Embed Size (px)
Citation preview
BioPharma – A Global Supply Chain Network
Executive Summary We have analyzed the supply chain of BioPharma with respect to the costs incurred to meet the
global demand. The report finds that the current configuration is not cost effective and is
increasing the costs to meet the demand of the two chemicals globally. This is leading to a dip in
the profits even when the demand is stable and expected to increase in some markets. The aim of
this report is to present an alternative, more effective global network configuration which will
reduce the costs for the supply of chemicals globally using only the existing network. Using the
constraints of supply production and the minimization of costs, we have presented a optimum
configuration by correcting the current production and supply.
We have found that shutting the Japan plant will save some substantial costs for the company
while the demand can be served from manufacturing facilities like Germany, India and Mexico.
The German plant also has very high production costs, due to which we recommend that it only
produce one chemical which is HighCal. Both these recommendations in tandem will ensure
demand matching supply at reduced costs.
The future demand in the growing Asia without Japan market can be met by the German plant in
the future. The same can be altered if the Indian plant can be improved through some capital
investment in the Indian plant which has the lowest costs of production. This will help save costs
and also meet the demand in the Asia without Japan market.
We have presented excel files for the solution along with the working using the constraints as
given.
Contents Executive Summary ....................................................................................................................................... 2
List of tables: ................................................................................................................................................. 4
Background ................................................................................................................................................... 5
Objectives ..................................................................................................................................................... 6
Issues identified ............................................................................................................................................ 7
As-Is Situation ............................................................................................................................................... 8
Optimized Situation ...................................................................................................................................... 9
Case question-answers ............................................................................................................................... 10
Recommendations ...................................................................................................................................... 14
Appendix ..................................................................................................................................................... 15
List of tables: Table Name Page Number
Table 1 7
Table 2 7
Table 3 11
Background BioPharma is a chemical manufacturing company with manufacturing setups across the world.
The company supplies two types of chemicals known internally as HighCal and Relax across the
globe and also manufactures the same at its different locations. Lately, the company has been
running into financial problems. Although the demand for the products of the company has
remained stable for most of the regions, the profits being posted by the company have reduced.
This has been due to increased costs related to production and distribution at its manufacturing
locations and the subsequent distribution to the regional areas across the globe. The company
currently is producing more than the demand of the chemicals in the market and holds a
substantial surplus capacity across its manufacturing locations.
Some manufacturing locations like Japan hold a technological advantage for the company in
terms that it hold the ability to conform to ever changing regulatory and environmental issues.
This makes the Japanese plant important strategically. Some of these developments have been
transferred to other plants routinely so that the technology is shared across plants for
implementation. The German plant for BioPharma has the biggest capacity for production
amongst all its plants and also has the best yields regularly and its quality performance is
amongst the best.
The manufacturing plants across the globe have different capacities and different levels of
technology. Some plants like Brazil and India have a outdated machinery and are in need of
technological improvements. Some other like Japan are advanced but do not have much capacity.
The German plant has excellent capacity but does not have a competitive cost to match the
demand on a global scale.
Objectives After analyzing the case, we arrive at the following objectives for BioPharma:
Reduce the costs for production and supply of the chemicals.
Identify the sources of the decrease in profits for the company even when the demand is
stable.
Identify problems in the supply network of chemicals across the globe.
Design an optimum network which meets all the demands for the chemicals and also
reduces the costs for the company.
Make recommendations to improve the supply chain design for the company to make it
lean and cost effective.
To summarize the above, the company needs to better plan it demand supply management to
meet demands across the globe while also reducing the costs associated by better planning and
shutting down plants which do not provide cost effective supply.

Issues identified
BioPharma is facing increased costs of production due to inefficient supply chain planning and
supply demand management. The company has many manufacturing facilities which have excess
capacity to the demand in the market. This is increasing the fixed costs required to keep the plant
running and also the variable costs involved in production of the chemicals.
The company has a major demand primarily in the European and the US markets where the two
chemicals are selling the most. But, the production facilities in the US do not match the demand
of the market in the US. This leads to the company sourcing the excess demand from other
facilities from around the world. Importing a chemical from another facility into any other
country faces import duties and exchange rate related costs for BioPharma. Hence, the costs
related to supplying the chemical increase when imported from other manufacturing facilities.
