Embed Size (px)
Citation preview
Case Study: UK Drinks sector
Clean-in-Place
Clean-in-Place (CIP) is not a novel technology, yet it is often
considered as such. There is significant opportunity within the
drinks sector to improve CIP, offering water, cost and
environmental savings. This document gives an overview of how
this can be achieved.
Clean-in-Place 2
WRAP’s vision is a world without waste, where resources are used sustainably. We work with businesses, individuals and communities to help them reap the benefits of reducing waste, developing sustainable products and using resources in an efficient way. Find out more at www.wrap.org.uk
Document reference: [e.g. WRAP, 2006, Report Name (WRAP Project TYR009-19. Report prepared by…..Banbury, WRAP]
Front cover photography: Beer production line
While we have tried to make sure this [plan] is accurate, we cannot accept responsibility or be held legally responsible for any loss or damage arising out of or in
connection with this information being inaccurate, incomplete or misleading. This material is copyrighted. You can copy it free of charge as long as the material is
accurate and not used in a misleading context. You must identify the source of the material and acknowledge our copyright. You must not use material to endorse or
suggest we have endorsed a commercial product or service. For more details please see our terms and conditions on our website at www.wrap.org.uk

Clean-in-Place 3
Contents
Contents .................................................................................... 3
Introduction............................................................................... 4
Good process design for efficient cleaning ........................................... 5
CIP system configurations ................................................................. 6
Optimising the CIP programme .......................................................... 8
