Embed Size (px)
Citation preview

Sci. Technol. Energ. Mater., Vol. 82, No. 3, 2021 61
© Copyright Japan Explosives Society. All rights reserved.
Comparison of the effects of several binders on the combination properties of cyclotrimethylene
trinitramine (RDX)
Wenzheng Xu *†, Jie Deng*, Xin Liang*, Jie Wang*, Hao Li*, Fengwei Guo*, Yuexin Li*, Tianlun Yan*, and Jingyu Wang*
* School of Environment and Safety Engineering, North University of China, Taiyuan, 030051, Shanxi, P. R. CHINA Phone: +86-13513615001
† Corresponding author: [email protected]
Received: May 27, 2020 Accepted: September 30, 2020
Abstract Ultrafine RDX (cyclotrimethylene trinitramine, C 3H 6N 6O 6) particles were prepared by ultrasonic assisted spray method, and the RDX-based composites with various polymer binders were obtained by water suspension method. The binders in composites are as follows: ACM (AR-12, AR-14, AR-71), VitonA and F2602. The binding energies between crystal surfaces of RDX and the binders were calculated, which show that the binding energies of RDX and ACM are higher than those of RDX and other binders. Then the crystal morphologies, crystal structures, thermal decomposition properties and mechanical sensitivities of raw RDX, ultrafine RDX and the RDX-based composites were characterized. Finally, the static mechanical properties of the RDX-based composites were tested and the detonation pressures of samples was calculated. The results show that there are different degrees of improvement in the combination properties of RDX after coating by the polymers, and AR-71 is the most suitable binder for coating RDX.
Keywords: RDX, ACM, water suspension, coating, characterization
1. Introduction
Cyclotrimethylene trinitramine (C 3H 6N 6O 6, RDX) is widely used in propellants and missile weapons due to the advantages of high energy, stable performance and low price 1)-4). The content of RDX would increase when the energy of the propellant was improved, which caused problems such as increased mechanical sensitivity, poor mechanical properties and low safety. Much interest has been generated on how to improve the performance while maintaining safety, mechanical properties, and processing. It has been reported that crystal size, shape, morphology, purity, internal and external defects, and the microstructure of intercrystalline voids play a vital role in the sensitivity toward the external stimuli 5). Studies have shown that surface coating on the explosives is an effective technology to improve the safety and mechanical performance 6),7). In recent years, the surface coating method for RDX mainly included insensitive agent coating and high molecular polymer coating 8)-10). Bowers et al. used RDX-based composites with more than 20 kinds of insensitive
agents such as wax, graphite and polyethylene glycol, and it was found that the insensitive agent with larger heat capacity had a better effect on the RDX-based composites 11). Singh et al. used RDX-based composites with chlorinated paraffin to obtain a fully coated, plastically flexible RDX-based composite 12). Chan et al. used Glycidyl Azide (GAP) as binder to coat RDX to obtain a polymer bonded explosive with high energy, low sensitivity and good performance 13). Fallis et al. used the conductive polymer polythiophene (PT) to treat BTATZ for reducing its sensitivity, which passed the US Navy electrostatic sensitivity test for the first time 14). An et al. used TNT and energetic polymer to coat the surface of RDX, and the result showed the safety of RDX was significantly improved 15). Ye et al. used NC to coat the surface of RDX for a lower sensitivity, and the mechanical properties of the RDX-based composites were tested 16). Acrylate rubber (ACM) is a type of functional rubber, which is obtained by polymerizing an acrylate monomer, a vulcanization point monomer, and a monomer with a functional reactive group. It has special properties such as
439
Researchpaper

62 Wenzheng Xu et al.
high temperature resistance, ultraviolet radiation resistance, oxidative decomposition resistance and oil resistance. However, ACM is seldom applied in the field of energetic materials. In this paper, the RDX after refining by ultrasonic assisted spray method was coated with acrylate rubber (ACM), VitonA and F2602. Then the crystal morphology, thermal properties and mechanical properties of the prepared RDX-based composites were studied and analyzed. The effects of ACM and other binders on performance of RDX were compared.