The case with the European markets is a bit different. Faced with the maximum demand of the
geographical area, the company has a plant with the maximum capacity in Germany. This plant
is also very advanced with regards to the yield and can provide chemicals at an exceptional
operating efficiency. But, the downside is that the cost of producing a chemical in Germany is
very high per kg as compared to other manufacturing units across the world. So, although the
demand can be supplied by the German plant alone, the costs related to the plant do not allow the
company to effectively use the plant for demands in Europe and other countries.
Due to the above reasons, the company is currently sourcing chemicals for demand at an
inefficient rate. Forced to keep some of its plants open even when the production is not much
result in the company losing profit margins. The plants face the fixed costs which add to the cost
expenditure to meet the same demand which can be better served through some other
manufacturing facility at a better cost to revenue ratio.
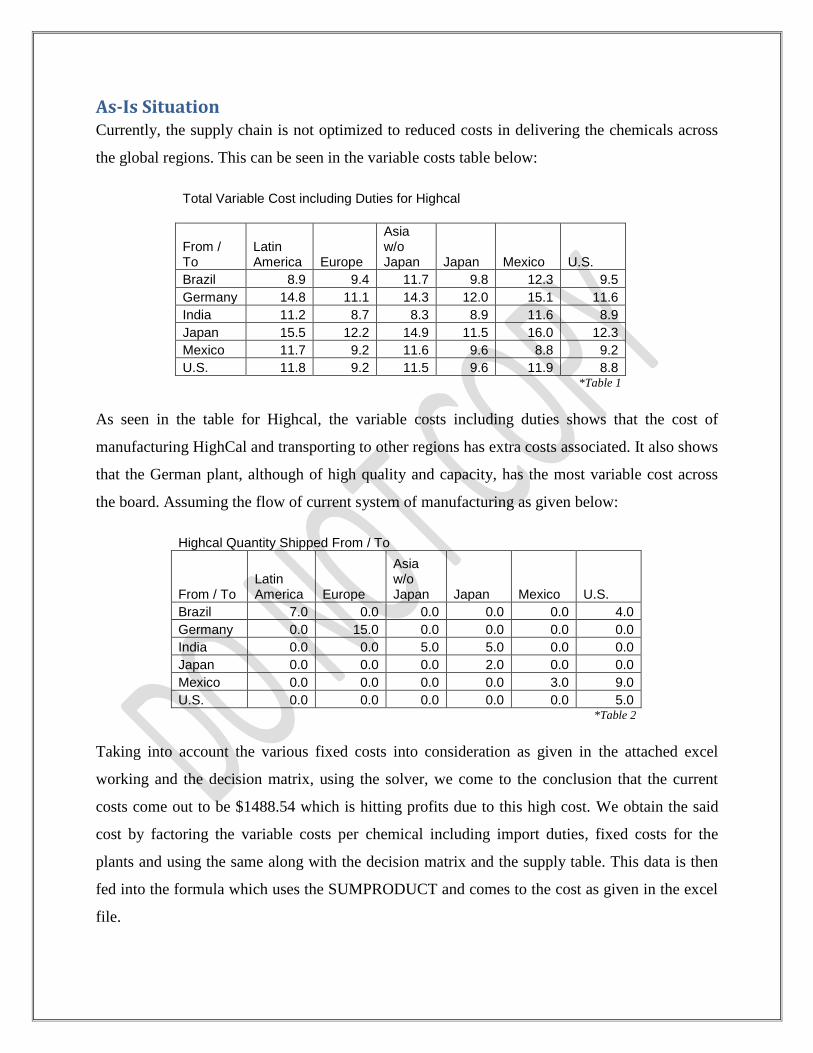
As-Is Situation Currently, the supply chain is not optimized to reduced costs in delivering the chemicals across
the global regions. This can be seen in the variable costs table below:
Total Variable Cost including Duties for Highcal
From / To
Latin America Europe
Asia w/o Japan Japan Mexico U.S.
