Embed Size (px)
Citation preview

Extrusion Die Design Optimization Including Viscoelastic Polymer Simulation
Prepared by Dan Wu
with the supervision under Prof M Kostic
Mechanical Engineering Department
Northern Illinois University
April 14th 2004
Parametric Study of Die Lip Profile The effect of non-zero nitrogen pressure in inside-surface hole The effect of non-zero normal force in the outlet of the free surface flow domain The effect of the length of the free surface flow domain
Improvement of Extrusion Simulation
Apply fine enough non-uniform mesh in the corner area and in the axial flow-direction after the die exit
Consider the radiation heat transfer in the free surface Apply more realistic Arrhenius Shear Stress Temperature Dependent Viscosity
Law in non-Isothermal Inverse Extrusion Simulation
Extrusion Simulation Including Viscoelastic Properties Choose one of the most realistic non-linear differential viscoelastic model
(Giesekus Model) Comparison of the results between including viscoelastic properties and not
including them applying PolyFLOW 2-D and 3-D inverse extrusion
Geometry of the quarter computational domain
LFSndash Length of the free surface flow domainLDLndash Length of the die land flow domain
Flow Inlet
Flow Outlet
Boundary conditions in a quarter of computational flow domain
Symmetric Plane
Die Walls
Free Surfaces
Flow Dire
ction
In our current simulation we consider non-zero nitrogen pressure in this free surface
In our current simulation we consider radiation heat transfer in these two free surface
Free su
rface
Die lan
d
Flow Boundary Conditions The flow inlet is given by fully developed volumetric flow rate At the walls the flow is given as zero velocity ie vn = vs = 0 A symmetry plane with zero tangential forces and zero normal velocity fs = vn =0 are applied at half
plane of the geometry Free surface is specified for the moving boundary conditions of the die with atmospheric pressure p =
pThe different pressure (N2 gage pressure) in inside-surface of the hole will be applied in our new simulation
Exit for the flow is specified as fs = fn = 0 The different normal force (pulling force) will be applied in our new simulation
Thermal Boundary Conditions Temperature imposed along the inlet and the walls of the die = 483K Along the symmetry planes the condition imposed is InsulatedSymmetry along
the boundaries Heat flux is imposed on the free surfaces covering radiation heat transfer
which can not be negligible The vale of radiation heat flux is close to that of convection heat flux This will be applied in our new simulation
Outflow condition is selected at the outlet for a vanishing conductive heat flux
Description of Boundary Conditions
Mesh Refinement in the computational domain
Fine enough non-uniform around corner and close to the wall and in the axial flow direction after die exit (our current simulation)
Melt Polymer Flow Direction
Free surface flow domain Die land flow domain
Die exit
Previous uniform meshCurrent non-uniform mesh
Curve-fitting viscosity function
shear stress version of the temperature-dependence
laws (our new viscosity function)
shear rate version of the temperature-dependence
laws (our previous viscosity function)
)()()( 0 ThThT
We are currently using Styron663 with additives From this chart the viscosity-shear rate curve is not translating at a different temperature This means we can not choose our previous form but our new form
Non-isothermal generalized Newtonian flow setting up In PolyFLOW inverse simulation
MATERIAL DATA
Density (ρ) 1040 kgm3
Specific Heat (H) 1200 JKg-oK Thermal Conductivity (k) 01231 Wm-oK Coefficient of Thermal Expansion () 66 x 10-5 mm-oK Reference Temperature (theta or T) 300K
Parameters in the new general form
)()()( 0 ThThT
Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
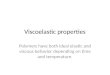
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Parametric Study of Die Lip Profile The effect of non-zero nitrogen pressure in inside-surface hole The effect of non-zero normal force in the outlet of the free surface flow domain The effect of the length of the free surface flow domain
Improvement of Extrusion Simulation
Apply fine enough non-uniform mesh in the corner area and in the axial flow-direction after the die exit
Consider the radiation heat transfer in the free surface Apply more realistic Arrhenius Shear Stress Temperature Dependent Viscosity
Law in non-Isothermal Inverse Extrusion Simulation
Extrusion Simulation Including Viscoelastic Properties Choose one of the most realistic non-linear differential viscoelastic model