2. Materials and methods
2.1 Reagents and instruments Raw RDX with particle size of 100 μm was produced by GanSu Yinguang Chemical Industry Group Co. Ltd. ACM was produced by ZEON Corporation of the United States. VitonA and F2602 were produced by Zhonghao Chenguang Chemical Research Institute Co. Ltd. (Zigong City, Sichuan Province). Dimethyl sulfoxide (DMSO) and ethyl acetate (EAC) were produced by Tianjin Fuchen Chemical Reagent Factory (Tianjin, China).
2.2 Preparation of ultrafine RDX Ultrafine RDX particles were prepared by ultrasound assisted spray. The experimental device is shown in Figure 1. The experimental procedure was as follows: (1) raw RDX (10 g) was dissolved in dimethyl sulfoxide (DMSO) (30 mL), while a beaker was used to fill deionized water (210 mL) and the beaker was placed in the ultrasonic device; (2) the air compressor were turned on and the input air pressure of the air compressor was adjusted; (3) the RDX solution was poured into the spray device, the controllers of the ultrasonic device and the digital stirrer were turned on, then the RDX solution was sprayed into the beaker through the atomizer to form a suspension; (4) after 25 min, the controllers of ultrasonic and digital stirrer were turned off, then the white suspension was washed, filtered and dried to obtain the ultrafine RDX particles.
2.3 Preparation of RDX-based composites The RDX-based composites were prepared by using water suspension method. The experimental device is
shown in Figure 2. Taking the preparation of the RDX/VitonA (3 %) composite particle as an example, the experimental procedure was as follows: (1) VitonA (0.3093 g) was added to ethyl acetate to form a VitonA solution at a concentration of 3 %; (2) the prepared ultrafine RDX particles (10 g) and deionized water (70 mL) were poured into a jar, and stirred to form an RDX suspension; (3) the RDX suspension was stirred at a constant rate in a constant temperature water bath at 60 °C and slowly inject the VitonA solution into the RDX suspension; (4) the suspension was continuously stirred at a constant temperature of 60 °C and a pressure of 0.02 MPa until the solvent was completely evaporated; (5) after cooling, filtering and drying, the RDX/VitonA (3 %) composite particles were obtained. RDX/AR-12, RDX/AR-14, RDX/AR-71, RDX/VitonA (5 %) and RDX/F2602 composite particles were obtained in the same way. For better presentation, the prepared composite samples were numbered, which is shown in Table 1. The formulations and binder mass fractions are also shown in Table 1.
2.4 Characterization The crystal morphologies of the samples were characterized by using field emission scanning electron microscope (SEM, TESCAN MIRA3 LMH, TESCAN, Czech). The particle size was measured by Laser particle size analyzer (LPSA, NanoBrook 90 Plus, Brookhaven Instruments Corporation, America). X-ray diffraction (XRD, DX-2700, Dandong Haoyuan Corporation, Liaoning, China) was used to analyze the crystal form of samples at a
Table 1 Numbers and formulations of the prepared composite samples.
Sample numberSample
formulationMass fraction of binder
in the composite
1# RDX/AR-12 3 %2# RDX/AR-14 3 %3# RDX/AR-71 3 %4# RDX/VitonA 3 %5# RDX/VitonA 5 %6# RDX/F2602 5 %
Figure 1 Experimental device for preparing ultrafine RDX.Figure 2 Experimental device for preparing the RDX-based
composites.

Sci. Technol. Energ. Mater., Vol. 82, No. 3, 2021 63
voltage of 40 kV and a current of 30 mA. The thermal decomposition characteristics of the samples were measured on a differential scanning calorimeter (DSC, DSC-131, Setaram Corporation, France), and the test conditions were as follows: nitrogen atmosphere; the flow rate of 30 mL・min -1; the sample quantity of 0.7 mg; reference material Al 2O 3 powder; the heating rates β of 5, 10, 20 °C・min -1, respectively. The impact sensitivity was surveyed by a home-built type-12 drop hammer apparatus. The test was carried out by the Chinese National Military Standard GJB-772A-97, standard method 601.2 17). Each sample was tested 25 times to obtain H 50 (H 50 value represents the falling height of the explosive when the probability of explosion is 50 %). The friction sensitivity was tested using a WM-1 frictional sensitivity tester with the method of 601.4 of GJB772A-97, and the test conditions were as follows: the swing angle was 80° ± 1, the pressure was 2.45 MPa (the swing angle of testing the RDX-based composite samples was 90° ± 1, and the pressure was 3.92 MPa); each sample was tested 25 times, and the sample quantity in each time was 20 ± 1 mg; 4 parallel experiments were performed on each sample. The static mechanical properties of the RDX-based composites were tested by using a WSM-10KN universal testing machine and the test conditions were as follows: sample size of Φ10 mm × 15 mm; testing speed of 0.5 mm・min -1, temperature of 20 °C, and humidity was 14 %.
