Embed Size (px)
Citation preview
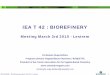
1903 Start-up of Domsjö pulp mill
1940 Start of chemicals production
Today a cluster of companies producing dissolving cellulose, cellulose derivatives, lignin products, biogas, chemicals and energy. Also a location for SP subsidiaries, private development companies and university research in the field of biorefining.
BIOREFINERY AREA IN DOMSJÖ,
ÖRNSKÖLDSVIK
Algae production
TMP-pilot
Black liquor gasification
DME
Solid phase gasification
DME Pyrolysis
Pelletizing and combustion
Chipping pilot
Torrefaction IDU & pilot
Bioreactors/Flow chemistry reactorsMethanol pilot
Indirect gasification
Sugar platform/ethanol/biorefinery demoViscose / Spinning pilot. Nanocellulose (CNC) pilot*
Pulping, unit operationsMembran filtration
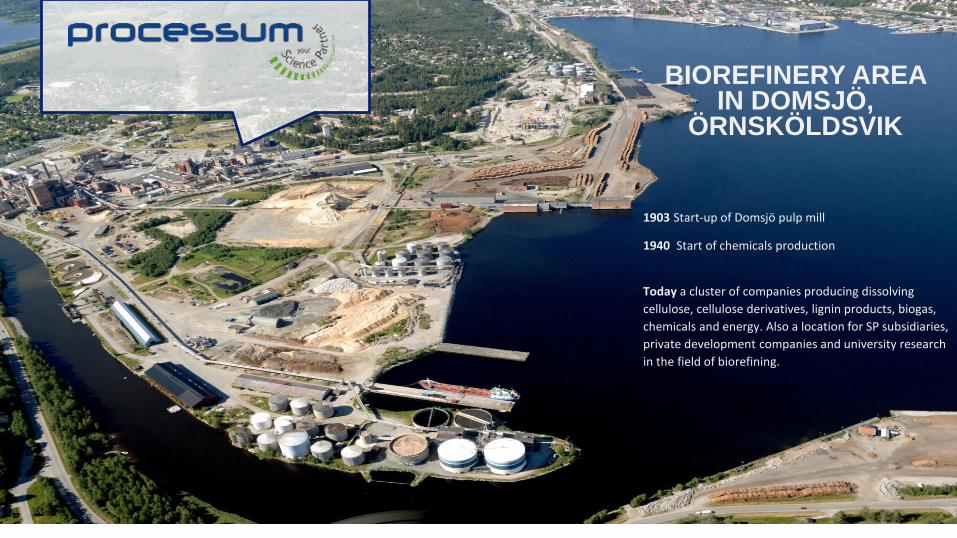
Lignocellulose biorefinery test site
Processum cluster region
SP Processum ABR&D partner within wood-basedbiorefiningCluster manager - ”a creative hub in a world leading cluster for development of biorefineryprocesses”
RISE – Research Institutes of SwedenIn global co-operation with academia, enterprise and society, we create value, growth and competitiveness through research excellence and innovation.
