Embed Size (px)
Citation preview

HIGH TORQUE FASTENER SYSTEMS
The total sheet metal fastener solution®
Company Background
The Product
Applications
Research & Development

Built on Research & Development of Innovation and rapid growth
We are located in Technium allowing the opportunity for our business to network and leverage others strengths and skills
The company is provided with dedicated on-site technical, training and business support and direct links to local academia via broadband networks.
Head Office Located in Wales (UK)A World Class Location for European
Design
UK Distribution
®
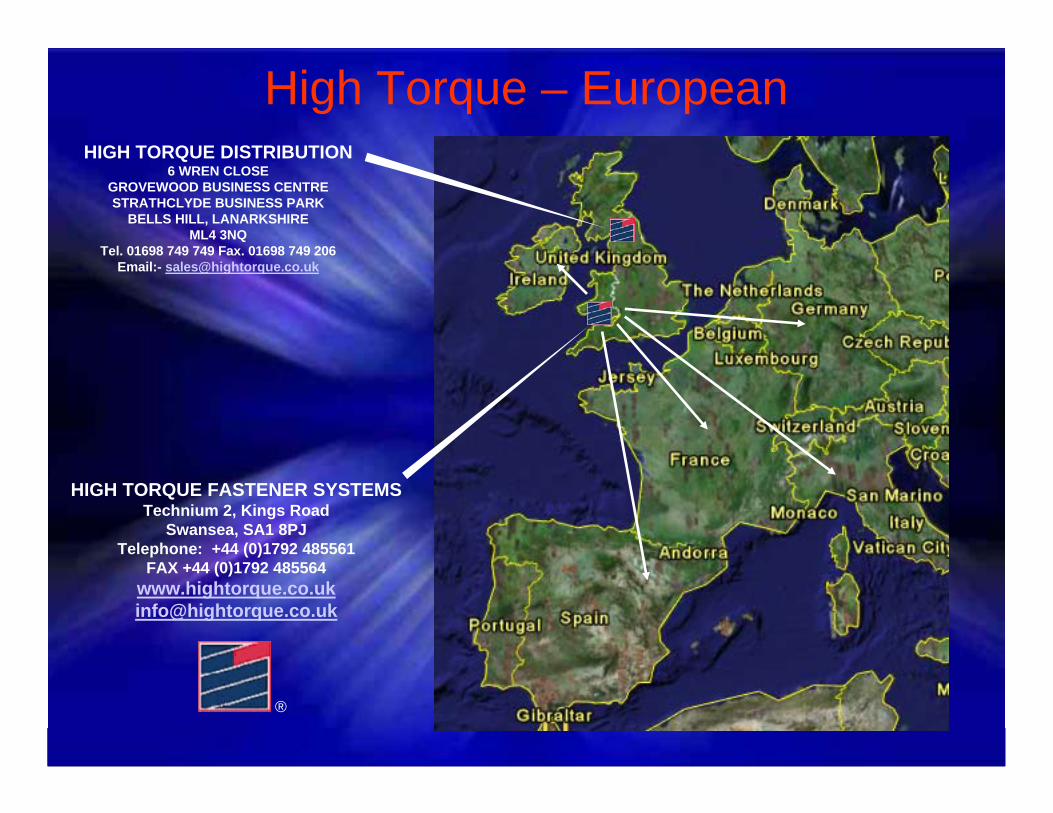
HIGH TORQUE FASTENER SYSTEMSTechnium 2, Kings Road
Swansea, SA1 8PJTelephone: +44 (0)1792 485561
FAX +44 (0)1792 [email protected]
HIGH TORQUE DISTRIBUTION6 WREN CLOSE
GROVEWOOD BUSINESS CENTRESTRATHCLYDE BUSINESS PARK
BELLS HILL, LANARKSHIREML4 3NQ
Tel. 01698 749 749 Fax. 01698 749 206Email:- [email protected]
High Torque – European
®

Japan & China - to
follow this summer
HTFS (Manufacturing) Singapore
High Torque Customer Global Support Network
Licensee in USA, CanadaAnd Mexico
