Embed Size (px)
Citation preview

BioPharmThe Science & Business of Biopharmaceuticals
INTERNATIONAL
www.biopharminternational.com
INTERNATIONAL
Bio
Ph
arm
Intern
atio
nal
DEC
EM
BER 2
015
B
esp
oke
Bio
pro
cessin
g R
esin
s I Qu
ality
Testin
g o
f Bio
thera
peu
tics I R
ap
id M
yco
pla
sma T
estin
g
Vo
lum
e 2
8 N
um
ber 1
2
December 2015
Volume 28 Number 12
MOVING UP THE
BIOPHARMA
CAREER LADDER
LYOPHILIZATION
QUANTITATIVE POST-PROCESSING
CHARACTERIZATION TECHNIQUES
FOR FREEZE-DRIED PRODUCTS
PEER-REVIEWED
VARIABLE PATHLENGTH FIBER-
OPTIC SPECTROPHOTOMETRY
FOR PROTEIN DETERMINATION
IN IMMUNOGLOBULIN
CONCENTRATES
REGULATIONS
GMP CHALLENGES FOR
ADVANCED THERAPY
MEDICINAL PRODUCTS

www.tosohbioscience.com
Tosoh Bioscience and TOYOPEARL are registered trademarks of Tosoh Corporation.
TOSOH BIOSCIENCE LLC � Customer service: 866-527-3587 � Technical service: 800-366-4875, option #3
TOYOPEARL® AF-rProtein A HC-650FHigh Capacity Protein A Resin for Monoclonal Antibody Purification
0
10
20
30
40
50
60
70
80
2 3.5 5
Residence time (minutes)
DBC
for I
gG (g
/L)
1 g/L
5 g/L
10 g/LResin: TOYOPEARL AF-rProtein A HC-650FColumn size: 5 mm ID × 5 cmMobile phase: 0.02 mol/L sodium phosphate, 0.15 mol/L NaCl, pH 7.4Residence time: 2, 3.5, 5 minDetection: UV @ 280 nm (10% breakthrough)Sample: human IgG @ 1, 5, 10 g/L in mobile phase

INTERNATIONAL
BioPharmThe Science & Business of Biopharmaceuticals
EDITORIALEditorial Director Rita Peters [email protected] Editor Agnes Shanley [email protected] Editor Susan Haigney [email protected] Editor Randi Hernandez [email protected] Science Editor Adeline Siew, PhD [email protected] Manager Caroline Hroncich [email protected] Director Dan Ward [email protected] Editors Jill Wechsler, Jim Miller, Eric Langer, Anurag Rathore, Jerold Martin, Simon Chalk, and Cynthia A. Challener, PhD Correspondent Sean Milmo (Europe, [email protected]) ADVERTISING
Publisher Mike Tracey [email protected]/Mid-West Sales Manager Steve Hermer [email protected] Coast Sales Manager Scott Vail [email protected] Sales Manager Chris Lawson [email protected] Sales Manager Wayne Blow [email protected] Data and List Information Ronda Hughes [email protected] 877-652-5295 ext. 121/ [email protected] Outside US, UK, direct dial: 281-419-5725. Ext. 121 PRODUCTION Production Manager Jesse Singer [email protected] AUDIENCE DEVELOPMENT Audience Development Rochelle Ballou [email protected]
UBM LIFE SCIENCES
Tom Ehardt, EVP & Senior Managing Director, Life Sciences Tom Mahon, Senior VP, Finance Georgiann DeCenzo, EVP & Managing Director, UBM Medica Mike Alic, EVP, Strategy & Business Development Dave Esola, VP & Managing Director, Pharm/Science Group Johanna Morse, VP & Managing Director, CBI/IVT Becky Turner Chapman, VP & Managing Director, Veterinary Group Joy Puzzo, VP, Marketing & Audience Development Francis Heid, VP, Media Operations Jamie Scott Durling, Director, Human Resources
UBM AMERICAS
Simon Foster, Chief Executive Officer Brian Field, Chief Operating Officer Michael Bernstein, Head of Legal
UBM PLC
Tim Cobbold, Chief Executive Officer Andrew Crow, Group Operations Director Marina Wyatt, Chief Financial Officer Dame Helen Alexander, Chairman
© 2015 Advanstar Communications Inc. All rights reserved. No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical including by photocopy, recording, or information storage and retrieval without permission in writing from the publisher. Authorization to photocopy items for internal/educational or personal use, or the internal/educational or personal use of specific clients is granted by Advanstar Communications Inc. for libraries and other users registered with the Copyright Clearance Center, 222 Rosewood Dr. Danvers, MA 01923, 978-750-8400 fax 978-646-8700 or visit http://www.copyright.com online. For uses beyond those listed above, please direct your written request to Permission Dept. fax 440-756-5255 or email: [email protected].
UBM Life Sciences provides certain customer contact data (such as customers’ names, addresses, phone numbers, and e-mail addresses) to third parties who wish to promote relevant products, services, and other opportunities that may be of interest to you. If you do not want UBM Life Sciences to make your contact information available to third parties for marketing purposes, simply call toll-free 866-529-2922 between the hours of 7:30 a.m. and 5 p.m. CST and a customer service representative will assist you in removing your name from UBM Life Sciences’ lists. Outside the U.S., please phone 218-740-6477.
BioPharm International does not verify any claims or other information appearing in any of the advertisements contained in the publication, and cannot take responsibility for any losses or other damages incurred by readers in reliance of such content.
BioPharm International welcomes unsolicited articles, manuscripts, photographs, illustrations, and other materials but cannot be held responsible for their safekeeping or return.
To subscribe, call toll-free 888-527-7008. Outside the U.S. call 218-740-6477.
EDITORIAL ADVISORY BOARDBioPharm International’s Editorial Advisory Board comprises distinguished specialists involved in the biologic manufacture of therapeutic drugs, diagnostics, and vaccines. Members serve as a sounding board for the editors and advise them on biotechnology trends, identify potential authors, and review manuscripts submitted for publication.
K. A. Ajit-Simh President, Shiba Associates
Rory Budihandojo Director, Quality and EHS Audit
Boehringer-Ingelheim
Edward G. Calamai Managing Partner
Pharmaceutical Manufacturing
and Compliance Associates, LLC
Suggy S. Chrai President and CEO
The Chrai Associates
Leonard J. Goren Global Leader, Human Identity
Division, GE Healthcare
Uwe Gottschalk Vice-President,
Chief Technology Officer,
Pharma/Biotech
Lonza AG
Fiona M. Greer Global Director,
BioPharma Services Development
SGS Life Science Services
Rajesh K. Gupta Vaccinnologist and Microbiologist
Jean F. Huxsoll Senior Director, Quality
Product Supply Biotech
Bayer Healthcare Pharmaceuticals
Denny Kraichely Associate Director
Johnson & Johnson
Stephan O. Krause Director of QA Technology
AstraZeneca Biologics
Steven S. Kuwahara Principal Consultant
GXP BioTechnology LLC
Eric S. Langer President and Managing Partner
BioPlan Associates, Inc.
Howard L. Levine President
BioProcess Technology Consultants
Herb Lutz Principal Consulting Engineer
Merck Millipore
Jerold Martin Independent Consultant
Hans-Peter Meyer Lecturer, University of Applied Sciences
and Arts Western Switzerland,
Institute of Life Technologies.
K. John Morrow President, Newport Biotech
David Radspinner Global Head of Sales—Bioproduction
Thermo Fisher Scientific
Tom Ransohoff Vice-President and Senior Consultant
BioProcess Technology Consultants
Anurag Rathore Biotech CMC Consultant
Faculty Member, Indian Institute of
Technology
Susan J. Schniepp Fellow
Regulatory Compliance Associates, Inc.
Tim Schofield Senior Fellow
MedImmune LLC
Paula Shadle Principal Consultant,
Shadle Consulting
Alexander F. Sito President,
BioValidation
Michiel E. Ultee Principal
Ulteemit BioConsulting
Thomas J. Vanden Boom VP, Biosimilars Pharmaceutical Sciences
Pfizer
Krish Venkat Managing Partner
Anven Research
Steven Walfish Principal Scientific Liaison
USP
Gary Walsh Professor
Department of Chemical and
Environmental Sciences and Materials
and Surface Science Institute
University of Limerick, Ireland

4 BioPharm International www.biopharminternational.com December 2015
Contents
BioPharmINTERNATIONAL
BioPharm International integrates the science and business of
biopharmaceutical research, development, and manufacturing. We provide practical,
peer-reviewed technical solutions to enable biopharmaceutical professionals
to perform their jobs more effectively.
COLUMNS AND DEPARTMENTS
BioPharm International ISSN 1542-166X (print); ISSN 1939-1862 (digital) is published monthly by UBM Life Sciences 131 W. First Street, Duluth, MN 55802-2065. Subscription rates: $76 for one year in the United States and Possessions; $103 for one year in Canada and Mexico; all other countries $146 for one year. Single copies (prepaid only): $8 in the United States; $10 all other countries. Back issues, if available: $21 in the United States, $26 all other countries. Add $6.75 per order for shipping and handling. Periodicals postage paid at Duluth, MN 55806, and additional mailing offices. Postmaster Please send address changes to BioPharm International, PO Box 6128, Duluth, MN 55806-6128, USA. PUBLICATIONS MAIL AGREEMENT NO. 40612608, Return Undeliverable Canadian Addresses to: IMEX Global Solutions, P. O. Box 25542, London, ON N6C 6B2, CANADA. Canadian GST number: R-124213133RT001. Printed in U.S.A.
BioPharm International�JT�TFMFDUJWFMZ�BCTUSBDUFE�PS�JOEFYFE�JO��r�Biological Sciences Database (Cambridge Scientific Abstracts)�r�Biotechnology and Bioengineering Database (Cambridge Scientific Abstracts)�r�Biotechnology Citation Index (ISI/Thomson Scientific)�r�Chemical Abstracts (CAS) rŞScience Citation Index Expanded (ISI/Thomson Scientific)�r�Web of Science (ISI/Thomson Scientific)
6 From the Editor
Biopharma employees in different market segments note subtle differences in job satisfaction. Rita Peters
8 US Regulatory Beat
FDA confirmed quality focus while Congress moved to bolster biomedical innovation. Jill Wechsler
12 European Regulatory Beat
Finalizing GMP requirements and quality standards for ATMPs in the EU is proving to be a complex task. Sean Milmo
16 Perspectives on Outsourcing
CMO industry consolidation may be frustrated by a dearth of attractive assets.Jim Miller
65 New Technology Showcase
65 Product Spotlight
65 Ad Index
66 Biologic News Pipeline
2015 EMPLOYMENT SURVEY
Moving Up the
Biopharma Career Ladder
Rita PetersLimited career and salary growth
complicate a somewhat positive
employment picture. 20
UPSTREAM PROCESSING
Combining Microbioreactors
and Advanced Statistical
Techniques to Optimize a
Platform Process for a New
Host-Cell Line
Colin Jaques and Daniela LegaUse of a subspace model is a viable
method to characterize process
space variables and optimize process
performance. 28
DOWNSTREAM PROCESSING
Bespoke Bioprocessing Resins
Randi HernandezAvitide’s Kevin Isett discusses the
company’s approach to purification resins. 38
PEER-REVIEWED
Variable Pathlength Fiber-
Optic Spectrophotometry
for Protein Determination
in Immunoglobulin
Concentrates
Alfred Weber and Heinz AnderleSoloVPE fiber-optics spectrophotometry
may be able to substitute or replace the
current Kjeldahl protein determination
procedure for 10% IgG in the future. 42
LYOPHILIZATION
Quantitative Post-Processing
Characterization Techniques
for Freeze-Dried Products
Katriona ScoffinMechanical tests complement visual
techniques for the post-processing
characterization of freeze-dried products. 51
ANALYTICAL TESTING
Rapid Mycoplasma Testing:
Meeting the Burden of Proof
Cynthia A. ChallenerExpectations are high for rapid
testing methods, but demonstration
of comparability proves challenging. 56
QUALITY TESTING
N-Glycan Composition
Profiling for Quality Testing
of Biotherapeutics
Rebecca Duke and Christopher H. TaronAdvances in glycan analysis are
enhancing biologics development
and quality control processes. 59
Volume 28 Number 12 December 2015
FEATURES
Cover: Don Bishop/Cocoon/Getty Images; Dan Ward

www.gelifesciences.com/bioprocessGE and GE monogram are trademarks of General Electric Company. © 2015 General Electric Company. First published Oct. 2015. GE Healthcare Bio-Sciences AB. Björkgatan 30, 751 84 Uppsala, Sweden
29167424 AA 10/2015
Your growing biologics business.
Our expanding global supply chain.
As your business has been growing, so have our bioprocessing
capabilities. In key global regions, we have added new production
capabilities designed to meet your rising demands. Our expanded
global presence enables continuous timely deliveries of the critical
manufacturing components you need, when you need them—no
matter where you are in the world.
When it comes to your security of supply, we are a partner like no other.
upstream downstream single-use services

6 BioPharm International www.biopharminternational.com December 2015
From the Editor
Biopharma
employees in
different market
segments note
subtle differences
in job satisfaction.
Greener Pastures in Biologics?
The large molecule segment of the biopharmaceutical market has been
receiving more media and investment attention recently, creating a per-
ception that there may be more opportunities for skilled workers in the
biologics segment.
A session at the 2015 annual meeting of the American Association of
Pharmaceutical Scientists in October—How to Survive the Paradigm Shift of
the Pharmaceutical Industry: From Small Molecules to Biologics—featured
presentations and an audience discussion about the potential and pitfalls for
scientists to migrate from positions in the small-molecule segment of pharma-
ceutical development to positions in the biologics field. The discussion cen-
tered around the challenges of making such a switch and the positions most
suitable for a transition.
How do these perceptions translate to the job market? In the 2015 BioPharm
International employment survey (1), the editors sampled opinions about the
current job market and job satisfaction for workers in the biopharmaceutical
industry. Pharmaceutical Technology, a sister publication to BioPharm International,
conducted a similar survey (2) measuring opinions of employees developing
and manufacturing both small-molecule and large-molecule therapies. A com-
parison of professionals working in the small-molecule drug segment from the
Pharmaceutical Technology survey with those responding to the biologics-focused
BioPharm International survey, showed job and salary satisfaction between the
two audiences is similar.
Respondents from the small-molecule segment survey reported longer work
experience in the bio/pharma industry; 72% reported more than 10 years of
experience compared to 63.1% for large-molecule segment workers. The major-
ity of workers in both segments are contracted to work 40 hours per week.
More biologics-segment workers (14.8%) said they worked fewer hours in 2015
than they did two years ago, compared to the small-molecule segment (11.4%);
however, a higher percentage of workers in the biologics segment (20.3%)
feel more secure in their position than the small-molecule audience of the
Pharmaceutical Technology survey (15.8%).
On compensation, the small-molecule segment respondents were slightly
more satisfied than their counterparts in the biologics segment. Nearly 40%
of the small-molecule workers said they were paid fairly, compared to 38% on
the large-molecule segment. More than 20% of the biologics segment respon-
dents—compared to 16.5% of the small-molecule segment—said they were
paid below market value considering their level of expertise and responsibility.
In general, workers in both segments agreed that their work is valued by
their employers, they feel secure in their positions, they do not face discrimi-
nation at work, and have opportunities for advancement. The biologics seg-
ment workers, however, were slightly less positive in responses about using
their skills and training to the fullest extent and saw fewer opportunities to
engage in professional development.
Workers in the two market segments had similar opinions about changing
jobs; 20.4% of the biologics-segment workers said they would like to leave their
job, if given the opportunity, compared to 19.9% of the small-molecule work-
ers. Almost one-third of the biologics workers said they do not expect to leave
their job in the coming year compared to 37.7% of small-molecule workers.
References
1. BioPharm International 2015 Employment Survey.
2. Pharmaceutical Technology/Pharmaceutical Technology Europe 2015 Employment
Survey.
Rita Peters is the
editorial director of
BioPharm International.

ON-DEMAND WEBCAST
Originally aired December 8, 2015
Register for free at
www.biopharminternational.com/bp/iCE
EVENT OVERVIEW:
Determination of isoelectric point and charge isoforms are
critical steps in characterization for biopharmaceutical and
vaccine development. Charge variants or heterogeneity
ÏŅĵĵŅĺĬƼ� ŅÏÏƚųŸ� ±Ÿ� ±� ųåŸƚĬƋ� Ņü� ŞŅŸƋěƋų±ĺŸĬ±ƋĜŅĺ±Ĭ� ĵŅÚĜĀ-
cation including glycosylation, deamidation, sialylation and
oxidation. Changes may also occur during the manufacturing
ŞųŅÏ域Ø�±ýåÏƋĜĺč�ÆĜŅĬŅčĜϱĬ�±ÏƋĜƴĜƋƼ�±ĺÚ�Úųƚč�ŸƋ±ÆĜĬĜƋƼţ
In this webinar, experts present examples of method devel-
opment and transfer for charge heterogeneity analysis of
biopharmaceutical products, such as the Antibody-Drug
Conjugates (ADCs). Key parameters and considerations
will be highlighted for development of cIEF methods for
Maytansinoid ADCs using the iCE platform.
Key Learning Objectives
Q� Key considerations in cIEF method development
Q� Method optimization for ADCs
PRESENTERS:
KARAN K. SHAH, MS
Analytical and Pharmaceutical
Sciences
ImmunoGen, Inc.
Waltham, MA
MODERATOR:
RITA PETERSEditorial DirectorBioPharm International
Who Should Attend
Q� Group leads
Q� Team leads
Q� QC analysts
Q� Method Development Scientists
Q� Analytical Scientists
Q� �Reviewers
Sponsored by Presented by
cIEF Method Development
and Optimization for
Antibody-Drug Conjugates
For questions contact Sara Barschdorf at [email protected]

8 BioPharm International www.biopharminternational.com December 2015
Regulatory Beat
Vis
ion
so
fAm
eri
ca
/Jo
e S
oh
m/G
ett
y I
ma
ge
s
In the past year, the biopharmaceuti-
cal industry faced numerous challenges
on the regulatory, political, and legislative
fronts. Congress approved legislation seeking
to encourage the development of “21st Century
Cures” by incentivizing and streamlining manu-
facturer regulation. FDA revised its operations
for overseeing drug production and quality,
with an eye to reducing shortages and facilitat-
ing the development and approval of more new
therapies. Patient groups gained more visibility
as advisors on drug development and advocates
for more effective R&D programs. In recent
months, however, the uproar over escalating
drug prices raised questions about the value of
new pharmaceuticals, threatening support for
innovation policies.
MORE NEW DRUGS, BIOLOGICSThere was good news for important, life-saving
therapies coming to market, including addi-
tional cures for hepatitis C, new treatments for
seriously high cholesterol, and new therapies for
cancer and rare diseases. In 2014, FDA approved
a near record 41 new drugs and 10 biologics,
many designated as “breakthrough”
to treat serious and rare conditions.
This year appears headed for similarly
noteworthy achievements: the agency
had approved 35 new therapies as
of early November, with a number
of applications scheduled for final
assessment by year-end.
FDA’s breakthrough drugs program
continued to prove valuable, as the
agency approved 10 new therapeutics
in that category. That rate is likely
to continue, as FDA received nearly
100 sponsor requests for the break-
through designation, as of October
2015, and had granted 25. While
there’s strong support for the program, its con-
tinued growth may require more resources to
support the additional meetings and advisories
FDA provides manufacturers of promising treat-
ments. An important milestone in 2015 was
FDA’s approval of the first biosimilar therapy,
Zarxio from Sandoz. This unofficially launched
biosimilars in the United States, which have
been anxiously awaited by patients and payers
eager for access to less costly biotech therapies
since authorized by Congress in 2010. FDA has
invested considerable resources in developing
guidance for manufacturers on how best to
analyze and document comparability of new
biosimilars to reference products, a process
that relies on advanced assessment of product
structure and production methods to ensure
comparable quality, safety, efficacy, purity, and
potency. FDA has received six biosimilar appli-
cations to reference products, and 57 biosimilar
products for 16 reference drugs were enrolled
in FDA’s Biosimilar Product Development pro-
gram as of mid-September; sponsors were seek-
ing preliminary advice on another 27 projects.
The biopharmaceutical industry further dem-
onstrated its R&D capabilities by responding
quickly to the need for new vaccines and treat-
ments to combat the Ebola virus. While the
National Institutes of Health and other public
health agencies played critical roles in paving
the way for animal and clinical testing of prom-
New Drugs and New Initiatives Shaped 2015FDA confirmed quality focus while Congress moved to bolster biomedical innovation.
Jill Wechsler is BioPharm
International’s Washington editor,
Chevy Chase, MD, 301.656.4634,
FDA’s breakthrough
drugs program
continued to
prove valuable.