Brazil 8.9 9.4 11.7 9.8 12.3 9.5
Germany 14.8 11.1 14.3 12.0 15.1 11.6
India 11.2 8.7 8.3 8.9 11.6 8.9
Japan 15.5 12.2 14.9 11.5 16.0 12.3
Mexico 11.7 9.2 11.6 9.6 8.8 9.2
U.S. 11.8 9.2 11.5 9.6 11.9 8.8 *Table 1
As seen in the table for Highcal, the variable costs including duties shows that the cost of
manufacturing HighCal and transporting to other regions has extra costs associated. It also shows
that the German plant, although of high quality and capacity, has the most variable cost across
the board. Assuming the flow of current system of manufacturing as given below:
Highcal Quantity Shipped From / To
From / To Latin America Europe
Asia w/o Japan Japan Mexico U.S.
Brazil 7.0 0.0 0.0 0.0 0.0 4.0
Germany 0.0 15.0 0.0 0.0 0.0 0.0
India 0.0 0.0 5.0 5.0 0.0 0.0
Japan 0.0 0.0 0.0 2.0 0.0 0.0
Mexico 0.0 0.0 0.0 0.0 3.0 9.0
U.S. 0.0 0.0 0.0 0.0 0.0 5.0 *Table 2
Taking into account the various fixed costs into consideration as given in the attached excel
working and the decision matrix, using the solver, we come to the conclusion that the current
costs come out to be $1488.54 which is hitting profits due to this high cost. We obtain the said
cost by factoring the variable costs per chemical including import duties, fixed costs for the
plants and using the same along with the decision matrix and the supply table. This data is then
fed into the formula which uses the SUMPRODUCT and comes to the cost as given in the excel
file.
Optimized Situation The optimized situation uses the solver function to come at the optimized supply mechanism for
the global regions. The aim of the optimization technique is to reduce the costs. Hence, the
constraints used are the supply capacity along with the costs associated with the production
including both fixed and variable costs. This is then fed into the decision matrix system which
looks whether a manufacturing facility is shut down for one chemical, both chemicals or if it is
working at producing both the chemicals.
We also use a supply demand constraint table which maps whether all the demand has been met
and also checks if the supply of the manufacturing facilities is exceeding the production possible
at the given location. Hence, we maximize the production possibility and also simultaneously
minimize the costs associated with the maximum production to come at minimum cost-
maximum production. The logic used is that the manufacturing locations should be producing
and delivering based on lowest fixed and variable costs including the import suties to send the
chemicals across the globe to its facilities.
We have arrived at the cost of $1296.75 using this optimizer and also met all the demands across
the globe. To summarize, we have:
Shut down the Japanese plant which reduces the fixed and variable cost. This can be
possible as the technology of the plant has already been shared with other plants.
We have not used the German plant to produce Relax, thus saving the product related
variable and fixed costs.
We have ensured that the Japanese market is served with chemicals using the Indian plant
and the Mexican plant for the two chemicals. For HighCal, we have also used the high
capacity available in the German facility to give two units to the Japanese facility.
The Mexican facility is also used solely to supply Relax to the European market as it is
more cost efficient this way without producing the same at the German facility.
After doing all this, we still have a capacity of 28 available at German facility and also
have the entire Japanese facility to use for further growths in Japan if needed.

Case question-answers 1. The BioPharma management should have used cost as a deciding factor in managing the
supply chain network for the chemicals. It is not enough to just have good technology and
capacity to ensure profits for the company. The fixed and the variable costs of the
manufacturing plants should be used to plan a cost effective way of delivering chemicals
across the globe to meet the demands. The Japanese plant should be made idle and should
not be producing anything currently as the variable cost differential of sourcing the
chemicals from India should be not be much and would save the fixed costs of operating
the plant. The Japanese plant can be used when the Asian market increases in demand by
10pc every year. Similarly, the German plant will not manufacture Relax chemical and
will only produce HighCal. Other manufacturing facilities will produce both the
chemicals to the full production capacity.
The annual costs of the new proposal of this report bring down the costs of supplying the
same amount of chemicals to the global market efficiently to $1296.75 without letting
demand overtake supply. This includes the various import duties to send the chemicals
from one economic region to the other where there is demand for the chemical.
