Embed Size (px)
Citation preview

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 1/51
ENERGY CONSERVATION
OPPORTUNITIESBoiler Operations
8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 2/51

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 3/51
Typical Boiler Heat Balance
BOILER
Heat in Steam
Heat loss due to dry fluegas
Dry Flue Gas Loss
Heat loss due to steam in flue gas
Heat loss due to moisture in fuel
Heat loss due to unburnts in residue
Heat loss due to moisture in air
Heat loss due to radiation & other
unaccounted loss
12.7 %
8.1 %
1.7 %
0.3 %
2.4 %
1.0 %
73.8 %
100.0 %
Fuel

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 4/51
What are the energy
conservation options?

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 5/51
What are the energy
conservation options?

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 6/51
1. Reduce Stack Temperature
Stack temperatures greater than 200°C indicates
potential for recovery of waste heat.
It also indicate the scaling of heattransfer/recovery equipment and hence the
urgency of taking an early shut down for water /flue side cleaning.
22o C reduction in flue gas temperature increasesboiler efficiency by 1%

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 7/51

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 8/51
2. Feed Water Preheating usingEconomiser
For an older shell boiler, with aflue gas exit temperature of 260 o
C, an economizer could be used
to reduce it to 200o
C, Increasein overall thermal efficiencywould be in the order of 3%.
Condensing conomiser (N.Gas)Flue gas reduction up to 65oC
6
o
C raise in feed watertemperature, by economiser/condensate recovery,corresponds to a 1% saving infuel consumption

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 9/51
3. Combustion Air Preheating
Combustion air preheating is analternative to feed water heating.
In order to improve thermal efficiency
by 1%, the combustion air temperature
must be raised by 20 oC.

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 10/51

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 11/51
Heat Pipe

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 12/51
Air pre
heater wit
h heat pipe

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 13/51
Ecnomiser wit
h heat pipe

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 14/51
4. Incomplete Combustion(c c c c c + co co co co)
Incomplete combustion can arise from a shortage ofair or surplus of fuel or poor distribution of fuel.
In the case of oil and gas fired systems, CO or smokewith normal or high excess air indicates burner system
problems.
Example: Poor mixing of fuel and air at the burner.
Poor oil fires can result from improper viscosity, worntips, carbonization on tips and deterioration of
diffusers.

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 15/51
4. Incomplete Combustion(c c c c c + co co co co)
With coal firing: Loss occurs as grit carry-over or
carbon-in-ash (2% loss).
Example :In chain grate stokers, large lumps willnot burn out completely, while small pieces andfines may block the air passage, thus causingpoor air distribution.
Increase in the fines in pulverized coal alsoincreases carbon loss.

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 16/51

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 17/51
How to control the unburnts ?

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 18/51
How to control the unburnts ?

