Embed Size (px)
Citation preview

EFFECT OF WASTE PLASTER OF PARIS ON PHYSICAL AND MECHANICAL
PROPERTIES OF CERAMIC POTTERY BODY
ABDULLAH BIN MAT NAWI
UNIVERSITI TUN HUSSEIN ONN MALAYSIA

EFFECT OF WASTE PLASTER OF PARIS ON PHYSICAL AND MECHANICAL
PROPERTIES OF CERAMIC POTTERY BODY
ABDULLAH BIN MAT NAWI
A thesis submitted in partial fulfilment of the requirement for the award of the
Degree of Master of Mechanical Engineering
Faculty of Mechanical and Manufacturing Engineering
Universiti Tun Hussein Onn Malaysia
MAY 2016

iii
“Special dedicated to my beloved parents and wife who always gave me support and
encouragement”

iv
ACKNOWLEDGEMENTS
In the name of ALLAH, Most Gracious, Most Merciful
I would like to thank Almighthy Allah for giving me life and blessing to gain
knowledge to produce this thesis. I wish to express my sincere gratitude to my
supervisor, Dr. Nur Azam bin Badarulzaman, who built my knowledge base and
experience through his encouragement, support, guidance, comments, suggestions
and resources througout this work. I would also like to thank Universiti Tun Hussien
Onn Malaysia (UTHM) Batu Pahat for giving me the opportunity and facilities to
complete such an exciting research project, and supporting me toward my research
and other intellectual activities. I wish to express my appreciation to the Faculty of
Mechanical and Manufacturing Engineering staffs, who assisted me patiently with
management of raw materials and experimental apparatus loans.
I sincerely acknowledge the sacrifices made by my parents for their
encouragement and help in all aspects of pursuing higher education and research. I
also would like to exspress my appreciation to my beloved wife, Noor Naimah binti
Mohamed Nor, for her guidance and support toward my research writing. Special
thanks to my colleagues Siti Rudiah Karim, Ainorhayat Hamidon, and Siti Salwa
Khamis. Their help is very much appreciated. I wish to thank my relatives and
friends for their moral supports and prayers. It would have been very hard for me to
complete this study without cooperation and support from all.

v
ABSTRACT
Over the years, millions tonnes of waste plaster of Paris (POP) were generated and
disposed in landfills or most of the time was dumped directly into the environment
without any treatments, makes it as one of the environmental issues. Therefore, a
new alternative is required to convert the wastes POP into useful materials and
marketable to minimize the environmental impact. In the early stage, this study
focused on the characterization of the raw material used through particle size
analysis, thermal analysis, and identification of its purity. Then, the slip casting
technique and standard American Society for Test and Materials (ASTM) was
respectively used to fabricate and characterize all of the pottery samples. In the
second stage, the ceramic pottery body was fabricated using different composition of
waste POP, started from 0 wt.% until 12 wt.%. The samples obtained were analysed
through viscosity test and its green body was observed. The results showed that the
samples with compositions of 0 to 10 wt.% of waste POP were the only samples that
can be used in this study. The analysis on the effects of particle sizes ranging from 25
to 73 µm and sintering temperatures ranging from 950 to 1050 °C on the physical
and mechanical properties of the fabricated ceramic pottery body, respectively, were
then determined in the third and fourth stage of this study. The physical properties
were reported in terms of shrinkage, porosity, and density values; whereas, the
mechanical properties were reported in terms of the value of modulus of rupture
(MOR). The result showed that a dense and a high strength of ceramic pottery can be
produced by using a finer size of particle of 25 µm and at a high sintering
temperature of 1050 °C, based on the low porosity value, the high density value,
MOR and also the controllable value of shrinkage. Therefore, it can be concluded
that the waste POP can be successfully used as a filler to enhance the properties of
ceramic pottery body.

vi
ABSTRAK
Selama bertahun-tahun, berjuta-juta tan sisa daripada Plaster Paris (POP) dihasilkan
dan dilupuskan di tapak pelupusan atau seringkali dibuang terus di persekitaran tanpa
sebarang rawatan, menjadikan ia sebagai salah satu isu alam sekitar. Oleh itu, satu
alternatif baru diperlukan untuk menukarkan sisa POP kepada bahan yang sesuai
untuk digunakan dan juga bernilai bagi mengurangkan kesan alam sekitar. Pada
peringkat awal, kajian ini tertumpu kepada pencirian bahan mentah yang digunakan
melalui analisa saiz partikel, analisa terma, dan pengenalpastian keasliannya.
Kemudian, teknik slip pemutus dan standard American Society for Test and
Materials (ASTM) masing-masing digunakan untuk membentuk dan mencirikan
semua sampel tembikar. Pada peringkat kedua, tembikar seramik telah dibentuk
menggunakan komposisi sisa POP yang berlainan, bermula dari 0 wt.% Sehingga 12
wt.%. Sampel yang diperolehi dianalisis melalui ujian kelikatan dan pemerhatian
badan hijau. Keputusan menunjukkan bahawa sampel dengan komposisi 0 hingga 10
wt.% sisa POP adalah satu-satunya sampel yang boleh digunakan dalam kajian ini.
Analisis mengenai kesan saiz zarah antara 25 hingga 73 μm dan suhu pembakaran
antara 950 hingga 1050 °C terhadap sifat-sifat fizikal dan mekanikal badan tembikar
seramik yang dibentuk, masing-masing, kemudiannya ditentukan pada peringkat
ketiga dan keempat kajian ini. Ciri-ciri fizikal dilaporkan dari segi nilai-nilai
pengecutan, keliangan, dan ketumpatan, manakala, sifat-sifat mekanikal dilaporkan
melalui nilai modulus patah (MOR). Keputusan menunjukkan tembikar seramik yang
padat dan berkekuatan tinggi boleh dihasilkan menggunakan saiz zarah yang paling
halus iaitu 25 μm dan pada suhu pembakaran yang tinggi iaitu 1050 °C, berdasarkan
nilai keliangan yang rendah dan nilai ketumpatan, MOR dan juga nilai pengecutan
terkawal yang tinggi. Oleh itu, dapat disimpulkan bahawa sisa POP boleh digunakan
sebagai pengisi untuk meningkatkan sifat-sifat badan tembikar seramik.

vii
TABLE OF CONTENTS
TITLE i
DECLARATION ii
DEDICATION iii
ACKNOWLEDGEMENTS iv
ABSTRACT v
ABSTRAK vi
TABLE OF CONTENTS vii
LIST OF TABLES xi
LIST OF FIGURES xii
LIST OF ABBREVIATIONS xvi
LIST OF SYMBOLS xvii
LIST OF APPENDICES xviii
CHAPTER 1 INTRODUCTION 1
1.1 Research Background 1
1.2 Problem Statement 2
1.3 Objective of Study 4
1.4 Scope of Study 4
1.5 Significance of Study 5
1.6 Outline of the Thesis 6
CHAPTER 2 LITERATURE REVIEW 7
2.1 Ceramics 7
2.2 Physical Properties of Ceramics 9
2.2.1 Shrinkage 10
2.2.2 Porosity 11
viii
2.2.3 Density 13
2.3 Mechanical Properties of Ceramics 14
2.4 Microstructure of Ceramics 16
2.5 Clay 18
2.5.1 Properties of Clay Materials 20
2.5.2 Ball clay 21
2.5.3 Kaolin 22
2.6 Flux 23
2.6.1 Feldspar 24
2.7 Filler 26
2.7.1 Silica 27
2.8 The Substitution Filler 28
2.8.1 Plaster of Paris (POP) 29
2.8.1.1 Composition of POP 32
2.8.1.2 Properties of POP 33
2.9 Fabrication of Ceramic Component 34
2.9.1 Ball Milling 34
2.9.2 Seiving 38
2.9.3 Slip Casting 40
2.9.4 Drying on Ceramics 42
2.9.5 Sintering 43
2.9.5.1 The Sintering Process 45
2.10 Affecting Factors 47
2.10.1 Composition of POP 47
2.10.2 Sintering Temperature 48
2.10.3 Particle Size 49
CHAPTER 3 RESEARCH METHODOLOGY 51
3.1 Introduction 51
3.2 Experimental Procedure 51
3.3 Preparation of the Raw Materials 53
3.4 Material Characterization 57
3.4.1 X-Ray Diffraction (XRD) 57
3.4.2 Thermal Gravimetric (TGA) 59

ix
3.4.3 Particle Size Analysis 59
3.5 Fabrication Process 61
3.5.1 Preparation of Ceramic Slip and Bar
Sample
61
3.5.2 Drying Process 64
3.5.3 Sintering 65
3.6 Analysis 66
3.6.1 Physical Properties Analysis 67
3.6.1.1 Linear Shrinkage 68
3.6.1.2 Porosity and Bulk Density 69
3.6.2 Mechanical Properties Analysis 70
3.6.3 Observation of Microstructure 71
CHAPTER 4 RESULTS AND DISCUSSIONS 74
4.1 Introduction 74
4.2 Raw Material Characterization 74
4.2.1 Thermal Gravimetric Analysis (TGA) 75
4.2.2 Particle Size Analysis (PSA) 77
4.2.3 X-Ray Diffraction (XRD) 82
4.2.4 Viscosity Test 89
4.2.5 Optical Micrograph 91
4.2.6 Energy Dispersive Spectroscopy of
Scanning Electron (SEM-EDS) 94
4.3 Effect of Different Particle Size 98
4.3.1 Shrinkage 98
4.3.2 Porosity and Density 101
4.3.3 Modulus of Rupture (MOR) 103
4.4 Effect of Different Temperature 105
4.4.1 Shrinkage 106
4.4.2 Porosity and Density 109
4.4.3 Modulus of Rupture (MOR) 112
4.5 Synergy Effects 113
CHAPTER 5 CONCLUSIONS AND RECOMMENDATIONS 118

x
5.1 General Conclusions 118
5.2 Recommendations for Future Research 119
REFERENCES 120
Appendices A-C 132-143
Vita

