-
8/7/2019 Explaining the Words
1/14
Explaining the Words, Terms and Jargon
This glossary is intended to define the most common terminology
and language used in the
fastening industry.
A A joint Hard joint requiring 30o or less of rotation from snug
to target
torque
Air motor Rotating cylinder with vanes in air tools to generate
power fromcompressed air
Angle of rotation Angle measured from snug to target torque
B B joint Medium hard joint requiring about 180o of rotation to
target
torque
Balancer Hanging device to hold the weight of tool at any
height
C C joint Medium soft joint requiring about 360o of rotation to
target
torque
cfm Air flow measured in cubic feet per minute
Clamp load Force holding two components together
Click mode Tester mode that displays reading upon the "click"
action of aclick wrench
Clutch Mechanism to transfer torque from air motor to
fastener
Continuous drive Tools that deliver torque continuously during
its cycle
Controlled tool Tool controlled electronically with internal
transducer
Controller Device that controls the torque output of a
transducerized powertool
Cross threading When fastener threads bind with application
threads
D D joint Soft joint requiring 720o or more of rotation from
snug to target
torque
dB(A) Logarithmic measure of sound level in decibels. Each
change in
3 dB(A) results in a change in sound level by a factor of
two.
DC Tool A common type of controlled tool powered by a Direct
Current
electric motor
Discontinuous drive Tools that deliver torque in increments
during its cycle
Dynamic torque Torque measuring during fastening
E Ergo-Arm Mounted device that holds tool and absorbs torque
reaction
Ergonomics Science of optimizing process to personnel
ESD Electro Static Discharge; concern of electronics
assembly
FFirst peak mode Tester mode that displays the initial peak of
torque regardless of
subsequent torque readings
Frequencyresponse
Filter setting of a torque analyzer
FRL Filter Regulator Lubricator; treats compressed air for use
by air
tools
-
8/7/2019 Explaining the Words
2/14
H Hard joint Joint requiring 30o or less of rotation from snug
to target torque
Hex drive Device to hold a screwdriver bit into the front of
tool
J Joint Combination of a fastener, application, washers,
gaskets, o-rings
Joint kit Joint simulator typically consisting of a stack of
washers or a
spring
Joint simulator Device to emulate a fastener - application
K KDM Keypad Display Module; control panel for AcraDyne
controller
kg-cm Metric measure of torque in kilogram centimeters
L Line control Using signals from tool to control aspects of the
productionprocess
M Mag-O-Net Small magnetic ring place on screwdriver bit
Monitored tool Tool that reports the installed torque to a
controller
Multiplier Device with many gears that multiplies torque output
of anothertool
N NiCd Nickel Cadmium; a type of older technology tool
battery
NiMH Nickel Metal Hydride; a type of newer technology tool
battery
Nm Metric measure of torque in Newton meters
Nutrunner Tool to fasten nuts onto bolts; typically with angle
head
P Parameter Set of conditions under which a cycle is considered
acceptable
Peak mode Tester mode that displays highest torque reading of a
cycle
Prevailing torque Torque required during the rundown of the
fastener
Productivity Measurement of output of a process
Pulse tool Assembly tool with hydraulic chamber to generate
torque
Q Quality Adhering to torque and quality specifications
R Ratchet wrench Tool used in tight spaces; rotates in
increments
Reaction bar Strong engineered metal bar that absorbs torque
reaction
Regulator Provides constant air pressure for use by air
tools
Reliability Expected service life for a tool's intended
purpose
Residual torque Torque remaining in the joint after
tightening
Retractor Hanging device that holds weight of tool at specific
heights
Rotary transducer Rotating device to measure torque during
fastening
Rundown Portion of the cycle before the head of the fastener
contacts thesurface
S Screw presenter Automation device to line up and present
fasteners tomagnetized bit
Screwfeeder Automation device to feed fasteners to head of
driver
Soft joint Joint requiring 720o or more of rotation from snug to
targettorque
Solenoid valve Device to shut off air supply to tool
-
8/7/2019 Explaining the Words
3/14
Square drive Device to hold a socket into the front of tool
T Tension Force that stretches a fastener
Tightening Monitor Method to verify cycle completion and cycle
time of assemblytools
Torque Force at a distance, or resistance to rotation
Torque analyzer Electronic device to analyze, display, measure
torque
Torque reaction Kick or movement felt by operators during
fastening
Track mode Tester mode that displays running torque with no
memory
Transducer Device to measure torque
Tubenut wrench Tool to fasten tube nuts onto hydraulic or
control lines
What is "Residual Mode" on Exacta
and Exacta 2 and how does it work?Considerations in Torque
Auditing and Residual Mode inExacta Products
Torque auditing is one of the most challenging audits there is.