QUALITY SCREW & NUT INC
Licensee in Spain
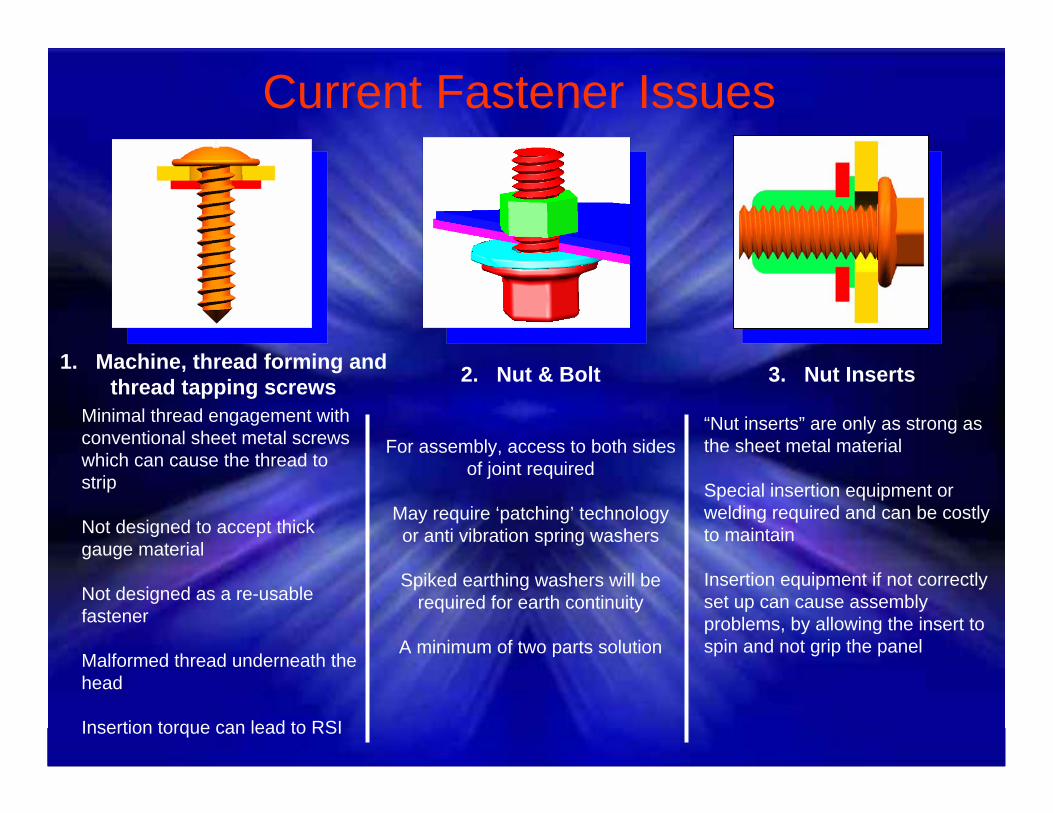
Minimal thread engagement with conventional sheet metal screws which can cause the thread to strip
Not designed to accept thick gauge material
Not designed as a re-usable fastener
Malformed thread underneath the head
Insertion torque can lead to RSI
Current Fastener Issues
“Nut inserts” are only as strong as the sheet metal material
Special insertion equipment or welding required and can be costly to maintain
Insertion equipment if not correctly set up can cause assembly problems, by allowing the insert to spin and not grip the panel
1. Machine, thread forming and thread tapping screws 3. Nut Inserts2. Nut & Bolt
For assembly, access to both sides of joint required
May require ‘patching’ technology or anti vibration spring washers
Spiked earthing washers will be required for earth continuity
A minimum of two parts solution
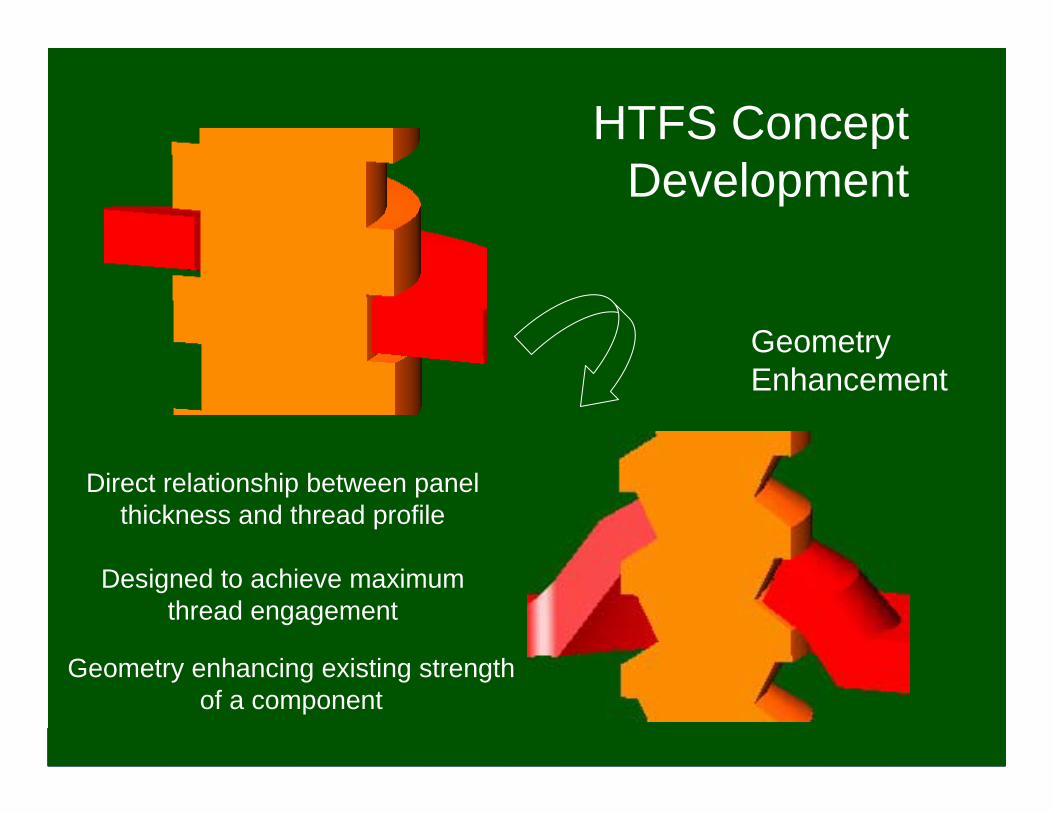
HTFS ConceptDevelopment
GeometryEnhancement
Designed to achieve maximum thread engagement
Direct relationship between panel thickness and thread profile