xi
LIST OF TABLES
2.1 The general classifications of traditional ceramics 9
2.2 Firing Shrinkage for different types of clay 11
2.3 The porosity of some fired ceramic product 13
2.4 The bulk density of clay bodies with different
sintering temperature
14
2.5 The mechanical properties of pottery body and clay 16
2.6 Properties of clay 20
2.7 Properties of ball clay 21
2.8 Properties of Kaolin 23
2.9 Composition of feldspar in ceramic product 26
2.10 The current studies on gypsum as a filler 30
2.11 Factors affecting milling process 38
2.12 Types of sintering 44
2.13 Stage of sintering process 47
3.1 Specifications of the raw material used 57
3.2 Particle size groups 60
3.3 Composition of ceramics sample 62
4.1 Particle size distribution for waste POP powder 81
4.2 The database of powder diffraction pattern for each
compound based on JCPDS
83
4.3 The area of optical micrograph of each sintered
sample
92
4.4 Percentage of threshold area of the three different
color
94

xii
LIST OF FIGURES
1.1 Quantity of scheduled waste generation in
Malaysia, by category in the year 2012
3
2.1 A comparison between traditional and advanced
ceramics
8
2.2 The bending test that generates a modulus of
rupture
16
2.3 Schematic presentation of a single crystal and
polycrystalline material
17
2.4 Flow diagram of clay process 19
2.5 Composition diagram of feldspars 25
2.6 Interrelationships between forms of silica 28
2.7 The structure of plaster: (a) 50% relative density
and (b) 70% relative density specimens
33
2.8 Macro pore diameter as a function of relative
density of hydrate plaster of Paris
34
2.9 Processing of the ceramic structure 35
2.10 Schematic of ball mill 36
2.11 Grain size for samples sintered for different time
periods
37
2.12 Stack of sieves, ordered from biggest opening to
smallest
40
2.13 Laboratory sieves for particle size distribution 40
2.14 Water and plaster weight ratio 42
2.15 Sintering mechanism and dependence of the
dominant mechanism on the sintering temperature
source
45
xiii
2.16 Neck formation 46
2.17 Coarsening resulting from low coordination
number
47
3.1 Researches activities flowchart 52
3.2 Cleaning step of waste POP 53
3.3 Crushing step of the waste POP 53
3.4 Coarse size of the waste POP 54
3.5 Particle size machine for rock and soil 54
3.6 The planetary mono mill 55
3.7 The ultrasonic cleaner 56
3.8 The stack of sieves 56
3.9 XRD machine 58
3.10 (a) preparation of sample and (b) powder of waste
POP in the sample holder
58
3.11 Thermogravimetric analyzer machine 59
3.12 The schematic diagram of dry mood mimic screen 60
3.13 The weighing digital balance Mettler Toledo 61
3.14 The mixing slurry was stirred using the hotplate
stirrer
62
3.15 The viscosity test of 25 µm of waste POP 63
3.16 The green body sample 64
3.17 The samples placed on a pedestal and put in an
oven
64
3.18 The dried body was sintered in the Protherm
furnace
65
3.19 The sintering profile 66
3.20 Mounted samples (a) before polish and (b) after
polish
67
3.21 Digital caliper 69
3.22 The sample was measure in dry condition by using
density kit
70
3.23 Three point bending test 71
3.24 The sample observation 72

xiv
3.25 Analytical Scanning Electron Microscopy (SEM) 72
3.26 Coating process using auto fine coater 73
4.1 The TGA analysis plot for the ball clay powder 76
4.2 The TGA analysis plot for the waste POP 77
4.3 PSA for powder in type A 78
4.4 PSA for powder in type B 79
4.5 PSA for powder in type C 79
4.6 PSA for powder in type D 79
4.7 PSA for powder in type E 80
4.8 The particle size distribution for different type of
waste POP powder
81
4.9 The XRD analysis for waste POP 84
4.10 The XRD analysis for ball clay 84
4.11 The XRD analysis for Silica 85
4.12 The XRD analysis for Feldspar 85
4.13 The XRD analysis for Kaolin 86
4.14 The XRD pattern for waste POP and the samples
prepared with and without the waste POP
87
4.15 The EDS spectrum for the sample without the
addition of waste POP
88
4.16 The EDS spectrum for the sample with the
addition of 10 wt. % waste POP
88
4.17 The graph of viscosity versus time for different
compositions of waste POP (25 μm)
90
4.18 The green body samples obtained by slip casting
process
91
4.19 The SEM micrograph (2000× magnification) of
the sintered sample
95
4.20 The EDS analysis at point 1 of sintered sample 96
4.21 The EDS analysis at point 2 of sintered sample 97
4.22 The EDS analysis at point 3 of sintered sample 97
4.23 The percentage shrinkage of length at different
particle size
99

xv
4.24 The percentage shrinkage of width at different
particle size
100
4.25 The percentage shrinkage of thickness at different
particle size
100
4.26 The percentage of porosity for each sample at
different particle sizes
102
4.27 The percentage of density for each sample at
different particle sizes
103
4.28 The MOR values for each sample at different
particle size
105
4.29 The percentage shrinkage of length at different
sintering temperatures
107
4.30 The percentage shrinkage of width at different
sintering temperatures
108
4.31 The percentage shrinkage of thickness at different
sintering temperatures
108
4.32 The percentage of porosity for each sample at
different sintering temperatures
110
4.33 The percentage of density for each sample at
different sintering temperatures
111
4.34 The MOR values for each sample at different
sintering temperatures
113
4.35 The synergy effect of relationship between density
and porosity
115
4.36 The synergy effect of relationship between density
and MOR
116
4.37 The synergy effect of relationship between
porosity and MOR
117

xvi
LIST OF ABBREVIATIONS
O - Oxygen
Al - Aluminium
Si - Silicon
K - Potassium
Na - Sodium
Ca - Calcium
S - Sulfur
Na2O - Sodium Oxide
K2O - Potassium Oxide
Li2O - Lithium Oxide
CaO - Calcium Oxide
MgO - Magnesium Oxide
SO3 - Sulfur Oxide
SiO2 - Silicon Oxide
Al2O3 - Aluminium Oxide
POP - Plaster of Paris
XRD - X-Ray Diffraction
TGA - Thermogravimetric Analysis
SEM - Scanning Electron Microscopy
MOR - Modulus of Rupture
PSA - Particle Size Analysis
ASTM - American Society for Testing and Materials
JCPDS - Joint Committee on Powder Diffraction Standards
SEM-EDS - Energy Dispersive Spectroscopy of Scanning Electron

xvii
LIST OF SYMBOLS
L0 - Length of Ceramic Samples Before Sintering
L1 - Length of Ceramic Samples After Sintering
W0 - Width of Ceramic Samples Before Sintering
W1 - Width of Ceramic Samples After Sintering
t0 - Thickness of Ceramic Samples Before Sintering
t1 - Thickness of Ceramic Samples After Sintering
Wd - Mass of Dry Sample in Air
Ws - Mass of Specimen Immersed and Suspended in Liquid
Ww - Mass of Specimen Immersed and Suspended in Air
F - Force (N)
L - Length (cm)
xviii
LIST OF APPENDICES
A JCPDS number 132
A1 The database of powder diffraction pattern for
Calcium Sulfate Hydrate and Bassanite
133
A2 The database of powder diffraction pattern for
Calcium Sulfate and Anhydrite
134
A3 The database of powder diffraction pattern for
Silicon Oxide, Quartz
135
A4 The database of powder diffraction pattern for
Aluminum Hydroxide, Gibbsite
136
A5 The database of powder diffraction pattern for
Aluminum Silicate Hydroxide, Kaolinite
137
A6 The database of powder diffraction pattern for
Potassium Aluminum Silicate, Microcline
138
A7 The database of powder diffraction pattern for
Potassium Aluminum Silicate Hydroxide,
Muscovite-3T
139
A8 The database of powder diffraction pattern for
Sodium Calcium Aluminum Silicate, Anorthite
140
B Calculation for percentage of threshold area 141
C List of publications 143

CHAPTER 1
INTRODUCTION
1.1 Research background
The word ceramics are usually associated with pottery, tiles, plates and mugs, and
also related to brittles and hard materials. Ceramics have been used since the earliest
civilization. The field of ceramic materials has its roots in more traditional aspects of
the subject like clay based ceramics and glasses. However, during the past few
decades, new developments in the use of ceramics in most advanced technological
applications have attracted considerable amount of attention. Ceramics can be
defined as solid compounds that are formed by the application of heat, and
sometimes heat and pressure (Callister and Rethwisch, 2011). These kinds of
materials are used widely for cookware, electrical insulator and even mobile engine
part.
In recent years, it can be witnessed that there is a growth in social concerns
about the problem of waste management and industrial waste generally, or
particularly, waste from the construction industry. This problem becomes prominent
due to the growing quantity of industrial, construction and demolition waste (Juan et
al., 2010). Ceramic waste is one type of waste which resulted from ceramic
industries. One example for ceramic waste is plaster of Paris (POP) mould.
POP is derived from gypsum or sometimes called calcium sulfate dehydrate
(CaSO4.½H2O), a naturally sedimentary rock occurring through the evaporation of
sea water, trapped in lagoons. Most of the water is driven off when gypsum is

2
heated to 128 °C, resulting in a powdery substance commonly known as POP
(Colditz, 2002). The molecules incorporate each other into the crystalline lattice of
calcium sulfate dehydrate when water is added to the dry plaster (Asante-Kyei,
2012). It is worth noting that a great effort is needed in clearing and classifying in
order to produce POP.
However, recycled gypsum from waste mould can be used in a variety of
applications. Currently, gypsum from natural or synthetic sources was applied into
other materials or products such as polypropylene (Jikan, Arshat, and Badarulzaman,
2013), Portland cement (Chandara et al., 2009), natural rubber (Ngamsurat et al.,
2011), and concrete cube (Kanthe, 2013). Besides, there is a recommendation made
based on the basis of laboratory research which has indicated that there may be
effective and environmentally sound methods of disposing waste gypsum (Gypsum
Association, 1992). In the meantime, the gypsum industry itself is also continuing to
explore research options which will verify that similar results and would be observed
under real world conditions (Gypsum Association, 1992). Thus, from a technical
point of view, recycle and reuse are exactly the most convenient and easiest methods
in managing the waste gypsum.
1.2 Problem statement
Issues related to the environmental damage caused by various productive sectors that
actively discharges their waste materials directly into ecosystems without adequate
treatment has recently become prominent among publics and environmentalists,
especially. This problem leads to the search for a great solution to recycle the waste
materials and reduce the waste disposal problem in order to achieve sustainable
development. This is because, sustainable development of various ceramics
industries and protection of the environment is very important as the waste materials
generated from industries would increase every years.
Based on scheduled waste report issued by Department of Environment
(DOE), it can be noted that Malaysia generates a total of 337,770 metric tonnes of
waste gypsum per year in 2012 as compared to 80,000 metric tonnes in 2009 as
shown in Figure 1.1. This shows that gypsum is one of the main categories of waste

3
produced in this country. Waste gypsum itself is not dangerous. However, a
dangerous gas, known as hydrogen sulfide gas can evolve from it when it is mixed
with organic waste and exposed to rain in an anaerobic environment. One of the most
common waste gypsum is slip casting mould, which is a waste material produced
from the hydration of POP in ceramic factory.
Figure 1.1: Quantity of scheduled waste generation in Malaysia, by category in the
year 2012 (Hassan, 2013)
Typically, the POP mould is disposed off in landfills and often dumped
directly into the environment after it is being used around 150 to 230 times. To add
to that effect, most of the ceramic manufacturing and construction sectors produce
lots of waste POP. Consequently, the amount of used POP that has been disposed
without recycling becomes one of the environmental issues. Therefore, in order to
assist the government in addressing the environmental issue, it is crucial to develop
new material which consists of waste POP. In the meantime, another approach needs
to be implemented to convert waste POP into materials that are fit for use and hence
have commercial value to minimize the environmental impact. Thus, it is aimed in
this study to discover new alternative to recycle waste POP and also evaluate the
suitability of the waste POP in the fabrication of ceramic pottery after considering
their potentials as filler in ceramic processing.

