-
BISPLATEtechnical guide
-
For more information regarding BISPLATE refer to the technical
information pdf documents provided on the Bisalloy Steels website
at www.bisalloy.com.au
-
1BISPLATEtechnical guide
-
2ConTEnTS
Introduction 3
HowtoContactUs 4
ProcessRoute 5
RangeofGrades 6
BISPLATESizeRange 30
ManufacturingTolerances 31
CuttingBISPLATE 35
WeldingBISPLATE 45
Bending,Rolling,ShearingandPunchingBISPLATE 64
Drilling,Countersinking&TappingBISPLATE 69
TurningandMillingBISPLATE 76
BISPLATEIdentificationMarkingandColourCoding 81
TestingandCertification 83
HardnessTestingBISPLATE 85
-
3InTroduCTIon
BisalloySteelsPtyLtd,locatedatUnanderra,NSWisAustraliasonlymanufacturerofhighstrength,wearresistantandarmourgradesteelplateproducedbythecontinuousrollerquenchingandtemperingprocess.
Quenchingandtempering,definedasacombinationofheatingandcoolingofametaloralloy,changesthemicrostructureofthesteelandimprovesthestrength,hardnessandtoughnessofthematerialsbeingtreated.
Utilisingthemostadvancedheattreatmenttechnology,furnacetemperaturesandquenchingratesarescientificallycontrolledusingPLCstoobtaintheoptimumqualitygradesofsteelwithlowalloycontent.Theresultingproductsoflowalloyquenchedandtemperedsteelofferdesignersthestrengthtoweightadvantagesandwearresistantpropertiesnotavailableinconventionalsteels.
Highstrengthsteelhasastrengthtoweightratioofapproximatelythreetimesthatofmildsteel.Principalapplicationsareinminingequipment,transport,telescopiccranes,materialshandlingequipment,highriseconstructionandforestry.Highhardnessgradesofferimprovedwearlifemakingitidealforapplicationssuchaslinersforchutes,buckets,dumptrucksetc.BISPLATEarmourgradesaresuitableforarmouredpersonnelcarriersandballisticprotectionofmilitaryandcivilianfixedplantandtransportequipment.
BISPLATEgradescanbereadilycut,welded,formedanddrilledusingsimilartechniquestomildsteel.
BisalloySteelsoperatesanapprovedmechanicaltestinglaboratoryregisteredandmonitoredbytheAustralianNationalAssociationofTestingAuthorities(NATA).ThecompanysqualitycontrolandmanagementsystemisassessedbyLloydsandaccreditedtoISO9001.
Thecapacity,qualityandversatilityofourheattreatmentlineenablesustocompeteinbothdomesticandinternationalmarkets;includingNorthandSouthAmerica,Asia,NewZealandandAfrica.
-
4How To ConTACT uS BISALLoy STEELS PTy LTd
18ResolutionDriveUnanderra POBox1246UnanderraNSW2526Australia
TelSwitch+61242720444 Fax+61242720456
WebSitewww.bisalloy.com.au
SALES & MArkETIng MAnAgEr MichaelSampson Tel+61242720412
Mob0418603852 [email protected]
TECHnICAL MAnAgEr Tel+61242720470 [email protected]
ExPorT MAnAgEr WillyPang Tel+61242720418 Mob+61419280765
[email protected]
nATIonAL SALES MAnAgEr TerryMcDermott Tel+61242720432
Mob0406398421 [email protected]
For STATE By STATE EnQuIrIES PLEASE ConTACT
our MAIn oFFICE on o2 4272 0444
-
5ProCESS rouTE
Pr
oc
es
s r
ou
te
Ho
w t
o c
on
tac
t u
s
-
6rAngE oF grAdES
InTroduCTIon
BisalloySteelsgradesareworldclass,ourstructuralgradescomplyingwithmanyoftheworldsquenchedandtemperedsteelplatestandards.
Eachofthegradescoveredbythisbrochurehasspecificmechanicalandchemicalpropertiesdetailed.TheprocessinformationdetailedbelowisapplicabletoallBISPLATEproductmanufacturedbyBisalloySteels.
BISALLoyS FEEd PLATE
ThetechnologyusedinthemanufactureofBISPLATEisnotonlyworldclass,butthedemandsofhighstrengthandhighhardnesssteelsdictatetheneedforoneofthemoststringentprocessroutesutilisedinthemanufactureofsteelplate,anywhereintheworld.
Hotmetaldesulphurisationensureslowlevelsofsulphurandotherimpuritiesinsteelmaking.VacuumdegassingiscarriedouttoreducetheHydrogencontentofthesteel,whilstalsodecreasingtheamountofundesirableOxygenandNitrogeninthesteel.ControlofimpuritiesisadditionallyassistedthroughtheuseofhotmetalinjectionandconditioningoftheslagduringtheBasicOxygenSteelmakingprocess.
ClosecontrolofchemicalcompositionandfinalmicrostructureismaintainedthroughtheuseofladlerefiningwithCalciuminjection,Argonbubblingthroughtheheatduringsteelmakingandalloyingadditionsmadeundervacuum.
Followingsteelmaking,integrityofslabproductisensuredbytheuseofelectromagneticstirring,continuouscastingandcontrolledcoolingofslabspriortoplaterolling.
Finally,platerollingiscarriedoutinacomputercontrolledfourhighrollingmill,inwhicheachdraftismodifiedduringrollingforoptimisationoffinalproperties.
Thenetresultissteelthatprovidesimprovedtoughness,structuralintegrityandfatigueresistance,providingconsistentproductperformanceinservice.
-
7BISALLoyS HEAT TrEATMEnT
Plateisheatedinournaturalgasfiredfurnace,priortoquenchingintheDreverrollerquenchunit.CompletePLCcontrolallowstightandconsistentcontrolofallfurnaceandquenchoperations,includingwaterflowratesandpressure,furnacetemperaturesandresidencetimes.
Preandpost-heattreatmentshotblastingremovesscaleandpresentsanattractiveplate.Thisresultsinimprovementsinproductproperties,weldingandcutting,aswellassimplificationduringfabrication.
ThefinaloperationatBisalloyisplatelevelling,throughourplateleveller,formaterialupto32mmthick.Thishasresultedinsignificantimprovementsinflatnessofplatetomarket,muchtighterthantheAustralianStandardandotherInternationalStandards.
Ourqualityassurancesystemensuresthatfulltraceabilityexistsfrominitialsteelmakingrightthroughtheprocesstothefinalplate.Eachplateisindividuallyhardstampedwithauniqueidentification,thislinkstotheoveralltraceability.
Allplatesaretestedforhardness,whilstallstructuralgradesaretestedinBisalloysNATAapprovedmechanicaltestinglaboratory.Platesofallgradesarecertified.TheentireprocessiscarriedoutincompliancewithISO9001,certifiedbyLloydsRegisterQualityAssurance(LRQA).
BISALLoyS TECHnICAL dEVELoPMEnT
EachofthegradesoutlinedinthisbrochurehavebeendevelopedtooptimisechemistryandmechanicalpropertiesinconjunctionwithBisalloysheattreatmentprocess.
Ourworldclasssteelgradesensurethatpropertiessuchasductility,weldabilityandtoughnessaremaximised,whilstcomplyingwiththerequisitehardnessandstrengthrequirements.
OngoingR&DatBisalloykeepsourproductrangeattheleadingedgeofavailablequenchedandtemperedsteels.Already,wearedevelopingsteelstomeettheemergingrequirementsforstillstrongerstructuralgradesandthesewillbereleasedtothemarketasdemanddictates.
ra
ng
e o
f g
ra
de
s
-
8BISPLATE 60
BISPLATE60isalowcarbon,lowalloy,highstrengthstructuralsteelthatexhibitsexcellentcoldformabilityandlowtemperaturefracturetoughness.
APPLICATIonS
ThecombinationofBISPLATE60mechanicalpropertiesandeaseoffabricationofferseconomicaladvantagesinmanystructuralapplications.Someexamplesofapplicationsforthisgradeinclude:
Storagetanks (Water/Oil/Gas)High-risebuildings (Columns/Transfer
beams)Liftingequipment (Mobile/Overhead cranes)
FABrICATIon
BISPLATE60canbeweldedsuccessfullywithminimallevelsofpreheatandhasexcellentlowtemperaturefracturetoughness.
BISPLATE60hasbeendesignedsuchthatalowhardnesslevelisproducedintheheataffectedzone(HAZ).Asaresult,thissteelhasalowsusceptibilitytoHAZcracking.
ForfurtherdetailsonfabricationpleaserefertoBisalloystechnicalliterature.
-
9BISPLATE 60
MECHAnICAL ProPErTIES
PROPERTIES SPECIFICATION TYPICAL
0.2%ProofStress 500MPa(Min) 580MPa
TensileStrength 590-730MPa 640MPa
Elongationin50mmG.L. 20%(Min) 30%
CharpyImpact(Longitudinal)-20C(10mmx10mm)
80J(Min)* 200J
Hardness 210HB
*Dependentonplatethickness
CHEMICAL CoMPoSITIon
THICKNESS(mm) C P Mn Si S Cr Mo B CE(IIW)* CET*
5-80-100 Maximum 0.18 0.025 1.5 0.25 0.008 1.20 0.25 0.002 0.58
0.34
*Typicalaverage
ra
ng
e o
f g
ra
de
s
-
10
BISPLATE 70
BISPLATE70isalowcarbon,lowalloy,highstrengthstructuralsteel.Thisgradecanbeweldedwithminimalpreheatandhasexcellentlowtemperaturefracturetoughnesssuitableforstructuralapplications.
APPLICATIonS
ThecombinationofBISPLATE70mechanicalpropertiesandeaseoffabricationofferseconomicaladvantagesinmanystructuralapplications.Someexamplesofapplicationsforthisgradeinclude:
Transportequipment (Trays/Low loaders/Outriggers)Storagetanks
(Water/Oil/Gas)High-risebuildings (Columns/Transfer
beams)Liftingequipment (Mobile/Overhead cranes)Miningequipment
(Dump truck trays/Structural
applications)Longwallminingsupports
FABrICATIon
BISPLATE70exhibitsexcellentcoldformabilityandlowtemperaturefracturetoughness.
BISPLATE70hasbeendesignedsuchthatalowhardnesslevelisproducedintheheataffectedzone(HAZ).Asaresult,thissteelhasalowsusceptibilitytoHAZcracking.
ForfurtherdetailsonfabricationpleaserefertoBisalloystechnicalliterature.
-
11
BISPLATE 70
MECHAnICAL ProPErTIES
PROPERTIES SPECIFICATION TYPICAL
0.2%ProofStress 600MPa(Min) 670MPa
TensileStrength 690-830MPa 760MPa
Elongationin50mmG.L. 20%(Min) 28%
CharpyImpact(Longitudinal)-20C(10mmx10mm)
75J(Min)* 180J
Hardness 230HB
*Dependentonplatethickness
CHEMICAL CoMPoSITIon
THICKNESS(mm) C P Mn Si S Cr Mo B CE(IIW)* CET*
5-80-100 Maximum 0.18 0.025 1.5 0.25 0.008 1.20 0.25 0.002 0.58
0.34
*Typicalaverage
-
12
BISPLATE 80
BISPLATE80isahighstrength,lowalloysteelplatewithayieldstrengththreetimesthatofcarbonsteelandfeaturinglowcarbon,excellentnotchtoughness,goodweldabilityandformability.
APPLICATIonS
UtilisingthehighstrengthpropertiesofBISPLATE80allowsreductioninsectionthicknesswithoutlossofstructuralintegrity.Thefollowinglistssomeapplicationswherethestrengthadvantagehasbeenrealised:
Transportequipment (Low loaders)High-risebuildings
(Columns)Miningequipment (Dump truck trays/Longwall roof
supports)Liftingequipment (Mobile cranes/Container handling
equipment)Bridges Storagetanks ExcavatorbucketsInduceddraftfans
FABrICATIon
BISPLATE80isahighstrengthsteelmanufacturedwithacontrolledcarbonequivalentforoptimumweldability.
BISPLATE80canbesuccessfullyweldedtoitselfandarangeofothersteels,providedlowhydrogenconsumablesareusedandattentionispaidtopreheat,interpasstemperature,heatinputandthedegreeofjointrestraint.Stressrelievingcanbeachievedat540C570C.Heatingabovethistemperatureshouldbeavoidedtominimiseanyadverseeffectsonmechanicalproperties.Coldformingcanbesuccessfullyconducted,provideddueaccountistakenoftheincreasedstrengthofthesteel.
ForfurtherdetailsonfabricationpleaserefertoBisalloystechnicalliterature.
-
13
BISPLATE 80
MECHAnICAL ProPErTIES
PROPERTIES SPECIFICATION TYPICAL
0.2%ProofStress 690MPa(Min)* 750MPa
TensileStrength 790-930MPa* 830MPa
Elongationin50mmG.L. 18%(Min)* 26%
CharpyImpact(Longitudinal)-20C(10mmx10mm)
40J(Min)* 160J
Hardness 255HB
*Dependentonplatethickness
CHEMICAL CoMPoSITIon
THICKNESS(mm) C P Mn Si S Cr Mo B CE(IIW)* CET*
5-80-100 Maximum 0.18 0.025 1.5 0.25 0.008 1.20 0.25 0.002 0.58
0.34
*Typicalaverage
ra
ng
e o
f g
ra
de
s
-
14
BISPLATE 80PV
BISPLATE80PVisahighstrengthsteelalternativefordesignersofunfiredpressurevesselsthatmeetstherequirementsofAS1210andachievesalightweightstructure.