21 industrialowners (40%)
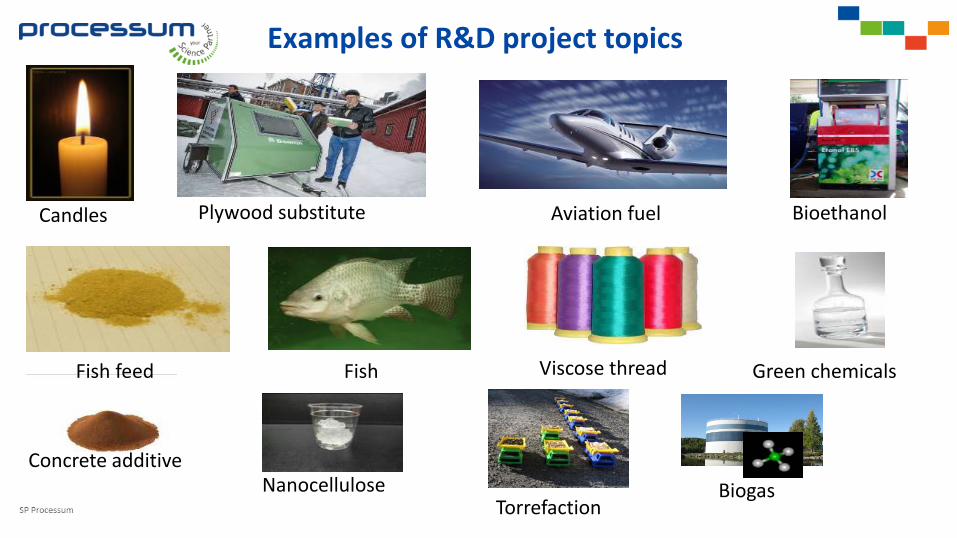
Bioethanol
Viscose thread
Candles Aviation fuel
Fish
Plywood substitute
Green chemicals
BiogasNanocelluloseConcrete additive
Torrefaction
Examples of R&D project topics
Fish feed

Biotechnology
Lisandro BernardoPhD Mol. Biology
Emma JohanssonPhD Biotechnology
Andreas HörnbergPhD Biochemistry
Björn AlrikssonPhD Biochemistry
Pretreatment
Competences
Enzymatic hydrolysis
Fermentation
Microbe modification
Two strong focus areas
Organic chemistry
Tomas GustafssonPhD Org. chemistry
Karin JohnsonPhD Org. chemistry
Jonna AlmqvistMSc Org. chemistry
Julia ForsbergMSc Org. chemistry
Competences
Organic synthesis
Process development
Extraction and separation
Flow chemistry
David BlombergPhD Org. chemistry
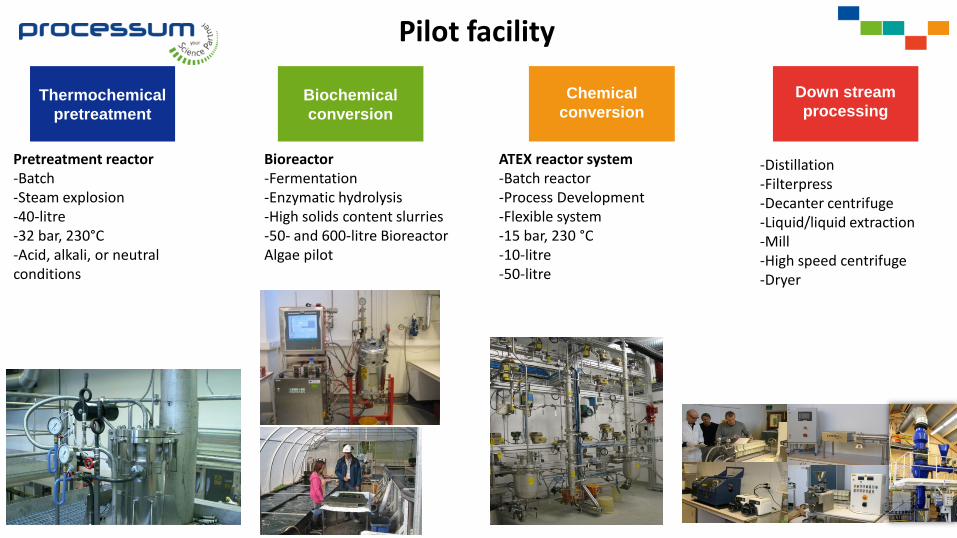
Pilot facility
Thermochemical pretreatment
Biochemical conversion
Chemical conversion
Pretreatment reactor-Batch-Steam explosion-40-litre-32 bar, 230°C-Acid, alkali, or neutral conditions
Bioreactor-Fermentation-Enzymatic hydrolysis-High solids content slurries-50- and 600-litre BioreactorAlgae pilot