(Giesekus Model) Comparison of the results between including viscoelastic properties and not
including them applying PolyFLOW 2-D and 3-D inverse extrusion
Geometry of the quarter computational domain
LFSndash Length of the free surface flow domainLDLndash Length of the die land flow domain
Flow Inlet
Flow Outlet
Boundary conditions in a quarter of computational flow domain
Symmetric Plane
Die Walls
Free Surfaces
Flow Dire
ction
In our current simulation we consider non-zero nitrogen pressure in this free surface
In our current simulation we consider radiation heat transfer in these two free surface
Free su
rface
Die lan
d
Flow Boundary Conditions The flow inlet is given by fully developed volumetric flow rate At the walls the flow is given as zero velocity ie vn = vs = 0 A symmetry plane with zero tangential forces and zero normal velocity fs = vn =0 are applied at half
plane of the geometry Free surface is specified for the moving boundary conditions of the die with atmospheric pressure p =
pThe different pressure (N2 gage pressure) in inside-surface of the hole will be applied in our new simulation
Exit for the flow is specified as fs = fn = 0 The different normal force (pulling force) will be applied in our new simulation
Thermal Boundary Conditions Temperature imposed along the inlet and the walls of the die = 483K Along the symmetry planes the condition imposed is InsulatedSymmetry along
the boundaries Heat flux is imposed on the free surfaces covering radiation heat transfer
which can not be negligible The vale of radiation heat flux is close to that of convection heat flux This will be applied in our new simulation
Outflow condition is selected at the outlet for a vanishing conductive heat flux
Description of Boundary Conditions
Mesh Refinement in the computational domain
Fine enough non-uniform around corner and close to the wall and in the axial flow direction after die exit (our current simulation)
Melt Polymer Flow Direction
Free surface flow domain Die land flow domain
Die exit
Previous uniform meshCurrent non-uniform mesh
Curve-fitting viscosity function
shear stress version of the temperature-dependence
laws (our new viscosity function)
shear rate version of the temperature-dependence
laws (our previous viscosity function)
)()()( 0 ThThT
We are currently using Styron663 with additives From this chart the viscosity-shear rate curve is not translating at a different temperature This means we can not choose our previous form but our new form
Non-isothermal generalized Newtonian flow setting up In PolyFLOW inverse simulation
MATERIAL DATA
Density (ρ) 1040 kgm3
Specific Heat (H) 1200 JKg-oK Thermal Conductivity (k) 01231 Wm-oK Coefficient of Thermal Expansion () 66 x 10-5 mm-oK Reference Temperature (theta or T) 300K
Parameters in the new general form
)()()( 0 ThThT
Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Geometry of the quarter computational domain
LFSndash Length of the free surface flow domainLDLndash Length of the die land flow domain
Flow Inlet
Flow Outlet
Boundary conditions in a quarter of computational flow domain
Symmetric Plane
Die Walls
Free Surfaces
Flow Dire
ction
In our current simulation we consider non-zero nitrogen pressure in this free surface
In our current simulation we consider radiation heat transfer in these two free surface
Free su
rface
Die lan
d
Flow Boundary Conditions The flow inlet is given by fully developed volumetric flow rate At the walls the flow is given as zero velocity ie vn = vs = 0 A symmetry plane with zero tangential forces and zero normal velocity fs = vn =0 are applied at half
plane of the geometry Free surface is specified for the moving boundary conditions of the die with atmospheric pressure p =
pThe different pressure (N2 gage pressure) in inside-surface of the hole will be applied in our new simulation
Exit for the flow is specified as fs = fn = 0 The different normal force (pulling force) will be applied in our new simulation
Thermal Boundary Conditions Temperature imposed along the inlet and the walls of the die = 483K Along the symmetry planes the condition imposed is InsulatedSymmetry along
the boundaries Heat flux is imposed on the free surfaces covering radiation heat transfer
which can not be negligible The vale of radiation heat flux is close to that of convection heat flux This will be applied in our new simulation
Outflow condition is selected at the outlet for a vanishing conductive heat flux
Description of Boundary Conditions
Mesh Refinement in the computational domain