4
1.3 Objectives of study
Reducing, reusing and recycling are often cited as methods for preserving limited
landfill space, and can also reduce landfill toxicity in some cases. In the past, gypsum
production and construction waste was considered as acceptable waste material at
landfill sites. Nowadays, some landfill operators and municipalities are no longer
accepting gypsum wastes of any kind, essentially due to shortage of landfill space.
Moreover, most gypsum manufacturing companies many of which, in the past, have
been involved in some forms of limited recycling, are now learning how to increase
the amount of recycling they are doing and are looking for new uses of waste
materials. There are many recent studies on waste gypsum conducted but further
work in this area is still required.
The main objectives of this study are:
i. To fabricate pottery ceramic body with waste POP as a filler in the
composition of 0 to 12 wt%.
ii. To determine the effect of different particle size distributions of the POP to
the pottery ceramic main body in physical and mechanical properties.
iii. To investigate the effects of different sintering temperature on the physical
and mechanical properties of pottery ceramic.
1.4 Scopes of study
This study aims to discover and evaluate the suitability of waste POP in fabrication
of high performance of ceramic pottery body. To achieve the objectives of this study,
these following scopes and limitations are applied:
i. Characterization of waste POP and other raw material used was conducted
via X-ray diffraction (XRD) technique, thermogravimetric analysis (TGA)
and particle size analyzer.

5
ii. Combination of the waste POP with ball clay, kaolinite, potash feldspar and
silica was prepared according to different quantity of composition.
Composition employed was within the range of 0 to 12 wt.%.
iii. The rheological properties of the slurry obtained was characterized through
viscosity test.
iv. Slip casting technique was carried out for fabrication of the sample.
v. Scanning electron microscopy (SEM) and optical microscopy were used to
observe the microstructure of the pottery.
vi. The sintering temperature and particle size were investigated in the range of
950 °C to 1050 °C and 25 µm to 73 µm, respectively.
vii. The properties of the ceramic structure were characterized based on the
following parameters: physical properties (porosity, density and shrinkage)
and mechanical properties (modulus of rupture).
1.5 Significance of study
This study is important because there has been no research conducted pertaining to
the combination of ceramics with waste POP until today, compared to the research
on combination of ceramics with pure POP. Therefore, it is significant to conduct a
study about the combination of ceramics with waste POP in order to know its
mechanical and physical properties. The results of this research hopefully could
assist all the related parties in producing a high quality product using this kind of
ceramics with substantial cost savings. Besides that, an effective method of disposal
also can be obtained through the reuse of the waste POP as well as reducing the
impact of environmental pollution. This is in line with the recommended practices of
green technology which have been suggested to the people all around the world and
Malaysia especially.
Since the study on combination of ceramics with waste POP has yet been
done, the essential characteristics of this kind of ceramics are not known accurately.
Therefore, again, it appears that it is crucial to implement this study in order to
determine the microstructure, the elements and chemical composition as well as the

6
mechanical and physical properties of the resulting ceramics. Finally, it can also
reduce the production costs and harness the waste POP in a much better way.
1.6 Outline of the thesis
There are five chapters in this study. Chapter 1 includes the research background,
problem statement, objective and scope and also significance of the research
proposed. In order to define this study, literature review was carried out and detailed
in Chapter 2. Literature review includes all the information needed for this study.
Meanwhile, Chapter 3 discusses and elaborates the methods undertaken throughout
the research. Chapter 4 covers the results and discussion on thermal analysis and
identification on the purity of material used in this study, the findings and theoretical
explanations regarding the effects of three parameters, that are composition of waste
POP, sintering temperature and particle size on physical and mechanical properties,
and lastly focuses on the observation of morphology using SEM. Finally, conclusions
and recommendations are provided in Chapter 5.

CHAPTER 2
LITERATURE REVIEW
2.1 Ceramics
The term ceramics comes from the Greek word keramos, which means potter’s clay.
Ceramics can be either crystalline or glass like and have few free electrons at room
temperature. This is the reason why ceramics have some of the properties like
electrical, non-conducting and exhibit low thermal conductivity. Generally ceramics
are hard, brittle, stiff and higher in compressive strength than tensile (Horath, 2001).
Other than that, ceramics are usually associated with mixed bonding which is
a combination of covalent, ionic and some metallic. Ceramics also consist of arrays
of interconnected atom that is not discrete molecules (Carter and Norton, 2007).
Traditionally, ceramics are made from three basic components which are
clay, silica and feldspar. For example, product from traditional ceramics includes
high volume items such as bricks and tiles, toilet bowls (whiteware) and pottery. On
the other hand, advanced ceramics are pure compounds or nearly pure compounds of
primarily oxides, carbides or nitrates (Jacobs and Kilduff, 2004). The product from
advanced ceramics is newer material such as laser host materials, piezoelectric
ceramics, optical and so on. Figure 2.1 shows comparison between traditional and
advanced ceramics from different aspects.

8
Traditional ceramics refers to the ceramic products that are produced from
unrefined clay and combinations of refined clay and powdered or granulated
nonplastic minerals. Often, traditional ceramics refers to the ceramics in which the
clay content exceeds 20 percent. For further understanding, the general
classifications of traditional ceramics were summarized in Table 2.1.
TRADITIONAL
Raw minerals
Clay
Silica
ADVANCED
Chemically prepared powder
Precipitation
Spray dry
Freeze dry
Vapor phase
Sol-gel
Slip casting
Injection molding
Sol-gel
Hot pressing
Rapid prototyping
Potter’s wheel
Slip casting
Electric furnace
Hot press
Reaction sinter
Vapor deposition
Plasma spraying
Microwave furnace
Flame kiln
Erosion
Glazing
Erosion
Laser machining
Plasma spraying
Ion implantation
Coating
Light microscopy
X-ray diffraction
Electron microscopy
Scanned probe microscopy
Neutron diffraction
Surface analytical
Visible
examination
Light microscopy
High
temperature
process
Forming
Raw
material
preparation
Finishing
process
Characterization
Figure 2.1: A comparison between traditional and advanced ceramics
(Carter and Norton, 2007)

9
Table 2.1: The general classifications of traditional ceramics
(Midwest Research Institute, 1996)
Classes Description
Pottery A generic term used for ceramics that contain clay but not be used for
structural, technical, or refractory purposes.
Whiteware
Refers to ceramic ware that is white, ivory, or light gray in colour after
firing.
This type of ceramics can be further classified as stoneware, earthenware,
chinaware, porcelain, and technical ceramics.
Earthenware
Known as glazed or unglazed nonvitreous (porous) clay-based ceramic
ware.
Widely used for manufacturing of art ware, ovenware, tableware,
kitchenware and tile.
Stoneware
Defined as vitreous or semivitreous ceramic ware of fine texture.
Primarily made from nonrefractory fire clay or some combination of clays,
fluxes, and silica.
Its properties are similar to stoneware made from fire clay, when fired.
Applied in manufacturing of art ware, chemical ware, cookware, drainpipe,
kitchenware, tableware, and tile.
Chinaware
Defined as vitreous ceramic ware of zero or low absorption after firing that
are used for nontechnical applications.
Widely used in manufacturing of art ware, ovenware, sanitary ware, and
tableware.
Porcelain
Known as glazed or unglazed vitreous ceramic ware which used primarily
for technical purposes.
Its application include art ware, ball mill balls, ball mill liners, chemical
ware, insulators, and tableware.
Technical ceramics
Include vitreous ceramic whiteware.
Used for such products as electrical insulation, or for chemical, mechanical,
structural, or thermal applications.
2.2 Physical properties of ceramics
Physical properties can be defined as property that can be observed without changing
the identity of the substance. It is important to understand physical properties of the
fabricated ceramic bodies because each material has different property profile.

