Embed Size (px)
Citation preview

1
SELECTING A DISTILLATION COLUMN CONTROL STRATEGY(a basic guide).
Dr. M.J. WillisDepartment of Chemical and Process Engineering,University of Newcastle
e-mail: [email protected]
Written: December, 1999 - March, 2000
Aims and objectives
The aim of these notes is to provide some basic ideas and rules that may beused to select a distillation control strategy. Separate notes will discuss morecomplex mathematical techniques that may also be used as part of a 'toolbox'of methods that have evolved as aids in distillation control strategy selection.
Introduction
The effective operation of a binary distillation column is determined by thecontrol of many variables. Generally, the variables in table 1 need to becontrolled.
cv reasoncomposition of the distillate stream, xD product qualitycomposition of the bottoms stream, xB. product qualityliquid level in the reflux drum. maintain inventory (ensure material balance)liquid level at the base of the column. maintain inventory (ensure material balance)pressure in the column maintain inventory (ensure energy balance).
Equilibrium relationship is affected by changes inpressure.
Table 1. Typical variables that have to be maintained in
a distillation column.
The two main disturbances that affect a column are:
• feed flowrate, F• feed composition, zf

2
So called 'manipulated variables' are adjusted to counter-act the effect ofdisturbances and ensure desired operation. But what are the manipulatedvariables ?
Relationships between inputs (mv's and dv's) and outputs (cv's) are quantifiedby steady-state material and energy balances. To simplify preliminarydiscussions consider ‘perfect control’ of pressure (i.e. the energy balanceequations are not considered).
Steady-state material balances around a distillation column
The following figure is a material balance diagram for a typical distillationcolumn:
Reboiler
Bottom ProductB, xB
BoilupVB,yB
Condenser
Accumulator
Reflux
Ln,xD
DistillateD, xD
FeedF, zF
Vn, yn
nLn,xnVn-1,yn-1
Rectifying Section
LB,xB
Lm,xm
mVm-1,ym-1Stripping Section
The column feed is F (kmol/min) and the concentration of the more volatilecomponent in liquid is zf. The distillate flow is D (kmol /min) with overheadproduct concentration xD and the bottom product flowrate is B (kmol / min) ofconcentration xB.
For a binary column, the two independent overall balances are:
• the total material balance: F = D + B (1)

3
• the component balance: Fzf = DxD + BxB (2)
Eliminating either B or D from these equations gives the following:
DF
z xx x
and orBF
x zx x
f B
D B
D f
D B=
−−
=−−
/ (3)
The equations (3) define the “cut”, i.e what percentage of the total feedflowexits the column as distillate and bottoms product for specified inlet and outletconcentrations.
From equations (3) it is apparent that distillate (D) and bottoms flow (B) arerelated to top and bottom product compositions (xD and xB) and are thereforepotential manipulated variables. As expected, changes in F and zf will alsoaffect xD and xB.
Around the condenser and accumulator assuming a total condenser, thematerial balances are:
• the material balance: Vn = D + Ln (4)• the component balance: Vnyn = DxD + LnxD (5)
and around the reboiler,
• the material balance: Lm = Vb + B (6)• the component balance: Lmxm = Vbyb + BxB (7)
For a liquid feed Lm = Ln+ F
Assuming that the molar flows of liquid and vapour are constant through thecolumn (constant molal overflow) then,
L = Ln = Ln+1……etc.
V = Vn = Vn+1 = ….etc.
Therefore: D = V - L and B = F + L - V (8)
Equations (3) demonstrate that D and B may be used to regulated xD and xB,based upon the relationships (equation 8) it is obvious that L and V will alsoaffect the product compositions.

4
Summary: the potential manipulated variables for product compositions areD, B, L and V.
Column control strategies (an introduction)
A ‘bottom – up’ approach should be adopted whereby variables that areessential to operation are regulated before quality variables. In other words,pressure and then level must be adequately controlled before attention isfocused on control of composition.
Pressure control
Required as a change in pressure will affect relative volatility (α), thetemperature difference across the reboiler and condenser as well as processsafety. A common pressure control loop is shown below:
Pressure Control
B, xB
BoilupV
AccumulatorL
DistillateD, xD
Feed
P
F, zF
Vflare
Steam in
Condensate
PC
Figure 1. A common pressure control loop (PC = pressure
controller).
Here, pressure is regulated using the flowrate of coolant to the condenser.Increasing or decreasing the water flowrate will alter the temperature of thecondensing liquid and hence the amount of vapour in the column. This, inturn, alters the pressure in the column. This will be a slow loop as thedynamics effects of the cooling can be slow in comparison to simply ventingthe system by e.g. opening a valve (the figure also shows this option, whichmay be required as a safety mechanism, in case a situation of excessivepressures arose).

