Embed Size (px)
Citation preview
ORNL is managed by UT-Battelle for the US Department of Energy
Experience with Thin-Walled High-
Temperature Components
Laboratory Materials Research at ORNL
Bruce Pint, Group LeaderCorrosion Science & Technology GroupMaterials Science & Technology Division
Oak Ridge National Laboratory
October 2015
2 2015 Akron U
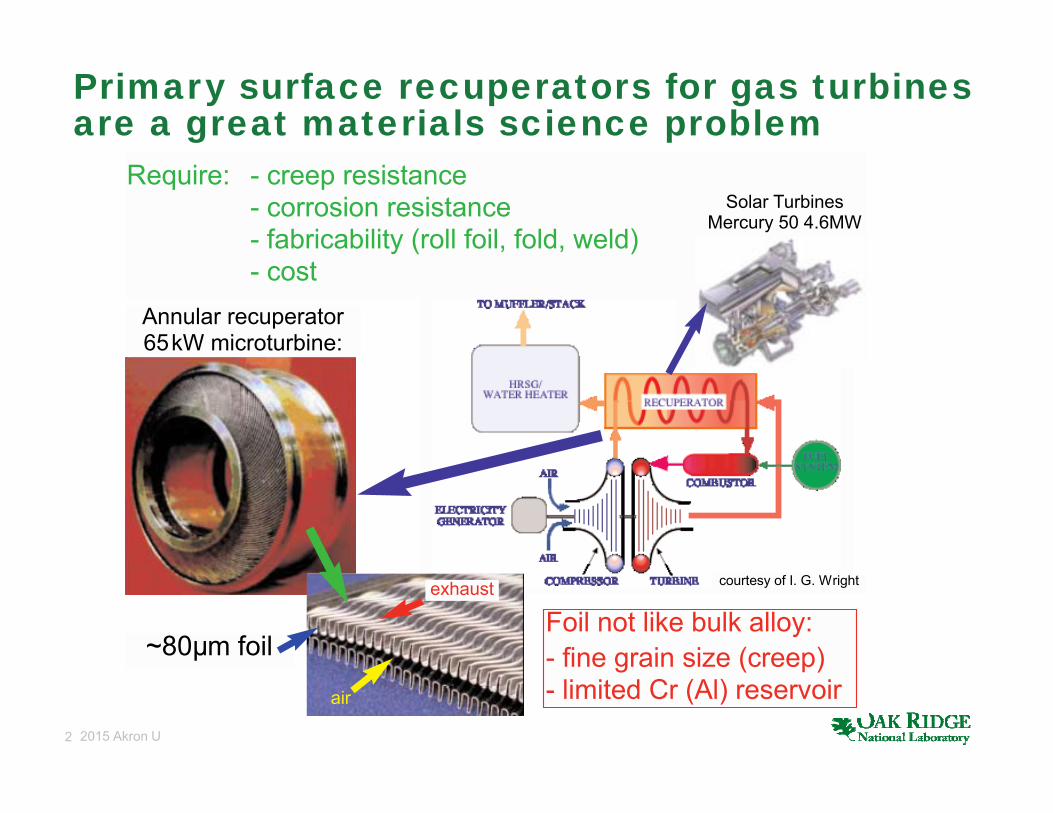
Primary surface recuperators for gas turbines are a great materials science problem
Require: - creep resistance- corrosion resistance- fabricability (roll foil, fold, weld)- cost
courtesy of I. G. Wright
Annular recuperator65kW microturbine:
Solar TurbinesMercury 50 4.6MW
~80µm foil
air
exhaust
Foil not like bulk alloy:- fine grain size (creep)- limited Cr (Al) reservoir
3 2015 Akron U
