Embed Size (px)
Citation preview

Standards
Certification
Education & Training
Publishing
Conferences & Exhibits 1
Effective Use of Measurements, Valves, and Variable Speed Drives ISA New Orleans 3-6-2013

2 2
Presenter
– Greg is a retired Senior Fellow from Solutia/Monsanto and an ISA Fellow. Greg was an adjunct professor in the Washington University Saint Louis Chemical Engineering Department 2001-2004. Presently, Greg contracts as a consultant in DeltaV R&D via CDI Process & Industrial and is a part time employee of Experitec and MYNAH. Greg received the ISA “Kermit Fischer Environmental” Award for pH control in 1991, the Control Magazine “Engineer of the Year” Award for the Process Industry in 1994, was inducted into the Control “Process Automation Hall of Fame” in 2001, was honored by InTech Magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of 20 books on process control, his most recent being Advanced Temperature Measurement and Control. Greg has been the monthly “Control Talk” columnist for Control magazine since 2002 and has started a Control Talk Blog. Greg’s expertise is available on the Control Global and Emerson modeling and control web sites: http://community.controlglobal.com/controltalkblog http://modelingandcontrol.com/author/Greg-McMillan/

3
Resources

• Just before you fall asleep and are caught between the conscious and subconscious world, prospective events can assume ominous proportions. This is an accounting of one such night after a particularly difficult day. The thoughts are arranged in order of scariness.
• (10) What if they gave the operators my phone number? Will I be blamed for every complex control system that doesn't work? Do they expect me to solve problems at 5:00 a.m. that I didn't understand at 2:00 p.m.?
• (9) Will I have to learn a new DCS? Also, what will I do when they change the data historian, operator interfaces, and configuration workstations? And, will my mind go blank, or will I suffer a mental meltdown and babble incoherently?
• (8) How does a Coriolis mass flow meter work? How can I understand something I can't pronounce? If I ride a Tilt-a-Whirl will I get a feel for it before I get too dizzy?
• (7) Will I have to learn a new goals program? Will my automatic goals verbiage-generating program be obsolete? What if I have to write goals for real events that support the idyllic management goals of my boss?
4
Top Ten Terrifying Thoughts of Control Engineers Just Before They Fall Asleep

• (6) What if the buyer goes out for quotes on my rush job? Will a request for bids be on the Internet? Will my control valves be plastic and made in an undisclosed location?
• (5) Is the cafeteria a test site for the company's products? How do they concoct such weird colors and tastes? Was that the chief chemist I saw coming out of the kitchen?
• (4) Could I be attacked by roving bands of project managers? What if they read the book How to Become an Instrument Engineer? What if they become violent? Will they wave doughnuts and force me to say kind things about schedules and budgets?
• (3) What if God is a lot like my boss? Will the ultimate performance review be a lot like last year's? Will my ratings depend more on what I didn't do than what I did do?
• (2) What if another nuclear engineer becomes president? Does an actor make a better president than an engineer? Is my manager an actor?
• (1) Will they eliminate the early retirement program? Will they run out of money just before I become eligible? Will I spend the rest of my life in a cubicle somewhere?
5
Top Ten Terrifying Thoughts of Control Engineers Just Before They Fall Asleep

• “Without dead time I would be out of a job” • Fundamentals
– A more descriptive name would be total loop dead time. The loop dead time is the amount of time for the start of a change to completely circle the control loop and end up at the point of origin. For example, an unmeasured disturbance cannot be corrected until the change is seen and the correction arrives in the process at the same point as the upset.
– Process dead time offers a continuous train of values whereas digital devices and analyzers offer non continuous data values at discrete intervals, these delays add a phase shift and increase the ultimate period (decrease natural frequency) like process dead time.
• Goals – Minimize delay (the loop cannot do anything until it sees and enacts change)
• Sources – Pure delay from process dead times and discontinuous updates
– Piping, duct, plug flow reactor, conveyor, extruder, spin-line, and sheet transportation delays (process dead times set by mechanical design - remaining delays set by automation system design)
– Digital device scan, update, reporting, and execution times (0.5∗∆t) – Analyzer sample processing and analysis cycle time (1.5∗∆t) – Sensor threshold sensitivity – Signal resolution – Valve stiction and backlash – Variable speed drive deadband – Wireless trigger level and update rate
– Equivalent delay from process and automation system lags (time constants) – Mixing, column trays, dip tube size and location, heat transfer surfaces, and volumes in series (process
lags set by mechanical design - remaining lags set by automation system design) – Thermowells – Electrodes – Transmitter damping – Signal filters
(1) - Delay
Top Ten Concepts

• “Speed kills - (high speed processes and disturbances and low speed control systems can kill performance)”
• Fundamentals – The rate of change in 4 dead time intervals is most important. By the end of 4 dead times,
the control loop should have completed most of its correction. Thus, the short cut tuning method (near-integrator) is consistent with performance objectives.
• Goals – Make control systems faster and make processes and disturbances slower
• Sources – Control system
– PID tuning settings (gain, reset, and rate) – Slewing rate of control valves and velocity limits of variable speed drives
– Disturbances – Steps - Batch operations, on-off control, manual actions, SIS, startups, and shutdowns – Oscillations - limit cycles, interactions, and excessively fast PID tuning – Ramps - reset action in PID
– Process – Degree of mixing in volumes due to agitation, boiling, mass transfer, diffusion, and migration
(2)- Speed
Top Ten Concepts

• “All is lost if nothing is gained” • Fundamentals
– Gain is the change in output for a change in input to any part of the control system. Thus there is a gain for the PID, valve, disturbance, process, and measurement. Knowing the disturbance gain (e.g. change in manipulated flow per change in disturbance) is important for sizing valves and feedforward control.
• Goals – Maximize control system gains (maximize control system reaction to change) and
minimize process and disturbance gains (minimize process reaction to change). • Sources
– PID controller gain – Inferential measurements (e.g. temperature change for composition change in column) – Slope of control valve or variable speed drive installed characteristic (inherent
characteristic & system loss curve) – Measurement calibration (100% / span). Important where accuracy is % of span – Process design – Attenuation by upstream volumes (can be estimated) – Attenuation by upstream PID loops (transfer of PV variability to controller output)
• For a discussion of unifying concepts check out Deminar #9
“Process Control Improvement Primer” Sept 8, 2010 Recording – Go to “Deminars” under “Archives” heading on top of web page – http://modelingandcontrol.com/author/Greg-McMillan/
(3) - Gain
Top Ten Concepts

(4) - Resonance
• “Don’t make things worse than they already are” • Fundamentals
– Oscillation period close to ultimate period can be amplified by feedback control • Goals
– Make oscillation period slower or control loop faster • Sources
– Control loops in series with similar loop dead times (e.g. multiple stage pH control)
– Control loops in series with similar tuning and valve stiction and backlash – Day to night ambient changes to slow loops (e.g. column temperature control)
Top Ten Concepts

(4) - Resonance
Top Ten Concepts
1
Ultimate Period
1
1 Faster Tuning
Log of Ratio of closed loop amplitude to open loop amplitude
Log of ratio of disturbance period to ultimate period
no attenuation of disturbances
by PID
resonance (amplification) of disturbances
amplitude ratio is proportional to ratio of break frequency lag to
disturbance period
1
no better than manual worse than manual improving control
For all of you frequency response and Bode Plot fans

(5) Attenuation
• “If you had a blend tank big enough you would not need control” • Fundamentals
– Attenuation increases as the volume of the blend tank increases and the ultimate period of the control loop decreases.
• Goals – Maximize attenuation by increasing volume and mixing and making loops faster
• Sources – Mixed volume size and degree of mixing – Control loop speed
Top Ten Concepts

o
oof
tAAτπ ∗
=2
*
The attenuation of oscillation amplitude can be estimated from the expression of the Bode
equation for the attenuation of an oscillation with a period (to) by a time constant (τo ) that is ideally a process time constant to smooth process input oscillations but could be
a large measurement time constant (large filter time, electrode lag or thermowell lag)
Equation is also useful for estimating original process oscillation amplitude (Ao) from filtered oscillation amplitude (Af) to better know actual process variability
(measurement lags and filters provide a attenuated view of real world)
(5) Attenuation
Top Ten Concepts
For τo > to :

(6) Sensitivity- Resolution
• “You cannot control what you cannot see” • Fundamentals
– Minimum change measured or manipulated - once past threshold sensitivity limit full change is seen or used but resolution limit will quantize the change (stair step where the step size is the resolution limit). Both will cause a limit cycle if there is an integrator in the process or control system.
• Goals – Improve threshold sensitivity and resolution
• Sources – In measurements, minimum change detected and communicated (e.g. sensor
threshold and wireless update trigger level) and quantized change (A/D & D/A) – Minimum change manipulated (e.g. valve stick-slip and speed resolution)
Top Ten Concepts

(6) Threshold Sensitivity- Resolution
Top Ten Concepts
o
x
x
o
x
o
o
o
o
o
o
o
o
o x
x
x
x
x
x x
x
Actual Transmitter Response
True Process Variable
Proc
ess
Varia
ble
an
d M
easu
rem
ents
Digital Updates 0 1 2 3 4 5 6 7 8 9 10
0.00%
0.09%
0.08%
0.07%
0.06%
0.05%
0.04%
0.03%
0.02%
0.01%
1.00% Threshold Sensitivity