Geometry enhancing existing strength of a component
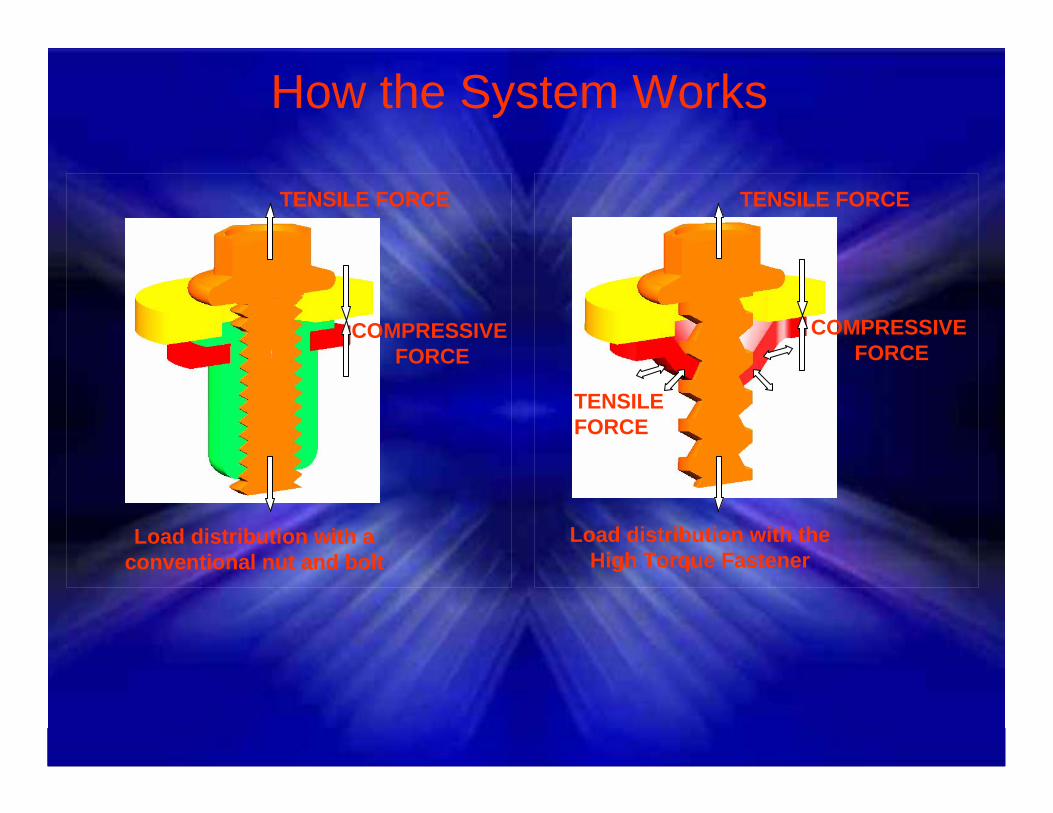
TENSILE FORCE
COMPRESSIVEFORCE
TENSILE FORCE
TENSILE FORCE
COMPRESSIVEFORCE
Load distribution with a conventional nut and bolt
Load distribution with the High Torque Fastener
How the System Works

RealisationCO-OPERATION & PARTNERSHIPS BETWEEN MANY
DIFFERENT ENGINEERING DISCIPLINES
COLD FORMING ENGINEERS PRESS TOOL ENGINEERS
SIMULATION ENGINEERS TEST ENGINEERS
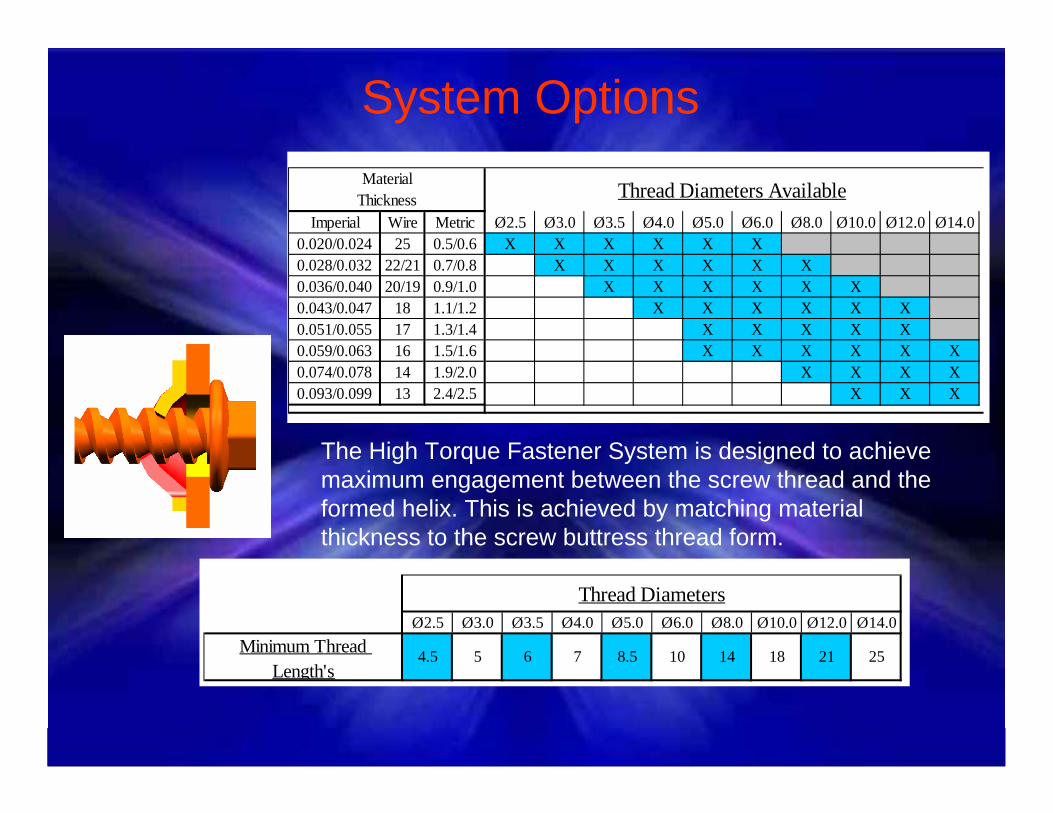
System Options
Imperial Wire Metric Ø2.5 Ø3.0 Ø3.5 Ø4.0 Ø5.0 Ø6.0 Ø8.0 Ø10.0 Ø12.0 Ø14.00.020/0.024 25 0.5/0.6 X X X X X0.028/0.032 22/21 0.7/0.8 X X X X X0.036/0.040 20/19 0.9/1.0 X X X X X X0.043/0.047 18 1.1/1.2 X X X X X X0.051/0.055 17 1.3/1.4 X X X X X0.059/0.063 16 1.5/1.6 X X X X X X0.074/0.078 14 1.9/2.0 X X X X0.093/0.099 13 2.4/2.5 X X X
Material
XX
Thread Diameters AvailableThickness
The High Torque Fastener System is designed to achieve maximum engagement between the screw thread and the formed helix. This is achieved by matching material thickness to the screw buttress thread form.