APPLICATIonS
BISPLATE80PVhasbeenapprovedbystatutoryauthoritiesandcomplieswiththerequirementsofAS1210forpressureapplicationsandissuppliedultrasonicallytestedtoAS1710-Level1.Itshighstrengthofferssubstantialweightreductionsinthefollowingareas:
TransportableroadtankersStoragetanks (Spherical and
cylindrical)Railroadtankers (LPG/Liquid
ammonia)Refineryandpetrochemicalequipment (Tube plates/Channel
covers)
FABrICATIon
BISPLATE80PVisahighstrength,lowalloypressurevesselsteelwithacontrolledcarbonequivalentforoptimumweldability.
BISPLATE80PVcanbesuccessfullyweldedtoitselfandarangeofothersteels,providedlowhydrogenconsumablesareusedandattentionispaidtopreheat,interpasstemperature,heatinputandthedegreeofjointrestraint.Stressrelievingcanbeachievedat540C570C.Heatingabovethistemperatureshouldbeavoidedtominimiseanyadverseeffectsonmechanicalproperties.Coldformingcanbeconductedsuccessfully,provideddueaccountistakenoftheincreasedstrengthofthesteel.
-
15
BISPLATE 80PV
MECHAnICAL ProPErTIES
PROPERTIES SPECIFICATION TYPICAL
0.2%ProofStress 690MPa(Min)* 750MPa
TensileStrength 790-930MPa* 830MPa
Elongationin50mmG.L. 18%(Min)* 26%
LateralExpansion 0.38mm(Min) 0.70mm
CharpyImpact 55J
Hardness 255HB
*Dependentonplatethickness
CHEMICAL CoMPoSITIon
THICKNESS(mm) C P Mn Si S Cr Mo B CE(IIW)* CET*
6-80 Maximum 0.20 0.025 1.5 0.25 0.008 0.30 0.25 0.002 0.50
0.35
>80-100 Maximum 0.18 0.025 1.5 0.25 0.008 1.20 0.25 0.002
0.58 0.34
*Lowheatinputbuttweldingrequiredtoensuretransverseweldtensilepropertiesareachieved.Alternatechemistrymaybespecifiedwhennecessary*Typicalaverage
-
16
BISPLATE 320
BISPLATE320isathroughhardened,abrasionresistantsteelplate,offeringlonglifeexpectancyinhighimpactabrasionapplications.
APPLICATIonS
BISPLATE320offerstheoptimumcombinationofhardness,impactandformabilityforwearapplicationsthatrequireextensiveforming/drillingorfabrication,inimpactabrasiveapplicationssuchas:
DeflectorplatesChutesStoragebinsDumptrucklinersEarthmovingbuckets
FABrICATIon
BISPLATE320isahighhardness,abrasionresistantsteelwithacontrolledcarbonequivalentforoptimumweldability.Withappropriateattentiontoheatinput,preheatandconsumableselection,BISPLATE320canbereadilyweldedtoitselfandothersteels,usingconventionalprocesses.
ColdformingofBISPLATE320platesispossibleinallthicknesses,providedthehighstrengthofthissteelistakenintoaccount.Adequateallowancemustbemadeforincreasedspringbackrelativetomildsteel.Heatingabove400Cshouldbeavoided,otherwisethemechanicalpropertiesmightbeaffected.
-
17
BISPLATE 320
MECHAnICAL ProPErTIES
PROPERTIES SPECIFICATION TYPICAL
0.2%ProofStress 970MPa
TensileStrength 1070MPa
Elongationin50mmG.L. 18%
CharpyImpact(Longitudinal)+20C(10mmx10mm)
60J
Hardness 320-360HB 340HB
CHEMICAL CoMPoSITIon
THICKNESS(mm) C P Mn Si S Cr Mo B CE(IIW)* CET*
5-80-100 Maximum 0.18 0.025 1.5 0.25 0.008 1.20 0.25 0.002 0.58
0.34
*Typicalaverage
ra
ng
e o
f g
ra
de
s
-
18
BISPLATE 400
BISPLATE400isathroughhardened,abrasionresistantsteelplate,offeringlonglifeexpectancyinhighimpactabrasionapplications.
APPLICATIonS
BISPLATE400offersexcellentwearandabrasionresistanceandimpacttoughnessinapplicationsthatinclude:
DumptruckwearlinersCyclonesScrewconveyorsDeflectorplatesChutesGroundengagingtoolsStoragebinsCuttingedgesEarthmovingbuckets
FABrICATIon
BISPLATE400isahighhardness,abrasionresistantsteelofferingverygoodimpacttoughnessproperties.BISPLATE400providesanoptimumcombinationofabrasionresistance,toughnessandweldability.Duetoitslowalloycontent,BISPLATE400canbereadilyweldedusingconventionalweldingprocessesandlowhydrogenconsumables.ColdformingofBISPLATE400isachievableonallthicknessesalthoughanallowanceforthehigherstrengthshouldbetakenintoaccount.Bendingmachinecapabilitiesshouldalsobetakenintoconsiderationpriortoanyformingoperation.Heatingabove250Cshouldbeavoided,otherwisemechanicalpropertiesmightbeaffected.
-
19
BISPLATE 400
MECHAnICAL ProPErTIES
PROPERTIES SPECIFICATION TYPICAL
0.2%ProofStress 1070MPa
TensileStrength 1320MPa
Elongationin50mmG.L. 14%
CharpyImpact(Longitudinal)+20C(10mmx10mm)
55J
Hardness 370-430HB 400HB
CHEMICAL CoMPoSITIon
THICKNESS(mm) C P Mn Si S Cr Mo B CE(IIW)* CET*
5-80-100 Maximum 0.18 0.025 1.5 0.25 0.008 1.20 0.25 0.002 0.58
0.34
*Typicalaverage
-
20
BISPLATE 450
BISPLATE450isathroughhardened,abrasionresistantsteelplate,withverygoodtoughness,weldabilityandformability,offeringlonglifeexpectancyinslidingandgougingabrasionapplications,withimpactloading.
APPLICATIonS
BISPLATE450offersexceptionallylonglifeinhighabrasionapplicationswithimpactloading.Applicationsinclude:
Dumptruckwearliners/bodiesMiningbucketsTipperbodiesCuttingedgesConstructionwastebinsLinerplates/chutes
FABrICATIon
BISPLATE450isalowcarbon,highhardness,abrasionresistantsteelwithguaranteedimpacttoughness.BISPLATE450canbesuccessfullyweldedtoitselfandarangeofothersteelsbyconventionaltechniques.Becauseofitshighhardness,coldformingofBISPLATE450requireshigherbendingandformingforcesandgreaterallowancesmustbemadeforspringback.Heatingabove200Cshouldbeavoided,otherwisemechanicalpropertiesmightbeaffected.
-
21
BISPLATE 450
MECHAnICAL ProPErTIES
PROPERTIES SPECIFICATION TYPICAL
0.2%ProofStress 1150MPa
TensileStrength 1400MPa
Elongationin50mmG.L. 12%
Hardness 425-475HB 450HB
guArAnTEEd CHArPy-V IMPACT TougHnESS
THICKNESS(mm) TESTPIECE MIN.ENERGY,LONGITUDINAL@-40C
6-8 10x5 17J
10 10x7.5 21J
12-20 10x10 25J
>20-40 10x10 20J
>40-50 10x10 15J
CHEMICAL CoMPoSITIon
THICKNESS(mm) C P Mn Si S Ni Cr Mo B CE(IIW)* CET*
6-20 Maximum 0.23 0.025 1.00 0.60 0.008 0.25 1.00 0.25 0.002
0.46 0.30
25-50 Maximum 0.25 0.025 1.20 0.60 0.008 0.25 1.20 0.35 0.002
0.58 0.36
*Typicalaverage
ra
ng
e o
f g
ra
de
s
-
22
BISPLATE 500
BISPLATE500isathroughhardened,abrasionresistantsteelplate,offeringlonglifeexpectancyinslidingandgougingabrasionapplications.
APPLICATIonS
BISPLATE500isthehardeststeelproducedbyBisalloySteelsandoffersexceptionallylonglifeinslidingabrasionapplicationssuchas:
DumptruckwearlinersChutesWearlinersEarthmovingbucketsCuttingedgesGroundengagingtools
FABrICATIon
BISPLATE500isamediumcarbon,highhardness,abrasionresistantsteel.Withappropriateattentiontoheatinput,preheatandconsumableselections,BISPLATE500canbesuccessfullyweldedtoitselfandarangeofothersteelsbyconventionaltechniques.Becauseofitshighhardness,coldformingofBISPLATE500isdifficult,requiringhigherbendingandformingforces,andgreaterallowancesmustbemadeforspringback.Ifheatingisnecessary,thisshouldnotexceed200C,otherwisemechanicalpropertiesmightbeaffected.
-
23
BISPLATE 500
MECHAnICAL ProPErTIES
PROPERTIES SPECIFICATION TYPICAL
0.2%ProofStress 1400MPa
TensileStrength 1640MPa
Elongationin50mmG.L. 10%
CharpyImpact(Longitudinal)+20C(10mmx10mm)
35J
Hardness 477-534HB 500HB
CHEMICAL CoMPoSITIon
THICKNESS(mm) C P Mn Si S Ni Cr Mo B CE(IIW)* CET*
8-100 Maximum 0.32 0.025 0.40 0.35 0.008 0.35 1.20 0.30 0.002
0.62 0.40
*Typicalaverage
ra
ng
e o
f g
ra
de
s
-
24
BISPLATE HIgH HArdnESS ArMour PLATE
InTroduCTIon
BISPLATEHighHardnessArmour(BISPLATEHHA)isaquenchedandtemperedsteelarmourplatesuitableforuseinbothmilitaryandcivilapplicationswherelightweightandresistancetoballisticprojectilesisrequired.
METHod oF MAnuFACTurE
BISPLATEHHAisahotrolledsteelproductthatissubsequentlyheattreatedtopromoteitshighstrengthandtoughness,highhardnessandballisticsproperties.
BrInELL HArdnESS
THICKNESS(mm) SPECIFICATION TYPICAL
5-50* 477-534HB 500HB
*Otherthicknessesmaybeavailableonrequest
TEnSILE ProPErTIES
PROPERTY TYPICAL
0.2%ProofStress 1350MPa
TensileStrength 1640MPa
Elongationin50mmG.L. 14%
CHArPy IMPACT VALuES
THICKNESS(mm) TESTPIECE TESTTEMP MIN.ENERGY(TRANSVERSE)
MIN.ENERGY(LONGITUDINAL)
5 10xThk -40C ByAgreement ByAgreement
6-
-
25
BISPLATE HIgH HArdnESS ArMour PLATE
MECHAnICAL TEST FrEQuEnCIES
TEST FREQUENCY
Hardness PerPlate
Charpy(L) PerBatch
Charpy(T) PerBatch
TensileTesting ByAgreement
ThicknessTesting PerPlate
BallisticTesting ByAgreement
CHEMISTry
ThechemicalspecificationconformswiththerequirementsofMIL-DTL-46100,althoughitistighterthantherequirementsofthatspecificationsoastooptimisethematerialsperformance.Productchemicalanalysesaretakenonaper-heatbasis
Chemicalanalysisisasfollows:
CHEMICAL CoMPoSITIon
THICKNESS(mm) C P Mn Si S Ni Cr Mo B CE(IIW)** CET**
5-501 Maximum 0.32 0.025 0.80 0.50 0.005 0.50 1.20 0.30 0.002
0.61 0.40
**Note:NickelandVanadiumareintentionallyadded**Typicalaverage1Otherthicknessesmaybeavailableonrequest
ra
ng
e o
f g
ra
de
s
-
26
BALLISTIC ProPErTIES
AS 2343 PArT 2 BuLLET rESISTAnT PAnELS For InTErIor: oPAQuE
PAnELS
CLASS CALIBRE AMMUNITIONMEASUREDVELOCITY@DISTANCEFROM
MUZZLERANGE MINIMUMREQUIREDHHATHICKNESS
G2 44Magnum 15.6gLeadSemi-WadCutterBullet 48810m/[email protected] 3m
6mm2
S0 12Gauge(FullChoke)12Gauge70mmHigh
VelocityMagnum32gSGShot
40310m/[email protected] 3m 6mm2
S1 12Gauge(FullChoke) 12Gauge70mm24.8gSingleSlug 47710m/[email protected]
3m 6mm2
R1 5.56mm M1935.56mm3.6gFullMetalCaseBullet 98015m/s@5m 10m
10mm2
R2 7.62mmNatoStandard7.62mm9.3g
FullMetalCaseBullet85310m/s@5m 10m 6mm
2Standardthicknessesproduced.Minimumthicknessrequiredislessthanstatedthickness.PleasecontactBisalloyforfurtherinformation.
ClassGHandGun ClassSShotgun ClassRRifles
rESIduAL MAgnETISM
MaximumresidualmagnetismofBISPLATEarmourgradesis50Gausswhenplatesaredespatched.Specialarrangementcanbemadetolimitthemaximumresidualmagnetismto20Gauss.