(6) Threshold Sensitivity- Resolution
Top Ten Concepts
Digital Updates
o
o
o
o
o
o
o
o
o
o
x
x
x
x
x
x
x
x
x
x
o
x
Actual Transmitter Response
True Process Variable
0 1 2 3 4 5 6 7 8 9 10 0.00%
0.09%
0.08%
0.07%
0.06%
0.05%
0.04%
0.03%
0.02%
0.01%
1.00%
Proc
ess
Varia
ble
an
d M
easu
rem
ents
Resolution

(7) Hysteresis-Backlash
• “No problem if you don’t ever change direction” • Fundamentals
– Hysteresis is the bow in a response curve between full scale traverses in both directions. Normally much smaller and less disruptive than backlash
– Backlash and deadband is minimum change measured or manipulated once the direction is changed - once past backlash-deadband limit you get full change
– Backlash and deadband will cause a limit cycle if there are 2 or more integrators in the process or control system
• Goals – Minimize backlash and deadband
• Sources – Pneumatic instrument flappers, links, and levers (hopefully these are long gone) – Rotary valve and damper links, connections, and shaft windup – Variable speed drive setup parameter to eliminate hunting and chasing noise
Top Ten Concepts

(7) Hysteresis-Backlash
Top Ten Concepts
Digital Updates
Proc
ess
Varia
ble
an
d M
easu
rem
ents
Actual Transmitter Response
True Process Variable
0%
90%
80%
70%
60%
50%
40%
30%
20%
10%
100%
0
0
0
0
0
0
0
0
0
0
0 1 2 3 4 5 6 7 8 9 10 0
x x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
Hysteresis

(7) Hysteresis-Backlash
Top Ten Concepts
Backlash Deadband is 5% - 50% without a positioner !
Deadband
Signal (%)
0
Stroke (%)
Digital positioner will force valve
shut at 0% signal
Pneumatic positioner requires a negative % signal to close valve

(8) Repeatability-Noise
• “The best thing you can do is not react to extraneous changes” • Fundamentals
– Noise is extraneous fluctuations in process or measurements – Repeatability is difference in readings for same true value in same direction – Often repeatability is confused with noise
• Goals – Minimize size and frequency of noise and do not transfer noise back to process
• Sources – Noise
– Bubbles – Concentration and temperature non-uniformity from imperfect mixing – Electromagnetic interference (EMI) – Ground loops – Interferences (e.g. sodium ion on pH electrode) – Velocity profile non-uniformity – Velocity impact on pressure sensors
– Repeatability – Threshold sensitivity, resolution, and extraneous effects
Top Ten Concepts

(8) Repeatability-Noise
Top Ten Concepts
Proc
ess
Varia
ble
an
d M
easu
rem
ents
Digital Updates 0 1 2 3 4 5 6 7 8 9 10
0%
90%
80%
70%
60%
50%
40%
30%
20%
10%
100%
0
Repeatability
0
0
0
0
0
0
0
0
0
0
Official definition of repeatability obtained from calibration tests
Actual Transmitter Response
True Process Variable

(8) Repeatability-Noise
Top Ten Concepts
Proc
ess
Varia
ble
an
d M
easu
rem
ents
Digital Updates 0 1 2 3 4 5 6 7 8 9 10
0%
90%
80%
70%
60%
50%
40%
30%
20%
10%
100%
Repeatability
0
x
0 0 0 0 0 0 0 0 0 0
x x x x x
x x
x x x Actual
Transmitter Response
True Process Variable
Practical definition of repeatability as seen on trend charts

(8) Repeatability-Noise
Top Ten Concepts
Noise as seen on trend charts
Proc
ess
Varia
ble
an
d M
easu
rem
ents
Digital Updates 0 1 2 3 4 5 6 7 8 9 10
0%
90%
80%
70%
60%
50%
40%
30%
20%
10%
100%
0 0 0 0 0 0 0 0 0 0 0 x
x x
x x
x x x x
x x Noise Actual
Transmitter Response
True Process Variable

• There is always an offset and drift, it is matter of size and consequence • Fundamentals
– The deviation of the peak in the distribution of actual values from true value – Drift shows up as a slowly changing offset
• Goals – Minimize offset and nonlinearity by smart transmitters and sensor matching and
smart tuned digital positioners with accurate internal closure member feedback • Sources
– Manufacturing tolerance, degradation, de-calibration, and installation effects (process and ambient conditions and installation methods and location)
(9) Offset-Drift
Top Ten Concepts

(9) Offset-Drift
Top Ten Concepts
0%
90%
80%
70%
60%
50%
40%
30%
20%
10%
100%
0
0
0
0
0
0
0
0
0
0
Digital Updates 0 1 2 3 4 5 6 7 8 9 10
Proc
ess
Varia
ble
an
d M
easu
rem
ents
Bias
Actual Transmitter Response
True Process Variable
x
x
x
x
x
x
x
x
x
x 0
Offset (Bias)

(9) Offset-Drift
Top Ten Concepts
Proc
ess
Varia
ble
an
d M
easu
rem
ents
Months 0 1 2 3 4 5 6 7 8 9 10
0%
90%
80%
70%
60%
50%
40%
30%
20%
10%
100%
0 0 0 0 0 0 0 0 0 0 0
Actual Transmitter Response
True Process Variable
x Drift = 1% per month
x x x x x x x x x x
Drift (Shifting Bias)

(10) Nonlinearity • “Not a problem if the process is constant, but then again if the process is
constant, you do not need a control system” • Fundamentals
– While normally associated with a process gain that is not constant, in a broader concept, a nonlinear system occurs if a gain, time constant, or delay changes anywhere in the loop. All process control systems are nonlinear to some degree
• Goals – Minimize nonlinearity by process and equipment design (e.g. reagents and heat
transfer coefficients), smart transmitters and sensor matching, valve selection, signal characterization, and adaptive control
• Sources – Control valve and variable speed drive installed characteristics (flat at high flows) – Process transportation delays (inversely proportional to flow) – Digital and analyzer delays (loop delay depends upon when change arrives in
discontinuous data value update interval) – Inferred measurement (conductivity or temperature vs. composition plot is a curve) – Logarithmic relationship (glass pH electrode and zirconium oxide oxygen probe) – Process time constants (proportional to volume and density)
Top Ten Concepts

(10) Nonlinearity
Top Ten Concepts
0%
90%
80%
70%
60%
50%
40%
30%
20%
10%
100%
0
0
0
0
0
0
0
0
0
0
Digital Updates 0 1 2 3 4 5 6 7 8 9 10
Proc
ess
Varia
ble
an
d M
easu
rem
ents
Nonlinearity
Actual Transmitter Response
True Process Variable
x
x
x
x
x
x
x x
x x
x
0
Nonlinearity

Accuracy and Precision
Top Ten Concepts
Good Accuracy and Good Precision 2-Sigma 2-Sigma
True and Measured
Values
Freq
uenc
y of
M
easu
rem
ents
Measured Values
Good Accuracy and Poor Precision
2-Sigma 2-Sigma
Bias
True and Measured
Values
True Value
Measured Values Fr
eque
ncy
of
Mea
sure
men
ts
Poor Accuracy and Good Precision 2-Sigma
Bias
2-Sigma True and
Measured Values
True Value Measured
Values
Freq
uenc
y of
M
easu
rem
ents
Poor Accuracy and Poor Precision
2-Sigma 2-Sigma
Bias
True and Measured
Values
True Value
Measured Values Fr
eque
ncy
of
Mea
sure
men
ts
Bias
True Value

• A book actually provided a step-by-step procedure for designing, installing, commissioning and maintaining an automation system.
• Automation engineers are considered a critical resource.
• In downsizing, executives are replaced by computer programs.
• Flow measurements were installed in every stream.
• The stream conditions in a plant matched the values on a process flow diagram.
• Someone actually understood the interactive effects of filter time, noise, tuning, resolution, threshold sensitivity and scan time on loop performance.
• The terms dead band, resolution and threshold sensitivity were correctly used.
• Noise was considered in the stated rangeability of a flow meter.
• Stick-slip was considered in the stated rangeability of a control valve.
• A new engineer wants to end up as a specialist in a cubicle stacked with books and papers instead of an executive in a clutter-free office with fine furniture.
29
Believe it or Don’t

Sensor Selection Objectives - 1
• Maximize threshold sensitivity, resolution, and repeatability reducing undetected and extraneous changes over the whole operating range. The sensitivity of RTDs is more than an order of magnitude better than TCs. The sensitivity of Coriolis meters are more than an order of magnitude greater than vortex meters. Differential head meters may have good repeatability but suffer from noise plus uncertainty from pipe inside diameter and roughness and orifice edge wear.
• Minimize nonlinearity that cannot be corrected by a smart transmitter. RTDs can be consistently linearized by the use of Callendar-Van Dusen equation eliminating the error when sensors are changed. The interchangeability error for TCs is much greater than RTDs due to greater nonlinearity and unpredictability.
• Minimize maintenance by eliminating drift by the use of the aforementioned advances in smart transmitters and sensors and by eliminating impulse (sensing) lines, sample lines, wires, and terminations. In-line flow meters, close coupled differential pressure and pressure transmitters, in-situ probes, retractable insertion pH electrodes, and wireless transmitters greatly reduce the time spent analyzing real or perceived problems. Analyzer shelters should be used for sophisticated at-line analyzers. For maximum on-stream time and reliability use middle signal selection of 3 measurements that is capable of inherently riding out a single failure of any type and eliminating unnecessary maintenance by recognition of relative performance. The use of middle signal selection is particularly important for pH.
30
Measurements