December 2015 www.biopharminternational.com BioPharm International 9
Regulatory Beat
ising new therapies, accelerated
product formulation and manufac-
turing proved valuable to this and
other international efforts to pro-
duce and distribute treatments for
lethal diseases around the world.
EMPHASIS ON QUALITYFDA’s campaign to reduce drug
shortages and to improve oversight
of growing foreign production and
import of drugs and active ingre-
dients was bolstered by the official
establishment of the new Office of
Pharmaceutical Quality (OPQ) in
the Center for Drug Evaluation and
Research (CDER). The new orga-
nization aims to provide a more
coordinated and effective process
for ensuring the consistent pro-
duction of high-quality medicines,
both brands and generics. This
effort involves establishing a more
predictable and timely application
approval process, with possibly
fewer inspections of those facili-
ties able to document low risk and
adherence to GMPs. FDA also col-
laborated with industry on devising
a set of quality metrics designed to
indicate a facility’s quality status,
but that program ran into objec-
tions from manufacturers, and fur-
ther guidance is not expected for
several months. The ultimate goal
is for OPQ programs and policies
to encourage industry adoption of
modern manufacturing systems
able to detect quality problems
before they occur, and to limit rou-
tine oversight in the process.
OPQ was officially established
in January 2015 after two years of
planning for the extensive organi-
zational changes in staff and func-
tions involved. The program makes
notable changes in the review of
drug chemistry, manufacturing,
and controls (CMC) submissions
from pre-clinical and clinical test-
ing, through application review, to
postapproval changes and generic-
drug development. While the
Office of Biotechnology Products
continues to oversee innovator and
biosimilar therapies, an Office of
New Drug Products now evaluates
the quality aspects of new drugs
during development and approval.
After a year on the market, those
products shift to the Office of
Lifecycle Drug Products, which
handles postmarketing changes
and generic-drug development.
An Office of Process and Facilities
brings together oversight of manu-
facturing operations, microbiology
reviews, and preapproval inspec-
tions, in coordination with CDER’s
Office of Compliance and the FDA
field force.
These changes facilitate team
reviews by staffers from a range of
CDER functions and field offices
to coordinate evaluations, inspec-
tions, and compliance actions.
There is an emphasis on adopting
risk-based models to target over-
sight to facilities, processes, and
products where quality failures
are most likely to harm patients. A
central project management staff
oversees whether OPQ operations
meet timelines and objectives, and
a new policy office manages the
development and publication of
quality-related guidance docu-
ments and rules. Important for
all these programs is a new unit
establishing a comprehensive data
system that lists the location and
operations of all facilities around
the world producing drugs and
their ingredients for the US market.
In September 2015, CDER director
Janet Woodcock signaled that the
new super office was firmly estab-
lished by stepping down as OPQ
acting director and handing over
the reins to former Novartis Vice-
President, Mike Kopcha.
Delays in bringing new generic
drugs to market, which had created
an immense backlog in abbrevi-
ated new drug applications (ANDAs)
awaiting approval, also prompted
reorganization of CDER’s Office of
Generic Drugs (OGD).
Woodcock had formed a new
OGD super office to manage the
ANDA review process, while also
shifting to OPQ the review of
generic-drug CMCs and manu-
facturing processes. Although
generic-drug makers have com-
pla i ned about CDE R’s s low
progress in whittling down the
backlog and speeding up ANDA
approvals, the agency appeared to
be making progress on both fronts
by year’s end.
CHANGES AT THE TOPIndustry comments on FDA reg-
ulations and lobbying on legis-
lat ion to bolster biopharma
innovat ion are coming f rom
different voices following the
appointment this year of new
execut ives to lead both the
Pharmaceutical Research and
Manufacturers of America and
the Gener ic Pha r maceut ica l
Association. Even more notable
is change at the top of FDA since
the departure in March 2015 of
commissioner Margaret Hamburg.
Duke University card iolog ist
Rob Califf came to FDA early in
the year as Hamburg’s unoffi-
cial replacement, but his formal
nomination as commissioner did
not come until this fall and only
began to move forward in the
Senate last month.
FDA chief sc ient ist Steven
Ostroff has been a capable place-
holder for Califf much of the
year and has kept agency pro-
grams on track. But a confirmed
commissioner is important for
initiating any important innova-
tions in agency policies, espe-
cially at a time when Congress
is weighing major revisions in
agency programs, and negotia-
t ions are moving forward for
renewal of user fees in 2017. All
these developments wil l con-
tinue to shape pharmaceutical
and biotech operations in the
coming year. ◆

10 BioPharm International December 2015 ADVERTORIAL
CORPORATE CAPABILITIES www.biopharminternational.com
Company Description
Wyatt Technology, a 33-year old family-owned and operated enterprise, is the world’s largest company dedicated to SEC–MALS detectors for absolute macromolecular characterization. Our
instrumentation provides the essential techniques for characterizing macromol-ecules and nanoparticles in solution, in order to deter-mine molar mass, size, charge, and interactions. Wyatt’s extensive applica-tions laboratories and its full-time staff (including more than 18 PhD scien-
tists) means our customers receive deep technical expertise and support. To ensure the personal touch, “Light Scattering University” (LSU) is included with most of our instruments. We bring you to Santa Barbara to de-mystify light scattering, work you hard but feed you well, and, of course, explain how to get the most from your Wyatt Technology equipment.
Chief Chromatographic
Techniques Supported
t� UHPLCt� GPC/SEC/GFCt� RPCt� Field-flow fractionation
Markets Served
Wyatt’s products are the most widely used multi-angle lightscattering (MALS) detectors in the world. They are employed in thousands of labo-ratories including, but not limited to, companies involved in biotechnology, pharmaceutical devel-opment, chemical, and petrochemical research, in addition to government national labs and academic facilities.
Major Products/Services
WTC’s family of instruments includes:
t� DAWN HELEOS: An 18-angle SEC–MALS detector that can be used at ambient,
Wyatt Technology Corp.elevated, and below ambient temperatures for polymers, particles, and biopolymers.
t� miniDAWN: A SEC–MALS detector ideal for proteins and peptides and molar mass materials below 1 million Da.
t� μDAWN: The world’s first MALS detector for UHPLC. Compatible with all UHPLCs for molar mass and size determinations.
t� UT-rEX: The world’s first refractive index (RI) detector for UHPLC. Operates at the same wavelength of light as the μDAWN.
t� Eclipse system: For separation of macromol-ecules and nano particles in solution.
t� Optilab TrEX: The most advanced RI detec-tor in the world with 256 times the detection power and 50 times the dynamic range of any other RI detector. The TrEX can be oper-ated below or above ambient temperature and determine dn/dc at the same wavelength of light as the lightscattering instrument.
t� WyattQELS: A quasi-elastic (dynamic) light-scattering instrument that can be interfaced to the DAWN HELEOS or the miniDAWN TREOS to determine particle sizes as small as 1 nm.
t� ViscoStar viscometer: A state-of-the-art intrin-sic viscosity detector that can be operated above or below ambient temperature with its precise Peltier thermostatic controls.
t� WTC Protein Columns: A family of new silica based columns specifically designed for SEC–MALS protein applications. These col-umns retain all the important features of a first-class SEC column for protein separations.
Facility
WTC maintains more than 35,000 ft2 of mod-ern electronics, optical prototype, machine shop, and laboratory facilities in Santa Barbara, California.
WYATT TECHNOLOGY CORP.
6300 Hollister Ave.,Santa Barbara, CA 93117
TELEPHONE
805.681.9009
FAX
805.681.0123
WEB SITE
www.wyatt.com
NUMBER OF EMPLOYEES
110
YEAR FOUNDED
1982

The Most Interesting Manin Light Scattering.
We Call Him Dad.Dr. Philip Wyatt is the father of Multi-Angle Light Scattering (MALS) detection. Together with his sons, Geof and Cliff, he leads his company to produce the industry’s most advanced instruments by upholding two core premises: First, build top quality instruments to serve scientists. Check.
For essential macromolecular and nanoparticle characterization—The Solution is Light™
© 2015 Wyatt Technology. All rights reserved. All trademarks and registered trademarks are properties of their respective holders.
phot
o: ©
Pet
eBle
yer.c
om
Then delight them with unexpectedly attentive customer service. Check. After all, we don’t just want to sell our instruments, we want to help you do great work. Because at Wyatt Technology, our family extends beyond our last name to everyone who uses our products.

12 BioPharm International www.biopharminternational.com December 2015
European Regulatory Beat
Vis
ion
so
fAm
eri
ca
/Jo
e S
oh
m/G
ett
y I
ma
ge
s
A consultation period on GMP guide-
l ines (1) in the European Union,
specif ical ly for advanced therapy
medicinal products (ATMPs), comprising
gene- and cell-therapy products and tissue-
eng ineered t reatments, was due to be
completed in November 2015. The guidelines,
which will be drawn up by the European
Commission, however, are taking a long time
to complete. They are a requirement of an EU
regulation on ATMPs (2) which was approved
in 2007.
The objective behind the guidelines is to
bring together in a single document GMP
standards from a variety of sources, mainly
other pieces of EU legislat ion. But even
when the first dedicated GMP guidelines for
ATMPs are finalized, probably in 2016, they
are likely to have to be constantly revised.
Compliance with GMP standards has been
a major challenge for ATMP developers in
Europe. In fact, these difficulties could be
a prime reason why, up until 2014, only
four medicines under the ATMP regulation
had been given marketing authorization
in the EU’s centralized medicines licensing
procedure. Just how GMP problems for
advanced medicines are sorted out in Europe
could be a key influence over the
future of personalized medicines
and other new pharmaceut ica l
technologies in the region.
THE CURRENT R&D STRUCTUREAt the core of the difficulties with
GMP is the R&D structure in the
advanced medicines sector. Much
of the development work on ATMPs
is carried out by academic scientists
and clinicians attached to hospitals
of universities and other research
institutes. They lack the regulatory expertise
and resources to establish and operate GMP-
compliant manufactur ing processes. In
particular, they often do not have adequate
systems in place for evaluating the quality
of starting and raw materials, which is a
vital necessity in the production of advanced,
usually biological, medicines.
Academics seeking to arrange preclinical
and cl inical tr ials for their innovations
are so concerned about the complexities of
compliance with GMP that they try to avoid
having them classif ied as ATMPs by the
regulatory authorities, according to AGORA,
an EU-funded research project on solutions
to GMP problems in the sector (3).
LACK OF HARMONIZATION IN APPLYING GMP STANDARDSThe difficulties with GMP are aggravated by
the lack of harmonization in the way GMP
standards are applied by the EU’s member
states. “Research [has] found substantial
heterogeneity in the regulatory practice
across member states, which is leading to
confusion and uncertainty and is creating
a severe barr ier to the development and
delivery of [ATMP] medicines,” said AGORA
in a prog ress repor t to the European
Commission on its project (3). “[This is]
GMP Challenges for Advanced Therapy Medicinal ProductsFinalizing GMP requirements and quality standards for the development, manufacture, and clinical testing of ATMPs in the EU is proving to be a complex task.
Compliance with GMP
standards has been a
major challenge for ATMP
developers in Europe.
Sean Milmo is a freelance
writer based in Essex, UK,

December 2015 www.biopharminternational.com BioPharm International 13
European Regulatory Beat
weakening the position of the
EU academics and industry to
collaborate and compete globally
in this expanding field.”
Advanced medicines may need
the adoption of a different strat-
egy to manufacturing standards
within the sector. The consulta-
tion document (1) itself does not
call for any radical changes in
GMP, but stakeholders in their
comments on the document may
take a different view.
DEFINING MANUFACTURING QUALITYSenior members of the European
Medicines Agency (EMA), which
i s r e spons ible for t he EU’s
centralized approval procedure,
have h i nte d t hat d i f f e r e nt
concepts of manufacturing qual-
ity may need to be applied to
advanced medicines. “ATMPs are
complex pharmaceuticals, for
which tradit ional approaches
may not be possible,” Pau la
Salmikangas, chair of the EMA’s
committee for advanced thera-
pies (CAT), told an European
Directorate for the Quality of
Medicines & Healthcare (EDQM)
workshop on Paving the Way
for the Future—Biologicals at
Strasbourg, France, in 2014 (4).
Because AT MPs a re in the
front line of scientific discovery,
new standards become outdated.
By the time the standards are
implemented, the products for
which they have been drawn
up have been superceded by a
new technology. “Manipulation
of cells and use of recombinant
nucleic acids may bear unknown
risks, which may not be solvable
through standardization or qual-
ity control,” Salmikangas added.
A major problem area with
advanced medicines is the qual-
ity assessment of starting and
raw mate r ia l s , wh ich of ten
comprise high-risk raw materi-
als. The availability of these in
high-quality grades was limited
because they were mainly sold
“for research use only” and were
accompanied by little product
documentation from the suppli-
ers, according to Salmikangas.
Raw-material suppliers claim that
their products are “GMP compli-
ant,” but many ATMP developers
are sceptical about the value of
such claims.
Delegates at a symposium in
April 2013 on gene and cell ther-
apy raw materials at Strasbourg,
France, joint ly organized by
EMA and EDQM, complained
about the lack of a definition
of GMP compliance. The meet-
ing also acknowledged that the
term “GMP grade” meant differ-
ent things to different groups,
according to an EDQM report on
the conference (5).
ADAPTING GMP IMPLEMENTATION BASED ON RISKSome research organizations are
call ing for a relaxing of GMP
rules at the early stages of ATMP
development, for example, in
first-in-man (FiM) studies. “The
level of appl icat ion [of GMP
requirements] should be appro-
priate to the ultimate risk asso-
ciated with their use (e.g., the
number of patients in a Phase I/
FiM study can vary and so does
the risk),” says the cell therapy
unit of the government-funded
C atapu lt U K , wh ich r u ns a
ne t work o f l a t e - s t age R& D
ce nte r s i n t he cou nt r y, i n
comments (6) on a European
Commission review last year of
the ATMP regulation (7).
This view is consistent with
a growing support in the R&D
sector in Europe for a phased
approach to the application of
GMP standards, as detailed by
the Parenteral Drug Association
( PDA) i n a 2 012 te c h n ic a l
report (8). This proposed that
standards should become more
str ingent as new drugs move
from the discovery stage through
to Phase III clinical trials and
market launch. It is also in line
with the emphasis placed by the
European Commission’s consul-
tative document on the need for
a risk-based approach with the
application of GMP for ATMPs.
The document (1) is mainly
focused on conditions of GMP
c ompl i a nc e t h at wou ld b e
applied in the marketing autho-
rization of advanced medicines,
as well as those required in the
manufacture of ATMPs for clini-
cal trials. It, however, acknowl-
edges that with investigational or
experimental ATMPs, which are
often developed in an academic
or hospita l set t ing operat ing
under different quality systems
to those for conventional drugs,
“addit ional f lex ibi l it y is war-
ranted, in particular for early
phases of clinical trials” (1). The
document also says that under a
risk-based approach, the ATMP
manufacturer has a responsibil-
ity “to put in place additional
measures—beyond those sug-
gested in the [EU’s] GMP guide-
Some research
organizations are
calling for a
relaxing of GMP rules
at the early stages of
ATMP development,
for example, in first-
in-man studies.

14 BioPharm International www.biopharminternational.com December 2015
Regulatory BeatEuropean Regulatory Beat
l ines—if that is necessary to
address the specific risk of the
product” (1).
THE AGORA PROJECTThe two-year AGOR A project
has been test ing schemes for
g iv ing personnel in academic
R&D facil it ies more expert ise
in basic GMP standards. “[Our
ow n data] ha s cons i s tent ly
shown that GMP manufacturing
knowledge remains a barrier for
academic t r ia l l ists a iming to
per form the f u l l cyc le f rom
prec l in ica l invest igat ions to
early and subsequent late-stage
clinical tr ials,” it says (3). As
a result, it has been designing
training course packages aimed
at specific target groups, such as
cell biology scientists who know
about ATMPs but need to learn
GMP skills.
The project, whose par t ic i-
pants a re ma in ly academics
f rom t he Un ite d K i ngdom,
German, and Dutch universi-
ties, has attempted to extend the
scope of its exploratory train-
ing courses by working together
with other researchers in bio-
log ica ls and w ith indust r ia l
partners with GMP experience.
It has had a close co-operation
with Pharmacell BV, Maastricht,
Netherland, a contract manufac-
turer of cell therapy and regen-
erative medicine products, which
has two GMP plants, one of
which was first certified in 2006.
The AGORA team has spoken
out against proposals to reduce
the produc t qua l it y requ i re -
ments for ATMPs in academic
development on the grounds this
would lead to the “creation of
a two-tier ATMP development
process, which would substan-
tially undermine the delivery
of sa fe and ef fec t ive AT MPs
across the EU.” A major issue to
be sorted out in the discussions
fol lowing the issu ing of the
consultative document is how
the f lexibility proposed by the
document in the application of
GMP standards in ATMP manu-
facturing can be made consistent
with the maintenance of existing
GMP rules.
National regulatory agencies,
which are responsible for the
enforcement of GMP standards
in clinical trials of ATMPs, tend
to apply them in ways they think
f it for indiv idua l medic ines.
“Concer ns about GMP [w ith
ATMPs] are handled on a case-
by-case basis,” says a spokes-
person for the Medicines and
Healthcare products Regulatory
Agenc y ( M H R A) of t he U K ,
which is a leading European
country in advanced medicines
development. In the many years
in which the agency had been
in discussions with ATMP devel-
opers, it s message had been
that GMP is about applying “an
appropriate quality standard” for
consistent manufacture in the
“wide range of situations under
which ATMPs are developed,”
the spokesman told BioPharm
International.
Clearly, a great deal of adapt-
abi l ity is required with GMP
in the early-stage development
of ATMPs. Just how this can
be balanced against the need
for greater consistency in the
implementation of GMP with
advanced medicines in the later
c l inica l t r ia l phases and the
post-marketing period could be
a matter of debate for some time.
REFERENCES 1. European Commission,
Consultative Document: Good
Manufacturing Practice for
Advanced Therapy Products
(Brussels, July 2015).
2. European Union, Regulation (EC) No
1394/2007 on Advanced Therapy
Medicinal Products (Brussels,
November 2007).
3. AGORA, Progress Report: Advanced
Therapy Medicinal Product Good
Manufacturing Practice, Open
Access Research Alliance (London,
2015).
4. P. Salmikangas, “Advanced
Therapies and the RCG Working
Party—Preliminary Aspects,”
presentation at workshop on 50
Years of EDQM Leadership in the
Quality of Medicines (Strasbourg,
October 2014).
5. EDQM, Symposium Report: Raw
Materials for the Production of Cell-
based and Gene Therapy Products
(Strasbourg, 2013).
6. Cell Therapy Catapult UK, EC
Review of the ATMP Regulation—
Cell Therapy Catapult Responses
(London, 2014).
7. European Commission, Report to
European Parliament and the
Council: Regulation (EC) No.
1394/2007 on Advanced Therapy
Medicinal Products, COM 2014/188
(Brussels, March 2014).
8. Parenteral Drug Association (PDA),
Technical Report No. 56:
Application of Phase-Appropriate
Quality Systems and CGMP for the
Development of Therapeutic Protein
Drug Substance (Bethesda, US,
2012). ◆
The AGORA project
has been testing
schemes for giving
personnel in academic
R&D facilities more
expertise in basic
GMP standards.

PHARMACEUTICAL Q� HEALTH SCIENCES Q� FOOD Q� ENVIRONMENTAL Q� CHEMICAL MATERIALS
©2015 Waters Corporation. Waters, ACQUITY QDa and The Science of What’s Possible are registered trademarks of Waters Corporation.
Gain confidence in glycan, peptide, and
oligonucleotide analysis with mass detection.

16 BioPharm International www.biopharminternational.com December 2015
Perspectives on Outsourcing
Do
n F
arr
all/G
ett
y I
ma
ge
s
Consolidation is an obsession for con-
tact manufacturing organization (CMO)
executives, who worry about the com-
petitive challenges posed by larger players; and
for sourcing executives, who worry about the
implications for supply-chain security and rela-
tive pricing power. But will the CMO industry
consolidate, and at what pace?
Consolidation is the process by which a
shrinking number of companies control an
increasing share of the available revenues in
a given industry. It is a product of industry
maturity and typically indicates a period where
organic growth is slowing and where factors
like economies of scale or brand recognition
play an increasing role in competitive success.
Industry consolidation, in part, occurs organ-
ically as a result of better-run firms growing
faster than the industry and poorly run firms
going out of business. But the main mecha-
nism for industry consolidation is the acquisi-
tion of one industry participant by another.
Practically overnight, acquiring companies gain
market share, capacity, economies of scale, tech-
nical capabilities, and client relationships that
would otherwise take years to build
organically. In the current macro-
economic environment, where the
cost of capital is historically low,
mergers and acquisitions are espe-
cially attractive.
The drug-product CMO indus-
try has undergone a significant
amount of consolidation in recent
years; only 32 of the industry’s
more than 20 0 pa r t ic ipants
account for 67% of industry rev-
enues, according to PharmSource
analysis (1). Acquisitions have
been a major driver of that con-
solidation, especially the deals
that brought together Patheon and DSM
Pharmaceutical Products, and Aenova with
Haupt.
PACE OF CONSOLIDATIONThe consolidation process, however, has slowed.
Most of the deals taking place these days are
smaller transactions by which the buyer fills
gaps in its technology rather than gaining
broad capabilities or expanding its geographic
footprint. Notable examples include Catalent’s
acquisition of Micron Technologies (micron-
izing) in November 2014 and Patheon’s acqui-
sition of Agere (solubility enhancement) in
March 2015.
The pace of consolidation has slowed not
because buyers’ appetites have been sated but
rather because there are not a lot of attractive
assets to acquire. While small acquisitions can
fill in gaps in an acquirer’s technology portfo-
lio or geographic footprint, it is the large tar-
gets that have strategic impact, and there are
a diminishing number of attractive large busi-
nesses in play. In Europe, for instance, there are
a number of drug-product CMOs with revenues
in excess of $100 million, but most of them
The drug-product
CMO industry
has undergone a
significant amount
of consolidation in
recent years.
CMO Investors Have More Money Than Places to Spend ItCMO industry consolidation may be frustrated by a dearth of attractive assets.
Jim Miller is president of PharmSource
Information Services, Inc., and publisher
of Bio/Pharmaceutical Outsourcing
Report, tel. 703.383.4903,
www.pharmsource.com.