Ø2.5 Ø3.0 Ø3.5 Ø4.0 Ø5.0 Ø6.0 Ø8.0 Ø10.0 Ø12.0 Ø14.0
21Minimum Thread Length's
4.5 5 8.5 10 146 187 25
Thread Diameters
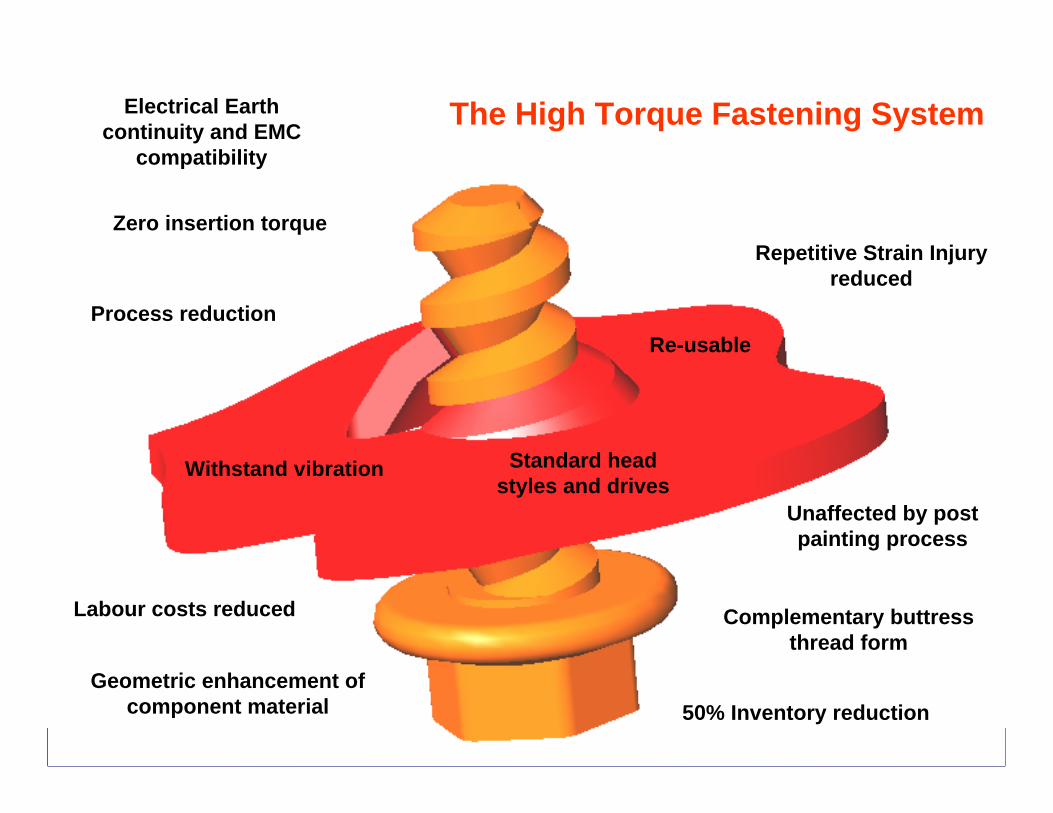
Re-usable
Unaffected by post painting process
Zero insertion torque
Geometric enhancement of component material
Withstand vibration
Complementary buttress thread form
Electrical Earth continuity and EMC
compatibility
Standard head styles and drives
50% Inventory reduction
Labour costs reduced
Repetitive Strain Injury reduced
Process reduction
The High Torque Fastening System

Some High Torque Production ToolingFIXED TOOLING (Transfer) CNC TURRET
FIXED TOOLING (Progression) BIHLER TOOLING
TOOLING INSERTS
Pierce punches, dies and one stroke pierce and up form

Working with your Local Tooling Supplier
CNC TURRET FIXED TOOLING
MILWAUKEE PUNCH CORPORATION
