Embed Size (px)
Citation preview

9
CHAPTER 2
LITERATURE SURVEY
2.1 INTRODUCTION
This chapter presents a comprehensive literature survey related to the topic
of research which includes fabrication of MMCs using different methods with a
specific emphasis on in-situ method, dry sliding wear and corrosion behavior of in-
situ MMCs and friction stir welding of MMCs. This chapter also includes the
Design of Experiments (DOE) technique and its application to different processes.
2.2 FABRICATION OF MMCs
The MMCs reinforced with ceramic particles are currently fabricated using
different established methods and some specific patented methods. The principles of
fabricating the MMCs using traditional methods are briefed in this section. The
traditional methods are powder metallurgy, mechanical alloying, stir casting,
squeeze casting, compo casting and spray deposition. The processing method
influences the mechanical behavior of the MMCs (Kennedy and Wyatt 2000). The
successful incorporation of ceramic particles into the matrix alloy and achieving
good bonding between them will help to enhance the properties. All processing
methods are grouped into two categories which are namely solid state processing
and liquid state processing. This grouping is based on the processing temperature
which is above (liquid state) or below (solid state) the melting point of the matrix
material. The processing temperature of all processes is well below the melting
point of ceramic particles. Each process has a limitation to produce MMCs with
certain combinations of matrix alloy and ceramic particles. Therefore lot of research
emphasis is given to develop the processing methods to fabricate new kind of
MMCs whose behavior may be superior to the existing MMCs.

10
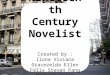
2.2.1 Powder Metallurgy
Powder blending and consolidation is a commonly used method for the
preparation of discontinuously reinforced MMCs. Figure 2.1 shows the typical
processing steps of powder metallurgy composites which are explained as follows.
Powders of the metallic matrix and reinforcement are first blended and fed into a
mold of the desired shape. Blending can be carried out dry or in liquid suspension.
Pressure is then applied to further compact the powder (cold pressing). The compact
is then heated to a temperature which is below the melting point but high enough to
develop significant solid state diffusion (sintering). After blending, the mixture can
also be consolidated directly by hot pressing or hot isostatic pressing to obtain high
density. The consolidated composite is then available for secondary processing such
as extrusion and rolling. Achieving a homogeneous mixture during blending is a
critical factor because the discontinuous reinforcement tends to persist as
agglomerates with interstitial spaces too small for penetration of matrix particles.
Figure 2.1 Processing Steps of Powder Metallurgy Composites (Harrigan 1998)

11
The powder metallurgy processing technique is attractive for several reasons.
This approach offers microstructural control of the phases that is absent from the
liquid phase route. Powder metallurgy processing employs lower temperatures and
therefore, theoretically offers better control of interface kinetics. Several
combinations of matrix alloy and ceramic particles can be used to fabricate MMCs.
Fogagnolo et al (2004) fabricated AA6061/15wt.% ZrB2 MMC using powder
metallurgy technique and achieved uniform distribution of ZrB2 particles in the
matrix. Rahimian et al (2009) developed Al/Al2O3 MMC using powder metallurgy
technique and studied the effect of particle size, sintering time and sintering
temperature on the microstructure and mechanical properties of the MMC.
2.2.2 Mechanical Alloying
Mechanical alloying is a simple and useful technique to synthesize both
equilibrium and non equilibrium phases of commercially useful materials starting
from elemental powders. This method was developed during the late 1960s to
produce high temperature materials. Mechanical alloying produces a homogeneous
distribution of inert, fine particles within the matrix and avoids many problems
associated with melting and solidification.
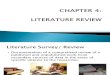
Figure 2.2 shows a typical mechanical alloying setup used to fabricate
MMCs. The principle of mechanical alloying and operation of the set up are
concurrently detailed as follows. Raw materials used for mechanical alloying are
pure or alloy powders that have particle size ranging from 1 to 200 µm. A process
control agent is added to the powder mixture during milling, especially when the
powder mixture involves a substantial fraction of a ductile component. The process
control agents are mostly organic compounds which act as surface active agents.
The process control agents minimize cold welding and inhibit agglomeration.
Common process control agents are stearic acid, hexane and oxalic acid which are
used at levels of 1–4 wt.% of the total powder charge.

12
Figure 2.2 Mechanical alloying Setup (Arik 2004)
The actual process of mechanical alloying starts with mixing the powders in
the right proportion and loading the powder into the mill along with the grinding
media (generally steel balls). This mix is then milled for the desired time until a
steady state is reached. During high energy milling, the powder particles are
repeatedly flattened, welded, fractured and re-welded. In the early stages of milling,
the particles are soft and their tendency to weld together is high. A broad range of
particle size develops with some particles as large as three times bigger as that of
the starting particles. The composite particles at this stage have a characteristic
layered structure consisting of various combinations of starting constituents. As
deformation continues the particles become work hardened and fractured by a
fatigue failure mechanism. Fragments generated by this mechanism can continue to
reduce in size in the absence of strong agglomeration forces. The final milled
composite powders are then compacted and sintered at high temperatures for certain
duration under argon gas. The consolidated composite is then available for
secondary processing. Mechanical alloyed MMCs have better properties especially

13
at higher temperature due to the reduction of grain size, the high level of work
hardening and the fine dispersion of precipitates in the microstructure (Navas et al
2006).
Fogagnolo et al (2004) used mechanical alloying to fabricate
AA6061/15wt.% ZrB2 MMC and analyzed the effect of milling time on
microstructural evaluation of the MMC. Arik (2004) fabricated Al/Al4C3 MMC
using mechanical alloying and studied the effect of milling time and sintering
temperature on microstructural evolution of the MMC. Navas et al (2006) produced
AA2014/5vol.% TiC MMC using mechanical alloying and the influence of
mechanical alloying parameters on morphology, particle size, microhardness, and
microstructure of the MMC was studied. Zebarjad and Sajjadi (2006) developed
Al/Al2O3 MMC using mechanical alloying and observed uniform distribution of
alumina powders as milling time is increased.
2.2.3 Stir Casting
Stir casting is widely used in industries for mass production of the MMCs.
Figure 2.3 shows a typical stir casting setup which consists of a furnace, crucible
and stirrer. The operation of the setup to produce a MMC is described as follows.
The matrix material (usually kept inside a crucible) is melted in a furnace. The
molten material is stirred to form a vortex. An inert gas is passed to prevent the
formation of oxides. The ceramic particles are fed at a predetermined rate to the
periphery of the vortex. The stirring is continued till all the particles are added. The
composite melt is then poured into die. The solidified composite can be subjected to
heat treatment or rolling to improve the properties.
Selection of process parameters such as stirring speed, stirring time,
temperature of the melt and particle feeding rate are vital to produce quality
composites (Kalaiselvan et al 2011). Improper selection of those parameters will
lead to agglomeration of ceramic particles and high porosity. Wettability is a
significant problem in stir casting. Wettability can be defined as the ability of a

