other in terms of thickness andarrangement of their constitutive components. At the centre ofthe elementary fibre, the concentric cylinders with a small openchannel in the middle called the lumen, which contributes to wateruptake as displayed in Fig. 1. The outer cell wall designed as theprimary cell wall is only 0.2 lm thick [16]. On the outer side, thethin primary cell wall coats the thicker secondary cell wall whichis responsible for the strength of the fibre and encloses the lumen.Each layer is composed of microfibrils of cellulose which run par-allel one to another and form a microfirilar angle with the fibredirection; this angle is minimum in the secondary cell wall [13].The bulk of the fibre is essentially constituted by the layer S2 ofthe secondary cell wall (dominating the cross section), as shownin Fig. 2. This thickest cell wall (S2) contains numerous crystallinecellulose micro-fibrils and amorphous hemicellulose which are ori-ented at 10� (see Fig. 2) with the fibre axis and give fibre its hightensile strength [14,17]. At the nano-scale, a microfibril is consti-tuted of cellulose chains (crystalline zones) embedded in an amor-phous matrix mainly made of pectins and hemicelluloses [13]. Thecellulose crystallites in the secondary cell wall are laid down in ori-ented, highly crystalline microfibrils which are glued together bythe amorphous hemicellulose/pectic matrix [14]. These micro-fi-brils represent about 70% of the weight of a flax fibre and are likelyto act as the reinforcement material within the fibre [18]. The anglebetween the axis and the fibrils of the fibre could affect thestrength of the fibres. Generally, a fibre is more ductile if the mi-cro-fibrils have a spiral orientation or the fibre axis.
2.2. Chemical composition
The chemical composition and location of constituents withinthe flax stem define the properties of flax fibre. Table 1 lists thecompositions of flax fibres reported by different authors [20–
Fig. 1. Flax structure from the stem to the cellulosic fi
24,64]. The main constituents of a flax fibre consist of cellulose,hemicellulose, wax, lignin and pectin, in varying quantities. Cellu-lose, hemicellulose and lignin are basic components which deter-mine the physical properties of the fibres. Cellulose is the stiffestand the strongest organic constituent in the fibre. However, cellu-lose is a semicrystalline polysaccharidewith a large amount of hy-droxyl group, giving hydrophilic nature to natural fibre when usedto reinforce hydrophobic matrices. The result is a very poor inter-face and poor resistance to moisture absorption [108]. In the com-posite materials, bio-fibres adhere poorly to hydrophobic matrices,often to the point that the composite is mechanically inferior toeither the bio-fibres or the matrix material on their own. This callsfor the fibre or matrix modification to improve the mechanicalproperties of the composite. Hemicellulose is strongly bound tocellulose fibrils presumably by hydrogen bonds. Hemicellulosicpolymers are branched, fully amorphous and have a significantlylower molecular weight than cellulose. Because of its open struc-ture containing many hydroxyl and acetyl groups, hemicelluloseis partly soluble in water and hygroscopic. Lignin and pectin actmainly as bonding agents [25]. Lignins are amorphous, highly com-plex, mainly aromatic, polymers of phenylpropane units but havethe least water sorption of the natural fibre components [108].The waxy substances of flax fibres affect the fibre wettability andadhesion characteristics. As shown in Table 1, flax fibre is rich incellulose which accounts for about 70% of the total chemical com-position. This enables flax to be widely considered as reinforce-ment in composite. In Table 1, the variation of proportions of the
brils (reproduced with permission from [13,15]).

Table 1Chemical composition of flax fibres as reported by different authors [20–24,64].
Cellulose (%) Hemi-cellulose (%) Pectin (%) Lignin (%) Wax (%) Moisture content (wt.%) Refs.
64.1 16.7 1.8 2.0 1.5 10.0 [20]67 11 – 2.0 – – [21]73.8 13.7 – 2.9 – 7.9 [22]65 – – 2.5 – – [23]62–72 18.6–20.6 2.3 2–5 1.5–1.7 8–12 [24]71–75 18.6–20.6 2.2 2.2 1.7 10.0 [64]
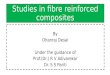
Fig. 4. Tensile stress–strain curves for the different varieties of oleaginous flaxfibres (reproduced with permission from [27]).
298 L. Yan et al. / Composites: Part B 56 (2014) 296–317
constituents of flax fibres is due to the fact that the measured pro-portion is highly influenced by the species and the variety of theplant, agricultural variables such as soil quality, the weatheringconditions, the level of plant maturity, and the quality of the ret-ting process and measurement conditions of that include or ex-clude moisture [14,33]. Consequently, these factors may have animpact on the physical and mechanical properties of flax fibres.
2.3. Tensile deformation
Tensile properties of flax fibres are essential when consideringas reinforcement in fibre reinforced polymer composites. The ten-sile deformation of a flax fibre is influenced by the specimens, evenwhen these fibres are cultivated in the same location and the testparameters considered are identical. Charlet et al. [15] testedmonofilament flax fibres using a universal MTS tensile testing ma-chine equipped with a 2N capacity load cell. The considered gaugelength was 10 mm and the cross-head displacement rate was1 mm/min. The tensile stress–strain curve of the flax fibre is givenin Fig. 3. The response curve can be divided into three parts: (1) afirst linear part (strain from 0% to 0.3%), this deformation associ-ates with a global loading of the fibre, through the deformationof each cell wall; (2) a second non-linear part (0.3–1.5%), thenon-linear behaviour was interpreted as an elasto-visco-plasticdeformation of the fibre, especially of the thickest cell wall (S2),since the alignment of the cellulosic micro-fibrils with the tensileaxis led to the re-arrangement of the amorphous parts of the wall(mainly made of pectin and hemicelluloses); and (3) the final linear(1.5% to rupture). This linear part is thought to correspond to theelastic response of the aligned micro-fibrils to the applied tensilestrain. A similar tensile response of a flax fibre was observed byAlix et al. [26], as shown in Fig. 6.
Pillin et al. [27] evaluated the tensile deformation of differentoleaginous flax fibres which were cultivated on the same geo-graphic area and lands in a temperate region (West of France).The varieties of oleaginous flax studied were Oliver, Hivernal, Alas-ka, Niagara and Everest. The test machine, gauge length and cross-head displacement rate used are identical to which considered byCharlet et al. [15]. The tensile deformations of these flax fibres aredisplayed in Fig. 4. It is observed that in the earlier stage of theloading the curve has a non-linear region with small deformations(0–0.5%). This behaviour can be explained by the reorganisation of
Fig. 3. Tensile stress–strain curve of an elementary flax fibre (reproduced withpermission from [15]).
the cellulose micro-fibrils in the direction of the fibre axis andshear during the tensile loading [14], since the micro-fibrils havea micro fibrillar angle of 10�, as shown in Fig. 2. For higher defor-mations (after 0.5%), a linear region of the stress–strain curve is ob-served which is characteristic of a Hookean behaviour.
All the results reported by the authors [15,26,27] support thepoint that the angle between the axis and the fibril affects tensileproperties of flax fibres remarkably.
2.4. Tensile failure mechanism
Recently, some test methods and techniques have been devel-oped to evaluate and monitor the failure mechanisms of flax fibresin tension, e.g. in situ environmental scanning electron microscope(ESEM) study [16] and acoustic emission (AE) technique [28,29].ESEM observation indicated that the fracture of flax initiates ontensile side of the fibre, then the cracks in primary cell wall widen,followed by the separation between primary and secondary cellwall. Next, extended plastic deformation of the fibrils appears inthe secondary cell wall until to the completion of failure [16].The primary cell wall (P zone in Fig. 2) breaks in a brittle manner,whereas in the secondary cell wall (S zone), due to its fibrillar nat-ure, a coarse crack grows, bridged by fibrils. The secondary cellwall is found to split relatively easily along the length direction,indicating that the lateral strength of the fibre is lower than its ten-sile strength, which also accounts for the lower compressivestrength of the fibre compared to its tensile strength, i.e. the mea-sured tensile strength of elementary flax fibres was found to rangebetween 1500 and 1800 MPa and the measured compressivestrength was around 1200 MPa [19].
AE study has proved useful for its capability of real-time mon-itoring over the whole material volume and high sensitivity toany process generating stress waves. Studies by Romhány et al.[28,29] showed that there are three failure mechanisms of a tech-nical flax fibre: (1) longitudinal splitting of the pectin boundarylayer among the elementary fibres (AE amplitude less than 35 dB,

Fig. 5. Failure sequence in a technical flax fibre: (a) axial (longitudinal) debonding and fibrillation along the elementary fibres(AE amplitude <35 dB); (b) radial (transverse)cracking in the elementary fibres (amplified effect attributed to stress concentration) (AE amplitude 35–60 dB); (c) ‘‘tearing-type’’ fracture within and through the elementaryfibres(AE amplitude 35–60 dB); (d) fracture completed by fracture of the elementary fibres and their constituting micro-fibrils(AE amplitude >60 dB) (reproduced withpermission from [28]).
Fig. 6. Tensile stress–strain curves for untreated and chemical treated flax fibres(reproduced with permission from [26]).
L. Yan et al. / Composites: Part B 56 (2014) 296–317 299
dB is a logarithmic measure of AE signal amplitude); (2) transversecracking of the elementary fibre (35–60 dB); and (3) multiple frac-ture of elementary fibres and their micro-fibrils (over 60 dB), asshown in Fig. 5.
2.5. Factors affecting tensile properties
Unlike synthetic fibres, natural fibres have significantly greatervariability in their mechanical properties due to the conditionsexperienced in the field and the potential damage arising fromthe processes of production and measurement conditions. Thesefactors which affect the mechanical properties of flax fibres aresummarised in Table 2 [24,30,39]. In the process of production offlax fibres, there are several different stages: plant growth, harvest-
ing, fibre extraction and supply. In each stage several factors caninfluence the quality of fibres. Except for the structure and prop-erty of the fibre itself, experimental conditions such as fibre gaugelength, test speed, etc., all have effects on the properties of flax fi-bres. Additionally, various fibre surface treatments change the fibreproperties considerably. In the following text, the parameters, withrespect to environmental relative humidity (RH) [31], Duralinupgrading treatment [32], fibre length [19,32], different chemicaltreatments [26], fibre locations in the stems [13,33], microstruc-tural of the flax fibres [34], water treatment and drying cycle treat-ment [35], fibre mechanical defects such as kink bands [36], plantswith different varieties [27,35,37], fibre diameter [27], and mea-surement gauge length [13,26,27,33,34] which affect the tensileproperties of monofilament flax fibres are discussed.
Since flax fibres are highly hydrophilic, their tensile moduli arestrongly dependent on the environmental relative humidity (RH).Both static and dynamic moduli of flax fibres decreased remark-ably with an increase in RH (i.e. RH values of 30%, 45%, 60%, 75%and 90%, respectively) [31]. With an increase in RH from 30% to90%, the reduction in static and dynamic moduli of flax fibres is35.4% and 19.4%, respectively.
High moisture absorption and poor dimensional stability(swelling) characteristics of natural fibres could degrade fibre ten-sile properties. Improving the poor environmental and dimen-sional stability of lignocellulosic materials is an effective way tomodify the mechanical properties of these materials, e.g. flax fi-bres. Duralin treatment is a commercialised (CERES BV, Wagenin-gen, the Netherlands) upgrading process to improve the strengthand reproducibility of the flax fibres, the so-called Duralin flax[32]. Duralin treatment consists of a steam or water-heating stepof the rippled straw-flax at temperatures above 160oC during30 min in an autoclave; followed by a drying step and a heating(curing) step above 150 �C for 2 h. Stamboulis et al. [32] investi-gated the effect of Duralin treatment on moisture absorption andtensile properties of flax fibres. Test results (Table 3) indicated thatDuralin flax absorbed less moisture than the untreated green flax

