Embed Size (px)
Citation preview

Drop-in gasoline from wood in an integrated biorefinery: pilot operations under way
> Andrew Kramer (Gas Technology Institute) Rick Knight (Gas Technology Institute) Jesper Jensen (Haldor Topsoe A/S) Jim Patel (Andritz Carbona)
> Gasification Technologies Conference 2013 Colorado Springs, Colorado October 13-16, 2013

Footer goes here 2 2
Disclaimer
This material is based upon work supported by the Department of Energy, Golden Field Office, under Award Number DE-EE0002874. This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.

Footer goes here 3 3
Why Gasoline?
>Motor fuels account for 34% of CO2 emissions
>There are >250 million cars and light-duty trucks on the road
>95% of them run on gasoline
Biomass conversion is the only near-term option to directly replace gasoline with a renewable alternative

Footer goes here 4 4
Biomass-to-tank pathway
>Thermochemical gasification
>Conversion of resulting synthesis gas to motor fuel

Footer goes here 5 5
Biomass-to-tank pathway
>Thermochemical gasification
>Conversion of resulting synthesis gas to motor fuel
>Woody biomass gasoline blendstock ─ Product compatibility with existing infrastructure.

Footer goes here 6 6
Biorefinery Project Team
-Business: gasification & gas cleanup -Provides: fluidized-bed gasification, syngas cleanup and reforming, commercialization support
-Business: R&D and process testing -Provides: design, construction, and operation of pilot plant plus modeling, data analysis, commercialization support
- Business: pulp and paper -Provides: gathering, handling and transporting of wood, 1st commercial plant site
-Business: refining & downstream -Provides: design assistance, fuel characterization, engine & fleet testing
-Business: catalysts & catalytic processes -Provides: TIGAS process, syngas reforming catalysts, overall project management
-Core financial support -Technical guidance and oversight -Project management guidance and oversight

Footer goes here 7 7
Process basics
BIOMASS GASIFIER
BIOMASS
STEAM
O2
ASH REMOVAL
SYNGAS REFORMER
HEAT RECOVERY
ASH
WASTE WATER
SCRUBBER
CO2
O2
SYNGAS
GASIFICATION
WATER

Footer goes here 8 8
Process basics
BIOMASS GASIFIER
CO2
ASH REMOVAL
SYNGAS REFORMER
HEAT RECOVERY
SYNGAS COMPRES-
SOR
MORPHY-SORB® AGR
SCRUBBER
SWEETENED SYNGAS
GASIFICATION ACID GAS REMOVAL
BIOMASS
STEAM
O2 ASH
WASTE WATER
CO2
O2 WATER

Footer goes here 9 9
Process basics
BIOMASS GASIFIER
ASH REMOVAL
SYNGAS REFORMER
HEAT RECOVERY
SYNGAS COMPRES-
SOR
MORPHY-SORB® AGR
SYNGAS PURIFICAT-
ION
DME SYNTHESIS
GASOLINE SYNTHESIS
PRODUCT SEPARATORS
GASOLINE PRODUCT
LPG BYPRODUCT
SCRUBBER
WASTE WATER
TAIL GAS
GASIFICATION
TIGAS
ACID GAS REMOVAL
CO2
STEAM
O2 ASH
WASTE WATER
CO2
O2
BIOMASS
WATER
RECYCLE TO GASIFIER

Footer goes here 10 10
Process basics
BIOMASS GASIFIER
CO2
O2
ASH REMOVAL
SYNGAS REFORMER
HEAT RECOVERY
ASH
SYNGAS COMPRES-
SOR
MORPHY-SORB® AGR
SYNGAS PURIFICAT-
ION
DME SYNTHESIS
GASOLINE SYNTHESIS
PRODUCT SEPARATORS
GASOLINE PRODUCT
WASTE WATER
LPG BYPRODUCT
RECYCLE TO GASIFIER
OXYGEN PLANT
WATER TREATMENT
SCRUBBER
ON-SITE POWER GEN
CO2
STEAM
ACID GAS REMOVAL GASIFICATION
TIGAS TAIL GAS
BIOMASS