14
liquid to spread on a solid surface (Hashim et al 1999). All the ceramic particles are
not wet by molten metals which limit the application of stir casting method to
fabricate MMCs reinforced with Al2O3 and SiC particles for more than three
decades. Al2O3 and SiC are readily wet by the molten aluminum if small amount of
magnesium is added. Efforts are put by researchers to find out suitable wetting
agents and coating materials for other ceramic particles. Compared to other
processing methods stir casting is the most economical.
Figure 2.3 Stir Casting Setup (Kok 2005)
Sahin (2003) fabricated AA2014/20vol.% SiC MMC using stir casting and
examined the tool wear during machining of the MMC. Kok (2005) developed
AA2024/0-30vol.% Al2O3 MMC using stir casting and investigated the effect of
Al2O3 content and size on the mechanical properties of the MMC. Kerti and Toptan
(2008) used stir casting to produce Al/B4C MMC and studied the effect of
wettability agent K2TiF6 on microstructural evolution of the MMC. Kalaiselvan et
al (2011) developed AA6061/B4C MMC using stir casting and assessed the effect of
B4C content on microstructural evolution and mechanical properties of the MMC.

15
Sudarshan and Surappa (2008) synthesized A356/12vol.% fly ash using stir casting
and evaluated the damping capacity of the MMC. Gopalakrishnan and Murugan
(2009) prepared AA6061/TiC MMC using modified stir casting method and studied
the effect of TiC content on microstructure and mechanical properties of the MMC.
2.2.4 Compo Casting
The principle of compo casting is identical to stir casting. The only
difference is that the temperature is maintained such that the matrix material will
not fully melt but remains in semi solid state. The semi solid matrix material is
called as slurry. Hence, this process is also known as slurry casting. Adding
ceramic particles to the slurry improves wettability and provides more uniform
distribution.
Rajan et al (2007) fabricated Al/fly ash MMC using compo casting and
compared the properties with similar MMC fabricated using stir casting. Vencl et al
(2010) developed A356 reinforced with Al2O3, SiC and graphite particles using
compo casting and studied the effect of heat treatment on microstructural evolution
of the MMC. Amirkhanlou and Niroumand (2010) prepared A356/SiC MMC using
compo casting and observed enhanced properties compared to similar MMC
fabricated using stir casting.
2.2.5 Squeeze Casting
Porous preforms of reinforcement material are infiltrated by molten metal
under pressure to produce MMCs. Figure 2.4 shows the typical processing steps of
squeeze casting of composites which are described as follows. The molten matrix
material is poured into a mold. The ceramic preform shaped to match the contours
of the mold is infiltrated by the molten metal under pressure. A hydraulically
activated ram applies a low controlled pressure to the molten metal to attain
infiltration of the preform without damaging it. Infiltration may or may not be
vacuum assisted. Once infiltration is complete, a high pressure is applied to
eliminate the shrinkage porosity that can occur when the liquid metal contracts as it

16
transforms into the solid state. This complete consolidation or absence of porosity
provides the squeeze cast MMC with excellent mechanical properties. Various
reinforcement materials including carbon, graphite, and ceramics, such as oxides,
carbides, or nitrides are used. The reinforcement may be in the forms of continuous
fiber, discontinuous fiber, and particulate. Matrix materials used are aluminum,
magnesium, copper, and silver. The volume fraction of reinforcement in the metal
matrix composites varies from 10 to 70 depending on the particular application for
the material.
Figure 2.4 Squeeze Casting Process (Lii et al 2002)
Lii et al (2002) fabricated Al/AlN MMC using squeeze casting and
investigated the effect of applied pressure on the content of AlN of the MMC. The
content of AlN particles increased as applied pressure was increased. Zhang et al
(2003) prepared Al/50vol.% AlN MMC using squeeze casting and evaluated
mechanical and thermal properties of the MMC. Celaya et al (2007) developed
Al/SiC MMC using squeeze casting and estimated the impact strength of the MMC.

17
2.2.6 Spray Deposition
Spray deposition techniques fall into two distinct classes, depending on
whether the droplet stream is produced from a molten bath (Osprey process) or by
continuous feeding of cold metal into a zone of rapid heat injection (thermal spray
process). Figure 2.5 shows a typical spray forming setup. The matrix metal is
melted in a crucible kept in a furnace. The molten metal is passed through a
downward pipe. A predetermined quantity of ceramic particles is injected into the
downstream of molten metal. The transfer mechanism rotates the downstream pipe
which creates a stirring and mixing action. Then, the composite melt will be poured
into a die or deposited on a metal substrate. The solidified composite can be
subjected to other secondary processes. The spray process has been extensively
explored for the production of MMCs by injecting ceramic particles into the spray.
MMCs produced in this way often exhibit inhomogeneous distribution of ceramic
particles. Porosity in the as sprayed state is typically about 5–10% (Kaczmar et al
2000). MMCs processed by spray deposition technique are relatively inexpensive
with the cost that is usually intermediate between stir cast and powder metallurgy
processes.
Figure 2.5 Spray Forming Process (Kaczmar et al 2000)

18
Zhitao and Zhenhua (2001) prepared AA6066/SiC MMC using spray
forming process and analyzed the influence of process parameters on the
distribution of SiC particles. Zambon et al (2003) fabricated A357/SiC MMC using
spray forming process and compared the mechanical properties of the MMC with
those of the unreinforced alloy. Srivastava and Ojha (2005) synthesized Al/SiC
MMC using spray forming process with variation in particle flow rate, size of
reinforcement particles and their volume fraction and studied the microstructure of
the MMC.
2.3 IN-SITU FABRICATION OF MMCs
Liquid method of processing is effective owing to its simplicity, easy of
adaption, and applicability to large quantity fabrication. Liquid method of
processing involves either adding ceramic particles externally to the molten metal or
synthesizing in the melt itself. The former is known as ex-situ fabrication (stir
casting, squeeze casting and spray deposition) as discussed earlier while the later is
called as in-situ fabrication.
In-situ fabrication involves synthesizing the reinforcements by chemical
reactions between elements or between elements and compounds. Figure 2.6 shows
the in-situ fabrication of MMCs schematically. The matrix alloy is melted in a
furnace. The measured quantity of reaction elements/compounds is incorporated
into molten matrix material to synthesize reinforcements. Then, stirring is continued
for some time to disperse reinforcements uniformly into the matrix. Stirring should
not be rigorous as done in stir casting which will lead to entrapment of floating
reaction products into the matrix alloy. After removing the reaction products i.e
slag, the composite melt is poured into moulds. The in-situ reaction is exothermic in
nature. The rise in temperature depends on the nature of elements/compounds added
into the melt. The set temperature of the furnace should be enough to initiate and
sustain the reaction.