Sensor Selection Objectives - 2
• Minimize drift eliminating loss of process knowledge, running at the wrong operating point, and the need for recalibration. Drift results in an offset of the measured value from the true value. An offset can be automatically corrected by upper level loop in cascade or model predictive control. Thus loops with a cascade or remote cascade setpoint are less affected by drift. However, knowledge of the process is degraded. For example, while the offset in a flow measurement is corrected by a setpoint change in a cascade loop, the error messes up material balances (process flows), energy balances (utility flows), and online process metrics for process analysis. Flow ratio control must be corrected by a composition loop for flow measurement drift. For custody flow meters, an offset is unacceptable. Smart transmitters and advances in sensor design have in many cases reduced drift and the effect of extraneous process and ambient conditions on installed accuracy by an order of magnitude. Drift in analytical, temperature, or pH is particularly troublesome because these are upper level loops often closely related to product quality. Operations may have adjusted setpoints to compensate for offsets in upper level loops but such adjustments are ad hoc and undone by the replacement of a sensor or transmitter. The drift of TCs is unpredictable and can be one to two orders of magnitude larger than the drift of RTDs. The drift of new pH electrode designs from sterilization and high temperature exposure has been greatly reduced. Solid state pH reference electrodes tend to drift for hours to days after installation due slow equilibration of the reference and high reference junction potential. 31
Measurements

Sensor Location Objectives - 1
• Maximize the detection of changes in the process from disturbances and setpoint changes. For composition, pH, and temperature choose the location that shows the largest change in both directions for a positive and negative change in the ratio of the manipulated flow to the feed flow realizing there are cross sectional and longitudinal temperature and concentration profiles in pipes and equipment. Areas behind baffles or near the surface or bottom of an agitated vessel or at the outlet of inline equipment may not be as well mixed. Temperature and pH sensor and analyzer sample tip should be near the center of pipe and extend well past equipment walls. Packed and fluidized bed equipment may have uneven composition and temperature distribution from channeling of flow. A series of temperature sensors across a fluidized bed at several longitudinal distances is often necessary with averaging and signal selection to get a representative measurement and prevent hot spots. The insertion length of the thermowell should be more than 5 times the diameter of the thermowell to minimize thermal conduction errors from heat conduction along the thermowell wall between the tip and process connection. Calculations should be run with program supplied by manufacturer on the allowable maximum length in terms of preventing vibration failure from wake frequencies. Resistance temperature detectors (RTDs) are more prone to vibration failure than thermocouples (TCs). Programs today may only be looking at thermowell failure. The tip of a pH electrode must be pointed down at a 30 to 60 degree angle to prevent the internal bubble in the glass electrode from lodging in the tip. 32
Measurements

Sensor Location Objectives - 2
• Minimize noise over the whole operating range reducing extraneous changes. The real definition of measurement rangeability must take into consideration the increase of noise at extremes of the range. Noise at low flow is the principle limitation to the rangeability of a differential head meter. Sufficient straight runs upstream and downstream have a critical effect. Purging can cause transients from changes in the process pressure and purge flow. A location with good mixing and a single phase will minimize fluctuations in temperature and concentration and the disruption of bubbles or solids in liquids and liquid droplets in gasses hitting temperature or pH sensors or getting into sample lines for analyzers or into impulse lines for pressure and level measurements. Pressure probes in high velocity gas streams and furnaces must be designed to minimize momentum and vacuum effects. Sensors and sample probes tips should not be on pump suctions. The spikes from ground potentials and electromagnetic interference (EMI) can be eliminated by wireless transmitters. RTDs are less susceptible to EMI than TCs.
• Minimize sensor dead time and lag by reducing transportation delays and increasing velocities. The transportation delay in a pipe or sample line is the volume divided by the flow rate or the distance divided by the velocity. The lag time of temperature and pH sensors decreases with velocity by an increase in the heat transfer and mass transfer coefficient. Fouling also decreases with velocity. A liquid velocity of 5 to 7 fps has been shown to greatly reduce fouling of probes. Velocities less than 1 fps significantly increase the lag time of sensors. 33
Measurements

• (10) Hi! I am from corporate and I am here to help you.
• (9) Good grief is that what you do?
• (8) Why do you keep breaking stuff?
• (7) According to my college course, valves and instruments respond instantaneously.
• (6) According to my college course, loops have infinite turndown.
• (5) According to my college course, all you need is model predictive control.
• (4) I know what you are doing wrong.
• (3) IT will show you how to use the new bus and network.
• (2) IT will show you how to calibrate.
• (1) IT will show you how to troubleshoot.
34
Top Ten Things You Shouldn't Say When You Walk into a Maintenance Shop

Inline Flow Meters
35
Measurements
Vortex Magnetic Coriolis

Do the meter’s threshold sensitivity, repeatability, and drift meet application requirements? Do the meter’s rangeability and permanent pressure loss meet application requirements?
(Maximum possible rangeability: 15:1 vortex, 50:1 turbine, 100:1 magmeter, 200:1 Coriolis.) Do O-rings and gaskets meet worst case corrosive and temperature operating conditions? Are gaskets projecting into the flow stream? Is the meter centerline concentric with the piping centerline? For vortex meters, do the upstream and downstream straight run lengths meet the ASME
guideline for 0.8 beta ratio flow tubes (e.g., 20 pipe diameters upstream for long bends)? For turbine meters, do the upstream and downstream straight run lengths meet the ASME
guideline for 0.6 beta ratio flow tubes (e.g., 10 pipe diameters upstream for long bends)? For magnetic meters, do the upstream and downstream straight run lengths meet the ASME
guideline for 0.4 beta ratio flow tubes (e.g., 5 pipe diameters upstream for long bends)? For turbine and vortex meters, have asymmetric flow profiles and swirling been minimized by
piping design and straightening vanes or special flow conditioners for profile distortion ? Is the maximum kinematic viscosity less than the maximum permissible for vortex meters? For magnetic, turbine, and vortex meters, are the minimum and maximum velocity within limits? For vortex meters, is the minimum Reynolds number greater than the minimum for the meter?
36
Inline Flow Meter Checklist - 1
Measurements

Are flow meters in vertical lines installed with flow up? For lined magnetic meters, is maximum vacuum (e.g., after steam cleaning) less than the
maximum the meter can withstand? For magnetic meters, is the minimum fluid conductivity greater than the minimum detectable by
the meter? Are there/will there be bubbles in magnetic, turbine, and vortex meter applications? Are the maximum % bubbles and solids less than the maximum permitted by Coriolis meter
software? For U-tube Coriolis, magnetic, turbine, and vortex meters, is particle abrasion negligible ? Is particle concentration high enough to require a straight tube Coriolis meter? For turbine meter bearings, is the minimum fluid lubricating effect better than the minimum
required by the meter? For magnetic meters, is the fluid always a liquid (e.g., no flashing)? Are Coriolis and magnetic flow meters completely full at zero flow? To prevent sloshing errors, is the signal grounded to zero when flow is zero? Is maximum piping vibration less than the maximum permitted by Coriolis and vortex meters
(e.g., is there a vibration damper for isolation if required)? Are bubbles and solids being trapped in U-tube Coriolis, magnetic, turbine, and vortex meters? Are magnetic meters properly grounded to earth and for lined pipe, are there ground straps
between pipe flanges and the meter?
37
Inline Flow Meter Checklist - 2
Measurements

• (10) Minimizing project costs are more important than minimizing operating costs
• (9) Adaptive control will take care of everything
• (8) I don’t really want to know what the control valve is doing
• (7) I want to do an academic paper on valve flow models
• (6) I love process mysteries
• (5) I don’t want to disturb disturbances
• (4) Operators say they don’t change feed rates
• (3) Feedforward control is too complicated
• (2) Online process metrics might show our mistakes
• (1) We know the flows from the process flow diagram
38
Top Ten Reasons to not Use Flow Measurements