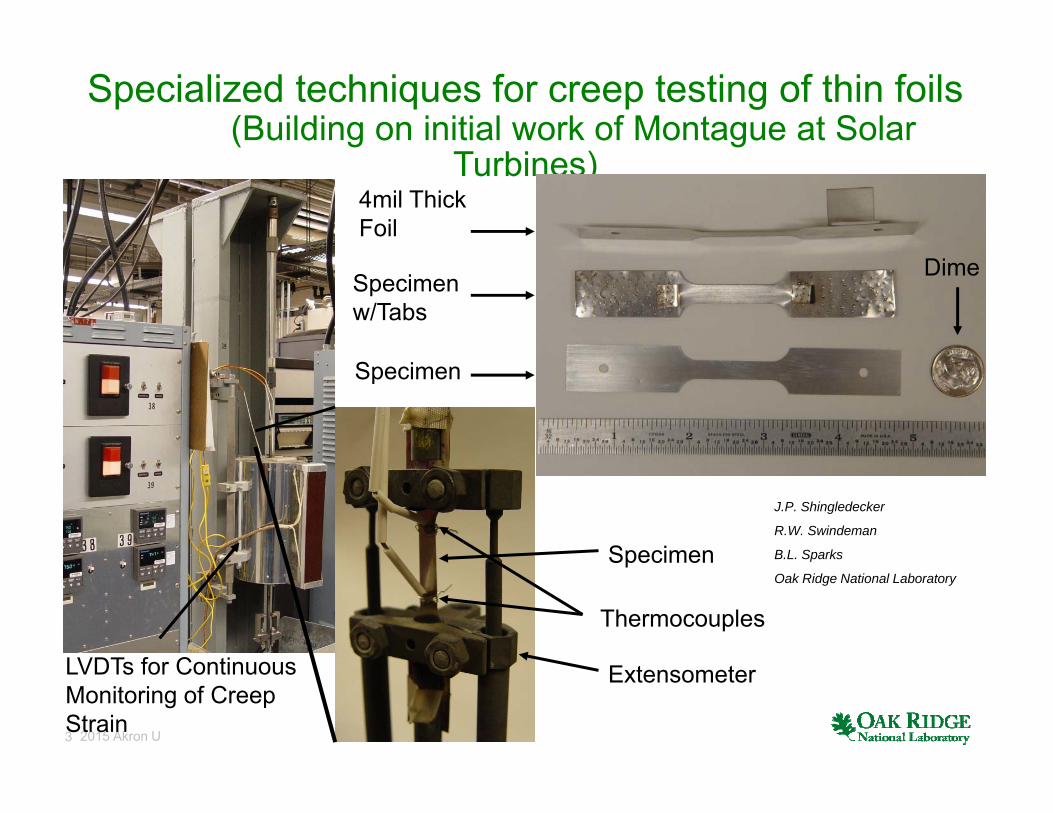
Specialized techniques for creep testing of thin foils(Building on initial work of Montague at Solar
Turbines)
LVDTs for ContinuousMonitoring of Creep Strain
Extensometer
Thermocouples
Specimen
Specimenw/Tabs
Specimen
Dime
4mil ThickFoil
J.P. Shingledecker
R.W. Swindeman
B.L. Sparks
Oak Ridge National Laboratory
4 2015 Akron U
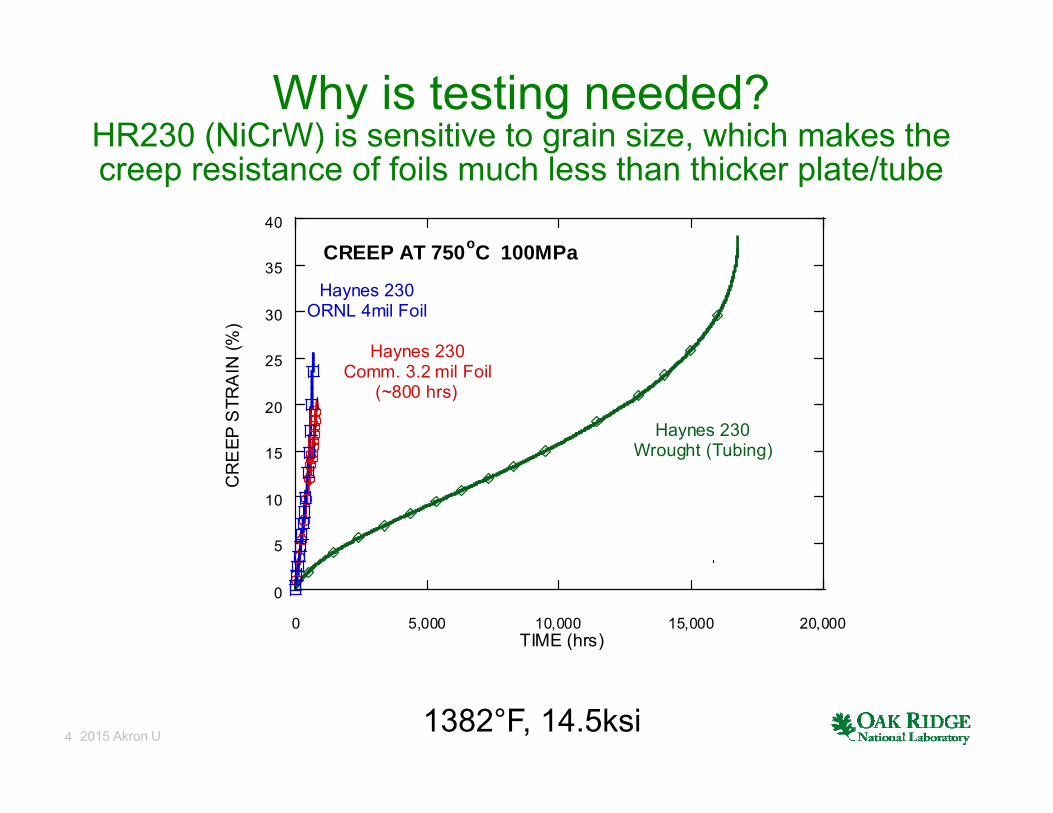
Why is testing needed?HR230 (NiCrW) is sensitive to grain size, which makes the creep resistance of foils much less than thicker plate/tube
0
5
10
15
20
25
30
35
40
0 5,000 10,000 15,000 20,000
CR
EEP
STR
AIN
(%)
TIME (hrs)
CREEP AT 750oC 100MPa
Haynes 230 Wrought (Tubing)
Haynes 230Comm. 3.2 mil Foil
(~800 hrs)
Haynes 230ORNL 4mil Foil
1382°F, 14.5ksi
5 2015 Akron U
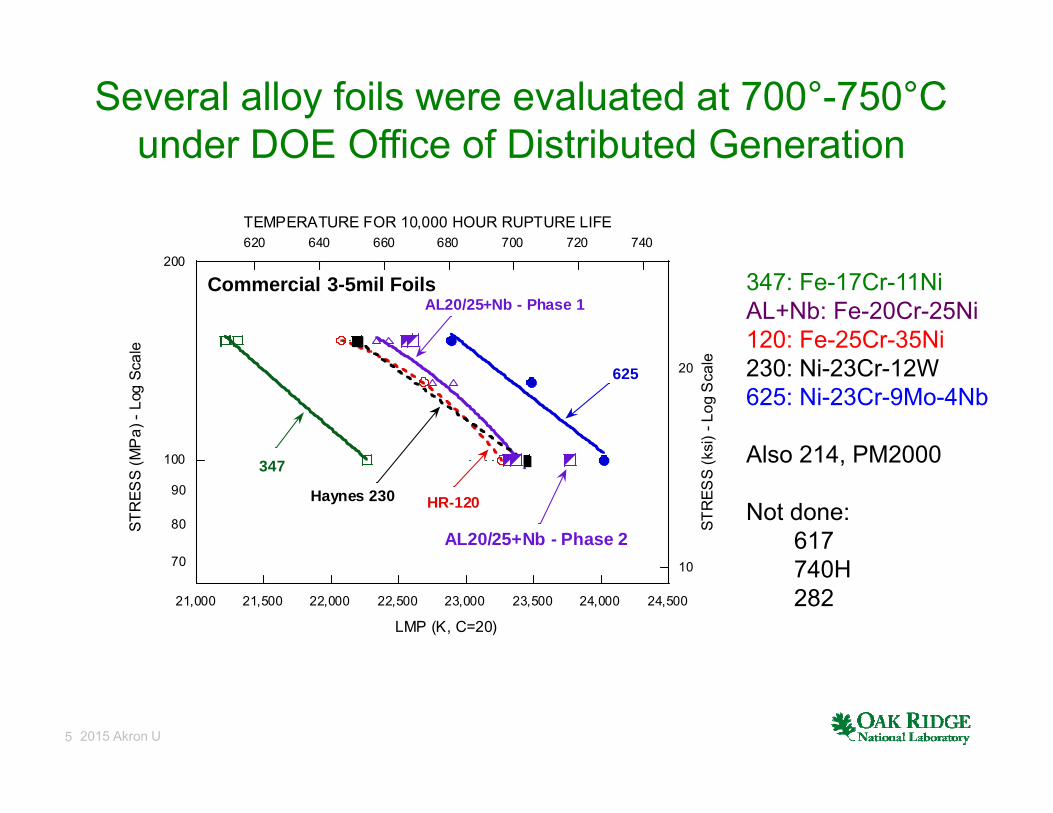