5
Note: There are numerous pressure control strategies that should beconsidered. Further information may be found in: Chin, T.G. 'Guide todistillation pressure control methods', Hydrocarbon processing,October 1979, pp145 - 153. For the purposes of this lecture attentionis restricted to the strategy detailed above.
Level control
There will be two level loops on a distillation column as:
• the column base level must be maintained at an acceptable value.• the reflux drum level must be maintained at an acceptable value.
The possible schemes that may be employed to do this are summarisedbelow:
Controlling level at column base with:F D L B V
Controlling F x NP1
reflux drum D U x NP5 (1) (2)level with: L U NP4 x (3) NP3*
B NP2 x NP2
V NP3 NP3* NP3 xKEY:
Flows: F = Feed; D = Distillate; L = Reflux; B = Bottoms; V = VapourNP: Not PracticalU: Unusual to control level at column base by manipulating the
feedx: the same mv cannot be used to control both levels.
Reason why strategy is not practical:
1Feed Flow would not be used to control reflux drum level.2Bottoms flow would not be used to control reflux drum level.3Vapour flow would not be used to control reflux drum level.3* This scheme violates the mass balance relationships thereforecannot be used (the reason why will be explained later in the notes).4 Distillate flowrate would not be used to control level at the columnbase.5 Reflux flow would not be used to control level at the column base.

6
From the matrix of 25 possible alternatives, there are actually only 3 schemesthat offer acceptable input-output combinations (from a practical viewpoint).
Scheme (I)
• control level in the column base via manipulation of the bottom productflowrate (by automatically adjusting value).
• control level in the reflux drum by manipulation of distillate flowrate.• a flow controller has been placed on the reflux line (to ensure steady flow
of reflux to the column).
Configuring a control strategy: scheme 1 (the energy balance control scheme)
B, xB
BoilupV
L
DistillateD, xD
Feed
P
F, zF
Vflare
Steam in
Condensate
PC
LC
LC
FC
SP
SP
SP
SP
Figure 2. Scheme (I), inventory control (PC = pressure
control, LC = level control, FC = flow control).
Scheme (II)
• control level in the column base by manipulation of the vapour boil-upthrough the energy input to the reboiler (in practice this is achieved byautomatically adjusting the pressure/ flow of the heating medium to thereboiler).
• control level in the reflux drum by manipulation of distillate flowrate.• a flow controller has been placed on the reflux line (to ensure steady flow
of reflux to the column).

7
Configuring a control strategy: scheme II (a material balance control scheme)
B, xB
BoilupV
L
DistillateD, xD
Feed
P
F, zF
Vflare
Condensate
PC
LC
LC
FC
FC
SP
SP
SP
SP
SP
Figure 3. Scheme (II), inventory control (PC = pressure
control, LC = level control, FC = flow control).
Scheme (III)• control level in the column base by manipulation of bottoms flowrate.• control level in the reflux drum by manipulation of reflux flowrate.• a flow controller has been placed on the distillate line (to ensure steady
flow of product).Configuring a control strategy: scheme III (a material balance control scheme)
B, xB
BoilupV
L
DistillateD, xD
Feed
P
F, zF
Vflare
Steam in
Condensate
PC
FC
LC
LC
SP
SP
SP
SP
Figure 4. Scheme (III), inventory control (PC = pressure
control, LC = level control, FC = flow control).

8
Selecting an appropriate distillation column control strategy
Basic ‘rules of thumb’ can be used to develop feasible strategies. Themethodology (as well as some rules) is explained below:
Rule of thumb 1: ‘flow control the smallest product flow’ (as thiswill leave a large flow stream to manipulate level).
Example 1: Suppose that there is a large bottoms flowrate (B) and asmall distillate flowrate (D).
Using this information the control strategy may be developed as follows:
• flow control the distillate flow (D)• ensure that the material balance is maintained around the reflux drum.
Recall that V = D + L, for a constant V, if D changes then there must be anequal and opposite change in L or the level in the reflux drum will eitherdrop or start to increase. To ensure that the level remains constant (andthat an appropriate change is made to L) a level controller is required onthe reflux drum the manipulated variable being L.
• ensure that the material balance is maintained around the column base.Recall that F = D + B so if, for a constant F, D changes then there must bean equal and opposite change in B or the level in the base of the columnwill either drop or start to increase. To ensure that the level remainsconstant (and that an appropriate change is made to B) a level controller isrequired with its manipulated variable being B.
This control scheme corresponds to scheme III and is one of the more popularcontrol schemes. It is often referred to as a material balance controlscheme.
Example 2: Suppose that there is a small bottoms flowrate (B) and alarge distillate flowrate (D).
Using this information the strategy may be developed as follows:
• flow control the bottoms flow (B).• ensure that the material balance is maintained around the column, F = D +
B. For constant F, if B changes there must be an equal and oppositechange in D or liquid inventory will change (e.g. level may rise in the reflux