39
Pressure and Differential Pressure (DP)
Measurements
Pressure Transmitter DP Transmitter

Is the transmitter fast enough for the application (e.g., damping < 0.2 sec for surge control)? For gas, is the transmitter mounted above the process connection to prevent liquid accumulation? For liquid, is the transmitter below the process connection to prevent the trapping of gases? Do impulse lines have a continuous slope with no bends or with smooth, long radius bends? Do impulse lines have vent and drain valves? Does a DP have an equalization valve? Does process pressure connection design prevent appreciable velocity head? Do transmitter and impulse lines need freeze protection? If heat tracing is used, are high temperatures prevented that could alter fluid composition in
impulse or transmitter lines (e.g., vaporization, reactions, or the formation of tars and polymers)? For plugging services, can impulse lines be purged or eliminated? For purged impulse lines, are purge flow and pressure high enough? For purged impulse lines, are purge flow and pressure indicated and adjustable? For purged impulse lines, is liquid purge needed to eliminate transients resulting from
compressibility of purge during fast static pressure disturbances and to prevent solids build-up at the bubbler tip?
Can impulse lines be eliminated by direct mounting of the transmitter? Should an extended diaphragm be used to minimize fouling of a direct mounted level DP? If the process temperature changes, make sure smart transmitter compensates for changes in
expansion of diaphragm seal fluid with temperature particularly if pad type or single seal DP is used with low side vented 40
Pressure and DP Measurement Checklist
Measurements

τm τm
τm
τm
Effect of Transmitter Damping or Filter for Surge
Measurements

42
coiled excess capillary for DP high side
Capillary Level Measurement
Measurements

If two seals are installed on a differential transmitter, make the seals the same size and the capillaries the same length if possible. (This may require coiling up the unused length of capillary on one side.) The problem is that all hydraulic fluids expand with temperature, and the overall expansion is a function of volume. If the seals are the same size and the capillaries are the same length, the hydraulic expansion from one side will cancel the other, and the overall zero shift will be minimized. If one leg is longer or one seal is bigger, the hydraulic expansion will be greater on that side, and the zero shift can be significant Seals with a bigger diaphragm are more sensitive and can measure lower pressures. However, bigger diaphragm seals have a larger volume and tend to show a larger zero shift due to process temperature changes. Smaller diaphragm seals have less volume and tend to have reduced temperature-related zero shift problems, but they are not as sensitive and cannot detect low ranges of pressure. Larger capillary tubing provides a faster response, but the increased volume results in increased zero shift due to ambient temperature changes. Smaller diameter tubing has reduced volume and tends to cause less zero shift, but the smaller cross-sectional area increases the lag time considerably. This can be a big problem if the seal fluid has a high viscosity.
43
Capillary System Problems and Solutions
Measurements

Vacuum conditions in the process can ruin a seal, unless special hydraulic seal fluids are used. (Vacuum lowers the boiling point of the fluid and if the hydraulic fluid boils, the resulting vapor usually ruins the seal.) Some hydraulic fluids are designed to handle vacuum, but they tend to be viscous and may create other problems (see below). Choosing the proper seal fluid can be difficult. Trade-offs abound. Here is a quick list of things to consider:
> Some processes prohibit certain fluids (such as silicone, etc.) from being used because any leakage into the process would have undesirable consequences. Check with the plant to make sure this is not a concern. > Low viscosity fluids provide much faster response and are usually suitable for lower temperatures, but they usually cannot handle vacuum or high temperature conditions. > High viscosity fluids can handle higher temperature and vacuum, but they tend to have much slower response, and this response can get dramatically worse during low ambient temperature conditions.
Be careful when trying to measure a low differential pressure between seals that are vertically far apart. (A common scenario is trying to measure the differential pressure across a distillation column.) In this scenario, the weight of the capillary fluid in the legs shifts the zero dramatically. Most transmitters will only allow a zero shift of four to five times the maximum range. If you are trying to measure 0-25 inches w.c. across two taps that are 100 ft apart vertically, the required zero shift will be approximately (100 ft × 12 inches × SG of fluid), which will be well beyond the zero shift allowed for most transmitters. A higher range transmitter can be used, but sensitivity will be lost.
44
Capillary System Problems and Solutions
Measurements

Non Contacting Radar
45
Measurements

46
Radar Level Antennas
Measurements

47
Guided Wave Radar
Measurements

48
Radar Level Probes
Measurements

Is the dielectric constant of the liquid too low for even guided wave radar? Is software available to improve signal strength and ignore false echoes? If foam is present, do you want to detect the foam surface, or the liquid surface? Is a stilling well needed to reduce turbulence and foam? Will the return signal be affected by gaps/holes in the stilling well?’ Will the tank bottom reflect signals, causing false returns? Is the non-contacting beam or guided wave radar probe located away from the vessel center and
any agitators, coils, and inlet streams? Is the path open enough for non-contacting radar? Is the nozzle large enough for the cone (horn) antenna preferred for non-contacting radar? Will the nozzle neck be too long, interfering with the horn antenna? For tall tanks and low dielectric material, is the antenna large enough to handle the range and
dielectric? Is the antenna size matched to stilling well size, where a stilling well is used? Is high frequency radar needed for the non-contacting beam to be narrow enough for a tall tank
and to avoid vessel internals? Is high frequency radar needed to allow a recessed antenna or a full port valve in the nozzle? Is there too much vapor, foam, or condensation for high frequency radar? Will the highest level, including foam and swell, be sufficiently below the radar antenna?
49
Radar Level Measurement Checklist - 1
Measurements

Is the fluid too viscous, sticky, abrasive, or corrosive for guided wave radar? Is the dielectric constant so low that guided wave radar is needed? Is the signal to noise ratio so low that guided wave radar is needed? Is the surface so slanted that receiving a reflected signal with a non-contact device is unlikely,
requiring the use of guided wave radar? Is the minimum clearance between a guided-wave probe and vessel internals greater than 4
inches? Is the stilling well diameter greater than 4 inches for guided wave radar? Do coatings and deposits require the use of a single lead guided wave probe? Do obstructing objects require the use of coaxial guided wave probes? Does a low dielectric constant require the use of coaxial guided wave probes? Does a viscous non-coating fluid require twin guided wave probes? Is the vessel so tall that flexible guided wave probes are needed for level measurement range? Does the guided wave radar probe need to be anchored to the vessel bottom to reduce sway? Does a DP need to be used for low level measurement due to an erratically shaped surface (e.g.,
voids and vortexes) when the vessel is nearly empty? Is there any need for separate lightning arrestors on top of the tank? Is the tank properly grounded to minimize noise and the transformer effect? If an electronic calibration simulation is prepared for installation, will it match actual conditions? Does the electronics housing allow the removal of components for repairs while in service?
50
Radar Level Measurement Checklist - 2
Measurements

• (10) There is something to be said for tradition.
• (9) It works in my toilet.
• (8) I want a signal I can see and feel.
• (7) It is kind of like a tape measure.
• (6) Mechanical engineering rules!
• (5) These systems are my legacy.
• (4) I am into float trips.
• (3) It has its ups and downs, but always ends on top.
• (2) Cheap, cheap!
• (1) I don't want any newfangled software.
51
Top 10 Reasons to Use Floats

52
Direct Mounted Temperature Transmitter
Measurements

Sensor Accuracy, Range, Output, and Size
53
Criteria
Thermocouple
Platinum RTD
Thermistor
Repeatability (oC) 1 - 8 0.02 - 0.5 0.1 - 1
Drift (oC/year) 1 - 20 0.01 - 0.1 0.01 - 0.1
Sensitivity (oC) 0.05 0.001 0.0001
Temperature Range (oC) −200 - 2000 −200 – 850(1) −100 - 300
Signal Output (volts) 0 - 0.06 1 - 6 1 - 3
Power (watts at 100 ohm) 1.6 x 10-7 4 x 10-2 8 x 10-1
Minimum Diameter (mm)
0.4 2 0.4
(1) RTD sensor sheath insulation errors can be significant for temperatures above 400oC
Operations may change a setpoint to account for the offset from drift. However the drift is unpredictable and the replacement of the sensor causes a error in operating point.
Measurements

Bare Element Speed of Response
54
Bare Sensing Element Type Time Constant (seconds)
Thermocouple 1/8 inch sheathed and grounded 0.3
Thermocouple 1/4 inch sheathed and grounded 1.7
Thermocouple 1/4 inch sheathed and insulated 4.5
Single Element RTD 1/8 inch 1.2
Single Element RTD 1/4 inch 5.5
Dual Element RTD 1/4 inch 8.0
Measurements

Thermowell Speed of Response
55
Process Fluid Type
Fluid Velocity (feet per second)
Annular Clearance (inches)
Annular Fill Type
Time Constants (seconds)
Gas 5 0.04 Air 107 and 49
Gas 50 0.04 Air 93 and 14
Gas 150 0.04 Air 92 and 8
Gas 150 0.04 Oil 22 and 7
Gas 150 0.02 Air 52 and 9
Gas 150 0.005 Air 17 and 8
Liquid 0.01 0.01 Air 62 and 17
Liquid 0.1 0.01 Air 32 and 10
Liquid 1 0.01 Air 26 and 4
Liquid 10 0.01 Air 25 and 2
Liquid 10 0.01 Oil 7 and 2
Liquid 10 0.055 Air 228 and 1
Liquid 10 0.005 Air 4 and 1
Measurements

Thermocouple Advantages - Real or Perceived?
• There are many stated advantages for thermocouples, but if you examine them closely you realize they are not as important as perceived for industrial processes.
• Thermocouples are more rugged than RTDs. However, the use of good thermowell or protection tube design and installation methods makes an RTD sturdy enough for even high-velocity stream and nuclear applications.
• Thermocouples appear to be less expensive until you include cost of extension lead wire and cost of process variability from less sensor sensitivity and repeatability.
56
Measurements