Several alloy foils were evaluated at 700°-750°C under DOE Office of Distributed Generation
70
80
90
100
200
21,000 21,500 22,000 22,500 23,000 23,500 24,000 24,500
620 640 660 680 700 720 740
10
20
STR
ESS
(MP
a) -
Log
Scal
e
LMP (K, C=20)
TEMPERATURE FOR 10,000 HOUR RUPTURE LIFE
STR
ESS
(ksi
) - L
og S
cale
Commercial 3-5mil Foils
347
Haynes 230 HR-120
AL20/25+Nb - Phase 1
AL20/25+Nb - Phase 2
625
347: Fe-17Cr-11NiAL+Nb: Fe-20Cr-25Ni120: Fe-25Cr-35Ni230: Ni-23Cr-12W625: Ni-23Cr-9Mo-4Nb
Also 214, PM2000
Not done:617740H282
6 2015 Akron U
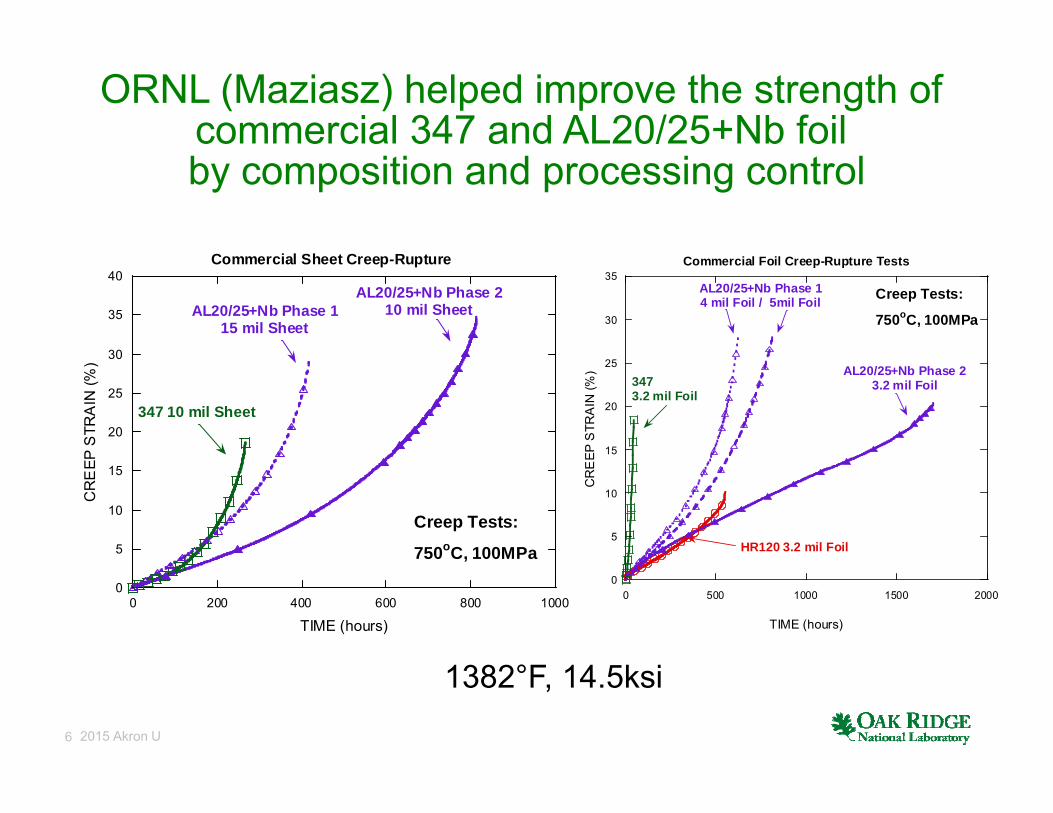
ORNL (Maziasz) helped improve the strength of commercial 347 and AL20/25+Nb foilby composition and processing control
0
5
10
15
20
25
30
35
40
0 200 400 600 800 1000
Commercial Sheet Creep-Rupture