-
27
grAdE EQuIVALEnTS
GRADE COUNTRYOFORIGIN STEELSTANDARD COMMENTS
60 Australia AS3597Grade500 Min.yield500MPa
60 ISO ISO4950-3AMD1 Min.yield500MPa
60 Japan JISG3106SM570 Min.yield420MPa
60 USA ASTMA572/A537MGrade60 Min.yield415MPa
60 USA ASTMA537/A537M Min.yield485MPa
60 Europe EN10025S460 Min.yield460MPa
70 Australia AS3597Grade600 Min.yield600MPa
70 ISO ISO4950-3AMD1 Min.yield620MPa
70 USA ASTMA533/A533MCI.1 Min.yield550MPa
70 Europe EN10025S600 Min.yield620MPa
80 Australia AS3597Grade700 Min.yield690MPa
80 ISO ISO4950-3AMD1 Min.yield690MPa
80 USA ASTMA514/A514M Min.yield690MPa
80 Europe EN10025S690 Min.yield690MPa
80 Japan JISG3128 Min.yield685MPa
80PV Australia AS3597Grade700PV Min.yield690MPa
80PV USA ASTMA577/A517M Min.yield690MPa
80PV Europe EN10028P690 Min.yield690MPa
ra
ng
e o
f g
ra
de
s
-
28
SuMMAry TABLES STruCTurAL STEEL grAdES
STEELGRADE
PLATETHICKNESS
(mm)
CARBONEQUIVALENT
(IIW)
BRINELLHARDNESS(HB3000/10)
MECHANICALPROPERTIES
TENSILE CHARPYV-NOTCHIMPACT
PLATETHICKNESS
(mm)
0.2%PROOFSTRESS(MPa)Min
TENSILESTRENGTH
(MPa)
%ELONGATION(50mmG.L)
Min
PLATETHICKNESS
(mm)
ENERGY(J)(Min)
TESTTEMP.(C)
TESTDIRECTIONS
BISPLATE60
(AS3597Grade500)
5-80-100
0.40
0.50
0.58
210 5-100 500 590-730 20
5 ByAgmnt -20 L
6-9.5 45 -20 L
9.5-12 60 -20 L
13-100 80 -20 L
BISPLATE70
(AS3597Grade600)
5-80-100
0.40
0.50
0.58
230 5-100 600 690-830 20
5 ByAgmnt -20 L
6-9.5 40 -20 L
9.5-12 60 -20 L
13-100 75 -20 L
BISPLATE80
(AS3597Grade700)
5-80-100
0.40
0.50
0.58
255
5
6-65
70-100
650
690
620
750-900
790-930
720-900
18
18
16
5 ByAgmnt -20 L
6-9.5 20 -20 L
9.5-12 30 -20 L
13-100 40 -20 L
BISPLATE80PV
(AS3597Grade700PV)
6-80 0.50
2556-65
70-100
690
620
790-930
720-900
18
166-100
LateralExpansion0.38mmmin.
ByAgmntmax.0C T
>80-100 0.58
-
29
SuMMAry TABLES HIgH HArdnESS STEEL grAdES
STEELGRADE PLATETHICKNESS(mm)CARBON
EQUIVALENT(IIW)
BRINELLHARDNESS(HB3000/10)
MECHANICALPROPERTIES
TENSILE CHARPYV-NOTCHIMPACT
0.2%PROOFSTRESS(MPa)
TENSILESTRENGTH
(MPa)
%ELONGATION(50mmG.L.)
ENERGY(J)* TESTTEMP.(C)TEST
DIRECTIONS
BISPLATE320
5-80-100 0.58
BISPLATE400
5-80-100 0.58
BISPLATE450
6-20 0.46
425-475 1150 1400 12
25
-40 L25-400.58
20
>40-50 15
BISPLATE500 6-100 0.62 477-534 1400 1640 10 35 +20 L
*Note:Charpyenergyvaluesarefor10x10mmspecimensizes
Legend:L LongitudinalT Transverse GuaranteedValues
TypicalAverageValues(providedforreferenceinformationonly)
IIWCarbonEquivalentFormula:C.E.=C+Mn+Cr+Mo+V+Ni+Cu
C.E.T=C+(Mn+Mo)+(Cr+Cu)+Ni 6515 10 2040
ra
ng
e o
f g
ra
de
s
-
30
BISPLATE SIzE rAngE
STAndArd SIzE SCHEduLE
Table1:PLATEMASSINTONNES
GRADE BISPLATE60,70,80,320,400 BISPLATE450 BISPLATE500WIDTH(mm)
1525 1900 2485 1525 2485 3100 2485 3100 1525 1900 2485
2485LENGTH(m) 6000 6000 6000 8000 8000 8000 8000
*85008000*8300**8800
6000 6000 6000 8000
Thickness(mm)5 0.4796 0.575 0.936 0.9368 1.248 1.248 1.24810
1.561 1.947 1.561 1.947 1.56112 1.873 2.336 1.873 2.336 1.87316
2.497 3.115 2.497 3.115 2.49720 3.121 3.894 3.121 *4.040 3.12125
3.901 4.867 3.901 **5.354 3.90132 4.994 *5.306 4.99440 6.242 6.242
6.24250 7.803 7.803 7.80360 7.023 7.02370 6.264 6.26475 6.712
5.38780 7.159 5.74690 6.464 6.464100 7.183 7.183
Platemass(tonnes)calculation=7.85xWxTxL(m)
non STAndArd SIzES
Available subject to sales enquiry Minimum order quantities may
apply
EdgE CondITIon
All plate 1525 mm wide and 5 & 6 mm thick is supplied with
untrimmed edge
All other plate is supplied with trimmed edge
-
31
MAnuFACTurIng ToLErAnCES THICknESS ToLErAnCE
Table1:
WIDTH
THICKNESS(+/-mm)
6>68
>810
>1013
>1318
>1822
>2230
>3042
>4263
>63
-
32
unTrIMMEd EdgE PLATE
Table3:
WIDTH(ALLTHICKNESS) PLUS MINUS
1500 40 0
Note:Alldimensionsareinmillimetres
LEngTH ToLErAnCE
Table4:
ALLTHICKNESS
-
33
CAMBEr EdgE CAMBEr ToLErAnCE
Table5:
SPECIFIEDWIDTH TRIMMEDEDGE UNTRIMMEDEDGE
ALL 4 6
Note:Alldimensionsareinmillimetres
Figure1:
Note:Alldimensionsareinmillimetres
EdgeCambershallbelimitedsothatitshallbepossibletoinscribethedimensionsoftheorderedplatewithinthedeliveredsize.
Measurementofflatnesstoleranceshouldbemadewhentheproduct,restingunderitsownmass,isplacedonaflathorizontalsurface.
Astraightedgeshallbeplacedontheplateandthemaximumverticaldistancefromtheplateshallbemeasured(H).
Figure2a: MeasurementofFlatness-Waviness
Figure2b:MeasurementofFlatness-Bowing
W = Width L = Length C = Edge Camber
L = Length H = Deviation
W = Width L = Length H = Deviation
Ma
nu
fac
tu
rin
g t
ole
ra
nc
es
-
34
BISALLoy MAnuFACTurIng ToLErAnCES
Table6:
SPECIFIEDTHICKNESSPLATE
(mm)
DISTANCEBETWEENPOINTSOFCONTACT
(mm)
SPECIFIEDWIDTHOFPLATE(mm)
-
35
CuTTIng BISPLATE
FLAME CuTTIng, PLASMA CuTTIng, LASEr CuTTIng, wATErJET CuTTIng
And SAwIng rECoMMEndATIonS
AllgradesofBISPLATEquenchedandtemperedsteelcanbecutbyeitherthermalcutting,lasercutting,waterjetcuttingorpowersawoperations.Thecuttingoperationscanbecarriedouteitherintheworkshopor,inthecaseofflamecutting,infieldconditions.Boththehighstrengthstructuralgradesandthewearandabrasionresistantgradescanbecutusingthesametypeofequipmentemployedincuttingplaincarbonsteels.
Figure1a:
cu
tt
ing
Bis
Pla
te
LaserCut-Top
PlasmaCut-Top
FlameCut-Top
FlameCut-Bottom
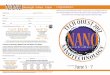
Effects of flame, plasma and laser cutting on plate hardness for
a 6 mm AS3597 Grade 700 steel (BiSPLATE 80). Hardness tests were
conducted using the Vickers method and converted to Brinell
hardness values (HB).
Distance from Cut Edge (mm)
0 1 2 3 4 5 6 7
450
400
350
300
250
200
150
Har
dne
ss (B
rinel
l)
-
36
10
Laser Cut
Plasma Cut
Flame Cut550
500
450
400
350
300
250
Har
dne
ss (B
rinel
l)
0 1 2 3 4 5
Distance from Cut Edge (mm)
CuTTIng oPErATIonS
Dependentonthegradeandthicknessbeingcut,thefollowingoperationscanbeusedonBISPLATEgrades:
FlameCutting(Oxy-LPG and Oxy-acetylene)
PlasmaCuttingLaserCuttingWaterjetCuttingPowerSawing
Figure1b:
Effects of flame, plasma and laser cutting on plate hardness for
a 6 mm BiSPLATE 500. Hardness tests were conducted using the
Vickers method and converted to Brinell hardness values (HB).
Note: Some variations to the hardness profiles of figure: 1a and
1b will occur with changes to cutting speed and plate
thickness.
-
37
FLAME CuTTIng
BothOxy-LPGandOxy-acetyleneprocessesareacceptableforsectioningallthicknessesofBISPLATE.Withtheseprocesses,thefollowingtechniquesarerecommended:
GaspressuretobethesameasforcuttingtheequivalentthicknessinplaincarbonsteelReducetravelspeedsby30%whencomparedtotheequivalentthicknessplaincarbonsteelswhenusingastandardcuttingnozzle
NozzlesizetobethesameasforequivalentthicknessplaincarbonsteelCorrectselectionofnozzlesizefortheplatethicknessbeingcutisimportanttoensureefficientcuttingandtominimisethewidthoftheheataffectedzone(HAZ)
Aswithallplatesteels,thesmoothnessofthecutisaffectedbysurfacescale.Ifthisispresent,itisadvisabletoremoveitpriortocutting(BISPLATEisnormallysuppliedintheshotblastedcondition).
UndernormalOxycuttingconditions,thetotalheataffectedzoneadjacenttotheflamecutedgewillextendintotheplateapproximately2-3mm,asshowninfigure1aforBISPLATE80.Itshouldbenotedthattheheataffectedzoneproducesahardlayeradjacenttotheflamecutedge,withasoftlayerinsidethis.Theoriginalplatehardnessreturnsafterthe2-3mmdistancefromthecutedge.ForBISPLATE500theHAZmayextendasmuchas4-5mmintotheplateasshowninfigure1b.
PreheatingBISPLATEsteelpriortoflamecuttingwillminimisethehardnessoftheflamecutedgeandalsoreducetheriskofdelayedcrackingfromthiscutedge.Thisisparticularlyimportantincoldenvironmentswhereplatetemperatureislessthan20CandforthehighhardenabilitygradesofBISPLATE500.
cu
tt
ing
Bis
Pla
te
-
38
Table1below,givesguidanceonthepreheatrequirements.Itisrecommendedthatthezonetobepreheatedshouldextendatleast75mmeithersideofthelineofcut,withthetemperaturebeingmeasuredontheoppositesurfaceandatadistanceof75mm,asshowninfigure2.
rECoMMEndEd MInIMuM PrEHEAT TEMPErATurES For FLAME CuTTIng oF
BISPLATE grAdES
Table1:
BISPLATEGRADE PLATETHICKNESS(mm)
MINIMUMPREHEATTEMPERATURE(C)
60,70 8-32 20
80,80PV5-31
32-1002050
320,4005-31
32-1002050
4506-2021-50
2050
5008-20
21-10050100
-
39
Figure2:Recommendedpreheatzoneandlocationofpreheatmeasurement.
Iftheflamecutsurfaceistobethefaceofaweldedjoint,theheataffectedzonefromtheflamecuttingneednotberemoved.However,allslagandloosescaleshouldberemovedbylightgrinding,andpriortowelding,thecutsurfaceshouldbedryandfreefromorganicmattersuchasoil,grease,etc(asdirectedbygoodworkshoppractice).
Whenstrippingplates,theuseofmultiplecuttingheadswillhelptominimisedistortionofthecutpieces.Correctnozzlesize,gaspressureandtravelspeedwillalsominimisedistortionduringcutting.Softeningonedgescanalsooccurwhenflamecuttingsmallstrips,eg.50mmwidex50mmthickplate.
QuenchcuttingofBISPLATEgradestominimisedistortionisnotrecommended,coolinginstillairispreferred.Thetechniqueofstackingplatesduringprofilecuttingshouldalsobeavoided.
Forcomponentcuttingand/orprofilingofsmallpartsanincreaseintemperaturecanoccurandmayaffectthemechanicalpropertiesofthesteel.