Thermowell Assembly and Mounting
57
Measurements

Thermowell Conductivity & Length Effect on Error
58
Measurements

Length and Velocity Effects on Vibration Failure
59
Measurements

Fluid Heat Transfer & Mixing Effect on Error
60
Higher velocity increases heat transfer coefficient
Thermowell tip should be in center of pipe to reduce cross sectional temperature profile
error from wall and mixing with enough length to reduce
conduction error
Measurements

Heat Exchanger and Static Mixer Installation
61
Heat Exchanger or Static Mixer
25 pipe diameters
elbow
drain
flush
TE 1-1
An optimum location provides good velocity, sufficient mixing, and minimal time delay Transportation delay is volume between outlet of equipment and sensor divided by flow
Measurements

• A young engineer told the CEO of a large corporation that there were too many presidents and not enough process control. The CEO thanked him profusely and immediately transferred the presidents to plants to install automation systems.
• An accountant found a major design flaw in the control system after carefully reviewing the drawings and immediately authorized the purchase of instruments to solve the problem.
• An accountant said we need the best automation system regardless of cost.
• After major problems meeting product quality specs, a process engineer said, “The transmitters are accurate; it must be the process that is screwed up.”
• A vendor refused a purchase order and recommended the purchase of transmitters from a competitor because the vendor’s instruments had an excessively high failure rate.
• A P&ID was drawn with control strategies that didn’t resemble anything ever done before.
• The resolution of the automation system was actually known and its impact evaluated.
• A sample rate was chosen that was not too fast or too slow.
• A person read a whole book on control theory.
62
Believe it or Don’t

Temperature Sensor Location
• For Desuperheaters, the distance from the outlet to the thermowell depends upon the performance of the Desuperheater, process conditions, and the steam velocity.
• To give a feel for the situation there are some simple rules of thumb for the straight piping length (SPL) to the first elbow and the total sensor length (TSL). Actual SPL and TSL values depend on quantity of water required with respect to the steam flow rate, temperature differential between water and steam, water temperature, pipe diameter, steam velocity, model, type, etc. and are computed by software programs.
• SPL (feet) = Inlet steam velocity (ft/s) * 0.1 (seconds residence time) • TSL (feet) = Inlet steam velocity (ft/s) * 0.2 (seconds residence time) • Typical values for the inlet steam velocity, upstream of the Desuperheater range
from 25–350 ft/s (7.6 to 107 m/sec). Below 25 ft/s there is not enough motive force to keep water suspended in steam. Velocities higher than 350 ft/s cause the Desuperheater to vibrate and damage the unit to the point where it breaks apart
• For single phase streams is the distance between the equipment outlet (e.g., heat exchanger exit) and sensor at least 25 pipe diameters (for a single phase flow) to promote mixing (recombination of outlet streams)?
• For single phase streams is the transportation delay (distance divided by velocity) from the equipment outlet (e.g., heat exchanger exit) to the sensor less than 5 seconds (e.g.; 50 pipe diameters of 6” pipe at 5 fps)?
63
Measurements

• If application vibration is not excessive, is an RTD used for temperatures below 400 oC to improve threshold sensitivity, drift, and repeatability by more than a factor of ten compared to a TC?
• For RTDs operating at temperatures above 400 oC, are length minimized and sheath diameter maximized to reduce error from insulation deterioration?
• For RTDs operating at temperatures above 600 oC, is the sensing element hermetically sealed and dehydrated to prevent an increase in platinum resistance from oxygen and hydrogen dissociation?
• For TCs operating at temperatures above 600 oC, is decalibration error from changes in the composition of the TC minimized by choice of sheath and TC type?
• For TCs operating at temperatures above 900 oC, is the sheath material compatible with the TC type?
• For TCs operating above the temperature limit of sheaths, is the ceramic material with the best conductivity and design used to minimize measurement lag time?
• For TCs operating above the temperature limit of sheaths and in contact with gaseous contaminants or in reducing conditions, are primary (outer) and secondary (inner) protection tubes designed to prevent contamination of the TC element and still provide a reasonably fast response?
• In furnaces and kilns, do location and design minimize radiation and velocity errors? • Is the immersion length long enough to minimize heat conduction error (e.g., L/D > 5)? • Is the immersion length short enough to prevent vibration failure (e.g., L/D < 20)? • Is the process fluid velocity fast enough to minimize coating (e.g., > 5 fps)? • Is the process velocity fast enough to provide a fast response (e.g., > 0.5 fps)?
64
Temperature Measurement Checklist - 1
Measurements

For pipes, is the tip near the centerline? For vessels, does the tip extend sufficiently past the baffles (e.g., L/D > 5)? For columns, does the tip extend sufficiently into the tray or packing (e.g. L/D > 5)? For TCs, is it more important to minimize noise by using an ungrounded junction, or to minimize
sensor element lag time by using a grounded junction? To increase RTD reliability, are dual RTD elements used except where vibration failure is more
likely due to smaller gauge? To increase TC reliability, does the sensor have dual isolated junctions? For maximum reliability, are three separate thermowells with middle signal selection used? Does the sensor fit tightly into the thermowell to minimize measurement lag from air gap (e.g.,
annular clearance < 0.01 inch)? Is an oil fill used that will not form tars or sludge at high temperature in a thermowell with the tip
pointed down (to keep fill in the tip) to minimize measurement lag? Is premium TC extension wire used to minimize measurement uncertainty? Is four wire RTD lead wire used to minimize measurement uncertainty? Are integral mounted temperature transmitters used for accessible locations to eliminate
extension wire and lead wire errors and reduce noise? Are wireless integral mounted transmitters used to provide portability of measurement for process
control improvement and to reduce wiring installation and maintenance costs? Are proper linearization tables used in the transmitter and calibrator?
65
Temperature Measurement Checklist - 2
Measurements

66
• (10) Food is burning in the operators’ kitchen
• (9) The only loop mode configured is manual
• (8) An operator puts his fist through the screen
• (7) You trip over a pile of used pH electrodes
• (6) The technicians ask: “what is a positioner?”
• (5) The technicians stick electrodes up your nose
• (4) The environmental engineer is wearing a mask
• (3) The plant manager leaves the country
• (2) Lawyers pull the plugs on the consoles
• (1) The president is on the phone holding for you
Top Ten Signs of a Rough pH Startup

67
pH Hydrogen Ion Concentration Hydroxyl Ion Concentration 0 1.0 0.00000000000001 1 ` 0.1 0.0000000000001 2 0.01 0.000000000001 3 0.001 0.00000000001 4 0.0001 0.0000000001 5 0.00001 0.000000001 6 0.000001 0.00000001 7 0.0000001 0.0000001 8 0.00000001 0.000001 9 0.000000001 0.00001 10 0.0000000001 0.0001 11 0.00000000001 0.001 12 0.000000000001 0.01 13 0.0000000000001 0.1 14 0.00000000000001 1.0
aH = 10−pH pH = - log (aH) aH = γ ∗ cH cH ∗ cOH = 10−pKw
aH = hydrogen ion activity (gm-moles per liter) cH = hydrogen ion concentration (gm-moles per liter) cOH = hydroxyl ion concentration (gm-moles per liter) γ = activity coefficient (1 for dilute solutions) pH = negative base 10 power of hydrogen ion activity pKw = negative base 10 power of the water dissociation constant (14.0 at 25oC)
Hydrogen and Hydroxyl Ion Concentrations in a Water Solution at 25oC
Extraordinary Sensitivity and Rangeability
Measurements

68
Mea
sure
d pH
pH 5
pH 6
pH 6.5
pH 7
pH 7.5
pH 9 pH 10 pH 8
Effect of Water Dissociation (pKw) on Solution pH
Measurements

69
Effect of Sensor Drift on Reagent Calculations
pH
Reagent to Feed Flow Ratio
4
10
6
8
Feedforward Reagent Error
Feedforward pH Error
Sensor Drift
pH Set Point Influent pH
The error in a pH feedforward calculation increases for a given sensor error as the slope of the curve decreases. This result Combined with an increased likelihood of Errors at low and high pH means feedforward Could do more harm than good when going from the curve’s extremes to the neutral region.
Flow feedforward (ratio control of reagent to influent flow) works well for vessel pH control if there are reliable flow measurements with sufficient rangeability
Feedforward control always requires pH feedback correction unless the set point is on the flat part of the curve, use Coriolis mass flow meters and have constant influent and reagent concentrations
Measurements

70
Double Junction Combination pH Electrode
High acid or base concentrations can affect glass gel layer and reference junction potential Increase in noise or decrease in span or efficiency is indicative of glass electrode problem Shift or drift in pH measurement is normally associated with reference electrode problem
W W
W
W
W
W
W
Em
R10 R9 R8 R7
R6
R5
R4
R3
R2
R1
Er
E5
E4
E3
E2
E1
outer gel layer
inner gel layer
second junction
primary junction
solution ground
Process Fluid
silver-silver chloride internal electrode
silver-silver chloride internal electrode
potassium chloride (KCl) electrolyte in salt bridge between junctions
7 pH buffer
Ii
Process ions try to migrate into porous reference junction while electrolyte ions try to migrate out
Nernst Equation assumes inside and outside gel layers identical
Measurement becomes slow from a loss of active sites or a thin coating of outer gel
W
W
W
Measurements