3. Results and discussion
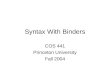
3.1 Molecular dynamics simulation Molecular dynamics simulation was used to simulate on the RDX-based composites. The molecular structure models of RDX, polymer binder and the RDX-based composite (take RDX/AR-71 as an example, and the crystal surface was 100) are shown in Figure 3. The density of model approximated the theoretical density of RDX when the polymer binder was placed in the vacuum layer of the RDX supercell, and the supercell space was compressed, then the model was optimized to reduce the energy of the system. The system of the RDX-based composite was simulated by
NVT system under COMPASS force field. Under the stable equilibrium structure of the system, the total energy of system was used to calculate the binding energy. The average interaction energy ΔE of the polymer binder on the surface of the RDX crystal can be expressed as:
∆E = −(Etotal − Epoly − ERDX) (1)
Where E total is the average total energy of the RDX-based composite, E poly is the average singlet energy of the polymer binder, and E RDX is the average singlet energy of RDX. Since the binding energy is a capacity property, and the high polymer content (mass fraction, wt%) of each RDX-based composite is different, the average binding energy per unit mass of polymer is calculated (E bind
′ = E bind/wt%) for normalized comparison. On the crystal surface of 001,010 and 100, the binding energies and the normalized energy values between the binders and RDX obtained by the above formula are listed in Table 2. It can be seen from Table 2 that the average binding energies between different polymers and crystal surfaces of RDX are different. However, on the same crystal surface, the binding energies between these high polymers and the RDX crystal surface follow a common law: E′ bind (RDX/AR-12) > E′ bind (RDX/AR-14) > E′ bind (RDX/AR-71) > E′ bind (RDX/VitonA) > E′ bind (RDX/F2602). The results indicates that the binding energy of RDX/ACM is than R higher DX/F2602 and RDX/VitonA. This shows that ACM is better than F2602 and VitonA for coating RDX.
3.2 Analysis of morphology and size The morphology of raw RDX, the ultrafine RDX and the RDX-based composite samples was characterized by scanning electron microscope (SEM). The results are as shown in Figure 4 (giving RDX/AR-71 as an example). As shown in Figure 4, after refining and coating, RDX particles were coated and bonded with a polymer to form a composite particle with a rough surface, and the RDX-based
439
Figure 3 The molecular structure models of RDX (a), AR-71 (b) and RDX (100)/AR-71 (c).

64 Wenzheng Xu et al.
composite had a particle diameter of 100-300 μm. And the shape of RDX particles was spherical and ellipsoidal, which caused a better packing effect in the composite particles. The reason of this phenomenon was as follows: during the refining process, the RDX particles collided with each other when the ultrafine RDX crystallized and grew due to the centrifugal force by stirring, the particle shape became spherical and ellipsoidal. During the coating process, ultrafine RDX particles were stirred in the water suspension while the solvent of binder in the water suspension was volatilizing and the binder precipitated. Then the adjacent RDX particles, which were affected by centrifugal force and viscosity of the binder, adhered to each other to form a composite particle. These results indicate that the RDX-based composite have been successfully prepared.
3.3 Analysis of XRD The XRD diffraction patterns of raw RDX, the ultrafine RDX and the RDX-based composite samples are shown in Figure 5. As can be seen from Figure 5, the diffraction angle and the position of diffraction peak of ultrafine RDX is consistent with that of raw RDX, but the intensity of the diffraction peak of ultrafine RDX is significantly lower and the peak shape is broadened. The reason was that the particle size of raw RDX had been significantly reduced and the crystal structure of RDX was not changed, which was consistent with the characteristics of X-ray diffraction of typical particles after refinement 18). It can be seen from the XRD pattern of the RDX composite samples that the position of diffraction peak of the RDX-based composites samples is consistent with that of the ultrafine RDX, but the diffraction peak intensity is
Figure 4 Representations of (a) raw RDX; (b) ultrafine RDX; (c-d) RDX/AR-71 at low magnification and high magnification.