It is an audit that doesnot fall neatly into the destructive versus
non-destructive testing category. A torqueaudit changes the item
being audited, just as indentation hardness testing or
voltagechecking does. At the same time, it is usually necessary to
perform the audit withoutdestroying the item (joint) being
audited.Torque auditing in also difficult to perform accurately
because of the numerous factorsthat affect the force (torque), and
the fact that there are interactions among the
components in the joint and the forces involved.In this paper we
will discuss some of the factors that affect the torque that is
retainedin the joint by the initial tightening, and how they affect
the audit and audit results.Note that this paper is not intended as
a comprehensive discourse, nor is it in any waya substitute for
performing torque audit experiments on the actual joints that you
willbe auditing.
Fastener MotionTo audit torque it is necessary to move the
installed fastener. Traditionally, this has ledto one of three
methods of auditing.
Method 1 - First Motion in the Tightening DirectionIn this
method, a variable-reading type torque wrench (dial, beam, or
digital) is
used to apply force to the fastener in the tightening direction
until motion isdetected. The detected peak torque is regarded as
and recorded as theresidual torque.
Method 2 First Motion in the Loosening DirectionIn this method a
variable-reading type torque wrench (dial, beam, or digital) isused
to apply force to the fastener in the removal direction until
motion isdetected. The detected peak torque is regarded as and
recorded as theresidual torque.
-
8/7/2019 Explaining the Words
4/14
Method 3 Comparison of Rotation EndpointIn this method the
location of a point on the fastener in relation to an item inthe
grip of the fastener is marked. The fastener is then loosened, and
thetorque required to rotate the fastener back to that same point
in relationship tothe marked item in the grip is measured and
recorded as the residual torque.
Each of these methods has numerous risks and sources of error.
Method 1 is the mostpopular and most commonly-used method for a
variety of reasons, and is the methodwe will examine the most
here.The fastener does not engage the torque wrench directly. There
is a fastenerengagement device attached to the torque wrench, and
it is this device that connectsthe two. When this device is a
socket, there is literally a hidden source of error in
themeasurement of the residual torque.The socket usually covers the
fastener head completely. When the fastener beingaudited is a nut
that is on a bolt or stud, it is not possible to see the top of the
nutbecause the nut is covered by the socket. As a result, it is
common practice to markthe socket and the item(s) in the grip of
the joint to assist in detecting motion of thenut. The auditor
engages the torque wrench to the nut, marks the socket and
gripitem(s) with an almost continuous line, and starts applying
torque. When the line onthe socket begins to rotate in relationship
to the line on the item(s) in the grip, firstmotion of the nut is
visually detectable.Unfortunately this tells us nothing of the
relationship between the nut and the bolt orstud. It is the
rotation of the nut in relationship to the bolt or stud that
creates theclamping force that holds the joint together, and the
nut can rotate in relationship tothe items in the grip without
rotating in relationship to the bolt or stud.This disparity is
possible partly because of something called bolt windup. Bolt
windupis a twisting of the shank of the bolt itself. This
phenomenon occurs in some, but notall joints. Whether it occurs or
not is a function of a number of variables and theirinteractions.
Research shows that the relationship between bolt diameter and
boltlength is among the variables and interactions having the
greatest effect. A short,large-diameter bolt will tend to wind up
less than a long slender bolt.