19
Figure 2.6 Schematic of In-Situ Fabrication of MMCs (Tjong and Ma 2000)
In-situ fabrication produces fine size of ceramic particles. The size of the in-
situ formed particles is influenced by synthesis temperature, holding time, reaction
rate and cooling rate (Tjong and Ma 2000). The maximum percentage of
reinforcement is limited by the amount of slag formed and consumption of matrix
material during in-situ reaction. The melt becomes highly viscous when particulate
content is increased beyond a critical value. As a result sound castings cannot be
obtained (Kumar et al 2008).
The surface of the in-situ formed particle tends to be free of contamination
which improves the interfacial bonding strength. Uniform distribution of fine size of
particles is effortlessly achieved without the need for addition of wetting agent. In-
situ formed particles exhibit higher degree of thermodynamic stability which
enables to avoid the formation of undesirable phases. More over in-situ fabrication
is a single step economical process (Hoseini and Meratian 2005, Ramesh et al
2010). This fabrication method is employed in the present research work to exploit
those advantages.

20
Table 2.1 presents a list of the reported research works on in-situ fabrication
of MMCs over the last decade. There has been a constant interest to develop MMCs
using in-situ reaction of different elements. Several MMCs have been successfully
fabricated by this method. Different ceramic reinforcements such as TiC, Al2O3,
TiB2 and ZrB2 were synthesized. The percentage reinforcement was limited to 10 in
most of the reported works.
Synthesizing temperature or reaction temperature plays a crucial role in in-
situ fabrication. Insufficient synthesizing temperature will lead to incomplete
reaction which will introduce brittle intermetallic compounds into the matrix. Birol
(2008) observed that the in-situ reaction between graphite and K2TiF6 was strongly
influenced by the synthesizing temperature. The formation of intermetallic
compound Al3Ti was suppressed or aggravated depending on the synthesizing
temperature. Zhao et al (2007) reported that the synthesizing temperature influenced
the morphology of the intermetallic compound Al3Zr. Several investigators used
8500C - 900
0C as synthesizing temperature to form TiB2, ZrB2 and Al2O3 particles
(Natarajan et al 2009, Wang et al 2010, Kumar et al 2010a). But in-situ forming of
TiC particles requires a synthesizing temperature more than 1000OC (Tyagi 2005,
Shyu and Ho 2006, Birol 2008, Liang et al 2010, Kumar et al 2010c).
The ratio of elements/compounds added is another significant factor which
governs the formation of particles. The possible reactions among the elements
added should be explored prior to investigation. The stoichiometric ratio of
elements/compounds required to make the reaction complete should be calculated.
It was evident from the literature survey that the stoichiometric ratio of elements to
be added was not calculated clearly in some investigations while this data was not
presented in many works. The elements were added on trial and error basis to form
particles which caused the formation of brittle intermetallic compounds due to
incomplete reaction (Hamid et al 2005, Sheibani and Najafabadi 2007, Birol 2008,
Liang et al 2010, Ramesh et al 2010).

21
Table 2.1 List of Research Work of In-Situ Fabrication of MMCs
S.No Reference Type of In-situ
MMC
Amount of
Reinforcement
Reaction Elements/
Compounds
1 Han et al 2002 Al-12Si/TiB2 0-7 wt.% K2TiF6 and KBF4
2 Liuzhang et al 2003 Al-12Si/Al2O3 10 wt.% Al2(SO4)3
3 Hoseini and
Meratian 2005
Al/Al2O3 0-5 wt.% CuO2 and glass
powder
4 Tyagi 2005 Al/TiC 0-18 vol.% SiC and Ti
5 Hamid et al 2005 Al/Al2O3 5 wt.% MnO2
6 Zhao et al 2005 Al/TiB2 and ZrB2 --
K2TiF6, K2ZrF6 and
KBF4
7 Shyu and Ho 2006 Al-5.1Cu/TiC 6 vol.% Al–5.1Cu–6.2Ti alloy
and CH4 gas
8 Hamid et al 2006 Al/Al2O3 5 wt.% TiO2
9 Sheibani and
Najafabadi 2007
Al/TiC 10 wt.% Graphite,TiO2 and
Na3AlF6
10 Zhao et al 2007 Al/Al3Zr and
ZrB2
20 wt.% K2ZrF6 andKBF4
11 Mandal et al 2007 Al-4Cu/TiB2 0-10 wt.% K2TiF6 and KBF4
12 Kumar et al 2007 Al-4Cu/TiB2 0-10 wt.% K2TiF6 and KBF4
13 Birol 2008 Al-Ti/TiC 10 wt.% Graphite and K2TiF6
14 Zhang et al 2008 A356/Al3Zr and
ZrB2
0-25 wt.% K2ZrF6 andKBF4
15 Kumar et al 2008 Al-7Si/TiB2 0-10 wt.% K2TiF6 and KBF4
16 Herbert et al 2008 Al-4.5Cu/TiB2 5 wt.% K2TiF6 and KBF4
17 Zhao et al 2008 Al-4Cu /Al2O3,
ZrB2 and Al3Zr
4-16 vol.% Zr(CO3)2 and B2O3
18 Mandal et al 2009 A356/TiB2 0-10 wt.% K2TiF6 and KBF4
19 Natarajan et al 2009 AA6063/TiB2 0-10 wt.% K2TiF6 and KBF4
20 Ji et al 2009 Al-4.5Cu/TiC 15-20 vol.% Graphite and Ti
21 Ramesh et al 2010 AA6063/TiB2 10 wt.% Al–10Ti and Al–3B
22 Kumar et al 2010a AA6351/ZrB2 0-9 wt.% K2ZrF6 andKBF4
23 Wang et al 2010 Al/Al2O3 3-4.5 vol.% Ce2(CO3)3
24 Liang et al 2010 Al-4.5Cu/TiC 10 wt.% Graphite and Ti
25 Kumar et al 2010b Al-4Cu/TiB2 2.5-10 wt.% K2TiF6 and KBF4
26 Christy et al 2010 AA6061/TiB2 12 wt.% K2TiF6 and KBF4
27 Kumar et al 2010c A356/TiC 5 wt.% Graphite and K2TiF6
28 Tijun et al 2010 Al/Al3Ti 0-10 wt.% K2TiF6