Table 2 E bind and E′ bind of different crystal surfaces of RDX with various polymers.
Surface binder wt% E total E RDX E polymer E bind E′ bind
(001)
1# AR-12 2.85 -26314.1 -25972.6 -92.8 248.7 87.32# AR-14 3.06 -26121.6 -25963.4 49.7 207.9 67.93# AR-71 2.93 -26142.5 -26019.6 53.2 176.1 60.14# Viton A 2.74 -26740.1 -25994.4 -635.1 110.6 40.46# F2602 3.01 -26521.5 -26000.5 -407.0 114.0 37.9
(010)
1# AR-12 2.85 -26251.2 -25943.8 -68.7 238.8 83.82# AR-14 3.06 -26234.3 -26069.3 45.4 210.4 68.83# AR-71 2.93 -26170.8 -26057.2 64.3 177.9 60.74# Viton A 2.74 -26807.9 -26081.5 -620.6 105.8 38.66# F2602 3.01 -26540.3 -26043.1 -390.9 106.3 35.3
(100)
1# AR-12 2.85 -26245.1 -25931.7 -92.0 221.5 77.72# AR-14 3.06 -26180.0 -26010.7 39.6 209.0 68.33# AR-71 2.93 -26062.6 -25950.4 49.9 162.1 55.34# Viton A 2.74 -26692.4 -25949.2 -638.1 105.2 38.46# F2602 3.01 -26507.9 -25989.6 -408.1 109.9 36.5

Sci. Technol. Energ. Mater., Vol. 82, No. 3, 2021 65
significantly reduced, and the peak shape is broadened. The results have shown that the intensity of the RDX diffraction peak was further weakened and the peak shape was further broadened due to the coating of the polymer on the surface of the ultrafine RDX particles, while the crystal structure of RDX was not changed.
3.4 Analysis of thermal stability The thermal analyses of raw RDX, the ultrafine RDX and the RDX-based composite samples were carried out at the heating rate β of 5 °C・min -1, 10 °C・min -1, 15 °C・min -1 and 20 °C・min -1 respectively. The results are shown in Figure 6. For different heating rates, the decomposition peak temperature of raw RDX and the ultrafine RDX are increased with the increasing of heating rate. At the same heating rate, the peak temperature of decomposition of the ultrafine RDX is slightly lower than that of raw RDX. This is due to the fact that when the size of RDX particles was reduced, the progress of heat transfer would be accelerated, resulting in faster thermal reaction rate, worse thermal stability and lower thermal decomposition temperature. The thermal decomposition peak temperature of the RDX-based composite samples rises to varying degrees, indicating that the thermal stability of the RDX-based composites was improved, coating on the surface of RDX is a good way to make up for the defects of thermal stability that the refinement brings to RDX. It can also be seen from Figure 6 that the thermal decomposition peak temperatures of RDX/ACM (1#, 2#, 3#) are higher than those of RDX/VitonA (4#, 5#) and RDX/F2602 (6#). And the thermal decomposition peak temperatures of RDX/AR-71 (3#) are 235.5 °C, 244.3 °C, 246.8 °C and 250.1 °C when the heating rates are 5 °C・min -1, 10 °C・min -1, 15 °C・min -1 and 20 °C・min -1, respectively, which are the highest of those of samples. The reason is that AR-71 is a vulcanized heat-resistant rubber,
and the side chain of the AR-71 molecular structure contains an active chlorine group, which can absorb the free radicals in the decomposition process of the RDX/AR-71 composite material and cause an increase in thermal decomposition peak temperature of RDX coated by AR-71. The thermal decomposition apparent activation energy and pre-exponential factor are calculated by Kissinger’s formula and Rogers’s method, respectively 19),20).
lnβi
T 2pi
= lnARE− E
RTpi (2)
A =Eβi
RT 2pi
expE
RTpi (3)
Where β i is the heating rate (K・min -1); T pi is the decomposition peak temperature of explosive at heating rate β i; A is the pre-exponential factors (min -1); R is the gas constant (8.314 J・mol -1・K -1); and E is the apparent activation energy (J・mol -1). A straight line is obtained and shown in Figure 7 when ln (β i/T pi 2) is plotted against 1/T. From the slope and the intercept of the straight line, the apparent activation energy and the pre-exponential factor can be calculated, the Kissinger fitting degree of raw RDX, the ultrafine RDX and the RDX-based composites are more than 99 %, indicating that the measurement data is accurate and reliable. According to the activation energy and pre-exponential factors of different materials, the critical temperature of thermal explosion is calculated by the Equations (4) and (5) respectively 21). The calculation results are shown in Table 3.