Real time cleaning verification .......................................................... 10
Novel technologies .......................................................................... 11
Conclusions .................................................................................... 14
Clean-in-Place 4
Introduction
Modern food and beverage plants must deliver different, high quality
products, often in diverse pack types and with short shelf lives, with
maximised resource efficiency. The use of Clean in Place (CIP) for
cleaning can help deliver swift product changeovers and verified hygiene
standards.
The Society of Dairy Technology defines CIP1 as:
“The cleaning of complete items of plant or pipeline circuits without
dismantling or opening of the equipment and with little or no manual
involvement on the part of the operator. The process involves the jetting
or spraying of the surfaces or circulation of cleaning solutions under
conditions of increased turbulence and flow velocity”.
Most companies understand that there are opportunities to save time,
water, chemicals and energy use by optimising CIP but they factor a
high level of contingency into their CIP programmes being conscious of
the risks associated with failure. However there are areas where savings
can be realised without compromising CIP, for example:
process design;
optimising the CIP programme;
real time cleaning verification; and
novel technologies.
The purpose of CIP is to remove product-derived soil from process plant.
This is achieved by exposing it to a detergent for the correct time at the
correct temperature and concentration. A disinfectant stage may follow
and this reduces microbiological contamination to a level at which it
presents little risk2.
Time, temperature and concentration must be correct at the soiled
plant, not just at the CIP set and it is apparent that measuring these
parameters remotely from the set can present some technical
challenges1.
A further important parameter to ensure effective CIP is mechanical