22
Intermetallic compounds such as Al3Ti and Al3Zr exhibit needle shape and
brittleness which deteriorate the mechanical behavior of the MMCs (Zhao et al
2005, Tijun et al 2010). Zhang et al (2008) added the salts K2ZrF6 and KBF4 at 1:1
ratio to produce ZrB2 particles. But the reaction was incomplete which introduced
large amount Al3Zr. Kumar et al (2010a) added those salts at 1:2.4 ratio and found
that the fabricated MMC contained ZrB2 particles alone without the presence of
Al3Zr due to complete reaction. An increase in holding time would help the in-situ
reaction to complete. But it caused coarsening of particles and porosity (Tjong and
Ma 2000).
All type of in-situ formed particles displayed good wettability with the
matrix material. The increase in local melt temperature due to exothermic reaction
enhances the wettability of particles (Han et al 2002). Any kind of ceramic particle
can be successfully incorporated into the matrix alloy by in-situ fabrication. Hence,
it is possible to overcome the limitation of stir casting method. The interface of
particles and the matrix was found to be clean. The particles were not surrounded
with reaction products. A pure interface increases the load bearing capacity of the
composite. The in-situ formed particles significantly refined the microstructure of
matrix alloys and distributed uniformly in the matrix. The uniform distribution of
ceramic particles is superior to ex-situ MMCs. The grain refinement and uniform
distribution helps to enhance the mechanical and tribological behavior of MMCs
(Kumar et al 2010a). The tensile strength of in-situ MMCs is increased with an
increase in particulate content as shown in Table 2.2.
Table 2.2 Tensile strength of Typical In-Situ MMCs
S.No Reference Type of In-situ
MMC
UTS of Matrix
Alloy (MPa)
UTS of MMC
(MPa)
1 Han et al 2002 Al-12Si/TiB2 208 275
2 Hoseini and
Meratian 2005
Al/Al2O3 180 200
3 Kumar et al 2008 Al-7Si/TiB2 146 209
4 Ramesh et al 2010 AA6063/TiB2 95 145

23
Table 2.2 Continued
S.No Reference Type of In-situ
MMC
UTS of Matrix
Alloy (MPa)
UTS of MMC
(MPa)
5 Liang et al 2010 Al-4.5Cu/TiC 252 411
6 Christy et al 2010 AA6061/TiB2 135 174
2.4 DRY SLIDING WEAR BEHAVIOR OF IN-SITU MMCs
MMCs are replacing monolithic alloys in many applications where
components slide each other. The sliding action results in wear of the components.
Therefore testing the wear rate of the MMC is essential before converting into an
application. Pin-on disc wear apparatus has been extensively used by researchers
across the globe to test the wear rate of the MMCs. Figure 2.7 shows the typical
pin-on-disc test setup. The pin which is made of the MMC to be tested is slid
against the hardened steel disc. When no lubricant is used in the test it is known as
dry sliding wear. The factors which influence the wear rate of the MMC are sliding
velocity (V), sliding distance (D), normal load (F), external temperature and type,
size, shape and content of ceramic particles (Sannino and Rack 1995).
Figure 2.7 Schematic Diagram of Pin-On-Disc Test Setup (Rao et al 2009)

24
Table 2.3 shows a list of dry sliding wear testing parameters used for in-situ
MMCs. The effect of percentage of ceramic particles and normal load has been
studied in those works. In-situ formed ceramic particles (TiC, TiB2 and ZrB2)
improved the wear resistance of the composite at all volume fraction. This was
attributed to the good interfacial bonding between the matrix alloy and the ceramic
particles. The ceramic particles refined the grains of matrix alloy which also
contributed to the improvement of wear resistance. Herbert et al (2008) and Kumar
et al (2010a) respectively reported that subjecting the cast MMC to rolling and heat
treatment would further improve the wear resistance. The dry sliding wear behavior
of in-situ MMCs was observed to be non linear. The increase in normal load
increased the wear rate of in-situ MMCs similar to the behavior of MMCs
fabricated from other processes.
Table 2.3 List of Dry Sliding Wear Testing Parameters used for In-situ MMCs
S.NO Reference In-situ MMC Wear Parameters
V (m/s) D (km) F (N) 1 Tyagi 2005 Al/TiC 1 2.1 10-25 2 Mandal et al 2007 Al-4Cu/TiB2 1 1.8 20-80 3 Zhang et al 2008 A356/Al3Zr and ZrB2 0.42 0.73-3.0 20-100
4 Kumar et al 2008 Al-7Si/TiB2 1 0.8 40-120 5 Herbert et al 2008 Al-4.5Cu/TiB2 1 1.8 20-80 6 Zhao et al 2008 Al-4Cu /Al2O3, ZrB2
and Al3Zr 0.42 0.5-3.0 100
7 Mandal et al 2009 A356/TiB2 1 1.8 20-80 8 Kumar et al 2010a AA6351/ZrB2 1 1.2 10
2.5 CORROSION BEHAVIOR OF MMCs
The MMCs exhibit superior mechanical and tribological behavior compared
to monolithic alloys. But MMCs are not known for their corrosion behavior. One of
the main obstacles to the use of MMCs is the influence of reinforcement on
corrosion resistance which is particularly important in aluminum alloy based
composites. The incorporation of ceramic particles is generally detrimental to the