Fine enough non-uniform around corner and close to the wall and in the axial flow direction after die exit (our current simulation)
Melt Polymer Flow Direction
Free surface flow domain Die land flow domain
Die exit
Previous uniform meshCurrent non-uniform mesh
Curve-fitting viscosity function
shear stress version of the temperature-dependence
laws (our new viscosity function)
shear rate version of the temperature-dependence
laws (our previous viscosity function)
)()()( 0 ThThT
We are currently using Styron663 with additives From this chart the viscosity-shear rate curve is not translating at a different temperature This means we can not choose our previous form but our new form
Non-isothermal generalized Newtonian flow setting up In PolyFLOW inverse simulation
MATERIAL DATA
Density (ρ) 1040 kgm3
Specific Heat (H) 1200 JKg-oK Thermal Conductivity (k) 01231 Wm-oK Coefficient of Thermal Expansion () 66 x 10-5 mm-oK Reference Temperature (theta or T) 300K
Parameters in the new general form
)()()( 0 ThThT
Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Flow Inlet
Flow Outlet
Boundary conditions in a quarter of computational flow domain
Symmetric Plane
Die Walls
Free Surfaces
Flow Dire
ction
In our current simulation we consider non-zero nitrogen pressure in this free surface
In our current simulation we consider radiation heat transfer in these two free surface
Free su
rface
Die lan
d
Flow Boundary Conditions The flow inlet is given by fully developed volumetric flow rate At the walls the flow is given as zero velocity ie vn = vs = 0 A symmetry plane with zero tangential forces and zero normal velocity fs = vn =0 are applied at half
plane of the geometry Free surface is specified for the moving boundary conditions of the die with atmospheric pressure p =
pThe different pressure (N2 gage pressure) in inside-surface of the hole will be applied in our new simulation
Exit for the flow is specified as fs = fn = 0 The different normal force (pulling force) will be applied in our new simulation
Thermal Boundary Conditions Temperature imposed along the inlet and the walls of the die = 483K Along the symmetry planes the condition imposed is InsulatedSymmetry along
the boundaries Heat flux is imposed on the free surfaces covering radiation heat transfer
which can not be negligible The vale of radiation heat flux is close to that of convection heat flux This will be applied in our new simulation
Outflow condition is selected at the outlet for a vanishing conductive heat flux
Description of Boundary Conditions
Mesh Refinement in the computational domain
Fine enough non-uniform around corner and close to the wall and in the axial flow direction after die exit (our current simulation)
Melt Polymer Flow Direction
Free surface flow domain Die land flow domain
Die exit
Previous uniform meshCurrent non-uniform mesh
Curve-fitting viscosity function
shear stress version of the temperature-dependence
laws (our new viscosity function)
shear rate version of the temperature-dependence
laws (our previous viscosity function)
)()()( 0 ThThT
We are currently using Styron663 with additives From this chart the viscosity-shear rate curve is not translating at a different temperature This means we can not choose our previous form but our new form
Non-isothermal generalized Newtonian flow setting up In PolyFLOW inverse simulation
MATERIAL DATA
Density (ρ) 1040 kgm3
Specific Heat (H) 1200 JKg-oK Thermal Conductivity (k) 01231 Wm-oK Coefficient of Thermal Expansion () 66 x 10-5 mm-oK Reference Temperature (theta or T) 300K
Parameters in the new general form
)()()( 0 ThThT
Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Flow Boundary Conditions The flow inlet is given by fully developed volumetric flow rate At the walls the flow is given as zero velocity ie vn = vs = 0 A symmetry plane with zero tangential forces and zero normal velocity fs = vn =0 are applied at half
plane of the geometry Free surface is specified for the moving boundary conditions of the die with atmospheric pressure p =
pThe different pressure (N2 gage pressure) in inside-surface of the hole will be applied in our new simulation
Exit for the flow is specified as fs = fn = 0 The different normal force (pulling force) will be applied in our new simulation
Thermal Boundary Conditions Temperature imposed along the inlet and the walls of the die = 483K Along the symmetry planes the condition imposed is InsulatedSymmetry along
the boundaries Heat flux is imposed on the free surfaces covering radiation heat transfer
which can not be negligible The vale of radiation heat flux is close to that of convection heat flux This will be applied in our new simulation