action:
1 Cleaning-in-place, Dairy, Food and Beverage Operations. 3rd Edition. A.Y. Tamime ISBN-13:978-1-4051-5503-8
2 http://www.cdc.gov/biosafety/publications/bmbl5/BMBL5_appendixB.pdf
Clean-in-Place 5
“In general, detergents will not remove any soil unless a certain amount
of mechanical action is applied. This action may be applied in many
different ways, including wiping, rubbing, brushing, flushing and high-
pressure jets.” 3
Good process design for efficient cleaning
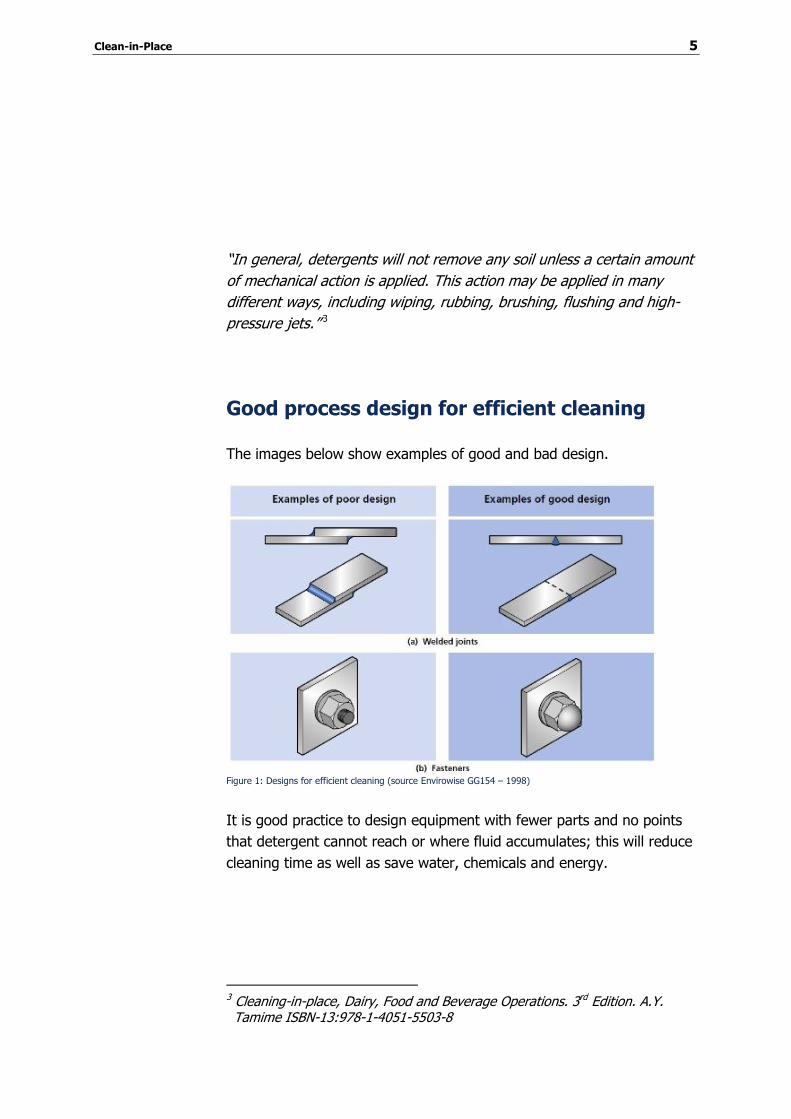
The images below show examples of good and bad design.
Figure 1: Designs for efficient cleaning (source Envirowise GG154 – 1998)
It is good practice to design equipment with fewer parts and no points
that detergent cannot reach or where fluid accumulates; this will reduce
cleaning time as well as save water, chemicals and energy.
3 Cleaning-in-place, Dairy, Food and Beverage Operations. 3rd Edition. A.Y. Tamime ISBN-13:978-1-4051-5503-8
Clean-in-Place 6
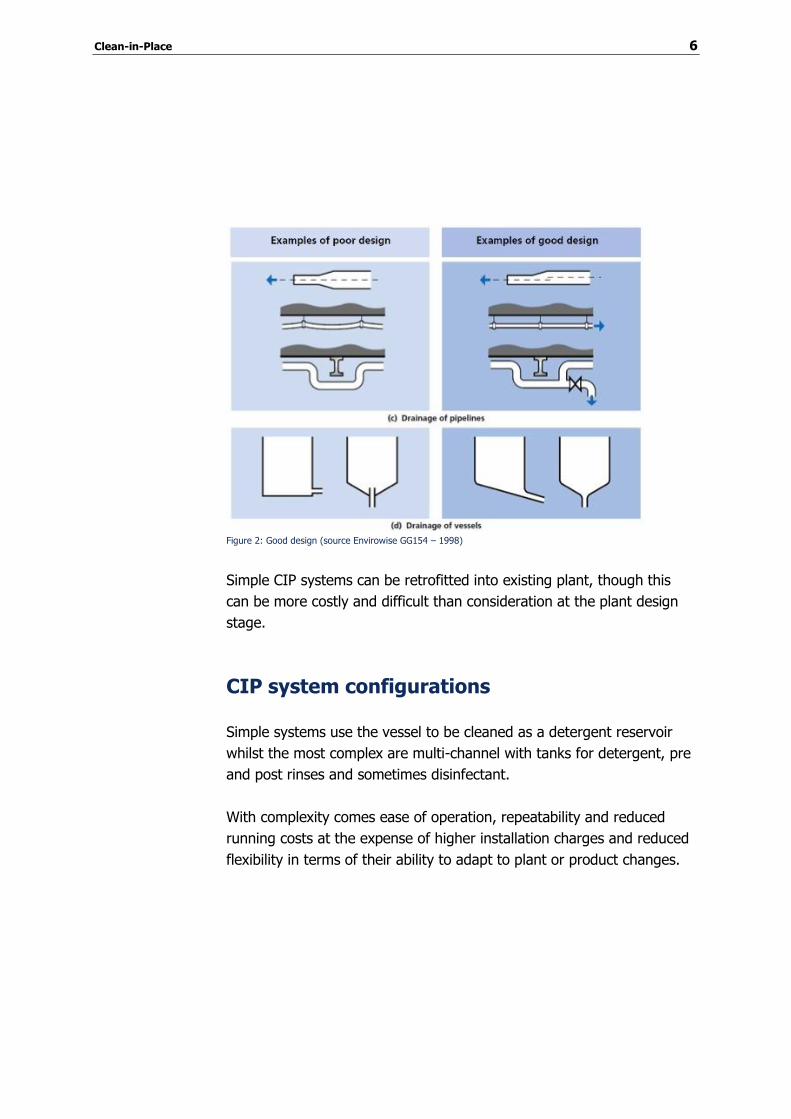
Figure 2: Good design (source Envirowise GG154 – 1998)
Simple CIP systems can be retrofitted into existing plant, though this
can be more costly and difficult than consideration at the plant design
stage.
CIP system configurations
Simple systems use the vessel to be cleaned as a detergent reservoir
whilst the most complex are multi-channel with tanks for detergent, pre
and post rinses and sometimes disinfectant.
With complexity comes ease of operation, repeatability and reduced
running costs at the expense of higher installation charges and reduced
flexibility in terms of their ability to adapt to plant or product changes.
Clean-in-Place 7
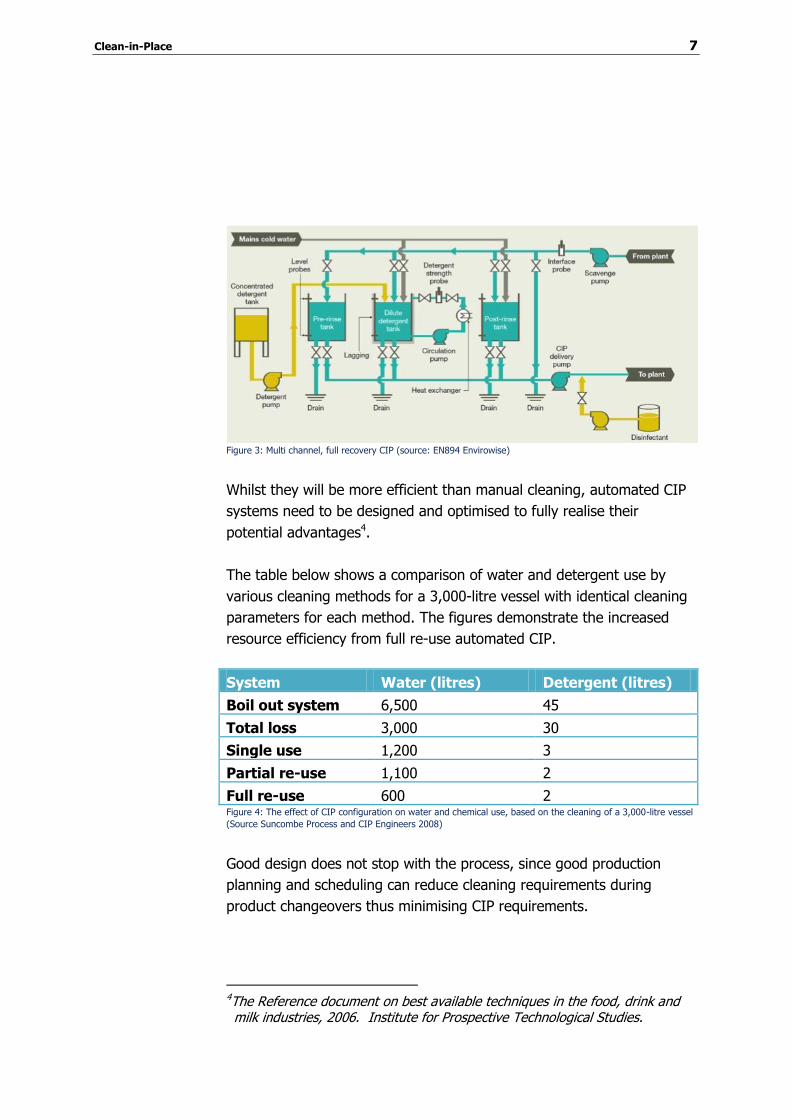
Figure 3: Multi channel, full recovery CIP (source: EN894 Envirowise)
Whilst they will be more efficient than manual cleaning, automated CIP
systems need to be designed and optimised to fully realise their
potential advantages4.