10
Physical properties of ceramics can be defined through several parameters. These
parameters are colour, melting point, viscosity, density, shrinkage, porosity,
electrical and thermal conductivity. However, the most important parameters are
shrinkage, density and porosity because these three factors influence the quality and
appearance of the pottery ceramic body.
2.2.1 Shrinkage
Linear firing is known as one of the frequently used process control parameter in the
development and ceramic manufacturing field (Correia et al., 2005). Generally, high
temperature is required during sintering process for densification of the samples.
This condition leads to the increment of firing shrinkage values. However, the values
of firing shrinkage can decrease as the addition of steel slag (filler) is increased
(Chukwudi, Ademusuru and Okorie, 2012).
In ceramic manufacturing industries, control on firing is one of the important
criteria because excessive shrinkage can cause deforming of articles during firing.
However, it has been found through research that firing shrinkage can be controlled
by the use of various calcium-containing material fly ash, a by-product of thermal
power plant (Das et al., 2005).
There are several methods available for controlling firing shrinkage of a
green sheet where each method has different variables to be adjusted. One of the
methods is adjusting the mixing time in order to adjust the particle size of ceramic
powders. This kind of method is used when a slurry is prepared by mixing ceramic
powders, a binder, a plasticizer, a dispersant, a solvent, and so forth. Meanwhile, in
another method, variables like amount of binder, temperature, retention time,
atmospheric composition, and gas flow amount are adjusted (Takeuchi et al., 1998).
In the manufacturing of ceramic products, it is important to control the degree
of shrinkage firing in order to increase the accuracy of dimension and shape of
finished products and to avoid defects in the shape. This condition is necessary when
a formed body is produced from a raw material like ceramic powder and the firing is
needed in order to obtain a fired body (Takeuchi et al., 2010). Besides, according to

11
Hadi (2008), there are two factors that can increase shrinkage values. The factors are
high plastic limit and the coarser size of fraction used.
Apart from that, a study conducted by Rice (2015) was found that pottery
which fabricated with difference types of clay given different value of firing
shrinkage as shown in Table 2.2.
Table 2.2: Firing Shrinkage for different types of clay
Clay type Fired shrinkage ( %)
Ohio red clay 11.5 – 12.5
Red clay 11.0 – 15.0
Stoneware clay 9.0 – 12.0
Saggar clay 10.0 – 16.0
ball clay 14.0 – 18.0
Fireclay 8.0 – 11.0
Florida kaolin 12.5 – 18.5
Georgia kaolin 8.0 – 12.0
Shrinkage values were measured by taking down the diameter of the sample before
and after the sintering process. The linear shrinkage for length of a ceramics structure
was determined by using the formula as shown in equation 2.1(Hansen, 1997).
(2.1)
Where L0 is the length of the ceramic samples before the sintering process in
centimeters (cm) and L1 is length of the samples after the sintering process also in
centimeters.
2.2.2 Porosity
The strength of aggregates can be improved by using small pore size and
homogenous pore distribution. Thus, the strength of porous aggregates is highly
%100lengthfor shrinkagePercentage0
10
L
LL

12
affected by porosity and pore size distribution (Wen, Nan and Han, 2005).
Meanwhile, decreasing particle size causes homogenized pores and narrowed
distribution size (Yan et al., 2011). Porosity of green compact, decomposition of
magnesite, expansion caused by formation of spinel and sintering are the four main
factors that affect the porosity and pore size distribution of the specimen. Meanwhile,
the porosity of green compact depends on the particle size of distribution of raw
powder and the pressure of compacting process (Wen, Nan and Han, 2005).
Other than that, porosity is known as one of the dominant factors that are
affecting the performance of ceramic materials. Porosity distribution can be
controlled by using starting alumina compound, sintering temperature and hold time,
and also heating rate. Meanwhile, higher shrinkage during the sintering process is
one of the factors that can lead to the porosity reduction due to the closure of pores
(Vasilyeva et al., 2002).
Apart from that, increment of sintering temperature leads to reduction in
porosity. This is due to elimination of pores between aggregate and agglomerates and
also fast grain growth during sintering (Abd Rahman and Yacob, 2008). Beside
sintering or firing temperature, increase in bulk density can also significantly affect
the ceramic pieces by mean reduction of its porosity (Ten et al., 2010).
For the calculation of the porosity and bulk density of the sample, the
Archimedes’s principle was used as shown in equation 2.2 and 2.3, respectively.
Porosity can be determined by three measurements, which are mass of dry sample in
air, (Wd), mass of the specimen that have been immersed and suspended in liquid,
(Ws), and mass of the specimen that have been immersed and suspended in air, (Ww),
which are respectively calculated in grams (g).
%100 Porosity
WW
WW
sw
dw (2.2)
%100 density Bulk
WW
W
sd
d (2.3)
The existing results for porosity for different product are shown in Table 2.3,
where earthenware bodies are known as one of the ceramic product that was

13
fabricated by using ball clay, kaolin, feldspar and silica as its raw material (Ryan,
1987).
Table 2.3: The porosity of some fired ceramic product (Rise, 2015)
Product Porosity (%)
Stoneware 0.5 – 2.0
Hard porcelain bisque 3.0 – 9.0
Chinaware bisque 2.0 – 11.0
Earthenware bodies 20.0 – 25.0
Tiles 3.0 – 18.0
Buiding brick 10 – 35.0
Porous fireclay brick > 60
Saggars 10 – 40
2.2.3 Density
An increase in density can be linked to the rise of sintering temperature and decline
of porosity in ceramic body (Chukwudi et al., 2012). Bulk density is another physical
magnitude that is necessary to be controlled (Amoros et al., 2010) in industrial
practice, especially in ceramic tile industries. This is because bulk density has direct
relationship to the tile ceramic microstructure. Inappropriate bulk density distribution
in a ceramic tile will cause non uniform fired shrinkage. As a consequence, the end
product could experience a condition called lack of dimensional stability.
Irregularities curvatures and differences in size, either inside a tile or between
different tiles (Amoros et al., 2010) are few example of this condition.
Apart from its impact on inner microstructure, bulk density also gives an
effect towards mechanical strength of ceramic. This has been proven through
research done by Amoros et al., (1996) and Amoros et al., (2008), which reported
that there is an increment in mechanical strength as the bulk density is increased.
This is due to the lower porosity and smaller average pore size. As a result, there is
greater interconnectivity between the solid phases in the ceramic.

14
Meanwhile, research done by Ten et al., (2010) reported the increment of
bulk density due to rise of firing temperature owes to the production of a greater
amount of liquid phase and a drop in liquid phase viscosity. Table 2.4 summarize the
value of bulk density for clay bodies at different sintering temperature. It can be seen
that the bulk density of the clay based ceramic samples increases with the increament
of the sintering temperature. This is because as the sintering temperature increase,
the inter-particle voids or pores were progressively filled up and hence reduce the
volume of the ceramic samples. Besides, reduction in porosity also can be one of the
reason for this kind of behavior as its lead to the increament in the amount of matter
in the sample per unit volume.
Lastly, bulk density can also increase during press process. This is because
there was more movement of ceramic powder during the process that could lead to
the higher bulk density. Consequently, the sintered character of the pressed parts also
improved (Meng, Huang and Yang, 2009).
Table 2.4: The bulk density of clay bodies with different sintering temperature
(Aramide, 2015)
Sintering Temperature (°C) Bulk Density(g/cm3 )
800 2.22
900 2.24
1000 2.30
1100 2.34
1200 2.36
2.3 Mechanical properties of ceramics
Mechanical properties of ceramic bodies usually refer to the properties of the
materials, such as strength, toughness or thermal properties. Pottery is expected to
resist several continuous mechanical stresses without experiencing fracture,
structural damage and losing functionality. Pottery wares are commonly exposed to
impact stress subjected to pure compression. The mechanical properties of pottery
ceramics that make more sense to be looked at are their facture strength and
15
toughness. In bending test, a material can be exposed until cracks initiate on the
surface under tension. The fracture behavior of the brittle material is affected when
the initiation of a crack is usually equivalent to the failure due to unstable crack
growth (Muller et al., 2010).
Beside that, toughness becomes as a highly important mechanical properties
of a ceramic product as its measure of the intrinsic fracture energy. It is required for
crack initiation plus the energy that is absorbed by the material during crack
propagation, through micro mechanisms such as friction, crack deflection and crack
arrest.
Moreover, it is also related to the maintenance of structural integrity after
crack initiation. Apart from that, for traditional ceramics, other variables like type of
clay and firing temperature also influence its fracture strength and toughness (Muller
et al., 2010).
The toughness of the ceramics material is directly proportional to the volume
fraction of inclusions. The rigid inclusion provides the ceramics with additional
means of energy dissipation which is through crack deflection and bifurcation
(Muller et al., 2015). The mechanical strength depends on the method used,
dimensions of the sample and the crack initiator that are presence in the middle of the
sample, in the case of three bending is applied (Stubna et al., 2011). These initiators
are basically not identical. It produces the rupture of the samples at different loading
forces and brings relatively high scatter values of mechanical strength (Mencik, 1992
and Bortzmeyer, Langguth and Orange, 1993).
Meanwhile, in terms of fexural strength, its increment is significantly
influenced by the decrease in porosity (Abd. Rahman and Yacob, 2008). Therefore, it
can be said that the flexural strength is inversely proportional to the porosity (Gibson
and Ashby, 1997 and Dhara et al., 2003).
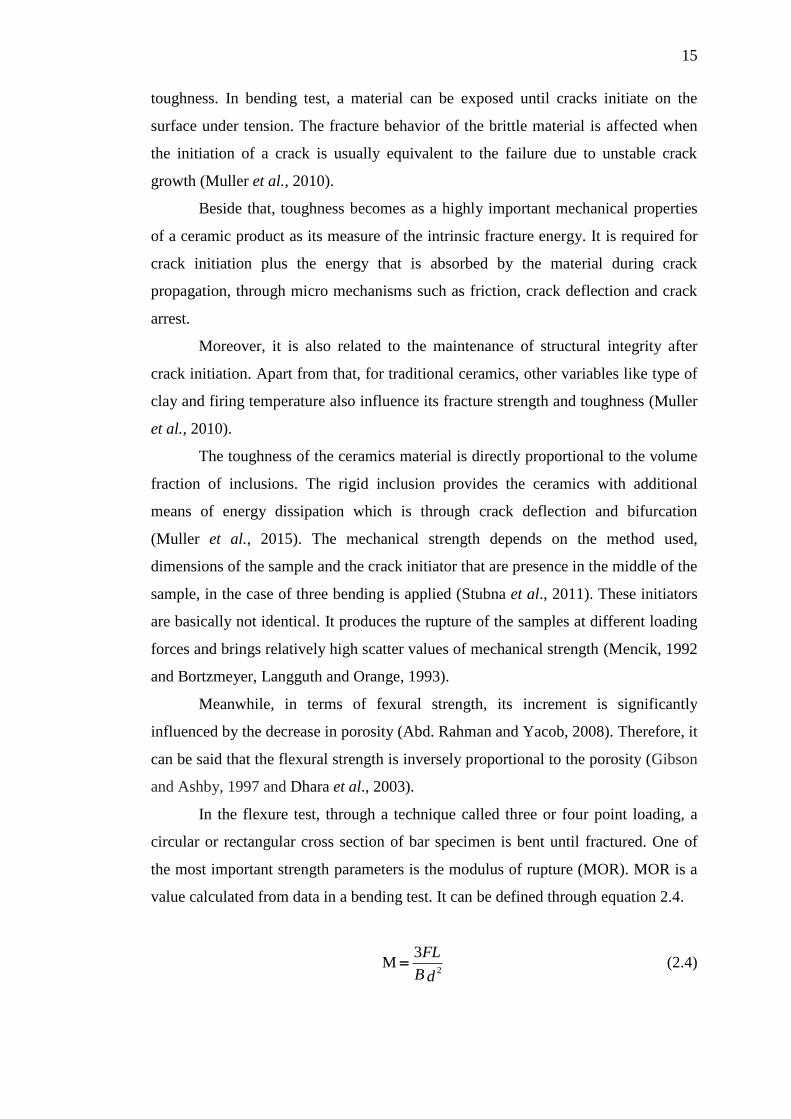
In the flexure test, through a technique called three or four point loading, a
circular or rectangular cross section of bar specimen is bent until fractured. One of
the most important strength parameters is the modulus of rupture (MOR). MOR is a
value calculated from data in a bending test. It can be defined through equation 2.4.
dB
FL2
3 M (2.4)