Just some of the companies that work with us
www.wilsontool.com
www.matept.com
www.amada.com
www.awp-ltd.com
®
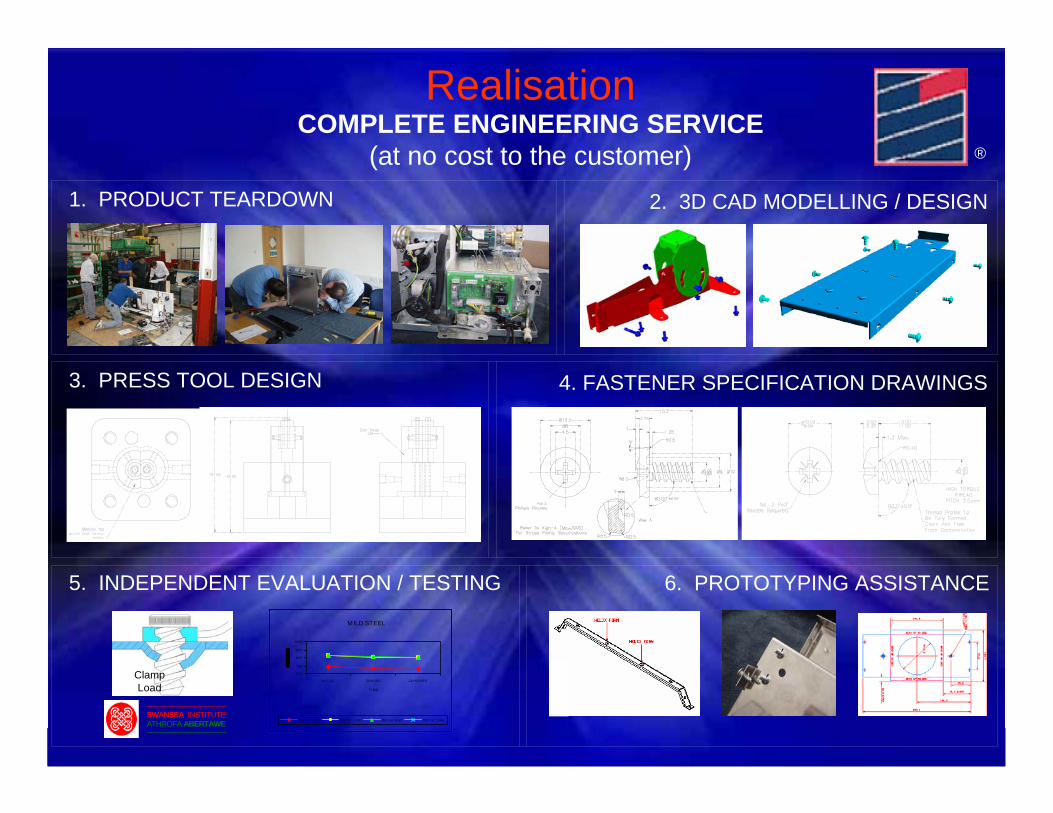
RealisationCOMPLETE ENGINEERING SERVICE
(at no cost to the customer)2. 3D CAD MODELLING / DESIGN
6. PROTOTYPING ASSISTANCE
®
3. PRESS TOOL DESIGN
5. INDEPENDENT EVALUATION / TESTING
Clamp Load
SWANSEA INSTITUTEATHROFA ABERTAWE
4. FASTENER SPECIFICATION DRAWINGS
M ILD STEEL
600
700
800
900
1000
INIT IAL 30 M INS 24 HOURS
T IM E
Ø4 f or 1mm Ø5 f or 1mm Ø6 f or 1mm Ø8 f or 1mm
1. PRODUCT TEARDOWN
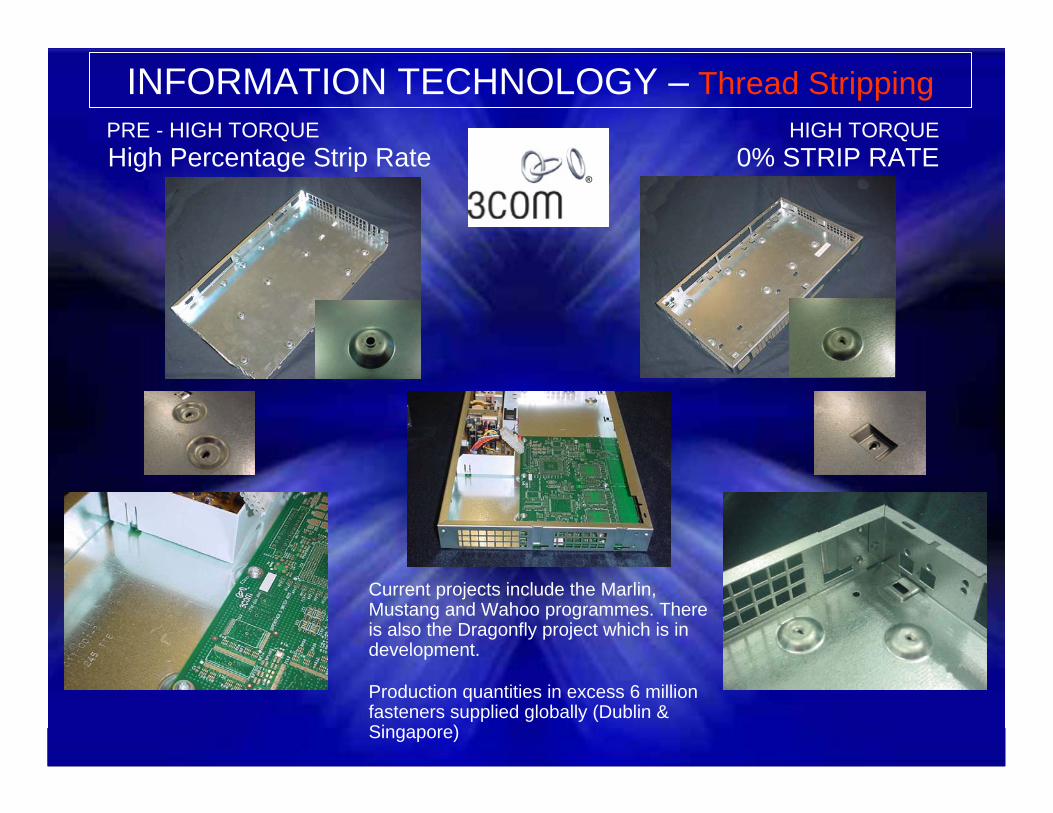
INFORMATION TECHNOLOGY – Thread StrippingHIGH TORQUEPRE - HIGH TORQUE
High Percentage Strip Rate
Current projects include the Marlin, Mustang and Wahoo programmes. There is also the Dragonfly project which is in development.