9
drum, column base, or both). To maintain constant inventory, a levelcontroller is used to make an appropriate change to D.
• ensure that the material balance is maintained around the column base.Recall that at the column base F+ L - B = V, for a constant F and L, if Bchanges then there must be an equal and opposite change in V or the levelin the base of the column will either drop or increase. To ensure that thelevel remains constant (and that an appropriate change is made to V) alevel controller is required (the mv being V).
This control scheme corresponds to scheme II and it should be noted that thecontrol of level using V may have weird dynamic effects and therefore is not afavourite. Again, this control scheme is often referred to as a materialbalance control scheme.
Rule of thumb 2: ‘material balance control scheme (III) should befavoured if there is a large reflux ratio, i.e. (L/D) > 5’ (if L is largein comparison to D then relatively small changes in L willensure good level control, i.e. the process gain is large).
Rule of thumb 3: ‘control scheme (I), often referred to as theenergy balance control scheme, should be favoured if there is asmall reflux ratio, i.e. (L/D) < 1’ (if L is small in comparison to Dthen relatively small changes in D will ensure good levelcontrol, i.e. the process gain is large).
Composition control
On-line analysers are rarely used as the installed cost will normally be in therange of £100 K per instrument. Therefore composition is often regulatedindirectly using temperature (at constant pressure there is a direct relationshipbetween temperature and composition for a binary mixture). Using a liquidtemperature near the base of the column for bottom composition and a liquidtemperature near the top of the column for top product composition, theremaining mv’s (i.e. those not used for the purposes of level and pressurecontrol) may be used to regulate composition. This leads to the followingschemes:

10
Scheme (I)
• top product composition (through a liquid temperature near the top of thecolumn) is regulated by adjusting reflux flow, L.
• bottom product composition (through a liquid temperature near the bottomof the column) is regulated by adjusting vapour flow, V (indirectly viasteam flow).
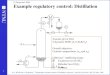
This gives rise to an alternative name for this control strategy: the LVconfiguration.Composition Control: scheme 1 (the energy balance control scheme)
B, xB
V
L
DistillateD, xD
Feed
P
F, zF
Vflare
Condensate
PC
LC
LC
FCSP
TC
TC
SP
SP
SP
SP
SP
Figure 5. Scheme (I), inventory & composition control (PC
= pressure control, LC = level control, FC = Flow control
and TC = temperature control). This scheme is also known
as the LV configuration.
Scheme (II)
• top product composition (through a liquid temperature near the top of thecolumn) is regulated by adjusting reflux flow, L.
• bottom product composition (through a liquid temperature near the bottomof the column) is regulated by adjusting bottoms flow, B.

11
This gives rise to an alternative name for this control strategy: the LBconfiguration.
Composition Control: scheme II (a material balance control scheme)
B, xB
V
L
DistillateD, xD
Feed
P
F, zF
Vflare
Condensate
PC
LC
LC
FCSP
TC
FCSP
SP
SP
SP
Figure 6. Scheme (II), inventory & composition control
(PC = pressure control, LC = level control, FC = Flow
control and TC = temperature control). This scheme is
also known as the LB configuration.
Scheme (III)
• top product composition (through a liquid temperature near the top of thecolumn) is regulated by adjusting distillate flow, D.
• bottom product composition (through a liquid temperature near the bottomof the column) is regulated by adjusting vapour flow, V.
This gives rise to an alternative name for this control strategy: the DVconfiguration.

12
Composition Control: scheme III (a material balance control scheme)
B, xB
V
L
DistillateD, xD
Feed
P
F, zF
Vflare
Condensate
PC
LC
LC
SP
TC
TC
FC
SP
SP
SP
SPSP
Figure 6. Scheme (III), inventory & composition control
(PC = pressure control, LC = level control, FC = Flow
control and TC = temperature control). This scheme is
also known as the DV configuration.
Worked example: a methanol / water column.
50 / 50 wt % methanol / water mixture is to be separated in a 10 stagecolumn. The feedrate is 65 kg/hr entering at stage 5. The objective is toseparate the mixture into a top product of 95 wt% methanol and a bottomproduct of 5 wt %. The feed is liquid at its boiling point. The condenser is atotal condenser. The reflux flow is 36 kg/hr.a) What are the material flows through this system (external liquid and
internal liquid and vapour flows) ?b) Suggest a possible control strategy for this column.
Summary
Rules of thumb, common sense and a basic knowledge of chemicalengineering can generally be used to specify an appropriate manipulatedvariables and hence the control scheme of a distillation column. However, thisbasic knowledge should also be complemented by rigorous systems analysis.To do this it is necessary to consider distillation column modelling in greaterdetail.