If the bolt winds up during the torque audit, it is possible to
rotate the nut inrelationship to the item(s) in the grip without
rotating the fastener in relationship to thebolt. When a socket is
used on the nut, the auditor cannot tell whether the nut movedin
relationship to the bolt/stud or grip item(s), or both.Further
compounding the error possible from this source is the possibility
that the pointat which bolt/stud windup occurs may fall inside the
torque specification, rather thanoutside. This could lead to windup
affecting some audit torque readings and notothers.Other factors
that may affect windup include bolt hardness, thread pitch
andcoefficient of friction. We cannot address all of the
possibilities here, but instead drawto your attention that this is
a potential source of variation and torque audit error. If youwish
more in-depth material, one source for such information would be An
Introductionto the Design and Behavior of Bolted Joints, Third
Edition, by John H. Bickford. It is
available from Marcel Decker Press.
Perceived Motion and Human ResponseWhen a joint torque audit is
being conducted, the auditor may rely on a visual clue thatthe
fastener has moved (see above), or the auditor may rely on feedback
from the feelof the torque wrench, or both. In either case there is
a dynamic of increasing pressureon the tool, a change in the
fasteners to which the force is being applied, and asensing of the
change. The sensing of the change in the fastener from static
to
-
8/7/2019 Explaining the Words
5/14
dynamic from at rest to in motion takes time to occur. During
that time the auditoris sensing the change and responding to it by
reducing or releasing pressure on thetool.This elapsed time
typically takes several tenths of a second. Human nervous
systemstend to average about 0.3 seconds for a relatively simple
response such as this. Thisresponse time is a variable, and has all
of the typical characteristics of a human
variable. In addition to lot-to-lot variation (variation among
auditors) there is within-lotvariation (variation in response from
a single individual). The length of time it takes anauditor to
realize that the fastener has rotated and to stop increasing
pressure on thewrench (and increasing the torque) leads to
variation in the audit results.
Joint HardnessJoint hardness refers to the rate at which tension
rises as torque is applied. A hard
joint is one in which very few degrees of fastener rotation are
needed to go from 10%of the desired bolt preload (tension) to 100%
of bolt preload. This would be typical of a
joint in which two hard steel plates are bolted together. A soft
joint is one in which ittakes many degrees of rotation to move from
10% of the desired preload to 100% ofthe desired preload. An
example of this would be a joint in which there was a thick
soft
gasket between two hard steel plates. The additional rotation is
needed because thejoint rate (slope of torque-tension line) is
changed; the gasket material compressesand necessitates more
fastener rotation.How hard or soft the joint is interacts with the
torque wrench and the auditor,combining in largely unpredictable
manners.
Dynamic Installation and Static AuditThe inertial difference
between fastener tightening during installation and joint
torqueauditing is another source of variation in audit results.When
a fastener is being tightened during installation, the torque is
normally dynamic.Whether the installation tool is powered or
manual, the fastener is being rotated untilthe torque control
device stops rotating it. The opposite is true in a joint torque
audit;the fastener is at rest and motion must be started in order
for the torque to bemeasured.The need to overcome inertia, to get
the fastener to move, contributes to error both inthe measurement
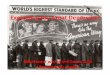
and in the understanding of the results.The first diagram here
shows torque versus time during fastener installation. Thevertical
axis is torque and the horizontal axis is time. The first diagram
shows thetorque rising over time, as occurs during
installation.
-
8/7/2019 Explaining the Words
6/14
When the torque application tool has attained the specified
torque, force stops beingapplied and the initial preloaded torque
is present. This is shown in the diagramimmediately below.
Once force is no longer applied, any joint settling that will
occur can begin. The jointsettling may be occasioned by any of a
number of factors that include, but are notlimited to: bolt windup,
flow of paint or gasket materials, unevenness of mating
surfaces, surface finish of mating surfaces, perpendicularity of
bolt/stud shank tounderside of bolt/stud head, perpendicularity of
grip item(s) to underhead of bolt,bolt/stud installation seating or
perpendicularity error.Joint settling takes time. Even though it
may begin immediately (or later, or not at all),the amount of time
between the installation and the audit means that inconsistent
timebetween installation and audit may contribute to variation in
the joint torque auditresults.The diagram below shows a slight
amount of settling having occurred after installation.This leaves
the actual residual torque slightly below the installation
torque.