ATEX reactor system-Batch reactor-Process Development-Flexible system-15 bar, 230 °C-10-litre-50-litre
Down stream processing
-Distillation-Filterpress-Decanter centrifuge-Liquid/liquid extraction-Mill-High speed centrifuge-Dryer
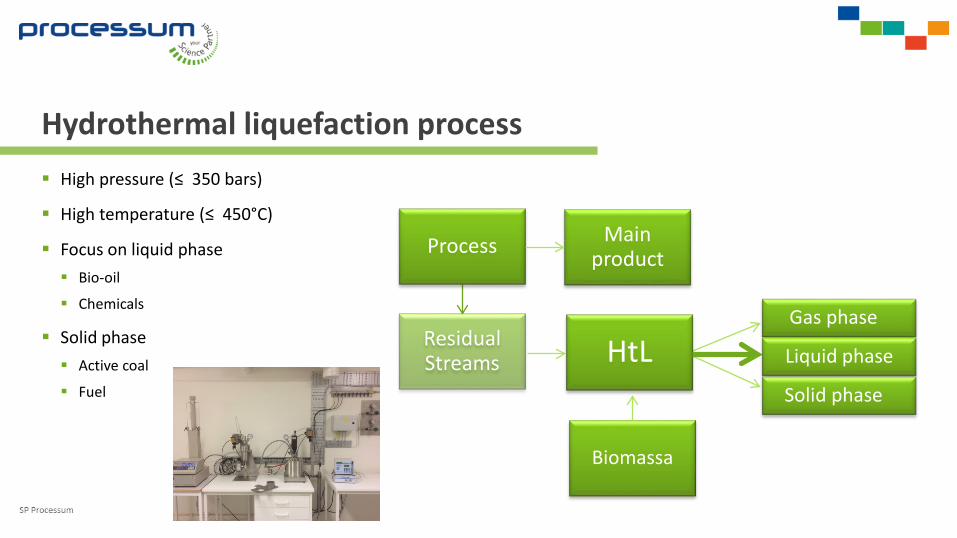
Hydrothermal liquefaction process High pressure (≤ 350 bars)
High temperature (≤ 450°C)
Focus on liquid phase Bio-oil
Chemicals
Solid phase Active coal
Fuel
Process
ResidualStreams
Main product
HtLGas phase
Liquid phase
Solid phase
Biomassa
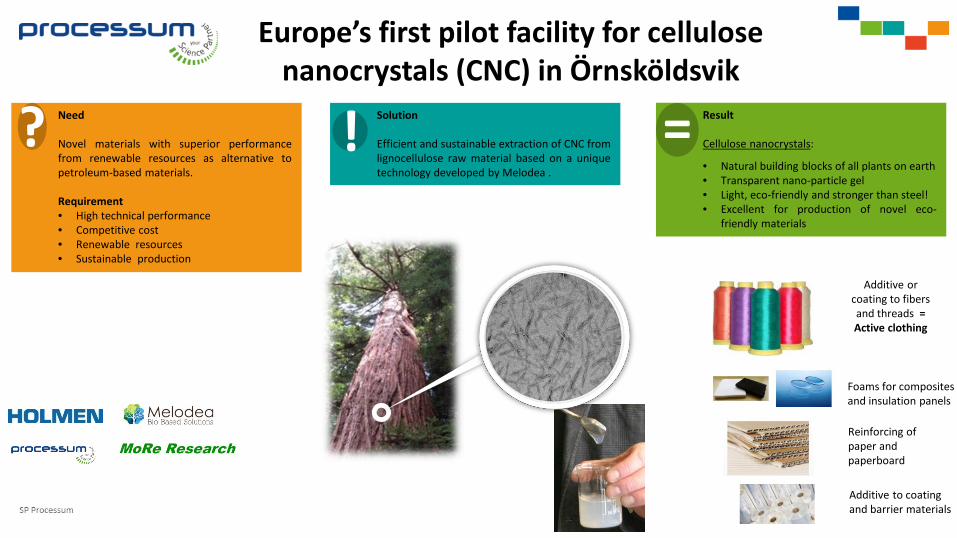
Europe’s first pilot facility for cellulose nanocrystals (CNC) in Örnsköldsvik
Result
Cellulose nanocrystals:
• Natural building blocks of all plants on earth• Transparent nano-particle gel• Light, eco-friendly and stronger than steel!• Excellent for production of novel eco-
friendly materials
=Solution
Efficient and sustainable extraction of CNC fromlignocellulose raw material based on a uniquetechnology developed by Melodea .
!Need
Novel materials with superior performancefrom renewable resources as alternative topetroleum-based materials.
Requirement• High technical performance• Competitive cost• Renewable resources• Sustainable production
?