Measure preheat temperature here
75 mm 75 mm
cu
tt
ing
Bis
Pla
te
-
40
SuMMAry oF FLAME CuTTIng rECoMMEndATIonS
ForoxyprocessesusegaspressuresandnozzlesizesasforanequivalentthicknessofplaincarbonsteelForoxyprocessesusecuttingspeedstwothirdsofthatrecommendedforanequivalentthicknessofplaincarbonsteelFlamecuttingproducesaheataffectedzoneonallgrades.TheriskofdelayedcrackingisreducedbyusingpreheatespeciallyforthickplateandforBISPLATE500grade
UsemultiplecuttingheadswhenstrippingplatesStillaircoolingaftercuttingDonotstackcutDonotquenchcutplatesUsethermalcrayonsorsurfacethermometerstomeasurepreheattemperatures
rEFErEnCES/FurTHEr rEAdIng
WTIATechnicalNote5FlameCuttingofSteels.
PLASMA CuTTIng
PlasmacuttingisanacceptablemethodofsectioningallgradesofBISPLATE.Theprocessoffersparticularadvantagesofproductivityoverflamecuttinginthicknessesupto20mmusingcurrentlyavailableequipment.Forinstance,thecuttingspeedof6mmBISPLATE400maybeupto9timesthatrecommendedforconventionalflamecuttingtechniques.
Thecutqualitymaybeinferior,however,duetoroundingofthetopedgesanddifficultyinobtainingasquarecutfaceofbothedges.Guidanceontheoptimumsettingsfornozzlesize,gaspressure,gascompositionandcuttingspeedswillbeprovidedbytheequipmentmanufacturer.BISPLATEwithlowalloycontentsshouldbetreatedsimilarlytoconventionalstructuralsteels.
Theheataffectedzonefromaplasmacutisnarrowerthanthatproducedfromflamecuttingbutpeakhardnessesaregenerallyhigher.Generalrecommendationsfortheremovalofthishardenedzoneareoutlinedbelow.
-
41
HArdnESS ProFILE CHArACTErISTICS For PLASMA CuTTIng
Table2:
PLATETHICKNESS(mm)RECOMMENDEDDEPTHOF
REMOVAL(mm)PEAKHARDNESS(HB)
BISPLATE
60,70,80,320,400BISPLATE
450BISPLATE
500
5-8 0.4-0.5 430 480 540
>8-12 0.6-0.8 450 480 540
>12-20 1.0-1.2 450 480 540
TheplasmacutHAZtypicallyextends0.51.0mmintotheplateundernormalconditions.Asisthecaseforflamecutting,completeremovalbygrindingisrecommendedifcoldformingofthecutplateiscontemplated.
Allothercommentsforflamecuttingregardingpreheating,removaloftheHAZ,strippingandstackcuttingofplateswouldapplytoplasmacutting.
cu
tt
ing
Bis
Pla
te
-
42
LASEr CuTTIng
LasercuttingisaproductivemethodforsectioningallgradesofBISPLATEupto12mmthickness,particularlywherehighlevelsofaccuracyandminimaldistortionisrequired.Currently,withthicknessesabove12mm,productivitylevelsdropwhencomparedwithotherprocesses.
Thelasercuttingprocessisunlikeotherthermalcuttinginsofarasthematerialisessentiallyvapourisedfromthekerfratherthanmeltingandremovalbykineticenergy.
Thelaserconcentratesitsenergyintoafocusedbeamresultinginlowlevelsofexcessheat.ThisresultsinverysmallHAZareas(0.050.15mm)andsmallkerfs(0.3mm).
CoMPArISon oF FLAME, PLASMA And LASEr CuTTIng on 6 MM BISPLATE
400
Table3:
PROCESS KERFWIDTH(mm) HAZWIDTH(mm)
FlameCutting 0.9 1.5
PlasmaCutting 3.2 0.5
LaserCutting 0.3 0.2
Cuttingspeedsaretypically5000mm/minandtheedgeisgenerallysquare,burrfreeandminimaldross.
Peakhardnesslevelsarelowerthanthoseobtainedfromalternatecuttingmethodspreviouslydescribed.RemovaloftheHAZisgenerallynotconsiderednecessaryformostapplications,however,forformingoperationsitisadvisedthatBisalloySteelsarecontactedforguidance.
-
43
PowEr SAwIng
AllBISPLATEgradescanbecutwithpowersaws,providedlowerbladespeedsandbladepressuresupto50%higherthanthoseusedforcuttingplaincarbonsteelareused.Bestresultshavebeenachievedusingpowersawbladesnormallyrecommendedforcuttingstainlesssteel(generally,bladeshaving4-6teethper25mm).Sawingdirectlyontoaflamecutsurfaceshouldbeavoidedwherepossible.
cu
tt
ing
Bis
Pla
te
-
44
wATErJET CuTTIng
WaterjetcuttingcanbeperformedonallgradesofBISPLATE,althoughitswidespreaduseislimitedduetothecurrentmachinesavailableinAustraliaandtheirlowcuttingspeeds.
AkeyadvantageofwaterjetcuttingisthatitleavesthesurfacefreeofHAZ.Cuttingwithoutheatprotectsagainstmetallurgicalchangesintheplate,ensuringoriginalplatemechanicalpropertiesaremaintained.
RecenttestsperformedbytheCSIRODivisionofManufacturingTechnologyonwaterjetcutting8mmBISPLATE500at40mm/minresultinginnearperfectcutedges.Speedsto75mm/minarepossiblebutwithreducedsmoothnessofthecutedge.
Thewaterjetcutshowsnochangeinmaterialstructureattheedgeofthecut.Thelasercutedgeshowsadistinctchangeinstructuretoadepthof0.2mm.
Bothlasercuttingandwaterjetcuttingareindustrialprocesseswhichshouldbeconsideredbystructuraldesignersandfabricatorsasalternatemeanstoavoidingproblemsassociatedwithfitup,cutedgesquareness,shapeprecision,drossandgrossHAZswhichcanoccurwithconventionalthermalcuttingprocesses.
BisalloySteelswishtothanktheAustralianWeldingjournal,CSIRO-DMT,IanHenderson,CRCforMaterialsWeldingandjoiningandRoryThompson,CSIROIndustryLiasionManagerforinformationpertainingtolaserandwaterjetcuttingcontainedinthispublication.
-
45
wELdIng oF BISPLATE QuEnCHEd And TEMPErEd STEELS
gEnErAL InForMATIon
AllgradesofBISPLATEcanbereadilyweldedusinganyoftheconventionallowhydrogenweldingprocesses.
Theirlowcarboncontentandcarefullybalanced,butrelativelysmalladditionsofalloyingelements(Mn,Cr,Mo,Ni,B)ensuresgoodweldability,inadditiontotheadvantagesofhighstrength,impacttoughnessandhighhardness.
HydrogEn ConTroL
ToensureadequateweldingofBISPLATE,itisnecessarytobemoremindfulofthelevelsofhydrogen,preheattemperaturesandarcenergyinputsinordertominimisethehardeningandmaintainthepropertiesoftheweldHeatAffectedZone(HAZ).
ParticularattentionmustbepaidtothecontrolofhydrogencontenttominimisetheriskofweldandHAZcracking.
Weldhydrogencontentisminimisedbycarefulattentiontothecleanlinessanddrynessofthejointpreparationsandtheuseofhydrogencontrolledweldingconsumables.
Recommendationsonthecorrectstorageandhandlingofconsumablesmaybeobtainedfromweldingconsumablemanufacturers,forinstancetheuseofHotBoxesforstorageandreconditioningarerequiredwhenusingmanualmetalarcweldingelectrodes.ReferWTIATechNote3forfurtherguidance.
HEAT AFFECTEd zonE ProPErTy ConTroL
TheHAZ,aregiondirectlyadjacenttotheweld,experiencesathermalcyclerangingfromunaffectedparentplatetonearmeltingatthefusionboundary.
Thepropertiesofthiszonearedeterminedbythesteelcompositionaswellasthecoolingrate.
-
46
STEEL CoMPoSITIon
BISPLATEgradesandchemicalcompositionsmaybedividedintocategoriesbasedonCarbonEquivalentandCETasfollows:
Table1:
BISPLATEGRADE PLATETHICKNESS(mm)CARBONEQUIVALENT(IIW)
TYPICALAVERAGECET
TYPICALAVERAGE
60,70,80,320,400 5-12 0.40 0.29
60,70,80,320,400 13-80 0.50 0.35
60,70,80,320,400 81-100 0.58 0.34
4506-2025-50
0.460.58
0.300.36
500 8-100 0.62 0.42
Notes:1. C.E.(IIW)=C+Mn+Cr+Mo+V+Cu+Ni 6 5152.
CET=C+Mn+Mo+Cr+Cu+Ni 10 2040
Thesecategoriesgiveanindicationofthedegreeofcarerequiredintheproperselectionofweldingpreheat/heatinputs.
-
47
CooLIng rATE
LimitationsonbothpreheatandheatinputarenecessarytoensurethattheHAZcoolsatanappropriaterateandthatthecorrecthardnessandmicrostructureareachieved.TooslowacoolingratecanresultinasoftHAZandthusalossoftensileandfracturetoughnessproperties.ToorapidacoolingrateproducesahardHAZwhichmaycauselossofductility.Coolingiscontrolledbyabalancebetweenpreheatandheatinputforaparticularplatethicknessandjointconfiguration.
PrEHEAT/HEAT InPuT
Thepreheat/heatinputrecommendationsoutlinedintables2and3willensurethatthecoolingrateoftheHAZissatisfactory.
we
ldin
g B
isP
lat
e
-
48
rECoMMEndEd PrEHEAT/InTErPASS TEMPErATurES (C) For BISPLATE
Table2:
BISPLATEGRADEJOINTCOMBINEDTHICKNESS(t1+t2+t3)(mm)
40
-
49
PErMISSIBLE HEAT InPuT (kJ/MM) For BISPLATE
Table3:
WELDINGPROCESSJOINTCOMBINEDTHICKNESS(t1+t2+t3)(mm)
40 >4060 >60100 >100
MMAW 1.25-2.5 1.25-3.5 1.5-4.5 1.5-5.0
GMAW 1.0-2.5 1.0-3.5 1.5-4.5 1.5-5.0
FCAW 0.8-2.5 0.8-3.5 1.5-4.5 1.5-5.0
SAW 1.0-2.5 1.0-3.5 1.5-4.5 1.5-5.0
Heatinput(kJ/mm)=VoltsxAmpsx0.06 TravelSpeed(mm/minute)
Note:Forthicknessesupto12mminstructuralgrades,themaximumarcenergymayneedtobelimitedto1.5KJ/mmmaximuminspecificapplications
we
ldin
g B
isP
lat
e
-
50
wELdIng BISPLATE
wELdIng ConSuMABLE SELECTIon guIdE For BISPLATE (AS
CLASSIFICATIonS)
Table4a:
BISPLATE60
BISPLATE70
BISPLATE80
BISPLATE320,400,450,500
MMAWConsumables*Warning:OnlyuseHydrogenControlledconsumables
StrengthLevel Matching E55XX/E62XX+ E69XX~ E76XX N.R.Lower E49XX
E55XX E55XX/E62XX+ E55XXLower E49XX E49XX E49XX E49XX
Hardness Matching N.R. N.R. N.R. 1430-AX,1855-AX^
GMAWConsumables**StrengthLevel Matching W55XX/W62XX+ W69XX+
W76XX N.R.
Lower W50XX W55XX W62XX/W69XX W55XXLower W50XX W50XX W55XX.X
W50XX
Hardness Matching N.R. N.R. N.R. 1855-BX^
FCAWConsumables***StrengthLevel Matching BT55X/BT62X+ BT69X~
BT76X N.R.
Lower BT49X BT62X BT62X BT55XLower BT49X BT55X BT55X BT49X
Hardness Matching N.R. N.R. N.R. 1430-BX,1855-BX,1860-BX^
SAWConsumables****StrengthLevel Matching W55XX/W62XX+ W69XX~
W76XX N.R.
Lower W50XX W50XX W50XX W50XXLower W40XX W40XX W40XX W40XX
Hardness Matching N.R. N.R. N.R. 1855-BX^
Table4acourtesyofWTIA(TechNote15)
-
51
Notes:* MMAW-AS/NZS4855consumableclassification**
GMAW-AS2717.1consumableclassification***
FCAW-AS/NZS17632andAS/NZS18276consumableclassification****
SAW-AS1858.1andAS1858.2consumableclassificationX
AVariable-anyvalueallowedbytherelevantstandardmaybeacceptableprovidedthattheconsumableishydrogen
controlled(ielowhydrogen)+
E62XXandW62XXtypeconsumablesovermatchthestrengthrequirementsbutmaybeused~
TheseConsumablesmaybedifficulttoobtain.InsomecasesE62XX,W62XXorBT62Xconsumablesmaybe
substituted,otherwiseuseE76XX,W76XXorBT76Xtypes^
AS2576andWTIATN4ClassificationsN.R.NotRecommended
we
ldin
g B
isP
lat
e
-
52
wELdIng ConSuMABLE SELECTIon guIdE For BISPLATE (AwS
CLASSIFICATIonS)
Table4b:
BISPLATE60
BISPLATE70
BISPLATE80
BISPLATE320,400,450,500
MMAWConsumables*Warning:OnlyuseHydrogenControlledconsumables
StrengthLevel Matching E80XX/E90XX+ E100XX~ E110XX N.R.Lower
E70XX E80XX E80XX/E90XX E80XXLower E70XX E70XX E70XX E70XX
Hardness Matching N.R. N.R. N.R. 1430-AX,1855-AX^
GMAWConsumables**StrengthLevel Matching ER80S-X/ER90S-X+
ER100S-X~ ER110S-X N.R.