25
corrosion resistance of MMCs. When aluminum alloys are exposed to atmosphere
or other corrosive media a protective oxide film is formed on the surface which
imparts corrosion resistance. This process is known as passivation. The addition of
ceramic particles leads to discontinuities and flaws in the oxide film increasing the
number of sites where corrosion can be initiated and rendering the composite
susceptible to severe attack. Pitting attack is the major form of corrosion in MMCs.
When MMCs are subjected to NaCl solution, more pits are formed in composites
than that of unreinforced alloys. The matrix and ceramic particle interface is prone
to corrosion (Pardo et al 2005). Several investigators observed an increase in
corrosion rate of MMCs when percentage of reinforcement particles was increased.
Ceramic particles are found to reduce the corrosion resistance of MMCs
(Dobrzanski et al 2005, Kiourtsidis and Skolianos 2007, Tijun et al 2010).
2.6 FRICTION STIR WELDING (FSW) PROCESS
A very novel and potentially revolutionary welding method was conceived at
The Welding Institute, United Kingdom in 1991. The process was named as
Friction Stir Welding. FSW is in consistent with the more conventional methods of
friction welding which have been practiced since the early 1950s.
Figures 2.8 and 2.9 show the schematic of FSW process and the sequence of
FSW respectively which are explained as follows. A cylindrical, shouldered tool
with a profiled probe is rotated and slowly plunged into the joint line between two
pieces of sheet or plate material, which are butted together. The parts have to be
clamped onto a backing bar in a manner that prevents the abutting joint faces from
being forced apart. Frictional heat is generated between the wear resistant welding
tool and the material of the work pieces. Sufficient dwell time is allowed in order to
generate frictional heat. This heat causes the material to soften without reaching the
melting point and allows traversing of the tool along the weld line. The plasticized
material is transferred from the leading edge of the tool to the trailing edge of the
tool profile and is forged by the intimate contact of the tool shoulder and the pin

26
profile. This produces a solid phase bond between the two pieces (Sanderson et al
2000).
Figure 2.8 Schematic Diagram of Friction Stir Welding (Mishra and Ma 2005)
Figure 2.9 Sequence of Friction Stir Welding (Adamowski and Szkodo 2007)

27
The side where the direction of rotation is the same as that of welding is
called the advancing side (AS), with the other side designated as being the
retreating side (TS). The material movement around the pin can be complex due to
various geometrical features of the tool. During FSW process, the material
undergoes intense plastic deformation resulting in generation of fine and equiaxed
recrystallized grains. The fine microstructure in friction stir welds produces good
mechanical properties. FSW is considered to be the most significant development in
metal joining in a decade and is a green technology due to its energy efficiency,
environment friendliness, and versatility (Mishra and Ma 2005).
In contrast to the traditional friction welding, which is usually performed on
small axisymmetric parts that can be rotated and pushed against each other to form
a joint, friction stir welding can be applied to various types of joints like butt joints,
lap joints, T joints, and fillet joints. Though FSW was primarily developed to join
aluminum alloys intense research has been carried out to join other alloys such as
magnesium, copper, brass, steel, nickel and titanium (Nandan et al 2008).
Figure 2.10 shows the Fish-bone diagram depicting the friction stir welding
factors which influence the joint properties as listed below.
1. Rotational speed
2. Welding speed
3. Axial force
4. Tool geometry
5. Tool material
6. Tool tilt angle
7. Material related properties
8. Clamping force and geometry

28
Figure 2.10 Factors Influencing Friction Stir Welded Joint Properties
(Jayaraman et al 2009a)
The effects of above factors on joint properties have been studied extensively
by many researchers. Each factor (Meager information is available on the 8th
factor
as listed above) is able to independently influence the welding process (Rajakumar
et al 2011b). The heat input and material flow behavior decide the quality of FSW
joints. FSW eliminates fusion welding defects. But FSW can induce other serious
defects such as pin hole, worm hole, kissing bond, tunnel and voids (Chen et al
2006a, Kim et al 2006, Li et al 2011). Those defects adversely affect the joint
strength due to the reduction in load bearing area and acting as crack initiation sites.
A proper selection of process parameters is a prerequisite to produce sound welds
with full penetration.
The rotation of the tool results in stirring and mixing of material around the
rotating pin. The rotational speed (N) is a significant process variable since it tends
to influence the transitional velocity. Higher tool rotation rates generate higher
temperature because of higher frictional heating and result in more intense stirring

29
and mixing of material (Jayaraman et al 2009b). The rate of stirring of plasticized
material determines the formation of defects. Excessive stirring of plasticized
material will result in tunnel defects. Lack of stirring will result in lack of bonding.
Azimzadegan and Serajzadeh (2010) observed an increase in the width of stir zone
with increased tool rotational speed. Tool rotational speed influences the
temperature in the stir zone and subsequent grain growth (Karthikeyan et al 2010).
The welding speed (S) prompts the translation of tool which in turn pushes
the stirred material from front to the back of the tool pin and completes the welding.
The rubbing of tool shoulder and pin with the work piece generates frictional heat.
The welding speed determines the exposure time of this frictional heat per unit
length of weld and subsequently affects the grain growth (Sakthivel et al 2010). The
rate of heating in a thermal cycle during FSW is a strong function of the welding
speed. Increase in welding speed causes a decrease in frictional heat generation and
lack of stirring (Elangovan and Balasubramanian 2008). The welding speed also
influences the width of the stir zone.
Material flow in the weld zone is influenced by the extrusion process where
the applied axial force (P) and the motion of the tool pin propel the material after it
has undergone the plastic deformation. The shoulder force is directly responsible for
the plunge depth of the tool pin into the work (Elangovan et al 2008b). As the axial
force increases, both hydrostatic pressure beneath the shoulder and the temperature
in the stir zone will increase. The hydrostatic pressure should be essentially higher
than the flow stress of the materials of the mating surfaces (Kumar and Kailas
2008). Since the flow stress reduces as the temperature increases, force required to
make the adequate contact between the surfaces decreases. Hence, the formation of
defect free solid state weld requires optimum temperature and hydrostatic pressure.
Axial force is also responsible for flash formation. An excessive axial force results
in higher amount of flash leading to defects.
The primary function of the non-consumable rotating tool pin is to stir the
plasticized metal and move the same behind it to have good joint. Tool design plays

30
a critical role in FSW process. Tool design influences the material flow and in turn
governs the traverse rate at which FSW can be carried out. The factors attributed to
tool design are tool material, tilt angle, shoulder diameter and pin length, diameter
and profile. The proper selection of those factors to design the tool is vital to
produce sound welds without defects (Rai et al 2011). Several researchers attempted
to study the effect of tool factors on the quality of FSW joints.
The tool material must be harder than the plate material to be welded. The heat
generation between the tool shoulder and the surface of the plates depends on the
coefficient of friction. If the coefficient of friction is higher, the heat generation will
be higher. The hardness of the tool influences the coefficient of friction. The
chemical composition of the tool material significantly affects the hardness of the
tool (Padmanaban and Balasubramanian 2009). A softer tool will produce less heat
generation and induce defects and vice versa (Rajakumar et al 2011b). Table 2.3
shows various tool materials commonly used for FSW of different monolithic
alloys.
Table 2.4 Tool Materials used for FSW of Monolithic Alloys
S.No Work piece material Tool material
1 Aluminum & alloys High Speed Steel, High carbon steel, Tool steel, Mild steel,
stainless steel.
2 Magnesium & alloys -do-
3 Copper & alloys Hot work steel, Ni-based super alloys, Tungsten.
4 Steels Polycrystalline Cubic Boron Nitride (PCBN), Polycrystalline
Diamond (PCD),Tungsten-25% rhenium alloy, Tungsten
Carbide (WC), Tungsten, Mo based alloys.
5 Nickel & alloys -do-
6 Titanium & alloys -do-
The tool pin profile generally has plain cylindrical, conical, threaded and flat
surfaces. Different pin profiles of FSW tools are shown in Figure 2.11. Pin profiles
with flat faces (square and triangular) are associated with eccentricity. This