December 2015 www.biopharminternational.com BioPharm International 17
Perspectives on Outsourcing
are dependent on European mar-
kets where drug prices are declin-
ing and where there is too much
manufacturing capacity, especially
for standard solid dose and liquid
products; many of those European
CMOs lack even one FDA approval.
As a result, they struggle to grow
and suffer from low profit margins.
There are several significant CMOs
in Japan but they serve a local mar-
ket that is undergoing some signifi-
cant growth challenges.
A compounding problem is that
the most attractive independent
drug-product CMOs are either
owned by families with no appar-
ent interest in selling or by not-
for-profit foundations established
by their founders to keep the busi-
ness from changing hands. That
includes companies such as Vetter,
Almac, Rottendorf, and Fareva.
CONSOLIDATION OPPORTUNITIESOne development that could add
some more attractive opportunities
to the mix is divestitures of dose-
and API manufacturing assets by
larger entities. A prime example
is BASF’s sale of its API business
to Siegfried for $300 million in
October 2015. That deal included
three manufacturing sites and a
portfolio of generic APIs, and dou-
bled Siegfried’s revenues. There are
a number of situations around the
fine chemical and dose manufac-
turing industries that could lead
to similar opportunities, which
are attractive because they involve
whole businesses and not just an
individual facility.
The dearth of acquisition tar-
gets is a challenge for investors in
drug CMOs, because the opportu-
nity to consolidate a fragmented
industry is an important invest-
ment thesis for them. Private
equity investors in particular like
to do substantial deals and are
frustrated by the lack of opportu-
nities. The small number of attrac-
tive and saleable businesses has
created a seller’s market in which
valuations have been driven up
beyond what private equity buyers
are willing to pay.
Of course that doesn’t mean that
deals won’t get done; at least one
European CMO is going through
a formal sales process and another
may be shedding some assets in
the next year. But truly game-
changing deals where one drug-
product CMO acquires another
will be rare. Where will acquisi-
tion-minded executives look to
employ their capital?
One avenue has been the con-
solidation of all bio/pharmaceuti-
cal manufacturing including drug
product, drug substance, and pack-
aging. Acquisitions of drug-product
CMOs by drug-substance CMOs
and of API manufacturers by dose
manufacturers have dominated the
industry in the past year. These
deals have combined under sin-
gle ownership businesses that are
closely related but differ consider-
ably when it comes to technology
and operations. In the near term,
these API/dose combinations will
seek to leverage synergies in areas
like business development, regula-
tory, and finance, but in the longer
term, they will seek to change the
way bio/pharmaceutical companies
manage their manufacturing and
supply-chain requirements.
Consolidation in bio/pharma-
ceutical contract manufacturing
is imperative if the industry is to
generate the returns necessary to
attract capital, fund innovation,
and get an equal seat at the table
with the major bio/pharmaceuti-
cal companies. But consolidation
requires willing sellers of qual-
ity assets as well as willing buy-
ers, and the industry may have a
shortage of the former.
REFERENCE 1. PharmSource, Dose CMOs by the
Numbers: Composition, Size, Market
Share, Profitability and Outlook
(PharmSource, August 2015). ◆
Consolidation in bio/
pharmaceutical
contract manufacturing
is imperative.
CATALENT EXPANDS BIOLOGICS CAPABILITIES
Catalent Pharma Solutions has announced the multi-site expansion of its
analytical and process development capabilities for biologics including an
expansion of bioassay and protein characterization capabilities at its Kansas City,
MO, facility and additional integrated analytical capabilities at its Madison, WI,
bio-manufacturing facility.
The investments were made in response to increased industry demand for
large-molecule analytical services, regulatory expectations around new biologics
entities, and additional characterization requirements for biosimilars, the company
reported in a Nov. 20, 2015 statement. The investment in Kansas City enables
the facility to offer dual and complementary options for kinetic and quantitative
binding assays for characterization and GMP testing.
The expansion at the Madison site will be operational by January 2016. The
company has expanded process development capability at the Madison site,
including integration of the Ambr 15 microbioreactor system into its cell line and
upstream development.

18 BioPharm International December 2015 ADVERTORIAL
CORPORATE CAPABILITIES www.biopharminternational.com
With a proven track record of providing qual-ity testing services for the largest pharma-ceutical and biopharmaceutical companies
in the world, Eurof ins Lancaster Laboratories is a global leader in bio/pharmaceutica l labora-tory services providing comprehensive, innova-tive, and timely solutions to streamline all of your CMC test ing require-ments.
A s a m e m b e r o f Eu rof in s Sc ient i f ic ’s B i oPh a r m a P r o d u c t
Testing Group—the largest network of har-monized bio/pharmaceutical GMP product testing laboratories worldwide—Eurofins Lancaster Laboratories provides comprehen-sive laboratory services to support all func-tional areas of bio/pharmaceutical production.
Facilities
With a global capacity of more than 500,000 square feet, our network of GMP labora-tories operates under the same strict qual-ity procedures, LIMS, and centralized billing system across 14 locations worldwide to make working with any of our global operations seamless. In addition to these laboratory locations, we also have teams of scientists placed at more than 40 client facili-ties throughout the US and Europe through our Professional Scientific Services (PSS) insourcing program. We also provide secure 24-hour data access from all of our laborato-ries via LabAccess.comSM.
Markets Serviced
We provide complete CMC Testing Services to support more than 800 virtual to large
Eurofins Lancaster
Laboratories, Incbio/pharmaceutical companies and CMOs, including testing of all starting material, process intermediates, drug substance, fin-ished product, and manufacturing support through our broad technical expertise in Biochemistry, Molecular & Cell Biology, Virology, Chemistry, and Microbiology.
Comprehensive Services
We offer the f lexibility to manage your testing programs more efficiently through your choice of three unique service models, including our award-winning Professional Scient i f ic Ser v ices (PSS), Fu l l Time Equivalent (FTE) or traditional fee-for-ser-vice. You can choose the best, most cost-effective service solution for your project goals. Our breadth of services include:t� Method establishment, including method
development, feasibility, optimization, cGMP qualification and validation, as well as verification of compendial methods
t� Comprehensive stability and release pro-grams for clinical and marketed products
t� Complete biochemical and chemical char-acterization and microbial identification
t� Raw material and excipient testing (USP/
NF, EP, JP)t� Production and non-production cell bank-
ing including full characterizationt� Lot release/unprocessed bulk testingt� Process/facilities validation, including
viral clearance, residual impurities testing, extractables & leachables, water testing, environmental monitoring, disinfectant efficacy, and on-site sample collection
t� Consulting/protocol writing.
EUROFINS LANCASTER
LABORATORIES, INC.
2425 New Holland PikeLancaster, PA 17601
TELEPHONE
717.656.2300
WEBSITE
www.eurofinsus.com

Few things in life areabsolutely free...
Giving you unbridled freedom to
chase your wildest viral clearance
goals, we guarantee they’ll be met
or we repeat the study for FREE.
Contact us to find out how we can
guarantee our viral clearance services.
www.EurofinsLancasterLabs.com
...Except our viral clearance guarantee.
Leading experts in:
Chemistry
Biochemistry
Microbiology
Molecular &Cell Biology
Virology
Global Services:
Method Development/Optimization
Validation/Qualification/Transfer
Product Release Testing
Stability Storage & Testing
Raw Materials Testing
Impurities & Residuals Testing
Characterization
Cell Banking
Cell Line Characterization
Viral Clearance
Bioassays
Professional Scientific Services

20 BioPharm International www.biopharminternational.com December 2015
Do
n B
isho
p/C
oco
on/G
ett
ty Im
ag
es; D
an W
ard
In an industry with evolving scientific
development, business ownership
transformations, and a fluctuating
investment environment, it is no
surprise that participants in the 2015
BioPharm International annual employ-
ment survey (1) shared conflicting opin-
ions about the employment market.
Participants reported greater job security,
but also a greater desire to change jobs.
They said their work was valued by their
employer but are more dissatisfied with
their salary. While respondents reported
similar opinions about the employment
market in the 2014 survey (2), some new
findings and opinions were revealed.
More than 440 biopharmaceutical
professionals from around the globe
responded to the 2015 survey, which
was fielded in September and October
2015. Nearly one-third (32.2%) of the
respondents were from innovator bio-
pharmaceutical companies; 16.8%
were from generic-drug manufacturing
companies. Representatives of contract
research and manufacturing organiza-
tions, government/regulatory organiza-
tions, academia, equipment and raw
materials suppliers, and consulting
firms, also responded.
Nearly 20 job functions were rep-
resented; quality control/assurance and
validation (11%) and research/develop-
ment/formulation (23.8%) were the top
selections, followed by process develop-
ment (8%) and lab management (6.4%).
Geographically, 55.6% of the respondents
were from the United States; 19.6% were
from Europe, 14.1% from Asia, and 5.1%
from Central and South America.
Moving Up the Biopharma Career Ladder
Rita Peters
Limited career and salary
growth complicate
a somewhat positive
employment picture.
2015 Employment Survey

December 2015 www.biopharminternational.com BioPharm International 21
2015 Employment Survey
continued on page 24
More secure now Less secure now No changeIncrease Decrease No change
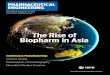
How secure do you feel in your job compared with last year?
62.8%
50%
58.0%
5.7%
36.3%
5.9%
31.4%
■ 2015
■ 2014
60%
■ 2015
■ 2014
22.0%
Does your current salary reflect a change over
last year’s salary?
50%
$ $ $ $ $
$$ $ $
$ $ $ $ $
$ $ $ $ $
$ $ $ $ $
$ $ $ $ $
$ $ $ $ $
$$ $ $ $
Please rate your satisfaction with your current salary. ■ 2015 ■ 2014
28.8%
31.1%
50.9%
46.9%
20.3%
I am paid below market value, considering my level of expertise and responsibility.
20.5%
21.8%
I am paid within market value for my job function, but at the low end of the range, considering my level
of expertise and responsibility.
38.9%
33.5%
I am paid fairly for my level of expertise and responsibility.
38.0%
44.7%
I am paid excessively for my level of expertise and responsibility.
2.6%
0.0%

22 BioPharm International December 2015 ADVERTORIAL
CORPORATE CAPABILITIES www.biopharminternational.com
What drives you to pursue novel medicines?With high costs, declining productivity, ever-more stringent regulations and increasing scientific and engineering complexity. Why do you do it?
We know why.Lives are depending on you. At EMD Millipore, we share your drive to make a difference. For nearly 350 years, our people
have been trusted partners to all the risk-takers at work in the Life Sciences community; from research institutions and
laboratories, to manufacturing facilities around the world.
Scepter, SteriTest, EMD Millipore, Merck Millipore, and the M mark are trademarks of Merck KGaA, Darmstadt, Germany. Milli-Q and Mobius are registered trademarks of Merck KGaA, Darmstadt, Germany.
© 2012 EMD Millipore Corporation, Billerica, MA USA. All rights reserved.
Your success is our success. Every day the people of EMD Millipore focus our
passion and energy to helping customers advance
their work towards better human health.
www.emdmillipore.com
EMD Millipore: one company, two names
EMD Millipore is a division of Merck KGaA, the original pharmaceutical
and chemicals company founded in 1668 in Darmstadt Germany. For legal
reasons Merck KGaA operates in the U.S. and Canada under the name
EMD (Emmanuel Merck Darmstadt). So the division, which employs 10,000
employees in 67 countries, is known as EMD Millipore in the U.S. and
Canada and as Merck Millipore elsewhere.
Our portfolio
Life Science Research
Drug Discovery and
Development
Lab Filtration
Lab Water
BioMonitoring and
Microbiology
Chemicals and Reagents
for Analysis
Drug Delivery
Compounds
Active Pharmaceutical
Ingredients
Upstream Processing
Downstream Processing
Formulation
Diagnostics and OEM
Biodevelopment
and Supply Solutions
What makes us different?� t A comprehensive product and services portfolio.
With more than 60,000 products and services for Life
Sciences — from proven workhorse products to novel
technology innovations — our solutions span our
customers’ activities in research, development, and
production. You can count on us for the same high
quality performance tools from lab to clinic through
manufacturing.
� t A high-caliber customer-focused organization.
Renowned for their know-how and solutions
orientation, many of our employees are tenured
scientists and engineers. Their proven ability to
consult on complex issues, and effectively mobilize
capabilities to resolve challenges are key reasons why
EMD Millipore products are so often specified into
customer protocols and processes.
Analytical Chemicals and Reagents - reliability, assured
Mobius® single-use systems – ultimate flexibility and integration
Milli-Q® Integral System - #1 for Point-of-Use Water Purification
Award winning Scepter™ – first hand held cell counter
SteriTest™ System – #1 for complete sterility assurance

Why do leading pharma companies place their trust in our sterilizing filters?Because lives depend on their drug
Put the expertise gained from billions of doses and 50 years of technical
leadership to work for you. Visit emdmillipore.com/sterile.
EMD Millipore and the M logo are registered
trademarks of Merck KGaA, Darmstadt, Germany.
©2015 EMD Millipore Corporation, Billerica, MA
USA. All rights reserved.
EMD Millipore Corp. is a subsidiary of Merck KGaA, Darmstadt, Germany

Why do leading pharma companies place their trust in our sterilizing filters?Because lives depend on their drug
Put the expertise gained from billions of doses and 50 years of technical
leadership to work for you. Visit emdmillipore.com/sterile.
Merck Millipore and the M logo are registered
trademarks of Merck KGaA, Darmstadt, Germany.
©2015 EMD Millipore Corporation, Billerica, MA
USA. All rights reserved.
Merck Millipore is a business of

24 BioPharm International www.biopharminternational.com December 2015
2015 Employment Survey
continued from page 21
Bio/pharma workers contemplate job and career changes.
My company provides adequate training for basic jobs skills.
Due to rounding, some percentages may not add up to 100%. Some questions allowed multiple answers.
Results based on 2015 BioPharm
International
employment survey.
● Strongly Agree
● Somewhat Agree
● Somewhat Disagree
● Strongly Disagree
● Strongly Agree
● Agree
● Disagree
My company provides advanced training for employee professional growth.
● Strongly Agree
● Agree
● Disagree
I would like to leave my job, given the opportunity.
I do not expect to leave my job in the coming year.
I would like to change careers and leave the bio/pharma industry.
If it were necessary for you to change jobs this year, how would you assess the job market?
2015 2014
It would be straightforward to find a job comparable to the one I have now.
20.5% 21.7%
It would take a while, but I would be able to find a job comparable to the one I have now.
51.6% 46.0%
It would be straightforward to find a job, but it prob-ably wouldn't be as good as the one I have now.
11.6% 15.5%
I would have to search hard and be pre-pared to take what I could get.
16.3% 16.8%
■ 2015 ■ 2014

December 2015 www.biopharminternational.com BioPharm International 25
Nearly two-thirds of the respon-
dents were over age 40, and 71%
were male. The respondents had
a range of experience in the bio-
pharma industry; 36.9% have less
than 10 years of experience, 31%
have 10–20 years, 26.1% have 20–35
years of experience, and 6.1% have
worked in the industry for more
than 35 years. More than half of the
respondents (42.5%) worked in other
industries besides bio/pharma for less
five years.
JOB SECURITY AND SATISFACTIONJob security continued an upward
trend. In 2013, 33.9% said they
felt less secure in their positions
than the previous year; in 2014,
31.1% reported feeling less secure;
in 2015, the percentage dropped
to 28.8%. A slightly smaller per-
centage of respondents (20.3%)
said they feel more secure in their
positions compared with last year,
down from 22% in 2014, but up
from 18.3% in 2013. Overall,
74.6% agreed or strongly agreed
that their job was secure.
Intellectual stimulation, challeng-
ing projects, a good work/life bal-
ance, and the company’s potential
for success were the most frequently
cited as “the main reason I come
to work.” Low pay was the greatest
factor identified for quitting a job.
Major sources of job dissatisfaction
included issues with management,
negative workplace attitudes, limited
budgets, and discrimination.
MORE HOURS ON THE JOBWhile reported workloads remain
stable or decreased slightly com-
pared with 2014, most respon-
dents are working more hours than
they are contractually obligated.
In 2015, 63.7% of the respondents
reported an increased workload,
down slightly from the reported
64.3% in 2014. Nearly 40% of
the respondents said they worked
more hours in 2015 than two years
ago, an increase from 2014, when
only one-third of the respondents
reported additional hours worked.
Business increases without staff
increases (72.5%), new technolo-
gies (32.4%), staffing cuts (31.2%),
and increased regulatory pressure
(28.7%) were the leading reasons
for increased workloads.
While more than 53.2% of the
respondents reported they are
contracted to work approximately
40 hours per week, only 24.7%
reported working 40 hours. More
than one-third (34.4%) are con-
tracted for more than 40 hours
per week; more than 69.7% of the
respondents said they work 40 or
more hours per week.
COMPENSATION SLIPS In 2015, compensation discontent
continued to increase with almost
60% reporting dissatisfaction
with their salaries; 38.9% of the
respondents said they were paid
at the low end of the salary range
for their job function, consider-
ing their expertise and responsibil-
ity. Another 20.5% said they were
paid below market value. In 2014,
55.3% said they were paid at the
low end or below market value.
Fewer pay increases may contrib-
ute to the dissatisfaction. In 2015,
58% reported a salary increase; a
drop from the 62.8% of respon-
dents reporting increases in 2014.
Nearly two-thirds reported receiv-
ing a cash bonus. Despite the
unhappiness with compensation, a
strong majority of respondents said
their work is fully valued by their
employer (35.1% strongly agree;
44.7% agree).
CAREER ADVANCEMENT?Respondents had mixed opin-
ions about the types of training
offered by employers. More than
three-quarters agreed or strongly
agreed that their company pro-
vided adequate training for basic
job skills. Nearly half, however, felt
their companies did not provide
advanced training for employee
professional growth.
Opportunities for growth were
simil iarly l imited; 41.9% did
not feel there is room for career
advancement in their present
companies; 32% did not feel there
are opportunities for professional
development. Still, 78% agreed
or strongly agreed that they were
using their skills and training to
the fullest extent.
The survey respondents were not
impressed with the expertise and
training of industry newcomers.
More than three-quarters said the
new hires were adequately trained,
but not exceptional; 16.1% said the
new hires were poorly trained.
Compared with 2014, more
respondents in 2015 (59.2%) agreed
somewhat or strongly that they
would like to leave their job, given
the opportunity, up from 51.1%
in the previous year. A majority of
respondents (65.1%) plan to stay
with their positions next year, com-
pared to 63.6% in 2014. More than
28.6% of the respondents, however,
agreed or strongly agreed that they
would like to change careers and
leave the biopharma industry.
Confidence levels of those seek-
ing new positions within the
industry in 2015 were slightly
more posit ive than the 2014
responses; 20.5% said it would be
straightforward to find a compa-
rable new job; 51.6% said it may
take a while, but they would be
able to find a comparable position.
Of the less optimistic responses,
11.6% said it would be straightfor-
ward to find a job, but it probably
would not be as good as the cur-
rent position; and almost 16.3%
anticipated a difficult search and
they would have take the position
that was available.
REFERENCES1. 2015 BioPharm International
Employment Survey.
2. 2014 BioPharm International
Employment Survey. X
2015 Employment Survey

26 BioPharm International December 2015 ADVERTORIAL
CORPORATE CAPABILITIES www.biopharminternational.com
Who We Are
Emergent is a fully integrated specialty phar-maceutical company seeking to protect and enhance life. It is also a recognized leader in the production of sterile biopharmaceuticals. Emergent serves as the client’s single source
of ser v ice . Emergent mainta ins compliance with regulatory, customer and corporate standards. From clinica l through commercial production, Emergent has the expe-rience, knowledgeable personnel and involved management team to ensure our partners’ prod-ucts proceed from project
initiation through manufacturing quickly with an emphasis on quality. We operate with integrity, committed to the safety of our products and the service of our customers!
Major Markets
Emergent’s Contract Development and Manufacturing capabilities support bulk drug substances and finish drug products for Phase I through Phase III clinical trials and provides commercial production for its clients. Incorporating research, full prod-uct/process development, and non-clinical/clinical skill sets, this experienced group is responsible for discovering, developing, and/or commercializing innovative therapeutic products and technologies. Emergent’s state-of-the-art single use manufacturing facility enables turnkey upstream and downstream development for microbial, mammalian, and viral cell lines (Bioreactors range from 50L to 2000L). Current Fill/Finish capacity includes vials and syringes, for both liquid and lyophi-lized products, including lyo cycle devel-opment. Emergent can accommodate vials from 3mL to 100mL and pre-fi lled syringe products (0.5–20mL). Emergent’s facilities
EMERGENT BIOSOLUTIONS
INC.
400 Professional Drive, Suite 400 Gaithersburg, MD 20879 USA
TELEPHONE
800.441.4225
FAX
301.795.1899
WEBSITE
www.emergent biosolutions.com
NUMBER OF EMPLOYEES
1400
DATE FOUNDED
1998
Emergent BioSolutions Inc.
meet the international regulations required to service clients from all over the world. Emergent has submitted a Drug Master File with the FDA as well as many other agencies and currently manufactures 20 commercial products approved for distribution in over 50 countries including the United States, Canada, Japan, Brazil, and most of Europe. Emergent’s manufacturing facilities (located in Baltimore, MD) have supported over 200 clinical drug product candidates.
Services Offered
Drug Substance Manufacturet� Clinical & Commercial Scalet� Single-Use Platform (up to 2000L)t� Process Developmentt� Upstream & Downstream
Drug Product Manufacturet� Clinical & Commercial Scalet� Vials & Syringest� Lyophilizationt� Lyo Cycle Developmentt� Terminal Sterilization

emergentcontractmanufacturing.com
Emerging Capability
Emergent BioSolutions is a fully integrated
Contract Development & Manufacturing
Organization, supporting both bulk drug
substances and sterile injectable drug
products at clinical and commercial scale.
BDSManufacture
Single-use Platform
Aseptic Fill/Finish
Vials & Syringes
Clinical & Commerical
Emergent Contract Manufacturing:
Enhancing Life in Every Single Dose.