The table below shows a comparison of water and detergent use by
various cleaning methods for a 3,000-litre vessel with identical cleaning
parameters for each method. The figures demonstrate the increased
resource efficiency from full re-use automated CIP.
System Water (litres) Detergent (litres)
Boil out system 6,500 45
Total loss 3,000 30
Single use 1,200 3
Partial re-use 1,100 2
Full re-use 600 2 Figure 4: The effect of CIP configuration on water and chemical use, based on the cleaning of a 3,000-litre vessel
(Source Suncombe Process and CIP Engineers 2008)
Good design does not stop with the process, since good production
planning and scheduling can reduce cleaning requirements during
product changeovers thus minimising CIP requirements.
4The Reference document on best available techniques in the food, drink and milk industries, 2006. Institute for Prospective Technological Studies.
Clean-in-Place 8
Optimising the CIP programme
Figure 5: CIP control point (source CS404 Envirowise)
Clean-in Place; Dairy, Food and Beverage Operations5 recommends
visual examination of stainless steel surfaces to check the efficacy of CIP
and notes that the nature of any remaining soil can indicate the type of
CIP problem:
Hard deposits, like water scale and ‘beerstone’ can indicate incorrect
detergent selection;
Soft and bulky deposits indicate problems with the spray head; it
may be wrongly specified, blocked, under pressurized, damaged etc.;
Transparent and gelatinous deposits (that are typically hard to see
without close inspection) indicate incorrect temperature, pressure or
strength of detergent;
‘Scum’, froth lines and high-tide marks show poor scavenging and
tank flooding, inadequate pre-rinse, faulty pipe joints (that allow air
to be sucked in) or too high detergent strength;
Gritty or soft powdery deposits may be hard water scale or metal
particles from recent engineering work; and
5 Cleaning-in-place, Dairy, Food and Beverage Operations. 3rd Edition. A.Y. Tamime ISBN-13:978-1-4051-5503-8
Clean-in-Place 9
Water remaining indicates poor scavenging or venting, airlocks or
deformation of the bottom of the vessel, or a poor ‘fall’ in lines.
Diageo have investigated the optimisation of its CIP systems in a
number of its sites, for example:
The Leven packaging plant reported potential savings of 222,000
litres of water per annum through more efficient CIP procedures for
vessels and pipes between bottle runs6; and
The Nangor Road Baileys plant reduced CIP water usage by 5 million
litres with water savings in the pasteuriser of 2.4 million litres per
year and in the maltodextrin dissolver of 1.05 million litres per year7.
Figure 6: Bottling line. Photo courtesy of the Scotch Whisky Association
Coors Brewing Limited reports water consumption reduced by around
20,000 m3 per year through the replacement of simple ‘total loss’ CIP
sets by multi-channel recovery sets with programmable logic controllers
(PLC)8. In addition:
More accurate dosing and control have reduced the cost of a bright
beer tank clean from around £39 to £22, saving £42,000/year in
chemical, water, effluent and electricity costs; and
6 http://www.scotch-whisky.org.uk/swa/files/CSWater.pdf 7 http://www.business2000.ie/pdf/pdf_11/diageo_11th_ed.pdf 8 CS457 Brewery taps into savings by working with water company A Case Study at Coors Brewers Limited, Envirowise 2006
Clean-in-Place 10
The cost of road tanker CIP operations has decreased from £35 to
£27, saving around £3,000/year. These savings alone recouped the
cost of the improvements in 41 months.
Real time cleaning verification
The idea of monitoring the critical parameters of CIP (time,
temperature, chemical concentration) and indicators of their
effectiveness in removing soil (such as turbidity, surface cleanliness,
flow etc.) in real time is attractive as adjustments could be made to the
cycle to ensure its efficiency whilst it is in progress.