Table 2Factors affecting the mechanical properties of flax fibres.
Plant growth Specimens of plant, crop cultivation, crop geographical origin, fibre location in plant, local climate, e.g. rainfall and temperatureduring growth
Harvesting stage Fibre ripeness, which effects: cell wall thickness, coarseness of fibres, adhesion between fibres and surrounding structure, sizeand shape of lumen, porosity, microfibril angle
Fibre extraction stage Decortication process, type of retting method, separating conditionsSupply stage Transportation conditions, storage conditions, age of fibresMeasurement conditions Tensile speed, initial gauge length, moisture, temperature, different cross-section of fibres at different pointsSurface treatment Chemical treatment, upgrading treatment, water treatment, drying treatment, etc.
Table 3Average tensile properties of humidified flax fibres (reproduced with permission from[32]).
Relativehumidity (%)
Flaxfibre
Fibrelength(mm)
Average tensilestrength (MPa)
Standarddeviation(MPa)
30 Green 3.5 677 425Duralin 809 134
66 Green 3.5 799 398Duralin 1080 368
90 Green 3.5 818 318Duralin 642 344
30 Green 8 619 461Duralin 651 176
66 Green 8 760 390Duralin 913 250
90 Green 8 761 369Duralin 884 180
300 L. Yan et al. / Composites: Part B 56 (2014) 296–317
fibres. The Duralin fibres exhibited a higher and more uniformstrength with less scatter. However, the average tensile strengthchanged with relative humidity as well as the tested fibre length.
Generally, a higher tensile strength is observed for fibre with ashorter gauge length (3.5 mm vs. 8 mm) [32]. In other words, thetensile strength decreases with an increase in fibre length. The rea-sons lie on two-folds: one is that the longer the fibre, the higher itsprobability of containing a defect (e.g. kink bands) and thus of fail-ing prematurely compared to a shorter fibre. As the test length in-creases, the number of weak links or imperfections also increases,thus resulting in reduction in tensile strength. Secondly, the failuremechanism of technical fibres at shorter clamping length is differ-ent from that at longer clamping length. At large clamping lengthflax fibre failure takes place through the relatively weak pectininterphase that bonds the elementary fibres together. The pectininterphase is oriented predominantly in the length direction ofthe fibre, it breaks by shear failure. At clamping length below theelementary fibre length, failure can no longer take place throughthe pectin interphase, but the crack must now run through thestronger, cellulosic cell wall of the elementary fibres [19].
The main problem of natural fibre/polymer composites is theincompatibility between the hydrophilic natural fibres and thehydrophobic matrices. The hydrophilic characteristics of the natu-ral fibres (e.g. flax fibres) can lead to a poor fibre/matrix adhesion
Table 4Tensile properties of untreated and chemical treated flax fibres (reproduced with permiss
Breaking strength (MPa) Breaking strain (%) Young
Untreated 300 ± 100 1.1 ± 0.4 30 ± 1MA 185 ± 60 1.2 ± 0.3 18 ± 5Ac 185 ± 85 0.8 ± 0.2 24 ± 1Si 555 ± 210 1.6 ± 0.6 40 ± 1S 245 ± 95 1.1 ± 0.4 28 ± 9
The considered gauge length was 75 mm.
due to the presence of pendant hydroxyl and polar groups in thecomponents. This nature leads to high moisture uptake whichcan seriously lower the tensile properties of the fibres themselvesand thus lower the mechanical performance of bio-composites. Toimprove fibre/matrix interfacial bonding, chemical modificationshave been considered for flax fibres. Alix et al. [26] performed fivedifferent chemical treatments, i.e. maleic anhydride (MA), aceticanhydride (Ac), silane (Si) and styrene (S), on flax fibres (cultivatedin Hermes variety of the year 2004 in Normandy, France) to inves-tigate their effects on fibre tensile properties. It was found that thechemical treatments reduced the stiffness and the toughness of fi-bres, excepted for (Si) treatment (Table 4). It is believed that thesignificant enhancement in tensile properties with (Si) treatmentis due to the possible grafting of silane (Si) with a long carbonylchain between microfibrils. Besides, the removal of some sub-stances by chemical treatments leads to increase the ratio of cellu-lose in the material, the component which gives the mechanicalproperties of fibres. Fig. 6 gives the tensile stress–strain curves ofthe untreated and treated flax fibres. Obviously, the curve patternof the untreated flax is similar to that given by Charlet et al. [15] inFig. 3. The curves of these chemical treated flax fibres are also sim-ilar to the untreated one, indicating that the considered chemicaltreatment has insignificant effect on the curve pattern although fi-bre tensile strength and modulus are highly dependent on thesechemical treatments.
The tensile properties of flax fibres are not uniform along thelength of a plant. Generally, in the stem the fibres are strongerand stiffer; at the mid-span and the tip the fibres have moderateproperties. Flax fibres extracted from different locations in thestem also affect the tensile properties since fibres at different loca-tions have different chemical compositions and porosity, e.g. stud-ies by Charlet et al. [13,33]. Flax fibres in the study [13] are takenfrom long tows of the Hermes variety cultivated in 2002 and Aga-tha variety in 2003, respectively. These tows are issued from stemswhich have undergone retting, scotching and hackling operations.The tows, whose growth direction is known, are about 800 mmlong. The top and the bottom zones are 150 mm long (Fig. 7).The fibres used for all the characterisations are taken in the middleof each zone of the tows (this corresponds to the same zone in thestems). Results indicated that the bottom fibres possess lower ten-sile properties than the others while the middle fibres exhibit thebest ones. Biochemical analysis shows [33] that the variation in
ion from [26]).
’s modulus (GPa) Bundle diameter (lm) Number of fibres tested
1 84 ± 20 2388 ± 14 24
0 77 ± 16 213 79 ± 13 22
85 ± 17 21

L. Yan et al. / Composites: Part B 56 (2014) 296–317 301
the tensile properties of the fibres from different locations is be-cause the middle fibres have the highest contents of cellulose; thissupports the fact that cellulose of the natural fibre is the reinforce-ment material in the composite. One possible reason for lower ten-sile properties of fibre extracted from the bottom is that thebottom fibres should be more porous than the top fibres. The cellsfrom the bottom part of the stem are likely stem not in the bestenvironmental conditions to yield a dense core [33].
The tensile properties of flax fibres reported by Pillin et al. [27]are listed in Table 6. Compared to those in Tables 4–6, it is ob-served that the tensile properties of flax fibres are highly depen-dent on the gauge length considered for the measurement. Thetensile strength of flax fibre decreases remarkably with an increasein gauge length, from 10 mm (Tables 5 and 6) to 75 mm (Table 4).Except for gauge length effect, the diameters of the fibres also im-pact the tensile properties. Young’s modulus and strength tend todecrease with the fibre diameter although a large scattering ofthe test results, as observed in [13,14,46].
Tables 4–6 also show that the tensile properties given by differ-ent authors scatter significantly. The dispersion of the fibre proper-ties is believed attributed to the variation in the cellulose contentfrom an fibre to another and also as a result of the randomnessof the location and size of defects along each fibre, rather thanthe scattering of the microstructural (with respect to fibre lumendiameter, porosity) of the flax fibres should be responsible forthe scattering of the tensile properties [34]. In addition, the meth-ods of extraction of elementary fibres also lead to the scattering ofthe fibre properties.
Physical treatments, such as stretching, thermo-treatment donot change the chemical composition of the fibres but change thefibre structure, surface properties and thereby influence the tensileproperties of the fibres. le Duigou et al. [35] investigated the effectof water and drying cycle treatments on the tensile properties of
Fig. 7. Definition of the three locations of fibres in the oriented tows (reproducedwith permission from [13]).
Table 5Tensile properties of flax fibres according to their location in the stem [adapted from 13,3
Location Number of tested fibres Diameter (lm) Y
Topa 36 19.0 ± 3.5 5Middlea 37 19.6 ± 6.7 6Bottoma 31 20.1 ± 4.1 4Topb 57 21.5 ± 5.3Middleb 45 21.3 ± 6.3Bottomb 59 21.3 ± 6.3–a 122 19.3 ± 5.5
The considered gauge length was10 mm.a Fibres from Hermes variety.b Fibres from Agatha variety.
Table 6Tensile properties of different oleaginous flax fibres [adapted from 27].
Number of fibres Diameter (lm) Tensile s
Hivernal 57 12.9 ± 3.3 1111 ± 5Alaska 66 15.8 ± 4.1 733 ± 2Niagara 71 15.6 ± 2.3 741 ± 4Everest 76 21.2 ± 6.6 863 ± 4Oliver 76 13.7 ± 3.7 899 ± 4
The considered gauge length was 10 mm.
flax fibres, respectively. For water treatment, flax fibres (cultivatedin Hermès variety in France) were immersed in a distilled waterbath at 23 �C for 72 h to clean the fibre surface, the fibres were thendried in air for 8 days in laboratory condition (23 �C and RH = 50%).Regarding to drying cycle treatment, flax fibres were dried at105 �C for 14 h, then the fibres were dried in air for 8 days in lab-oratory condition (23 �C and RH = 50%). Results showed that thewater treatment does not affect the fibre stiffness but results in asmall drop in failure stress (�15%) and strain (�18%). However,the modulus of the drying cycle treated fibre drops by 20% (from66.9 to 53.2 GPa), break stress by 45% (from 1057 to 601 MPa)and break strain by 33% (from 2.2% to 1.5%), compared to the un-treated one. The influence of drying in terms of fibre modification,reorganization of the microstructure and changes in pectin matrix/cellulose microfibril interactions has been described in detail else-where [36,37], see Table 7.
With regard to the moisture content or RH effect on the opti-mum properties of flax fibres for the use in composites, the mois-ture content at a given RH has a significant effect on the tensileperformance of the composites made from flax fibres. Therefore,a drying process of flax fibres is an essential step, in despite of areduction in tensile properties of flax fibres due to drying cyclehas been observed. To have durable flax fibre reinforced compositewith favourable tensile properties, suggestions are given on how tohandle the fibres prior to or during manufacturing of the compos-ites: (1) during the separation of a single fibre cell from a bundle offibre cells, damage of the fibre may occur, this may lead to a con-sequent decrease in the tensile properties of the fibres thus de-grades the mechanical properties of the composites [19], aneffective fibre extraction processing should be considered, (2) fibredrying before processing is a significant step, and (3) an appropri-ate fibre treatment can be considered to reduce both the moisturecontent level very significantly. The use of one proper additive(coupling agents, lubricants, light stabilizers, colorants, flameretardants, foaming agents, odour reduction agents, and biocides)in very small quantities (0.5–5%) can significantly improve mostof physical, chemical or mechancial properties of natural fibre rein-forced composite materials [84].
Cell wall defects in the fibre are also one of the most importantparameters which determine the tensile properties of flax fibres.
3,34].
oung’s modulus (GPa) Strength (MPa) Ultimate strain (%)
9.1 ± 17.5 1129 ± 390 1.9 ± 0.48.2 ± 35.8 1454 ± 835 2.3 ± 0.66.9 ± 15.8 755 ± 384 1.6 ± 0.551 ± 22 753 ± 353 1.8 ± 0.757 ± 29 865 ± 413 1.8 ± 0.751 ± 26 783 ± 347 2.0 ± 0.963 ± 36 1250 ± 700 2.3 ± 1.1
trength (MPa) Elastic modulus (GPa) Strain at failure (%)
44 71.7 ± 23.3 1.7 ± 0.671 49.5 ± 3.2 1.7 ± 0.600 45.6 ± 16.7 1.7 ± 0.647 48.0 ± 20.3 2.1 ± 0.861 55.5 ± 20.9 1.7 ± 0.8

Fig. 8. Strength distribution of fibres A and B at 5 mm (a), 10 mm (b), and 20 mm (c) gauge length. Fibre A is produced by FinFlax Oy (Finland) and fibre B is produced byEkotex (Poland) (reproduced with permission from [38]).
Fig. 9. Kink bands in an elementary flax fibre as revealed by optical microscopy intransmitted polarised (a) and non-polarised (b) light in the same fibre fragment(fibre diameter is ca. 23 lm) (reproduced with permission from [38]). Fig. 10. Tensile fracture initiates at kink band of an elementary flax fibre. Scale bar
of 50 lm (reproduced with permission from [16]).
Table 7Tensile properties of untreated, water and drying treated flax fibres [adapted from 35,37].
Fibre and reference Number of fibres tested Diameter (lm) Tensile strength (MPa) Elastic modulus (GPa) Strain at failure (%)
Untreated [35] 98 25 1057 ± 462 66.9 ± 16.3 2.2 ± 0.8Water treated [35] 98 25 913 ± 381 66.2 ± 15.0 1.8 ± 0.6Dried [35] 98 25 601 ± 215 53.2 ± 7.0 1.5 ± 0.5Untreated [37] 21 21.6 ± 1.0 1499 ± 346 64.1 ± 13.7 2.9 ± 0.7Untreated [37] 23 23.9 ± 0.7 1317 ± 529 51.3 ± 12.0 3.3 ± 0.7Dried [37] 23 20.9 ± 0.8 870 ± 266 59.2 ± 19.4 2.1 ± 0.3Dried [37] 18 23.8 ± 0.7 711 ± 251 58.7 ± 15.9 1.7 ± 0.4
The considered gauge length was 10 mm.
302 L. Yan et al. / Composites: Part B 56 (2014) 296–317
Test results by Andersons et al. [38] supported well that tensilestrength of flax fibre decreases with an increase in gauge length(Fig. 8). Furthermore, it was found that the fibre strength is to alarge extent determined by cell wall defects as kink bands(Fig. 9), since the presence of kink bands limits the tensilestrengths of flax fibres. Defect in fibre is also one reason for largedispersion in the tensile properties of flax fibres. The break of flaxfibres under tension often occurs where the defect (i.e. kink band,as indicated by circle in Fig. 10) is situated, which has been ob-served by Bos and Donald [16] using the ESEM study. Tensile prop-erties of flax fibres reported by other different authors are alsocollected and displayed in Table 8.
In all, when considering the environmental effects, higher RHvalues and high moisture uptake will degrade tensile propertiesof flax fibres significantly. Improving the poor environmental and
dimensional stability of lignocellulosic materials is an effectiveway to modify the mechanical properties of these materials. Withrespect to measurement conditions, a longer gauge length de-creases the tensile strength of the flax fibres as a consequence ofhigh risk of containing a defect (e.g. kink bands) where the occur-rence of fibre under tension is situated. A suitable chemical treat-ment such as silane (Si) can increase the tensile strength and strainof flax fibres. The tensile properties of flax fibre are not uniformalong its length. Generally, in the stem the fibres are strongerand stiffer at the mid-span and the tip has moderate properties be-cause the fibres at middle and tip are rich in contents of cellulose.Also, the increase of fibre diameter tends to reduce the tensilestrength and modulus of the fibres. All the test results indicate thatthe tensile properties reported by different authors scatter signifi-