-
8/7/2019 Explaining the Words
7/14
Having established what the actual torque is at the time of the
audit, we can now lookat what happens during the audit process and
some of how measurement erroroccurs. The diagram immediately below
establishes where the actual torque is in the
joint with a green horizontal line.
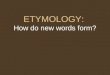
The diagram below shows the beginning of the joint torque audit.
Using a standardvariable reading torque wrench that detects, or is
set to detect, the peak torque. As theauditor begins applying
force, the torque reported by the tool rises. The auditor
continues applying torque until the actual torque is achieved as
shown in this diagram.
-
8/7/2019 Explaining the Words
8/14
Even though the actual torque has been reached, the force
required to overcomeinertia to make the fastener rotate has not
been achieved. This requires additionalforce additional torque.
This is shown in the next diagram immediately below.
This torque is not the actual torque, but it is the peak torque
that will be measured andrecorded by the torque wrench during audit
IF no other errors enter the process. But itis not what the real
torque is. It is the sum of the actual torque and the torque
requiredto overcome inertia to go from static torque to dynamic
torque.
In the transition to dynamic torque the torque actually drops
to, or extremely close to,the actual torque. This transition is
shown by the blue section of the torque line in thegraph below.
-
8/7/2019 Explaining the Words
9/14
If we assume the operator senses the fastener motion and reacts
to it very quickly, theinstalled torque will still be changed by
some amount. This is a rise in torque shown bythe second blue
segment below, and assumes the operator stopped quickly enoughthat
the peak reported by the tool (peak torque finger, pointer, or
digits) did notchange.
In the scenario just depicted, there is a zone of error that is
equal to the differencebetween the peak torque reported by the
torque tool and the actual torque on the joint
when the audit was conducted. This error can be substantial and
misleading.In this example we assumed that the operator stopped
applying force very quicklywhen the fastener moved. Yet we know
that the auditors response is a variable, andthat the variation can
result in an even higher reported value.A further assumption
related to the auditor and audit a hidden assumption - is thatthe
force was applied steadily so that no torque spike affected the
peak torque. Anerratic force application, particularly at or very
near the point where the static torquetransitions to dynamic torque
and fastener movement, can increase the error in thereported
torque.
-
8/7/2019 Explaining the Words
10/14
We also assumed a minimal amount of joint settling occurred
between the timethe dynamic torque ceased being applied in the
installation process and the auditbegan was very little. The
greater the amount of joint settling, the lower the reported
joint audit torque will be. It is entirely possible to have a
lower reported audit torquethan was actually applied to the joint
during assembly. The softer the joint and themore variation in the
components within it, the more likely this is to occur.
The Exacta Residual ModeThe existence of the above problems in
joint torque auditing led to the development ofthe Residual Mode
for the Exacta line of digital torque wrenches.The question posed
was straightforward: Can we reduce the zone of error in jointtorque
auditing for most of the joints our customers encounter in their
assemblyoperations?The answer to this question is a qualified
Yes.In the Exacta line we use high-speed processors to measure the
torque. Theseprocessors look at the analog output from the torque
transducer many thousands oftimes per second. Since we know the
dynamic of the joint torque audit we were able todevelop an
algorithm that looks at a string of torque values and compares them
to the
known pattern of torque for a static joint torque audit after
installation.The residual mode is an algorithm that looks for an
increase in torque followed by arapid dropoff that is followed by a
similar rate of increase in torque as occurred prior tothe dropoff.