Reinforcing of paper andpaperboard
Foams for compositesand insulation panels
Additive to coatingand barrier materials
Additive or coating to fibers and threads = Active clothing
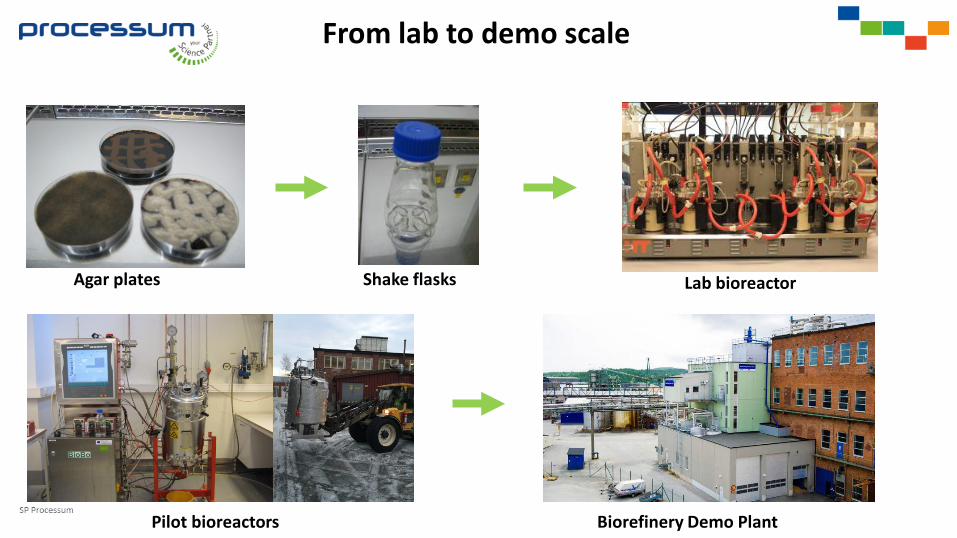
Biorefinery Demo Plant
Agar plates Shake flasks Lab bioreactor
Pilot bioreactors
From lab to demo scale
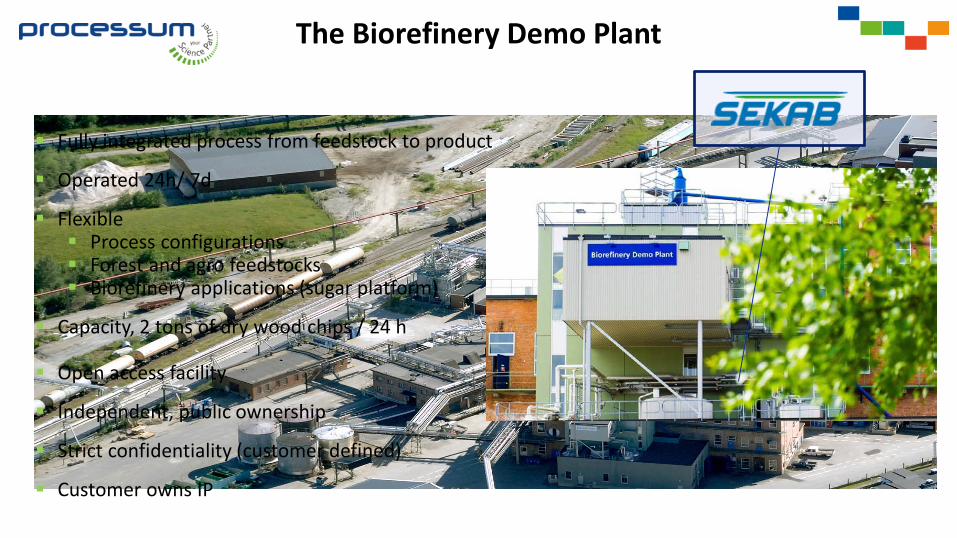
The Biorefinery Demo Plant
Fully integrated process from feedstock to product
Operated 24h/ 7d
Flexible Process configurations Forest and agro feedstocks Biorefinery applications (sugar platform)
Capacity, 2 tons of dry wood chips / 24 h
Open access facility
Independent, public ownership
Strict confidentiality (customer defined)
Customer owns IP
Botnia Bioraff is an Interreg Botnia Atlantica project, within the specific goalIncreased implementation of innovative solutions.