16
Where F is the applied force or load in newton (N) that breaks a rectangular
specimen of length L in centimeter (cm), and cross section b x h in square meters
(m2), as shown by a three point bend test in Figure 2.2. Sometimes, this MOR values
is referred to as the flexural strength and as the failure mode in bending. Whereas, in
tensile, it is similar in magnitude to the tensile strength (Shackelford, 2009).
Figure 2.2: The bending test that generates a modulus of rupture (Shackelford, 2009)
A study done by Limpaiboon and Nualanong (2011) was found that the
MOR value for pottery body are greater than clay, as shown in Table 2.5.
Theoritically, pottery body consist three combination of materials which are clay,
flux (feldspar) and filler (silica). The presence of flux normally can improve the
strength, toughness and durability of a ceramic body (Ariffin, 2003).
Table 2.5: The mechanical properties of pottery body and clay
Mechanical Properties Pottery body Clay
Dried MOR (kgf/cm
2
) 23.10±1.52 17.97±1.41
Fired MOR (kgf/cm
2
) 60.14±4.65 46.51±2.54
2.4 Microstructure of ceramics
For the last few decades, microstructures of structural ceramics and their composites
have been developed, mainly for applications under static, thermal, corrosive loads

17
and dynamic mechanical. Based on applications in real life, engineering ceramics are
usually categorized into two major classes which are structural ceramics and
functional ceramics, while the development of structural ceramics is mainly driven
by the optimization of mechanical strength, hardness and toughness. In ceramics
community, structural ceramics can be classified as oxide ceramics (Al2O3, ZrO2,
SiO2) and non-oxide ceramics (SiC, TiC, B4C, TiB2, Si3N4) (An,You, and Lim,
2003).
In a perfect single crystal, a regular pattern of atoms that form the crystal
lattice is uninterrupted throughout the piece. In contrast with the real single crystals,
it usually contains small scale, local, and disruption to the pattern-lattice defects.
Polycrystalline materials are constructed from small crystals, while microcrystalline
referred to as grains of micrometer dimension, as shown in Figure 2.3. The grains,
which were fused together by sintering during the production of the component,
produce compacted fine powder, the particles which are likely to be small single
crystals (Riley, 2009).
Figure 2.3: Schematic presentation of a single crystal and polycrystalline material
(Riley, 2009)
Additionally, the material may be built predominantly from one type of single
material (as in a high purity alumina), or may be a mixture of several phases (as in
porcelain). However, practically, all ceramic materials contain more than one phase
(most of the major phases will be crystalline) but varying amounts of amorphous
(non crystalline) material are almost always present (Riley, 2009).
5 µm
Single crystal
grain µm
50 µm
Polycrystalline
material

18
2.5 Clay
Clay is formed by the action of weathering on several kinds of rocks and formed
naturally almost everywhere in the world. The rocks change to clay slowly in both
physical and chemical ways, thus, its takes thousands of years to formed. Clay was
formed wherever the rocks are exposed to the natural forces such as water, wind and
frost. The rocks crush into coarse grain in physical way. Meanwhile, chemically,
elements are added and taken away. Then, after long time, some of the rock changes
to clay. The more the clay is formed, the more geological period of time is taken.
Most of the clay deposits contain more than one kind or several different kinds of
clay minerals (Petersham, 1984).
Clay is the most widely used ceramic raw material. In additional, clay is often
used as mined without any upgrading of quality and its inexpensive ingredient is
found naturally in great abundance. Clay products may be formed when mixed in
proper proportions of ingredients. Mixture between clay and water forms a plastic
mass that is very handy to shape into objects of desired form. The moisture inside
formed piece can be removed by firing at an elevated temperature to improve its
mechanical strength. Most of clay based products fall within two broad
classifications which are the structural clay products (tiles, building bricks and sewer
pipes-application in which structural integrity is important) and the whitewares.
Furthermore, many of these products also contain non-plastic ingredients, which
influence the changes that take place during drying and firing processes and the
characteristics of the finished piece (Callister, 2010).
Clay is a product of the decomposition of granite rock. Around 75 percent of
the earth's crust is made from two major constituents of clay which are alumina and
silica. Granite decomposes into the most common mineral (feldspar), which is
composed of alumina, silica, and alkaline nature (flux) such as sodium, potassium,
lithium and calcium. Chemical water inside clay is 14 percent and unfired clay also
contains physical water, which evaporates during drying.
Moreover, clay has two major classes which are primary clays and secondary
clays. Primary clays are formed at the site of the parent rock at physical location. It
tends to be less plastic than secondary clays and highly pure. Meanwhile, secondary
clays have been transported from multiple sources by water or wind which may

19
cause them to be sorted according to particle sizes, or by glacier activity, which may
result in grinding but has uneven particle sizes. Primary clay is only white, whereas
secondary clay comes in a variety of colours. These clays have generally had other
materials introduced into their basic composition that change their performance
characteristics such as color, plasticity, and so forth but are still pure (Mayco, 2004).
Figure 2.4 shows the flow diagram of clay process.
Figure 2.4: Flow diagram of clay process (Mayco, 2004)
Decomposition of
igneous rock
Primary Class
China clay
Bentonite
Secondary Class
Fireclays and
prepared
Stoneware bodies
Brick shules and
prepared
Red earthenware
bodies
Red marls
Secondary Class
Ball clays
Stoneware clays
Boulder clays
Red marls
Gault clays
Removed deposited and
covered by other rock
Removed relatively
recently and deposited
in hollows

20
2.5.1 Properties of clay materials
Material properties can be evaluated by few criteria like chemical, physical
characteristics and behaviors. Clay has two fundamental properties which are the
ability to be molded and shaped according to the desired product and how it is fired.
Certain clays tend to be plastic or flexible and certain clays can be fired in high
temperatures while others cannot. Other clays properties that can be considered
include color of the clay body, porosity, vitrification (firing characteristics), glaze fit,
shrinkage and maturing temperature as described in Table 2.6.
Table 2.6: Properties of clay (Mayco, 2004)
Properties Description
Plasticity
Refers to the ability of clay to be molded and shaped. There are several
factors that affect clay’s plasticity is mineral particle size, acidity levels,
amount of water, amount of non-plastic additives etc.
Vitrification
The process under which the clay body experiences chemical and physical
changes during firing. The changes that take place during firing take place
in stages. A vitrified body is impervious to water that is very strong and
dense (a vitrified body shrinks and condenses as the air spaces are filled
with glassy material).
Porosity
Porosity refers to a material’s ability to absorb moisture. Porosity can easily
be measured by weighing a mature fired but unglazed piece of clay or clay
body. The percentage increase in weight represents the porosity of the clay.
Earthenware typically has an absorption rate of 5% to 14%, stoneware 2%
to 6%, and porcelain 1% to 3%.
Shrinkage
Shrinkage occurs in all clay bodies as they are dried and fired. Considerable
shrinkage occurs as water evaporates from the wet greenware stage to the
bone-dry greenware stage. The more plastic the clay body, the greater the
drying shrinkage. A typical shrinkage rate for wet greenware is between 4%
and 10%. Shrinkage from the firing of a clay body in a large part depends
on the flux content and size and quantity of refractory materials. Apure
kaolin clay or clay body can shrink as much as 8% during firing, whereas
refractory bodies may have extremely low shrinkage.

21
2.5.2 Ball clay
Ball clay mixed with water becomes high plasticity in fine particle size (0.1 µm - 1
µm), which is stabilized by a substantial content of organic matter (up to 2 wt.%).
The water demand for ball clays is higher than for most china clays because of the
fine particle size. Additionally, fine particle size also gives ball clay body higher
green strength and higher fired strength than other clays. The color of the ball clay
ranges from light brown to nearly black, depending on the quantity of the organic
content in the ball clay. Besides, due to its workability and strength, ball clays have
been used extensively in traditional ceramics and pottery whitewares. Nevertheless,
their use is minimal in hard porcelains and in other applications where color is
important (James and Robert, 2008).
Enamel clay can also be characterized as ball clay, although somewhat it is
lighter in colour. Thus, it may be concluded that fine grained ball clay of exceptional
purity, which contains appreciable quantities of colloidal organic matter, are
desirable glaze clay (Sutton, 2014).
Processed ball clays and kaolin have similar specific surface areas, but the
quartz impurity level can be significantly higher in ball clays (up to 35% on a dry
weight basis), requiring a much finer particle size for kaolinite fraction. Meanwhile,
white body can be produced by heat treatment to remove organic impurities (Carty
and Senapati, 1998).The physical properties of ball clay are as varied as their
mineralogies, and the variations significantly affect the end uses of the ball clay. This
can be seen from Table 2.7 that summarizes the properties of the ball clay.
Table 2.7: Properties of ball clay (James and Robert, 2008)
Properties Description
Moisture content Between 18% and 22%
Particle sizes Between 15% <0.5 μm and 65% <0.5 μm
Carbon content From 0.1% to >3%
Sulfur content From <10 ppm to as much as 7000 ppm
Specific surface area Between 8 m2/g and 40 m
2/g
sulfate content From between 200 ppm and 5,000 ppm, with aging
Colour White, various shades of gray and brown, black, tan and pink

22
2.5.3 Kaolin
The name “Kaolin” is derived from the word Kau-Ling, or high ridge, the name
given to a hill near Jau-chau Fu, China, where kaolin was first mined (Sepulveda et
al., 1983). Kaolin, that commonly called China clay, is a type of clay that consists of
10 to 95% minerals, majorly kaolinite (85–95%) (Safaeikatouli, Jafariahangari and
Baharlouei, 2011).
Kaolin or china clay is a mixture of different minerals. Its main component is
kaolinite. However, it frequently contains quartz, mica, feldspar, illite, and
montmorillonite. Kaolinite is made up of tiny sheets of triclinic crystals with
pseudohexagonal morphology. Some clay was used for the purpose that is similar
with kaolin which is because of the substantial amounts of quartz usually found in
them (Adamis, Fodor and Williams, 2005).
Similar with clay, Kaolin is also the result of hypogenic of weathering
process. So, it is often found in deep deposits which contain a number of accessory
minerals such as quartz as well as uncovered feldspars and mica (Adamis et al.,
2005). Because of its purity, Kaolin has a high fusion point and it has become the
most refactory of all clays. It also does not absorb water and does not expand when it
comes in contact with water. Kaolin is used widely in casting sanitary ware, ceramics
and refactory. Other than that, Kaolinite is a mineral silicate clay, belonging to the
molecular formula that is common for the kaolinite group (kaolinite, nacrite, dickite),
which is Al2Si2O5(OH)4 (Aroke, El-Nafaty and Osha, 2013).
The structure of Kaolinite is a tetrahedral silica sheet alternating with an
octahedral alumina sheet. These sheets are arranged so that the tips of the silica
tetrahedrons and the adjacent layers of the octahedral sheet form a common layer
(Adamis et al., 2005). Some specific physical and chemical properties of Kaolin are
dependent on the environment of deposition, geological origin, geographic source
and the method of processing (Murray and Kogel, 2005). Table 2.8 summarized
some of the properties of Kaolin.