Table 8Physical and tensile properties of flax fibres by other authors.
Diameter (lm) Relative density (g/cm3) Tensile strength (MPa) Elastic modulus (GPa) Strain at failure (%) Refs.
12–600 1.4–1.5 343–2000 27.6–103 1.2–3.3 [24]10–60 1.52 840 100 1.8 [16]10–60 1.52 1500 50 – [28]76 ± 16 – 470 ± 165 37 ± 15 1.4 ± 0.5 [29]17.8 ± 5.8 1.53 1339 ± 486 58 ± 15 3.27 ± 0.4 [14]– – 621 ± 295 51.7 ± 18.2 1.33 ± 0.56 [31]– – 600–2000 12–85 1–4 [40,41]– – 600–1500 50–80 1.4 [42]– 1.4 800–1500 60–80 1.2–1.6 [43]– 1.4–1.5 600–1100 45–100 1.5–2.4 [44,45]12–34 – 1100 89 ± 35 – [46]12.9 ± 3.3 – 1111 ± 544 71.7 ± 23.3 1.7 ± 0.6 [46]15.8 ± 4.1 – 733 ± 271 49.5 ± 3.2 1.7 ± 0.6 [46]15.6 ± 2.3 – 741 ± 400 45.6 ± 16.7 1.7 ± 0.6 [46]21.2 ± 6.6 – 863 ± 447 48.0 ± 20.3 2.1 ± 0.8 [46]13.7 ± 3.7 – 899 ± 461 55.5 ± 20.9 1.7 ± 0.6 [27]15.8 ± 4.5 – 808 ± 442 51.1 ± 15.0 1.6 ± 0.4 [47]– – 365–1060 36.8–61.9 0.94–2.13 [48]15 ± 0.6 1.53 1381 ± 419 71 ± 25 2.1 ± 0.8 [49]
L. Yan et al. / Composites: Part B 56 (2014) 296–317 303
cantly. The dispersion of the fibre properties is due to the variationin the cellulose content from an fibre to another and also due to therandomness of the location and size of defects along each fibre,rather than the scattering of the microstructural (with respect tofibre lumen diameter, porosity) of the flax fibres should be respon-sible for the scattering of the tensile properties. Additionally, themethods of extraction of elementary fibres also lead to the scatter-ing of the fibre properties. The selection of a suitable treatmentsuch as Duralin treatment or drying cycle treatment offers a higherand more uniform strength of flax fibre with less scatter.
Fig. 11. Comparison of potential specific modulus values and ranges betweennatural fibres and glass fibres (reproduced with permission from [24]).
2.6. Comparison to glass and other bio-fibres
The physical and tensile properties of various natural fibres andglass fibres are given in Table 9. Dittenber and GangaRao et al. [24]made a comparison between natural fibres with glass fibre in spe-cific Young’s modulus, cost per weight and cost per unit length toresist 100 kN load. The specific modulus was approximated usingthe average of the extreme values (the upper and lower values)of stiffness and the average of the extreme values of density foundin the literature. It is observed that the specific Young’s modulus of
Table 9Physical and tensile properties of natural fibres and glass fibres (reproduced with permission from [24]).
Fibre type Diameter (lm) Relative density (g/cm3) Tensile strength (MPa) Elastic modulus (GPa) Specific modulus (GPa � cm3/g) Elongation at failure (%)
E-glass <17 2.5–2.6 2000–3500 70–76 29 1.8–4.8Abaca – 1.5 400–980 6.2–20 9 1.0–10Alfa – 0.89 35 22 25 5.8Bagasse 10–34 1.25 222–290 17–27.1 18 1.1Bamboo 25–40 0.6–1.1 140–800 11–32 25 2.5–3.7Banana 12–30 1.35 500 12 9 1.5–9Coir 10–460 1.15–1.46 95–230 2.8–6 4 15–51.4Cotton 10–45 1.5–1.6 287–800 5.5–12.6 6 3–10Curaua 7–10 1.4 87–1150 11.8–96 39 1.3–4.9Flax 12–600 1.4–1.5 343–2000 27.6–103 45 1.2–3.3Hemp 25–600 1.4–1.5 270–900 23.5–90 40 1–3.5Henequen – 1.2 430–570 10.1–16.3 11 3.7–5.9Isora – 1.2–1.3 500–600 – – 5–6Jute 20–200 1.3–1.49 320–800 30 30 1–1.8Kenaf – 1.4 223–930 14.5–53 24 1.5–2.7Nettle – – 650 38 – 1.7Oil palm – 0.7–1.55 150–500 80–248 0.5–3.2 17–25Piassava – 1.4 134–143 1.07–4.59 2 7.8–21.9PALF 20–80 0.8–1.6 180–1627 1.44–82.5 35 1.6–14.5Ramie 20–80 1.0–1.55 400–1000 24.5–128 60 1.2–4.0Sisal 8–200 1.33–1.5 363–700 9.0–38 17 2.0–7.0

Fig. 12. Cost per weight comparison between glass and natural fibres (reproducedwith permission from [24]).
Fig. 13. Cost per unit length (capable of resisting 100 kN load) comparison betweenglass and natural fibres (reproduced with permission from [24]).
304 L. Yan et al. / Composites: Part B 56 (2014) 296–317
flax is the second largest one followed by Ramie and the specificmodulus of flax is greater than that of glass (Fig. 11). The compar-ison in cost per weight (Fig. 12) indicates that the unit price of flaxfibre is also lower than that of glass fibres. Dittenber and GangaRaoconsidered a better way to compare the costs of various fibres, asgiven in Fig. 13. In this figure, the range of values for cost perweight is multiplied by the range of values for the fibre densityand an assumed 100 kN load and divided by the range of valuesfor tensile strength. The resulting range of values indicates the po-tential cost per length of fibre material capable of resisting the100 kN load. Based on the discussion, Ditterber and GangaRao[24] concluded that among various natural fibres, flax fibre offersthe best potential combination of low cost, light weight, and highstrength and stiffness for structural application.
For structural application with bio-composites, the productionyield of the fibre reinforcement should be sufficient. The estimatedproduction volumes of several common used natural fibres whichare commonly for composite fabrication are given in Table 10. Itshows that cotton has the largest yield. However, cotton fibre inspecific modulus and per unit cost is not desirable compared toflax, as shown in Figs. 11–13. Table 10 also shows that jute and flaxalso have the relatively high annual yield with favourable mechan-ical properties. Thus, when taking the cost, mechanical perfor-mance and yield into account, among various bio-fibres, flax,hemp and jute are the three most promising candidates that canbe used to replace glass fibres in composite.
3. Polymer matrix
In natural fibre/polymer composites, polymer matrix holds thefibres together to provide a shape and transfer the load to the fibresby adhesion and/or friction. Matrix also provides rigidity and shapeto structural member, protects fibres from chemical and corrosion,influence the performance behaviours such as impact and ductility.The commonly used thermoplastic polymer matrix is polypropyl-ene (PP) and several synthetic thermoplastics such as polyethylene(PE), polystyrene (PS). The properties of the thermoplastics arelisted in Table 11 [50]. The primary thermoset resins used are poly-ester, vinyl ester, and epoxy resins. A comparison of the typicalthermoset properties is provided in Table 12 [50]. Thermoplasticshave many advantages over thermoset polymers in bio-compositesfabrication such as low processing, design flexibility, and ease ofmoulding complex parts. However, the development of thermo-plastic natural-fibre composites is restricted by the processingtemperature. Generally, the temperature should be below 230 �Cto avoid degradation of bio-fibres, e.g. PP and PE. Among the ther-moplastic polymers, PP is the most widely used in bio-compositesdue to its low density, good mechanical properties, relatively hightemperature resistance, excellent processibility, and good impactresistance (e.g. studies in [53,55,56,58]). Although thermoplasticmaterials currently dominate as matrices for bio-fibres, nowadaysmore and more researchers are looking more toward to thermo-sets. This is because thermoset polymers outperform thermoplas-tics in some areas, including mechanical properties, chemicalresistance, thermal stability, and overall durability. In addition,thermosets allow for more flexibility in structural fibre configura-tions and can be processed at room temperature or at tempera-tures comfortably within the safe range for natural fibres. Amongthermosets, epoxy is the most common one (e.g. studies in[1,13,44,53,60,61,63]). Epoxy resins offer high mechanical perfor-mance (with respect to tensile strength and modulus, and com-pressive strength) and solvent resistance to environmentaldegradation. Vinyl ester is also widely used for its excellent chem-ical resistance, good thermal (better moisture resistance thanepoxy when cured at room temperature) and impact properties(e.g. study in [57]).
Most recently, the research of bio-fibres reinforced with biode-gradable polymers ‘‘green’’ composites has increased substantially.The biodegradable polymers can be classified based on the origin:naturally occurring or synthetic. Natural polymers are available inlarge quantities from renewable sources while synthetic polymersare produced from non-renewable petroleum-based resources[78]. Some of the biodegradable polymers are polyesteramide(PEA), polyhydroxybutyrate (PHB) [70,71], polyhydroxybutyrate-co-hydroxyvalerate (PHBV), polyactides (PLA) (e.g. study in [56]),and soy protein isolate resin (SPI) (e.g. study in [59]), as given inTable 13. One main limitation of these polymers is the high initialcost at this stage. Most biodegradable resins currently cost three tofive times the commonly used resins such as PP, LDPE, and HDPE[65,66].
4. Flax fibre reinforced composites
Flax fibres as reinforcement material of composite are not onlyconsidered in the form of monofilament configuration [51,52].Monofilament fibres are further processed into mats [e.g. studiesin 44,53–55], rovings [e.g. studies in 56,57], yarns [e.g. studies in58,58], and fabrics [e.g. studies in 1,60–63] in composites(Fig. 14). To date, a variety of manufacturing techniques have beendeveloped to produce composites, such as film stacking [e.g. studyin 53], vacuum infusion [e.g. studies in 1,60], hand lay-up [e.g.study in 61], compression moulding [e.g. studies in 36,51,52,54],filament winding [e.g. study 58], manual winding [e.g. study in60], resin transfer moulding (RTM) [e.g. studies in 44,57], injectionmoulding [e.g. study in 51], and pultrusion [e.g. study in 56,73].