The natural tendency to over-clean (wasting resources) in order to
reduce the risk of CIP failure would be overcome.
The Carbon Trust reports9 that the UK brewing sector could save 4,600
tCO2 (or 1% of total brewery sector carbon) by implementing real time
cleaning verification.
Emerson Process Management reports10 the savings German brewer
Schneider Weisse made from installing four electrode conductivity
sensors in their process pipe work. Prior to installation pipes were
cleaned 12 times a day with each clean including three water flushes of
three-minute duration each. The new sensors enabled the exact point at
which the CIP rinse water was replaced by in-specification beer to be
identified and this resulted in the duration of each flush being reduced
from three minutes to one minute. Overall this reduced flush time by 72
minutes per day and water consumption by 10m3 per day.
9 Carbon Trust (CTG058). Industrial Energy Efficiency Accelerator – Guide to the brewing sector, 2011.
10 www.processingtalk.com/news/eme/eme559.html
Clean-in-Place 11
Novel technologies
The Carbon Trust estimate that 7,500 tCO2 (or 1.7% of total UK brewery
sector carbon) could be saved through the implementation of novel CIP
technologies and low temperature detergents11.
Examples of novel technologies include:
In 2009, GEA brewery systems12 installed a combined vessel and
pipe cleaning CIP system in the brewhouse of the Gutmann wheat
beer brewery in Titting, Bavaria to replace the existing CIP and
manually-controlled caustic ‘brew’. They report water savings of
18%, caustic detergent savings of 30%, acid detergent savings of
24% and a time saving of up to 30% with no detriment to product
safety.
Aeolus Technologies has developed a product recovery and CIP
system that uses air instead of water as a cleaning agent13. The
system uses a four-phase clearing, cleaning and drying process.
Computer-controlled blowers supply finely filtered air into the pipes
recovering 60-80% of the product inside. A turbulent flow is then
created in the airstream and it removes most of the remaining
product still adhering to the pipe work. A small amount of air or
cleaning material is then introduced (2 – 10 litres/min) into the
airflow to remove the remaining soil. Finally heated air is introduced
to dry the internal pipe surfaces.
In the OzoneCIP project a pilot-scale ozone CIP system was
constructed to simulate conventional cleaning protocols based on the
use of ozonated water. There was no difference found between the
cleanliness and disinfection efficiencies of the two systems.
However, the following savings were identified using the OzoneCIP
system14:
11 Carbon Trust (CTG058). Industrial Energy Efficiency Accelerator – Guide to the Brewing sector, 2011.
12http://www.geabrewery.com/geabrewery/cmsresources.nsf/filenames/GEA%20BS%2003%202010%20Newsletter%20engl%20web.pdf/$file/GEA%20BS%2003%202010%20Newsletter%20engl%20web.pdf
13 http://www.aeolustech.co.uk/Envirolinkcasestudy.pdf 14 OzoneCIP – Ozone clean in place in food industries. Life05 env/e/000251. Best life environment projects.
Clean-in-Place 12
up to 50% water (and wastewater) saving per cleaning cycle
(based on volume); and
up to 50% reduction in organic load (g COD) in wastewater.
The advantage of using ozone in CIP systems, compared to
traditional disinfectants, is that it leaves no residues and is applied
cold. This greatly reduces the volume of water necessary to rinse
detergents from the plant and energy associated with heating the
water.
Radical Waters15 has developed a CIP system that uses
electrochemically-activated water (ECA) instead of the usual
detergent and disinfectant chemicals. A trial, and subsequent
implementation, at the SABMiller Chamdor brewery in South Africa
achieved savings of:
water reduction 83%;
time reduction 43%;
energy reduction due to cleaning at ambient temperature 98%;
and
chemical cost reduction 99%.
Low temperature detergents - The Innovation Center for U.S Dairies
reports14 that emerging technology that allows for reduced
temperature cleaning (such as catalyzed alkaline peroxide solutions)
can reduce fuel demands and associated greenhouse gas emissions
by an estimated 15%, use less rinse water, and produce a less
alkaline effluent. Such systems, though not yet proven, are being
explored in the UK beverage sector.
Thonhauser GmbH has developed a CIP verification system that uses
a coloured chemical to detect the organic contamination indicative of
an ineffective clean16.