23
Table 2.8: Properties of Kaolin (Friedman, 1997)
Properties Descriptions
Chemical Formula Al2Si2O5(OH)4
Composition Basic aluminum silicate
Tenacity Brittle, sectile
In Group Silicates; Phyllosilicates
Hardness 2 to 2.5
Crystal System Monoclinic
Rock Type Igneous, Sedimentary, Metamorphic
Color
White, gray, yellow, beige. May also be darker colored
brown, orange, or reddish-brown from iron oxide impurities.
Crystal Forms and Aggregates Most often as unshaped compact masses. Crystals are
microcrytalline as tiny grains and plates.
Environment
As a secondary altering mineral, usually from weathering, in
igneous, metamorphic, and sedimentary environments.
Kaolinite is most often found near the oxidized surface
where it has altered from aluminum silicates such as
feldspar.
2.6 Flux
According to dictionary of chemistry, flux can be defined into two. Firstly, as a
substance added to another to assist fusion of the latter. Secondly, as a substance
used to enable two pieces of metals to be joined together without being oxidized.
Furthermore, a flux can also be easily defined as some special substance
which must possess that needed low melting temperature, so as to flow and join other
substance or material that needs joining. This definition was made based on the
extending idea of flow and joining in ceramics manufacture, in which, the concept of
melting, fluidity and joining are applied equally, where ceramics and metallurgical
material are formed at high temperature.
Apart from that, flux can also be used in welding to join two separate pieces
of metals, besides serving as whole additive in melting and refining metallurgical
system. Thus, for this case, flux can be defined as a substance that is added to a body

24
to enable it to fuse more readily. This is because flux that is usually used in ceramic
engineering involves a powder compositional mixture in large surface area. This
leads to the attainment of sintering or surface sweating or partial melting, which
ensures the desirable mass joining and strength is achieved (Iloghalu and Nnuka,
2014).
Feldspars are known as the most important flux for ceramic productions. It
can be categorized into a group of minerals with similar chemical formula
incorporating silica and alumina. It can be classified into potash feldspar or
orthoclase (KAlSi3O8), soda feldspar or albite (NaAlSi3O8) and lime feldspar or
anorthite (CaAl2Si2O8) (Iloghalu and Nnuka, 2014).
Materials rich in alkaline oxides like Natrium Oxide (Na2O), Cilium Oxide
(K2O) and Lithium Oxide (Li2O) are most common example of fluxes. Other than
that, Calcium Oxide (CaO) and Magnesium Oxides (MgO) can also be used as
fluxes, but in combined form (Worrall, 1975).
At high temperatures, fluxes have an active molecular structure and when
combined with the surface, causing the crystalline structures to dissolve until it is
entirely melted away. Therefore, without fluxes present, other constituents in the
ceramic body would not be able to melt although at normal attainable temperatures.
One of the examples of fluxes application is in glass, which uses fluxes as a major
constituent (Spiller, 2012).
2.6.1 Feldspar
Feldspar is the most abundant group of minerals in the earth's crust, forming about
60 percent of terrestrial rocks. Feldspar minerals are essential components in
igneous, metamorphic and sedimentary rocks and thus can be found throughout
different geological environment, to the point that the classification of a number of
rocks is based on feldspar content. The mineralogical composition of most feldspars
can be expressed in terms of the ternary system, Orthoclase (KAlSi3O8), Albite
(NaAlSi3O8) and Anorthite (CaAl2Si2O8) as illustrated in Figure 2.5. Chemically, the
feldspars are silicates of aluminum, containing sodium, potassium, iron, calcium, or
barium or combinations of all of these elements (Ariffin, 2003).

120
REFERENCES
Abshinova, M. A. and Li, Z. W. (2014). Effect of milling time on dynamic
permeability values of reduced carbonyl iron filled composites. Journal of
Magnetism and Magnetic Materials, 369, 147-154.
Abd Rahman, H. and Yacob, D. H. (2008). Effect of double sintering on the
properties of porous ceramic. Brunei International Conference on
Engineering and Technology 3. Bandar Seri Begawan, Brunei Darussalam:
Institute Technology Brunei.
Abd Rahman, H., Rahmat, N. and Shariff, M. (2009). Microwave drying effects on
the properties of alumina-zeolite foam. Green Technology and Engineering,
521- 525.
Adamis, Z., Fodor, J., & Williams, R. B. (2005). Bentonite, Kaolin, and Selected
Clay Minerals. Geneva: World Health Organization.
Alias, R. (2012). The Effects of Sintering Temperature Variations on Microstructure
Changes of LTCC Substrate. Rijake, Croatia: INTECH Open Access
Publisher.
Allen, T. (1993). Particle Size Measurement. 4th
ed. London: Chapman and Hall.
American Society for Testing and Materials (1999). Standard Test Methods for
Flexural Properties of Ceramic Whiteware Materials. West Conshohocken:
ASTM C674.
American Society for Testing and Materials (2006). Standard Test Method for Water
Absorption, Bulk Density, Apparent Porosity, and Apparent Specific Gravity
of Fired Whiteware Products, Ceramic Tiles, and Glass Tiles. West
Conshohocken: ASTM C373.
Amoros, J. L., Feliu, C., Gines, F. and Agramunt, J. V. (1996). Mechanical strength
and microstructure of green ceramic bodies. Qualicer 96. IV World

121
Congress on Ceramic Tile Quality. General Conferences and Communications Pt. 1.
Castellon.10 (13).
Amoros, J. L., Orts, M. J., Garcia-Ten, J., Gozalbo, A. and Sanchez, E. (2007).
Effect of the green porous texture on porcelain tile properties. Journal of the
European Ceramic Society, 27(5), 2295-2301.
Amoros, J. L., Cantavella, V., Jarque, J. C. and Feliu, C. (2008). Green strength
testing of pressed compacts: an analysis of the different methods. Journal of
the European Ceramic Society, 28(4), 701-710.
Amoros, J. L., Boix, J., Llorens, D., Mallol, G., Fuentes, I. and Feliu, C. (2010).
Non-destructive measurement of bulk density distribution in large-sized
ceramic tiles. Journal of the European Ceramic Society, 30(14), 2927-2936.
An, J. W., You, D. H. and Lim, D. S. (2003). Tribological properties of hot-pressed
alumina–CNT composites. Wear, 255(1), 677-681.
Aramide, F. O. (2015). Effects of sintering temperature on the phase developments
and mechanical properties ifon clay. Leonardo Journal of Sciences, 26, 67-
82.
Arem, J. E. (2011).Observations on the Occurrence of Plagioclase Feldspars. New
York: Van Nostrand Reinhold.
Ariffin, K.A. (2003). Feldspathic Minerals. University Science Malaysia: EBS 425/3
Mineral Preindustrial.
Aroke U. O., El-Nafaty U. A. and Osha O. A. (2013). Properties and characterization
of kaolin clay form Alkaleri, North-Eastern Nigeria. International Journal of
Emerging Technology and Advanced Engineering, 3(11), 387-392.
Asante-Kyei, K. (2012). Manufacturing of local plaster of Paris (pop) from salt
residue mined in Sege in the Dangme east district of the greater Accra
region of Ghana. Research Journal of Environmental and Earth Sciences,
4(11), 953-958.
Atwood, J. D. & Zuckerman, J. J. (1999). Inorganic Reactions and Methods:
Formation of Ceramics. Weinheim: Wiley –VCH publisher.
Barbosa da Silva, J., Silva A. G., Neves, G. A., Barbosa de Lima, W. C. P., de Farias
Neto, S. R., and de Lima, A. G. B. (2012). Heat and mass transfer and volume
variations during drying of industrial ceramic bricks: an experimental
investigation. Defect and Diffusion Forum. 326.
122
Biernacki, R., Haratym, R., and Kwapisz, J. (2012). Evaluation of synthetic gypsum
recovered via wet flue-gas desulfurization from electric power plants for use
in foundries. Archives of Foundry Engineering, 12(3), 5-8.
Bortzmeyer, D., Langguth, G. and Orange, G. (1993). Fracture mechanics of green
products. Journal of the European Ceramic Society, 11(1), 9-16.
Callister, W. D. & Rethwisch, D. G. (2007). Materials Science and Engineering: An
Introduction. 7th
. New York: John Wiley and Sons.
Callister Jr, W. D. (2010). Materials Science and Engineering, an Introduction 8th
Edition Solution Manual. New York: John Wiley and Sons.
Callister, W. D. & Rethwisch, D. G. (2011). Materials Science and Engineering: An
Introduction. New York: John Wiley and Sons.
Carter, C. B. & Norton, M. G. (2007). Ceramic Materials: Science and Engineering.
Berlin: Springer Science & Business Media.
Carty, W. M. and Senapati, U. (1998). Porcelain raw materials, processing, phase
evolution, and mechanical behavior. Journal of the American Ceramic
Society, 81(1), 3-20.
Chandara, C., Azizli, K. A. M., Ahmad, Z. A. and Sakai, E. (2009). Use of waste
gypsum to replace natural gypsum as set retarders in Portland cement. Waste
management, 29(5), 1675-1679 .
Choi, H., Lee, W. and Kim, S. (2009). Effect of grinding aids on the kinetics of fine
grinding energy consumed of calcite powders by a stirred ball mill. Advanced
Powder Technology, 20(4), 350-354.
Chukwudi, B. C., Ademusuru, P. O. and Okorie, B. A. (2012). Characterization of
sintered ceramic tiles produced from steel slag. Journal Mineral Materials
Character Engineering, 11, 863-868.
Colditz, J. C. (2002). Plaster of paris: the forgotten hand splinting material. Journal
of Hand Therapy, 15(2), 144-157.
Correia, S. L., Curto, K. A. S., Hotza, D. and Segadaes, A. M. (2005). Using
experiments design to model linear firing shrinkage of triaxial ceramic
bodies. Materials Science Forum, 498, 430-435.
Das, S. K., Dana, K., Singh, N. and Sarkar, R. (2005). Shrinkage and strength
behaviour of quartzitic and kaolinitic clays in wall tile compositions. Applied
Clay Science, 29(2), 137-143.