31
eccentricity allows incompressible material to pass around the pin profile.
Eccentricity of the rotating object is related to dynamic orbit. The relationship
between the static volume and dynamic volume decides the path for the flow of
plasticized material from the leading edge to the trailing edge of the rotating tool.
Tool pin profiles having flat surfaces produce a pulsating stirring action in the
flowing material which improves the joint strength (Elangovan et al 2008b).
Figure 2.11 Types of tool pin profiles of FSW tools (Elangovan et al 2009)
The shoulder provides confinement for the heated volume of material. The
second function of the tool shoulder is to stir and move the material. The tool
shoulder diameter (R) is having a proportional relationship with the heat generation
due to friction. If the shoulder diameter is larger, heat generation due to friction will
be higher due to large contact area and vice versa (Arora et al 2011, Mehta et al
2011). The pin diameter decides the volume of material that is being plasticized. If
the pin diameter is larger, the volume of material stirred will be higher and vice
versa. The smaller pin diameter will cause higher heat supplied to a smaller volume
of material. This will lead to turbulent material flow and grain coarsening in the
weld region. On the other hand, the higher pin diameter will cause lower heat
supplied to a larger volume of material. This will lead to insufficient material flow
and inadequate plasticization (Rajakumar et al 2011a).

32
Angle of spindle or tool tilt angle with respect to the work piece surface is
another important aspect of tool design. A suitable tilt of the spindle towards the
trailing direction will ensure the shoulder of the tool to hold the stirred material and
move material efficiently from the front to the back of the pin (Arici and Selale
2007). The length of the pin decides the penetration of the weldment. If the pin
length is too shorter compared to the thickness of the plates to be welded, the
weldment will not have full penetration and form inner channel or surface groove.
If the pin length is too close to the thickness of the plates to be welded, the vertical
flow of material will be excessive and form flash resulting in a concave weld.
(Mishra and Ma 2005).
2.7 FSW OF MMCs
FSW is a capable technology to join MMCs without causing the defects
commonly observed in fusion welding. Table 2.3 shows a list of research works
reported on FSW of MMCs over the past decade. Application of FSW to join
different MMCs has been shown feasible. The available literatures on FSW of
MMCs are very much limited compared to abundant literatures on FSW of
monolithic alloys (Al, Mg, Cu, Fe, Ni, and Ti). This may be due to the non
availability of readymade MMC plates and the cost as well as the complexity
involved in the production of MMCs. Very few researchers (Lee et al 2006, Feng et
al 2008a, Vijay and Murugan 2010, Nami et al 2010, Nandipati et al 2010,
Gopalakrishnan and Murugan 2011) fabricated the MMCs and carried out welding.
Rest of them directly received the MMCs from various industries. The company
DURALCAN USA, a division of Alcan Aluminum Ltd. is the supplier of MMCs to
several research works. .
A modified vertical milling machine (This is the reason that the axial force
during welding is not mentioned) was extensively used for FSW while few
investigators used a special purpose FSW machine. Marzoli et al (2006), Ceschini et
al (2007a) and Ceschini et al (2007b) employed a computer numerical controlled
five axis robot to carry out FSW.

33
Table 2.5 List of Research Works Reported on FSW of MMCs
S.No Reference MMC FSW Parameters Tool
material N
(rpm)
S
(mm/min)
P
(kN)
1 Prado et al 2001 AA6061/Al2O3 500-2000 60 -- Tool steel
2 Shindo et al 2002 A359/SiC 1000 60-600 -- Tool steel
3 Prado et al 2003 AA6061/Al2O3 1000 60-540 -- Tool steel
4 Wert 2003 AA2024/ Al2O3 1120 120 -- Tool steel
5 Fernandez and
Murr 2004
A359/SiC 1000 360 --
Tool steel
6 Storjohann et al
2003
AA6061/SiC &
AA6061/Al2O3 500 25 --
Tool steel
7 Liu et al 2005 Al-Si/SiC 1500-
2000 25-150 --
WC-Co alloy
8 Zucchi et al 2005 AA6061/Al2O3 &
AA7005/Al2O3 -- -- --
--
9 Marzoli et al 2006 AA6061/Al2O3 500-700 150-250 -- Ferro-Titanit
10 Lee et al 2006 AZ91/SiC 1250 32 -- Tool steel
11 Amirizad et al
2006
A356/SiC 1200 30 --
D2 Tool
steel
12 Boromei et al
2006
AA6061/Al2O3 &
AA7005/Al2O3 -- -- --
Fe-Ni/TiC
MMC
13 Ceschini et al
2007a
AA7005/Al2O3 600 300 12 Ferro-Titanit
14 Uzun 2007 AA2124/SiC 800 120 --
AlN Coated
HSS
15 Ceschini et al
2007b
AA6061/Al2O3 -- -- -- Fe-Ni/TiC
MMC
16 Feng and Ma
2007
AA2009/SiC 600 50 --
H13 Tool
steel
17 Feng et al 2008a AA2009/SiC 600 50 --
H13 Tool
steel
18 Cavaliere et al
2008a
AA7005/Al2O3 600 250 14 --
19 Feng et al 2008b AA2009/SiC 600 50 --
H13 Tool
steel
20 Pirondi et al 2008 AA6061/Al2O3 &
AA7005/Al2O3 600 300 12 Ferro-Titanit
21 Pirondi and
Collini 2009
AA6061/Al2O3 &
AA7005/Al2O3 600 300 12 Ferro-Titanit
22 Root et al 2009 AA6061/Al2O3 300 50 -- --
23 Minak et al 2009 AA6061/Al2O3 630-880 115-260 -- Steel
24 Chen et al 2009 AA6063/B4C 1500 600 --
AISI 4340
Steel