Lower ER70S-X ER80S-X ER90S-X/ER100S-X ER80S-XLower ER70S-X
ER70S-X ER80S-X ER70S-X
Hardness Matching N.R. N.R. N.R. 1855-BX^
FCAWConsumables***StrengthLevel Matching E8XTX-X/E9XTX-X+
E10XTX-X~ E11XTX-X N.R.
Lower E7XTX-X E9XTX-X E9XTX-X E8XTX-XLower E7XTX-X E8XTX-X
E8XTX-X E7XTX-X
Hardness Matching N.R. N.R. N.R. 1430-BX,1855-BX,1860-BX^
SAWConsumables****StrengthLevel Matching F8XX/F9XX+ F10XX~ F11XX
N.R.
Lower F7XX F7XX F7XX F7XXLower F6XX F6XX F6XX F6XX
Hardness Matching N.R. N.R. N.R. 1855-BX^
Table4bcourtesyofWTIA(TechNote15)
-
53
Notes:* MMAWAWSA5.1-2004andAWSA5.5consumableclassification**
GMAWAWSA5.18-2005andAWSA5.28consumableclassification***
FCAWAWSA5.20-2005andAWSA5.29consumableclassification****
SAWAWSA5.17-1997andAWSA5.23consumableclassificationX
AVariable-anyvalueallowedbytherelevantstandardmaybeacceptableprovidedthattheconsumableishydrogen
controlled(ielowhydrogen)+
E90XX,ER90S,E9XTXandF9XXtypeconsumablesovermatchthestrengthrequirementsbutmaybeused~
TheseConsumablesmaybedifficulttoobtain.InsomecasesE90XX,ER90S,E9XTXorF9XXtypeconsumablesmay
besubstituted,otherwiseuseE110XX,ER110S,E11XTXorF11XXtypes^
AS2576WTIATN4ClassificationsN.R.NotRecommended
we
ldin
g B
isP
lat
e
-
54
wELdIng ConSuMABLES For MAnuAL METAL ArC wELdIng (MMAw)
Table5:
BRANDS BISPLATE60 BISPLATE70 BISPLATE80 BISPLATE
320,400,450,500
CIGWELDM.S. Alloycraft90
Alloycraft90(under)Alloycraft110(over)
Alloycraft110 N.R.
L.S.Ferrocraft61
Ferrocraft16TwincoatFerrocraft61
Ferrocraft16TwincoatFerrocraft61
Ferrocraft16TwincoatFerrocraft61
Ferrocraft16Twincoat
M.H. N.R. N.R. N.R. Cobalarc350,650or750
Lincoln M.S. Conarc70G Conarc80+ Conarc80,Conarc85+ N.R.
L.S.Conarc49C,
Easyarc7018-1Conarc49C,
Easyarc7018-1Conarc49C,
Easyarc7018-1Conarc49C,
Easyarc7018-1
M.H. N.R. N.R. N.R. N.R.
W.I.A M.S. N.R. WeldwellPH118 WeldwellPH118 N.R.
L.S.Austarc16TC,18TCor
Austarc77Austarc16TC,18TC
Austarc77N.R.
Austarc16TC,18TCAustarc77
M.H. N.R. N.R. N.R. AbrasoCord350,700
SpecialisedWeldingProducts(SWP)
^WAG=WeldingAlloysGroup
M.S. MetrodeE9018-D1 MetrodeE10018-D2 MetrodeE11018-M N.R.
L.S.WAG^Speedarc7018-1-EWAG^Speedarc7016-E
WAG^Speedarc7018-1-EWAG^Speedarc7016-E
WAG^Speedarc7018-1-EWAG^Speedarc7016-E
N.R.
M.H. N.R. N.R. N.R.
MetrodeMethard350MetrodeMethard650WAG^Hardface400-EWAG^HardfaceL-E
MAnuFACTurErS wELdIng ConSuMABLES
WeldingConsumablessuitableformatchingstrength,lowerstrengthandmatchinghardnessarereadilyavailablefromarangeofconsumablemanufacturersasperfollowingtables5to8.
-
55
M.S.MatchingStrengthL.S.LowerStrengthM.H.MatchingHardnessN.R.NotRecommendedN.A.NotAvailableN.B.Consumablesinbracketswillmatchmechanicalpropertyrequirementsinthemajorityofinstancesaspermanufacturersrecommendationsandwheretheappropriateweldprocedureisapplied.WeldQualificationproceduresshouldbecarriedouttoestablishactualWeldmetalproperties.
+Overmatchingstrength**C02ormixedgas
we
ldin
g B
isP
lat
e
Table5:Continued
BRANDS BISPLATE60 BISPLATE70 BISPLATE80 BISPLATE
320,400,450,500
SMENCO/EutecticCastolin
M.S. N.A. N.A. N.A. N.R.
L.S. Eutectrode66*66 Eutectrode66*66 Eutectrode66*66
Eutectrode66*66
M.H. N.R. N.R. N.R. N.R.
ESAB M.S. OK74.70 OK74.86 OK75.75 N.A.
L.S. OK48.08,OK48.04 OK48.08,OK48.04 OK48.08,OK48.04 N.A.
M.H. N.R. N.R. N.R.OK83.28(30HRC)
OK83.50(50-60HRC)
-
56
wELdIng ConSuMABLES For gAS METAL ArC wELdIng (gMAw)
Table6:
BRANDS BISPLATE60 BISPLATE70 BISPLATE80BISPLATE
320,400,450,500CIGWELD/STOODY
ContactBisalloyorCigweldforshielding
gasinformation
M.S. AutocraftMnMoAutocraftMnMo(Under)AutocraftNiCrMo(Over)
AutocraftNiCrMo N.R.
L.S.AutocraftLW1orAutocraftLW1-6
AutocraftLW1orAutocraftLW1-6
AutocraftLW1orAutocraftLW1-6
AutocraftLW1orAutocraftLW1-6
M.H. N.R. N.R. N.R. AutocraftHF650Lincoln M.S. LNMNi1 LNMNi1(UM)
LNMMoNiVa N.R.
L.S. UltraMagS4UltraMagS6**
UltraMagS4UltraMagS6**
UltraMagS4UltraMagS6**
UltraMagS4UltraMagS6**
M.H. N.R. N.R. N.R. N.R.W.I.A
M.S.AustmigESD2/CO2
orMixedGas AustmigNiCrMo+ AustmigNiCrMo N.R.
L.S.AustmigES6/CO2orMixedGas
AustmigES6/CO2orMixedGas
AustmigES6/CO2orMixedGas
AustmigES6/CO2orMixedGas
M.H. N.A. N.A. N.A.
TD600/CO2orMixedGasSpecialisedWeldingProducts(SWP)
M.S. SWPD2 SWP110+ SWP110 N.R.
L.S. SWPS6 SWPS6 SWPS6 N.R.
M.H. N.R. N.R. N.R.SWPHF350SWPHF600
SMENCO/EutecticCastolin M.S.
AN45252+/CO2orMixedGas
AN45252+/CO2orMixedGas
AN45252/CO2orMixedGas
N.R.
L.S.DO*65/CO2orMixedGas
DO*65/CO2orMixedGas
DO*65/CO2orMixedGas
DO*65/CO2orMixedGas
-
57
M.S.MatchingStrengthL.S.LowerStrengthM.H.MatchingHardnessN.R.NotRecommendedN.A.NotAvailableN.B.Consumablesinbracketswillmatchmechanicalpropertyrequirementsinthemajorityofinstancesaspermanufacturersrecommendationsandwheretheappropriateweldprocedureisapplied.WeldQualificationproceduresshouldbecarriedouttoestablishactualWeldmetalproperties.
+Overmatchingstrength**C02ormixedgas
we
ldin
g B
isP
lat
e
Table6:Continued
BRANDS BISPLATE60 BISPLATE70 BISPLATE80BISPLATE
320,400,450,500ESAB
M.S.OKAristoRod13.09
MixedGasOKAristoRod55
MixedGasOKAristoRod69
MixedGasN.A.
L.S.OKAristoRod12.50CO2orMixedGas
OKAristoRod12.50CO2orMixedGas
OKAristoRod12.50CO2orMixedGas
N.A.
M.H. N.R. N.R.
N.R.OKAutoRod13.89(30-40HRC)OKAutoRod13.90(50-60HRC)
-
58
wELdIng ConSuMABLES For FLux CorEd ArC wELdIng (FCAw)
Table7:
BRANDS BISPLATE60 BISPLATE70 BISPLATE80BISPLATE
320,400,450,500CIGWELD/STOODY
ContactBisalloyorCigweldforshieldinggasinformation
M.S.Seamless Verticor91K2H4
Verticor91K2H4(Under)***Verticor111K3H4(Over)Tensicor110TXPH4(Over)Metalcor110H4(Over)
***Verticor111K3H4Tensicor110TXPH4Metalcor110H4
N.R.
L.S.Seamless(E6XT-X) VerticorXPLTH4 VerticorXPLTH4
VerticorXPLTH4 VerticorXPLTH4
L.S.Seamless
Verticor3XPH4Verticor5XPH4Metalcor5H4
Verticor81Ni1H4
Verticor3XPH4Verticor5XPH4Metalcor5H4
Verticor81Ni1H4
Verticor3XPH4Verticor5XPH4Metalcor5H4
Verticor81Ni1H4
Verticor3XPH4Verticor5XPH4Metalcor5H4
Verticor81Ni1H4
L.S.Seamed
Verticor3XPSuprecor5MetalcorXP
Verticor81Ni181Ni2
Verticor3XPSuprecor5MetalcorXP
Verticor81Ni181Ni2
Verticor3XPSuprecor5MetalcorXP
Verticor81Ni181Ni2
Verticor3XPSuprecor5MetalcorXP
Verticor81Ni1,81Ni2
L.S.SelfShielded
Shieldcor8XPShieldcor8Ni
Shieldcor8XPShieldcor8Ni
Shieldcor8XPShieldcor8Ni
Shieldcor8XPShieldcor8Ni
M.H. N.R. N.R. N.R.StoodySuperBuild-Up-G
Stoody965-GStoody965AP-G
Lincoln M.S. Outershield91Ni1-HSR Outershield91Ni1-HSR(UM)
Outershield690-H N.R.
L.S.
Outershield81Ni1,71-MX,71-CXInnershieldNR-232,NR-233,NS-3MOutershield81Ni71-MX,71-CX
InnershieldNR-232,NR-233,NS-3MOutershield81Ni-H,71-MX,71-CXInnershieldNR-232,NR-233,NS-3M
Outershield81Ni1,71-MX,71-CXInnershieldNR-232,NR-233,NS-3M
M.H. N.R. N.R. N.R. Lincore33,Lincore36LS,Lincore55-G
W.I.A/HobartBrothers M.S.
Austfil81N1M/MixedGasTM-71HYD/CO2
TM-811N2/CO2orMixedGasFabCO110K3M/MixedGas FabCO110K3M/MixedGas
N.R
L.S.
Austfil71T-1/CO2Austfil70C-6M,71T-1M/MixedGas
FormulaXL-525/MixedGasFabshield4,XLR-8
TM-991K2/CO2orMixedGasAustfil81N1M/MixedGas
TM-71HYD/CO2TM-811N2/CO2orMixedGasMetalloy80N1/MixedGas
TM-991K2/CO2orMixedGasAustfil81N1M/MixedGas
TM-71HYD/CO2TM-811N2/CO2orMixedGasMetalloy80N1/MixedGas
Austfil70C-6M,71T-1M,81N1M/MixedGas
Austfil71T-1,TM-71HYD/CO2
TM-811N2/CO2orMixedGasMetalloy80N1/MixedGasFormulaXL-525/MixedGas
Fabshield4,XLR-8
M.H. N.R. N.R. N.R. Vertiwear600/MixedGas
-
59
M.S.MatchingStrengthL.S.LowerStrengthM.H.MatchingHardnessN.R.NotRecommendedN.A.NotAvailableN.B.Consumablesinbracketswillmatchmechanicalpropertyrequirementsinthemajorityofinstancesaspermanufacturersrecommendationsandwheretheappropriateweldprocedureisapplied.WeldQualificationproceduresshouldbecarriedouttoestablishactualWeldmetalproperties.+Overmatchingstrength**C02ormixedgas***Verticor111K3H4notrecommendedforplatethicknessover20mm
we
ldin
g B
isP
lat
e
Table7continued:
BRANDS BISPLATE60 BISPLATE70 BISPLATE80BISPLATE
320,400,450,500
SMENCO/EutecticCastolin
M.S. N.A. N.A. N.A. N.A.L.S. TeromatecOA2020 TeromatecOA2020
TeromatecOA2020 TeromatecOA2020M.H. N.R. N.R. N.R. N.R.
SpecialisedWeldingProducts
(SWP)^WAG=WeldingAlloysGroup
M.S.WAG^RobofilRNi1+WAG^RobofilMNi1WAG^RobofilBNi1
WAG^RobofilR690+WAG^RobofilM700WAG^RobofilB700
WAG^RobofilR690+WAG^RobofilM700WAG^RobofilB700
N.R.
L.S.WAG^RobofilR71+WAG^RobofilM71WAG^RobofilB71
WAG^RobofilR71+WAG^RobofilM71WAG^RobofilB71
WAG^RobofilR71+WAG^RobofilM71WAG^RobofilB71
N.R.