123
De Jonghe, L. C. & Rahaman, M. N. (2003). Sintering of Ceramics. Handbook of
Advanced Ceramics: Materials, Applications, Processing and Properties. 2nd
.
California: Academic Press.
De Bellis, A. C. (2002). Computer Modeling of Sintering in Ceramics. University of
Pittsburgh: PhD Thesis.
Dhara, S., Pradhan, M., Ghosh, D. and Bhargava, P. (2003). Nature inspired
processing routes for ceramic foams. Journal of American Ceramic Society,
86, 1645-1657.
Dick, J. S. (2014). Rubber Technology: Compounding and Testing for Performance.
Munich: Carl Hanser Verlag.
Dinger, D. R. (2005). Ceramic Processing E-zine: volume 2. Augusta Rd Clemson:
Dinger Ceramic Consulting Service.
Eichler, J., Rodel, J., Eisele, U. and Hoffman, M. (2007). Effect of grain size on
mechanical properties of submicrometer 3Y‐TZP: fracture strength and
hydrothermal degradation. Journal of the American Ceramic Society, 90(9),
2830-2836.
Ergun, Y. (2004). Development and characterization of PMMA based porous
materials used for high pressure casting of sanitaryware ceramics. Key
Engineering Materials, 264-268, 2235-2238.
Escalante-Garcia, J. I., Magallanes-Rivera, R. X., & Gorokhovsky, A. (2009). Waste
gypsum–blast furnace slag cement in mortars with granulated slag and silica
sand as aggregates. Construction and building materials,23(8), 2851-2855.
Ferreira, S. B., Domingues, P. C., Soares, S. M., and Camarini, G. (2015). Recycled
Plaster and Red Ceramic Waste Based Mortars. International Journal of
Engineering and Technology, 7(3), 209.
Friedman H. (1997). The Mineral kaolinite. Retrieved from
http://www.minerals.net/mineral/kaolinite.aspx
Galmarini, S. (2011). Ceramics: Sintering and microstructure. Work practices
Ceramics Process: TP3 Sintering, 1-15.
Ganesapillai, M., Regupathi, I. and Murugesan, T. (2008). Characterization and
process optimization of microwave drying of plaster of paris. Drying
Technology, 26(12), 1484-1496.
German, R. M. (1985). Liquid Phase Sintering. Berlin: Springer Science & Business
Media.

124
Geotechnical Engineering (2006). Chapter 5.0: Geotechnical Inputs for Pavement
Design. Federal Highway Administration: US Department of Transportation
Publication.
Gibson, L. J. & Ashby, M. F. (1997). Cellular Solids: Structure and Properties.
Cambridge: Cambridge university press.
Godinho-Castro, A. P., Testolin, R. C., Janke, L., Corrêa, A. X., and Radetski, C. M.
(2012). Incorporation of gypsum waste in ceramic block production: Proposal
for a minimal battery of tests to evaluate technical and environmental
viability of this recycling process. Waste management, 32(1), 153-157.
Gypsum Association (1992). Treatment and Disposal of Gypsum Board Waste.
Washington, D.C: Construction Dimensions.
Hadi, K. A. A. (2008). The genesis and characteristics of primary kaolinitic clay
occurrence at Bukit Lampas, Simpang Pulai, Ipoh. Bulletin of the Geological
Society of Malaysia, 54, 9-16.
Handle, F. (2007). Extrusion in Ceramics. Berlin: Springer Science & Business
Media.
Hansen, T. (1997). The Physics of Clay Bodies. Retrieved from
http://www.digitalfire.com/4sight/glossary/glossary_clay_shrinkage.html
Hassan, H. (2013). Overview of schedule waste management in Malaysia and the
way forward. Sustainability and Environmental Management Conference and
Exhibition. Malaysia: ENSEARCH.
Hassan, R. (1997). Teknologi Pembuatan Seramik (Bahan Dan Proses). Universiti
Tun Hussien Onn Malaysia: Degree Thesis.
Hewitt, S. A. and Kibble, K. A. (2009). Effects of ball milling time on the synthesis
and consolidation of nanostructured WC–Co composites. International
Journal of Refractory Metals and Hard Materials, 27(6), 937-948.
Horath, L. D. (2001). Fundamentals of Materials Science for Technologists:
Properties, Testing, and Laboratory Exercises. 2nd
ed. United States of
America: Prentice Hall.
Hwang, S. H., Bang, D. S., Yoon, K. H., & Park, Y. B. (2011). Smart Materials and
Structures Based on Carbon Nanotube Composites. Rijake, Croatia: INTECH
Open Access Publisher.
Iloghalu, F. and Nnuka, E. (2014). Evaluation of the fluxing potentials of okene
potassium feldspar for silicate ceramics production. Evaluation, 1(4).

125
Industrial Accident Prevention Association (2008). Silica in the Workplace. Canada:
Centre for Health & Safety Innovation.
Ismail, N. F. (2012). Consolidation of Single and Double Layers Ceramic Structure.
Universiti Tun Hussein Onn Malaysia: Master Thesis.
Jacobs, J. A. & Kilduff, T. F. (2004). Engineering Materials Technology: Structures,
Processing, Properties, and Selection. United States of America: Prentice
hall.
James, F. S. & Doremus, R. (2008). Ceramic and Glass Materials: Structure,
Properties and Processing. Berlin: Springer.
Jikan, S. S., Arshat, I. and Badarulzaman, N. A. (2013). Melt flow and mechanical
properties of polypropylene/recycled plaster of paris. Applied Mechanics and
Materials, 315, 905-908.
Jillavenkatesa, A., Dapkunas, S. J., & Lum, L.S. H. (2001). Particle Size
Characterization.Washington: National Institute of Standards and
Technology (NIST).
Juan, A., Medina, C., Morán, J. M., Guerra, M. I., De Rojas, M. I. S., Frías, M., and
Aguado, P. J. (2010). Re-Use of Ceramic Wastes in Construction. INTECH
Open Access Publisher.
Kamarudin, R. A., and Zakaria, M. S. (2007). The utilization of red gypsum waste
for glazes. Malaysian Journal of Analytical Sciences, 11(1), 57-64
Kanthe, V. N. (2013). Use of waste plaster of paris in concrete. International Journal
of Innovative Research and Development, 2(3), 855-862.
Kasuriya, S. and Atong, D. (2004). Rapid drying of ceramic and efficient food
processing with a continuous microwave belt furnace. National Metal and
Material Technology Center, 27-28.
Kojima, Y., and Yasue, T. (2006). Synthesis of large plate-like gypsum dihydrate
from waste gypsum board. Journal of the European Ceramic Society, 26(4),
777-783.
Konta, J. (1982). Properties of Ceramic Raw Materials Monographs-Handbook of
Ceramics. Freiburg-Alemanha: Verlang Schmid GmbH.
Kumar, A., Agarwala, V. and Singh, D. (2014). Effect of milling on dielectric and
microwave absorption properties of SiC based composites. Ceramics
International, 40(1), 1797-1806.

126
Lai, M. O., Lu, L. and Laing, W. (2004). Formation of magnesium nanocomposite
via mechanical milling. Composite Structures, 66(1), 301-304.
Leiser D. B. and Whittemore O. J. (1970). Compaction behavior of ceramic particles.
American Ceramic Society Bulletin, 49, 714-717.
Limpaiboon, K., & Nualanong, A. (2011). Influence of different additives at various
contents on the properties of pottery clay body. Walailak Journal of Science
and Technology, 7(2), 155-167.
Liu, J., Lin, L., Li, J., Liu, J., Yuan, Y., Ivanov, M. and Guo, J. (2014). Effects of
ball milling time on microstructure evolution and optical transparency of Nd:
YAG ceramics. Ceramics International, 40(7), 9841-9851.
Lum, L. S., Malghan, S. G. and Schiller, S. B. (1996). Standard reference materials
for particle size analysis of ceramic powders by gravity
sedimentation. Powder Technology, 87(3), 233-238.
Lunn, R. (2014). Silica, Crystalline (Respirable Size). Washington D. C: Department
of Health and Human Services.
Lyckfeldt, O. (2007). Slip Casting and Pressure Slip Casting: Forming of Complex
Shapes. Sweden: Swerea IVF.
Martin-Marquez, J., Rincon, J. M. and Romero, M. (2010). Effect of microstructure
on mechanical properties of porcelain stoneware. Journal of the European
Ceramic Society, 30(15), 3063-3069.
Marzuki, N. M. (2012). Preparation of Ceramic Membrane Via Gelcasting
Technique. Universiti Tun Hussein Onn Malaysia: Degree Thesis.
Mayco. (2004). An introductory course on the basics of ceramics. Ceramics, 101.
Mencek, J. (1992). Strength and Fracture of Glass and Ceramics.
Netherland: Elsevier Science Publishers.
Meng, Z. H., Huang, S. Y. and Yang, M. (2009). Effects of processing parameters on
density and electric properties of electric ceramic compacted by low-voltage
electromagnetic compaction. Journal of Materials Processing Technology,
209(2), 672-678.
Mewis, J. (1979). Thixotropy-a general review. Journal of Non-Newtonian Fluid
Mechanics, 6(1), 1-20.
Midwest Research Institute. (1996). Introduction to Mineral Products Industry:
Ceramic Clay Manufacturing. North Carolina: U.S Environmental Protection
Agency.