28 BioPharm International www.biopharminternational.com December 2015
Lere
n L
u/P
hoto
dis
c/G
ett
y Im
ag
es
Over the past decade, two
improved capabilities have
changed the face of biopro-
cess design. First, the avail-
ability of high-throughput miniature
bioreactors has made it possible to eval-
uate many more conditions. This has
enabled design-of-experiment (DoE)
approaches, such as response surface
optimization, to be used. Second, bet-
ter systems for collecting, storing, and
analyzing process data have facilitated
the application of multivariate data
analysis (MVDA) to historical biopro-
cess data. These developments have
been timely, as regulatory authorities’
requirement for better understanding
of product and process has encour-
aged a process-space approach to bio-
process development.
CHARACTERIZING HIGH-DIMENSIONAL PROCESS SPACESHistorically, bioprocess outputs were
generally characterized one factor at a
time for a moderate number of values
Combining Microbioreactors and Advanced Statistical Techniques to Optimize a Platform Process
for a New Host-Cell LineColin Jaques and Daniela Lega
Use of a subspace
model is a viable method to characterize process space
variables and optimize
process performance.
Upstream Processing
Colin Jaques is senior principal scientist,
research and technology, and Daniela
Lega is lead scientist, research and
technology; both at Lonza Biologics.

December 2015 www.biopharminternational.com BioPharm International 29
AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
TH
E A
UT
HO
RS
.
for each factor (see Figure 1). The
different levels of a factor that are
being investigated are best imag-
ined as points along a line (i.e.,
the x-axis). This line equates to a
one-dimensional process space. A
model can be fitted to the data,
and the optimal value for that fac-
tor can be predicted. That optimal
value obtained is only valid, how-
ever, when all other parameters
are equal to the values used in
the experiment.
In reality, many factors influ-
ence process performance and
these may interact with each other.
If many different variables are in
play, characterizing the process
space is necessary to evaluate per-
formance for each factor level com-
bination. For the two-dimensional
example shown in Figure 2, which
investigates pH and dissolved oxy-
gen tension (DOT), this requires 52
experimental points. As the num-
ber of factors to be investigated
increases, the number of experi-
mental points increases as a power
of the number of factors. A typical
bioprocess for a mammalian cell
line may have 170 process factors.
Using this approach, a 170-dimen-
sional space would require 3.3 x
10119 cultures for full characteriza-
tion, which is not feasible.
By using DoE, it is possible to
reduce the number of cultures nec-
essary to characterize the process
design space. By reducing the abil-
ity of the model to detect higher-
order interactions—so that main
effects, two-factor interactions, and
quadratic behavior are the only
items characterized—the number
of cultures can be reduced by many
orders of magnitude (see Table I).
Even with high-throughput min-
iature bioreactors and efficient
experimental design; however, it is
still not feasible to characterize the
effects of 170 factors.
One approach to explor ing
high-dimensional spaces is to con-
sider only a subspace of the over-
all space. An example of this in
practice is best illustrated by the
creation of maps that are used for
navigational purposes. We live in
a four-dimensional world of space
and time; however, carrying a
four-dimensional map around is
not convenient. Over small dis-
tances, the surface of the earth
approximates to a two-dimen-
sional plane in three-dimensional
space. The features of the earth
don’t change much over short
periods of time. By collapsing the
two dimensions with the least use-
ful information (i.e., height and
Upstream Processing
Figure 1: Characterization of a model one-dimensional process space spanning
a range of pH values.
5
4
pH
Tit
er
(g/L
)
3
2
1
07.1
Artificial data for illustrative purposes only
7.2 7.37.06.96.8
Figure 2: Characterization of titer at harvest for a model two-dimensional process
space spanning a range of dissolved oxygen tension (DOT) and pH values.
Artificial data for illustrative purposes only
5
Tit
re (
g/L
) 4
3
2
20
DOT (%)
pH
30
40
50
60 6.86.9
7.07.1
7.2
1
Contin. on page 32

30 BioPharm International December 2015 ADVERTORIAL
CORPORATE CAPABILITIES www.biopharminternational.com
Company Description
SGS Life Science Services is a leading con-tract service organization providing clini-cal research services, analytical development,
biologics characterization, utilities qualification, bio-safety, and quality con-trol testing. SGS provides Phase I-IV clinical trial management and services encompassing PK /PD simulation and modeling, data management, phar-macovigilance and regu-latory consultancy. SGS also offers contract labo-ratory services (detailed
below) that include analytical chemistry, microbiology, stability studies, method devel-opment, and protein analysis. SGS is the world’s leading inspection, verification, test-ing, and certification company.
Technical Services
t� Quality control testing of raw materials, APIs, and finished products
t� Monograph testing (USP, EP, BP, and JP)t� Analytical method development and
validationt� Microbiological testingt� Container testing (extractables and
leachables)t� Stability testing according to ICH guide-
lines or customer specificationst� Utilities qualification (air, gas, water &
surface)t� Preformulation and formulation
developmentt� Medical device testingt� Protein/peptide analysis and quantificationt� Glycosylation analysist� Biologics safety testing (endotoxin, virus
and mycoplasma)t� Cell-line characterizationt� Host-cell impurity testing (residual DNA)
SGS Life Science Services
t� Virus testing (cell bank and virus seeds characterization)
t� Antibody product analysist� Bioanalysis (mass spectrometry, immuno-
and cell-based assays)
Facilities
With truly global coverage and a strong local footprint in North America, SGS has facili-ties in Lincolnshire (Illinois), Fairfield (New Jersey), West Chester (Pennsylvania), Carson (California), and Mississauga (Canada), as well as a clinical trial management office in Germantown (Maryland). SGS’ laboratories operate according to high quality standards (cGMP, GLP, ISO 17025) and have been inspected by the US-FDA or local regulatory authorities.
Markets Served
SGS serves various lifescience companies including pharmaceutical, biopharmaceutical, biotechnology, and medical device manufac-turers. SGS operates a global, wholly-owned network of 18 Life Science Services labo-ratories with facilities in the US, UK, Canada, Belgium, France, Germany, Italy, Switzerland, China, India, and Singapore. The Top 20 pharmaceutical companies trust SGS as a partner for their quality control testing needs.
SGS LIFE SCIENCE SERVICES
75 Passaic AvenueFairfield, NJ 07004 US
TELEPHONE:
+1.973.244.2435
FAX:
+1.973.244.1823
EMAIL:
WEBSITE:
www.sgs.com/lifescience
NUMBER OF EMPLOYEES:
Life Science Services worldwide: 1600 SGS Group: 80,000
YEAR FOUNDED:
1878


32 BioPharm International www.biopharminternational.com December 2015
time), a useful navigational map
can be made in a two-dimen-
sional subspace.
A subspace approach can be
useful for reducing the number of
cultures required to characterize a
process space, but how should an
investigator select which factors to
characterize? Historically, figuring
which factors to characterize has
relied heavily on the knowledge of
process experts. MVDA provides
tools for summarizing complex
process data, which can help in
the identification of the relevant
process factors.
EXAMPLE OF A PROCESS OPTIMIZATIONThe aforementioned approach to
process optimization can be illus-
trated with an example of the
optimization of an existing plat-
form process to better fit a new
host-cell line. When a new host-
cell line is introduced, the starting
point for the process will usually
be the existing platform process
that was originally designed for
the previous host-cell line. In this
example, the existing process gave
satisfactory performance with the
majority of cell lines derived from
the new host; however, a small
proportion of cell lines displayed
poor metabolism and poor viabil-
ity towards harvest. While it is
possible to weed the poorly per-
forming cell lines out during the
cell-line selection process, it is
desirable to have a platform pro-
cess that is as broadly applicable
as possible. To this end, a pro-
gram of process optimization
was undertaken.
Data generated in the old plat-
form process during the develop-
ment of the cell-line construction
(CLC) procedure for this host were
analyzed by the MVDA technique
ca l led pr inc ipa l components
analysis (PCA). PCA f inds an
alternative set of orthogonal axes
(principal components) through
the data. These principal compo-
nents are arranged such that the
first principal component (PC1)
captures the maximum possible
variance from the data set (equiv-
alent to the line of best fit though
the data set). The second princi-
pal component (PC2) captures the
maximum possible variance left
in the data set once the variance
associated with PC1 is removed.
In this way, most of the behav-
ior present in a high-dimensional
data set can be summarized in a
lower number of dimensions.
Multiple CLCs were performed,
with each round generating mul-
tiple cell lines. Data were available
for 15 measurements over 16 time
points for 20 cultures (19 Chinese
hamster ovary cell lines) making
the same recombinant mono-
clonal antibody (mAb) giving a
240-dimensional data set. The
first two principal components
(PC1 and PC2) accounted for
46% of the behavior in the data
set. The scores and loadings for
these PCs are plotted in Figure 3.
The PCA scores clustered accord-
ing to the different CLC rounds.
The CLC rounds each used slight
variations of the CLC method.
The ability of PCA to distinguish
between the rounds indicated that
the method was summarizing bio-
logically relevant behavior.
The loadings of the PCA model
were examined to gain insight
into the behavior of the cultures.
Loadings on PC1 were heavily
influenced by growth, osmolality,
and amino acid concentrations.
The feed system of the platform
process was linked to the viable
cell concentration. The correla-
tion observed with cell concentra-
tion osmolality and amino acid
concentrations suggested that
the feeding regime might not be
optimal for cell lines derived from
the new host. As a result, amino
acid analysis was performed on
supernatant samples from these
cultures and concentrations of
a number of amino acids were
selected for optimization.
Loadings on PC2 were heavily
influenced by culture metabolism
and viability. Loadings for lactate
concentration pCO2 and sodium
concentration were inversely cor-
related with loadings for viabil-
ity. Sodium concentration and
pCO2 are determined by lactate
metabolism, and as all three were
inversely correlated with viability,
Upstream Processing
Experimental strategy Cultures required Resolution of design
Full characterization 3.3 x 10119 All main effects, interactions, quadratic
curvature, and cubic curvature
Central composite
design
1.5 x 1051 All main effects, interactions, quadratic
curvature
I-optimal design 14716 All main effects, two-factor
interactions, and quadratic curvature
One factor at a time 850 All main effects, quadratic curvature,
and cubic curvature
Table I: Number of cultures needed to characterize a 170-dimensional process
space for different experimental strategies.
Contin. from page 29
A typical bioprocess
for a mammalian cell
line may have 170
process factors.

December 2015 www.biopharminternational.com BioPharm International 33
Figure 3: (A) Scores and (B) loadings plots from principal components analysis
(PCA) of historical cultures. Scores are colored by cell-line construction (CLC)
round.
20
(A)
(B)
0.15
Sco
res
on
PC
2 (
18%
)Sco
res
on
PC
2 (
18
%)
20
0.15
-20
-0.15
-0.15
Loadings on PC1 (32%)
-20
Scores in PC1 (32%)
CLC 1 CLC 2 CLC 3
Stro
ng
infl
ue
nce
of ce
llco
nce
ntra
tion
, osm
ola
lity
Str
on
g i
nfl
ue
nce
of
glu
tam
ine
, g
luta
ma
te
Strong influence of Viability and NH
4
Strong influence of lactate,
sodium, pCO2
0
0
0
0
Upstream Processing
lactate metabolism was selected
for further investigation. Lactate
metabolism is known to be influ-
enced by pH and by the concen-
trations of key trace elements. For
this reason, trace element analy-
sis was performed on supernatant
samples for the historical cultures,
and trace elements with subopti-
mal concentrations were selected
for optimization.
These findings from PCA were
used to guide selection of a process
subspace to characterize and opti-
mize. Eleven factors were selected:
two pH parameters, four amino
acid concentrations in the feed,
and five trace element concentra-
tions in the feed. An I-optimal
response surface with three levels
for each factor was designed. An
I-optimal design is an experimen-
tal design derived using an algo-
rithm that minimizes the average
predict ion var iance over the
design space for a given number of
experimental points. The experi-
ment was executed in 96 cultures
over two ambr miniature biore-
actor systems (TAP Biosystems).
More than 90 variants of the main
nutrient feed were prepared. More
than 50 process outputs were mea-
sured and response surface models
were built for each.
As examples of the response sur-
faces generated, the response of
viability at harvest to initial and
final pH are presented in Figures
4A and 4B. Based on an analysis of
the results, pH had the single larg-
est impact on viability at harvest
(Figure 4A) of all the factors inves-
tigated. However, by optimizing
the levels of the other nine factors
in the experiment, it was possible
to increase the viability at harvest
further and to make the viability at
harvest less sensitive to process pH
opening up a larger process design
space for further process optimiza-
tion and simplification (Figure 4B).
Contin. on page 36

34 BioPharm International December 2015 ADVERTORIAL
CORPORATE CAPABILITIES www.biopharminternational.com
HAMILTON COMPANY
4970 Energy WayReno, NV 89521
TELEPHONE
775.858.3000800.648.5950
FAX
775.856.7259
WEBSITE
www.hamiltoncompany.com
NUMBER OF EMPLOYEES:
Over 1000 employees
YEAR FOUNDED:
1953
Company Description
Hamilton Company is an industry leader in the design and manufacture of liquid handling, process
analytic sensors and systems, robotics, and automated storage solutions. For more than 60 years, Hamilton Company has been satisfy-ing customer needs by com-bining quality materials with skilled workmanship to ensure the highest level of performance. Hamilton’s life-long commitment to preci-sion and quality has earned
us global ISO 9001 Certification.Founded on the technology of analytical
Microliter™ and Gaslight® syringes, Hamilton has a broad offering of laboratory products including precision fluid measuring instruments, chromatography products, process sensors, labo-ratory electrodes, pipettes, and more.
Measurement Techniques Supported
Online Measurement of:Viable Cell Density (Capacitance)Total Cell Density (Optical)Dissolved Oxygen, Optical and PolarographicpH ORPConductivity
Process Applications
CIP, SIPCell CultureFermentationBuffer ProductionChemical SynthesisDownstream ProcessingWater TreatmentFacility Boilers, Cooling, and Wastewater Treatment
Major Product Innovations
Hamilton Company was founded on the tech-
Hamilton Company
nology of analytical syringes and has evolved with advances in scientific techniques to provide a broad offering of products.
Analog and Digital Sensors
Our electrochemical pH, ORP, Conductivity and DO sensors are reliable tools for application-oriented use and are characterized by high qual-ity and long life. Along with standard analog sensors, our unique Arc technology incorporates a digital/analog transmitter into the sensor head and also enables wireless Bluetooth communica-tion directly to cell phones, tablets, and similar devices.
Leadership in Dissolved Oxygen Measurement
Our Optical DO sensors have brought large gains in accuracy and longevity while eliminat-ing routine maintenance and polarization wait-ing times. Both trace and standard measurement ranges are offered. Polaragraphic sensors are offered in both trace and standard ranges too. All DO sensors are available with Arc technol-ogy and are offered in all sizes and mounting configurations.
Cell Density
Hamilton’s inline Cell Density sensors are avail-able for both Viable and Total Cell Density. Incyte is the viable cell density sensor based on capacitance. It measures only living cells, ignoring dead cells, debris, changes in media, and microcarriers. Online measurement allows detection of events in real time without sampling. Dencytee is the total cell density sensor that utilizes optical density measurements in the NIR range. Dencytee increases light source intensity to compensate for increasing turbidity. Thus it can measure across a much larger range than conventional OD sensors.

Smart Process ControlDissolved Oxygen, pH, and Conductivity measurements connect directly to your PLC
Robust 4-20 mA and Digital signals generated directly from the sensor
Eliminate weak signal problems and transmitter costs with direct connection to PLC
In lab pre-calibration and digital sensor management
Several monitoring options including wireless monitoring of multiple sensors
Optical and amperometric Dissolved Oxygen sensors for all applications
pH sensors with self-pressurized reference for best performance and longevity
For more information, visit www.ham-info.com/1059 or contact us toll free below.
Web: www.hamiltoncompany.com
USA: 888-525-2123To fi nd a representative in your area, please visit hamiltoncompany.com/contacts.

36 BioPharm International www.biopharminternational.com December 2015
Due to a number of cultures
having zero values, it was not
possible to develop a robust
response surface model for lac-
tate concent rat ion. Instead,
a PCA model was developed to
study the correlation patterns
in the data. The loadings of the
PCA model indicated that lactate
concentration at harvest was not
influenced by culture pH but was
strongly influenced by trace ele-
ment concentrations and amino
acid concentrations.
The derived models were used
to perform simultaneous in-silico
optimization of multiple process
outputs. Optimization focused
on increasing viability at harvest,
reducing lactate accumulation at
harvest, and maintaining antibody
concentration at harvest. The opti-
mized process was evaluated with
two cell lines in 10-L airlift reac-
tors. Cell line 1 was known to dis-
play acceptable lactate metabolism
and culture viability at harvest.
Cell line 2 was known to display
unacceptable lactate metabolism
and culture viability at harvest.
Profiles for lactate concentration
and culture viabil ity in both
processes for both cell lines are
presented in Figures 5A and 5B.
Lactate concentration at harvest
was decreased for both cell lines,
and the onset of late-lactate accu-
mulation was delayed in the new
process. Viability at harvest was
substantially increased for both
cell lines with positive implica-
tions for the downstream process.
The availability of automated
miniature bioreactor systems has
made the execution of large exper-
iments like this straightforward.
However, it exposes new bottle-
necks in the development process.
The design and coding of such
large experiments is demand-
ing and the preparation of large
numbers of feeds and/or medium
var iants requi res innovat ive
approaches. The large number of
samples produced challenges the
throughput of existing analyti-
cal technologies. Assimilating all
of the knowledge generated can
be so overwhelming that the full
benefit of the techniques is not
extracted.
CONCLUSIONAutomated miniature bioreac-
tors and advanced stat ist ica l
techniques such as multivariate
data analysis and response sur-
face optimization now available
to the bioprocess developer are
changing the face of bioprocess
development. By applying these
tools in a single round of opti-
mization, it is possible to make
substantial improvements to a
mature plat form process and
optimize process conditions for
cell l ines derived from a new
host. However, advances in high-
throughput analytics, data pro-
cessing, and medium and feed
preparation are also warranted. x
Upstream Processing
Figure 4: Response surface model predictions of viability at harvest as a function
of initial and final pH for (A) the original process, and (B) the optimized process.
7.1
(A) (B)
7.0
6.9
6.8
7.1
7.1
7.0
Fin
al
pH
Fin
al
pH
7.0
6.9
6.96.8
Initial pH Initial pH
6.87.17.06.96.8
90 95
9080
8060
60
40
20
Figure 5: Comparison of (A) culture viability profiles and (B) lactate
concentration profiles for the original and optimized process in 10-liter
cultures.
100
(A) (B)12
10
8
6
4
2
0
Cu
ltu
re v
iab
ilit
y (
%)
La
cta
te c
on
cen
tra
tio
n (
g/L
)
90
80
70
60
50
40
30
20
10
24 48 72 96 120 144Elapsed time (h)
168 192 216 240 264 288 312 336 3600
0 24 48 72 96 120 144Elapsed time (h)
168 192 216 240 264 288 312 336 3600
Cell line 1 optimizedCell line 2 optimized
Cell line 1 optimizedCell line 2 optimized Cell line 1 optimized
Cell line 2 optimizedCell line 1 optimizedCell line 2 optimized
Cell line 1 standardCell line 2 standard
Cell line 1 standardCell line 2 standard
Contin. from page 33Lactate metabolism
is known to be
influenced by pH and
by the concentrations
of key trace elements.