2. The current structured outlined in this report – which makes two major changes to idle
the Japanese plant and to limit the German plant to only one chemical can be used in the
foreseeable future. With demand being stable as projected in the case, the supply should
be enough to meet the demand. Currently, only the Asian market is expected to rise. This
can be handled by restarting the Japanese plant at an appropriate time when importing the
additional chemical from Germany becomes costlier than producing the same at Japan.
With respect to exchange rates, there should not be any major effect if the exchange rates
remain stable at around the current rates in the future. But, the capacity and the supply
will have to be re planned if the currency of the production country reduces with respect
to the dollar. This will lead to more costs of production in the country of production
leading to increase in costs. Hence, the supply chain will have to re planned in case of
major changes in exchange rates.
3. Currently, Japan faces a shortage due to the plant being kept idle. Also, the German plant
is the only plant with additional capacity, hence the chemical has been sourced from
Germany for the shortage at Japan. This ensures that the fixed costs with respect to Japan
are not incurred, while sourcing some extra units from German plant at no extra fixed
costs. Currently, India is one the most cost effective production facilities of the
manufacturing units of BioPharma. The unit has the lowest variable costs for both the
chemicals and also has one of the lowest fixed costs related to production. Although the
plant is a bit outdated, a small amount of capital investment to improve its technology
and to improve its production will help to supply the growing Japanese market. If the
capacity can be increased such that the German plant need not supply HighCal to Japan
and the Indian plant can keep up with the additional increases in Asian demands without
lowering the supply to other regions, it will make the network even more cost effective
than proposed leading to better profits from increased demand along with lowered
production costs. The Indian plant can also be used to check the increasing demand in the
emerging markets of the world which are primarily in the Indian subcontinent.
4. The reduction of duties will affect the way supply chain is planned. Currently, the
maximum import duty is in Latin America, Mexico and Asia without Japan. But, as can
be seen from the production chart these are also the countries with the maximum
production capacity for the regions. Hence, we do not see chemicals coming into these
regions from other areas. Therefore, the reduction of import duties in these regions will
not affect the cost pricing of the supply network. The import duties in the US and the
Europe, where most of the chemical flows into, in relatively much lower. Hence, even if
it reduces further, there will not be a marked decrease. Hence, there won’t be any major
change on recommendations due to reduction of duties.
5. The yield assumed now is 100pc across the plants. If the yield decreases, the output of the
plant for per unit of raw material decreases. This means that more raw material is
required to get the required production output from the plant to meet the same level of
demand. This increases the costs of production in the plant as the raw material inout
grows without growth in the output. Hence, the costs across the network will increase
with the decrease of the yield. Hence, the relationship of yield with the costs of
production is inverse, as one increases, the other decreases and vice-versa.
6. Some of the other factors to be considered while making the recommendations are the
sales projections and the inflation. The emerging markets are a source of increased sales
in the next few years with the industrial growth of the countries like the BRIC nations.
Also, the factors of production are not given anywhere in the case study. Hence, the
economies of scale have not been considered. Given the positive cost benefits of the
economies of scale, the cost will come down if the economies of scale are incorporated
into the analysis.