CR
EEP
STR
AIN
(%)
TIME (hours)
AL20/25+Nb Phase 210 mil SheetAL20/25+Nb Phase 1
15 mil Sheet
347 10 mil Sheet
Creep Tests:
750oC, 100MPa0
5
10
15
20
25
30
35
0 500 1000 1500 2000
Commercial Foil Creep-Rupture Tests
CR
EEP
STR
AIN
(%)
TIME (hours)
HR120 3.2 mil Foil
AL20/25+Nb Phase 14 mil Foil / 5mil Foil
347 3.2 mil Foil
AL20/25+Nb Phase 23.2 mil Foil
Creep Tests:
750oC, 100MPa
1382°F, 14.5ksi
7 2015 Akron U
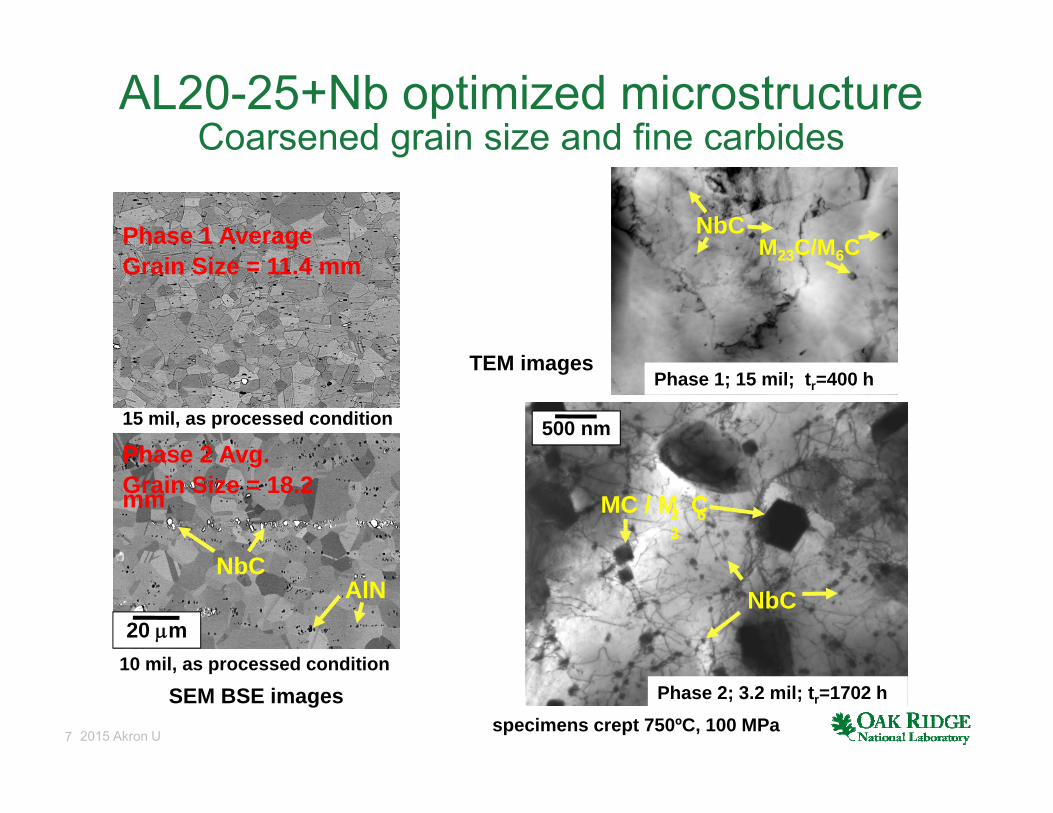
AL20-25+Nb optimized microstructureCoarsened grain size and fine carbides
SEM BSE images10 mil, as processed condition
20 m
AlNNbC
Phase 2 Avg. Grain Size = 18.2 mm
15 mil, as processed condition
Phase 1 AverageGrain Size = 11.4 mm
specimens crept 750ºC, 100 MPaPhase 2; 3.2 mil; tr=1702 h
500 nm
NbC
MC / M C23
6
TEM imagesPhase 1; 15 mil; tr=400 h
NbCM23C/M6C
8 2015 Akron U
Summary & Closing ThoughtsORNL has 20 years experience evaluating and optimizing
the high temperature properties of thin-walled alloys for gas turbine heat exchangers♦ International recognition for recuperator materials♦ High quality data base on creep and oxidation behavior♦ Alloy optimization and development impacted the industry
Current small project supports the deployment of ORNL alumina-forming austenitic (AFA) steel foil♦ Evaluation of current alternatives♦ 8,000h durability test in 65kW engine in progress at ORNL
ORNL expertise can assist in the development of new thin-walled heat-exchangers for supercritical CO2♦ New alloys should be evaluated♦ Current materials have improved since ~1999-2006 data





