34
Table 2.5 Continued
S.No Reference MMC FSW Parameters Tool material
N
(rpm)
S
(mm/min)
P
(kN)
25 Christy and
Murugan 2010
AA6061/TiB2 2000-
2400 40-60 15-35
HCHCr steel
26 Vijay and
Murugan 2010
AA6061/TiB2 2000 60 19.6
HCHCr steel
27 Nami et al 2010 Al/Mg2Si 700-1400 125 -- H13 Tool steel
28 Nandipati et al
2010
AA6061/SiC 1200 42 --
Mild steel
29 Prater et al 2010 A359/SiC 1000-
2000 130-230 --
Steel
30 Bozkurt et al 2011 AA2124/SiC 1120 40 --
AlN Coated
HSS
31 Gopalakrishnan
and Murugan
2011
AA6061/TiC
800-1400 30-120 9-171
HCHCr steel
32 Guo et al 2011 AA1100/B4C 1500 250 -- WC
Though FSW of aluminum reinforced with SiC or Al2O3 particles has been
predominantly analyzed FSW of new families of MMCs has emerged in the recent
years. Lee et al (2006) is the sole investigator who carried out FSW of magnesium
alloy AZ91 reinforced with SiC particles. FSW of MMCs reinforced with AlN,
Si3N4, TiO2 and ZrB2 particles is yet to be reported.
The presence of ceramic particles reduces the ductility and enhances the
wear resistance of monolithic alloys. Therefore, the FSW parameter range (FSW
window) for producing sound welds in the MMCs is obviously narrower than that
in the unreinforced alloys (Marzoli et al 2006, Feng et al 2008a). The FSW window
becomes narrower when the ceramic particle content increases. The ceramic
particles offer resistance to the free flow of plasticized material (Cam 2011). This
caused many investigators to carry out welding using single set of parameters.
Hence, few investigators attempted to study the influence of FSW process
parameters on joint properties. Defects such as lack of penetration, voids, and

35
tunnels were encountered when process parameters were varied slightly outside the
FSW window (Ceschini et al 2007a, Chen et al 2009, Nami et al 2010).
Prado et al (2001) and Shindo et al (2002) studied respectively the influence
of tool rotational speed and welding speed on tool wear. The tool wear was
observed to be proportional to the rotational speed and inversely proportional to the
welding speed. Nami et al (2010) assessed the effect of tool rotational speed on
tensile strength. The joint fabricated at 1100 rpm was defect free out of five
rotational speeds selected. Some investigators developed mathematical models to
predict tensile strength (Christy and Murugan 2010, Gopalakrishnan and Murugan
2011) and tool wear (Prater et al 2010). The influence of FSW parameters on tensile
strength and tool wear were evaluated using those mathematical models. The FSW
parameters such as rotational speed, welding speed and axial force significantly
influenced the tensile strength and tool wear. Vijay and Murugan (2010) estimated
the effect of various tool pin profiles on joint properties of AA6061/TiB2 MMC.
The square pin profile was found to provide higher tensile strength and finer grains.
Figure 2.12 shows the macrostructure of different friction stir welded
MMCs. The joints exhibit similar zones commonly found in FSW of aluminum
alloys. The joint consists of parent composite, heat affected zone (HAZ), thermo
mechanically affected zone (TMAZ) and weld zone (WZ). The transition zone in
FSW of MMCs is narrower compared to FSW of aluminum alloys.
Figure 2.13 shows the weld zone microstructure of different friction stir
welded MMCs. Marzoli et al (2006) reported that micro scale phenomenon is more
difficult to be noticed in the MMCs because of the difficulty of etching. Very few
investigators succeeded to reveal the grain size of matrix material in the weld zone
(Prado et al 2001, Ceschini et al 2007b, Chen et al 2009). FSW resulted in uniform

36
Figure 2.12 Macrostructure of Friction Stir Welded MMCs

37
Figure 2.13 Weld Zone Photomicrographs of Friction Stir Welded MMCs

38
distribution of ceramic particles irrespective of its type. The grain size of aluminum
is reduced in the weld zone. The presence of the reinforcement particles increases
the nucleation sites and reduces the grain size of the aluminum alloy matrix. No
reaction takes place between ceramic particle and matrix material due to solid state
bonding. So the weld zone is free from the formation of intermetalic compounds.
But Feng and Ma 2007 observed the presence of Cu2FeAl7 intermetalic compound
in the weld zone of AA2009/15 vol.% SiC MMC joints which was formed due to
the diffusion between the tool wear debris and the matrix alloy.
The ceramic particles undergo fragmentation during FSW (Fernandez and
Murr 2004, Marzoli et al 2006, Amirizad et al 2006, Ceschini et al 2007a, Feng et al
2008a, Minak et al 2009, Nami et al 2010). Fragmentation affects the joint behavior
in three ways. Fragmentation reduces the ductility and increases the hardness and
the corrosion rate of welded joints. The percentage elongation of majority of friction
stir welded MMC joints was lower than five. Ceschini et al 2007a observed the
percentage elongation as low as 1.2 in AA7005/Al2O3 MMC joints. Zucchi et al
2005 observed that the corrosion rate of weld zone was higher than that of the
parent composite due to particle fragmentation.
Tool wear is a critical issue in FSW of MMCs. The tool material should be
able to withstand the abrasive action of ceramic particles. Tool wear is proportional
to the ceramic particle content present in the MMCs. However, studies on detailed
tool wear are limited. Different grades of heat treated and oil hardened steels have
been widely used to weld the MMCs. Liu et al (2005) fabricated a tool made of
tungsten and cobalt alloy to weld Al-Si/30 vol.% SiC MMC. Boromei et al (2006)
and Ceschini et al (2007b) welded AA6061/20 vol.% Al2O3 MMC (Al2O3 particle is
known for its high abrasive action) using a tool made of Fe-Ni/30 vol.% TiC MMC.
The same material is referred as Ferro-Titanit in some literatures (Marzoli et al
2006, Ceschini et al 2007a). Uzun (2007) and Bozkurt et al 2011 developed
aluminum nitride coated tool to weld AA2124/25 vol.% SiC MMC. Guo et al
(2011) used tungsten carbide tool to weld AA1100/16 vol.% B4C MMC. The