Tei = Te0 + bβi + cβ2i , i = 1, 2, . . . , 5 (4)
Tb =E − E2 − 4RETe0
2R (5)
It can be concluded from Table 3 that the thermal
439
Figure 5 XRD diffraction pattern of Raw RDX, ultrafine RDX and the RDX-based composite samples.

66 Wenzheng Xu et al.
Figure 6 DSC curves of raw RDX, ultrafine RDX and RDX-based composite samples.
Figure 7 The Kissinger fitting lines of raw RDX, ultrafine RDX and RDX-based composite samples.
Table 3 Thermal decomposition kinetic parameters of raw RDX, ultrafine RDX, and the RDX-based composite samples.
SampleE
[KJ・mol -1]A
[min -1]T e0 [°C]
T b [°C]
Raw RDX 201.8 2.66×10 17 223.3 225.5Ultrafine RDX 190.3 1.84×10 19 221.0 223.2
1# 196.5 7.54×10 19 222.1 224.22# 195.1 5.39×10 19 222.9 225.13# 201.9 2.49×10 20 223.8 225.94# 193.1 3.44×10 19 221.1 223.25# 195.6 6.32×10 19 220.9 223.16# 191.2 2.21×10 19 222.4 224.6

Sci. Technol. Energ. Mater., Vol. 82, No. 3, 2021 67
decomposition apparent activation energy and the thermal explosion critical temperature of the ultrafine RDX is lower than that of raw RDX. It is due to the fact that the specific surface area, the heating area and thermal conductivity of the RDX particles were increased when the particle size of RDX was decreased, resulting in the decrease of activation energy and heat stability. After the surface of RDX was coated by the binders, the apparent activation energy and the critical temperature of the explosion were improved. The thermal decomposition apparent activation energy of RDX/AR-71 (3#) is 201.9 kJ・mol -1, which is higher than that of other samples and raw RDX, indicating that the AR-17 RDX-based composites not only made up for the defects of thermal stability of RDX caused by refinement, but also became better on heat resistance than raw RDX. It can be concluded that the thermal stability of RDX/AR-71 composite sample is better than the RDX-based composites with other polymer binders.
3.5 Analysis of mechanical sensitivity In order to study the safety performance of the samples, the tests of impact sensitivity and friction sensitivity were performed, and the results are shown in Table 4. It is worth noting that the friction sensitivity was tested in the following conditions: When the friction sensitivity of raw RDX and the ultrafine RDX was tested, the swing angle was 80° ± 1, and the pressure was 2.45 MPa; when the RDX-based composite samples was tested, the swing angle was 90° ± 1, and the pressure was 3.92 MPa. It could be seen from Table 4 that the mechanical sensitivity of RDX was obviously reduced after refinement. The reason is that the particle size of RDX was reduced after refinement which caused less pores between the particles, and there was no obvious edge and corner on the surface of RDX crystal. During the impact and friction process, friction and collision between the particle surfaces was fierce, which caused the generation of hot spots. When the holes between the particles reduced and the shape of particles became spherical, there would be less collision and friction between the particle surfaces, which reduced the probability of generation of hot spots. After coating on the surface of the ultrafine RDX by binders, the mechanical sensitivity was further reduced. The main reason is the presence of high polymer binder, which
acted as a buffer between RDX particles during the test process and there were fewer holes between the particles due to the viscosity of binder. Thus, the fold dislocations and collisions between the surfaces of particles reduced during the test process. As a result, the probability of generation of hot spots was further reduced. It can also be seen from Table 4 that the impact sensitivity and friction sensitivity of RDX/ACM (1#, 2#, 3#) were lower than those of RDX/VitonA (4#, 5#) and RDX/F2602 (6#), indicating that the safety of RDX/ACM is the higher than the RDX coated by VitonA and F2602. Besides, the impact sensitivity and friction sensitivity of RDX/AR-71 (3#) are the lowest in the RDX-based composite samples, indicating that the safety of RDX/AR-71 (3#) is the highest.