Outflow condition is selected at the outlet for a vanishing conductive heat flux
Description of Boundary Conditions
Mesh Refinement in the computational domain
Fine enough non-uniform around corner and close to the wall and in the axial flow direction after die exit (our current simulation)
Melt Polymer Flow Direction
Free surface flow domain Die land flow domain
Die exit
Previous uniform meshCurrent non-uniform mesh
Curve-fitting viscosity function
shear stress version of the temperature-dependence
laws (our new viscosity function)
shear rate version of the temperature-dependence
laws (our previous viscosity function)
)()()( 0 ThThT
We are currently using Styron663 with additives From this chart the viscosity-shear rate curve is not translating at a different temperature This means we can not choose our previous form but our new form
Non-isothermal generalized Newtonian flow setting up In PolyFLOW inverse simulation
MATERIAL DATA
Density (ρ) 1040 kgm3
Specific Heat (H) 1200 JKg-oK Thermal Conductivity (k) 01231 Wm-oK Coefficient of Thermal Expansion () 66 x 10-5 mm-oK Reference Temperature (theta or T) 300K
Parameters in the new general form
)()()( 0 ThThT
Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Mesh Refinement in the computational domain
Fine enough non-uniform around corner and close to the wall and in the axial flow direction after die exit (our current simulation)
Melt Polymer Flow Direction
Free surface flow domain Die land flow domain
Die exit
Previous uniform meshCurrent non-uniform mesh
Curve-fitting viscosity function
shear stress version of the temperature-dependence
laws (our new viscosity function)
shear rate version of the temperature-dependence
laws (our previous viscosity function)
)()()( 0 ThThT
We are currently using Styron663 with additives From this chart the viscosity-shear rate curve is not translating at a different temperature This means we can not choose our previous form but our new form
Non-isothermal generalized Newtonian flow setting up In PolyFLOW inverse simulation
MATERIAL DATA
Density (ρ) 1040 kgm3
Specific Heat (H) 1200 JKg-oK Thermal Conductivity (k) 01231 Wm-oK Coefficient of Thermal Expansion () 66 x 10-5 mm-oK Reference Temperature (theta or T) 300K
Parameters in the new general form
)()()( 0 ThThT
Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Curve-fitting viscosity function
shear stress version of the temperature-dependence
laws (our new viscosity function)
shear rate version of the temperature-dependence
laws (our previous viscosity function)
)()()( 0 ThThT
We are currently using Styron663 with additives From this chart the viscosity-shear rate curve is not translating at a different temperature This means we can not choose our previous form but our new form
Non-isothermal generalized Newtonian flow setting up In PolyFLOW inverse simulation
MATERIAL DATA
Density (ρ) 1040 kgm3
Specific Heat (H) 1200 JKg-oK Thermal Conductivity (k) 01231 Wm-oK Coefficient of Thermal Expansion () 66 x 10-5 mm-oK Reference Temperature (theta or T) 300K
Parameters in the new general form
)()()( 0 ThThT
Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

We are currently using Styron663 with additives From this chart the viscosity-shear rate curve is not translating at a different temperature This means we can not choose our previous form but our new form
Non-isothermal generalized Newtonian flow setting up In PolyFLOW inverse simulation
MATERIAL DATA
Density (ρ) 1040 kgm3
Specific Heat (H) 1200 JKg-oK Thermal Conductivity (k) 01231 Wm-oK Coefficient of Thermal Expansion () 66 x 10-5 mm-oK Reference Temperature (theta or T) 300K
Parameters in the new general form
)()()( 0 ThThT
Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Non-isothermal generalized Newtonian flow setting up In PolyFLOW inverse simulation
MATERIAL DATA
Density (ρ) 1040 kgm3
Specific Heat (H) 1200 JKg-oK Thermal Conductivity (k) 01231 Wm-oK Coefficient of Thermal Expansion () 66 x 10-5 mm-oK Reference Temperature (theta or T) 300K
Parameters in the new general form
)()()( 0 ThThT
Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Parameters in the new general form
)()()( 0 ThThT
Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Current simulation results analysis (Carreau-Yasuda model)
Fully developed velocity
profile (die land)
Uniform velocity
Profile (free surface)
Flow direction
Z=254cm
Z=35cm
Z=38cm
developing velocity
Profile (free surface)