Table 10Estimated global production volume averages of different natural fibres (in million metric tons per year).
Fibre type Production per year (million tonnes) Main producer countries
Abaca 0.10 Philippines, EquatorCotton 25 China, USA, India, PakistanCoir 0.45 India, Sri LankaFlaxa 0.50–1.5 China, France, Belgium, Belarus, UkraineHempb 0.10 ChinaHenequen 0.03 MexicoJute 2.5 India, BangladeshKenaf 0.45 China, India, ThailandRamie 0.15 ChinaSilk 0.10 China, IndiaSisal 0.30 Brazil, China, Tanzania, Kenya
a The real production of flax was underestimated because the production of flax in Canada is not considered for calculation.b China has announced plan to substantially increase the hemp production for textiles in the coming years to 1.5 million tonnes of fibre per
year.
Table 11Properties of typical thermoplastic polymers used in natural fibre composite fabrication (reproduced with permission from [50]).
Properties PP LDPE HDPE PS
Density 0.899–0.920 0.910–0.925 0.94–0.96 1.04–10.6Water absorption (24 h@20�C) 0.01–0.02 <0.015 0.01–0.2 0.03–0.10Tg (�C) �10 to �230 �125 �133 to �1000 N/ATm (�C) 160–176 105–116 120–140 110–1350
Heat deflection temp. (�C) 50–63 32–50 43–60 Max. 220Coefficient of thermal expansion (mm/mm/�C � 105) 6.8–13.5 10 12–13 6–8Tensile strength (MPa) 26–41.4 40–78 14.5–38 25–69Elastic modulus (GPa) 0.95–1.77 0.055–0.38 0.4–1.5 4–5Elongation (%) 15–700 90–800 2.0–130 1–2.5Izod impact strength (J/m) 21.4–267 >854 26.7–1068 1.1
PP = polypropylene, LDPE = low density polyethylene, HDPE = high-density polyethylene and PS = polystyrene.
Table 12Properties of typical thermoset polymers used in natural fibre composites (repro-duced with permission from [50]).
Property Epoxy Polyester Vinyl ester
Density (g/cm3) 1.1–1.4 1.2–1.5 1.2–1.4Elastic modulus (GPa) 3–6 2–4.5 3.1–3.8Tensile strength (MPa) 35–100 40–90 69–83Compressive strength (MPa) 100–200 90–250 100Elongation (%) 1–6 2 4–7Cure shrinkage (%) 1–2 4–8 N/AWater absorption (24 h@20�C) 0.1–0.4 0.1–0.3 0.1Izod impact strength (J/m) 0.3 0.15–3.2 2.5
L. Yan et al. / Composites: Part B 56 (2014) 296–317 305
When selecting a manufacturing technique, the parameters includ-ing the targeted properties, size and shape of the composites, theproperties of raw materials and manufacturing cost all should betaken into account [77]. The size of a composite is treated as adominating factor for composite fabrication. For preliminary eval-uation of composites with small size, injection and compressionmouldings are preferred as a consequence of their simplicity andfast processing period. For structure with large size, open mouldingand autoclave processes (e.g. RTM and hand lay-up) are essential.Some manufacturing techniques are excluded for composites withspecified shapes. Filament winding is the most suitable method formanufacturing composites pressure vessels and cylinders wherethe fibres normally are in the form of yarn [77]. Pultrusion ismainly used for producing long and uniform cross-section parts.In injection moulding, fibres are usually chopped into short accord-ing to the critical fibre length in which the stress should be fullytransformed from the matrix to the fibre and the fibre can beloaded to its full capacity assuming a good interfacial bonding isachieved; the amount of the mixture can be pre-designed. Com-
pression moulding technique is a combination of hot-press andautoclave processes. The fibres are usually in the forms of choppedfibres and mat. Hand lay-up is a labour-intensive process which iseasy to deal with and cost effectively, it is widely used in civil infra-structure to retrofit and strengthen structure with carbon or glassfibre reinforced composites. Liquid composite moulding techniqueincludes RTM, vacuum infusion, structural reaction injectionmoulding, and other subsets where the basic approach is to sepa-rately inject and liquid resin into a bed of stationary preforms[77]. The RTM and vacuum infusion enables the production of com-posites with high volume fraction and better strength-to-weightratio [1]. The fibre preforms normally are fabric and mat. In partic-ular, theoretically, there is no limitation on the size of compositeswith RTM and vacuum infusion processes, which is critical forpractical engineering application.
It is well known that the fibre length or aspect ratio (length-to-diameter) has a great impact on the processing techniques. Gener-ally, long fibres have lower tensile properties than the short fibres.On the other hand, the manufacturing method also has a greatinfluence on the remaining flax fibre length and length distribu-tion, which in turn influences greatly the tensile properties of thecomposites [51]. The critical length of a fibre in composite is deter-mined by fibre fracture, interfacial bonding strength, interfacialdebonding, and interface friction and matrix plastic deformation.The higher the tensile strength of the fibre and the better the fi-bre/matrix adhesion, the shorter the minimum fibre length re-quired for effective transfer of the stress. Therefore, it is difficultto determine the optimal fibre length exactly [89].
For short flax fibres in composites considering injection mould-ing technique, the critical fibre length can be determined by usingthe Kelly and Tyson theory and the examples were discussed in[90]. Flax fibre reinforced with PP matrix is one widely used com-posite. It was found that flax/PP composites refer mainly on two

Table 13Properties of some biodegradable polymers used in bio-composites [56,67–71].
Property PEA PLA SPI PHB PHBV
Density (g/cm3) 1.18 0.9–1.27 1.2–1.5 1.25 1.25Elastic modulus (GPa) 0.42 1.5–2.7 0.1 0.93 2.38Tensile strength (MPa) 16.4 60 6.0 21 25.9Elongation (%) 85–119 8 170–236 5.2–8.4 1.4Melting temperature (�C) 175 160–190 4–8 161 153Glass transition temperature (�C) – 56–65 �10 �1
Fig. 14. Flax configuration in composite (a) mat, (b) roving, (c) fabric, (d) monofilament fibre and (e) yarn [adapted from 1,56,62].
306 L. Yan et al. / Composites: Part B 56 (2014) 296–317
manufacturing routes, (1) mat technology, and (2) compound tech-nology [51]. Barkoula et al. [51] suggested a fibre length of approx-imately 25 mm for flax in the random mat using compressionmoulding technique and the short chopped fibre with a length of10 mm for injection moulding technique. A similar fibre length(approximately 12 mm) of flax was suggested by Li and Sain [91]when manufacturing flax/PP composites considering the injection
moulding technique. Peijs et al. [92] also recommended a fibrelength of 25 mm for flax mat/PP matrix NMTs composites basedon a film stacking method. With regard to the compounding pro-cess, it affects the shortening, fibrillation and the thermal deterio-ration of the fibres in early stages, the final properties of theproduct are already determined at the beginning of the productionprocess [93]. Specht et al. [94] suggested the optimum lengths of

L. Yan et al. / Composites: Part B 56 (2014) 296–317 307
natural fibres for different compounding processes, i.e. for pelletiz-ing (with matrix), mixing (cascade mixing) and extruder com-pounding, the fibre length should be less than 3 mm. Withrespect to pultrusion or pull-drill-process of bast fibres, e.g. flax,the fibre length is good with the range between 10 and 30 mm.For hybrid fibre non-woven pre-consolidation and cut process,the suitable fibre length is less than 25 mm.
4.1. Flax mat reinforced polymer composites
Oksman [44] studied the mechanical properties of traditionallyretted unidirectional (UD) flax/epoxy composites and UD Arctic-Flax/epoxy using the RTM technique. Results showed that the(50/50) high quality ArcticFlax/epoxy composite has a stiffness ofabout 40 GPa and tensile strength of 280 MPa, as listed in Table 14.RTM showed to be a suitable processing technique for natural fibrecomposites when high quality laminates are preferred.
Van de Weyenberg et al. [53] studied the effect of alkaline treat-ment on the flexural properties of UD flax mat reinforced epoxycomposites using film stacking process (Fig. 15). Results indicatedthat alkalisation of flax fibres is a simple and effective method toenhance the fibre/epoxy matrix bonding thus improving the flex-ural properties of UD flax/epoxy composites (Table 15).
Theoretically, high tensile strength of a natural fibre reinforcedcomposite could be achieved by increasing the amount of the fibreused. Singleton et al. [54] investigated the effect of fibre volumefraction on the mechanical properties of flax mat/recycled HDPEcomposites by film stacking and compression moulding. It was ob-served that the tensile strength and modulus increased with an in-crease in fibre volume fraction (0%, 10%, 18%, 20% and 30%).However, the tensile strain at failure of the flax/HDPE compositedecreased when the fibre volume increased. This is because theHDPE matrix had breaking strain more than 20% when failed. Char-py impact test indicated that the inclusion of flax mat increasedthe impact toughness of the composite significantly comparedwith pure HDPE while the largest impact energy occurred whenthe fibre volume fraction at 10%. The large toughness enhancementis believed attributable to a number of deformation and mecha-nisms acting in the notch tip process zone (termed Zone 1) andin the crack wake zone (termed Zone 2). The deformation in Zone1 includes: (1) plastic deformation of the thermoplastic matrix; anexample is by the nucleation, growth and coalescence of micro-voids indicated by ‘stress whitening’; (2) delamination crackingat or in front of the crack tip between plies (layers) of fibre and ma-trix and at polymer–polymer interfaces. The crack wake mecha-nisms in Zone 2 include: (1) crack bridging by the flax fibres; (2)crack bridging by highly ductile microscopic-sized ligaments ofthe polymer; (3) fibre slippage, fibre deformation, cracking, split-ting and fracture and fibre pull-out.
Fibre surface condition is critical for the interfacial bond be-tween fibre and matrix. John and Anandjiwala [55] studied the ef-fect of Zein modification (2% solution) on the mechanicalproperties of flax mat/PP composites which fabricated using acompression moulding. It was found that the modification in-creased the tensile and flexural strength as a result of the improve-ment in interfacial bonding (Fig. 16). However, the modificationdecreased the impact strength of the composites. The decrease inimpact strength may be interpreted by assuming that a better fi-bre/matrix adhesion results in shorter average pull-out lengths ofthe fibres.
4.2. Flax fabric reinforced polymer composites
Yan et al. [1] studied the effect of alkali treatment on themechanical properties of flax fabric reinforced epoxy compositesfabricated using a vacuum bagging technique. SEM study indicated
that the failure of fibre yarns along the load direction, debonding,fibre pull-out and brittle fracture of the matrix are the dominatedfailure mechanisms of flax fabric/epoxy composites (Fig. 17). Alkalitreatment is beneficial to clean the fibre surface, modify the chem-istry on the surface, lower the moisture up take and increase thesurface roughness. The treatment removes the impurities andwaxy substances from the fibre surface and creates a roughertopography which facilitates the mechanical interlocking. Also,the purified fibre surface further enhances the chemical bondingbetween fibre and matrix. Alkali treatment improves the flax fi-bre/matrix adhesion thus increasing the tensile properties of flaxfabric reinforced epoxy composites. However, the fracture tough-ness of flax fabric reinforced epoxy composite is dominated bythe fibre volume fraction, rather than the reinforcement architec-ture. An improved in yarn and textile design leads to a superiorbalance of stiffness, strength and toughness of flax fabric rein-forced composites [60].
Assarar et al. [61] compared the tensile properties of flax- andglass-fabric reinforced epoxy composites which were fabricatedby a hand lay-up process. It was found that the tensile strengthof flax composites reached up to 380 MPa – making it close to thatof glass-fabric reinforced epoxy composites.
Liang et al. [63] made a comparative study of fatigue behaviourof flax fabric reinforced epoxy (FFRE) and glass fabric reinforcedepoxy (GFRE) composites. Both composites are made of dry rollersof non-crimp fabrics with areal weights of flax of 235 g/m2 andglass of 434 g/m2. Two stacking sequences of composites, i.e. [0/90]3S and (b) [±45]3S, were fabricated. The measured thicknessand fibre volume fraction of FFRE and GFRE are 2.18 mm and43.7%, and 2.33 mm and 42.5%, respectively. The tensile stress–strain curves of the composites are given in Fig. 20. The tension–tension fatigue loading test results indicated that the specificstress-number of cycles to failure curves, show that for the [0/90]3S specimens (Fig. 18), FFRE has lower fatigue endurance thanGFRE, but the [±45]3S FFRE specimens offer better specific fatigueendurance than similar GFRE, in the studied life range (<2 � 106),as shown in Fig. 19.
4.3. Flax roving reinforced polymer composites
Nowadays there is a new interest in the area of developing fullybiodegradable ‘‘Green’’ composites. It is generally believed that the‘‘Green’’ composites are one of the key materials in all industries incoming centuries [77]. Oksman et al. [56] studied the flax roving asreinforcement in polylactic acid (PLA) polymer. Because of the brit-tle nature of PLA, triacetin was tested as plasticizer for PLA andPLA/flax composites to improve the impact properties. Themechanical properties of flax/PLA and flax/triacetin/PLA compos-ites were compared with flax/PP composites. All the compositeswere manufactured using a twin-screw extruder. The consideredflax fibre content was 30 and 40 wt.%. It showed that the tensilestrength of flax/PLA composite is about 50% better compared tosimilar flax/PP composites. Microscopy study showed a poor flax/PLA interfacial adhesion. Triacetin plasticizer did not improvethe composite impact properties; it rather had a negative effecton tensile properties, as shown in Fig. 20.
Andersons and Joffe [57] investigated the tensile strength of anUD flax roving/vinyl ester composite produced by the RTM tech-nique. Three different fibre rovings were considered. Roving N1was made of fine processed long fibres used in textile industry.Roving N2 was produced from short flax fibres obtained as by-product from manufacturing of textile grade fibres. The twist indi-ces for N1 and N2 were about 100 turns/m. Roving N3 was over-twisted N2 (i.e. two N2 rovings loosely, about 50 turns/m, twistedtogether). Study indicated that the tensile strength of flax roving/vinyl ester composite is a function of fibre volume fraction, the

Table 14Absolute and specific properties of composite and pure epoxy resin (reproduced with permission from [44]).
Sample Fibre type Volumefraction (%)
Density(g/cm3)
Tensile strength(MPa)
Specific strength(MPa/g cm�3)
Elastic modulus(GPa)
Specific modulus(GPa/g cm�3)
Elongationat break (%)
Epoxy – – 1.15 76 66 3.1–3.2 2.7 7.3ArcticFlax/epoxy 1 ArcticFlax 21 1.22 193 ± 30 158 22 ± 4 18 0.9ArcticFlax/epoxy 2 ArcticFlax 42 1.24 280 ± 15 221 35 ± 3 28 0.9ArcticFlax/epoxy 3 ArcticFlax 47 1.32 279 ± 14 211 39 ± 6 29 0.8UD-Flax/epoxy Flax 32 1.23 132 ± 4.5 107 15 ± 0.6 12 1.2
Fig. 15. Illustration of the film stacking method for the production of UD flax-epoxy composites (reproduced with permission from [53]).
Table 15Flexural properties of UD untreated and treated flax-epoxy composites (reproduced with permission from [53]).
Treatment (wt.%) Longitudinal direction Transverse direction
Tensile strength (MPa) Young’s modulus (GPa) Tensile strength (MPa) Young’s modulus (GPa)
Untreated 218 ± 18 18 ± 3 8 ± 8 0.4 ± 0.21% NaOH 237 ± 12 23 ± 1 20 ± 4 2.3 ± 0.22% NaOH 261 ± 13 20 ± 2 15 ± 2 1.1 ± 0.13% NaOH 283 ± 20 22 ± 2 19 ± 4 1.2 ± 0.1
Fibre volume fraction is 40%. Alkali treated flax fibres for 20 min.
Fig. 16. Effect of Zein modification on mechanical properties of composite (fibrevol. 30%) (reproduced with permission from [55]).
Fig. 17. SEM micrograph of typical failure modes of untreated flax fabric reinforcedcomposite in tension. (A) Failure of fibre; (B) fibre pull-out; (C) brittle fracture ofepoxy matrix and (D) fibre debonding (reproduced with permission from [1]).
308 L. Yan et al. / Composites: Part B 56 (2014) 296–317
average strength of long-fibre roving exceeds that of short-fibreroving by almost 40% at fibre volume of 17% (Fig. 21). SEM studyshowed the traces of fibre pull-out at the fracture surface, whichcorroborated the hypothesis that the mechanical interlocking andfriction are the predominant mechanisms of apparent adhesionof plant fibres.
4.4. Flax monofilament fibre reinforced polymer composites
Flax monofilament fibres as reinforcement have been consid-ered widely with various polymers. Barkoula et al. [51] studiedthe effect of fibre volume content (0%, 20%, 30% and 40%) and