71
High Today Low Tomorrow
A B A
B A
B pH
time
Most calibration adjustments chase the short term errors shown below that arise from concentration gradients from imperfect mixing, ion migration into reference junction, temperature shifts, different glass surface conditions, and fluid streaming potentials. With just two electrodes, there are more questions than answers.
Measurements

72
• Inherently ignores single measurement failure of any type including the most insidious PV failure at set point
• Inherently ignores slowest electrode • Reduces noise and spikes particularly for steep curves • Offers online diagnostics on electrode problems
– Slow response indicates coated or aged measurement electrode – Decreased span (efficiency) indicates aged or dehydrated glass electrode – Drift or bias indicates coated, plugged, or contaminated reference electrode
or high liquid junction potential – Noise indicates dehydrated measurement electrode, streaming potentials,
velocity effects, ground potentials, or EMI • Facilitates online calibration of a measurement
For more Information on Middle Signal Selection see Feb 5, 2010 post http://www.modelingandcontrol.com/2010/02/exceptional_opportunities_in_p_11.html
Middle Signal Selection Advantages
Measurements

73
Life Depends Upon Process Conditions
25 C 50 C 75 C 100 C Process Temperature
Months
>100% increase in life from new glass designs for high temperatures
High acid or base concentrations (operation at the extremes of the titration curve) decrease life for a given temperature. A deterioration in measurement accuracy (e.g. electrode efficiency) and response time often accompanies a reduction in life.
Measurements

74
New High Temperature Glass Stays Fast
Glass electrodes get slow as they age. High temperatures cause premature aging
Measurements

75
New Design Eliminates Drift after Sterilization
New Old #1 Old #2
Measurements

76
Horizontal Piping Arrangements
AE
AE
AE
AE AE AE
5 to 9 fps to minimize coatings 0.1 to 1 fps to minimize abrasion
20 to 80 degrees The bubble inside the glass bulb can be lodged in tip of a probe that is horizontal or pointed up or caught at the internal electrode of a probe that is vertically down
pressure drop for each branch must be equal to keep the velocities equal
Series arrangement preferred to minimize differences in solids, velocity, concentration, and temperature at each electrode!
10 OD 10 OD
20 pipe diameters
20 pipe diameters
static mixer or pump
flush
drain
flush
drain
throttle valve to adjust velocity
throttle valve to adjust velocity
Measurements

77
Vertical Piping Arrangements
AE AE AE
AE
AE
AE
5 to 9 fps coating abrasion
10 O
D 10
OD
0.1 to 1 fps
hole or slot
Orientation of slot in shroud throttle valve to adjust velocity
throttle valve to adjust velocity
Series arrangement preferred to minimize differences in solids, velocity, concentration, and temperature at each electrode!
Measurements

78
• A spherical or hemi-spherical glass measurement and flowing junction reference offers maximum accuracy, but in practice maintenance prefers: – A refillable double junction reference to reduce the complexity of installation and
the need to adjust reference electrolyte flow rate – This electrode is often the best compromise between accuracy and maintainability.
– A solid reference to resist penetration and contamination by the process and eliminate the need to refill or replace reference particularly for high and nasty concentrations and pressure fluctuations – This electrode takes the longest time to equilibrate and is more prone to junction effects but could be right choice in applications where accuracy requirements are low and maintenance is high.
• Select best glass and reference electrolyte for process • Use smart digital transmitters with built-in diagnostics • Use middle signal selection of three pH measurements
– Inherent auto protection against a failure, drift, coating, loss in efficiency, and noise (February 5, 2010 entry on http://modelingandcontrol.com/author/Greg-McMillan//)
• Allocate time for equilibration of the reference electrode • Use “in place” standardization based on a sample with the same temperature
and composition as the process. If this is not practical, the middle value of three measurements can be used as a reference. The fraction and frequency of the correction should be chosen to avoid chasing previous calibrations
• Insure a constant process fluid velocity at the highest practical value to help keep the electrodes clean and responsive
Options for Maximum Accuracy
Measurements

79
Symptoms and Causes
• Slow measurement – Coated glass, aged glass, dehydrated glass, thick glass, high temperature, low pH, low velocity
• Noisy measurement – Dehydrated glass, pure water, low water, low temperature, poor mixing, high velocity, EMI
• pH decreases with temperature – pKa or pKw decrease with temperature (missing solution temperature compensation) – Horizontal shift to right of Isopotential point due to measurement electrode type or problem
• pH increases with temperature – Nernst MV decrease with temperature (missing electrode temperature compensation) – Horizontal shift to left of Isopotential point electrode type or problem
• pH increases with salt or solvent concentration – Decrease in activity of hydrogen ion from increase in ionic strength or decrease in water content
• Constant 7 pH measurement – Broken glass, broken wires, protective caps still on electrodes
• Decrease in measurement range (decrease in electrode efficiency) – Dehydrated glass or aged glass
• Daily drift in measurement (change in electrode offset) – Coated reference junction
• Hourly drift in measurement – Slow equilibration of reference electrode
• Off-scale pH measurement – Poisoned reference electrode or high solvent concentration
Measurements

80
Wireless pH Transmitters Eliminate Ground Spikes
Wired pH ground noise spike
Temperature compensated wireless pH controlling at 6.9 pH set point
Incredibly tight pH control via 0.001 pH wireless resolution setting still reduced the number of communications by 60%
Measurements

81
Wireless Bioreactor Adaptive pH Control
Measurements

82
Calibration History in Probe
Measurements

Do O-rings and gaskets meet the requirements of worst case corrosive and temperature operating conditions?
Is the best glass used for the worst case temperature, pH, and chemicals that can attack glass? (e.g., general purpose, high pH, high temperature, sterilizable, HF resistant)?
Is a spherical bulb used for maximum accuracy? For pH < 1 or > 12 would conductivity or density give a better concentration measurement? Are the best reference design and fill used for the accuracy and speed requirement and worst
case temperature and composition? (Examples of worst case composition include low water or pure water solutions that have low conductivity and salt and chemical concentrations that change junction potential, plug junctions, and poison reference internals)
Is the accuracy and equilibration speed requirement or the coating and poisoning problem so extraordinary that a flowing junction is needed to provide the most constant reference potential and the fastest junction equilibration, and eliminate plugging and/or poisoning?
If plugging is not a problem, can an aperture junction be used to give the lowest reference junction potential?
Will double and triple junction references be sufficient to slow down the contamination rate? Are special electrolytes needed to prevent precipitation of silver salt from contact with a process
component (e.g., silver cyanide precipitate from process cyanide contact with silver)? Can a removable reference junction enable an electrode to be rejuvenated (reference junction
and fill replaced) before plugging /poisoning becomes a problem? Can a large surface solid reference electrode essentially eliminate plugging, contamination, and
poisoning if reference speed of equilibration is not a problem? 83
pH Measurement Checklist - 1
Measurements

pH Measurement Checklist - 2 Is chemical attack, premature aging from high temperature, or dehydration (non-aqueous
solvents or low water concentrations) so severe that an automated retractable insertion assembly is needed to limit sensor exposure to the process just long enough to get periodic pH measurement?
Is the solution conductivity so low (e.g., condensate, boiler feedwater, deionized water) that a special assembly is needed to provide low sample flow, diffuser, and electrolyte reservoir?
Can a Varipol (VP) or equivalent connector be used to quickly locally disconnect the electrode cable, eliminating the need to disconnect the transmitter and retract the cable through conduit or flex to prevent twisting the cable on disconnection?
Is a smart electrode with a stored calibration record available for the selected electrode? Is a solution ground needed for impedance diagnostics and ground potential elimination? Is a smart transmitter available to detect glass and reference problems? Is solution pH temperature compensation needed in addition to standard Nernst temperature
compensation? Can a wireless transmitter be used to get the latest features and enable portability of the
measurement to test the best electrode and location (least dead time and least noise/bubbles? Is the electrode installed with the tip pointing down at a 30−60o angle to prevent bubbles from
residing in the tip or being caught on the internal electrode? Are electrodes always wetted, even for batching and during shutdown of continuous operations? Is middle signal selection needed to eliminate response to single failure and noise?
84
Measurements

Is the pH always above 7 pH for stream with HF to prevent rapid glass chemical attack? Are a stream velocity and protective shroud design the best for the process conditions? Are a stream velocity of 5−10 fps and exposure of the glass to flow needed to prevent coating? Are a stream velocity of 0.1−1 fps and shroud reducing flow impingement needed to decrease
damage from abrasion? Does the electrode tip extend into the center line of a pipe and past the baffles in a vessel? Is the electrode location free from bubbles (e.g., not near the sparger ring)? Are the electrodes sufficiently downstream from a pump or static mixer to reduce concentration
and pressure fluctuations but not so far as to increase dead time by more than 3 sec? Are insertion electrodes in series so each electrode sees same velocity and same composition? Is electrode location free from flashing (e.g. not on pump suction or valve discharge)? Should an insertion type of electrode assembly with a ball valve and restraining strap be used to
be able to safely withdrawn (retract) the electrode from a pipe or vessel? Is the electrode and transmitter location safely accessible for maintenance? Are the electrode and transmitter signal connections always dry?
85
pH Measurement Checklist - 3
Measurements