127
Miles, W. J. (1990). Mining industry responds to crystalline silica regulations.
Mining Engineering, 19, 345-348.
Mobarak, Y., Bassyouni, M. and Almutawa, M. (2013). Materials selection,
synthesis, and dialectical properties of PVC nanocomposites. Advances in
Materials Science and Engineering.
Moreno, R., Salomoni, A., and Stamenkovic, I. (1997). Influence of slip rheology on
pressure casting of alumina. Journal of the European Ceramic Society, 17(2),
327-331.
Muller, N. S., Kilikoglou, V., Day, P. M. and Vekinis, G. (2010). The influence of
temper shape on the mechanical properties of archaeological ceramics.
Journal of the European Ceramic Society, 30(12), 2457-2465.
Muller, N. S., Vekinis, G., Day, P. M. and Kilikoglou, V. (2015). The influence of
microstructure and texture on the mechanical properties of rock tempered
archaeological ceramics. Journal of the European Ceramic Society, 35(2),
831-843.
Murray, H. H. and Kogel, J. E. (2005). Engineered clay products for the paper
industry. Applied Clay Science, 29(3), 199-206.
Neville, A.M. (2002). Properties of Concrete. 4th
ed. New York: Pearson Education
Limited.
Ngamsurat, S., Boonkerd, K., Leela-adisorn, U. and Potiyaraj, P. (2011). Curing
characteristics of natural rubber filled with gypsum. Energy Procedia, 9, 452-
458.
Nor, M. A. A. M., Akil, H. M. and Ahmad, Z. A. (2009). The effect of polymeric
template density and solid loading on the properties of ceramic foam. Science
of Sintering, 41(3), 319-327.
Norliza, I. Murthy, V. and Teng, W. D. (2009). Ceramic membrane fabrication from
industrial waste: effect of particle size distribution on the porosity. Journal of
Applied Sciences, 9, 3136-3140.
Obradovic, V., Brncic, M., and Jezek, D. (2009). Influence of the sieving amplitude
on the particle size distribution of corn flour for direct expanded extrudates
manufacturing. Agriculturae Conspectus Scientificus, 74(3), 249-252.
Orts, M. J., Escardino, A., Amorós, J. L. and Negre, F. (1993). Microstructural
changes during the firing of stoneware floor tiles. Applied Clay Science, 8(2),
193-205.

128
Pan, D. A., Li, L. J., Yang, J., Bu, J. B., Guo, B., Liu, B., and Volinsky, A. A.
(2015). Production of glass–ceramics from heavy metal gypsum and pickling
sludge. International Journal of Environmental Science and
Technology, 12(9), 3047-3052.
Papageorgiou, A., Tzouvalas, G. and Tsimas, S. (2005). Use of inorganic setting
retarders in cement industry. Cement and Concrete Composites, 27(2), 183-
189.
Petersham, M. (ed.) (1984). Understanding Clay Recognition and Processing.
Virginia: Volunteers in Technical Assistance (VITA).
Potgieter, J.H., Potgieter, S.S. and McCrindle, R.I. (2004). A comparison of the
performance of various synthetic gypsums in plant trials during the
manufacturing of OPC clinker. Cement and Concrete Research, 34, 2245–
2250.
Pye, K. and Blott, S. J. (2004). Particle size analysis of sediments, soils and related
particulate materials for forensic purposes using laser granulometry. Forensic
Science International, 144(1), 19-27.
Rajamannan, B., Viruthagiri, G. and Jawahar, K. S. (2013). Effect of grog addition
on the technological properties of ceramic brick. International Journal of
Latest Research in Science and Technology, 2(6), 81-84.
Rice, P. M. (2015). Pottery analysis: a sourcebook. Chicago: University of Chicago
Press.
Richerson, D.W. (1992). Modern Ceramic Engineering. 2nd
Ed. New York: Marcel
Dekker Inc.
Riedel, R., & Chen, I. W. (2008). Ceramics Science and Technology. New York:
John Wiley & Sons.
Riedel, R., Ionescu, E. and Chen, I. W. (2011). Modern trends in advanced ceramics.
Ceramics Science and Technology, 1, 3-38
Riley, F. (2009). Structural Ceramics: Fundamentals and Case Studies. Cambridge:
Cambridge University Press.
Ryan, W. (1999). The Manufacture of Wall and Floor Tiles. Malaysia: Ceramic
Research Company.
Sacks, M.D. and Tseng, T.Y. (1984). Preparation of SiO2 glass from model powder
compacts. Part 2: Sintering. Journal of the American Ceramic Society, 67(8),
532–537.
129
Sae-oui, P., Sirisinha, C. and Thaptong, P. (2009). Utilization of limestone dust
waste as filler in natural rubber. Journal of Material Cycles and Waste
Management, 11(2), 166-171.
Safaeikatouli, M., Jafariahangari, Y. and Baharlouei, A. (2011). An evaluation on the
effects of dietary kaolin and zeolite on broilers blood parameters, T4, TSH and
growth hormones. Pakistan Journal Nutrition, 10, 233-237.
Shackelford, J.F. (2009). Introduction to Materials Science for Engineers. 7th
Ed.
New Jersey: Pearson Education Inc.
Sharma, A. K. and Mahanwar, P. A. (2010). Effect of particle size of fly ash on
recycled poly (ethylene terephthalate)/fly ash composites. International
Journal of Plastics Technology, 14(1), 53-64.
Singh, N. B. and Middendorf, B. (2007). Calcium sulphate hemihydrate hydration
leading to gypsum crystallization. Progress in Crystal Growth and
Characterizdation of Materials, 53(1), 57-77.
Souza, A. E., Teixeira, S. R., Santos, G. T. A. and Longo, E. (2013). Addition of
sedimentary rock to kaolinite clays: influence on sintering process. Ceramica,
59.
Sperazza, M., Moore, J. N. and Hendrix, M. S. (2004). High-resolution particle size
analysis of naturally occurring very fine-grained sediment through laser
diffractometry. Journal of Sedimentary Research, 74(5), 736-743.
Spiller, M. S. (2012). Dental Ceramics. Albany, NY: Academy of Dental Learning
and OSHA Training.
Stubna, I., Trnik, A., Sin, P., Sokolar, R. and Medved, I. (2011). Relationship
between mechanical strength and modulus young in traditional ceramics.
Material and Technology, 45(4), 375-378.
Stubna, I., Trník, A., Podoba, R., Ondruska, J. and Vozar, L. (2014). The influence
of thermal expansion and mass loss on the young’s modulus of ceramics during
firing. International Journal of Thermophysics, 35(9-10), 1879-1887.
Sutton, S. (2014). Materials Handbook: Ceramic Industry. Troy, Michigan: BNP
Media.
Suzuki, H. and Hayashi, K. (1969). The role of particle size and carbon content in
high strength WC-10% Co alloys. Transactions of the Japan Institute of
Metals, 10(5), 360-364.
130
Tangsathitkulchai, C. (2002). Acceleration of particle breakage rates in wet batch
ball milling. Powder Technology, 124(1), 67-75.
Takeuchi, Y., Nanataki, T., Yamamoto, H. and Takeuchi, K. (1998). Method for
Controlling Firing Shrinkage of Ceramic Green Body. U.S. Patent 5,753,160.
Takeuchi, Y., Nanataki, T., Iwata, K., Takeuchi, K., and Kimura, T. (2010). Method
for Controlling Shrinkage of Formed Ceramic Body. U.S. Patent 7,655,180.
Ten, J. G., Orts, M. J., Saburit, A. and Silva, G. (2010). Thermal conductivity of
traditional ceramics. Part I: influence of bulk density and firing temperature.
Ceramics International, 36(6), 1951-1959.
Ulusoy, U., Yekeler, M., Bicer, C. and Gulsoy, Z. (2006). Combination of the
particle size distributions of some industrial minerals measured by Andresen
pipette and sieving techniques. Particle & Particle Systems Characterization,
23(6), 448-456.
US stoneware (1965). Jar, Ball and Pebble Milling Theory and Practice. East
Palestine, Ohio: Operating Division of ER Advanced Ceramics, Inc.
Valley, H. (2011). Industrial Minerals: Feldspar. North America: Industrial Minerals
Association.
Vasilyeva, E. A., Morozova, I. V., Lapshin, A. E. and Konakov, V. G. (2002).
Ceramic materials with controlled porosity. Materials Physics and Mechanics,
5(1), 43-48.
Vauchy, R., Robisson, A. C., Audubert, F. and Hodaj, F. (2014). Ceramic processing
of uranium–plutonium mixed oxide fuels (U1− yPuy) O2 with high plutonium
content. Ceramics International, 40(7), 10991-10999.
Vekinis, G., Ashby, M. F. and Beaumont, P. W. R. (1993). Plaster of paris as a
model material for brittle porous solids. Journal of Materials Science, 28(12),
3221-3227.
Wen, Y., Nan, L. and Bingqiang, H. (2005). High-strength, lightweight spinel
refractories. American Ceramic Society Bulletin, 84(4), 1-3.
Worrall, W.E. (1975). Clays and Ceramic Raw Materials. London :Applied Science
Pub. Ltd.
Yan, W., Li, N., Li, Y., Liu, G., Han, B. and Xu, J. (2011). Effect of particle size on
microstructure and strength of porous spinel ceramics prepared by pore-
forming in situ technique. Bulletin of Materials Science, 34(5), 1109-1112.

131
Yan, W. and Lin, N. (2006) Pore-size distribution and strength of
porous mullite ceramics. American Ceramic Society Bulletin, 85, 9401-9406.
Yang, Y. and Ding, J. (2012). Microwave property of micron and sub-micron Fe 90
Al 10 flakes fabricated via ball milling and jet milling routes. Journal of Alloys
and Compounds, 528, 58-62.
Zhang, Y., Kong, D. and Feng, X. (2012). Fabrication and properties of porous β-
tricalcium phosphate ceramics prepared using a double slip-casting method
using slips with different viscosities. Ceramics International, 38(4), 2991-
2996.
Zhou, J., Shu, Z., Tiantian, L. I., Dongxue, Y. U., Sheng, Z., and Wang, Y. (2015).
Novel fabrication route for non-fired ceramic tiles only using
gypsum.Ceramics International, 41(7), 9193-9198.