ADVERTORIAL December 2015 BioPharm International 37
CORPORATE CAPABILITIES www.biopharminternational.com
Company Description
The Abzena g roup, wh ich inc lude s PolyTherics and Antitope, has undergone a significant transformation following the acquisition of US-based Pacif icGMP in
September 2015. The addition of PacificGMP’s manufactur-ing and process development capabilities allows Abzena to support customers’ projects seamlessly from lead optimi-sation and selection through to GMP manufacturing for clini-cal trials.
T he compa n ie s in t he Abzena group have been devel-oping and offering their tech-nologies and services for over 10 years and their scientists have provided expertise to a wide
range of companies, including most of the top 20 biopharmaceutical companies, many large and small public and private biotech, and academic groups, across the world.
Services and Capabilities
Immunogenicity assessment
EpiScreen™ is an accurate and sensitive way to assess the potential immunogenicity of proteins and antibodies ex vivo by measuring CD4+ T cell responses, the primary driv-ers of memory-based immunogenicity. This method has been used across the industry to assess risk at the preclinical stage. Antitope also provides rapid high-throughput in silico analysis of MHC class II binding and T cell epitope location with iTOPE™ and TCED™.
Antibody humanization
and protein deimmunization
Antitope’s Composite Human Antibody™ and Composite Protein™ services are used to create biopharmaceuticals devoid of the T cell epitopes while minimizing the loss of antibody affinity or protein activity that can occur with standard protein engineering techniques.
Abzena Cell line development
High-expressing mammalian cell lines are developed for the production of specif ic partner antibodies and proteins, including biosimilars, using Composite CHO™, NS0, Sp2/0 or other cell lines. Antitope’s cell lines are suitable for commercial manufacture.
Antibody drug conjugates
PolyTherics has developed its range of novel ThioBridge™ linkers to eff iciently conju-gate drugs to antibodies to create less het-erogeneous ADCs with better stability. PolyTherics’ proprietary technology uses site-specific conjugation to naturally occurring inter-chain disulfides avoiding the need for antibody re-engineering.
Optimization of pharmacokinetics
PolyTherics’ proprietary PEGylation technol-ogies including TheraPEG™, HiPEG™ and CyPEG™ enable polyethylene glycol (PEG) or other polymers to be conjugated to specific sites to extend the in vivo half-life of thera-peutic proteins. PolyTherics’ has conjugated both linear and branched PEG and its pro-prietary low viscosity polymer, PolyPEG™ to a variety of therapeutic proteins.
Manufacturing process development
PacificGMP are experts in upstream and downstream process development. The focus is on improving yield and consistency in single use systems during the manufacturing process.
GMP manufacturing
PacificGMP provides an array of cGMP pro-duction services for recombinant proteins, antibodies, gene therapy, vaccines, and ex
vivo products for use in preclinical and clini-cal studies. PacificGMP has extensive experi-ence in the use of single single-use f lexible technology.
ABZENA
Babraham Research Campus Cambridge, CB 223AT
TELEPHONE
+1.223.903.498
WEBSITE
www.abzena.com

38 BioPharm International www.biopharminternational.com December 2015
Ole
ksiy
Maksym
enko/G
ett
y Im
ag
es
The lessons that Kevin Isett
learned during his time at
Adimab, a therapeutic anti-
body discovery technology
company, were top of mind when
Isett embarked on the development
of a novel purification technology.
Rather than making the product first
and figuring out which markets to
target, working at Adimab gave him
the insight to understand the value
of building a technology platform to
address precise industry need. Despite
the fact that the bioprocessing indus-
try is conservative and highly regu-
lated, according to Isett, Avitide was
able to draw from community feed-
back to drive the development of its
service offerings and capabilities.
Isett says that to f ind an appro-
priate recovery process for biothera-
peutics—one that would produce a
biopharmaceutical that could meet
purity requirements for clinical and
commerc ia l produc t ion but a l so
would not compromise process yield
or development time—process engi-
neers “were forced to screen hundreds
of different resins and modalities.”
Although Protein-A resins to purify
Fc- conta ining molecules such as
monoclonal antibodies (mAbs) are
able to mainta in high y ield and
purity levels, Isett notes that there is
a hole in the market for a “Protein-A-
like” solution for other types of large-
molecule products. Thus, it became
Avitide’s goal to develop affinity res-
ins—suitable for any molecule—that
could employ high-yield, high-purity
capture steps within a reasonable pro-
cess development t imeframe. Isett
adds that the company also sees sig-
nificant value in being able to make
aff inity resins that can select for
product quality attributes.
Bespoke Bioprocessing ResinsRandi Hernandez
BioPharm
International
sat down with Kevin Isett, PhD, co-founder and CEO of Avitide, to find out why
he thinks the company’s
tailored approach to
purification resins will
change the face of bio-
pharmaceutical separation.
Downstream Processing

December 2015 www.biopharminternational.com BioPharm International 39
Av it ide adve r t i s e s t hat i t
can take a partner’s molecule
a nd c h a r a c t e r i z e t he mol -
ecule’s aff inity l igands, scale-
up ligand production, develop a
resin for the molecule, validate
the resin performance, ensure
technology transfer, and ship
the resin to the company part-
ner—all within a period of three
months. BioPharm International
spoke with Isett to learn more
about why he thinks process
tech nolog ie s a re pos it ioned
to improve therapeut ic t ime-
lines, costs, and access and how
Avitide’s technology will do for
the separation of al l types of
large molecules what Protein A
did for the downstream purifica-
tion of antibodies.
BioPharm: For which types
of biologics are there few (or no
good) options for purification?
Isett: For monoclonal anti-
bodies, Protein A is a true plat-
form. We were not interested
in developing another Protein
A-l ike resin, as that need is
technically well served by the
l i fe-science industry and well
adopted by the biopharmaceuti-
cal manufacturing community.
Outside of monoclonal anti-
bodies, there exist more than
350 vacc i ne s , t he rap eut ic s ,
and gene therapies that are in
development that do not have a
high-performing affinity puri-
fication approach similar to the
efficiencies realized through the
purification of monoclonal anti-
bodies by Protein A. Without a
true affinity-based purification
platform, the process eff icien-
c ies rea l i zed for the current
mAbs will never materialize for
other biological therapeutics and
vaccines. This will then restrict
global access for therapeutics
and vaccines, and continue to
exacerbate the high manufac-
turing costs, of which 50–80%
reside in purification operations.
BioPharm: Will your resins
be specifically useful for one or
more type of biologic (i.e., anti-
body-drug conjugates, bispecific
antibodies, etc.)?
Isett: Our goal was to develop
resins for any protein-based ther-
apeutic or vaccine. Oftentimes,
our partners ask that we solve
particularly difficult isoform sep-
aration problems. This type of
separation is quite literally not
solvable at scale with existing
lower selectivity ion exchange,
mixed mode, or hydrophobic
inte rac t ion ch romatog raphy
(HIC) resins. We have also been
asked to develop aff inity res-
ins that recognize a conserved
motif across multiple molecules,
thus enabling a platform affin-
ity purification solution for our
partners. Again, the scope of the
affinity resin and separation per-
formance is entirely driven by
our partners.
BioPharm: How can purifi-
cation be done in one or fewer
steps? If you had to estimate,
how many purification steps are
typical for an antibody product?
What about for other molecules?
Isett: Even though a resin can
produce the required purity in a
single chromatography step, regu-
lators will always insist that more
than one step be used in order to
meet viral clearance (and other)
requirements. For antibody prod-
ucts, it is typical for there to be
two bind/elute chromatography
steps along with a flow-through
or membrane-chromatography
step to meet final purity and viral
clearance specif ications. For a
non-mAb process, four steps are
the minimum seen today, with
the norm being five or six steps.
Our affinity-based platform can
create a two-step, mAb-like pro-
cess for challenging molecules.
BioPharm: How do Avitide’s
resins work, and why can your
l igands in part icular bind to
such a wide range of targets?
Isett: We have invested heav-
ily in specific technologies and
key areas of development that
allow us to deliver high-perform-
ing, molecule-specif ic aff inity
resins in three months. We adapt
our platform to discover novel
solutions to a diverse array of
molecules such as gene therapies,
therapeutic enzymes, vaccines/
virus-like particles, and bispe-
cific antibodies. Our proprietary
peptide-based affinity ligands are
tailored to find biopharmaceu-
tical molecular surface features
that are relevant to bioseparation,
are cost effective to manufacture,
and are robust enough to with-
stand the rigors of bioprocessing.
BioPharm: What is the most
challenging type of molecule for
which to f ind a good binding
ligand?
Isett: Frankly, we have yet
to fail to find highly selective
Downstream Processing
Many therapeutics
in development
do not have a
high-performing
affinity purification
approach similar
to the efficiencies
realized through
the purification of
monoclonal antibodies
by Protein A. –Isett

40 BioPharm International www.biopharminternational.com December 2015
ligands and to convert those into
efficient affinity resins regardless
of molecule type. To date, Avitide
has discovered affinity ligands
and developed high performing
affinity resins to a diverse array
of biopharmaceutical molecules
for capture, and for product iso-
form separations. That said, prod-
uct isoform separations are the
most challenging simply due to
the fact that there is much less
spatial area to find ligands ade-
quate for separating each isoform.
BioPharm: How could Avitide’s
platform help speed up biosimilar
development in particular?
Isett: Outside of antibodies,
our affinity resins can signifi-
cantly reduce the cost of man-
ufacturing, allow the choice of
more cost-effective production
hosts, shape the product profile
by virtue of the affinity ligand’s
se lec t iv it y, and avoid down-
st ream manufac tur ing inte l -
lectual property (IP) that may
exist from legacy products. In
addition, the IP created with the
Avitide’s resin solution extends
past that of the drug product
composition of matter patents.
BioPharm: A re P rote in-A
separation conditions somehow
not gentle? Can you explain how
this purification method could
lead to product loss?
Isett: Protein A, which has
benefitted from more than 20
years of incremental develop-
ment, typically elutes antibod-
ies in conditions below pH 3.5.
Not all antibodies have the same
inherent stabilities, and elution
condit ions invar iably induce
unwanted aggregation and prod-
uct loss. In fact, in most antibody
recovery processes, the two major
contaminants post-P rote in-A
chromatography are aggregate
antibody and leached Protein A.
In many cases for other mole-
cules, low pH elution conditions
may compromise the molecule’s
structure and activity, and thus,
need to be avoided completely. We
specialize in producing affinity res-
ins that benefit from soft elution
conditions. This in turn enables
affinity purification of molecules
with narrow stability windows.
BioPharm: How many proj-
ects have you delivered to your
partners?
Isett: Avitide has developed
more than 100 novel affinity res-
ins and delivered 16 resins for
five partnered projects. Partner
projects vary and may require
different resins to be developed.
While one campaign may have
scope for one type of aff inity
resin, other campaigns may have
expanded scope for additional
selectivities or a larger survey
of resin development space. We
don’t expect our partners to find
which affinity ligands and resin
conditions will work best for their
process. Instead, our partners
clearly stipulate the performance
criteria for the affinity resin to
be developed, and then Avitide
works to meet those performance
specifications. We validate every
affinity resin performance prior
to shipment using our partners’
relevant bioprocess feed streams.
BioPharm: For 2016, what
are the company’s predictions
for some of the bioprocessing
trends that will gain traction?
Isett: For 2016, we will con-
tinue to see an increased need for
downstream manufacturing tech-
nologies for novel biologics drug
modalities, investment in exclu-
sive manufacturing technologies
in competitive disease and mol-
ecule areas, transition to plat-
form ‘mAb-like’ manufacturing
operations architecture for diverse
non-antibody therapeutics and
vaccines, and the practical imple-
mentation of continuous manufac-
turing processes for non-antibody
therapeutics. These bioprocess
trends relate to a larger biophar-
maceutical industry movement to
improve therapeutic and vaccine
timelines, costs, and global access,
which is largely defined by the
process technologies employed. x
Downstream Processing
Without a true
affinity-based
purification
platform, the process
efficiencies realized
for the current mAbs
will never materialize
for other biological
therapeutics and
vaccines. –Isett
Product isoform
separations are the
most challenging
simply due to the fact
that there is much
less spatial area to
find ligands adequate
for separating each
isoform. –Isett

ADVERTORIAL December 2015 BioPharm International 41
CORPORATE CAPABILITIES www.biopharminternational.com
General Company Description
Tosoh Bioscience LLC is a major supplier of chromatography products worldwide,
particularly to the phar-m a c eut i c a l , b io t e c h -nology, and chemica l industries. The company is a division of Tosoh Corporation, a globa l chemical company with headquarters and manu-facturing faci l it ies in Japan. We provide bulk chromatographic resins for the purif ication of biopharmaceutical drugs
in commercial manufacturing processes and we manufacture analytical HPLC columns. Tosoh’s portfolio of over 500 TSKgel® and TOYOPEARL® products encompasses all common modes of liquid chromatography. CaPure-HA™, a hydroxyapatite resin for biomolecule purification, is a unique resin from Tosoh in that it is both the ligand and base bead.
Facilities
t� Tosoh Corporation (Bioscience Division) serves Japan
t� Tosoh Bioscience LLC serves North and South America
t� Tosoh Bioscience GmbH serves Europe, Middle East, and Africa
t� Tosoh Bioscience Shanghai Co., Ltd. serves China
t� Tosoh Asia PTE (Singapore) serves Asia-Pacific and India
Services
t� Onsite packing assistance for process-scale columns
t� Methods development assistancet� Regulatory expertiset� Redundant validated manufactur-
ing lines for process media productst� Custom analytical, semi-prep, and
prep-scale HPLC columns
TOSOH BIOSCIENCE LLC
3604 Horizon Drive, Suite 100King of Prussia, PA 19406
TELEPHONE
484.805.1219
FAX
610.272.3028
WEBSITE
www.tosohbioscience.com
Tosoh Bioscience LLCt� Professional technical services
for all of our product lines
Major Product Innovations
t� CaPure-HA, hydroxyapatite media for the purification of biomolecules
t� TOYOPEARL NH2-750F anion exchange resin for the purification of proteins in elevated salt conditions
t� TOYOPEARL AF-rProtein A HC-650F high capacity resin for the capture and purification of monoclonal antibodies
t� TOYOPEARL GigaCap® high capacity/high resolution low elution volume ion exchange resins for protein purifications:
ºTOYOPEARL GigaCap S-650S ºTOYOPEARL GigaCap Q-650S ºTOYOPEARL GigaCap CM-650S t� TSKgel-5PW type high resolution resins: º TSKgel SuperQ-5PW (20) for oli-
gonucleotide purification º TSKgel SP-5PW (20) for smaller
protein and peptide purification º TSKgel SP-3PW (30) for
insulin purificationt� �50:01&"3-�#VUZM���� �1IFOZM���� �
and PPG-600 resins for mAb purificationt� TOYOPEARL Hexyl-650C resin for
flow through polishing applications
Markets Served
t� &��$PMJ and mammalian cell expressed biologics such as monoclonal antibod-ies, cytokines, growth factors, insulin, blood factors, plasma, and other large and small proteins and peptides
t� Other markets served include oli-gonucleotides, DNA, RNA, and pegylated proteins.

42 BioPharm International www.biopharminternational.com December 2015
For decades, spectrophotometry
has been used to accurately and
precisely measure purified pro-
tein concentrations, with the
extinction coefficient (usually at 280
nm) determined either experimentally
or calculated from amino-acid com-
position. To reduce the overall instru-
mental uncertainty in absorbance
measurement, samples require dilution
to an absorbance of 0.6–0.7/cm. The
uncertainty in the sample preparation
step can be minimized in gravimetric
dilution, but measurement of a larger
series of samples generally involves
considerable work to ensure flasks and
cuvettes are clean.
To overcome the limitations of
conventional cuvette-based spectro-
photometry, a spectrophotometric
technique based on measurement
of the incremental absorbance upon
path length variation has recently
been introduced (1). This variation is
achieved by moving an optical light-
guide fiber immersed into the sample
solutions in a stepwise fashion, with
the absorbance readout at every step
and the calculation of the slope from
the absorbance vs. distance plot. This
technique is called “slope spectros-
copy” by the manufacturer and is
intended for use in measuring con-
centrated sample (protein) solutions
without dilution. The SoloVPE system
(C Technologies, Inc.) has been com-
mercially available for a few years and
has been evaluated mainly for concen-
tration measurement of recombinant
proteins such as monoclonal antibod-
ies (2).
In plasma fractionation, an interest-
ing candidate for assessment of the
slope spectroscopy technique would
be immunoglobulin G for intravenous
administration (IVIG), highly purified
by chromatography and formulated as
a liquid concentrate. Gammagard liq-
uid is a polyvalent IgG product, con-
taining 10% protein of more than 98%
purity in a 250 mM glycine solution,
pH=4.8 (3). Currently, the protein is
ABSTRACT
As an innovative and time- and resource-saving single-step technique that avoids sample
pre-dilution, the use of hazardous reagents, and high-power consumption, SoloVPE
fiber-optics spectrophotometry may be able to substitute or replace the current
Kjeldahl protein determination procedure for 10% IgG in the future.
Variable Pathlength Fiber-Optic Spectrophotometry
for Protein Determination in Immunoglobulin Concentrates
Alfred Weber and Heinz Anderle
Heinz Anderle is senior scientist and
Alfred Weber is senior manager; both
at Baxalta Innovations GmbH.
PEER-REVIEWED
Article submitted: July 31, 2015.
Article accepted: Aug. 17, 2015.
Peer-Reviewed: Protein Characterization

December 2015 www.biopharminternational.com BioPharm International 43
IVIG
Lot no.
SoloVPE(mg/mL)
Kjeldahl(mg/mL)
Slope(1/cm)
E0.1% (1/cm)(Recalculated)
1 100.41 100.943 140.47 1.392
2 100.49 100.629 140.59 1.397
3 99.41 99.651 139.07 1.396
4 101.82 100.91 142.45 1.412
5 100.05 99.283 139.97 1.410
6 101.63 100.434 142.18 1.416
7 100.61 99.070 140.75 1.421
8 99.10 100.087 138.64 1.385
9 100.09 100.340 140.03 1.396
10 99.91 100.432 139.77 1.392
11 98.87 99.790 138.32 1.386
12 101.58 100.559 142.11 1.413
13 100.32 100.119 140.35 1.402
14 99.31 101.276 138.93 1.372
15 100.33 100.479 140.36 1.397
16 100.44 99.273 140.52 1.415
17 98.92 99.204 138.39 1.395
18 99.81 99.584 139.63 1.402
19 100.57 99.085 140.70 1.420
20 100.17 100.431 140.14 1.395
21 97.11 96.930 135.86 1.402
22 99.64 99.113 139.40 1.406
23 98.42 99.204 137.69 1.388
24 99.33 99.446 138.96 1.397
25 100.61 99.140 140.75 1.420
26 100.64 98.955 140.80 1.423
27 99.39 97.804 139.05 1.422
28 100.14 99.750 140.10 1.404
29 99.72 99.074 139.51 1.408
30 98.96 99.544 138.45 1.391
31 99.99 97.855 139.89 1.430
32 100.48 99.892 140.57 1.407
33 99.74 97.580 139.54 1.430
34 99.55 99.161 139.27 1.404
35 98.94 99.968 138.42 1.385
36 99.68 99.240 139.45 1.405
37 98.76 97.818 138.17 1.412
38 98.67 99.257 138.04 1.391
Table I: Comparison of SoloVPE and Kjeldahl protein
concentration results for 10% IgG batches with recalculation
of the extinction coefficient E as slope/Kjeldahl protein.
measured by differential Kjeldahl determina-
tion of the total and the non-protein nitro-
gen content (4). Despite the automation in
reagent dosing and titration, which min-
imizes handling of hazardous substances
such as sulfuric acid, sodium hydroxide solu-
tion, and hydrochloric acid, the Kjeldahl
technique remains a time- and energy-inten-
sive method and requires effective removal
of acid fumes.
W hi le not spec i f ica l ly in use for
Gammagard liquid, the other available nitro-
gen-based technique, the Dumas method,
does not require hazardous liquids, but
instead an oxygen-helium stream to sup-
port sample combustion in steel crucibles
or single-use tin capsules, which are heated
electrically in a furnace to approximately
1000 °C (5). Although the Dumas method,
with its higher throughput, has been almost
fully automated, the power requirement and
reagent consumption remain significant.
The batch-to-batch consistency of the pro-
tein composition allows total protein mea-
surement by ultraviolet (UV) absorbance as
an alternative to nitrogen-based techniques
in a sample dilution containing about 0.5
mg IgG/mL with physiological saline as the
diluent and blank. 10 percent IgG must be
diluted approximately 200-fold in a volu-
metric flask. The turbidity is corrected by
measurement at 320 nm, and the extinction
coefficient E0.1% is calibrated to 1.399/cm on
the Kjeldahl data.
For Kjeldahl digestion, Dumas combustion
of the protein solution, and UV absorbance
measurement with gravimetric dilution, the
sample density needs to be first measured
in an oscillating tube densimeter. If the
slope-spectroscopy technique (by way of the
of SoloVPE device) yields equivalent results,
time-consuming sample preparation and
measurement steps can be reduced to a sin-
gle-step procedure, cleaning of the equip-
ment may be eliminated, consumption of
reagents can be decreased, and the electrical
power obviated.
Equivalence of this assay technique with
the Kjeldahl method must be demonstrated
first by adherence to the AOAC acceptance
criteria for precision and accuracy: At an
analyte concentration of 10%, recovery must
remain within 98–102% and precision no
higher than 2.8% (6, 7); accuracy is con-
Peer-Reviewed: Protein Characterization

44 BioPharm International www.biopharminternational.com December 2015
firmed by agreement with an independent,
validated reference method (such as the
Kjeldahl digestion). Inter- and intra-assay
precision must be determined by six-fold
repeated measurements as outlined in the
respective regulatory guidelines; linearity
should be at least at 80–120% of the working
level. Furthermore, due to the commercial
importance of IVIG, the bias (difference in
results) between both methods should be
as small as possible, as shown by the Bland-
Altman statistical analysis of the datasets (8).
A 20% subcutaneous IgG concentrate, for-
mulated in the same slightly acidic environ-
ment as the corresponding licensed 10%
IVIG concentrate, is now on the market,
thus, 5–25% IgG would cover the entire
range during production. For rheological
investigation, even higher IgG concentra-
tions (up to 38%) have been obtained exper-
imentally (9).
MATERIALS AND METHODST h i r t y- e ig ht batc hes o f 10 % I V IG
(Gammagard liquid), with known protein
concentration as determined by Kjeldahl
method with solution density measurement,
were obtained in the original bottles, from
which aliquots were drawn antiseptically
with a syringe. An experimental ultra-high
IgG concentrate (target: more than 30%)
was prepared by centrifugal ultrafiltration
(Centriprep 10 kDa) of an 0.03% azide-pre-
served aliquot, and the permeate retained to
mix dilutions (5%, 10%, 15%, 20%, and 25%
IgG) with the stock concentrate (32%). Of
these preparations, protein concentrations
were determined by UV absorbance mea-
surement at 280 nm (with turbidity correc-
tion at 320 nm) and by Dumas combustion
method in a VarioMax analyzer (Elementar),
with the permeate (glycine/azide) as the base
value. Solid acetanilide served as the stan-
dard for the nitrogen content, which was
assumed to be 16% for Kjeldahl and Dumas
determination (10).
For conventional UV-absorbance measure-
ment, a Hitachi U-3000 spectrophotometer
with standard 1-cm quartz cuvettes and a
Hitachi U-3310 high-sensitivity spectro-
photometer with 0.1-mm thin-layer quartz
cuvettes in a spring-clamp holder were used.
The SoloVPE fiber-optic spectrophotom-
eter, comprising the variable pathlength
fiber/detector unit and an Agilent Cary 60 as
the light source/spectrometer unit, was pro-
vided by C Technologies, Inc., together with
the single-use plastic well cuvettes and the
polyimide-coated 0.6-mm diameter quartz
“fibrettes” as the consumables.
VARIABLE PATHLENGTH VS. CONVENTIONAL SPECTROPHOTOMETRY In the SoloVPE device, monochromatic light
fed from the fiber-optic light guide passes
through the quartz fibrette and is absorbed
by the sample solution in the adjustable path
between the fibrette end window and the
plastic well cuvette (Figure 1). A silicon pho-
todiode at the bottom of the cuvette cavity
measures the transmitted light intensity. In
the solution, the light pathlength d can be
increased in increments as small as 0.05 μm,
and the absorbance values A are read out at
all 10 measurement points. To remain within
a linear regression (R2≥0.999), at least five
results are required for slope calculation. The
slope ΔA/Δd obtained from the absorbance
vs. pathlength regression calculation is then
divided by the mass specific or molar extinc-
tion coefficient (E or ε) to calculate the mass
or molar concentration, respectively.
Peer-Reviewed: Protein Characterization
Figure 1: Photograph of a light path from the
SoloVPE fibrette dipping into fluorescein solution.
AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
TH
E A
UT
HO
RS
.