Footer goes here 11 11
Gasification (Andritz-Carbona)
> Oxygen-blown
> Bubbling bed
> High thermal efficiency
> Low syngas tar contamination
BIOMASS
ASH
OXYGEN + STEAM
HOT PRODUCT GAS
CYCLONE
FLUIDIZED BED
GRID
ASH REMOVAL SCREW
FEEDING SCREW
FEED HOPPER
GASIFICATION REACTOR
BIOMASS GASIFIER
BIOMASS
STEAM
O2
CO2
Gasifier (lower section)

Footer goes here 12 12
Syngas Cleanup (Andritz-Carbona & Haldor Topsoe)
> Hot particulate filter
> Catalytic syngas reformer
> Converts C6+ tars and CH4 to CO and H2
Filter Candles
ASH REMOVAL
SYNGAS REFORMER
ASH O2
PULSE PIPING
GAS OUTLET
TUBESHEET
GAS INLET
ASH OUTLET
Reformer (upper section)

Footer goes here 13 13
Acid Gas Removal (GTI-Uhde)
> Syngas compression to 1000 psig (68 bara)
> Removes CO2 and H2S with Morphysorb® physical solvent
> High selectivity
CO2-rich acid gas
SYNGAS COMPRES-
SOR
ABSORBER
AGR Pilot Plant Syngas Compressor
STRIPPER
N2

Footer goes here 14 14
Topsoe Integrated Gasoline Synthesis (Haldor Topsoe)
> Unique high-conversion once-through
methanol/DME synthesis step
> Tail gas recycle results in essentially power-
neutral process
> Syngas conversion well over 90 percent
LPG BYPRODUCT
SYNGAS PURIFICAT-
ION
DME SYNTHESIS
GASOLINE SYNTHESIS
PRODUCT SEPARATORS
GASOLINE PRODUCT
WASTE WATER
TAIL GAS
TIGAS Module in Fab Shop

Footer goes here 15 15
2H2 + CO → CH
3OH
H2O + CO → H
2 + CO
2
CH3OH → ½ CH
3OCH
3 + ½ H
2O
nCH3OCH
3 → 2(CH
2)n + nH
2O
TIGAS Chemistry
Combined into a single step, which maintains low methanol concen-tration in the reactor
Gasoline synthesis

Footer goes here 16 16
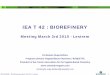
Combined Synthesis Drives Yield
0
10
20
30
40
50
60
70
80
0 10 20 30 40 50 60 70 80
66:33:1
Co
nvers
ion
(CO
+C
O2)
MeOH
MeOH / DME
Pressure (bar)
Key Reactions: 4H
2 + 2CO
→ 2CH
3OH
2CH3OH → CH
3OCH
3 + H
2O
CO + H2O → CO
2 + H
2
------------------------------------------- 3H
2 + 3CO → CH
3OCH
3 + CO
2
Then in the gasoline reactor: CH
3OCH
3 2(CH
2) + H
2O
---------------------------------------------- 3H
2 + 3CO 2(CH
2) + H
2O + CO
2

Footer goes here 17 17
Gasoline Blendstock Properties
>Octane (R+M)/2 > 87
>Zero Sulfur
>Aromatics < 35 vol%, but benzene < 0.3 vol%
>Low RVP (~9 psi)
>Durene <2%

Footer goes here 18 18
Biomass-to-tank pathway
>Thermochemical gasification
>Conversion of resulting synthesis gas to motor fuel
>Woody biomass gasoline blendstock ─ Product compatibility with existing infrastructure.
>Pilot plant ─ 21 ton/day (19 MT/day) BD feedstock 23 bbl/day
(3700 L/day) product
─ Commissioning and shakedown: November 2012
─ Integrated long-term testing: March 2013 – April 2014

Footer goes here 19 19
Pilot Plant Block Flow Diagram
WEIGH HOPPER
LOCK HOPPER
FEED HOPPER
GASIFIER
BIOMASS
N2
CO2
STEAM
O2
SYNGAS FILTER
SYNGAS REFORMER
SYNGAS SCRUBBER
O2 WATER
FILTER SOLIDS
BED SOLIDS
BED MEDIA MAKEUP
SYNGAS COMPRES-
SOR
ACID GAS REMOVAL
SYNGAS PURIFICAT-
ION
GASOLINE SYNTHESIS
WASTE WATER TANK
SOUR GAS TO FLARE TAIL GAS TO FLARE
GASOLINE PRODUCT
WASTE WATER
WASTE WATER
RECYCLE TO GASIFIER
BIOMASS STORAGE
SILO
DME SYNTHESIS
PRODUCT SEPARAT-
ORS
GASOLINE TANK