According to the velocity profile in the computational domain it changes only in the partial free surface flow domain (z =254-38cm) It is necessary to apply enough fine non-uniform mesh in this partial domain than others to capture the bigger change of velocity Profile Vice versa from the computational cost point of view we do not have to use fine mesh in fully developed velocity profile zone and uniform velocity profile zone and select free surface length longer than 38cm (15inches)
Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Die lip profile comparison by using our current and previous mesh
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001X (m)
Y (m
)
non-uniform mesh (current change)
uniform mesh (previous reference 100 )
0 28
39 46
085 0
Much more element is appliedin these areas in our current non-uniform mesh to capture the big gradient of the velocity and temperature in the flow domain
x Y
Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Parametric Study of Die Lip Profile (1) free surface length
The free surface length range 05-2 inches Influence of the free surface length is minimal in the simulation results The free surface length 1 inches is selected to pursue the following parametric study
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X (m)
Y (m) LFSLDL
Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Parametric Study of Die Lip Profile (2) nitrogen pressure in inside-surface hole
0
0001
0002
0003
0004
0005
0006
0 0002 0004 0006 0008 001
X (m)
Y (
m)
In our real extrusion experiment we select nitrogen pressure range 3-8 inches of water We have applied the boundary condition (non-zero nitrogen pressure) in our current simulationinstead of zero nitrogen pressure boundary condition Our simulation results means theNitrogen pressure only influence the shape of the central pin and we must include this boundary condition in our simulation
56-113
63-150
Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Parametric Study of Die Lip Profile (3) normal force at the outlet of the free surface flow domain
0
0001
0002
0003
0004
0005
0006
0007
0 0001 0002 0003 0004 0005 0006 0007 0008 0009 001 0011X (m)
Y (
m)
Fn = 001 N
01 N
015 N
0 N
According to the simulation results the pressure in the outlet of the free surface flow domain does not influence the shape of the pin but the shape of die lip profile Bigger pressure causes bigger shape of the die lip
Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Parametric Study of Die Lip Profile (3) pressure in the outlet of the free surface flow domain (Contrsquod)
The pressure in the outlet of the free surface flow domain makes bigger effect of die lip width than die lip height
Close-up of the die lip profile around the corner
Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Extrusion simulation including viscoelastic propertiesIntroduction of one of the most realistic differential viscoelastic models Giesekus model
DTTTΙ 11 11
1
2)(
DT2 22
α the material constant (a non-zero value leads to a bounded steady extensional viscosity and a shear-rate dependence of the shear viscosity)λ the relaxation time (A high relaxation time indicates that the memory retention of the flow is high A low relaxation time indicates significant memory loss gradually approaching Newtonian flow)1 the viscoelastic part of the zero shear-rate viscosity
2 the purely-viscous part of the zero shear-rate viscosity
I the unit tensor D the rate-of ndashdeformation tensor
T = T1 + T2
The total extra-stress tensor is decomposed into a viscoelastic component T1 and a purely-viscous
component T2
Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Curve fitting to the parameters with Giesekus model
To quickly and accurately investigate the effect of the viscoelastic properties of Styron663 with additiveswe apply a 2-D inverse extrusion simulation first 5-mode Giesekus model is used in this simulation
γ shear rate η viscosity Grsquo storage moduli G loss moduli
Giesekus ModelCarreau-Yasuda Model
γ (s-1) η (Pas) Grsquo (Pa) Grdquo (Pa)
018 1180460 319 2070032 1168130 828 3600056 1079460 1870 5780
1 926448 3640 85202 788763 6900 122003 641458 11600 167006 510940 18100 2230010 385833 27100 2740018 282344 38200 3260032 200996 51600 3710056 139389 66500 41600
100 94027 82500 45000178 62295 99700 48300316 40488 117000 51600
Table 1 the experimental data from Datapoint report
γ (s-1)
η (
Pa
s) G
rsquo (P
a) G
rdquo (P
a)
Styron663 with additives
Cal η
Exp
Cal
Exp Grsquo
Cal
Exp Grdquo
Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Curve fitted parameters with Giesekus model
5-mode Giesekus model is used in a 2-D inverse extrusion simulation All the fitted curves agree with their corresponding experimental data Multi-mode Giesekus model are only for 2-D case since the computational cost associated with such a choice would be prohibitive