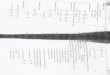
Deadly and Sticky Situations
dead band
Deadband
Stick-Slip is worse near closed position
Signal (%)
0
Stroke (%) Digital positioner
will force valve shut at 0% signal
Pneumatic positioner requires a negative % signal to close valve
The dead band and stick-slip is greatest near the closed position
Deadband is 5% - 50% without a positioner !
Plugging and laminar flow can occur for low Cv requirements and throttling near the seat
Consider going to reagent dilution. If this is not possible checkout out a laminar flow valve for an extremely low Cv
and pulse width modulation for low lifts
Final Control Elements

87
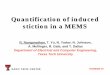
pH Control Valve Rangeability and Resolution
pH
Reagent Flow Influent Flow
6
8
Influent pH B
A
Control Band Set point
B Er = 100% ∗ Fimax ∗ −−−− Frmax Frmax = A ∗ Fimax B Er = −−−− A Ss = 0.5 ∗ Er Where: A = distance to center of reagent error band on abscissa from influent pH B = width of allowable reagent error band on abscissa for control band Er = allowable reagent error (%) Frmax = maximum reagent valve capacity (kg per minute) Fimax = maximum influent flow (kg per minute) Ss = allowable stick-slip (resolution limit) (%)
Final Control Elements

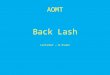
Direct Connection Piston Actuator
Less backlash but wear of piston O-ring seal from piston pitch is concern
Final Control Elements

Significant backlash from link pin points 1 and 2
Link-Arm Connection Piston Actuator
Final Control Elements

Stick-slip from rack and gear teeth - particularly bad for worn teeth
Rack & Pinion Connection Piston Actuator
Final Control Elements

Lots of backlash from slot
Scotch Yoke Connection Piston Actuator
Final Control Elements

Port A
Port B
Supply
ZZZZ
ZZZ
Control Signal
Digital Valve Controller
Diaphragm actuator has best threshold sensitivity
SV
Terminal Box
Diaphragm Actuator with Solenoid Valves
Final Control Elements

Port A
Port B
Supply
Digital Valve Controller
SV
SV
Volume Tank
Must be functionally tested
before commissioning!
Piston
W
Check Valve
Air Supply
Terminal Box
Piston Actuator with Solenoid Valves
Final Control Elements

Size of Step Determines What you See
Time (seconds)
0 50 100 150 200 250 300 350 400 450
(%)
35
40
45
50
55
60
65
0.5% Steps 1% Steps 2% Steps 5% Steps 10% Steps
(%)
40
45
50
55
60
65
70
1% Steps 2% Steps0.5% Steps 5% Steps 10% Steps
4" Segmented Ball Valves with Metal Seals,Diaphragm Actuators and Standard Positioners
Fisher V150HD/1052(33)/3610J
Neles R21/QP3C/NP723
Input SignalActuator PositionFlow Rate (Filtered)
Maintenance test of 25% or 50% steps will not detect dead band - all valves look good for 10% or larger steps
Final Control Elements

• An automation control engineer became CEO because his creative designs made the company's manufacturing plants more profitable and maintainable.
• A split range loop did not oscillate across the split range point.
• A bioreactor batch worth over a million dollars was used to justify a third pH electrode.
• A company's purchasing department requested the packaged equipment supplier use the most accurate and reliable instrumentation for the application.
• A thermowell and sensing element was designed for fastest response.
• An academic paper studied tuning and performance of PID for disturbances at different locations and with different lags.
• The better threshold sensitivity of a diaphragm actuator designed for throttling valves compared to a piston actuator designed for on-off valves was recognized.
• A digital positioner was tuned by a user for maximum performance in an application.
• A maintenance department tested instrumentation for performance and maintainability to develop plant standards.
95
Believe it or Don’t

Effect of Step Size Due to Sensitivity Limit
Final Control Elements

Response to Small Steps (No Sensitivity Limit)
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0 1 2 3 4 5 6 7 8 9 10
St
roke
(%)
Time (sec)
Final Control Elements

0
5
10
15
20
25
30
35
40
45
50
0 1 2 3 4 5 6 7 8 9 10
Time (sec)
Stro
ke (%
) Response to Large Steps (Small Actuator Volume)
Final Control Elements

Installed Characteristic (Linear Trim)
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Inherent CharacteristicInstalled Characteristic 1Installed Characteristic 2Installed Characteristic 3Installed Characteristic 4
Valve pressure drop ratio (∆PR) for installed characteristic: Characteristic 1: ∆PR = 0.5 Characteristic 2: ∆PR = 0.25 Characteristic 3: ∆PR = 0.125 Characteristic 4: ∆PR = 0.0625
Final Control Elements

Installed Characteristic (Equal Percentage Trim)
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Inherent CharacteristicInstalled Characteristic 1Installed Characteristic 2Installed Characteristic 3Installed Characteristic 4
Valve pressure drop ratio (∆PR) for installed characteristic: Characteristic 1: ∆PR = 0.5 Characteristic 2: ∆PR = 0.25 Characteristic 3: ∆PR = 0.125 Characteristic 4: ∆PR = 0.0625
Final Control Elements

Installed Characteristic (Modified Parabolic Trim)
Valve pressure drop ratio (∆PR) for installed characteristic: Characteristic 1: ∆PR = 0.5 Characteristic 2: ∆PR = 0.25 Characteristic 3: ∆PR = 0.125 Characteristic 4: ∆PR = 0.0625
Final Control Elements

Limit Cycle in Flow Loop from Valve Stick-Slip
Controller Output (%) Saw Tooth Oscillation
Process Variable (kpph) Square Wave Oscillation
Final Control Elements

Limit Cycle in Level Loop from Valve Deadband
Manipulated Flow (kpph) Clipped Oscillation
Controller Output (%) Rounded Oscillation
Level (%)
Final Control Elements

Real Rangeability Minimum fractional flow coefficient for a linear trim and stick-slip:
Minimum fractional flow coefficient for an equal percentage trim and stick-slip:
Minimum controllable fractional flow for installed characteristic and stick-slip:
Cxmin = minimum flow coefficient expressed as a fraction of maximum (dimensionless) ∆Pr = valve pressure drop ratio (dimensionless) Qxmin = minimum flow expressed as a fraction of the maximum (dimensionless) Rv = rangeability of control valve (dimensionless) R = range of the equal percentage characteristic (e.g. 50) Xvmax = maximum valve stroke (%) Sv = stick-slip near closed position (%)
maxmin
v
vx X
SC =
]1[
minmax
−
= v
v
X
S
x RC
2min
minmin
)1( xRR
xx
CPP
CQ∗∆−+∆
=
min
1
xv Q
R =
Final Control Elements

Best Practices to Improve Valve Performance
• Actuator, valve, and positioner package from a control valve manufacturer • Digital positioner tuned for valve package and application • Diaphragm actuators where application permits (large valves and high
pressure drops may require piston actuators) • Sliding stem (globe) valves where size and fluid permit (large flows and
slurries may require rotary valves) • Next best is Vee-ball or contoured butterfly with rotary digital positioner
• Low stem packing friction • Low sealing and seating friction of the closure components • Booster(s) on positioner output(s) for large valves on fast loops (e.g.,
compressor anti-surge control) • Valve sizing for a throttle range that provides good linearity [4]:
o 5% to 75% (sliding stem globe), o 10o to 60o (Vee-ball) o 25o to 45o (conventional butterfly) o 5o to 65o (contoured and toothed butterfly)
• Online diagnostics and step response tests for small changes in signal • Dynamic reset limiting using digital positioner feedback [2]
Final Control Elements

Volume Booster with Integral Bypass (Furnace Pressure and Surge Control)
Signal from Positioner
Air Supply from Filter-Regulator
Air Loading to Actuator
Adjustable Bypass Needle Valve
Final Control Elements

Port A
Port B
Supply
ZZZZ
ZZZ
Control Signal
Digital Valve Controller
Must be functionally tested
before commissioning!
1:1
Bypass
Volume Booster
Open bypass just enough to ensure a non-oscillatory fast response
Air Supply
High Capacity Filter Regulator
Increase air line size
Increase connection size
Terminal Box
Booster and Positioner Setup (Furnace Pressure and Surge Control)
Final Control Elements

Control Valve Misconceptions
• There are a lot of misconceptions from sales pitches that lack an understanding of the need for a valve to have minimum backlash and maximum resolution and sensitivity. Most of this stems (pun intended) from using step sizes that are way too large. Today, the smallest step change commonly cited is 0.5%. Maybe I should be happy because the step size was 25% until we had smart positioners that could tell us how much the valve shaft actually moved. What I really want are 0.1% steps over the entire throttle range to sort fact from fiction.
• Common misconceptions: – Rotary valves provide tighter control than sliding stem valves – Stated rangeability takes into account pressure drop, backlash, and stiction – “High Performance Valves” (tight shutoff valves) provide high performance – Piping valves and on-off actuators can be used for control valves – Piston actuators provide tighter control than diaphragm actuators – Step tests at 50% open tell the whole story
108
Final Control Elements