Footer goes here 20 20
Biorefinery Facility
Feed System, Gasification,
Filtration
Gasoline synthesis
Acid Gas Removal
Oxygen, Nitrogen, and CO2 Supply
Cooling Tower
Gasoline & Waste Water
Tanks
Chiller Syngas
Compressor
Feedstock Unloading
Feed Storage Silo
Stack
Syngas Conditioning
Gasoline synthesis
Syngas conditioning

Footer goes here 21 21
>Wood pellets provided by
UPM Blandin Mill in Grand
Rapids, MN
>Source: bark-on aspen logs
>Pelletized at Indeck mill in
Ladysmith, WI
─ Represents mix of mill residue,
logging residue, & roundwood
─ Shipped to GTI in 22-ton
(20-MT) pneumatic trucks
Feedstock

Footer goes here 22 22
Pilot Project Status
> Project started · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · Feb 2010
> Engineering completed · · · · · · · · · · · · · · · · · · · · · · · · · · Jun 2011
> Existing equipment upgrades
& new construction completed · · · · · · · · · · · · · · · · · · · · Oct 2012
> Commissioning & shakedown completed · · · · · · · · · · · · Jan 2013
> Long-term testing (3 campaigns)
─ Test #1 (completed) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · Mar 2013
─ Test #2 (under way) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · Oct 2013
─ Test #3 (future) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · Feb-Mar 2014
> Engine emissions tests &
moderate fleet testing · · · · · · · · · · · · · · · · · · · · · Nov 2013-Oct 2014
> Technology evaluation, readiness,
& commercialization plan · · · · · · · · · · · · · · · · · · · · · · Oct-Dec 2014

Footer goes here 23 23
Construction: TIGAS Bay
FLOOR EXCAVATED
NEW GRADE BEAMS & FLOOR
ROOF REMOVED
LOOKING UP FROM BAY 3 FLOOR

Footer goes here 24 24
Construction: TIGAS Lower Module
LIFTING FROM STAGING AREA UPRIGHTING MODULE
LIFTING ABOVE ROOF
LOWERING INTO BAY

Footer goes here 25 25
Construction: TIGAS Upper Module
LIFTING FROM STAGING AREA UPRIGHTING MODULE
LIFTING ABOVE ROOF
LOWERING INTO BAY

Footer goes here 26 26
Construction: Tank Farm
EXCAVATION FOR PAD
PAD, SUPPORTS, & CONTAINMENT POURED & CURED
TANK DELIVERY & SETTING
INSTALLATION COMPLETED

Footer goes here 27 27
Commercial Outlook
>Pilot plant will establish design basis for a commercial plant ─ 85 million gal (322 million L) per year of drop-in
renewable gasoline
─ 4 gasifiers convert 4000 MT/day of 20%-moisture biomass to syngas for one AGR train + one TIGAS train
─ 100 plants of this size would meet 24% of the EISA goal for 2022
─ 91.7% reduction in GHG life-cycle emissions compared to conventional gasoline
─ Preferred co-location with existing pulp & paper mill

Footer goes here 28 28
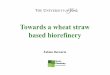
Commercial Outlook: California 2020 example
Source: AEO2013 - Report Number DOE/EIA-0383(2013) http://www.eia.gov/forecasts/aeo/
$4.11
$0.93
$1.83
$0.04
$0.04
$2.99
$4.11
$0.67

Footer goes here 29 29
Acknowledgment
> U.S. Department of Energy - EERE
> National Renewable Energy Laboratory
> With valuable contributions from:
─ Gas Technology Institute: Bruce Bryan, Jim Aderhold, Andy Kramer,
Stan Wohadlo, Pat Bishop, Mark Stevens, Rachid Slimane, Mike
Mensinger, and many others
─ Haldor Topsoe: Arne Knudsen, Samy Diab, Tommy Hansen, Nanna
Topsoe, Martin Sorensen, Finn Joensen, Rasmus Nielsen, and others
─ Andritz-Carbona: Heikki Virta, Vellu Pietarinen, Andras Horvath, Mika
Ketomaki
─ UPM: Pekka Jokela, Jim Marshall
─ Phillips 66: Kip Walston
─ SAIC: Herb Kosstrin, Clare Behrens