December 2015 www.biopharminternational.com BioPharm International 45
Spectrophotometric measurement is inher-
ently limited by both dark signal and noise of
the detector as well as by the bit-depth of the
analog/digital signal converter. A deviation
from linearity caused by monochromator stray
light may be readily observed above 3 absor-
bance units (i.e., 0.001 residual transmission).
High-sensitivity spectrophotometers such as
the Hitachi U-3310 with its additional auxil-
iary stray light-eliminating monochromator
may extend the upper absorbance range limit
from about three to four absorbance units (i.e.,
from 0.001 to 0.0001 residual transmission),
above which the thermal detector noise of the
common red-sensitive photomultiplier (PMT)
becomes dominant. For routine ultraviolet–vis-
ible spectrophotometry (UV–VIS) instruments,
equipping the detector with a blue-sensitive
PMT and cooling it from ambient temperature
to –20 °C for example, is not a viable option.
A straightforward and presumably user-
friendly approach to overcome these instru-
mental limitations was proposed through
pathlength reduction by the use of thin-layer
cuvettes. Several manufacturers offer cuvettes
with a pathlength of 0.5, 0.2, and even 0.1
mm, and a detachable cover window. The
suitability of such a technique for measur-
ing a monoclonal antibody up to a concen-
tration of 90 mg/mL has been described by
Watson and Veeraragavan (11). Although an
absorbance value of 1.4 for 10% IgG in a 0.1-
mm cuvette would remain unaffected by spec-
trophotometer interference from stray light,
dark signal, or noise, the authors’ experience
discourages from routine use of such cuvettes
because of the delicate handling and cum-
bersome cleaning involved, and the practical
impossibility of applying sample concentra-
tions above 20% IgG due to their high viscosity.
RESULTS AND DISCUSSION 10% IgG solutions and
inter-assay precision
For all 38 batches of 10% IgG, protein con-
centration data obtained using the SoloVPE
Peer-Reviewed: Protein Characterization
TestConcentrations in mg/mL (batch no.)
3 4 26 30 31 36 38
1 99.82 100.96 99.95 99.46 99.48 99.66 98.79
2 99.57 101.01 98.71 99.45 99.35 100.03 98.56
3 99.46 101.22 98.72 99.51 99.41 99.49 98.40
4 99.45 101.18 98.71 99.48 99.65 99.43 98.29
5 99.46 101.18 98.80 99.47 99.74 99.38 98.13
6 99.56 101.19 98.69 99.52 99.72 99.38 98.10
Mean 99.55 101.12 98.93 99.48 99.56 99.56 98.38
RSD (%) 0.13 0.10 0.46 0.03 0.15 0.23 0.25
Target % IgG
Dumas (mg/mL)
TP UV (mg/mL)
Concentrations in mg/mL (batch no.) RSD(%)
E0.1%(calc.)Day 1 Day 2 Day 3 Day 4 Day 5 Day 6 Mean
5 49.6 50.47 49.88 49.81 49.77 49.13 49.80 49.78 49.70 0.51 1.402
10 100.9 100.47 99.98 99.89 100.51 100.21 102.18 99.56 100.39 0.85 1.392
15 152.9 149.16 148.24 146.84 145.30 147.63 146.26 151.83 147.68 1.41 1.351
20 205.7 204.18 197.68 196.08 197.11 196.60 196.27 195.39 196.52 0.37 1.337
25 256.7 256.84 248.81 245.00 243.13 246.45 245.93 245.00 245.72 0.70 1.339
32 331.2 321.88 313.80 314.39 308.63 310.76 311.84 303.14 310.43 1.22 1.311
Table II: Intra-assay precision results for six 10% IgG batches (lot numbers the same as in Table I). RSD=relative standard
deviation.
Table III: Protein concentrations as measured by Dumas, total protein ultraviolet (TP UV), and SoloVPE method, and
SoloVPE inter-assay precision results for six experimental 5–32% IgG solutions. RSD=relative standard deviation.
Contin. on page 48

46 BioPharm International December 2015 ADVERTORIAL
CORPORATE CAPABILITIES www.biopharminternational.com
The Parenteral Drug Association (PDA) is the leading global provider of science, tech-
nology, regulatory infor-mation, and education for the pharmaceutical and biopharmaceutical community. For 70 years, since its founding as a non-profit in 1946, PDA has been committed to developing scientifically sound, practical technical information and resources to advance science and regulation through the
expertise of our more than 10,000 members worldwide.
Recognized for our expertise and authority in the field of parenteral science and technol-ogy, PDA is leading the way in promoting the exchange of information on rapidly evolving technology and regulations to ensure high-quality pharmaceutical production.
PDA focuses on a variety of elements to support its mission to advance pharmaceuti-cal and biopharmaceutical science and regu-lation so members can better serve patients. These elements include:
t� Promoting advances in pharmaceutical and biopharmaceutical science
t� Providing global forums for the scientific community, regulators, and industry pro-fessionals on emerging trends within the industry
t� Facilitating development, testing, and qualification of new technologies
t� Delivering unique, hands-on education and training through PDA’s Training and Research Institute facility
t� Fostering career-long learning and profes-sional development
The Parenteral Drug Association
t� Encouraging scientific information shar-ing among industry peers
t� Continuing to be a leading and influential contributor of information and expertise for the global regulatory and harmoniza-tion process.
PDA draws its strength from its members, which includes a corps of more than 1,600 active volunteers. Our conferences, meetings, and courses bring together pharmaceutical manufacturers, suppliers, end users, academ-ics, and regulatory officials for an unprec-edented level of exchange on issues of mutual interest and concern.
Through the development of Technical Reports on pressing industry topics and responses to regulatory initiatives, PDA and its members influence the future course of pharmaceutical products technology. Our internationally recognized publications, PDA Journal of Pharmaceutical Science and Technology and PDA Letter, keep pharmaceu-tical manufacturing professionals up to date on the latest science and current industry and regulatory news.
Together, these activities inf luence the future course of pharmaceutical products technology and promote the advancement of pharmaceutical science in the interest of the ultimate end-user—the patient.
PARENTERAL DRUG
ASSOCIATION (PDA)
4350 East-West Highway Bethesda, MD 20814USA
TELEPHONE
+1.301.656.5900
FAX
+1.301.986.0296
WEBSITE
www.pda.org
NUMBER OF EMPLOYEES
45
YEAR FOUNDED
1946

The Parenteral Drug Association presents...
2016 PDA Annual MeetingHarness the Power of Innovation to Improve Access to Novel Therapies
March 14-16, 2016 | San Antonio, TX
JW Marriott San Antonio Hill Country Resort and Spa
Exhibition: March 14-15 | Post-Workshop: March 16-17 | Courses: March 17-18
The 2016 PDA Annual Meeting is the most signifi cant conference to attend to gain the newest and most comprehensive information
about innovative bioprocessing technologies and manufacturing sciences being applied to development and commercialization.
A robust agenda features the latest on emerging topics including:
? Putting the Patient First
? Manufacturing and Supply
Considerations to Enable Novel Therapies
? Improving Effi ciency and Reducing
Manufacturing Cost
? Rapid Product Development
? Ensuring Supply of Medicines
and Expanding Access
? And Much More!
Industry and regulatory leaders will share their experience, address challenges and provide a platform for engagement and
knowledge sharing between conference participants. Hear from noted experts including:
? Chris Chen, PhD, Senior Vice President
& Chief Technology Offi cer, WuXi AppTec
? Dave deBronkart, Co-Founder &
Co-Chair, Society for Participatory Medicine
? Earl Dye, PhD, Director, Technical
Regulatory Policy, Genentech, a Member
of the Roche Group
? Kimball Hall, Vice President,
Manufacturing, Amgen, Inc.
? Gunter Jagschies, PhD, Senior
Director, Strategic Customer Relations,
GE Healthcare Life Sciences
? Konstantin Konstantinov, Vice
President, Technology Development,
Genzyme
? Michele Myers, PhD, Director CMC,
Advanced Therapy Delivery, Biopharm
R&D, GlaxoSmithKline
? Mahesh Ramahandran, Branch Chief
(Acting), Offi ce of Manufacturing &
Product Quality, CDER, FDA
? Jayanth Sridhar, PhD, Global Head of
Biologicals Manufacturing, Cipla Limited
? George Wiker, Executive Director,
AES Clean Technology, Inc.
Register before January 11, 2016 and save up to $600!
Learn more and register at pda.org/2016Annual.
#2016Annual
Register before
January 11, 2016
and save
up to $600!
Achieving Manufacturing Excellence: Current Trends and Future Technologies in Bioprocessing

48 BioPharm International www.biopharminternational.com December 2015
and the Kjeldahl method were in good
agreement (see Table I). The recalculated
average extinction coefficient of E0.1% as
1.404 ± 0.013/cm corresponds well to the
Kjeldahl-calibrated value of E0.1%=1.399/
cm for the total protein (TP) UV mea-
surement in 200-fold diluted solution,
especially when considering the inherent
measurement uncertainty.
A statistical Bland-Altman comparison
between SoloVPE and Kjeldahl protein con-
centration data was performed. The results
indicate that both methods agree well (at a
95% confidence interval). The mean bias was
-0.33% with 95% limits of agreement rang-
ing from 1.56% to 2.21%, both of which do
not exceed the acceptable recovery limits of
98% and 102% for an analyte concentration
of 10%.
The intra-assay precision test for 10% IgG
solutions, run in a separate series, consisted
of six consecutive readouts of the same sam-
ple well cuvette with the same fibrette. As
the sample solution can be used directly
without any preparation procedure, the
coefficient of variation did not exceed 0.5%
(see Table II).
Experimental 5–25% IgG
solutions and intra-assay precision
The dilutions were prepared by weighing
from the 32% stock concentrate and the
permeate, based on the initial protein con-
centrations and density values. For com-
parison, the dilutions were analyzed by the
Dumas method in a VarioMax combustion
automat with density-based sample dosage.
The stock TP UV concentration was deter-
mined using the single TP UV measurement
as 325.46 mg/mL, and averaged from all six
TP UV measurements (five dilutions and the
stock), based on the respective overall dilu-
tion factor, as 321.88 ± 3.59 mg/mL. For the
SoloVPE measurements without dilution,
this particularly viscous stock was difficult
to fill into the sample well cuvettes without
producing bubbles.
While the 5% and 10% solutions gave an
excellent slope regression for the SoloVPE
measurement with all 10 data points on the
regression curve, the higher concentrations
required—with increasing concentration—
moderate to considerable “slope tweaking”
by omission of visually deviant data points,
usually at absorbance values >1.6 and at
times also of the lowest value at the “foot”
(see Figure 2).
Only with this recalculation of the slope
can the difference between the SoloVPE and
the other methods be reduced for the high-
est concentrations, to approximately –7%.
Intra-assay precision, determined for these
samples by measurement on six days, was
reasonable, with relative standard deviations
(RSDs) below 1.5% (see Table III). Table III also
shows the extinction coefficient E0.1%, recal-
culated using these data.
Interestingly, the variation in the recal-
culated extinction coefficient E0.1% (based
on the TP UV concentrations) suggests a
concentration-dependence with a possible
optical effect of macromolecular crowding,
in particular a reduced increase in scatter
(and turbidity) at extremely high concentra-
tions (12, 13). A corresponding shift in light
attenuation (i.e., the sum of absorbance and
turbidity) has to our knowledge not been
described so far.
Peer-Reviewed: Protein Characterization
DayWavelength in nm A (slope) in 1/cm
278.11 287.40 Run 1 Run 2 Run 3 Run 4 Run 5
1 277.6 286.7 104.30 105.99 n.d. n.d. n.d.
2 277.4 286.5 104.76 104.41 104.28 104.74 105.49
3 277.3 286.4 103.90 104.46 n.d. n.d. n.d.
4 277.3 286.3 103.39 103.58 n.d. n.d. n.d.
5 277.4 286.6 104.78 104.46 n.d. n.d. n.d.
6 277.4 286.5 104.70 104.50 n.d. n.d. n.d.
Table IV: Wavelength results determined using the Cary 60 spectrophotometer and photometric check results from the
SoloVPE; n.d.=no data.
Peer-Reviewed—Contin. from page 45

December 2015 www.biopharminternational.com BioPharm International 49
2.4
2.0
1.6
1.2Ab
sorb
an
ce a
t 2
80
nm
0.80 5 10 15 20 25
Path length (μm)
326.11/1.399 = 233.10 mg/mL
Points for manual re-calculation (n = 4)
340.14/1.399 = 243.13 mg/mL
R² = 0.9995R² = 0.9997 y = 32.611x + 0.7648
y = 34.014x + 0.7401
Points valid for SoloVPE software (n = 7)
Points omitted (n = 3)
SoloVPE slope re-calculation for 25% IgG
30 35 40 45 50
Figure 2: Manual “slope tweaking” by omission of absorbance values
deviant from linearity (A>~1.7 AU) may improve accuracy for high-
protein concentrations.
While mathematical modeling and exper-
imental evidence of such effects for IgG
are beyond the scope of the present study,
the data obtained indicate that the extinc-
tion coefficient for the TP UV method of
1.399/cm, as calibrated for 10% IgG in 250
mM glycine, cannot be applied to a corre-
sponding 20% IgG concentrate and its even
higher-concentrated ultrafiltration stock
using the SoloVPE technique.
Instrument performance
and system suitability tests
Wavelength accuracy was determined daily
using the sealed cuvette containing the
Ho(ClO4)3 in perchloric acid in the stan-
dard cuvette holder, for which the deflection
mirror had to be shifted and the connector
cable changed at the start of every measure-
ment day. Alternatively, a separate SoloVCA
adapter (C Technologies, Inc.) can be con-
nected via the fiber-optic light guide to the
spectrophotometer. From days four to five
(during the weekend), the SoloVPE spectro-
photometer was turned off (as the Cary 60
does not include a high-voltage supplied
detector with a photomultiplier tube, it may
be left on overnight during the week). The
wavelength position was read out manually
from the software’s window with the tracer
Peer-Reviewed: Protein Characterization
VISIT OUR WEBSITE TO SUBSCRIBE FOR FREE TODAY! www.BioPharmInternational.com
www.twitter.com/BioPharmIntl
www.linkedin.com/groups/BioPharm-International-4027200
BIOPHARM
INTERNATIONALFIRST LOOK
Preview the latest
issue of BioPharm
International with quick
links to online content,
expanded coverage,
and the digital edition
of the magazine.
BIOPHARM’S SCIENCE & BUSINESS
BULLETIN
Monthly newsletter that
features in-depth articles
and timely news on
technologies for biotech
drug development and
manufacturing, and
regulatory developments,
as well as coverage of
deals, alliances, new
products, people moves,
and industry events.
BIOPHARM’S E-APPLICATION
NOTE ALERT
Receive monthly
application notes
categorized by
technique.
Sign up for BioPharm International FREE eNewsletters

50 BioPharm International www.biopharminternational.com December 2015
Peer-Reviewed: Protein Characterization
cursor. At the instrument’s fixed slit width
of 1.5 nm, the wavelength error was – 0.5 to
–0.8 nm for the 278.11 nm and –0.7 to –1.1
nm for the 287.40 nm absorption maximum
(see Table IV) (14).
To establish a photometric system suitabil-
ity test, the absorbance A of a water-soluble
phenolic compound solution was measured
at 280 nm in 0.1 mm cuvettes as 117.25/cm
with the Hitachi U-3310 spectrophotom-
eter and as 114.00/cm with the Hitachi U
3000 spectrophotometer, and in the 0.2 mm
cuvette as 113.00/cm in the U-3310. In the
SoloVPE, the range was consistently between
103 and 106/cm (see Table IV); the reason for
this difference is unknown.
CONCLUSIONA reasonable agreement between the
S oloV PE a nd Kje lda h l met hod was
obtained when measuring IgG concentra-
tions with the current release methods at
adequate precision. Although the extinc-
tion appears to be influenced by macro-
molecular crowding effects depending on
concentration, the extinction coefficient
E0.1% of 1.399/cm for 1 mg IgG/mL, as cali-
brated for the TP UV method, remains
valid using the SoloVPE technique at a
concentration of 10% to fulfill the AOAC
criteria for recovery and precision. As reca-
libration of the extinction coefficient is
not required, variable pathlength spectro-
photometry appears to be a viable instant
total protein method to determine the
current 10% IgG concentrate. For higher
concentrations such as a 20% IgG solu-
tion, however, specific recalibration of the
extinction coefficient is essential.
As evident from the raw measurement
data for high IgG concentrations, the vari-
able pathlength technique might benefit
from further instrumentation improve-
ments, such as a higher incident light
beam intensity or lower detector dark sig-
nal, to overcome the limited absorbance
range. Before implementation of such
modifications into a new instrument gen-
eration, however, the user-customizable
slope calculation algorithm should be set
so as to omit absorbance values >1.7/cm as
observed with the current version.
As an innovative and both time- and
resource-saving single-step technique that
obviates sample pre-dilution, the use of
hazardous reagents, and high power con-
sumption, SoloVPE fiber-optic spectropho-
tometry may be able to replace the current
Kjeldahl and Dumas protein determination
procedures for other protein species, with
a constant composition and extinction
coefficient.
ACKNOWLEDGEMENTSThe authors thank Joe Ferraiolo and Larry
Russo (C Technologies, Inc.) for SoloVPE
instrument setup, user training, and tech-
nical support; Laurence Plapied, Grégoire
Bouchez , a nd Chr i s tophe Ca r newa l
(Baxalta Lessines Technical Operations)
for providing the Gammagard liquid sam-
ples and the Kjeldahl protein concentra-
tion data; and Brigitte Neubauer-Watzal,
Daniel Bergmann, and Robert Ras (Baxalta
Vienna Quality Control Department) for
the Dumas analysis. Karima Benamara is
acknowledged for editing the manuscript.
REFERENCES 1. M.C. Salerno, T. Shih, and C. Harriston/C
Technologies, Inc., “Interactive Variable
Pathlength Device”, US patent application
US2009/0027678, January 2009.
2. S. Huffman, K. Soni K, and J. Ferraiolo,
Bioproc. Int. 12 (8), pp. 66–73 (2014).
3. W. Teschner et al., Vox Sang. 92, pp. 42–55
(2006).
4. J. Kjeldahl, Fresenius’ Z. Anal. Chem. 22, pp.
366–382 (1882).
5. P. Blondel and L. Vian, Ann. Pharm. Fr. 51 (6),
pp. 292–298 (1993).
6. L. Huber, LC–GC Int. 1998 (2), pp. 96–105
(1998).
7. I. Taverniers, M. de Loose, and E. van
Bockstaele, Trends Anal. Chem. 23, pp. 536–
551 (2004).
8. J.M. Bland and D.G. Altman, Lancet 8476 (1),
pp. 307–310 (1986 Feb. 8).
9. V. Burckbuchler et al., Eur. J. Pharm. Biopharm.
76, pp. 351–356 (2010).
10. E. Brand, B. Kassell, and L.J. Saidel, J. Clin.
Invest. 23, pp. 437–444 (1944).
11. L. Watson and K. Veeraragavan, Biopharm Int.
27 (2), pp. 26–37 passim (2014).
12. C. Fernandez and A.P. Minton, Anal. Biochem.
381 (2), pp. 254–257 (2008).
13. C. Fernandez and A.P. Minton, Biophys. J. 96,
pp. 1992–1998 (2009).
14. J.C. Travis et al., J. Phys. Chem. Ref. Data 34,
pp. 41–56 (2005). x