Production quantities in excess 6 million fasteners supplied globally (Dublin & Singapore)
0% STRIP RATE
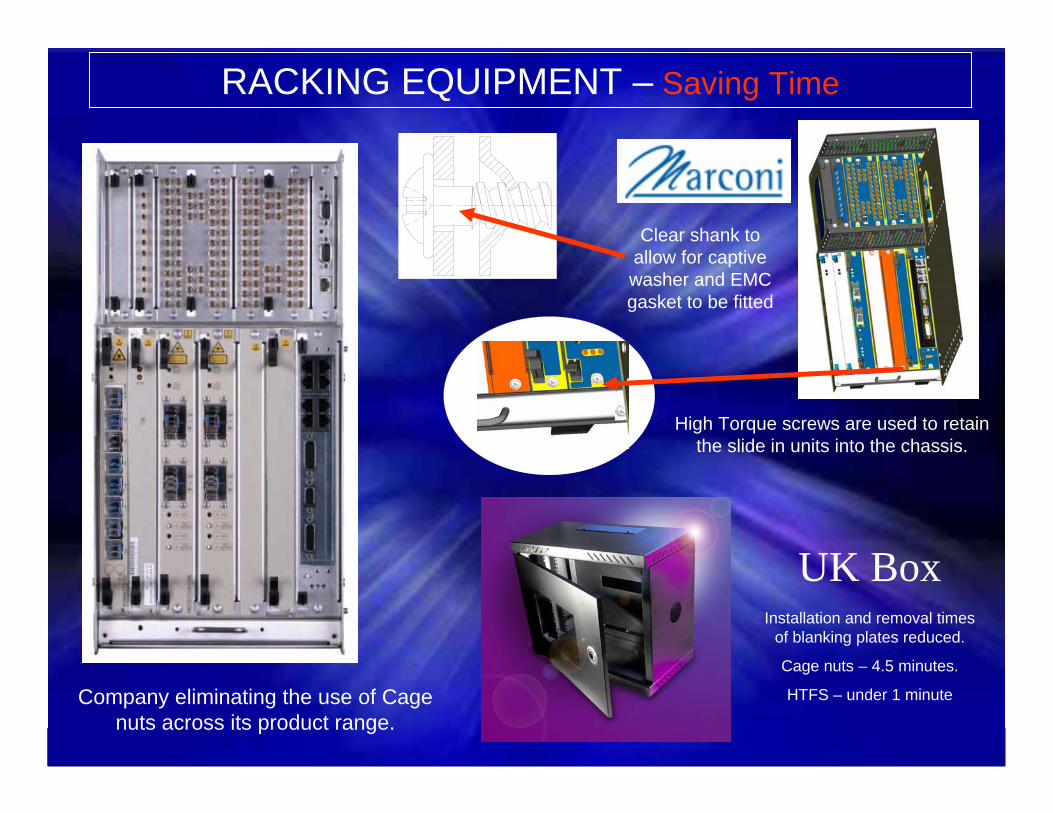
High Torque screws are used to retain the slide in units into the chassis.
Clear shank to allow for captive washer and EMC gasket to be fitted
Company eliminating the use of Cage nuts across its product range.
RACKING EQUIPMENT – Saving Time
Installation and removal times of blanking plates reduced.
Cage nuts – 4.5 minutes.
HTFS – under 1 minute
UK Box
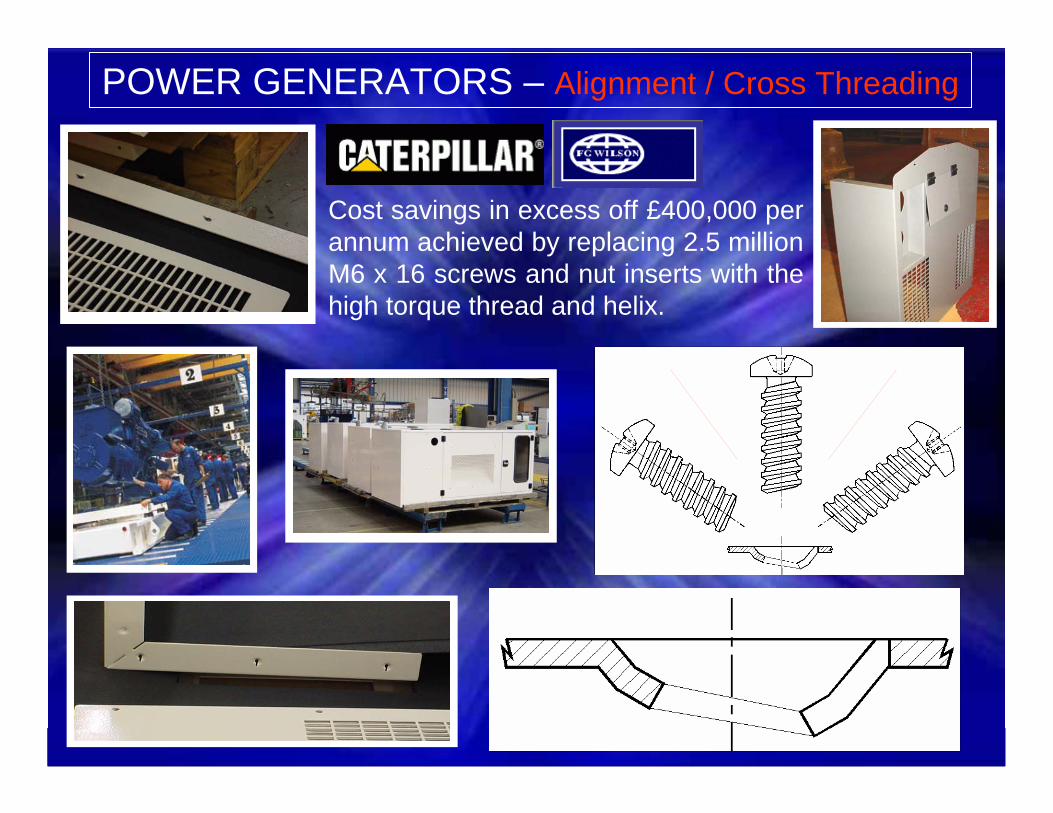
Cost savings in excess off £400,000 per annum achieved by replacing 2.5 millionM6 x 16 screws and nut inserts with the high torque thread and helix.