M.H. N.R. N.R. N.R.
WAG^RobodurK350-GWAG^RobodurK450-GWAG^RobodurK600-GWAG^HardfaceT-GWAG^HardfaceP-GWAG^HardfaceL-GWAG^HardfaceLP-G
ESAB M.S. DualshieldII80-Ni1H4MixedGas
DualshieldT-100CO2ShieldingGas DualshieldT-115CO2orMixedGas
N.A.
L.S. Dualshield7100UltraMixedGas
DualshieldII80-Ni1H4MixedGasDualshield7100UltraMixedGasDualshieldII80-Ni1H4MixedGasDualshield7100UltraMixedGas
N.A.
M.H. N.R. N.R.
N.R.OKTubrodur15.40(30-40HRC)CO2OKTubrodur15.52(55-60HRC)
CO2orSelfShielded
-
60
wELdIng ConSuMABLES For SuBMErgEd ArC wELdIng (SAw)
Table8:
BRANDS BISPLATE60 BISPLATE70 BISPLATE80BISPLATE
320,400,450,500
CIGWELDM.S. N.A. AutocraftNiCrMo(Over)/Satinarc4
AutocraftNiCrMo/Satinarc4 N.R.
L.S.
AutocraftSA1SA2/Satinarc4or15AutocraftSA1SA2/Satinarc4or15
AutocraftSA1SA2/Satinarc4or15
AutocraftSA1SA2/Satinarc4or15
M.H. N.R. N.R. N.R. Stoody105or107/StoodySFlux
Lincoln M.S.
LincolnweldLA-90/880Mor8500LincolnweldLAC-690/880M
/888+LincolnweldLAC-690/880M
/888 N.R.
L.S. L-60/L-61/761,860,960Flux L-60/L-61/761,860,960Flux
L-60/L-61/761,860,960Flux L-60/L-61/761,860,960
M.H. N.R. N.R. LC25-S/880Flux
Lincore30-S,Lincore42-S,Lincore50/880or802Flux
ESAB M.S. OKTubrod15.24S+OK10.62 OKTubrod13.43+OK10.62
OKTubrod15.27S+OK10.62 N.A.
L.S. OK12.22/OK10.71 OK12.22/OK10.71 OK12.22/OK10.71 N.A.
M.H. N.A. N.A. N.A. N.A.
SpecialisedWeldingProducts(SWP)
^WAG=WeldingAlloysGroup
M.S. S3Ni1MoWire/BF10Flux S3Ni1MoWire/BF10Flux
S3Ni2.5CrMoWire/BF10Flux N.R.
L.S. SWPEM12KWire/WAG^
WAF325FluxSWPEM12KWire/WAG^
WAF325FluxSWPEM12KWire/WAG^
WAF325Flux N.R.
M.H. N.R. N.R. N.R.
WAG^HardfaceT-SWire/WAG^WAF325Flux
WAG^HardfaceP-SWire/WAG^WAF325Flux
WAG^HardfaceL-S/WAG^WAF325Flux
-
61
M.S.MatchingStrengthL.S.LowerStrengthM.H.MatchingHardnessN.R.NotRecommendedN.A.NotAvailableN.B.Consumablesinbracketswillmatchmechanicalpropertyrequirementsinthemajorityofinstancesaspermanufacturersrecommendationsandwheretheappropriateweldprocedureisapplied.WeldQualificationproceduresshouldbecarriedouttoestablishactualWeldmetalproperties.
+Overmatchingstrength
Atthetimeofprintingallconsumableslistedwerecurrent/accuratebutconsultconsumablemanufacturerforuptodateinformation.
wELdIng ProCEdurES
Thespecificeffectsofweldingonweldjointpropertiesinanypracticalsituationwilldependonmanyfactorsincludingthechoiceofconsumables,totalweldheatinput,levelofrestraint,weldgeometryandproximityofadjacentwelds.
GuidanceonweldproceduresforspecificapplicationsmaybesoughtfromBisalloytechnicalstafforconsumablesuppliers.
ArC STrIkES
Arcstrikesoutsidetheweldedzonecanresultincracks,particularlyondynamicallyloadedstructures.Allstrikesshouldbemadewithinthejointpreparation.
TACk wELdIng
Tackweldsrequirespecialcareduetotheabnormalstressesandhighcoolingratesexperiencedbytheadjacentmaterial.Thesamepreheat,heatinputrequirementsshouldbeemployedandlowerstrengthweldingconsumablesconsidered.
we
ldin
g B
isP
lat
e
-
62
FILLET wELdIng
GoodfilletweldingtechniquesareimportantinweldingQ&Tsteelsbecauseoftenveryhighstressesareappliedinservice.Itisessentialthatweldshavegoodrootpenetration,besmooth,correctlycontouredandwellflaredintothelegsofthejoinedpieces.Lowerstrengthconsumablesaresuggestedwhendesignpermits.
WTIATech.Note15providesguidanceoncorrectproceduresforfilletwelding.
rEPAIr work
Itisgoodpracticetoweldrepairwithlowerstrengthconsumables(lowhydrogentype),sinceplatematerialswhichhavebeenhighlystressedinservicemaytendtowarpordistortslightlyduringweldingandimprovedductilitymayberequired.Insomesituations,suchasjointsunderrestraint,jointssubjectedtoimpact/fatiguestresses,etc,specialweldingconsumablesmaybenecessary.
wELdIng STrESSES
Itshouldbeemphasisedthattherecommendedvaluesofpreheatandheatinputarebasedonlowtomoderatelevelsofrestraint.Forconditionsofhighrestraintitisimportanttominimisethedegreetowhichfreecontractionishamperedanditmaybenecessarytousehigherpreheats.Properweldingsequenceandsmalljointconfigurationswouldbeconsideredimportantinhighrestraintsituationsanditisadvisabletoestablishweldingparameterswithsimulatedfullscaleweldtests.
Careshouldalsobeexercisedattheassemblystagetoavoidoffsetandangulardistortionattheplateedge,undercuttingandbadappearance.
STrESS rELIEF
StressreliefmaybeconductedonBISPLATE60,70,80and80PVgradesbutisadvisableonlyifabsolutelynecessary(eg.tocomplywithAS1210inthecaseofroadtankers).Stressreliefisrecommendedwithina540-570Ctemperaturerangeforonehourper25mmofthickness.ThermalcyclingisgenerallyperformedinaccordancewithAS1210CoderequirementsforQ&Tsteels.Thetoesofweldbeadsshouldbedressedbygrindingpriortoanystressrelieftreatmentinordertopreventstressreliefcracking.
-
63
WhenstressrelievingBISPLATE12mm(typically0.40CE(IIW))andmatchingstrengthacrosstheweldisarequirement,itisrecommendedtoweldwithminimumpermissiblepreheat/interpasstemperatures(Table2)andheatinput(Table3)conditionstominimisethedegreeofsofteningoranylossofstrengthwhichmayoccurintheHAZ.
ConsultBisalloySteelsforfurtherinformationifrequired.
PoST-wELd HEATIng
Post-weldheatingat200-250CmaybeconductedasaneffectivehydrogendissolutiontreatmentparticularlywhenconsumablesotherthanH5orH10areused.
HELPFuL HInTS
GeneralrulesforgoodqualityweldingofBISPLATE:Usealowhydrogenprocess,eg.GMAW(MIG),FCAW(gasshielded)Adheretothecorrectrulesforstorageandhandlingoflowhydrogenconsumablesperthemanufacturersrecommendations,orWTIATech.Note3
CleanjointareaofallcontaminantspriortoweldingRemove1-2mmfromflamecutorgougedsurfacesbygrindingSelecttherecommendedpreheat,interpassandheatinputparametersPositionfordownhandweldingwherepossibleAlwaysusestringerbeads,neverwideweavesUselowerstrengthconsumablesonrootrunsandfilletwelds(whenthedesignpermits)UsetemperbeadswhennecessaryArcstrikestobemadeinthejointpreparationParticularattentionshouldbegiventotackweldsrepreheat,heatinputandjointcleanlinessrequirementsGrindingtoesoffilletweldsisparticularlyimportantinfatigueapplications
rEFErEnCES/FurTHEr rEAdIng
AS1554Part4WeldingofQ&TSteelsAS1554Part5WeldingofSteelStructuresSubjecttoHighLevelsofFatigueLoadingWTIATechnicalNote15WTIATechnicalNote3WTIATechnicalNote1
we
ldin
g B
isP
lat
e
-
64
BEndIng, roLLIng, ForMIng, SHEArIng And PunCHIng BISPLATE
ForMIng
CoLd ForMIng
AlloftheBISPLATEquenchedandtemperedsteelgradescanbecoldformed,usingbrakepressbendingorplaterollingtechniques.
However,withanincreaseinbothhardnessandyieldstresscomparedtoplaincarbonsteelgrades,suitableconsiderationofsufficientmachinepower,platebendingdirectionandformerradiimustbemade.
Inaddition,springbackallowancesshouldbegreaterthanforplaincarbonsteelandwilldependonthetypeofforming.Plateedgesshouldbegroundsmooth,andforthickplatesandhighhardnessgrades,theplateedgesshouldberoundedpriortoforming.
Itisrecommendedforthehighhardnessgradesthatwherepossiblethebendaxisbeatrightanglestotheplaterollingdirection(transversebending).Forplate16mmandaboveinBISPLATE500grade,itissuggestedbendingbedoneinthetransversedirectiononly(refertofigure1a).
Figure1a:
Figure1b:
Figure2:
Schematic of transverse bend direction.
Plate Rolling Direction
Ben
d A
xis
Schematic of longitudinal bend direction.
Plate Rolling Direction
Bend Axis
Schematic diagram of brake press bending.
W = Width t = Thickness r = Radius
-
65
MInIMuM ForMEr rAdII (r) In MM For CoLd ForMIng
Table1followinggivestheminimumformerradiiforcoldformingoftheBISPLATEgrades(wherepossiblealargerformerradiishouldbeused).
Table1:
BISPLATEGRADE 60 70 80 320,400 450 500
BendDirection T L T L T L T L T L T L
PlateThickness(t)(mm)5681012162025324050
121212151824405064100140
121516202432506280120190
121212151824405080110150
121516202432506295130200
1215202530456575100125150
1215202530456575110140200
1520253035507080110170300
202535455575100125175250
253240486480100130160200
3040506080100130160200250
40506085100150250
7090110
T:TransverseBendingDirection(refertofigure1a)L:LongitudinalBendingDirection(refertofigure1b)
Notesre:Table11.Abovevaluesweredeterminedforplateatatemperatureof30C.Ifminimumformerradiivaluesaretobeused,plate
temperatureshouldbeatleast30C,maximum100C.Ifformingatatemperaturelessthan30C,anincreaseinformerradiiofminimum50%mustbemade
2.Whenpressingisbeingdoneinasinglepassoperation,anincreaseinformerradiiofminimum50%mustbemade3.Whenformingusingtheseminimumformerradii,flamecuthardenededge(heataffectedzoneof1-2mm)shouldberemoved4.Theuseofsmallerformerradiithaninthetableisnotrecommended5.Forbestcoldformingresults,ensureadequatelubricationbetweentheplate,dieandformer6.Dieopenings:refertoTable3
-
66
CAPACITy oF PrESS
AllBISPLATEgradeshaveyieldandtensilestrengthshigherthanforplaincarbonsteel.
Itisimportantthatthecapacityofthemachineissuitable,bendingpressmanufacturersprovideinformationonbendingloadsinrelationtoV-blockopening,platethicknessandsteelstrength.
Table2givesanindicationoftheapproximatebendingforcerequiredwhenformingBISPLATEgrades,comparedtoplaincarbonsteel(e.g.AS3678-Grade250).
Approximatebendingforce(P)requiredforBISPLATEgrades,comparedtoplaincarbonsteel,foragivenforminggeometry(referfigure2).
-
67
Table2:
STEELGRADE BENDINGFORCE(P)
AS3678Grade250 P
BISPLATE 60 2.0P
70 2.4P
80 2.8P
320 4.0P
400 5.0P
450 5.2P
500 6.4P
ApproximateDieOpenings(referfig2)
Table3:
BISPLATEGRADE W/tTRANSVERSEBENDINGW/tLONGITUDINAL
BENDING
607080320400450500
6.06.07.08.58.510.010.0
7.57.58.510.010.012.012.0
HoT ForMIng
TheoperationofhotformingisnotrecommendedfortheBISPLATEgrades,ashotformingisgenerallydoneatahightemperature(900-1000C)whichexceedsthetemperingtemperature.
Asaresult,themechanicalpropertiesofquenchedandtemperedsteelswillbereducedconsiderably.
However,ifhotformingisunavoidable,itisessentialthatthecomponentberequenchedandtemperedtorestoreoriginalmechanicalproperties.
SHEArIng And PunCHIng
ShearingandpunchingofthelowerhardnessBISPLATEgradescanbedonesuccessfully,providedamachineofsufficientpowerandstabilityisused.
BISPLATE60,70and80gradescannormallybecoldshearedupto25mmthickness.However,thenecessaryshearingforceisintheorderof2-3timesthatrequiredforplaincarbonsteelgrades.ThegradesofBISPLATE400,450and500shouldnotbeconsideredforshearing.
Theguillotinebladesshouldbeverysharpandsetwithaclearanceof0.250.40mm.Note,themaximumlimitingthicknessforcoldpunchingareapproximatelyhalfthecoldshearingvalues.