December 2015 www.biopharminternational.com BioPharm International 51
Sand
ra L
eid
ho
ldt/
Gett
y Im
ag
es
Vi sua l appearance, a pr i-
mary evaluation method
for freeze-dried products, is
subjective and likely to vary
between laboratories and over time.
This article discusses how visual meth-
ods can be quantified and presents
an overview of mechanical methods
of characterizing and quantifying the
properties of freeze-dried materials.
A well-dried product is one that
will reconstitute into a viable prod-
uct. It must have been frozen at a rate
that will produce a desirable struc-
ture, and then kept at a low enough
temperature during drying to main-
tain that structure without collapse.
The structure of the dried prod-
uct reflects how successful the drying
process has been; if there has been
a collapse, then parts of the prod-
uct will have been less thoroughly
dried. Defects in the structure and,
therefore, in the drying of a product
will have an impact on how well it
will rehydrate, whether any bioactiv-
ity will be preserved, and how long
and under what conditions it can be
stored. Even if the product has been
dried well, the structure of the dried
Quantitative Post-Processing Characterization Techniques
for Freeze-Dried ProductsKatriona Scoffin
Mechanical tests
complement
visual techniques
for the post-
processing
characterization
of freeze-dried
products.
Katriona Scoffin is a freelance writer
with extensive experience in the life
sciences. She works from Cambridge, UK.
Contact her at [email protected].
Lyophilization

52 BioPharm International www.biopharminternational.com December 2015
Lyophilization
AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
BIO
PH
AR
MA
TE
CH
NO
LO
GY
LT
D.
product still has a bearing on
how easily it will rehydrate.
ASSESSING THE VISUAL APPEARANCEThe primary method of assess-
ing the quality of a freeze-dried
product is by visual inspection.
Catastrophic failure is visually
evident by a collapse of the prod-
uct (Figure 1A). Other product
defects are not readily apparent
but can still be determined by
an assessment of appearance. For
example, a partial collapse may
have occurred during drying, or
a suboptimal crystal structure
may have been achieved during
freezing so that the product will
not reconstitute evenly. Some
of these events may result in a
change of appearance (Figure 1B),
but it is not easy to relate changes
in appearance to specific defects.
Aspects of visual appearance
that can be assessed include
shrinkage, collapse, skin forma-
tion, color, contaminants, and
consistency. In order to analyze
changes, it can be helpful to give
a score to each of these attributes.
The scores can then be analyzed
and referred to during cycle devel-
opment, scale up, or equipment
changes. However, the process
remains subjective and the con-
sistency of scoring is likely to vary
by day, analyst, or laboratory.
MICROSCOPIC FEATURES REVEAL PRODUCT STRUCTUREA microscopic visual assessment
using scanning electron micros-
copy (SEM) or tunneling elec-
tron microscopy (TEM) reveals
more information about prod-
uct structure. SEM and TEM are
valuable methods for looking at
the microstructure to reveal pos-
sible micro-collapse and to deter-
mine the porosity of the product,
which has a direct bearing on
rehydrat ion. The SEM images
shown in Figure 2 reveal that fast
cooling creates a structure with
smaller crystals and therefore
lower porosity than slow cooling.
This information can be used
during cycle development for
determining the impact of dif-
ferent methods on product struc-
ture. For example, SEM clearly
shows the difference in structure
caused by adding an annealing
phase to the freezing of manni-
Figure 1: (A) Catastrophic failure is visually evident by the collapse of the freeze-dried product. (B) There can still be
differences between products that are not easy to relate to specific defects; the product is uniform and adhered to the vial
(left); uniform but not adhered to the vial (middle); has a peaked cake (right).
(A) (B)
Figure 2: Scanning electron microspcope (SEM) images of two samples of
freeze-dried mannitol reveal the differences in structure resulting from fast
and slow cooling.
Fast cool Slow cool
x1000
x9000
TM-1000_2707 2010/09/17 10:14 D1.9 x1.0k 100 um
TM-1000_2705 2010/09/17 10:11 D1.9 x9.0k 10 um
TM-1000_2711 2010/09/17 10:30 D1.9 x1.0k 100 um
TM-1000_2709 2010/09/17 10:26 D1.9 x9.0k 10 um

December 2015 www.biopharminternational.com BioPharm International 53
Lyophilization
tol (Figure 3). It is also an excellent
way of determining the quality of
an individual sample. However,
SEM still requires a visual assess-
ment of the images, which results
in variation due to subjectivity.
The rate at which gas
is adsorbed depends
on the surface energy
of the material.
It is possible to develop a dis-
crete classif ication with terms
that could be applied to differ-
ent regions in the same cake, but
assessing the microscopic fea-
tures remains a primarily quali-
tative method.
QUANTITATIVE CHARACTERIZATION METHODSThe challenge is to find a quan-
titative method that relates reli-
ably to the product structure.
The ideal would be a mechanical
measurement that relates consis-
tently to pore size, structure, and
any presence of micro-collapse.
The following mechanical tests
can be applied alongside a visual
and microscopic analysis:
t� �(BT� BETPSQUJPO� UP� EFUFSNJOF�
the specific surface area and
the mean pore diameter
t� �9�SBZ�EJGGSBDUJPO� UP� DIFDL� GPS�
different polymorphic forms
t� �9�SBZ�NJDSPDPNQVUFE� UPNPH-
raphy scanning to measure the
porosity and heterogeneity
t� �1SFTTVSF� UFTUJOH� UP� BTTFTT� UIF�
mechanical properties.
GAS ADSORPTION METHODSThe specific surface area and the
mean pore diameter of a mate-
rial can be determined by mea-
sur ing the rate of adsorption
and desorpt ion (evaporat ion)
of nitrogen gas to and from the
material’s surface at low tempera-
tures and under varying degrees
of pressure.
T he rate at wh ich gas i s
adsorbed depends on the surface
energy of the material, which
itself depends on the surface
structure. A rough surface has a
larger surface area than a smooth
surface. There also will be more
surface atoms that are incom-
pletely bound, which will increase
the adsorption rate of a gas. The
Brunauer-Emmett-Teller (BET)
equation allows the determination
of specific surface area from the
gas adsorption rate.
The overall porosity of the mate-
rial can be related to the difference
between the adsorption and the
desorption rate of the nitrogen.
The Barrett-Joyner-Halenda (BJH)/
Kelvin equations can be applied to
the data to determine the pore-size
distribution.
The following example shows
how this method can be applied
to samples of freeze-dried man-
nitol. Nitrogen adsorption and
desorption isotherms were mea-
TVSFE�BU��������¡$�VTJOH�BO�"4"1�
Tr i s t a r 30 0 0 ( M ic romer it ic s
Inst r u ment Cor p.) volu met-
r ic adsor pt ion system for a
fast-cooled mannitol solution,
a slow-cooled mannitol solu-
tion, and liquid nitrogen (LN2)-
quenched mannitol.
Figure 3: Scanning electron microscope (SEM) images of two freeze-dried
mannitol–sucrose mixtures. The mixture on the left has been annealed and
reveals a rougher structure. The mixture on the right was not annealed and shows
a smoother, amorphous structure.
Figure 4: The adsorption and desorption of nitrogen (LN2) under pressure by
different samples of mannitol.
Isotherm linear plot
FAST-COOLED MANNITOL
SLOW-COOLED MANNITOL
LN2-QUENCHED MANNITOL
40
35
30
25
20
15
10
5
00.75 0.8 0.85 0.9 0.95 1
Qu
an
tity
ad
sorb
ed
(cm
3/g
STP)
Relative pressure (P/Po)

54 BioPharm International www.biopharminternational.com December 2015
Lyophilization
Isotherms were simi lar for
each method (Figure 4), but the
hysteresis between the adsorp-
tion and the desorption curves
was wider for the LN2 quench-
cooled mannitol. This result
indicates that the energy needed
for evaporation from the pores
was distinctly different from the
energy associated with conden-
sation within it, which implies
that desorption was inhibited
due to constriction, thereby sug-
gesting that this sample had a
smaller pore size (Figure 5).
X-RAY DIFFRACTION TO DETERMINE POLYMORPHIC FORMS9�SBZ�EJGGSBDUJPO� JT� B� XFMM�FTUBC-
l ished method of determining
crystal structure. When used on
lyophilized materials, the dif-
f ract ion spectrum can reveal
the different polymorphic forms
resulting from different cooling
methods.
Figure 6 shows the different
spectra obtained from samples
of dried mannitol that were fro-
zen using different cooling rates.
The spike at a diffraction angle
of 9.5°2ĭ for the slow-cooled
solution is characteristic of the į
polymorphic form.
MICRO-CT SCANNING FOR POROSITY AND HETEROGENEITYMicro - computed tomography
(CT) scanning is a noninva-
sive method of visualizing the
internal micro -st ructure of a
three-dimensional (3D) object.
$SPTT�TFDUJPOBM�9�SBZT� BSF� UBLFO�
at smal l interva ls across the
product. CT software takes these
cross sections and builds them
into a 3D-visualization of the
internal structure.
Computational methods have
been developed for quantifying
the 3D-images, allowing mea-
surement of porosity, pore-size
distribution, pore connectivity,
Figure 5: Determining the characteristics of mannitol lyophilized with different
cooling methods; (A) The Brunauer-Emmett-Teller (BET) adsorption analysis to
determine the surface area of the cake; (B) The Barrett-Joyner-Halenda (BJH)
adsorption analysis to determine the mean pore diameter.
600
500
400
300
200
100
0
Slow cool Fast cool LN2 cool
ads pore diam
des pore diam
Me
an
po
re d
iam
ete
r, A
ng
stro
ms
8
7
6
5
4
3
2
1
0
Slow cool Fast cool LN2 cool
SA ads
SA des
SA BET
Sp
eci
fic
surf
an
ce a
rea, m
2/g
ram
(A)
(B)
Figure 6: X-ray diffraction (XRD) spectra of mannitol lyophilized with different
freezing rates. The spectra reveal the different polymorphic form in the sample
cooled at 0.5°C per minute (bottom).
5000
4000
3000
2000
1000
0
Inte
nsi
tyIn
ten
sity
Inte
nsi
ty
2500
1000
1500
1000
5000
0
2000
1500
1000
500
0
0 15 20 25 30
Slow cool (0.50C/min)
Fast cool (Precooled shelf-450C)
LN2 cooled
35 40 35 50
0 5 10 15 20 25 30 35 40 35 50
0 5 10 15 20 252Φ
2Φ
2Φ
Characteristic of δ
β, α30 35 40 35 50
5 10

December 2015 www.biopharminternational.com BioPharm International 55
Lyophilization
and particle size throughout the
sample matrix. The nondestruc-
tive and penetrating nature of
the analysis allows observation
of the structure throughout the
entire sample, without risk of
deforming the material by cut-
ting or other methods to access
the lower parts of the product
that could invalidate the results.
PRESSURE TESTING TO DETERMINE CAKE STRENGTHWork i s u nde r way be t ween
Imperial College London and
Biopharma Technology Ltd to
develop a miniature load cell to
measure stress and strain in a
lyophilized cake while it is still
in the vial. Measuring the stress
(ı) and strain (İ) gives the elas-
ticity, Young’s modulus (E) (see
Equation 1):
Young’s modulus (E) = strain ( ε )
stress ( σ )
[Eq. 1]
The following example shows
how this method works in prac-
tice. The aim was to compare
the strength of different cakes
through compression test ing.
The samples were tested in the
vial using a Stable Microsystems
Texture analyzer and Lloyds EZ50
column test stand (Figure 7). Three
different samples of mannitol
were tested: fast-cooled, slow-
cooled, and LN2-quench cooled.
The pressure was applied to the
cakes at a speed of 1 mm/sec,
tested in increments of 0.01 mm/
sec to a depth of 3 mm, starting at
1 g of force.
The results showed that the
fast-cooled lyophilized mannitol
was the least flexible (i.e., had the
greatest resistance to deforma-
tion when force was applied) and
that the slow-cooled lyophilized
mannitol was the least resistant
to deformation (Figure 8). This
result is likely to be due to mor-
phology; the slow-cooled mannitol
has larger pores, and therefore a
weaker structure. An SEM analysis
of the samples revealed small holes
that are visible in the LN2 and
slow-cooled samples; holes are the
weakest points in the cakes where
they can crack or break easily.
The clear differential shown
bet ween the Young ’s modu-
lus for these mannitol samples
mer it s f u r ther work on how
this method can be developed
to provide a quantitative assess-
ment of the mechanical prop-
erties of freeze-dried materials,
either to compare different for-
mulat ions or batches of the
same product.
CONCLUSION1SPEVDU�BQQFBSBODF� BTTFTTNFOU�
can be subjective. Microscopic
analysis is a valuable tool for
determining product structure,
but it still requires a subjective
visual analysis that is likely to
vary across operators, sites, and
time.
(BT� BETPSQUJPO �9�SBZ� EJGGSBD-
t ion, micro -CT, and pressure
testing are quantifiable methods
of measuring aspects of product
structure. These techniques can
be used to improve the consis-
tency of freeze-drying processes
across different sites and over
time. They can also improve the
understanding of the process or
formulat ion changes that are
required to achieve high quality
freeze-dried products. ◆
Figure 7: A miniature load cell is used
to apply pressure to the freeze-dried
cake while it is still in the vial.
50000
45000
40000
35000
30000
25000
20000
15000
10000
5000
0
Fast
-co
ole
d m
an
nit
ol
LN
2-q
uen
ched
man
nit
ol
E modulus (N/m2)
E modulus (N/m2)
Slo
w-c
oo
led
man
nit
ol
Figure 8: The results of the pressure test can be used to determine Young’s
modulus for different samples. The difference in results can be related to the
different structure of the samples.

56 BioPharm International www.biopharminternational.com December 2015
Jup
iterim
ag
es/G
ett
y Im
ag
es
Mycoplasma contamination
of biopharmaceutical pro-
cesses and drug substances,
typically through the use
of contaminated raw materials or human
contact, is generally not readily apparent
but can affect cell growth and activity
(cell metabolism and gene expression),
and some species are pathogenic. Routine
analysis of raw materials, monitoring of
bioprocesses, and testing of final product
lots for mycoplasma is thus required by
regulatory agencies.
There are more than 200 known spe-
cies (class Mollicutes) of these tiny (< 1
μm in diameter) bacteria that lack cell
walls. The gold standard assay involves
direct cell culture in complex media
enriched with growth factors, often in
combination with an indirect culture/
staining method to detect fastidious
mycoplasma species that do not grow in
broth and agar. The method is highly
effective, but lengthy (28–35 days) and
labor-intensive, resulting in longer pro-
duction times and increased risk. It is also
inappropriate for unstable cell therapy
treatments.
Several rapid mycoplasma test kits
based on nucleic acid amplification and
other techniques are commercially avail-
able for use in research labs, and some are
also claimed to be effective for commer-
cial biopharmaceutical manufacturing
(raw material analysis, cell line qualifica-
tion, in-process monitoring, and product
release). Use of these methods is limited
in practice, however, due to the chal-
lenges associated with demonstrating
comparability to compendial methods.
RECOGNIZED NEEDThe length of standard mycoplasma
culture methods can be problematic
for biopharmaceutical manufacturers
on a number of levels. The long times
Rapid Mycoplasma Testing: Meeting the Burden of Proof
Cynthia A. Challener
Expectations are high for
rapid testing methods, but
demonstration of comparability
proves challenging.
Cynthia A. Challener, PhD,
is a contributing editor to
BioPharm International.
Analytical Testing

December 2015 www.biopharminternational.com BioPharm International 57
for raw material testing and cell
line qualification delay the start
of production processes. Lengthy
assay times for lot release extend
the time it takes to get products
available to patients.
For products that have short shelf
lives measured in hours or days,
such as patient-specific autolo-
gous cell therapy products, lengthy
methods are inappropriate, and
there is a strong argument that
the use of rapid methods will lead
to increased product and patient
safety, according to John Duguid,
director of process development for
Vericel Corporation. In addition,
cell-culture methods cannot be
used for some viral vaccines, and
thus alternative methods are nec-
essary. For products where expiry
or reactivity are not a concern,
Duguid notes that the decision to
implement a rapid method is gener-
ally driven by an assessment of the
return on investment needed for
purchase, development, validation,
and implementation.
With respect to process monitor-
ing, risk is increased as the result
of lengthy assay times. If contami-
nation is detected, all material
processed during that assay time
is lost, and the delivery of the for-
mulated product to the patient may
be delayed. “More timely access to
analytical results can significantly
improve the decision-making pro-
cess and minimize any necessary
downtime for investigation of the
contamination source and need for
cleaning and revalidation of equip-
ment,” says Garry Takle, executive
director of vaccines and biologics
commercialization with Merck.
HURDLES TO CLEARDespite the clear benefits of rapid
mycoplasma tests and the encour-
agement of their use by regulatory
agencies, several significant hurdles
remain to be cleared before they
are widely adopted for biophar-
maceutical manufacturing. First,
Duguid stresses, regulatory agen-
cies require extensive validation
packages to support use of alterna-
tive methods. Alternative methods
must provide comparable or better
sensitivities and breadth of detec-
tion of mycoplasma species when
compared to the standard cell-cul-
ture method. Parameters including
accuracy, precision, specificity, the
detection limits, operational range/
sample volume, robustness, repeat-
ability, and intermediate precision
must be evaluated.
“The validation expectations of
regulatory agencies for alternative
rapid mycoplasma testing are very
high but quite clear,” asserts Takle.
He recommends that any companies
developing rapid testing methods
for US approvals communicate with
FDA early on. “Representatives at the
agency are very knowledgeable about
mycoplasma testing and accessible,
through involvement in consortia
or other industry organizations such
as the Parenteral Drug Association
(PDA), and should be considered a
valuable resource,” he adds.
Rapid methods should also
be easy to use and allow for sig-
nificantly faster turnaround times,
all at a lower cost than the con-
ventional method. That can be a
challenge, according to Duguid,
because often rapid methods with
detect ion platforms dif ferent
from conventional methodology
require both analysts and review-
ers to have specialized expertise.
Most current tests are nucleic acid
tests (NATs)—mainly based on the
polymerase chain reaction (PCR)—
and require expertise in molecular
biology techniques. DNA-binding
with f luorescence is another
example. Biochemical (enzyme
assays, enzyme-linked immuno-
sorbent assays [ELISA], and cell-
surface receptor detection), mass
spectrometry, and immunological
techniques (detection of specific
antibody-antigen interactions) have
also been developed.
Changes in process condi-
tions can also impact many rapid
test methods. The performance
of a PCR-based method may, for
instance, be affected by changes
in the composition of the cell cul-
ture media or increases in sample
cell mass. Validation requirements
also differ for different testing
applications. For instance, when a
test is to be used as a complemen-
tary test for in-process monitoring,
demonstration of comparability
may not be necessary, while a com-
parability study is required if the
rapid method will be replacing an
official method for lot release. In
addition, NATs can be destructive
testing methods, and thus the use
of orthogonal methods may be pre-
cluded, according to Duguid.
Finally, demonstration of compa-
rability generally involves conduct-
ing parallel rapid and conventional
cell-culture assays using the same
sample. Such tests are not possible
in many facilities that manufac-
ture cell-based therapies because
the use of viable mycoplasma cul-
tures is prohibited. In these cases,
Duguid notes that performance of
the assays required to demonstrate
equivalence to the conventional
methodology must be outsourced
to a qualified testing laboratory,
which may further complicate the
method development, validation,
and technology transfer processes.
THE IMPORTANCE OF SAMPLE PREPARATION AND TEST PROTOCOLSRapid PCR-based mycoplasma
testing methods were first intro-
duced in the 1980s and are the
most common assays being inves-
tigated today. “PCR is a very well-
understood technology that is
used in other approved assays, and
it meets all of the important crite-
ria for rapid mycoplasma testing,”
Takle observes.
Several different PCR techniques
have been employed for the devel-
Analytical Testing