Lead partner;SP Processum AB,
Other PartnersCentria University of Applied SciencesKokkola University Consortium Chydenius
Total project time is three years (2015-05-01—2018-04-30).
Total budget is 1 457 785 EUR
Bioraff Botnia
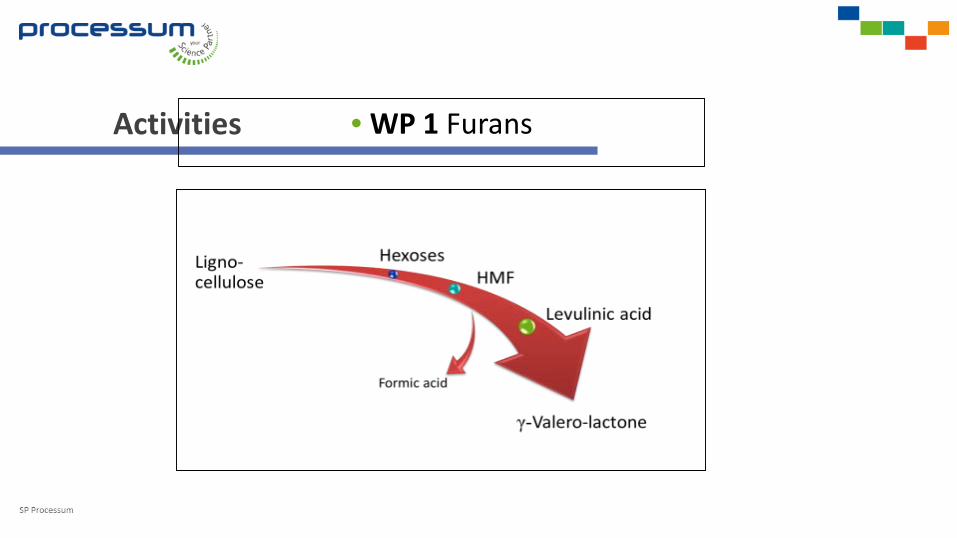
Activities • WP 1 Furans
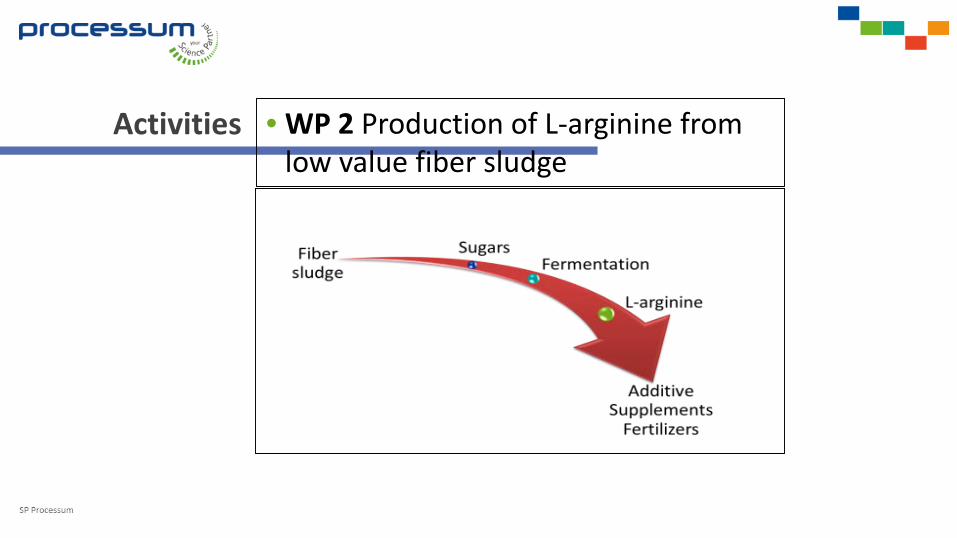
Activities • WP 2 Production of L-arginine from low value fiber sludge
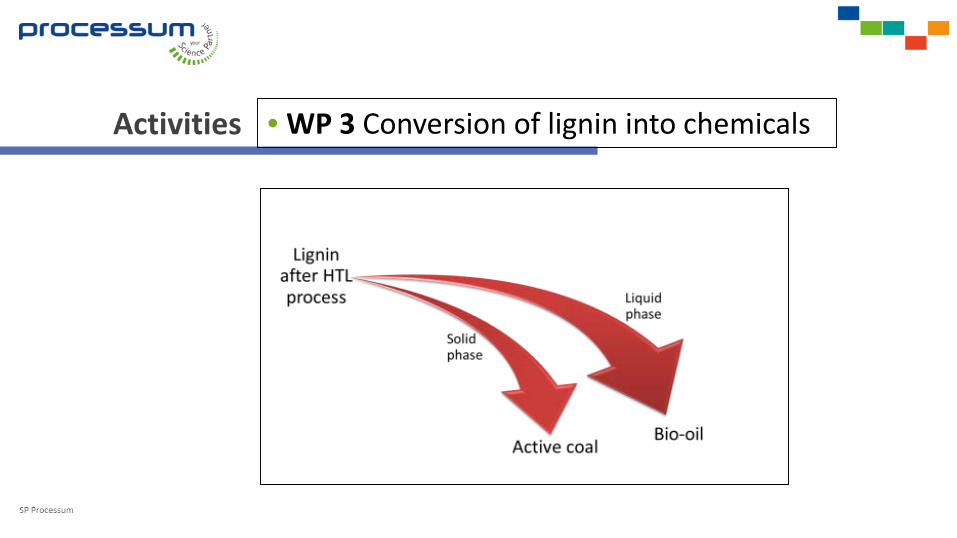
Activities • WP 3 Conversion of lignin into chemicals
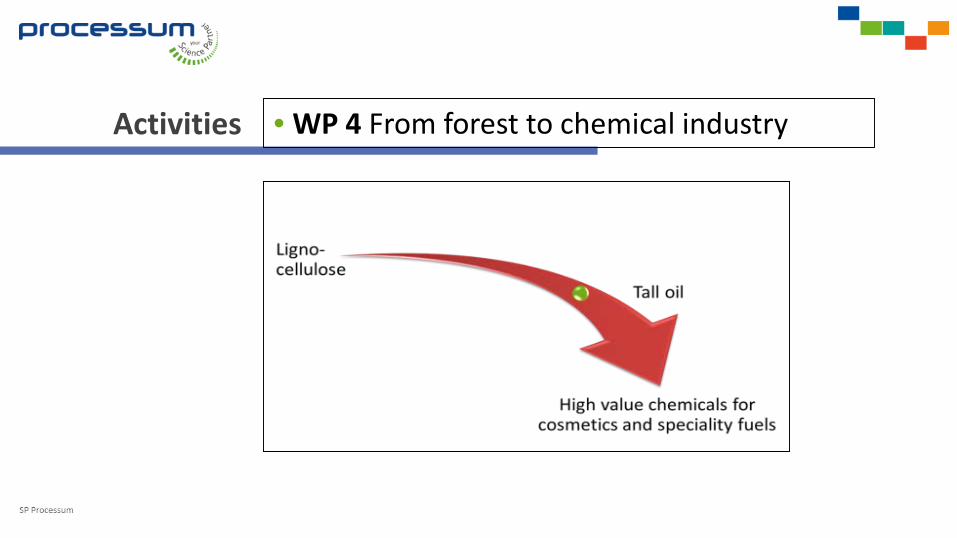
Activities • WP 4 From forest to chemical industry

We are
NETWORKING
Our mission is
We need
Your partner in biorefinery developmentand the creative hub in a leading cluster for large-scale processing of
lignocellulosic biomass feedstock
To realize a sustainable bioeconomy. Now.
Partners on our missionUp-/downstream partners:
Knowledge on feedstock supply and properties, Chemical & materials industry etc.Brand owners with sustainability ambitions.

1903 Start-up of Domsjö pulp mill
1940 Start of chemicals production
Today a cluster of companies producing dissolving cellulose, cellulose derivatives, lignin products, biogas, chemicals and energy. Also a location for SP subsidiaries, private development companies and university research in the field of biorefining.
BIOREFINERY AREA IN ÖRNSKÖLDSVIK
www.celluloseworkshop.com
Welcome to the
BioLinX Brokerage Event16-17 November 2016Örnsköldsvik, Sweden
www.biolinx-project.eu