Fig. 18. P–S–N (a) and specific S–N (b) behaviour of [0/90]3S FFRE and GFRE specimens (reproduced with permission from [63]).
Fig. 19. S–N (a) and specific S–N (b) behaviour of [±45]3S FFRE and GFRE specimens (reproduced with permission from [63]).
Fig. 20. Tensile properties: Flax/PLA vs. flax /PP tensile stress (a) and tensile modulus (b), tensile stress (c) and tensile modulus (d) of PLA with 5%, 10% and 15% triacetin and40 wt.% flax fibres (reproduced with permission from [56]).
L. Yan et al. / Composites: Part B 56 (2014) 296–317 309
hydroxyvalerate weight content (0%, 8%, and 12%) on the mechan-ical properties of flax/polyhydroxybutyrate (PHB)/HV composites.In addition, the effect of manufacturing method (compressionmoulding of natural-fibre-mats (NMT) and injection moulding of
short fibre compounds) on the mechanical performance of theflax/PHB composite was investigated. Results showed that the im-pact resistance and Young’s modulus of flax/PHB increased with anincrease in fibre volume fraction, while the strength of flax/HPB/

Fig. 21. Effect of fibre volume fraction on the tensile strength of UD composite withdifferent fibre rovings (reproduced with permission from [57]).
310 L. Yan et al. / Composites: Part B 56 (2014) 296–317
HV composite is almost constant with increasing fibre volume frac-tion (Fig. 22). There is no significant effect of processing methodson the stiffness, strength and elongation of the composite (Fig. 23).
Modniks and Andersons [52] used a FEM model to predict theelastic properties of short flax/PP composites manufactured bycompression moulding. The average length of flax fibre is1.2 mm, the average apparent fibre diameter is 16 lm, and the lon-gitudinal stiffness of the fibres is 69 GPa for the shortest fibrelength of 10 mm. Plain PP and PP modified by maleic anhydridegrafted PP (MAPP) were used as matrices. The fibre volume frac-tions amounted to 0.13, 0.21, and 0.29.
An elementary flax fibre is modelled as a cylindrical body, asshown in Fig. 24a. Its morphological layers are re-grouped formechanical analysis, resulting in a three-layer cylinder with a lu-men as shown in Fig. 24b. The outermost layer of the model com-prises the primary cell wall and the outer layer, S3, of the
Fig. 22. Effect of fibre and HV content on (a) Young’s modulus, (b) tensile strength, ((reproduced with permission from [51]).
secondary cell wall. The middle layer of the model correspondsto the thicker layer S2 of the secondary cell wall comprising heli-cally oriented cellulose fibrils, and the innermost model layer isthe S1 layer of the secondary cell wall. The lumen radius was se-lected so that the lumen accounted for 1.5% of the fibre cross-sec-tion area [14]. The outer and inner model layer, L1 and L3,thickness was chosen at 1% of the fibre radius. The middle layer(S2) was treated as a unidirectional cellulose fibril composite, withreinforcement direction along a helix at a fixed angle to the fibreaxis, as in [14]. A single fibre embedded in a block of matrix,Fig. 24c, was chosen as a unit cell (UC) of short-fibre-reinforcedcomposite material. The matrix was assumed to cover the fibreso that the surfaces of the UC were at the same distance, c from fi-bre surface, see Fig. 24d.
The method was applied to flax/PP composite with nearly uni-form fibre orientation distribution and a good agreement withexperimentally determined stiffness was observed.
Charlet et al. [13] studied the effect of volume fraction and fibrelocation on the tensile properties of UD flax/epoxy composites. Thedefinition of bottom, middle and top location of the fibres was gi-ven in Fig. 7. The study of the tensile behaviour of UD compositesas a function of the fibre content shows that the stiffness (Fig. 25a)and the strength (Fig. 25b) increase quasi linearly, whereas theultimate strain remains nearly constant beyond Vf = 15%(Fig. 25c). The study of effect of fibre location on the tensile prop-erties of composites indicates that the composites reinforced withthe bottom fibres exhibit the lowest properties in terms of stiffnessand strength, in comparison with the other samples. These resultsare in accordance with those obtained from single fibre tensiletests (Table 5). The large scattering of the results observed inFigs. 25(d–f) can be ascribed to some particularities of flax fibressuch as kink bands which are geometrical singularities that bringabout stress concentrations in the fibres and in the matrix and con-
c) elongation at break and (d) Izod impact resistance of flax/PHB/HV composites

Fig. 23. (a) Young’s modulus, (b) tensile strength, (c) elongation at break and (d) Izod impact resistance of flax/PHB composites as a function of fibre volume fraction andmanufacturing method (reproduced with permission from [51]).
Fig. 24. FEM model of a flax fibre (a) and a fibre cross-section (b) showing model layers L1 (contains the primary cell wall and layer S3 of the secondary call wall), L2, and L3,that coincide with the morphological layers S2 and S1 of the secondary cell wall. Schematic of the unit cell comprising a fibre embedded in a block of matrix (c) and itsorthogonal cross-sections (d) (reproduced with permission from [52]).
L. Yan et al. / Composites: Part B 56 (2014) 296–317 311
centric layers of cell walls in which cracks can easily develop as aconsequence of a poor internal adhesion. In addition, the huge vari-ations of diameter along a single fibre are likely to contribute to thescattering of the mechanical properties not only for the single fi-bres but also for the composites.
4.5. Flax yarn reinforced polymer composites
Rask et al. [58] applied synchrotron X-ray tomographic micros-copy (XTM) to observe in situ damage evolution in UD flax fibre
yarn/PP composites loaded in uniaxial tension at stress levels be-tween 20% and 95% of the ultimate failure stress (about110 MPa). Composites were manufactured using filament windingtechnique and followed by press consolidation. The geometry ofthe specimens is notched to have a non-uniform stress field(Fig. 26). Three dominating damage mechanisms have been identi-fied: (1) interface splitting cracks typically seen at the interfaces ofbundles of un-separated fibres, (2) matrix shear cracks, and (3) fi-bre failures typically. It was observed that interface splitting cracksare found to initiate from the notches at 60 MPa. Matrix shear

Fig. 25. Influence of fibre volume fraction on the tensile properties of UD composites (fibre in middle location): (a) Young’s modulus; (b) strength and (c) ultimate strain, andinfluence of fibre location on the tensile properties of composites (fibre volume fraction of 20%): (d) Young’s modulus; (e) strength and (f) ultimate strain (reproduced withpermission from [13]).
Fig. 26. Schematic presentation of the characteristic damage mechanisms in flax yarn/PP composites (reproduced with permission from [58]).
312 L. Yan et al. / Composites: Part B 56 (2014) 296–317
cracks initiate at 90 MPa. Fibre failures occur at 110 MPa. The givennominal stress values depend strongly on specimen geometry andfibre configuration, in addition to the properties of fibres, matrix,and interface.
A study by Lodha and Netravali [59] concluded that the tensileproperties of UD flax yarn/soy protein isolate (SPI) resin ‘‘green’’composites were improved significantly by the treatment of apoly-carboxylic acid based modifier Phytagel�. Two Phytagel�
modified SPI (PM-SPI) resins were used for making the composites:PM-SPI-4 resin, containing 40% Phytagel� and 12.5% glycerol andPM-SPI-2 resin, containing 20% Phytagel� and 12.5% glycerol. The
composites were fabricated using manually winding. Lodha andNetravali also used the rule of mixture (ROM) to predict the theo-retically tensile properties of the composites. As shown in Table 16,ROM cannot predict the tensile properties of the composites be-cause the tested yarns lost some degree of alignment and acquireda wavy/non-straight orientation. In addition, as the resin shrank asthe water evaporated during procuring and curing. Compared withthe tensile properties of flax UD yarn/SPI composites [59] with flaxUD yarn/PP composites given in [58], it is observed that the tensilestrength of flax/SPI is significantly larger than that of flax/PPalthough the strengths of these two different matrices are

Table 16Tensile and flexural properties of untreated and treated flax yarn/SPI composites (reproduced with permission from [59]).
Samples Tensilestrength(MPa)
Elasticmodulus(GPa)
Predictedstrength (MPa)
Predictedmodulus (GPa)
Fracturestrain (%)
Flexuralstrength(MPa)
Flexuralmodulus(MPa)
Flexuralstrain (%)
Yarna 360.2 13.0 – – 4.8 – – –SPIa 6.0 0.10 – – 206 – – –PM-SPI-2a 42.6 0.66 – – 28.9 – – –PM-SPI-4a 60.0 0.90 – – 19.5 – – –Flax yarn/SPI 197 ± 15 2.4 ± 0.3 160 5.7 11.2 ± 1.1 49 ± 9 2.8 ± 0.6 3.1 ± 1.0Flax yarn/PM-SPI-2 220 ± 29 4.1 ± 0.2 190 6.4 7.5 ± 0.7 105 ± 9 7.8 ± 1.3 2.3 ± 0.6Flax yarn/PM-SPI-4 174 ± 20 3.1 ± 0.4 200 6.5 8.8 ± 1.0 52 ± 8 4.5 ± 0.7 1.8 ± 0.2
a Average tensile property is listed, standard deviation is not considered.
L. Yan et al. / Composites: Part B 56 (2014) 296–317 313
insignificant, this may be attributable to the fact that fibre/SPI hasa stronger interfacial adhesion because of highly polar groups onboth cellulose of fibre and SPI polymer.
5. Environmental assessment of flax fibres
With increasing environmental awareness, the application ofnatural fibres, e.g. flax, is growing rapidly due to market demandsfor ‘‘green’’ products. This calls for the investigation of the environ-mental performance of natural fibre reinforced composites. To thisend, life cycle assessment (LCA) can be applied as a standardisedmethod to quantify environmental impacts [95]. LCA analysis al-lows determining a detailed overview of all the environmental im-pacts related to products and/or processes, by a ‘‘cradle to grave’’approach, thus determining all of the mass and energy flows deriv-ing from the manufacturing of a product, but also from the use dur-ing its life cycle. All these steps and flows are then linked to theirdirect and indirect environmental impacts, which must be deter-mined quantitatively. The entire process is regulated by ISO14040 to 14043 standards [96].
The earlier LCA (ISO, 1997–1999 [97] and CML-2000 [98]) con-sists of four independent elements including: (1) the definition ofgoal and scope, (2) the life cycle inventory analysis, (3) the life cy-cle impact assessment, and (4) the life cycle interpretation. Later, astandard procedure (ISO-14044 [99]), a part of a global Eco-Designapproach, was proposed to evaluate the environmental impactsthroughout the life of a material or product based on the definitionof a Functional Unit. In the last fifteen years, some studies based onLCA have been performed on flax fibres and/or its composites.
Diener and Siehler [100] used LCA to deal with under-floor pan-els made from glass fibre mat reinforced PP and flax mat reinforcedPP for Mercedes A class. The study showed that the flax reinforcedpanel scores better for all environmental impacts studied. For se-ven out of the ten impact categories, i.e. global warming (GWP),acidification (AP), eutrophication (EP), Ozone precursors, toxicityair, toxicity water, non-renewable energy, the environmental im-pact is reduced by close to 20%, in the remaining three cases (i.e.,Ozone depletion, waste and resources) the reduction of impactsis higher (30–80%). These reductions of environmental impacts re-flect the fact that the manufacture of flax fibre mats required 80%less energy than fibreglass mats, the total energy savings for theentire component are smaller (14%) since the overall environmen-tal impact is dominated by PP input.
Van der Werf and Turunen [101] quantified major environmen-tal impacts associated with the production of flax and hemp textileyarn by using LCA. It was found that the impacts of the hemp ref-erence scenario (traditional hemp warm water retting) and the flaxscenario (dew retting of flax) were similar, except for the pesticideuse (higher than flax) and water use during processing (higher forhemp). Later, in a study by González-García et al. [102], CML base-line 2000 methodology was selected to quantify the potential envi-
ronmental impact associated with the production of flax and hempfibres for speciality paper pulp. Specifically, GWP, AP, EP and pho-tochemical oxidant formation were evaluated. In addition, twoflow indicators were considered: energy and pesticide use. Systemboundaries were covered from soil management up to straw pro-cessing and transportation of fibre bales to pulp mill. Productionof all inputs for each system (fertilizers, pesticides, seeds, energycarriers) and their supply was also included, as well as machineryproduction, use and maintenance. It was found that production ofhemp fibre reported higher values for all the impact categoriesanalysed. On the contrary, flow indicators were more intensive inthe flax scenario due to irrigation and pesticide consumption, asthat observed by Van der Werf and Turunen [101].
Deng et al. [103] revealed that the overall weighted environ-mental scores of printed circuit boards (PCB) from flax/epoxy com-posites are significantly lower than the conventional glass/epoxycomposites, especially in impact categories of climate change(60%), human toxicity (40%), fossil resources depletion (55%), pho-tochemical oxidant formation (45%) and freshwater eutrophication(58%), indicating bio-based materials as PCB substrate offerpromising perspectives for final replacement of the conventionalmaterials. Le Duigou et al. [86] noted that flax fibres consume littleenergy during their production (11.4 MJ/kg for Hackled flax fibres)compared to the same quantity of glass fibre (48.3 MJ/kg forglass fibre and 54.7 MJ/kg for glass mat [100]). Natural fibres, asflax fibres, have also the potential to store carbon dioxide(temporarily) during their growth resulting in CO2 emission reduc-tions [104].
A most recent study by Le Duigou et al. [88] evaluated the envi-ronmental impact of flax-based composites and flax-based sand-wich materials production using simplified LCA following the ISO14044 standard. The flax mat reinforced PLLA composite and flaxmat/PLLA/balsa bio-sandwich panels were compared with the ref-erence materials, glass mat reinforced unsatured polyester andglass mat/unsatured polyester/balsa sandwich. The study indicatedthat the bio-sandwich materials are very attractive in terms ofenvironmental impacts. Further improvements in bio-compositeand bio-sandwich mechanical strength are necessary if they areto be used in transport application compared to glass/polyesterand glass/polyester/balsa sandwich.
Dissanayake et al. [105] also confirmed that flax fibre producedby no till and warm water retting has an embodied energy of 59 GJ/tonne of sliver (vs. 55 GJ/tonne for glass mat). The spinning processraised the embodied energy for flax yarn to 86 GJ/tonne (vs. 26 GJ/tonne for continuous glass fibre). The validity of the ‘‘green’’ casefor replacement of glass fibres by natural fibres is dependent onthe chosen reinforcement form and associated processes. No-tillmethod with water retting is identified as the most environmen-tally friendly for seven out of eight impact classification factors.To improve the case for flax fibres, the principal recommendationis for the use of organic fertiliser, biological control of pests and