It then reports as the residual torque the torque at the bottom of
thedropoff before the second rise in torque.This mode is
represented by a symbol that depicts quite well the principle
applied toobtain the residual torque value. The symbol is shown to
the right.The reported residual torque value is reported as the
value that corresponds to theline with the arrow; the valley
created by the resumption of dynamic torque in movingthe
fastener.The actual algorithm used will not capture the exact
residual torque on any joint,except by pure chance. It will,
however, reduce the zone of error in the joint torqueauditing of
many or most of the joints our customers audit. The amount of
reduction
can be quite significant in many audit applications.It is not
possible to store an infinite variety of algorithms on the tool. In
fact, we canonly keep, store, and use exactly one algorithm. Since
most of the joints our customerbase audits are hard or fairly hard
joints, the algorithm is designed to work best with
joints of high hardness (fairly few degrees of rotation to move
from 10% to 100% ofdesired preload).Even with an algorithm designed
primarily for this type of joint, perfect torque detectionis not
possible. There will still be a small discrepancy between the
reported torque andthe peak dynamic torque applied during
installation.Joint settling that occurs after the installation
process and before the audit process willstill affect the audit
results. Where a great deal of settling has occurred,
thediscrepancy between the reported residual torque and the
installed dynamic torquecan be large enough to cause concern. As a
rule of thumb, the softer the joint themore settling is likely to
take place and the greater the discrepancy is likely to be.Another
source of variation still lies with the operator. Even though the
electronics cansense, measure, compare, and report the torque many
times faster than a humanbeing with a different torque wrench can,
there are still limits to the capabilities of thetool, and these
capabilities can be overwhelmed by incorrect or erratic
audittechnique.Erratic force application during the audit will
create a rise/fall/rise pattern such as thealgorithm uses to
determine the residual torque. When this occurs, the tool will
report
-
8/7/2019 Explaining the Words
11/14
exactly the torque it found, even though the cause was erratic
force applicationinstead of fastener movement.Note that softer
joints, such as those including painted components or
gasketmaterials in the grip can also cause this rise/fall/rise
pattern to occur when flow of thesofter material takes place during
the audit. Even a set of components with a roughsurface finish can
flow or reflow to some degree when the torque rises during the
audit
process. This is particularly true as the applied torque
approaches the actual torque.It is possible for either the joint or
the operator to introduce a discrepancy between theinstalled torque
and the audited torque.
Recommendations1. Conduct experiments on the actual joints to be
audited to determine howclosely the Residual Mode will come to the
reported dynamic torque from theinstallation process.2. Insure the
experiments take into account the variables discussed
here,particularly those pertinent to joint hardness and joint
settling or relaxation.3. Use the results of the experiments to
refine the joint audit process. Thismay include such refinements as
auditor training, audit time windows for the
elapsed time between assembly torque application and conducting
the audit,and other changes as your data indicates will be
beneficial
Class Outline
Objectives
What Is Torque?
What Is Preload?
What Is Clamping Force?
The Importance of Torque
The Effects of Overtightening and
Undertightening
Factors Affecting Torque
Determining Torque How Torque Is Derived
Applying Torque
Proper Torque: An Example
How Torque Is Measured
Inspecting Bolted Joints
Inspecting Torque Tools
Summary
Class Objectives
Define torque.
Explain the importance of preload.
Explain the importance of clamping force.
Explain the importance of torque.
Describe the effects of overtightening.
Describe the effects of undertightening.
Describe factors that can affect torqueaccuracy.
Describe factors to consider when determiningtorque.
Explain how torque is derived.
Describe methods for applying torque.
Solve for the torque value.
Describe methods for measuring torque.
Describe methods for inspecting bolted joints.
Explain the importance of inspecting torquetools.
Class Vocabulary
bolt A cylindrically shaped, threaded device used for fastening
parts. Bolts usuallyhave blunt ends and mate with a nut.
breakaway torque The torque value that registers when the
fastener is first turned.
calibration The act of adjusting a measuring instrument against
a standard to ensure itsaccuracy.
clamping force The compressive force that a fastener exerts on a
joint.
http://www.toolingu.com/definition-700210-14640-bolt.htmlhttp://www.toolingu.com/definition-700210-14668-breakaway-torque.htmlhttp://www.toolingu.com/definition-700210-14671-calibration.htmlhttp://www.toolingu.com/definition-700210-14643-clamping-force.htmlhttp://www.toolingu.com/definition-700210-14640-bolt.htmlhttp://www.toolingu.com/definition-700210-14668-breakaway-torque.htmlhttp://www.toolingu.com/definition-700210-14671-calibration.htmlhttp://www.toolingu.com/definition-700210-14643-clamping-force.html
-
8/7/2019 Explaining the Words
12/14
Class Vocabulary
click wrench A type of wrench that measures the amount of torque
applied to a fastener. Aclick wrench indicates the torque value
with the use of a digital display.