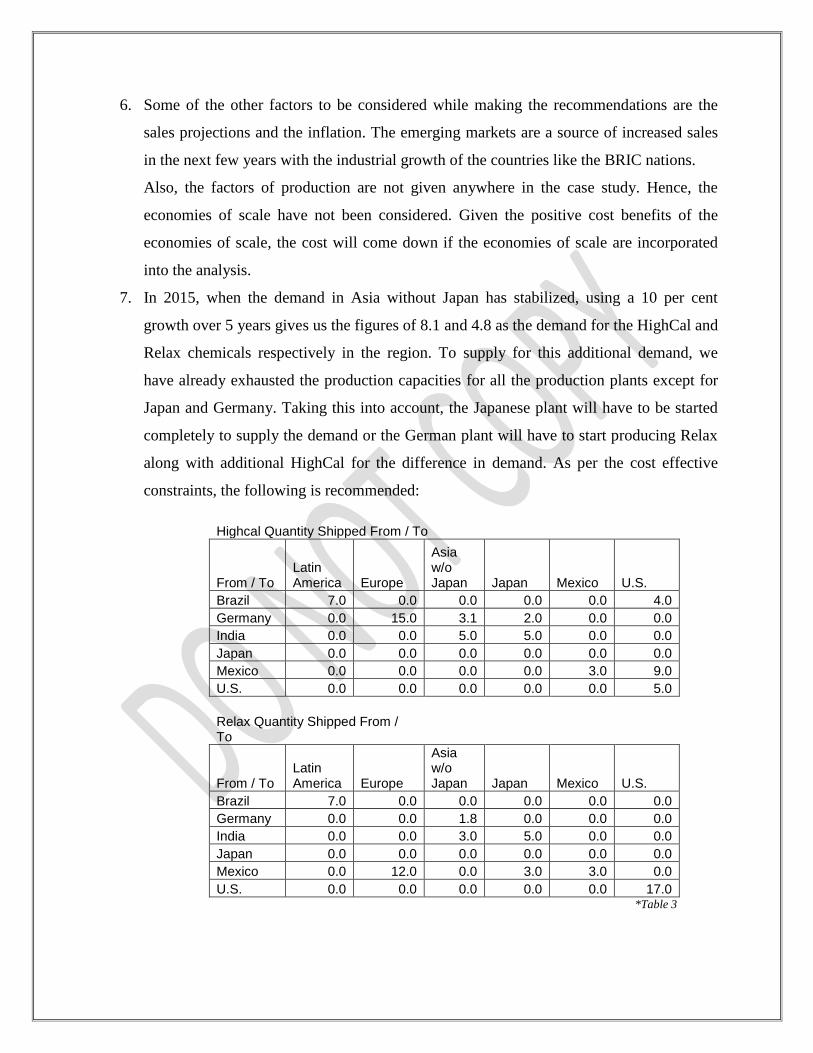
7. In 2015, when the demand in Asia without Japan has stabilized, using a 10 per cent
growth over 5 years gives us the figures of 8.1 and 4.8 as the demand for the HighCal and
Relax chemicals respectively in the region. To supply for this additional demand, we
have already exhausted the production capacities for all the production plants except for
Japan and Germany. Taking this into account, the Japanese plant will have to be started
completely to supply the demand or the German plant will have to start producing Relax
along with additional HighCal for the difference in demand. As per the cost effective
constraints, the following is recommended:
Highcal Quantity Shipped From / To
From / To Latin America Europe
Asia w/o Japan Japan Mexico U.S.
Brazil 7.0 0.0 0.0 0.0 0.0 4.0
Germany 0.0 15.0 3.1 2.0 0.0 0.0
India 0.0 0.0 5.0 5.0 0.0 0.0
Japan 0.0 0.0 0.0 0.0 0.0 0.0
Mexico 0.0 0.0 0.0 0.0 3.0 9.0
U.S. 0.0 0.0 0.0 0.0 0.0 5.0
Relax Quantity Shipped From / To
From / To Latin America Europe
Asia w/o Japan Japan Mexico U.S.
Brazil 7.0 0.0 0.0 0.0 0.0 0.0
Germany 0.0 0.0 1.8 0.0 0.0 0.0
India 0.0 0.0 3.0 5.0 0.0 0.0
Japan 0.0 0.0 0.0 0.0 0.0 0.0
Mexico 0.0 12.0 0.0 3.0 3.0 0.0
U.S. 0.0 0.0 0.0 0.0 0.0 17.0 *Table 3

Hence, the cost for this configuration is $1383.90. We can also see that this is due to the
production constraints of other manufacturing facilities.
Recommendations
The recommendations can be summarized as below:
The current configuration of network supply is not cost effective.
The Japanese plant needs to be idled for both the chemicals completely. This will save
the plant fixed costs along with the variable costs also.
The German plant should only be producing HighCal which along with the production
capacity should be enough to supply the shortage in Japan and increased supply in Asia
in the future.
The Indian plant should be increased in terms of capacity as it has the lowest production
costs so that the costs can be further cut down.
Appendix
Excel File for As-Is situation:
As-Is.xls
Excel File for optimum configuration:
Optimum Config.xls
Excel file for question 7:
Question-7.xls