POWER GENERATORS – Alignment / Cross Threading
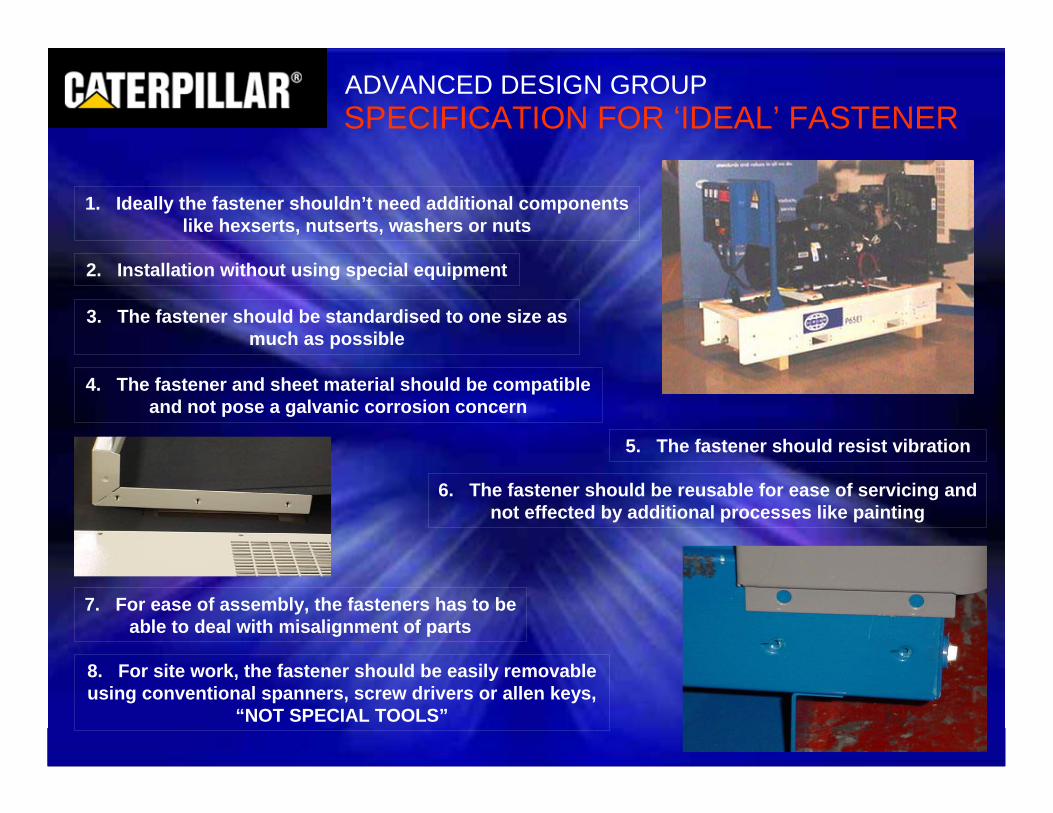
SPECIFICATION FOR ‘IDEAL’ FASTENER
1. Ideally the fastener shouldn’t need additional components like hexserts, nutserts, washers or nuts
2. Installation without using special equipment
3. The fastener should be standardised to one size as much as possible
4. The fastener and sheet material should be compatible and not pose a galvanic corrosion concern
5. The fastener should resist vibration
6. The fastener should be reusable for ease of servicing and not effected by additional processes like painting
7. For ease of assembly, the fasteners has to be able to deal with misalignment of parts
8. For site work, the fastener should be easily removable using conventional spanners, screw drivers or allen keys,