3.6 Analysis of static mechanical performance The static mechanical performance of the RDX-based composites were tested by using a WSM-10KN universal testing machine. The test conditions were as follows: the sample size was 10 mm × 15 mm; the test speed was 0.5 mm・min -1; the temperature was 20 °C; and the humidity was 14 %. The results of static mechanical properties test are shown in Figure 8 and Table 5. As shown in Figure 8, the mechanical performance curves for the RDX-based composite samples are nearly similar in shape. With the increase in elongation, the strength increases at first and then decreases. The strength and elongation at failure for each sample can be easily
439
Figure 8 Static mechanical curve of the RDX-based composite samples.
Table 4 Mechanical sensitivity of raw RDX, the ultrafine RDX and the RDX-based composite samples.
SampleImpact
sensitivity (H 50) [cm]
Frictional ignition probability
Raw RDX 21.5 85 %Ultrafine RDX 28.3 82 %
1# 38.7 92 %2# 36.8 95 %3# 39.4 88 %4# 30.1 99 %5# 34.6 96 %6# 32.5 98 %
Table 5 Static mechanical properties of RDX matrix composites.
SampleMaximum force
[N]Compressive strength
[MPa]
1# 771.412 9.8222# 648.831 8.2613# 787.331 10.0254# 397.494 5.0615# 560.984 7.1436# 459.993 5.857

68 Wenzheng Xu et al.
obtained from these curves. It can be seen from the data in Table 5 that the compressive strength of the six samples obey the law of RDX/AR-71 3 %>RDX/AR-12 3 %>RDX/AR-14 3 %>RDX/Viton A 5 %>RDX/F2602 5 %>RDX/Viton A 3 %. Among them, VitonA and F2602 are commonly used high polymer binders for RDX, and it was found that the compressive strengths of RDX/ACM (1#, 2#, 3#) are higher than those of RDX/VitonA (4#, 5#) and RDX/F2602 (6#). The compressive strength of RDX/AR-71 (3#) is 10.025 MPa, which is the highest in these samples. In recent years, Ye carried out static mechanical experiments on RDX-based composites, which showed that the maximum stress that RDX/NC/GAP was 417 N 16). It can be concluded that the mechanical performances of RDX/ACM are better than those of the RDX-based composite samples coated by other polymer binders. The mechanical performance of RDX/AR-71 is the best in these samples. As a result, the RDX-based PBX coated by ACM, especially by AR-71, has the best moldability, and cannot be easily damaged.
3.7 Analysis of detonation speed and pressure Explo5 software was used to calculate the detonation speed and pressure of each sample. The results are shown in Table 6. It can be seen from Table 6 that the difference of the detonation pressures and speeds of the six samples is small. The reason is that the content of the main explosives is consistent. The detonation speed of RDX/ACM composites (1#, 2#, 3#) was slightly higher than that of RDX/F2602 (5 %) and RDX/VitonA (5 %), but lower than that of RDX/VitonA (3 %). In RDX/ACM composite samples, RDX/AR-71 (3#) has the highest detonation velocity of 8624.97 m・s -1, and the highest detonation pressure of 31.77 GPa. It can be concluded that the effect of ACM on the detonation performance of RDX is slight when the mechanical sensitivity is greatly reduced. And RDX/AR-71 (3#) had the best predicted performance in the RDX/ACM composite samples.
4. Conclusions
On the basis of the ultrafine RDX prepared by ultrasonic assisted spray method, 6 kinds of RDX-based composites were prepared by using water suspension method. According to the results of scanning electron microscopy, the surface of RDX was coated and bonded tightly by the polymers, indicating that the RDX-based composite samples were obtained successfully. The effects of polymer binders on the XRD patterns, thermal stability, mechanical sensitivity, mechanical performance and detonation performance of the RDX-based composite samples were analyzed. The results show that the combination properties of RDX/ACM (sample 1#, 2#, 3#) is better than that of RDX/VitonA and RDX/F2602. In RDX/ACM composite samples, RDX/AR-71 (3#) has the best thermal stability, mechanical sensitivity, static mechanical performance and detonation performance. In the case of 2 % more RDX than the common formulation (RDX/VitonA 5 %), RDX/AR-71 shows better thermal stability, mechanical sensitivity and
static mechanical performance while the detonation performance is also higher than other RDX-based composites. This shows that ACM significantly improves the performance of RDX while ensuring the detonation energy, and AR-71 can be considered to be the most suitable polymer binder for coating RDX. Therefore, RDX/AR-71 is a high-energy RDX-based composite in a low level of sensitivity that has great potential for application in insensitive boosters and explosives.