314 L. Yan et al. / Composites: Part B 56 (2014) 296–317
conservation agriculture. The key consideration for reducing en-ergy consumption and impact potentials associated would be toproduce aligned fibre reinforcement without the need for the en-ergy intensive spinning operation [105].
Based on the discussion above, to reduce the environmental im-pacts on the production of flax fibres as reinforcement for compos-ites, several agricultural operations can be considered by using no-till method in ground preparation, using organic fertiliser and bio-logical methods to control pets. Warm water retting can beadopted as an effective fibre extraction method. In addition, con-sidering the production of aligned fibre reinforcement withoutthe need for energy intensive spinning operation is a key point toreduce energy consumption. The LCA concept sounds simple, butin fact, in reality the analysis is quite complex, primarily due tothe difficulty in establishing the correct system boundaries, obtain-ing accurate data and interpreting the results correctly [106]. Thefuture LCA on flax fibres should also consider some environmentalimpacts such as land and water use, impacts on biodiversity andsoil fertility, soil erosion, noise and vibration [107]. The fully envi-ronmental superiority of bio-composites compared to synthetic fi-bre composites is still questionable because of their relativelyexcessive processing requirements, which in turn consume moreenergy. Therefore, careful life-cycle assessment of bio-compositesis essential in order to retain the main advantage in the processof developing high performance bio-composites. Rarely publica-tions are available for flax fibre reinforced with biodegradablepolymers such as for PLA, PHB, SPI, etc. Future work on LCA of flaxfibre and its composites should focus on the biodegradablepolymers.
6. Durability of flax fibre reinforced composites
Although there are many promising achievements at laboratoryor pilot scale, several challenges in producing bio-composites atthe industrial scale are still exist. One major obstacle which needsto be overcome for successful commercialisation of bio-compositesis the durability. Durability relates to resistance to deteriorationresulting from external causes as well as internal causes. The lackof data related to the durability of natural fibre reinforced compos-ites is one major challenge that needed to be addressed prior to thewidespread acceptance and implementation of bio-compositematerials in different engineering areas. The life cycle of the bio-composites should be tailored to meet specific requirements.
Compared to synthetic glass fibre reinforced composites, natu-ral flax fibre reinforced composites suffer from relatively poormoisture resistance because of the presence of hydroxyl and otherpolar groups in various constituents of the fibres. Flax fibres with ahigh moisture uptake will lead to a weak interfacial fibre/matrixbonding and thus compromise the mechanical properties of thecomposites. Flax fibre reinforced composites are very sensitive toinfluences from environmental agents such as hygrothermal agingand loading as well as prediction of lifetimes [79]. Therefore, it isnecessary to enhance the hydrophobisity of the flax fibres by treat-ments with suitable coupling agents or by coating with appropriateresin in order to develop composites with better mechanical prop-erties and environmental performance.
To date, only a few studies had dealt with the durability issuesfor flax fibre reinforced, although some authors (e.g. Ray and Rout[80]) mentioned that this will be a necessary area of research be-fore natural composites are accepted as primary structural compo-nents. Therefore, data on the effects of moisture on retention ofmechanical properties of natural fibre reinforced composites dur-ing long-term service are crucial for them to be utilised in outdoorapplications. Stamboulis et al. [81] confirmed that the develop-ment of fungus and bacteria in flax composites due to biodegrada-
tion or moisture retention is a major concern in their developmentas structural materials. Different weathering conditions may alsoproduce colour change, weight loss, surface roughening andstrength reduction of the natural composites [82].
To have durable flax fibre reinforced composites, some signifi-cant studies have been conducted. Improving the poor environ-mental and dimensional stability of lignocellulosic materials isgood to modify the tensile properties of flax fibres [32]. In thestudy by Stamboulis et al. [32], the environmental behaviour of flaxmat reinforced composites is investigated by monitoring the mois-ture absorption and swelling, and measuring the residual mechan-ical properties of the composites at different moisture levels. Itconfirmed that the moisture absorption and swelling of the Duralintreated flax composites is approximately 30% lower than that ofthe composites based on untreated flax fibres.
Improved understanding of interfacial properties is also essen-tial to optimise the mechanical properties and durability of bio-composites materials, but so far few data are available. Le Duigouet al. [109] investigated the interfacial bonding of flax fibre/poly(l-lactide) composites by considering different thermal treat-ments, i.e. cooling rate and annealing. It concluded that when cool-ing rate is low, improved interfacial properties of the compositesare observed.
In addition, a proper modification, e.g. functionalizing, blending,on fibre surface (e.g. by acrylic acid (AA) and vinyl trimetoxy silane(VTMO) [110]) and polymer matrix is also benefit for the develop-ment of durable flax composites. Arbelaiz et al. [111] used severalamounts of maleic anhydride-polypropylene copolymer (MAPP) ascompatibilizer to treat flax fibres and PP matrix. Results showedthat using MAPP as coupling agent, mechanical properties of com-posites improved, and water uptake rate clearly decreased. Similarresults on flax fibre reinforced composites were observed by Gud-uri et al. [112] considering the Polypropylene-graft-Maleic anhy-dride (PP-g-MA, Grade: G-3015) and Polyethylene-graft-Maleicanhydride (PE-g-MA, Grade: G-2608) as compatibilizer. Oksmanet al. [56] considered triacetin as plasticizer to improve the adhe-sion between fibre and matrix.
To overcome the degradation of natural fibre reinforced com-posite, Thwe and Liao [113] considered hybridization of natural fi-bre with stronger and more corrosion-resistant synthetic fibre, forexample, glass or carbon fibre, can improve the stiffness, strengthand moisture resistance of the composite. Using a hybrid compos-ite that contains two or more types of different fibres, the advanta-ges of one type of fibre could complement what are lacking in theother. As a consequence, a balance in performance and cost couldbe achieved through proper material design. A similar study onbamboo-glass/PP hybrid composite indicated that the hybrid com-posite has better fatigue resistance than bamboo/PP compositeset al. load levels tested. A similar study on silk/glass hybrid com-posites proved that the water uptakes of the hybrid compositewere observed to be less than that of the silk fibre reinforced com-posites [114].
Cicala et al. [115] considered the hybridization of glass fibreswith natural fibres (i.e. hemp, flax and kenaf) for applications inthe piping industry. The pipe selected for the study was a curvedfitting (90�) flanged at both ends designed to withstand an inter-nal pressure of 10 bar and in the presence of acid aqueous solu-tions. The hybrid composite laminates were tested afterimmersion in aqueous acid solutions for 40 days. The mechanicaltest showed that only small variations of the mechanical proper-ties after immersion were obtained. The use of hybrid lay-up ledto a pipe which fulfilled the requirements of mechanical resis-tance for the intended use. A most recent study [116] on car-bon/flax hybrid composites suggested the application of thishybrid composite in structural applications (i.e. nautical andautomotive).

L. Yan et al. / Composites: Part B 56 (2014) 296–317 315
In order to have durable flax fibre reinforced composite, innear future, the hybridization of flax fibres with synthetic fibrescan be considered. Regarding to the long-term consideration ofreplacement of synthetic fibres by natural fibres, works shouldbe focused on the improvement of fibre/matrix adhesion,improvement of environmental and dimensional stability of fi-bres, and development of appropriate modification of fibreand/or polymer matrix. Works need to be done to explore theresults of bio-composites exposed to durability concerns ofmoisture absorption and various weathering conditions in orderto remove industry scepticism.
7. Application of flax fibre reinforced composites
Recent work on flax composites reveals that the specificmechanical properties of flax composites are comparable to thoseof glass fibre reinforced composites. Bio-composites made of natu-ral fibres, i.e. in the forms of panels, tubes, sandwich plates, havebeen used to replace the wooden fittings, fixtures, furniture, andnoise insulating panels in the last decade [4].
There is an increasing demand from automotive companies formaterials with sound abatement capability as well as reducedweight for fuel efficiency. Natural fibres possess excellent soundabsorbing efficiency and are more shatter resistant and have betterenergy management characteristics than glass fibre reinforcedcomposites. In automotive parts, bio-composites not only reducethe mass of the component but also lower the energy needed forproduction by 80% [72]. Bio-composites can be designed for doorpanels, headrests, parcel shelves, roof upholstery to reduce theenvironmental impact, structural weight, and manufacturing costs.
Other emerging markets are consumer applications such astiles, flower pots, and marine piers [1]. Development of new com-posite products from the easily renewable natural materials has astrong potential to deliver novel biodegradable and/or readily recy-clable materials suitable for the packaging industry, therebyreplacing not so easily renewable fossil fuel-based polymers/plastics.
One of the most important requirements for bio-compositesis to be used as construction building materials. Bio-compositeshave the potential to eventually be lighter-weight and lower-cost than synthetic composites. Using materials like bio-com-posites that reduce construction waste and increase energy effi-ciency would provide a solution to immediate infrastructureneeds while promoting the concept of sustainability [74]. Tohave a more sustainable construction industry, the EU recentlyestablished that in a medium term raw materials consumptionmust be reduced by 30% and that waste production in this sec-tor must be cut down by 40% [75]. Natural fibres are a renew-able resource and are available all most over the world. The useof natural fibres by the construction industry will help toachieve a more sustainable consumption pattern of buildingmaterials. Most recently, Yan and Chouw [76] investigated thefeasibility of flax fabric reinforced epoxy composite tube as con-crete confinement. It was found that the flax/epoxy tube in-creased the axial compressive strength and structural ductilitysignificantly, i.e. the 4-layer flax/epoxy tube confinement in-creased concrete compressive strength up to 54 MPa, comparedwith the unconfined concrete of 25 MPa. The pre-fabricated flax/epoxy composite tube also acts as lightweight permanent form-work for fresh concrete to reduce the construction time andprotects the encased concrete from a potentially harsh environ-ment, e.g. de-icing salts and other chemicals. Further studies offlax fibre reinforced composites as different structural elementsare in progress, e.g. flax composite tube encased concrete asbridge pier [85,86] and PLLA/flax mat/balsa bio-sandwich intransport application [87,88].
8. Future work
A critical issue is that the properties of flax composites aredependent on the properties of the fibre and the adhesion betweenthe fibre and the matrix. Chemical modifications of the matrix andfibre and use of adhesion promoters can be used in order to im-prove mechanical properties of natural composites. Modificationrelies on chemical and physical techniques, mainly focused ongrafting chemical groups capable of improving the interfacial inter-actions between filler particles and polymer matrix. The maintechniques have been summarised by La Mantia and Morreale[83] as follows: (1) Alkali treatment (mercerization), (2) Acetyla-tion, (3) Stearic acid treatment, (4) Benzylation, (5) Peroxide treat-ment, (6) Anhydride treatment, (7) Permanganate treatment, (8)Silane treatment, (9) Isocyanate treatment and (10) Plasma treat-ment. A proper selection of those techniques can improve theproperties of natural composites. However, the high initial costof some methods is a primary drawback when considered forindustrial applications.
Consequently, more attention on quicker, cheaper and environ-mentally friendly methods of modification, as well as understand-ing of the durability of the bio-composites are now required.
9. Conclusions
Flax fibres are cost-effective materials have specific mechanicalproperties which have potential to replace glass fibres as reinforce-ment in composite. Their main disadvantage is the variability intheir properties. Environmental effects (e.g. high relative humidity)will degrade the tensile properties of flax fibres. A suitable chemi-cal treatment (e.g. Silane) can increase the tensile strength andstrain of the flax fibres. The tensile strength and modulus of flax fi-bres decrease with an increase in fibre length, fibre diameter andgauge length. Flax fibres at the mid-span and tip in the stem withhigh content of cellulose should be considered as the raw materi-als. Improving the poor environmental- and dimensional stabilityof lignocellulosic materials is an effective way to modify themechanical properties of these materials. The tensile propertiesof flax fibres scatter significantly with the change in fibre diameter,gauge length. An appropriate treatment (e.g. Duralin treatment ordrying cycle treatment) can be selected to achieve a higher andmore uniform strength with less scatter.
Flax fibre with thermoplastic, thermoset and biodegradablepolymer matrices exhibit promising mechanical properties. A ma-jor limitation of using flax fibres as reinforcement in composites isthe incompatibility which results in poor fibre/matrix interfacialbonding and thereby reduces the tensile properties. The selectionof suitable manufacturing process and physical/chemical modifica-tion can improve the mechanical properties of flax composites.
Flax composites have the potential to be the next generationmaterials for structural application for infrastructure, automotiveindustry and consumer applications. Future work on flax compos-ites should be focused on understanding the environmental assess-ment, durability, further improving the mechanical properties andmoisture resistance. Additionally, novel manufacturing processesand surface modification methods should be further developed.
Acknowledgements
The authors are grateful to all the publishers (e.g. Elsevier Pub-lishers, SAGE, Springer, John Wiley and Sons) and authors who per-mitted to use figures and tables from their publications. Thisresearch was supported by the Engineering Faculty ResearchDevelopment Fund (FRDF ID: 3702507) of the University ofAuckland. The first author also wishes to thank the University of