15 http://www.radicalwaters.com/index.php/component/content/article/1-articles/80-pres
16http://www.usdairy.com/Sustainability/CommitmentOld/Documents/ProjectSummaryCIP.pdf
Clean-in-Place 13
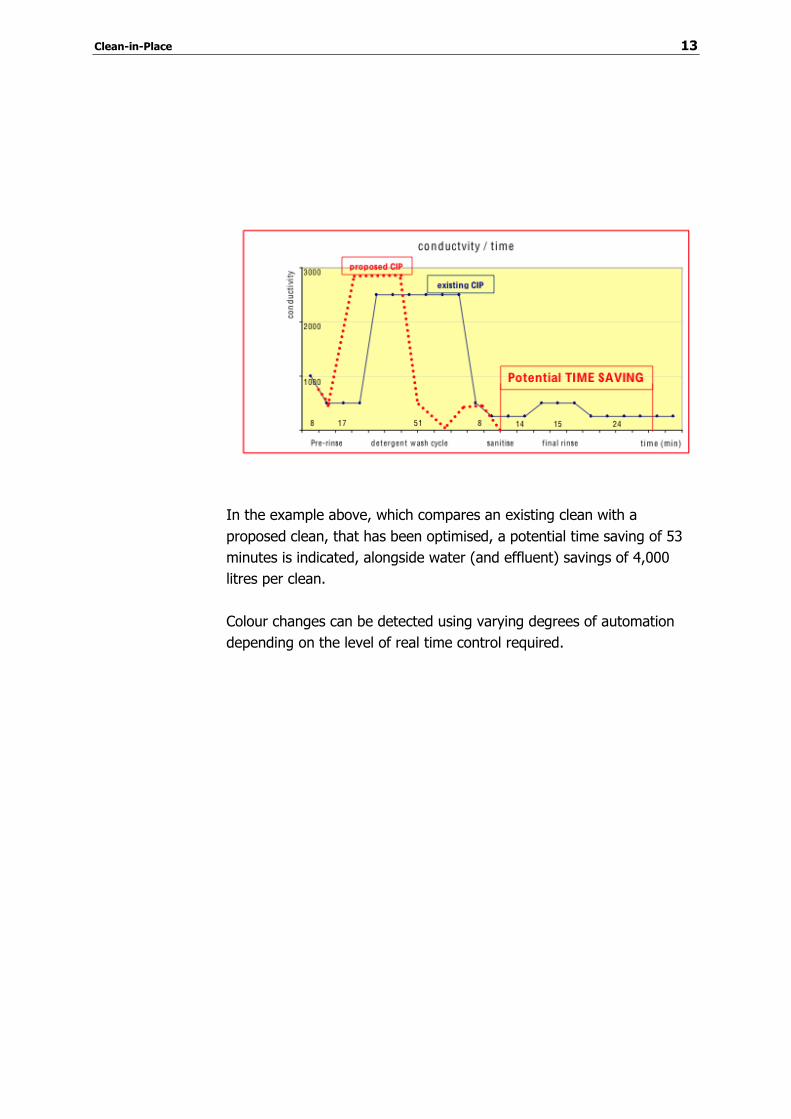
In the example above, which compares an existing clean with a
proposed clean, that has been optimised, a potential time saving of 53
minutes is indicated, alongside water (and effluent) savings of 4,000
litres per clean.
Colour changes can be detected using varying degrees of automation
depending on the level of real time control required.
Clean-in-Place 14
Conclusions
Whilst companies do not need to embrace innovation or make significant
capital investments to improve their CIP systems the principles are
constantly challenged by innovation and potential benefits should be
carefully considered. In addition, incremental changes can be made to
existing systems in order to save water, chemical use, time, and energy
by:
Optimising process plant design;
Optimising production scheduling to minimise changeovers;
Manually remove product residues prior to CIP wet cleaning;
Move from simple CIP sets to multiple tank systems with recovery;
Raising awareness amongst staff regarding the cost and
environmental impact of CIP;
Minimising detergent loss to drain;
Select detergents and disinfectants with lower environmental
impacts;
Using water-efficient spray devices;
Consider novel and innovative approaches to CIP; and
Carefully setting manufacturing programmes that reduce the need
for frequent CIP.

www.wrap.org.uk/retail





