“NOT SPECIAL TOOLS”
ADVANCED DESIGN GROUP
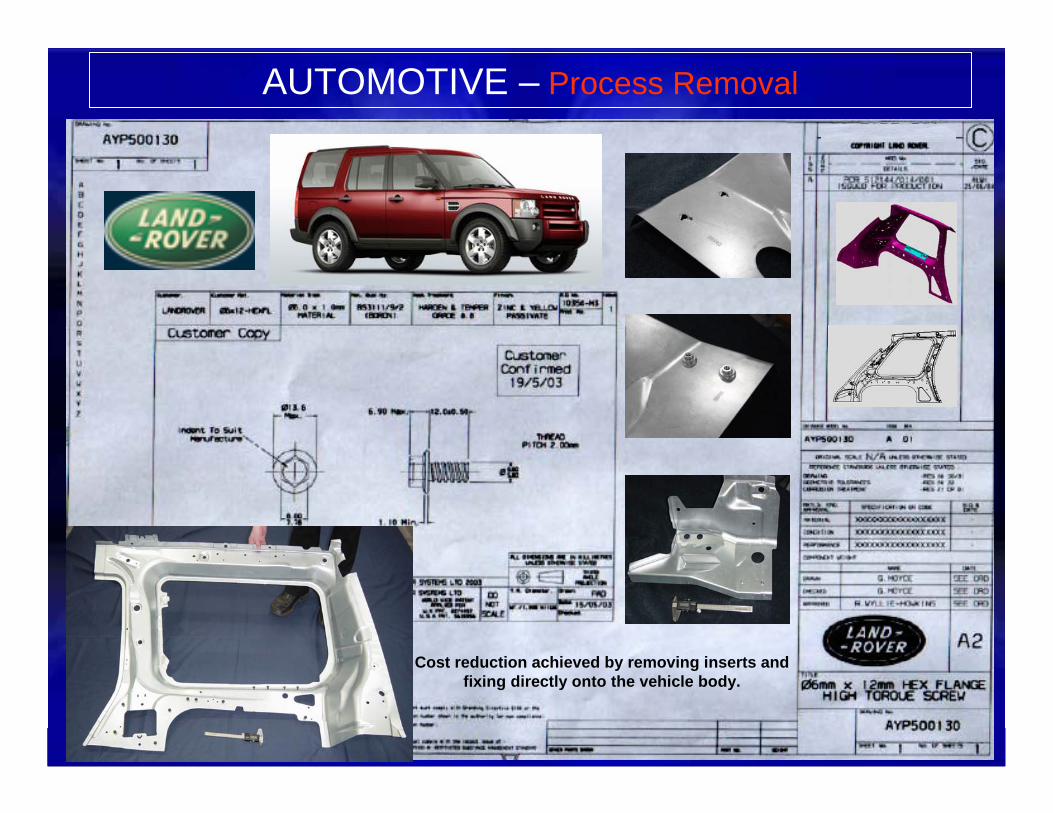
Cost reduction achieved by removing inserts and fixing directly onto the vehicle body.
AUTOMOTIVE – Process Removal

AutomotiveFORD MOTOR COMPANY – LEAR CORP
High Torque beingutilised in automotive
seat bracket
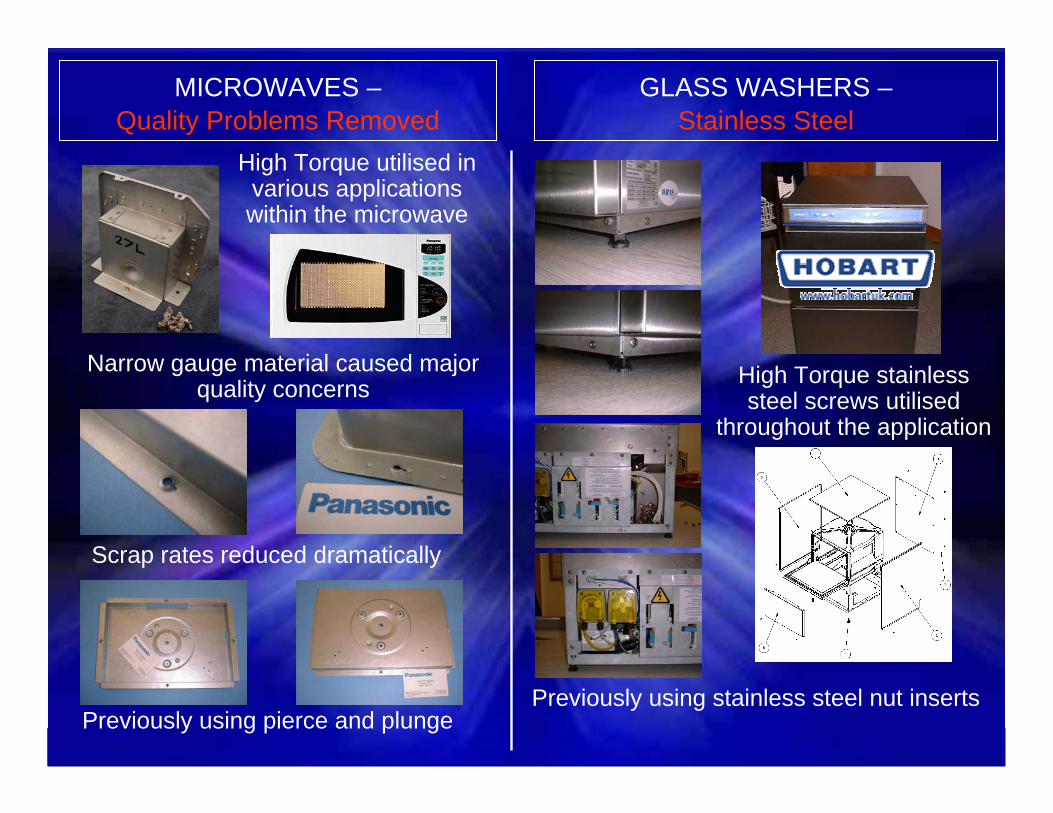
High Torque utilised in various applications within the microwave
Previously using pierce and plunge
Narrow gauge material caused major quality concerns
Scrap rates reduced dramatically
High Torque stainless steel screws utilised
throughout the application
Previously using stainless steel nut inserts
GLASS WASHERS –Stainless Steel
MICROWAVES –Quality Problems Removed