316 L. Yan et al. / Composites: Part B 56 (2014) 296–317
Auckland to provide the University of Auckland Doctoral Scholar-ship for supporting the study.
References
[1] Yan LB, Chouw N, Yuan XW. Improving the mechanical properties of naturalfibre fabric reinforced epoxy composites by alkali treatment. J Reinf PlastComp 2012;31(6):425–37.
[2] Liu Q, Stuart T, Hughes M, Sharma HSS, Lyons G. Structural biocompositesfrom flax – part II: the use of PEG and PVA as interfacial compatibilisingagents. Composites Part A 2007;38(5):1403–13.
[3] Carus M, Scholz L. Targets for bio-based composites and natural fibres.Biowerkstoff report. ISSN 1867-1217, 8th ed.; March 2011. p. 24.
[4] Mohanty AK, Misra M, Drzal LT, Selke SE, Harte BR, Hinrichsen G. In: MohantyAK, Misra M, Drzal LT, editors. Natural fibres, biopolymers, andbiocomposites: an introduction in natural fibres, natural fibres,biopolymers, and biocomposites. Boca Raton, FL: CRC Press, Taylor &Francis Group; 2005. p. 1–36.
[5] Nabi-Saheb D, Jog JP. Natural fibre polymer composites: a review. Adv PolymTechnol 1999;18(4):351–63.
[6] Mohanty AK, Misra M, Hinrichsen G. Biofibres, biodegradable polymers andbiocomposites: an overview. Macromol Matel Eng 2000;276(277):1–24.
[7] Dewilde B. 20 eeuwen vlas in Vlaanderen, Lannoo, Tielt, Bussum; 1983.[8] Kvavadze E, Bar-Yosef O, Belfer-Cohen A, Boaretto E, Jakeli N, Matskevich Z,
et al. 30,000-year-old wild flax fibres. Science 2009;325(5946):1359.[9] Shekhar Sharma HS, Van Sumere CF. The biology and processing of flax.
Belfast: M Publications; 1992. ISBN:0951996304.[10] Flax Council of Canada. <http://www.flaxcouncil.ca/> [Accessed 19.12.2011].[11] Natural fibres. <http://www.naturalfibres2009.org/en/fibres/flax.html>.[12] LIBECO. <http://www.libeco.com/en/about-linen/from-flax-to-linen.aspx>.[13] Charlet K, Baley C, Morvan C, Jernot JP, Gomina M, Breard J. Characteristics of
Hermès flax fibres as a function of their location in the stem and properties ofthe derived unidirectional composites. Composites Part A2007;38(8):1912–21.
[14] Baley C. Analysis of the flax fibres tensile behaviour and analysis of the tensilestiffness increase. Composites Part A 2002;33(7):939–48.
[15] Charlet K, Eve S, Jernot JP, Gomina M, Breard J. Tensile deformation of a flaxfibre. Proc Eng 2009;1(1):233–6.
[16] Bos HL, Donald AM. In situ ESEM study of the deformation of elementary flaxfibres. J Mater Sci 1999;34(13):3029–34.
[17] Wang HH, Drummond JG, Reath SM, Hunt K, Watson PA. An improved fibrilangle measurement method for wood fibre. Wood Sci Technol2001;34(6):493–503.
[18] Astley OM, Donald AM. The tensile deformation of flax fibres as studied by X-ray scattering. J Mater Sci 2003;38(1):165–71.
[19] Bos HL, Van Den Oever MJA, Peters OCJJ. Tensile and compressive propertiesof flax fibres for natural fibre reinforced composites. J Mater Sci2002;37(8):1683–92.
[20] Bastra SK. Other long vegetable fibres. In: Lewin M, Pearce EM, editors.Handbook of fibre science and technology. Fibre chemistry. New York: MarcelDekker; 1998. p. 505–75.
[21] Lilholt H, Toftegaard H, Thomsen AB, Schmidt AS. Natural composites basedon cellulosic fibres and polypropylene matrix. Their processing andcharacterization. In: Proceedings of ICCM 12, Paris; July 1999. p. 9.
[22] Khalil A, Rozman HD, Ahamd NN, Ismail H. Acetylated plant-fibre-reinforcedpolyester composites: a study of mechanical, hydrothermal and ageingcharacteristics. Polym Plast Technol Eng 2000;39(4):757–81.
[23] Troger F, Wegener G, Seemann C. Miscanthus and flax as raw material forreinforced particleboards. Ind Crops Prod 1998;8(2):113–21.
[24] Dittenber DB, GangaRao HVS. Critical review of recent publications on use ofnatural composites in infrastructure. Composites Part A 2012. http://dx.doi.org/10.1016/j.compositesa.2011.11.019.
[25] Salnikov VV, Ageeva MV, Yumashev VN, Lozovaya VV. Ultra-structuralanalysis of bast fibres. Russ Plant Physiol 1993;40:416–21.
[26] Alix S, Philippe E, Bessadok A, Lebrun L, Morvan C, Marais S. Effect of chemicaltreatment on water sorption and mechanical properties of flax fibres.Bioresour Technol 2009;100(20):4742–9.
[27] Pillin I, Kervoelen A, Bourmaud A, Goimard J, Montrelay N, Baley C. Couldoleaginous flax fibres be used as reinforcement for polymers? Ind Crops Prod2011;34(3):1556–63.
[28] Romhany G, Karger-Kocsis J, Czigany T. Tensile fracture and failure behaviourof technical flax fibres. J Appl Polym Sci 2003;90(13):3638–45.
[29] Romhany G, Karger-Kocsis J, Czigany T. Tensile fracture and failure behaviourof thermoplastic starch with unidirectional and cross-ply flax fibrereinforcements. Macromol Mater Eng 2003;288(9):699–707.
[30] Nishino T. Natural fibre sources. In Baille C, editor. Green composites:polymer composites and the environment. Cambridge: Woodhead PublishingLimited; 2004. p. 49–80 [chapter 4].
[31] Davies GC, Bruce DM. Effect of environmental relative humidity and damageon the tensile properties of flax and nettle fibres. Textile Res J1998;68(9):623–9.
[32] Stamboulis A, Baillie CA, Peijs T. Effects of environmental conditions onmechanical and physical properties of flax fibres. Composites Part A2001;32(8):1105–15.
[33] Charlet K, Jernot JP, Gomina M, Bréard J, Morvan C, Baley C. Influence of anAgatha flax fibre location in a stem on its mechanical, chemical andmorphological properties. Compos Sci Technol 2009;69(9):1399–403.
[34] Charlet K, Jernot JP, Bréard J, Gomina M. Scattering of morphological andmechanical properties of flax fibres. Ind Crops Prod 2010;32(3):220–4.
[35] le Duigou A, Bourmaud A, Balnois E, Davies P, Baley C. Improving theinterfacial properties between flax fibres and PLLA by a water fibre treatmentand drying cycle. Ind Crops Prod 2012;39:31–9.
[36] Baley C, Morvan C, Grohens Y. Influence of the absorbed water on the tensilestrength of flax fibres. Macromol Symp 2005;222(1):195–201.
[37] Baley C, Le Duigou A, Bourmaud A, Davies P. Influence of drying on themechanical behaviour of flax fibres and their unidirectional composites.Composites Part A 2012. http://dx.doi.org/10.1016/j.compositesa.2012.03.005.
[38] Andersons J, Porike E, Sparnins E. The effect of mechanical defects on thestrength distribution of flax fibres. Compos Sci Technol 2009;69(13):2152–7.
[39] Bauccio M, editor. ASM engineering materials reference book. Materials Park:ASM, International; 1994. p. 74.
[40] Alix S, Lebrun L, Marais S, Philippe E, Bourmaud A, Baley C, et al. Pectinasetreatments on technical fibres of flax: effects on water sorption andmechanical properties. Carbohydr Polym 2012;87(1):177–85.
[41] Ganster J, Fink HP. Physical constants of cellulose. In: Brandrup J, ImmergutEH, Grulke EA, editors. Polymer handbook. New York: Wiley; 2009.
[42] Van den Oever MJA, Bos HL, Van Kemenade MJJM. Influence of the physicalstructure of flax fibres on the mechanical properties of flax fibre reinforcedpolypropylene composites. Appl Compos Mater 2000;7(5–6):387–402.
[43] Centre for lightweight structures. Natural fibre composites from upholsteryto structural components. <http://www.lightweight-structures.com/natural-fibre-composites-from-upholstery-to-structural-components/index.html>[accessed 26.12.11].
[44] Oksman K. High quality flax fibre composites manufactured by the resintransfer moulding process. J Reinf Plastic Comp 2001;20(7):621–7.
[45] Joffe R, Andersons J, Wallstrom L. Strength and adhesion characteristics ofelementary flax fibres with different surface treatments. Composites Part A2003;34(7):603–12.
[46] Andersons J, Sparnins E, Joffe R, Wallstrom L. Strength distribution ofelementary flax fibres. Compos Sci Technol 2005;65(3–4):693–702.
[47] Bourmaud A, Morvan C, Baley C. Importance of fibre preparation to optimizethe surface and mechanical properties of unitary flax fibre. Ind Crops Prod2010;32(3):662–7.
[48] Thomason JL, Carruthers J, Kelly J, Johnson G. Fibre cross-sectiondetermination and variability in sisal and flax and its effects on fibreperformance characterisation. Compos Sci Technol 2011;71(7):1008–15.
[49] Charlet K, Jernot JP, Gomina M, Breard J, Baley C. Flax fibre reinforcedcomposites: influece of the firbe position in the stem on its mechancial,chemical and morphological properties. In: 12th European conference oncomposite materials. Biarritz 2006, 29th August to 1st September.
[50] Holbery J, Houston D. Natural-fibre-reinforced polymer composites inautomotive applications. JOM 2006;58(11):80–6.
[51] Barkoula NM, Garkhail SK, Peijs T. Biodegradable composites based on flax/polyhydroxybutyrate and its copolymer with hydroxyvalerate. Ind CropsProd 2010;31(1):34–42.
[52] Modniks J, Andersons J. Modeling elastic properties of short flax fibre-reinforced composites by orientation. Comput Mater Sci 2010;50(2):595–9.
[53] Van de Weyenberg I, Chi Truong T, Vangrimde B, Verpoest I. Improving theproperties of UD flax fibre reinforced composites by applying an alkaline fibretreatment. Composites Part A 2006;37(9):1368–76.
[54] Singleton ACN, Baillie CA, Beaumont PWR, Peijs T. On the mechanicalproperties, deformation and fracture of a natural fibre/recycled polymercomposite. Composites Part B 2003;34(6):519–26.
[55] John MJ, Anandjiwala RD. Chemcial modification of flax reinforcedpolypropylene composites. Composites Part A 2009;40(4):442–8.
[56] Oksman K, Skrifvars M, Selin JF. Natural fibres as reinforcement in polylacticacid (PLA) composites. Compos Sci Technol 2003;63(9):1317–24.
[57] Andersons J, Joffe R. Estimation of tensile strength of an oriented flax fibre-reinforced polymer composite. Composites Part A 2011;42(9):1229–35.
[58] Rask M, Madsen B, Surensen BF, Fife JL. Martyniuk K, Lauridsen EM. In situobservation of microscale damage evolution in unidirectional natural fibrecomposites. Composites Part A 2012. http://dx.doi.org/10.1016/j.compositesa.2012.02.007.
[59] Lodha P, Netravali AN. Characterization of Phytagel� modified soy proteinisolate resin and unidirectional flax yarn reinforced ‘‘green’’ composites.Polym Compos 2005;26(5):647–59.
[60] Liu Q, Hughes M. The fracture behaviour and toughness of woven flax fibrereinforced epoxy composites. Composites Part A 2008;39(10):1644–52.
[61] Assarar M, Scida D, El Mahi A, Poilâne C, Ayad R. Influence of water ageing onmechanical properties and damage events of two reinforced compositematerials: flax-fibres and glass-fibres. Mater Des 2011;32(2):788–95.
[62] Miao MH, Shan MJ. Highly aligned flax/polyproylene nonwoven preforms forthermoplastic composites. Compos Sci Technol 2011;71(15):1713–8.
[63] Liang S, Gning PB, Guillaumat L. A comparative study of fatigue behaviour offlax/epoxy and glass/epoxy composites. Compos Sci Technol2012;72(5):535–43.
[64] Cristaldi G, Latteri A, Recca G, Cicala G. In: Dubrovski Polona Dobnik, editor.Composites based on natural fibre fabrics, Woven Fabric Engineering. InTech;2010. p. 317–42. ISBN:978-953-307-194-7. <http://www.intechopen.com/