i λi
(s)
αi
(-)
ηi
(Pas)
si
(-)1 001 0316 890 018e-5
2 01 0691 3698 0
3 1 0513 8855 0
4 10 0206 3 0
5 100 0206 32 0
Table 2 Parameters for the fit of the experimentalData with a 5-mode Giesekus model
Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Geometry mesh and Boundary Conditions of the computational flow domain
Symmetric plane(fs=0)
Inlet (Q=3005e-6 m2s)Fully developed velocity
Free surfaceWall (vs=0) Outlet (fn = 0)
Die land
Flow Direction
Free surface flow domain
Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Comparison of the 2-D inverse extrusion results
0
0001
0002
0003
0004
0005
0006
-100E-02 000E+00 100E-02 200E-02 300E-02 400E-02 500E-02 600E-02
X (m)
Y (m
)
Carreau-Yasuda Model reference 100
5-mode Giesekus Model difference
5 differenceLarger extrudate swelling Occurs by using Giesekus model
Die land Free surface flow domainPurely Viscous
Viscoelastic
First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

First try for 3-D inverse extrusion applying Giesekus model
Since most research about the flow simulation using viscoelastic models (highly nonlinear) which have been done is for 2-D problems Although some research is for 3-D problems the cross section of its computational flow domains (rectangle and circle) are regular We just try to run 3-D inverse extrusion using PolyFLOW to make sure if the PolyFLOW inverse extrusion program is effective for our 3-D problem
Because multi-mode Giesekus model is only suggested for 2-D problems we try to use 1-modeGiesekus model to run 3-D PolyFLOW inverse extrusion From our curve fitting we select the parameter of the first mode to run our 3-D isothermal problem The same flow boundary conditions are applied with Carreau-Yasuda model
DTTTΙ 11 11
1
2)(
λ(s)
α(-)
η(Pas)
s(-)
001 0316 890 018e-5
Table 2 Model parameters used in the calculation of thedie lip profile applying PolyFLOW 3-D inverse extrusion
The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

The comparison of the simulation results
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001
x (m)
y (
m)
Viscoelastic Model (Giesekes)
Purely viscous model (Carreau-Yasuda)
x Y
0 92112 106
89 0
Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Improve the curve fitted parameters with 1-mode Giesekus model
()
[Pa
S]
N1[
Pa]
(s-1)
Most viscoelastic fluid researcher use the experimental first normal stress difference and the steady-state shear viscosity to curve fit the parameters with 1-mode Giesekus model By using our experimental data in table 2 we can fit the parameters with 1-mode Giesekus model
The experimental shear rate steady-state viscosity and the experimental first normal stress difference with Giesekus model
Table 34 The fitted parameters used in our PolyFLOWreg3-D inverse extrusion
V
(PaS)
G
(s)
G
(-)PS663 8000 01 05
Giesekus model Experimental data
Styron663 with additives at 473K
The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

The simulation of the die land and free surface flow domain without the central hole
We apply the same boundary conditions in this simulation with the first try3-D inverse extrusionThe simulation using Carreau-Yasuda model is also done in this computational domain The comparisonresults is shown in the following
0
0001
0002
0003
0004
0005
0006
0007
0 0002 0004 0006 0008 001 0012X
Y
Giesekus-Model difference
Carreau-Model reference 100
Product profile
0 26
26 13
23 0
The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

The extrudate swelling in the real extrusion experiment
Big extrudate swelling at the die exit
Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit

Comparison of the bottom views of the extrudate swelling
1 The Simulation of the extrudate Swelling (viscoelastic Giesekus model)
2 Experimental extrudate Swelling (photo taken in Fermi Lab)
3 the Simulation of the extrudate Swelling (Carreau-Yasuda model)
Die exit Die exit
Flo
w d
irec
tion
The similar big extrudate swelling occurs at the die exitin the real extrusion experiment and in the simulation using viscoelastic nonlinear differential model In our 3-D problem using viscoelastic model can predict better the extrudate swelling at the die exit


![Aleksandra Kostic, Zajim Aljicevic, Sefko Sikalo & Melisa Kustura · 2019. 2. 19. · Kostic and Voss [9] applied the Sylvester‘s law of inertia on the definite quadratic eigenvalue](https://img.pdfslide.us/doc/110x75/60d0b49b89c947744b476808/aleksandra-kostic-zajim-aljicevic-sefko-sikalo-melisa-kustura-2019-2-19.jpg)