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 19/51
8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 20/51
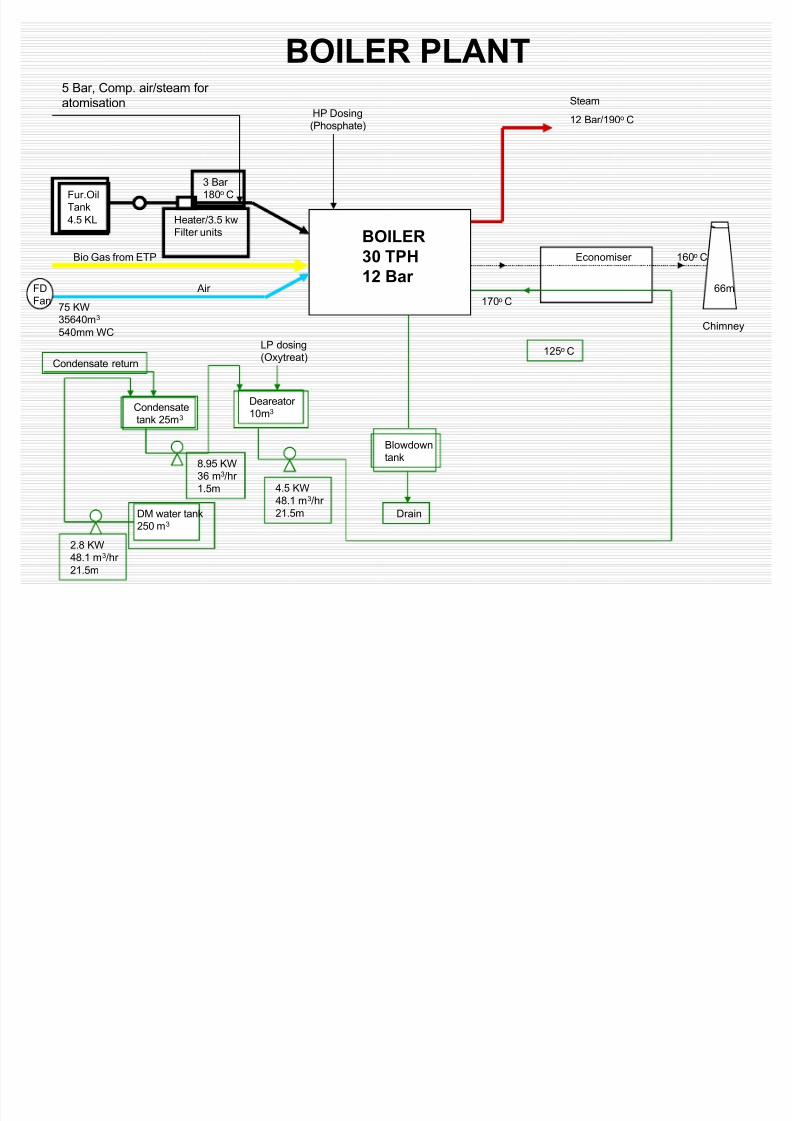
5. Control excess air(For every 1% reduction in excess air ,0.6% rise in efficiency.)
Table : Excess air levels for different fuels
Fuel Type of Furnace or Burners Excess Air
(% by wt)Completely water-cooled furnace for
slag-tap or dry-ash removal
15-20Pulverised coal
Partially water-cooled furnace for dry-
ash removal
15-40
Spreader stoker 30-60
Water-cooler vibrating-grate stokers 30-60
Chain-grate and traveling-gate stokers 15-50
Coal
Underfeed stoker 20-50
Fuel oil Oil burners, register type 5-10
Multi-fuel burners and flat-flame 10-30
Wood Dutch over (10-23% through grates) and
Hofft type
20-25
Bagasse All furnaces 25-35
Black liquor R ecovery furnaces for draft and soda-
pulping processes
5-7
The optimum excess air level varies with furnace design, type of burner,
fuel and process variables.. Install oxygen trim system.

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 21/51
Boiler Efficiency Improvement by damper control
Thermax Boiler
6 TPH
10.75 Kg/cm2Coconut shell
fired
Hopper
Coconut shell
crusher
Economiser
Dust
Collector
Primary Air
FanSecondary Air
Fan
Induced Draft
Fan
Damper
14 %
9 %

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 22/51
Annual Savings ± Rs. 3.44 Lakhs
Fuel Savings due to Boiler Efficiency Improvement
By damper control O2 in flue gas brought
down from 14 to 9 %
Correspondingly excess air from 200 to 75 %
Savings in coconut shell consumption ± 5 %

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 23/51

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 24/51
7.Automatic Blowdown Control
Uncontrolled continuous blowdown is verywasteful.
Automatic blowdown controls can be installed
that sense and respond to boiler waterconductivity and pH.
A 10% blow down in a 15 kg/cm2 boiler results
in 3% efficiency loss.