clutch A coupling found inside a motorized device that connects
or disconnects parts todrive the mechanism.
compression A pushing or pressing force that is directed toward
the center of an object.
dial wrench A type of wrench that measures the amount of torque
applied to a fastener anddisplays the torque value on a dial.
distance The amount of space between two points. Torque is
determined by multiplyingforce times distance.
embedding To be enveloped by or surrounded by another material
or object. A fastener isembedded into the base component. Embedding
can cause changes in torque.
English system A standard system of measurements based on the
inch, second, pound, andFahrenheit degrees. English measurements
are primarily used in the United Statesand England.
fatigue strength The maximum stress a fastener can withstand for
a specific number of repeatedapplications prior to its failure.
force The push or pull that gives energy to an object. Torque is
determined bymultiplying force times distance.
friction A force that resists motion between two components that
are in contact with eachother. Friction is an obstacle to overcome
when accounting for torque.
friction stabilizer A device used in bolted joints that
regulates the amount of friction in the joint.Friction stabilizers
help engineers to maintain the proper torque.
hard joint A joint in which it takes the fastener less than a 30
turn to get the fastener from
fitting snugly to reaching torque.
impact wrench A screwdriving tool that uses a discontinuous
drive clutch and compressed air toachieve torque. Impact wrenches
are often used to tighten lug nuts on cars whenchanging a tire.
inspection torque The amount of preload in a fastened joint.
load The overall force that is applied to a material or
structure. A fastener thatsupports the weight of an object is
withstanding a load.
metric system A standard system of measurements based on the
meter, second, kilogram, andCelsius degrees. The metric system is
internationally recognized.
preload The tension created in a fastener when it is first
tightened. Preload must be
greater than the external forces applied to the assembly to
prevent joint failure.
repeatability The ability of an object to deliver accurate and
dependable results over a longperiod of time.
residual torque The amount of tension that remains in a joint
after fastening a threaded fastener.
screw A threaded device used for fastening parts or transferring
motion. Screws usuallyhave pointed ends.
http://www.toolingu.com/definition-700210-14664-click-wrench.htmlhttp://www.toolingu.com/definition-700210-14662-clutch.htmlhttp://www.toolingu.com/definition-700210-14645-compression.htmlhttp://www.toolingu.com/definition-700210-14665-dial-wrench.htmlhttp://www.toolingu.com/definition-700210-14638-distance.htmlhttp://www.toolingu.com/definition-700210-14648-embedding.htmlhttp://www.toolingu.com/definition-700210-14657-english-system.htmlhttp://www.toolingu.com/definition-700210-14646-fatigue-strength.htmlhttp://www.toolingu.com/definition-700210-14637-force.htmlhttp://www.toolingu.com/definition-700210-14654-friction.htmlhttp://www.toolingu.com/definition-700210-14647-friction-stabilizer.htmlhttp://www.toolingu.com/definition-700210-14655-hard-joint.htmlhttp://www.toolingu.com/definition-700210-14655-hard-joint.htmlhttp://www.toolingu.com/definition-700210-14660-impact-wrench.htmlhttp://www.toolingu.com/definition-700210-14669-inspection-torque.htmlhttp://www.toolingu.com/definition-700210-14653-load.htmlhttp://www.toolingu.com/definition-700210-14653-load.htmlhttp://www.toolingu.com/definition-700210-14658-metric-system.htmlhttp://www.toolingu.com/definition-700210-14642-preload.htmlhttp://www.toolingu.com/definition-700210-14672-repeatability.htmlhttp://www.toolingu.com/definition-700210-14670-residual-torque.htmlhttp://www.toolingu.com/definition-700210-14641-screw.htmlhttp://www.toolingu.com/definition-700210-14664-click-wrench.htmlhttp://www.toolingu.com/definition-700210-14662-clutch.htmlhttp://www.toolingu.com/definition-700210-14645-compression.htmlhttp://www.toolingu.com/definition-700210-14665-dial-wrench.htmlhttp://www.toolingu.com/definition-700210-14638-distance