Rotary Valve Watch Outs
• Rotary valves tend not to have as large a throttle range where the gain (sensitivity) of the installed characteristic is acceptable. Rotary valves that are “High Performance Valves” and piping valves have markedly reduced throttle range. If you consider the effect of increased backlash and stick-slip of these valves especially near the seat, the actuator shaft used for positioner feedback may not be representative of actual internal flow element (disc, ball, or slotted plug) due to shaft windup, and a poor inherent flow characteristic, you understand these valves are not really control valves. Similarly, the scotch yoke, rack and pinion, and link arm on-off actuators have excessive backlash or insufficient resolution for throttling service. A diaphragm actuator has the best threshold sensitivity. Higher pressure diaphragm actuators have been developed extending their thrust and torque capability. The next best actuator is a double acting piston. All should have smart positioners with 2-stage or high gain pneumatic relays. High volume spool positioners used on dampers and piping valve posing as control valves have an extremely poor threshold sensitivity requiring step changes of 2%.
• To learn more about what really is important about control valves and variable speed drives read Chapter 7 on Final Element Fundamentals in the ISA book Essentials of Modern Measurements and Final Elements in the Process Industries, http://www.isa.org/Template.cfm?Section=Books3&template=/Ecommerce/ProductDisplay.cfm&ProductID=10764
• Article “Improve Control Loop Performance”, Chemical Processing, Oct, 2007 http://www.chemicalprocessing.com/articles/2007/200.html
• “Key Design Components of Final Control Elements”, InTech, March-April, 2011 http://www.isa.org/InTechTemplate.cfm?Section=Control_Fundamentals1&template=/ContentManagement/ContentDisplay.cfm&ContentID=81679
109
Final Control Elements

The use of digital positioners has improved the precision of control valves to 0.1% if the positioner is tuned and the rest of the valve package does not pose limitations. The threshold sensitivity of pneumatic positioners ranged from 0.1% for two stage relay to 1% to spool type positioners. Pneumatic positioners did not sufficiently hold their calibration and did not provide a read back of valve positioner. Consequently, the low output limits of controllers needed to be -10% to ensure the valve was closed and problems with the dynamic response of control valves were hidden and test step sizes of 10% or larger were used. Digital positioners are the first step but not the only step for a good valve response.
Except for pH control, a precision of 0.1% and deadband of 0.2% is normally sufficient since the amplitude of a limit cycle is within the noise band or control band. The sliding stem globe valve with low friction packing and diaphragm actuators can achieve a 0.1% precision. However, rotary valves are advantageous for large lines sizes and streams with solids. Rotary valves can achieve a precision of 0.2% if a diaphragm actuator is used, the connection between the actuator shaft and valve stem is splined instead of pinned, there are no linkages introducing backlash, the friction of sealing surfaces and shaft length and size does not cause shaft windup, and the valve stem is cast with the internal flow element.
Piping valves original designed as isolation valves posing as control valves are the biggest culprit. A precision of 4% and a deadband of 8% have been observed for butterfly valves and ball valves designed for tight shutoff. Furthermore, the positioner feedback was actuator shaft instead of flow element position. Tests results from the digital positioner indicated a precision and deadband 10 times smaller than actual. Flow measurements and travel gages on internal flow element revealed the true response capability of the valve. Thus, putting the best digital positioner on a poor valve and actuator design does not eliminate the problem and in fact may give a false assurance from invalid response trends and diagnostics. 110
Control Valve Checklist - 1
Final Control Elements

Does valve sizing software include the fluid physical properties for worst case process conditions? Do location and valve type eliminate or reduce damage from flashing and erosion? Did you include piping reducing factor that decreases the effective flow coefficient? Did you compute and plot the installed valve characteristic for worst case operating conditions? Is the actuator sized to deliver 150% of the maximum torque or thrust required? Is actuator threshold sensitivity better than 0.1%? Is positioner threshold sensitivity better than 0.1%? Is the smart positioner tuned for the application (otherwise you have a dumb positioner)? Is total valve assembly deadband less than 0.4% over the entire throttle range? Is total valve assembly resolution better than 0.2% over the entire throttle range? Is the installed characteristic slope > 0.5% max. flow per % signal over the entire throttle range? Is the installed characteristic slope < 2.0% max. flow per % signal over the entire throttle range?
111
Control Valve Checklist - 2
Final Control Elements

• (10) The piping supplier says he has an incredible great deal to meet your valve needs
• (9) The valve supplier asks "What is deadband and resolution?"
• (8) The valve looks suspiciously like the valve the operator uses for isolation
• (7) The actuator looks suspiciously like the actuator on an on-off valve
• (6) The packing is the same as used in the piping valves
• (5) The leakage rate is phenomenally low
• (4) You can standardize on parts in valves supplied with packaged equipment
• (3) Integral action needs to be used in the positioner
• (2) Loops oscillate regardless of tuning settings
• (1) The positioner creed is "What Me Worry?"
112
Top Ten Signs Your Control Valve is an Imposter

113
Variable Frequency Drives
Final Control Elements

• Extremely difficult streams – Highly hazardous fluids – Highly corrosive fluids – High and low temperatures – Cavitation – Molten fluids – Slurries – Pastes – Polymers – Non-turbulent flow
• Pumping system where flow demand often drops – Headers (many users) – Flexible manufacturing (high turndown)
114
When to Use a Variable Frequency Drive
Final Control Elements

• EMI (e.g.; need for input-output chokes and isolation transformers) • Cable problems (i.e.; in-phase reflected wave radiated wave) • Bearing problems (i.e.; electric discharge machining effect) • Overheating at low flows (e.g.; induced draft furnace fan) • High static head (e.g.; erratic flow and reverse flow at low speeds) • Poor resolution input signal cards (want at least 12 bit) • Excessive deadband in drive setup (want less than 0.5%) • Speed control in control room (want speed control in VFD) • Too high or too low speed limits (want to cover turndown needed)
Variable Frequency Drive Watch Outs
Final Control Elements

116
Variable Frequency Drive Slip
Final Control Elements
Torq
ue
Speed
System Load Static
Head
slip shift in
speed With operating
point
Torque Curves

Loss of Turndown from Static Head (Pump and System Curve)
Pres
sure
Flow
System Curve
Pump Curve
70% Speed
50% Speed
100% Speed
Stat
ic H
ead
Final Control Elements

0%
90%
80%
70%
60%
50%
40%
30%
20%
10%
100%
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% Speed
Flow
Loss of Turndown from Static Head (Pump Installed Flow Characteristic)
Final Control Element Gain
(Slope) is excessive at
low flow
Final Control Elements

Is Pulse Width Modulation (PWM) drive used to reduce torque pulsation (cogging) at low speeds? Is a totally enclosed fan cooled (TEFC) motor used with a constant speed fan or booster fan as
necessary with class F insulation (inverter duty) and 1.15 service factor to prevent overheating? Is a totally enclosed water cooled (TEWC) motor needed for high temperatures to prevent overheating?
Is the pump sized to prevent operation on the flat part of the pump curve? Is a recycle valve needed to keep the pump discharge pressure well above static head at low flow
and a low speed limit needed to prevent reverse flow for highest possible destination pressure? See article "Watch Out for Variable Speed Pumping" (reference 19 in Appendix A).
Are signal input cards of greater than 12 bit used to improve the resolution limit of the signal to 0.05% or better?
Do the drive and motor have a generous amount of torque for the application so that speed rate-of-change limits in the drive setup do not prevent changes in speed that are fast enough to compensate for the fastest possible disturbance?
Is excessive deadband introduced into the drive setup, causing delay and limit cycling? For tachometer control, does the magnetic or optical pickup provide enough pulses per revolution
to meet the speed resolution requirement? For tachometer control, is the speed control kept in the VFD to prevent violation of the cascade
rule where the secondary speed loop should be 5 times faster than the primary flow loop? To increase rangeability to 80:1, is fast cascade control of speed to torque in the VFD considered
to provide closed loop slip control as described in The Control Techniques Drives and Controls Handbook, IEEE Power and Energy Series 35, Cambridge University Press, 2001?
119
Variable Frequency Drive Checklist
Final Control Elements

• A pH control valve was sized so it never rides the seat.
• Slip-stick near seat was considered in split-range control.
• Static head was considered in stated variable-speed drive (VSD) pump rangeability.
• The vortex meter size max flow matched the max process flow, giving max rangeability.
• Noise at low flow was considered in stated differential head meter's rangeability.
• Noise was considered in the stated sensitivity and repeatability of a measurement.
• Noise was nonexistent in a pH loop with a setpoint between 4 pH and 10 pH.
• Noise was nonexistent in an agitated, boiling or aerated level.
• The dead time in a process loop was constant.
• The process time constant in a process loop was constant.
120
Believe it or Don’t






![A Micro-Macro Approach to Predict Stiction due to Surface ...€¦ · in-use stiction of cantilever and double clamped beam structures. Boer et al. [26, 27], quantified the apparent](https://img.pdfslide.us/doc/110x75/5f8f7372e342632dfd223554/a-micro-macro-approach-to-predict-stiction-due-to-surface-in-use-stiction-of.jpg)