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 25/51
BLOWDOWN HEAT LOSS
This loss varies between 1% and 6% and depends on a number of actors:
Total dissolved solids (TDS) allowable in boiler water
Quality of the make-up water, which depends mainly on the type of
water treatment installed(e.g. base exchange softener or demineralisation):
Amount of uncontaminated condensate returned to the boiler house
Boiler load variations.
Correct checking and maintenance of feedwater and boiler water
quality, maximising condensate return and smoothing load swingswill minimise the loss.
Add a waste heat recovery system to blowdowns
Flash steam generation
8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 26/51
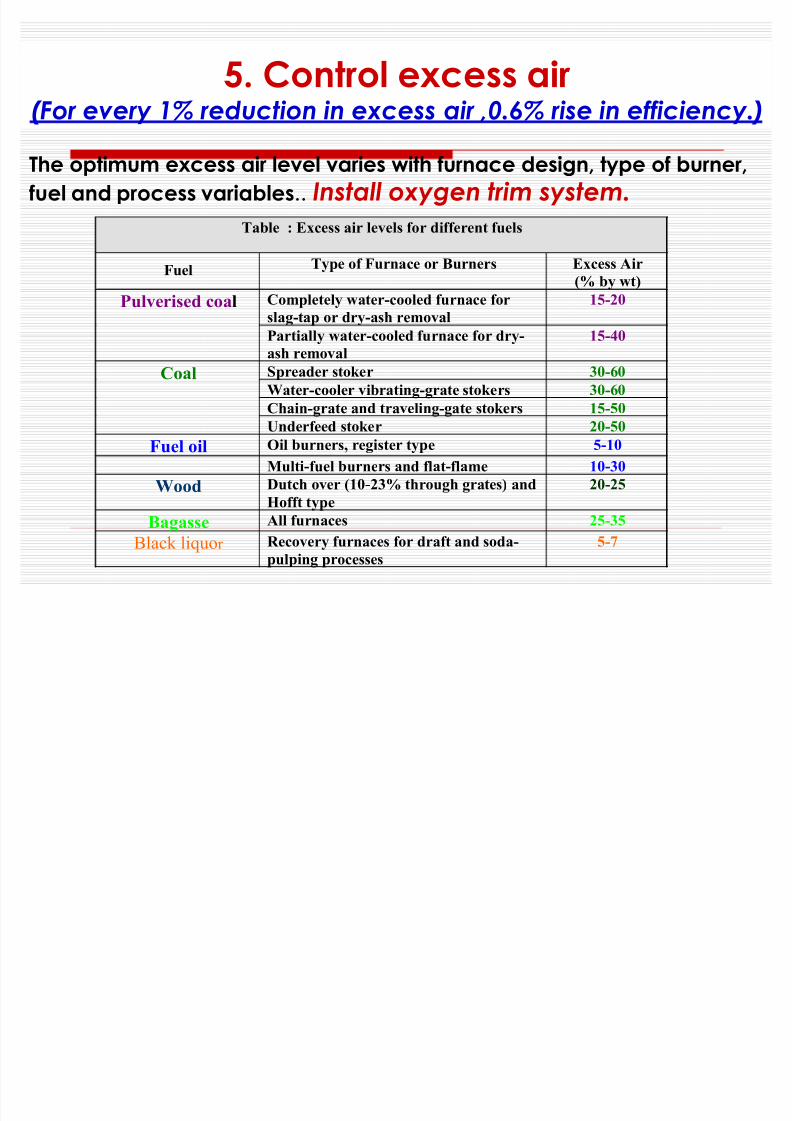
Boiler Blowdown
Blow down (%) = Feed water TDS x % Make up
Permissible TDS in Boiler - Feed water TDS
If maximum permissible limit of TDS as in a package boiler is 3000 ppm, percentage make
up water is 10% and TDS in feed water is 300 ppm, then the percentage blow down is
given as :300 x 10
=
3000 ± 300
= 1.11 %
If boiler evaporation rate is 3000 kg/hr then required blow down rate is:
3000 x 1.11
=
100
= 33 kg/hr

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 27/51
Blowdown Heat Recovery
Efficiency Improvement - Up to 2percentage points.
Blowdown of boilers to reducethe sludge and solid content
allows heat to go down thedrain.
The amount of blowdown shouldbe minimized by following agood water treatment program,
but installing a heat exchangerin the blowdown line allows thiswaste heat to be used inpreheating makeup and feed
water.

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 28/51
Blowdown Heat RecoveryHeat recovery is mostsuitable for continuousblowdown operations
which in turn provides thebest water treatmentprogram.

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 29/51
8.Reduction of Scaling and Soot Losses
In oil and coal-fired boilers, soot buildup on tubes acts as aninsulator against heat transfer. Any such deposits should beremoved on a regular basis. Elevated stack temperatures mayindicate excessive soot buildup. Also same result will occurdue to scaling on the water side.
High exit gas temperatures at normal excess air indicate poorheat transfer performance. This condition can result from agradual build-up of gas-side or waterside deposits. Watersidedeposits require a review of water treatment procedures and
tube cleaning to remove deposits. Stack temperature should be checked and recorded regularly
as an indicator of soot deposits. When the flue gastemperature rises about 20oC above the temperature for anewly cleaned boiler, it is time to remove the soot deposits

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 30/51
Cleaning :
Incorrect water treatment, poor combustion and poor
cleaning schedules can easily reduce overall thermalefficiency
However, the additional cost of maintenance andcleaning must be taken into consideration when
assessing savings.
Every millimeter thickness of soot coating increases the stack temperature by about 55oC. 3 mm of soot can cause an increase infuel consumption by 2.5%.
A 1mm thick scale (deposit) on the water side could increase fuelconsumption by 5 to 8%

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 31/51
9. Reduction of Boiler Steam Pressure
Lower steam pressure gives a lower saturated steamtemperature and without stack heat recovery, a similarreduction in the temperature of the flue gas temperatureresults. Potential 1 to 2% improvement.
Steam is generated at pressures normally dictated by thehighest pressure / temperature requirements for a particularprocess. In some cases, the process does not operate all thetime, and there are periods when the boiler pressure could bereduced.
Adverse effects, such as an increase in water carryover from
the boiler owing to pressure reduction, may negate anypotential saving.
Pressure should be reduced in stages, and no more than a 20percent reduction should be considered.