.htmlhttp://www.toolingu.com/definition-700210-14648-embedding.htmlhttp://www.toolingu.com/definition-700210-14657-english-system.htmlhttp://www.toolingu.com/definition-700210-14646-fatigue-strength.htmlhttp://www.toolingu.com/definition-700210-14637-force.htmlhttp://www.toolingu.com/definition-700210-14654-friction.htmlhttp://www.toolingu.com/definition-700210-14647-friction-stabilizer.htmlhttp://www.toolingu.com/definition-700210-14655-hard-joint.htmlhttp://www.toolingu.com/definition-700210-14660-impact-wrench.htmlhttp://www.toolingu.com/definition-700210-14669-inspection-torque.htmlhttp://www.toolingu.com/definition-700210-14653-load.htmlhttp://www.toolingu.com/definition-700210-14658-metric-system.htmlhttp://www.toolingu.com/definition-700210-14642-preload.htmlhttp://www.toolingu.com/definition-700210-14672-repeatability.htmlhttp://www.toolingu.com/definition-700210-14670-residual-torque.htmlhttp://www.toolingu.com/definition-700210-14641-screw.html
-
8/7/2019 Explaining the Words
13/14
-
8/7/2019 Explaining the Words
14/14
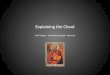
Residual torque is nearly always measured with an electronic or
mechanical manual torque wrench.The challenge is that these tools
are not readily capable of measuring residual torque. The chart
above illustrates a torque-time trace recorded when a fixed DC
nutrunner with an external torque-angle transducer performed a
torque audit during a competitive engine assessment. The
annotated
points of the trace show the key milestones of the
recording.
Prior to A, torque increases continuously at a rapid rate as the
tightened screw resists the torque
being applied to it. At A, there is a brief dip before thetorque
climbs again at a slightly lesser rate to the
maximum torque at B, after which it drops sharply. Thefastener
being audited was a high-strength screw with
a large length-to-diameter ratio.
The dip at A coincided with the friction under the head being
overcome suddenly and the headbreaking free. In the brief period
between A and B, the body of the fastener is winding up until
the
threads finally break free at B, causing the torque to dip in
segment C. Because the static frictionwas greater than the dynamic
friction, the torque required to rotate the threads at D (the
residualtorque) is less than what was required to break the threads
free at B.
As the fastener continues to rotate along segment E, torque
rises more gradually because thefastener is not as stiff when it is
being elongated. The peaks at A and B are not always present,
andare usually associated with a hard interface. In fact, this
effect usually makes its presence knownwith an audible creaking
sound as the energy stored in the bolt is suddenly released.
By examining the figure, the problem of measuring residual
torque by using the peak valuedisplayed by a standard torque wrench
should become apparent. The auditor could very likely think
the movement at A caused by the head breaking free was movement
of the threads and stopshortly after. Even if the audit was halted
very close to the desired point D, the peak value thatwould be read
would be the torque at B rather than D.
The most common scenario is that the pull does not stop until
somewhere up the segment E,
leading to higher values than are actually present. This outcome
occurs whether the spikes at A andB are present or not. So, whats
the best solution?
When careful and consistent auditing is used, these limitations
are usually not critical, as long as
values are compared only to past audits to ensure fasteners
werent missed and the installationprocess appears in control.
However, when residual values are expected to be accurate relative
to
the initial installation torque, more advanced auditing tools
may be warranted.
Picking points off a trace is very accurate, but its often not
practical for a production environment.As a result, audit wrenches
have been developed specifically for measuring residual torque.
These
wrenches use a number of different techniques for automatically
selecting the start of threadrotation.
To see a review of these wrenches, including a report on their
effectiveness, click
www.archetypejoint.com/comparisontest. A