L. Yan et al. / Composites: Part B 56 (2014) 296–317 317
books/woven-fabric-engineering/composites-based-on-natural-fibre-fabrics>.
[65] Van Dam JEG. Environmental benefits of natural fibre production and use. In:Proceedings of the symposium on natural fibres, Rome; 20 October 2009.
[66] Netravali AN, Chabba S. Composites get greener. Mater Today2003;6(4):22–9.
[67] Song YS, Lee JT, Ji DS, Kim MW, Lee SH, Youn JR. Viscoelastic and thermalbehaviour of woven hemp fibre reinforced poly(lactic acid) composites.Composites Part B 2012;43(3):856–60.
[68] Armentano I, Dottori M, Fortunati E, Mattioli S, Kenny JM. Biodegradablepolymer matrix nano-composites for tissue engineering: a review. PolymDegrad Stab 2010;95(11):2126–46.
[69] Keller A. Compounding and mechanical properties of biodegradable hempfibre composites. Compos Sci Technol 2003;63(9):1307–16.
[70] Bodros E, Pillin I, Montrelay N, Baley C. Could biopolymers reinforced byrandomly scattered flax fibre be used in structural applications? Compos SciTechnol 2007;67(3–4):462–70.
[71] Lee SG, Choi SS, Park WH, Cho DH. Characterization of surface modified flaxfibres and their composites. Macromol Symp 2003;197(1):89–100.
[72] Malkapuram R, Kumar V, Negi YS. Recent development in natural fibrereinforced polypropylene composites. J Reinf Plast Compos2008;28(10):1169–89.
[73] Khondker OA, Ishiaku US, Nakai A, Hamada H. A novel processing techniquefor thermoplastic manufacturing of unidirectional composites reinforcedwith jute yarns. Composites Part A 2006;37(12):2274–84.
[74] Humphreys MF. The use of polymer composites in construction. In:International conference on smart and sustainable built environment,Brisbane, Australia; November 2003.
[75] Pacheco-Torgal F, Jalali S. Cementitous building materials reinforced withvegetable fibres: a review. Constr Build Mater 2011;25(2):575–81.
[76] Yan LB, Chouw N. Behavior and analytical modeling of natural flax fibrereinforced polymer tube confined plain concrete and coir fibre reinforcedconcrete. J Compos Mater 2013;47(17):2133–48.
[77] Ho MP, Wang H, Lee JH, Ho CJ, Lau KT, Leng JS, et al. Critical factors onmanufacturing processes of natural fibre composites. Composites Part B2011. http://dx.doi.org/10.1016/j.compositesb.2011.10.001.
[78] Ikada Y, Tsuji H. Biodegradable polyesters for medical and ecologicalapplications. Macromol Rapid Commun 2000;21:117–32.
[79] Satyanarayana KG, Arizaga GGC, Wypych F. Biodegradable composites basedon lignocellulosic fibres – an overview. Prog Polym Sci 2009;34:982–1021.
[80] Ray D, Rout J. Thermoset biocomposites. In: Mohanty AK, Misra M, Drzal LT,editors. Natural fibers, biopolymers, and bio-composites. Boca Raton: Taylor& Francis; 2005. p. 291–346.
[81] Stamboulis A, Baillie CA, Garkhail SK, Van Melick HGH, Peijs T. Environmentaldurability of flax fibres and their composites based on polypropylene matrix.Appl Compos Mater 2000;7:273–94.
[82] Singh B, Gupta M, Verma A. The durability of jute fibre-reinforced phenoliccomposites. Compos Sci Technol 2000;60:581–9.
[83] La Mantia FP, Morreale M. Green composites: a brief review. Composites PartA 2011;42(6):579–88.
[84] Bledzki AK, Letman M, Murr M. Influence of static and cyclic climatecondition on bending properties of wood plastic composites (WPC). eXPRESS.Polym Lett 2010;4:364–72.
[85] Yan LB, Chouw N. Experimental study of flax FRP tube encased coir fibrereinforced concrete composite column. Constr Build Mater 2013;40:1118–27.
[86] Yan LB, Duchez A, Chouw A. Effect of bond on compressive behaviour of flaxfibre reinforced polymer tube-confined coir fibre reinforced concrete. J ReinPlastic Compos 2013;32(4):273–85.
[87] Le Duigou, Deux JM, Davies P, Baley C. PLLA/flax mat/balsa bio-sandwichmanufacture and mechanical properties. Appl Compos Mater2011;18:421–38.
[88] Le Duigou, Deux JM, Davies P, Baley C. PLLA/Flax Mat/Balsa Bio-Sandwich-Environmental impact and simplified life cycle analysis. Appl Compos Mater2012;19:363–78.
[89] Barkoula NM, Garkhail SK, Pejis T. Effect of compounding and injectionmolding on the mechanical properties of flax fibre polypropylene composites.J Reinf Plast Compos 2010;29(9):1366–85.
[90] Bos HL. The potential of flax fibres as reinforcement for composite materials.PhD dissertation, Technische Universiteit Eindhoven; 2004. p 79–89.
[91] Li HJ, Sain MM. High stiffness natural fibre-reinforced hybrid polypropylenecomposites. Polym-Plast Technol Eng 2003;42(5):853–62.
[92] Peijs T, Garkhail S, Heijenrath R, van den Oever M, Bos H. Thermoplasticcomposites based on flax fibers and polypropylene: influence of fibre lengthand fibre volume fraction on mechanical properties. Macromol Symp1998;127:193–203.
[93] Bledzki AK, Specht K, Cescutti G, Mussig M. Comparison of differentcompounding processes by an analysis of fibres degradation. In:
Proceedings of the 3rd international conference on eco-composites; 2005.p. B3/1–5.
[94] Specht K, Bledzki AK, Cescutti G, Mussig J. Injection moulded naturalfibre reinforced PP – influence of compounding processes. In:Proceedings of the 6th global wood and natural fibre composites,symposium; 2006. p. A5/1–9.
[95] Patel M, Bastioili C, Marini L, Wurdinger E. Environmental assessmentof bio-based polymers and natural fibres. Netherlands: UtrechtUniversity; 2002.
[96] Hajnalka H, Racz I, Anandjiwala RD. Development of HEMP fibre reinforcedpolypropylene composites. J Thermoplast Compos Mater 2008;21:165–74.
[97] ISO (International Organisation for Standardisation, 1997–1999). ISO 14 040(DIN EN ISO 14040) Environmental Management – Life Cycle Assessment –Principles and Framework. Berlin: DIN (Deutsches Institut für Normung),1997; EN ISO 14 041 (1998) Environmental Management – Life CycleAssessment – Goal and scope definition and inventory analysis. Berlin: DIN(Deutsches Institut für Normung); EN ISO 14 042 (1998) EnvironmentalManagement – Life Cycle Assessment – Life Cycle Impact Assessment. Draft.Berlin: DIN (Deutsches Institut für Normung); EN ISO 14 043 (1999)Environmental Management – Life Cycle Assessment – Life CycleInterpretation. Draft. Berlin: DIN (Deutsches Institut für Normung).
[98] CML (Centre of Environmental Science Leiden, 2001). Life cycle assessment –An operational guide to the ISO standards. Report prepared by Guinée, J.B.,Gorrée, M., Heijungs, R., Huppes, G., Kleijn, R., Koning, A. de, Oers, L. van,Wegener Sleeswijk, A., Suh, S., Udo de Haes, A. (all CML), Bruin, H. de (TUD/TB), Duin, R. van (Bureau B&G), Huijbregts, M.A.J. (UVA). Part 1–3. <http://www.leidenuniv.nl/cml/lca2/index.html>. Leiden, Netherlands.
[99] ISO-14044: environmental management. Life cycle assessment.Requirements and guidelines; 2006.
[100] Diener J, Siehler U. Ökologischer Vergleich von NMT- und GMT-Bauteilen.Angew Makromol Chem 1999;272(4744):1–4.
[101] Van der Werf HMG, Turunen L. The environmental impacts of the productionof hemp and flax textile yarn. Ind Crops Prod 2008;27:1–10.
[102] González-García S, Hospido H, Feijoo G, Moreira MT. Life cycle assessment ofraw materials for non-wood pulp mills: hemp and flax. Resour Conserv Recyl2010;54(11):923–30.
[103] Deng YL, Acker KV, Dewulf W, Duflou JR. Environmental assessment ofprinted circuit boards from bio-based materials. In: Proceedings of 18th CIRPinternational conference on life cycle engineering, Technische UniversitätBraunschweig, Braunschweig, Germany; 2–4 May 2011. p. 605–10.
[104] Pervaiz M, Sain MM. Carbon storage potential in natural fiber composites.Resour Conserv Recycl 2003;39(4):325–40.
[105] Dissanayake NPJ. Quantitative life cycle assessment for natural fibre vs. glassfibre as reinforcements in composites. In: SAMPE student conference, Paris,France; 29 March–2 April 2008.
[106] Porritt J. Capitalism as if the world matters 2005. London, UK and Sterling,USA: Earthsan UK and USA.
[107] Detzel A, Kruger M, Ostermayer A. Assessment of bio-based packagingmaterials. In: Dewulf J, Van Kangenhove H, editors. Renewables-basedtechnology-sustainability assessment. Belgium: John Wiley and Sons Ltd.;2006. p. 281–97.
[108] Bledzki AK, Mamun AA, Lucka-Gabor M, Gutowski VS. The effects ofacetylation on properties of flax fibre and its polypropylene compositeseXPRESS. Polym Lett 2008;2(6):413–22.
[109] Le Duigou A, Davies P, Baley C. Interfacial bonding of flax fibre/poly(l-lactide)bio-composites. Comp Sci Technol 2010;70(2):231–9.
[110] Joffe R, Andersons J, Wallstrom L. Strength and adhesion characteristics ofelementary flax fibres with different surface treatments. Composites Part A2003;34:603–12.
[111] Arbelaiz A, Fernandez B, Ramos JA, Retegi A, Llano-Ponte R, Mondragon I.Mechanical properties of short flax fibre bundle/polypropylene composites:influence of matrix/fibre modification, fibre content, water uptake andrecycling. Comp Sci Technol 2005;65:1582–92.
[112] Guduri BBR, Khoathane C, Anandjiwala RD, De Veries A, Sadiku ER, Van WykL. Effect of water absorption on mechanical properties of flax fibre reinforcedcomposites. In: 6th International conference on composite science andtechnology, Durban, South Africa; 22–24 January 2007. p. 1–10.
[113] Thwe MM, Kin Liao K. Durability of bamboo-glass fiber reinforced polymermatrix hybrid composites. Compos Sci Technol 2003;63:375–87.
[114] Priya SP, Rai SK. Mechanical performance of biofibre/glass reinforced epoxyhybrid composites. J Ind Text 2006;35:217–26.
[115] Cicala G, Cristaldi G, Recca G, Ziegmann G, EI Sabbagh A, Dickert M. Propertiesand performances of various hybrid glass/natural fibre composites for curvedpipes. Mater Des 2009;30:2538–42.
[116] Fiore V, Valenza A, Di Bella G. Mechancial behavior of carbon/flax hybridcomposites for structural applications. J Compos Mater2012;46(17):2089–96.