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 32/51
10.Variable Speed Control for Fans, Blowersand Pumps
Generally, combustion air control is effectedby throttling dampers fitted at forced and
induced draft fans. Though dampers aresimple means of control, they lack accuracy,giving poor control characteristics at the topand bottom of the operating range.
If the load characteristic of the boiler isvariable, the possibility of replacing thedampers by a VSD should be evaluated.

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 33/51
Energy saving in Boiler ID fan by speedreduction through pulley change or VSD
8´10´
6´10´
1470 RPM
1470 RPM
1181 RPM
882RPM
26 kW
14 kW
Inverter
Motor Fan
Belt can be eliminated
Fan can be Directly driven thus
eliminating the belt losses

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 34/51
11. Effect of Boiler Loading on Efficiency
As the load falls, so does the value of the mass flowrate of the flue gases through the tubes. Thisreduction in flow rate for the same heat transfer
area, reduced the exit flue gas temperatures by asmall extent, reducing the sensible heat loss.
Below half load, most combustion appliances needmore excess air to burn the fuel completely and
increases the sensible heat loss.
Operation of boiler below 25% should be avoided
Optimum efficiency occurs at 65-85% of full loads

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 35/51
Avoid Deaerator Overflow
Overflow of DM water at 40 % levelsetting
30 tons/day loss of DM water Heat Losses
Change setting to 20 %
Nil overflow
Savings - R s7.62 lakhs/year

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 36/51
Eliminate condensate pump
Return condensate is at high pressure
Direct the condensate to deaerator
Condensate tank can be avoided
Savings - R s.1.31 lacs/year

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 37/51
Improve Boiler Efficiency
CO2 in flue gas increased from 8.5to 12 %
Flue gas losses reduced from 9 to 6 %
Efficiency increased from 79 to 82 %
Savings - R s. 14.7 lacs/year

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 38/51
Save Electrical Energy in BoilerF
D fan Air/Fuel ratio reduced from 1.0 to
0.7
Excess air in boiler reduced
Fan power reduced by 3.4 KW
Savings - R s. 75,000/year

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 39/51

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 40/51

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 41/51
12.Boiler Replacement
If the existing boiler is :
Old and inefficient, not capable of firing cheapersubstitution fuel, over or under-sized for presentrequirements, not designed for ideal loading
conditions replacement option should be explored.
The feasibility study should examine all implicationsof long-term fuel availability and company growth
plans. All financial and engineering factors shouldbe considered. Since boiler plants traditionally
have a useful life of well over 25 years,replacement must be carefully studied.

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 42/51
Energy Conservation inBoiler Auxiliaries

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 43/51
Energy conservation inAuxiliaries
Fuel Handling:
Mechanical
Conveyor instead of pneumatic
Fuel Preparation:
Sieve the fines before feeding to
crusher External drying of fuel moisture using
waste heat, solar etc

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 44/51
Recommended sizes of coal forfiring
Type Size
Grate 100 % through 40mm mesh
Pulverise
d
70 % through 200mm mesh
Fluidised 100 % through 6mm mesh

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 45/51
Energy conservation inAuxiliaries
Dust Collector:
dP across bag filter - 150 mm WC dP across ESP - 20 mm WC
For a 20 tph boiler bag filter consumes25-30 kW more than ESP

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 46/51
Energy conservation inAuxiliaries
Fans:
Ex
cessive margins at design stage Damper operation is energy wasted
Downsizing, VSD..
Excess air reduction
Reducing pressure drops

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 47/51
Fan system efficiencies forvarious controls
% Ratedflow
Outletdamper
Inletguidevane
Variablespeeddrive
100 81 78 83
90 61 74 81
80 44 58 80
70 31 42 76
60 21 28 70
50 14 18 66

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 48/51
Speed vs Power
% Speed % Power
100 100
90 73
80 51
70 34
60 22
50 13

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 49/51
E i d t f

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 50/51
Energy savings due to fanspeed reduction
Existing:
N1 ± 1440 RPM , P1 ± 100 kW
Required:
N2 ± 720 RPM , P2 ± ? kW
[ 720 / 1440 ] 1/3 = P2 / 100
P2 = 12.5

8/3/2019 Encon in Boiler
http://slidepdf.com/reader/full/encon-in-boiler 51/51
Boiler feed pump
VSD for a fluctuating load
Remove a few stages in case of over-
designed pressure