Be
nd
ing
ro
llin
g f
or
Min
g s
He
ar
ing
& P
un
cH
ing
-
68
MAxIMuM THICknESS For CoLd SHEArIng And PunCHIng
Table4:
BISPLATEGRADE COLDSHEARING COLDPUNCHING
607080320400450500
25mm25mm25mm10mm
NotRecommendedNotRecommendedNotRecommended
12mm12mm12mm6mm
NotRecommendedNotRecommendedNotRecommended
-
69
drILLIng, CounTErSInkIng And TAPPIng BISPLATE
gEnErAL InForMATIon
AllgradesofBISPLATEareabletobedrilled,countersunkandtappedalthough,aswithmostfabricationaspects,careshouldbetakenwiththesegradesofsteel.
Inallcases,suitablehighpoweredandrigiddrillingequipmentshouldbeused.
drILLIng oF HIgH STrEngTH STruCTurAL grAdES
WhendrillingthestructuralBISPLATEgrades60,70and80theuseofcobalttypehighspeedsteeldrillsisrecommended.Drillsequippedwithreplaceablecarbideinsertscanalsobeused.
drILLIng oF wEAr/ABrASIon rESISTAnT grAdES
BISPLATE320,400and450gradesmaybedrilledwitheithercobalttypehighspeedsteeldrillsordrillsequippedwithreplaceablecarbideinserts.
WithregardstothedrillingofBISPLATE500grade,werecommendonlytheuseofdrillsequippedwithreplaceablecarbideinserts.
rECoMMEndATIonS For IMProVEd rESuLTS
ThesupportingbarsundertheplateshouldbeplacedasclosetotheholeaspossibleIfpossible,useaplaincarbonsteelbackingplateundertheBISPLATE
ThedrillingheadshouldbeplacedascloseaspossibletothemainsupportShortlengthdrillsarepreferredThelastpartoftheholetobedrilledshouldbedonewithmanualfeedUsageofadequatecoolant(waterandoilemulsionmixture)
dr
illi
ng
, co
un
te
rs
ink
ing
an
d t
aP
Pin
g
-
70
APProxIMATE FEEdS And SPEEdS uSIng CoBALT TyPE HIgH SPEEd STEEL
drILLS
Table1:
STEELGRADEPERIPHERAL
SPEED(m/min)
R.P.M.(UPPERFIGURES)ANDFEEDPERREVOLUTION(mm)FORGIVENDRILLSIZE
HARDNESS(HB)
5mm 10mm 15mm 20mm 25mm 30mm
AS3678-Grade250 ~2314650.10
7350.15
4900.20
3700.25
2950.35
2450.4
~120
BISPLATE60 ~2012800.10
6400.10
4250.16
3200.23
2550.30
2100.35
~220
BISPLATE70 ~1912100.10
6100.10
4100.16
3000.23
2400.30
2000.35
~240
BISPLATE80 ~1811500.10
5750.10
3900.16
2900.23
2300.30
1900.35
~260
BISPLATE320 ~127600.07
3800.10
2500.16
1900.23
1500.30
1300.35
320(min)
BISPLATE400 ~95700.05
2850.10
1900.16
1500.23
1100.30
900.35
370(min)
BISPLATE450 ~74400.05
2200.09
1500.15
1100.20
900.25
750.30
425(min)
Note:Thistableapplieswhencobalttypehighspeeddrillsareusedwithacuttingfluid,ifnofluidisusedthespeedsshownabovemustbereduced
-
71
DrillTipConfigurationforCobaltTypeHighSpeedDrills
Fig2:
ApproximateFeedsandSpeedsUsingDrillsWithReplaceableCarbideInserts
rECoMMEndEd drILL TIP ConFIgurATIon For CoBALT TyPE HIgH SPEEd
drILLS
Table2:
BISPLATEGRADE POINTANGLE LIP/CLEARANCEANGLE
607080
118deg.118deg.118deg.
10deg.10deg.10deg.
320400,450
125deg.150deg.
7.5deg.5deg.
Point AngleSchematic of Drill Tip
Lip/Clearance Angle
dr
illi
ng
, co
un
te
rs
ink
ing
an
d t
aP
Pin
g
-
72
APProxIMATE FEEdS And SPEEdS uSIng drILLS wITH rEPLACEABLE
CArBIdE InSErTS
Table3:
BISPLATEGRADE INSERTGRADE SURFACESPEED(m/min) FEEDRATE(mm/rev)
BRINELLHARDNESS
60 1020 125-210 0.06-0.18 ~220
70 1020 125-210 0.06-0.18 ~240
80 1020 125-210 0.06-0.18 ~260
320 1020 125-210 0.06-0.18 320-360
400 H13A 125-210 0.06-0.18 370-430
450 H13A 70-90 0.06-0.14 425-475
500 H13A 70-90 0.06-0.12 500(avg)
Note:AbovedrillingrecommendationsarebasedonusingaSandvikCoromantUdrillandisbasedonholesizesof12.7-60mmdiameter.Throughthetoolcoolantmustbeused.Itmaybenecessarytousedifferentinsertgradesandgeometriestosuittheapplication.
FurtherinformationcanbeobtainedfromyourlocalSandvikCoromantoffice.
-
73
CounTErSInkIng And CounTErBorIng
CountersinkingandcounterboringofholesispossibleinallBISPLATEgradeswithbestperformanceobtainedusingtoolswitharevolvingpilot.Thepilotincreasesthestabilityandallowstoolswithreplaceablecarbideinsertstobeused.
CobalttypehighspeedsteeldrillswithapilotcanbeusedfortheBISPLATEgrades60,70,80,320,400and450.Thecuttingdatawillvaryfrommachinetomachine.Acoolantshouldbeused.ReplaceablecarbideinserttoolsshouldbeusedonBISPLATE500grade.
CuTTIng SPEEdS And FEEdS wHEn uSIng HIgH SPEEd STEEL CoBALT TyPE
TooLS
Table4:
BISPLATEGRADE
CUTTINGSPEED(m/min)
16 20 25 32 40 60
RPM FEED(mm/r) RPMFEED(mm/r) RPM
FEED(mm/r) RPM
FEED(mm/r) RPM
FEED(mm/r) RPM
FEED(mm/r)
60 10-12 250 0.05-0.2 200 0.05-0.2 160 0.07-0.3 110 0.07-0.3 90
0.07-0.3 70 0.07-0.3
70 9-11 210 0.05-0.2 170 0.05-0.2 130 0.07-0.3 90 0.07-0.3 60
0.07-0.3 60 0.07-0.3
80 7-9 170 0.05-0.2 130 0.05-0.2 100 0.07-0.3 70 0.07-0.3 60
0.07-0.3 40 0.07-0.3
320 6-8 150 0.05-0.2 120 0.05-0.2 90 0.07-0.3 60 0.07-0.3 50
0.07-0.3 40 0.07-0.3
400450
4-6 130 0.05-0.2 105 0.05-0.2 75 0.07-0.3 50 0.07-0.3 40
0.07-0.3 30 0.07-0.3
dr
illi
ng
, co
un
te
rs
ink
ing
an
d t
aP
Pin
g
-
74
CuTTIng SPEEdS And FEEdS wHEn uSIng rEPLACEABLE InSErT TooLS
Table5:
BISPLATEGRADE
CUTTINGSPEED(m/min)
20 25 32 40 60
RPM FEED(mm/r) RPMFEED(mm/r) RPM
FEED(mm/r) RPM
FEED(mm/r) RPM
FEED(mm/r)
60 90-110 1675 0.15-0.20 1320 0.15-0.20 935 0.10-0.15 760
0.10-0.17 560 0.10-0.15
70 80-100 1500 0.15-0.20 1195 0.15-0.20 840 0.10-0.15 680
0.10-0.17 500 0.10-0.15
80 70-90 1340 0.15-0.20 1060 0.15-0.20 750 0.10-0.15 605
0.10-0.17 445 0.10-0.15
320 40-60 840 0.15-0.20 660 0.15-0.20 470 0.10-0.15 380
0.10-0.17 280 0.10-0.15
400 28-35 550 0.15-0.20 420 0.15-0.20 300 0.10-0.15 250
0.10-0.17 175 0.10-0.15
450 25-30 450 0.15-0.20 360 0.15-0.20 250 0.10-0.15 200
0.10-0.15 150 0.10-0.15
500 17-20 300 0.15-0.20 240 0.15-0.20 170 0.10-0.15 136
0.10-0.17 100 0.10-0.15
TAPPIng
Withthecorrecttoolsandcuttingspeeds,tappingcanbeperformedinalltheBISPLATEgradesofsteel.ForthehighhardnessBISPLATE400,450and500grades,higheralloyedtapsmustbeused.
Difficultiesthatcommonlyarisewhenthreadcuttinghighertensilestrengthsteelsincludetapsticking,tornthreadsandtheshortlifeoftaps.ThePrototypebrandtoolshavebeenspecificallydevelopedfortappingintheBISPLATEgradesofsteel.
Withalltappingitisrecommendedthatthecuttingspeedisaccuratelycontrolled.
Forbestresults,cuttingoilorgreaseshouldbeused.Forthrough-holesofupto2timesdiameterinthreaddepth,inmetricsizes,thefollowingtappingtoolsarerecommended.
Note:Theintroductionofstressconcentrations(asaresultoftapping)isanimportantconsiderationinfatigueapplications
-
75
TAPPIng SPEEdS And TyPES rECoMMEndEd For BISPLATE grAdES
Table6:
BISPLATEGRADE TAPTYPE(prototype) TAPPINGSPEED(m/min) SIZERANGE
LUBRICATION
60 Paradur20360 15 M3-M56 CuttingOil
70 Paradur20360 15 M3-M56 CuttingOil
80 PrototexInox202135 6-15* M1.6-M36 CuttingOil
320 PrototexInox202135 6-15* M1.6-M36 CuttingOil
400 PrototexInox202135 6-15* M1.6-M36 CuttingOil
450 PrototexNi202602 3 M1.6-M24 CuttingOil
500 ParadurH/C80311 1.6 M3-M12** CuttingOil
*6m/minusingsteamtemperedtapsand15m/minusingtincoatedtips
**Forlargersizethreads,threadmillingisrecommended
BisalloySteelswishtothanksSandvikCoromantandTi-Tekfortheinformationpertainingtodrilling,tappingandcountersinkingcontainedinthispublication.
dr
illi
ng
, co
un
te
rs
ink
ing
an
d t
aP
Pin
g
-
76
TurnIng And MILLIng BISPLATE
MILLIng And TurnIng rECoMMEndATIonS
MILLIng
MillingoperationscanbeperformedsatisfactorilyonallBISPLATEgrades;utilisationofcementedcarbidetoolingisrecommended.
Inmanysituations,themillingoperationentailsthedressingofaflamecutedge,andthensubsequentbulkmillingofmaterialtothedesiredsurfacefinishanddimensionaltolerance.
Caremustbetakentomakeafirstcutsufficientlydeeptoremovetheheataffectedzoneoftheflamecutedge.Cuttersmustbesufficientlyrobusttotakethisheavyloading.Insuchcircumstancesitisdesirablethat,duetothehighhardnessadjacenttotheflamecutsurfaces,cutterspeedsandfeedratesforinitialmillingshouldbereducedto40-50%ofthespeednormallyusedwhenmillingplaincarbonsteel.Theimportanceofadequatepreheatingpriortoflamecuttingandslowcoolingaftercuttingtominimiseedgehardeningisagainemphasised.Speedandfeedratesmaybeincreasedsomewhatforsubsequentbulkmillingto50-75%ofthesettingsusedforplaincarbonsteel.
MILLIng rECoMMEndATIonS
Table1:
BISPLATEGRADE CEMENTEDCARBIDETOOLINGGRADE SURFACESPEED
FEED/TOOTH
607080320400450500
GC4030GC4030GC4030GC4030GC4030GC4030GC4030
295m/min275m/min257m/min131m/min110m/min100m/min87m/min
0.25mm0.25mm0.25mm0.25mm0.25mm0.25mm0.25mm
Note:Theserecommendationsaregivenasaguideonly,andarebasedonstableworkingconditions.Itissuggesteda45deg.approachangleoraroundinsertfacemillbeused.Incertainconditionsitmaybenecessarytousenegativegeometrymillingtools.Feedratesaredependentongeometryselected.Eg.PMmediummachining0.10.28fzmm/toothPHheavymachining0.10.42fzmm/tooth.
-
77
AVoId VIBrATIonS
Indexableinsertsaresensitivetovibrations.Thesecanbeavoidedorreducedbyobservingthefollowing.
Whenturningormillinggascutedgesthecuttingdepthshouldbeatleast2mmtocopewiththehardnessandunevennessoftheedge.