Acknowledgements
This research work was financially supported by the Advantage Disciplines Climbing Plan and Graduate Education Innovation Project of Shanxi Province.
References
1) T. T. Nguyen, D. N. Phan, D. C. Nguyen, V. T. Do, and L. G. Bach, Polymers, 10, 1396 (2018).
2) M. Fathollahi, S. M. Pourmortazavi, and S. G. Hosseini, J. Energ. Mater., 26, 52-69 (2007).
3) C. Siviour, M. Gifford, S. M. Walley, W. Proud, and J. Field, J. Mater. Sci., 39, 1255-1258 (2004).
4) L. D. Luca, F. Cozzi, G. Germiniasi, I. Ley, and A. A. Zenin, Combust. Flame, 118, 248-261 (1999).
5) H. Kroeber and U. Teipel, Propellants Explos. Pyrotech., 33, 33-36 (2010).
6) C. W. An, F. S. Li, J. Y. Wang, and X. D. Guo, J. Propul. Power, 28, 444-448 (2012).
7) H. W. Qiu, V. Stepanov, A. R. D. Stasio, T. M. Chou, and W. Y. Lee, J Hazard Mater., 185, 489-493 (2011).
8) K. T. Smith, O. H. Johansen, E. Skjold, and R. Gjersoe, U.S. Patent NO. 20,050,072,503 (2010).
9) W. Zhang, X. Z. Fan, H. J. Wei, and J. Z. Li, Propellants Explos. Pyrotech., 33, 279-285 (2008).
10) E. D. Mattos, E. D. Moreira, M. F. Diniz, R. C. L. Dutra, D. S. Gilson, K. Iha, and U. Teipel, Propellants Explos. Pyrotech., 33, 44-50 (2008).
11) R. C. Bowers, J. B. Romans, and W. A. Zisman, I & EC Product Research and Development., 12, 2-13 (1973).
12) S. K. Singh, P. Samuels, C. Capellos, and B. Fishburn, U.S. Patent NO. 8,216,404 (2012).
13) M. L. Chan, E. M. Roy, and A. Turner, US Patent NO. 5,316,600 (1994).
14) S. Fallis and J. A. Irvin, U.S. Patent NO. 7,931,762 (2011). 15) C. W. An, F. S. Li, X. L. Song, Y. Wang, and X. D. Guo,
Propellants Explos. Pyrotech., 34, 400-405 (2009). 16) B. Y. Ye, C. W. An, J. Y. Wang, H. Q. Li, W. Ji, and K. Gao, J.
Table 6 Detonation speed and pressure of RDX-based composite samples.
SampleP
[g・cm -3]V
[m・s -1]P
[GPa]
1# 1.706 8619.48 3.1682# 1.703 8613.56 31.583# 1.708 8624.97 31.774# 1.729 8664.71 32.455# 1.729 8595.61 31.936# 1.728 8593.78 31.91

Sci. Technol. Energ. Mater., Vol. 82, No. 3, 2021 69
Propul. Power, 32, 1036-1040 (2016). 17) Experimental Methods of Sensitivity and Safety, Chinese
Commission of Science (1997), Technology and Industry for National Defense, Chinese National Military STD GJB/772A-97, Peking, China.
18) X. F. Shi, J. Y. Wang, X. D. Li, and C. W. An, Cent. Eur. J. Energ. Mater., 11, 433-442 (2014).
19) H. E. Kissinger, Anal Chem., 29, 1702-1706 (1957). 20) R. N. Rogers and G. W. Dauh, Anal Chem., 45, 596-600
(1973). 21) H. Y. Wang, H. Zhang, R. Z. Hu, E. G. Yao, and P. J. Guo, J.
Therm Anal Calorim., 115, 1099-1110 (2014).
439