39
hardness of those tools made of different materials was reported to be 53-63 HRC.
A threaded tool was found unsuitable for FSW of MMCs. The abrasive ceramic
particles destroyed the threads within one meter of welding and the wear debris
were embedded in the weld zone (Prado et al 2001, Shindo et al 2002, Prado et al
2003, Fernandez and Murr 2004, Liu et al 2005). But some investigators preferred
to use threaded tool for welding to a shorter length. Neither tool wear measurement
nor weld zone composition analysis was carried out (Uzun 2007, Ceschini et al
2007b, Minak et al 2009, Nami et al 2010).
2.8 DESIGN OF EXPERIMENTS
Experimental design methods play an important role in process development
and process trouble shooting to improve performance. Experimental design is a
powerful problem-solving technique that assists industrial engineers for tackling
process quality problems effectively and economically. Experimental design
consists of purposeful change of the inputs (factors) of a process to observe the
corresponding change in the output (responses). Thus, experimental design is a
scientific approach that allows the researcher to understand clearly a process and
know how the inputs affect the response (Montgomery 2001). It is important to
identify the factors that affect the output of the process, and it is necessary to
optimize these factors to obtain the desired output. Improved performance
characteristics result from the identification of the critical factor levels that optimize
the mean response and minimize the response variability. These improved
performances also lead to the reduction of scrap and the need to rework, which
greatly reduces costs. Various types of design of experiments such as full factorial
design, Placket–Burman design, Box–Behnken design, Taguchi design, and Central
composite design (CCD) are available. In the present research work, the CCD has
been used.
2.8.1 Central Composite Design

40
An experimental design is said to be rotatable if the variance of the predicted
response at some point x is exclusively a function of the distance of the point from
the design center and is not a function of direction. Rotatability is a very important
property in the selection of a response surface design. Central composite design is
rotatable and consists of a 2k factorial or fractional factorial (coded to the usual ±1
notation) augmented by 2k axial points (±α, 0, 0, , , , 0), (0, ±α, 0, , , , ,0), (0, 0, ±α, ,
, , ,0), . . . . .(0,0,0,0,,,,,, ±α). Central composite design is probably the most widely
used experimental design for fitting a second order response surface (Montgomery
2001). A central composite design is made rotatable by the choice of α. The value
of α for rotatability depends on the number of points in the factorial portion of the
design; in fact, α = (nf) 1/4
yields a rotatable central composite design where nf is the
number of points used in the factorial portion of the design. For example, if there
are four factors, factorial portion contains, nf = 42 = 16 points. Thus the value of α =
(16) 1/4
= 2. The central composite design for k = 4 is shown in Figure 2.14.
Figure 2.14 Central Composite Rotatable Design for Four Factors
(Montgomery 2001)
Table 2.4 shows the list of applications of CCD to welding process. CCD has
been applied successfully for variety of welding processes including FCAW, LBW,

41
GTAW, FSW and Diffusion Bonding. Some investigators employed CCD to
analyze FSW of different aluminum alloys and composites. All the investigators
developed precise mathematical model(s) to predict the response(s) and the effect of
different process parameters (four or five or six) on the response were evaluated
using the developed mathematical model(s). The mathematical models were
developed using several statistical software packages such as Quality America,
SYSTAT, MINITAB, Design Expert, STATISTICA, SPSS and SAS. Some
investigators optimized the developed models to either maximize or minimize the
response(s) using Microsoft Excel solver or in the statistical software package itself.
Table 2.6 List of Applications of CCD to Welding Process
Reference Welding Process Predicted response
Kannan and Murugan 2006 FCAW Bead geometry
Palani and Murugan 2006 FCAW Bead geometry
Manonmani et al 2007 LBW Bead geometry
Balasubramanian et al 2007 GTAW Corrosion rate
Balasubramanian et al 2008a GTAW Grain size &
Hardness
Balasubramanian et al 2008b GTAW Impact toughness
Balasubramanian et al 2008c GTAW Corrosion rate
Elangovan et al 2008a FSW Tensile strength
Lakshminarayanan et al 2008 PTAW Dilution
Babu et al 2008 GTAW Tensile strength &
Grain size
Elangovan et al 2009 FSW Tensile strength
Giridharan and Murugan 2009 GTAW Bead geometry
Karthikeyan and Balasubramanian 2010 FSSW Shear strength
Shanmugasundaram and Murugan 2010 FSW Tensile behavior
Rajakumar et al 2010 FSW Grain size
Mahendran et al 2010a Diffusion Bonding Bonding strength &
Layer thickness
Mahendran et al 2010b Diffusion Bonding Bonding strength &
Layer thickness
Rajakumar et al 2011a FSW Tensile strength &
Corrosion rate
Gopalakrishnan and Murugan 2011 FSW Tensile strength
Rajakumar and Balasubramanian 2012 FSW Grain size &
Tensile strength

42
Elangovan et al (2008a and 2009) carried out FSW of AA2219 and AA6061
according to four factor CCD design and developed mathematical models to predict
the influence of FSW parameters on the tensile strength of the joints. The four
factors considered were tool rotational speed, welding speed, axial force and tool
pin profile. All those factors significantly affected the joint strength.
Shanmugasundaram and Murugan (2010) employed a similar procedure to study the
effect of FSW parameters on tensile strength and elongation of dissimilar AA2024 –
AA5083 joints.
Rajakumar et al (2010 and 2011a) and Rajakumar and Balasubramanian
(2012) respectively conducted FSW of AA6061, AA6061 and AA1100 according to
six factor CCD design and developed mathematical models to predict the influence
of FSW parameters on tensile strength, grain size, hardness and corrosion rate of the
joints. The six factors considered were tool rotational speed, welding speed, axial
force, shoulder diameter, pin diameter and tool hardness. Rajakumar et al (2011a)
optimized the developed models using the software- Design Expert to maximize the
tensile strength of the joints.
Gopalakrishnan and Murugan (2011) carried out FSW of AA6061/(3-7wt.%)
TiC MMC according to five factor CCD design and developed a mathematical
model to predict the influence of FSW parameters on tensile strength of the joints.
The five factors considered were tool rotational speed, welding speed, axial force,
tool pin profile and TiC content. They observed that all those FSW parameters
except tool rotational speed influenced the joint strength.
2.9 LIMITATIONS OF PREVIOUS RESEARCH
The limitations of stir casting are poor wettability and interfacial bonding,
formation of particle clusters, non uniform distribution and decomposition of
ceramic particles. The limitations of fusion welding of MMC are segregation,
decomposition, dissolution and loss of homogeneous distribution of particles. The
present research work aims to overcome those limitations of earlier works.