Figure1: Figure2:
Showing the direction of milling. Showing the eccentricity
milling cutter.oTHEr MILLIng rEQuIrEMEnTS
FirmclampingoftheworkpieceUsecutterswiththesmallestpossiblegapbetweentheteethMachinestabilitypermitting,unidirectionalmillingispreferable,seefigure1Ifalargecutterisusedforthemillingofsmallareas,placethemillingcuttereccentricallytogetasmanyteethaspossibleoperating,seefigure2
Avoid,ifpossible,theuseofauniversalcutterheadwhichgenerallycausesweakeningofthepowertransmissionandthetoolholder
tu
rn
ing
& M
illi
ng
Bis
Pla
te
Undirectional milling
Opposed milling
Normal width
Small width
-
78
TurnIng
AllBISPLATEgrades,includingthosewithhardnessinexcessof360HBcanbeturnedsatisfactorilywithcarbidetooling,providedspindlespeedsandfeedratesarereducedfromthosenormallyemployedwhencarryingoutsimilarmachiningoperationsonplaincarbonsteel.Reductionsof50-70%inspindlespeedandupto50%infeedratemaybenecessary,dependingonthehardnessofthecomponentbeingmachined.Highspeedtoolsarenotrecommended.
Asanexample,thefollowingsettingshavebeenfoundtogivesatisfactoryresultswhenturningcylindricalworkpiecesof25mmdiameterfromthevariousBISPLATEgrades.Withincreasesinstockdiameter,spindlespeedswillobviouslyneedtobedecreased.
TurnIng rECoMMEndATIonS
Table2:
BISPLATEGRADE CEMENTEDCARBIDETOOLINGGRADE SURFACESPEED
607080320400450500
GC4025GC4025GC4025GC4025GC4025GC4025GC4025
295m/min275m/min257m/min131m/min110m/min100m/min87m/min
ForoperationsunderfavourableconditionswherehigherproductivitycanbeobtainedGC4015couldbeused.ForoperationswithhightoughnessrequirementsandwhereincreasedsecurityisneededGC4035couldbeused.
Note:Theserecommendationsaregivenasaguideonlyandarebasedonstableworkingconditions.Thegeometryoftheinsertsusedwillbedependentontheoperation.Eg.PFforfinishing.PMformediummachining.PRforroughing.
-
79
Figure3:
Geometry of Turning insert: Finishing (F) Medium Machining (M)
Roughing (R)
oTHEr TurnIng rEQuIrEMEnTS Figure4:
FirmclampingoftheworkpieceAvoidlongoverhangsforbothworkpieceandtoolholderUsecorrecttipradius:toolargeatipradius,combinedwithinsufficientclamping,causesvibrationsSmallsettinganglesalsocancausevibrations
Diagram showing that some coated inserts combine toughness and
hardness.
Cutting depth
Feed
Wea
r R
esis
tanc
e
Toug
hnes
s
tu
rn
ing
& M
illi
ng
Bis
Pla
te
-
80
ForMuLA For THE CALCuLATIon oF SPEEdS And FEEdS For gEnErAL
MILLIng And TurnIng oPErATIonS.
Formulaforcalculationofcuttingspeed:v= Dnm/min 1000
Formulaforcalculationofturningspeed:n=v1000m/minD
Formulaforcalculationoftablefeed:u=nZSzm/min
v=cuttingspeedm/minD=DiameterinmmofmillingcutterorworkpieceZ=NumberofcuttersSz=Feedpercutter,mmn=Turningspeed,rpmu=Tablefeed,mm/min
BisalloySteelswishtothankSandvikCoromantforinformationpertainingtomillingandturningcontainedinthispublication.
-
81
BISPLATE IdEnTIFICATIon MArkIng And CoLour CodIng
BisalloySteelshasaseriesofidentificationmarkingsandcolourcodestoclearlyidentifytheplatespecificationsanddifferentiatethegradesfromeachotherandothergradesofsteel.Itiscrucialthatwhenplatesareprofiledthatthisidentificationistransferredtoalloff-cutstopreventgradeandsizemixes.
grAdE IdEnTIFICATIon
STEnCILS-therearetwogradeIDstencilsoneachplatelocatedatoppositeendssothatifplatesarehalvedtheneachendremainsidentified.Thesestencilsarecolourmatchedtothegradecolourcoding.
PLATE IdEnTIFICATIon
STEnCILStherearetwoplateIDstencilsoneachplatelocatedatoppositeendssothatifplatesarehalvedtheneachendremainsidentified.
ForDomesticOrders ForExportOrders
Platesdeliveredviacentralstockwillnothaveacustomername.
Bis
Pla
te
id
en
tif
ica
tio
n M
ar
kin
g a
nd
co
lou
r c
od
ing
CustomerNameDimensionsPlateWeightGradeAustralianStandard(ifapplic.)
CustomerNameCustomerO/No.DimensionsPlateWeightGradePlateNumber
-
82
PLATE
CornErStwodiagonalcornersoftheplatearecolouredwiththerelevantgradecolourcode.
Oneplatecornerishardstampedwiththeplatenumber.
PlatenumberColourcode
grAdE CoLour CodE
BISPLATE60 -WhiteBISPLATE70 -LimeGreenBISPLATE80 -Pink
BISPLATE80PV -Pink/RedBISPLATE320 -LightBlueBISPLATE400
-OrangeBISPLATE450 -YellowBISPLATE500 -Black
R.D.
-
83
TESTIng And CErTIFICATIon
MECHAnICAL TESTIng
BrInELL HArdnESS
TESTBrinellhardnesstestisperformedinaccordancewiththerequirementsofAS1816.Allplatesareindividuallyhardnesstested.
TEnSILE
TESTSStructuralsteelgradesonlyaretensiletestedinaccordancewiththerequirementsofAS1391andthesetensiletestsaredoneonabatchbasis,perrequirementofAS3597.
CHArPy V-noTCH IMPACT
TESTSStructuralsteelgradesonlyareimpacttested.CharpyV-Notchtestsaredoneonabatchbasis,perrequirementofAS3597.
Standardtestdirectionislongitudinalandstandardtesttemperatureis-20degC.
TestsconductedinaccordancewithAS1544.2requirements.
te
st
ing
an
d c
er
tif
ica
tio
n
-
84
CErTIFICATIon
AseparateNATAcertifiedtestcertificatewillbeissuedforeachfullplatesupplied.TestsareconductedinourNATAcertifiedlaboratoryandwilldetailchemicalanalysis,hardnessandrelevantmechanicaltestinformationdependentonthegradeordered.
-
85
HArdnESS TESTIng BISPLATE
wHAT IS HArdnESS?
Hardnessistheresistanceofmaterialtoplasticdeformationusuallybyindentationorpenetration.Italsodefinestheabilityofmaterialtoresistscratching,abrasionorcutting.
wHy TEST For IT?
Hardnesstestingisundertakento:
1.Specifyandcertifyarangeofwearresistanceproducts.
2.Doublecheckthetensilestrengthofstructuralgradematerials.
3.Assistinfailureanalysesandmaterialidentification.
Table1:
METHOD STANDARD BASIS MEASUREMENT ACCURACYAPPROX% MAXTEMP
Brinell(4) AS1816
10mmTungstenCarbideball(1)impressedunder3,000kgload
Surfaceareaforknownload
2 50C
Vickers(HV) AS1817136Diamondpyramidimpressedunderload
Surfaceareaforknownload
2 50C
Rockwell(HR)A,B,CAS1815
ISO6517-1
120ConicalDiamondSteelballusedforsoft
metals
Depthofimpressionunderknownload
(15-150kg)2 50C
Equotip(2) NIL ReboundMethod Heightofrebound Poor
Poldi(3) NIL10mmBallimpressedwithhammeredtestbar
ComparativeimpressionVeryPoor(20)
50C
Ha
rd
ne
ss
te
st
ing
Bis
Pla
te
-
86
wHErE To TEST?
Testingcanbecarriedoutinthelaboratory,workshoporonsite.
However,sitetestingwithportableequipmentcanoftenhavedifficultiesofaccess,surfacepreparationandvibration,whichmayreducetheaccuracyoftesting.
TESTIng ProCEdurES And EQuIPMEnT
Thetableabovesetsoutthemethodsofidentifyingcommonindentationhardness,andothertypesofhardnesstests.Itisabsolutelyvitaltounderstandthespecificuses,strengthsandanyweaknessesofandcorrectrequirementsandproceduresdemandedbyeachofthesemethodsinordertoensureconsistent,comparableresultsintesting.InTErPrETIng
TABLE 1 SoME IMPorTAnT ConSIdErATIonS
1.Wherethemaximumhardnessoftheworkexceed450HB,butdoesntexceed650HB,thestandardsaysatungstencarbideballmustbeused.
2.Equotipisareboundmethodofhardnesstesting,whichdoesNOTmeasurehardness(indentationorplasticdeformation)butgivesaresultconvertiblewithinarestrictedrangeintoanindentationhardnessfigure.Thismethodisnotstandardisedandgivesonlyindicativeresults.Itisextremelydependentontheoperator,testmaterialandsurfacecondition.ItisNOTrecommendedonquenchedandtemperedsteel,orsurfacesthatarentbrightandsmoothlyground.
3.ThePolditestissometimesemployedinthefield.Eventhoughitisanimpressionmethod,itdisplaysverypooraccuracy.Itisnotrecommendedforquenchedandtemperedsteel.
4.TheBrinelltestisstronglyrecommendedforallBISPLATEgradesasitiswidelyacceptedastheindustrystandard.(Brinellgivesamoredefinitereading,byleavingamoredefiniteimpressionontheplate).ItisthestandardemployedatBisalloyandbyothermanufacturers,bothontheproductionlineandinthelaboratory.ThehardnessratingonacertificateissuedbyBisalloyismeasuredinBrinellhardness.ConvertedvaluesfromothermethodssuchasRockwellorVickers(moreoftenusedinlaboratorytestingsmallsamplesofsteel,orinsmall-partsengineering,andnotidealforuseintheproductionenvironment)cancausesmalldiscrepanciesfromtheBrinellratingonthecertificate.
-
87
ProPEr PrEPArATIon oF THE TEST SurFACE
SinceBISPLATEisaquenchedandtemperedsteel,somedecarburisationwilloccurontheplatesurfaceduringtheheattreatmentprocess.Thethicknessofthedecarburisedlayer(theverythinsurfacelayerwhichhaslostcarbonduringaustenitising)willvarydependingontheplatethickness.Thisdecarburisedlayerwillgetthickerastheplatethicknessincreases.
Toensuretestingaccuracy,surfacescaleandthedecarburisedlayermustalwaysberemovedbyeithergrindingormachiningfromtheareaswherehardnessmeasurementsaretaken.TheminimumgrindingormachiningdepthsarelistedintheTable2.
Table2:
PLATETHICKNESS MINGRINDINGORMACHININGDEPTHS(mm)
6 0.2
>6-10 0.3
>10-20 0.5
>20-50 0.7
>50-80 1.0
>80 1.5
Withoutremovingtheentiredecarburisedlayerbygrindingormachining,theresultsofthehardnesstestwillbeinvalid.
Itshouldalsobenotedthattheareatestedshouldbeamin.of75mmfromanythermallycutsurfacetoavoidanyheat-affectedzone.
Thetestedareamustrepresentthewholematerial,mustbeclean,freefromunwantedscale,andmustbeflat,sufficientlythickandsmooth.
Thetestpiecemustbewellsupportedandnotsubjecttomovementorvibration.
-
88
CALIBrATIon
Tofurtherensureaccuracyandconsistency,alltestingequipmentmustbecalibrated(usually3yearly)andcheckeddailyagainstcalibrationblocks.
PErSonnEL CoMPETEnCy
Foralltests,theoperatorrequirestraininginthecorrectmethodsandassessmentacceptabletotheemployer.PreferenceisgiventoNATAregisteredlaboratoriesforhigh-riskapplications.
rEPorTIng
Reportingshouldincludeplateidentification,location,method,result,date,surfacecondition,operatorsnameandsignature.RefertoAS1816.
Table3:
GRADE SPECIFIEDHARDNESS(HB) TYPICALHARDNESS(HB)
BIS80 255
BIS320 320-360 340
BIS400 370-430 400
BIS450 425-475 450
BIS500 477-534 500
-
89
CurrentlyalreadyuniqueamongothermanufacturersBisalloygoestotheextentofphysicallytestingeveryplateproducedthatis,eachonegoesthroughthefullprocessofgrinding,testandmeasure.
Thesizeoftheindentationismeasuredusingthelatestvideoimagingtechnology,whichisinterfacedwithadedicatedcomputertogenerateaBHnumbertowithinonepoint.
Thistestingprocedureisnowfullyautomatedincludingautomatedgrindingandindentation,guaranteeinganevengreaterandmoreconsistentlevelofaccuracyandrepeatability.
disclaimer Every care has been taken to ensure the accuracy of
information contained in this manual which supersedes earlier
publications, however Bisalloy Steels shall not be liable for any
loss or damage howsoever caused or arising from the application of
such information. Typical values are provided for reference
information only and no guarantee is given that a specific plate
will provide these properties. Specification correct at time of
printing, however information is subject to change without
notice.
registered trade Marks
Bisalloy Steels Bisalloy BIS BISPLATE are all registered trade
marks of Bisalloy Steels Australia Pty Ltd. Print Date: October
2012
-
90
noTES
-
91
noTES
-
92
noTES
-
93
noTES
-
94
noTES
-
95
noTES
-
96
noTES
-
For more information regarding BISPLATE refer to the technical
information pdf documents provided on the Bisalloy Steels website
at www.bisalloy.com.au
-
Bisalloy Steels Pty Ltd18 Resolution Drive, Unanderra PO Box
1246, Unanderra NSW, Australia, 2526
Ph: +61 2 4272 0444Fax: +61 2 4272 0456Email:
[email protected]: www.bisalloy.com.au