58 BioPharm International www.biopharminternational.com December 2015
opment of rapid mycoplasma
methods, including real-t ime
PCR, touchdown PCR, transcrip-
t ion mediated ampl i f icat ion,
microarrays, and hybrids with
a growth step prior to PCR. In
addition to providing adequate
specificity and sensitivity, some
rapid tests also offer quantita-
tion and identification. The latter
take longer—up to 7 days—and
are, therefore, not appropriate for
applications where a very rapid
turnaround is required, but are
suitable in applications where
other longer-term testing is nec-
essary, such as 14-day sterility
testing for bacteria and fungi.
Regardless of the specific PCR
technique, successful testing can-
not be accomplished without
careful sample preparation and
proper protocols, according to
Takle. Unlike culture-based meth-
ods, which only detect viable
organisms, NATs detect all nucleic
acids from viable, non-viable, and
lysed organisms. The presence of
nucleic acid from sources other
than viable organisms can lead to
false-positive results.
One potential way to avoid
this issue is to develop methods
based on RNA, rather than DNA,
detection because only organ-
isms undergoing protein synthe-
sis will be identified. Even with
this approach, proper sample
preparation and rigorous testing
protocols that include appropri-
ate measures for the prevention
of DNA contaminat ion are a
necessity. An initial culture step
can also help in some cases to
identify viable organisms. “False
positives pose equal risk for the
manufacturer, because it is very
di f f icult to prov ide ev idence
that an initial positive result was
actually false,” says Takle.
False negatives, on the other
hand, present a risk to patients
and are of greatest concern to
regulatory agencies. This concern
is alleviated by ensuring that
the rapid mycoplasma method
has the necessary level of sensi-
tivity for a wide range of myco-
plasma species. The preparation
and characterization of quality
mycoplasma stock samples for
determination of comparability is
crucial for successfully achieving
this goal. Details are outlined in
the World Health Organization
I n t e r n a t i o n a l S t a n d a r d t o
Harmonize Assays for Detection
of Mycoplasma DNA (1).
SIMILAR ADOPTION RATE EXPECTED GOING FORWARDThe adoption of rapid myco-
pla sma test ing for b iopha r-
maceut ica l manufac tur ing is
expected to continue at the slow
rate observed in recent years. To
date, only a handful or so (6–12)
methods have been approved,
and mainly for new products,
according to Takle. He expects,
though, that as more new bio-
logic drug products are approved
with rapid mycoplasma testing as
part of their filings, the number
of methods used in the industry
will increase, even for existing
products.
“Because the compendia method
takes so long, most biopharmaceu-
tical companies are investigating
the potential of rapid mycoplasma
testing in some form for various
applications. It will take longer for
implementation of these newer
methods for existing products,
though, because the expectations
for demonstrating comparability
are very high,” Takle explains.
Advances in PCR technology
are helping as well. The panels
of mycoplasma organisms that
can be detected with PCR con-
tinue to expand, and improve-
ments in PCR reagents have led
to improvements in the sensitiv-
ity, accuracy, and robustness of
many rapid mycoplasma meth-
ods, according to Takle. He also
notes that many newer methods
have been designed specifically
to address ease-of-use issues. The
more ef fect ive automation of
sample preparation steps has also
been important. “These advances
h ave s i g n i f i c a nt ly r e duc e d
the amount of hand-on t ime
required to perform some rapid
tests,” comments Duguid.
BIOPHARMA WEIGHS IN-HOUSE VS. OUTSOURCED MYCOPLASMA TESTINGA number of testing labs now
offer rapid mycoplasma PCR test-
ing services, but in general, larger
biopharmaceutical manufacturers
tend to prefer to keep this test-
ing in-house at present. “Since
both false-positive and false-neg-
ative results can have far-reach-
ing impacts, companies with the
resources to do their own rapid
mycoplasma testing often do so
to retain control over the pro-
cess,” Takle comments. As rapid
mycoplasma testing becomes more
commonplace and both manufac-
turers and testing labs gain more
experience with these methods,
he expects that outsourcing will
likely increase.
Merck is currently investigat-
ing the use of rapid mycoplasma
testing for new products and is
also looking at its application for
some existing products. Vericel
uses nucleic acid-based rapid
mycoplasma testing for raw mate-
rial testing, in-process testing,
and final product release test-
ing of autologous cell therapy
products, and has validated and
implemented a rapid mycoplasma
test for an autologous cell ther-
apy approved for marketing in
Europe. This test will likely also
be included with future US regu-
latory submissions.
REFERENCE 1. M. Nübling et al., Appl. Environ.
Microbiol. 81(17), pp. 5694-702. ◆
Analytical Testing

December 2015 www.biopharminternational.com BioPharm International 59
The pharmaceutical industry is
being transformed by the suc-
cess of protein-based therapeu-
tics (biologics). In 2012, biologics
sales in the United States topped $63 bil-
lion, up 18.2% from 2011 (1). Additionally,
it is estimated that half of new drug
approvals in 2015 will be biologics, with
this trend forecasted to increase over the
next decade (2).
Many classes of biologics are recom-
binant secretory proteins (e.g., antibod-
ies, fusion proteins, growth factors,
cytokines, etc.) that possess post-trans-
lational carbohydrate modifications of
certain asparagine residues (N-glycans)
or serine/threonine residues (O-glycans).
The structure and composition of gly-
cans can dramatically affect the stability,
bioactivity, and pharmacokinetics of a
biologic drug. Most biologics are recom-
binant N-glycosylated proteins that are
derived from non-human protein expres-
sion systems such as Chinese hamster
ovary (CHO) cells (3). Glycan structure
and composition are particularly sensitive
to changes in a biologic’s manufacturing
environment, such as process improve-
ments, scale-up, and method transfers.
As such, glycan structure is designated a
critical quality attribute (CQA) that must
be monitored during manufacturing, and
the glycan profile of a finished product is
used to assess the consistency of a manu-
facturing process from batch to batch.
STRUCTURAL ANALYSIS OF N-GLYCANSWorkflows that enable N-glycan struc-
tural analysis are complicated and have
historically involved sample-process-
ing methods that are slow, labor inten-
sive, multi-stepped, and dimensional.
Conventional preparation of N-glycans
derived from monoclonal antibod-
ies (mAbs) and immunoglobulin Gs
(IgGs) generally proceeds as outlined in
Figure 1. Typically, fluorescently labeled
N-glycans are produced and analyzed
using liquid chromatography (LC) cou-
pled to fluorescent detection (FLR), LC
with detection using mass spectrom-
etry (MS), or capillary electrophoresis
(CE) with laser-induced fluorescence
(LIF). There is currently no single stan-
dardized protocol within the pharma-
ceutical industry for N-glycan analysis
and most organizations have developed
customized workflows to suit their
individual needs (4). This landscape
is rapidly changing, however, as
industry demands have increased for
more standardized workf lows that
permit faster, more accurate, higher
throughput, reproducible, and quan-
titative structural characterization of
N-glycans. Recent advances in sample
preparation and analysis of N-glycans
that are enabling better quality testing
of N-glycans of biologics are reviewed
here.
ADVANCES IN N-GLYCAN SAMPLE PREPARATIONThe field has seen remarkable recent
advances in the range, supply, and
quality of reagents, consumables, and
analytical instrumentation aimed at
improving glycan analysis. An impor-
tant area of improvement has been in
N-Glycan Composition Profiling for Quality Testing
of BiotherapeuticsRebecca Duke and
Christopher H. Taron
Advances in glycan analysis are enhancing
biologics development
and quality control
processes.
Rebecca Duke is a postdoctoral
researcher, and Christopher H. Taron
is scientific director, Protein Expression
and Modification Division, both at
New England Biolabs, Ipswich, MA.
Quality Testing

60 BioPharm International www.biopharminternational.com December 2015
Quality Testing
AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
TH
E A
UT
HO
RS
sample preparation methods that
have been considerably stream-
lined from day to hour times-
cales. New methods are now also
higher throughput, and analyses
in 96-well formats are feasible
using robotic liquid handling plat-
forms. A 384-well sample prepa-
ration method was reported for
analysis of N-glycans derived
from IgG using LC–FLR (5). This
study marked a significant step
toward bringing the throughput
of glycomics closer to the realm of
genomics. Additionally, the field
has seen the recent emergence of
turnkey commercial sample prepa-
ration kits that permit glycans to
be rapidly liberated from glycopro-
teins and labeled for analysis.
Enzymatic release of N-glycans
A key early step in N-glycan com-
position profiling involves com-
plete and unbiased removal of
N-glycans from a target glycopro-
tein. N-Glycan release typically
involves denaturing a protein
with a reducing reagent (e.g.,
dithiothreitol [DTT]), sodium
dodecyl sulfate [SDS], and an
alkylating reagent (e.g., iodo-
acetamide [IAA]), respectively,
prior to enzymatic release of gly-
cans with peptide N-glycosidase
F (PNGase F). This process has
severa l technica l drawbacks:
SDS inhibits the funct ion of
PNGase F, long PNGase F diges-
tions are typically required (two
hours to overnight) and often
not all N-glycans are completely
released, and the presence of
detergent or SDS in a sample is
detrimental to downstream anal-
ysis using MS.
The field has moved to eliminate
these technical complications. A
first improvement was the devel-
opment of RapiGest SF (Waters
Corporation), an acid (H+) cleav-
able MS and PNGase F ‘friendly’
labile surfactant. RapiGest SF dena-
tures a mAb in approximately
three minutes in the absence of
DTT, eliminating the need for
time consuming clean-up steps
prior to MS analysis. RapiGest SF
has also been reported to reduce
the amount of time needed for
PNGase F digestion from overnight
to approximately two hours (6);
although in this study, N-glycan
release was not entirely complete.
A second improvement has been
the development of Rapid PNGase
F (New England Biolabs), a novel
MS-compatible composition of the
enzyme that permits complete and
unbiased release of all N-glycans
from mAbs and fusion proteins in
10 minutes (7).
Figure 1: Schematic illustrating the steps of a typical sample processing method for N-glycan analyses of monoclonal
antibodies (mAbs) and IgGs. Most N-glycan sample preparation workflows consist of these general steps, but additional
technical options could also be employed.
Fab
Fc
2. De-glycosylation
1. Denaturation
8� Monoclonal antibody (e.g., mouse, chimeric, humanized)
8� Digestion with peptidases (e.g., trypsin)
8� Reduction of disulfide bonds using carbomethylating agents (e.g., dithiothreitol
[DTT] or mercaptoethanol [ME])
8� Alkylation of cysteine (Cys) residues using reagents such as iodoacetamide (IAA)
8� Ionic and non-ionic detergents (e.g., sodium dodecyl sulfate [SDS], NP-40 and Triton)
8� Pre-labeling clean up using Solid phase extraction (SPE) with reverse phase (RP)
resins such as C8 and C18
8� Desalting prior to labeling using porous graphitized carbon (PGC)
8� Precipitation of proteins using organic solvents
8� Fluorescent labeling using Schiff base or carbamate chemistry
8� Solid phase extraction (SPE) to remove excess free label using hydrophilic resins
functionalized with amide, diol or microcrystalline cellulose
3. Purification
4. Labeling
5. SPEDiol
HO H2N
HO
O
R RSi
O
O
R
R
RSi
HILIC
8� Treatment with endoglycosidases or Peptide N-Glycosidase F (PNGase F)
8� Chemical release of N-glycans using hydrazinolysis or -eliminationβ

December 2015 www.biopharminternational.com BioPharm International 61
Quality Testing
In addition to PNGase F, several
other endoglycosidases are now
available for application in gly-
can profiling workflows (8). For
example, peptide-N-glycosidase A
(PNGase A) can be used for pro-
filing N-glycans from proteins
derived from plant or insect cells
and that contain a core Į(1,3)-
linked fucose, a modification
that is recalcitrant to PNGase F
digestion. Additionally, endogly-
cosidases (e.g., Endo D, H, F1, S,
and S2) cleave within the chitobi-
ose core of N-glycans (Figure 2A).
Endoglycosidases S and S2 work
more eff iciently than PNGase
F under native conditions and
can selectively remove classes of
N-glycans from the fragment crys-
tallizable (Fc) region of IgG (i.e.,
hybr id versus high mannose
N-glycans). This method of degly-
cosylation is often useful for inves-
tigation of the role glycosylation
plays in the biological activity of a
target glycoprotein. Additionally,
antibody subunit fragmentation
proteases (e.g., single site hinge or
upper hinge region cleavage) are
commercially available and can be
used in combination with endogly-
cosidases to permit separate analy-
sis of N-glycans derived from the Fc
or fragment antigen-binding (Fab)
regions of antibodies (Figure 2B).
These tools are expanding the
breadth of applications for which
N-glycan profiling can be used.
Fluorescent labeling of glycans
Recent advances in N-glycan
labeling chemistries have yielded
tremendous improvements in
both labeling speed and ana-
lytical sensitivity. There are two
basic labeling strategies that are
typically employed in analytical
workflows: Schiff base (SB) con-
densation and reactive carbamate
chemistry (Figures 3A and 3B).
Both methods are used after gly-
cans are released from a protein by
PNGase F. The PNGase F reaction
produces a glycan product with
a transient glycosylamine moi-
ety on the N-acetylglucosamine
(GlcNAc) that was formerly linked
to asparagine. This GlcNAc can be
converted from a glycosylamine
form to a reducing sugar form
thereby enabling use of SB con-
densation with amine functional-
ized fluorophores (Figure 3A). The
most frequently used fluorophore
is 2 -aminobenzamide (2 -AB);
Figure 2: (A) Schematic summarizing the general specificity of selected endoglycosidases. Endo S removes Fc N-glycans
from IgG only. (B) Antibody fragmentation enzymes currently available (New England Biolabs, Promega, and Genovis). IdeZ/
IdeE (Steptoccocus equi) cleaves the upper hinge region of human IgG’s but has higher activity towards mouse IgG’s than
IdeS (Streptoccocus pyogenes), particularly mouse IgG2a. GingisKHAN (KGP) cleaves human IgG1 at a single site above
the hinge region. SpeB (Streptoccocus pyogenes) digests IgG’s from many species and subclasses. (C) Hinge sequence
showing cleavage specificity. The cysteine residues of disulfide bonds are indicated in red.
4β 4β
4β 4β3
6α
α
4β 4β3
6α
α
4β 4β3
6α
6α
α
3
6α
α
4β
2β
2β
2β
4β
3
6α
α
3
6α
α
Chitobiose core – ‘endo’ cleavage site
(A) (B) Antibody Subunit Fragmentation
KGP
SpeB,
Fab and Fc
Fab
Fc
IdeS
IdeZ/IdeE
Fc + F(ab’)2
Endo S
upper lower
Hinge sequence: S-C-D-K-T-H-T-C-P-P-C-P-A-P-E-L-L-G-G-P-S-V(C)
KGP SpeB IdeS /IdeZ /IdeE
Pauci-mannose
High-mannose
Hybrid
Endo D
Endo H, F1
Endo S
(IgG Fc)
Endo S2
(IgG Fc)

62 BioPharm International www.biopharminternational.com December 2015
Quality Testing
however, several other f luores-
cent compounds are commercially
available that are tailored for vari-
ous downstream applications (e.g.,
triple charged 8-aminopyrenetri-
sulfonic acid [APTS] for CE, and
protonatable procainamide (Proc)
for enhanced ionization in positive
mode MS) (Figure 3C).
An important advance has
been the development of a new
generation of ‘instant’ labels.
These compounds are based on
the reaction of activated fluores-
cent carbamates (e.g., InstantAB
from Prozyme, 6-aminoquinoyl
N-hydroxysuccinimidyl carba-
mate [AQC], and RapiFluor from
Wate r s) w ith g lycosylamine
(Figure 3D). Compared to SB con-
densation that has a reaction
time of 2–4 hours at approxi-
mately 65 °C, this chemistry
takes place at room temperature
in just minutes. The RapiFluor
label was rationally designed to
combine the strong fluorescence
emission of AQC and the ioniza-
tion benefits of a tertiary amine
(Figure 3D). This label allows a sin-
gle sample preparation to enable
two-dimensional (2-D) glycan
analysis using off line LC–FLR
and MS or online LC–FLR–MS.
It is conceivable that many cur-
rently used f luorescent glycan
labeling reagents could be syn-
thesized in an ‘instant’ format by
reaction with N-N-disuccinimidyl
carbonate. Procainamide is now
commercially available as an acti-
vated carbamate, referred to as
InstantPC (from Prozyme).
Solid-phase extraction (SPE)
Another important aspect of
N-glycan sample preparation is
solid-phase extraction (SPE). SPE
is commonly used to separate gly-
cans that have been fluorescently
derivatized from excess free fluo-
rophore that can obscure glycan
peaks during chromatography.
Often the mAbs analyzed in bio-
pharmaceutical quality control
environments are pure finished
products. In this case, develop-
ment of an effective SPE method
can be relatively straightforward,
especially when the expected rep-
ertoire of glycan structures (e.g.,
glycan size and charge state) is
known. When the sample matrix
is more complicated and biological
analytes and impurities are pres-
ent, an effective SPE strategy that
does not result in a large decrease
in glycan yield must be deter-
mined empirically. In fact, such
samples may require more rigorous
clean up, and pre-labeling SPE may
also be required.
Recently, an alternative to the
traditional cartridge-based SPE
was developed. It involves the
extraction of free N-glycans from
solution using hydrazide function-
alized beads (9). This approach,
termed glycoblotting, was used
to profile N-glycans from human
serum proteins and IgG, cells,
organs, and plant tissues in high
throughput (HTP) formats. Its suc-
cess led to the commercialization
of high-density hydrazide beads,
BlotGlyco (S-BIO). With the emer-
gence of HTP N-glycan profil-
ing, SPE in a 96-well format has
become more commonplace with
options including HyperSep Diol
(Thermo Scientific) and hydro-
philic interaction liquid chroma-
tography (HILIC) (Waters and Nest
Group).
ADVANCES IN GLYCAN SEPARATIONS AND DATA ANALYSISAdvances in separation technolo-
gies have played a critical role in
the progress of glycoanalytics.
Several instrument configurations
permit separation and analysis
of fluorescently labeled glycans.
Common approaches involve first
separating labeled glycans by LC or
CE ahead of their structural analy-
sis. Both technologies have signifi-
cantly improved in resolution and
throughput over the past decade.
Figure 3: (A) 2-Aminobenzamide (2-AB) and (B) InstantAB N-glycan labeling
using Schiff Base and reactive carbamate chemistry, respectively. (C) Selection
of amine functionalized fluorophores frequently used for Schiff Base labeling. (D)
Features of instant labels and the examples AQC and RapiFluor.
H2NH2N
H2N
H2N
H2N
N
N
H
H2N
H2N
NH2
NH2
NH2
H2N
HO
HOOH
(A) (C)
(B)
(D)
Rapid Labels
2-aminobenzamide (2-AB)
Schiff base condensation
Activated carbamate chemistry
Activated carbamate
6-aminoquinolyl-N-hydroxysuccinimidylcarbamate(AQC)
fluorophore
RapiFluor
Charge Tag
InstantAB
glycosylamine
reducing sugar
Procainamide (Proc)
8-aminopyrene-1,3,6 -
trisulfonic acid (APTS)
2-aminobenzoic acid
(2-AA)
2-aminoacridone (AMAC)
2-aminopyridine (AP)
OH
OH
OH
NH
NH
HN
RO
RO
O
O
O
O
O
O
O
O O
O O
S
S S
Na+
Na+ Na+
-O
-O-O
HO
HO
HO
OH
OH
OH
NH
NH
HN
HN
N
HCLHN
RO
RO
O O
HN
N
O
O
O
O
HN
N
O
RR = or
O
O
O
HN
N
N
O
O
O
O HN
N
N
OHN
N
O
O
O
O
O
O
O
OO
O
O

December 2015 www.biopharminternational.com BioPharm International 63
Quality Testing
Ultra-High Performance
Liquid Chromatography
A major advance has been the
development and commercializa-
tion of ultra-high performance
liquid chromatography (UHPLC),
liquid chromatography systems
capable of functioning at high pres-
sures (e.g., 10,000 psi). These sys-
tems offer shorter sample run times
and greater resolution than older
HPLC systems. Additionally, in
the past, characterization of com-
plex N-glycan structures typically
required multiple offline chromato-
graphic techniques (referred to as
2- and 3-D analyses). Considerable
time is now being saved by online
coupling of UHPLC systems fit-
ted with HILIC columns to both
fluorescence detection (FLR) and
tandem mass spectrometry (MS/
MS) systems. Such powerful ana-
lytical systems are now becoming
mainstream and are amenable for
use in biopharma for simultaneous
relative quantification of N-glycans
(FLR) and structure confirmation
using accurate mass and fragmen-
tation. Adding to the strength
of HILIC–UPLC platforms is the
relational database GlycoBase3+
(NIBRT), which contains normal-
ized retention times for glycans
expressed as glucose unit (GU)
values (10). This resource contains
more than 600 GU values and is
a powerful tool that can assist in
structural assignments.
Capillary electrophoresis
Capillary electrophoresis (CE) is
an established analytical tech-
nique routinely used in the bio-
pharmaceut ica l indust r y for
the separation of f luorescently
labeled N-glycans. CE utilizes an
applied voltage to separate ions
based on their electrophoretic
mobility. Typical instrumenta-
tion consists of a high-voltage
power supply; a sub-millimeter,
micro, or nanofluidic capillary;
and a LIF or MS detector. For
N-glycan profiling, CE sample
run times are fast, and the tech-
nique is ideally suited to mul-
t iplex ing and r unning h igh
numbers of samples with low
concent rat ion, wh i le ma i n-
taining high resolution. Multi-
capillary CE, as designed for DNA
sequencing, is now routinely
combined with on-column LIF
detection. Direct structural infor-
mation on the glycan peaks in
the electrophoretic profile, how-
ever, is not obtained. This is
changing with the development
of glycan mobility databases and
related bioinformatics tools to
help assist structure assignments.
Currently, character izat ion is
performed using co-migration
w ith commerc ia l ly ava i lable
standards and exoglycosidase
treatment followed by analysis of
migration shifts. In 2014, Agilent
and Picometrics described the
first online CE–LIF–MS instru-
mentation for biopharmaceuti-
cal applications (11). Also, recent
efforts have focused on develop-
ing methodology to deliver CE–
MS profiles that can be compared
to those generated using standard
CE–LIF of ATPS labeled glycans,
so that unidentified peaks can be
more easily assigned (12).
Exoglycosidase sequencing
The structures in each chromato-
graphic peak of a glycan profile
must be sequenced to ensure the
quality of a biopharmaceutical.
This is often done with fragmen-
tation MS. Treatment of samples
w ith exoglycosidases hav ing
Figure 4: (A) Exoglycosiadase enzymes typically used to digest fluorescently
labeled N-glycans derived from a mAb produced in Chinese hamster ovary
(CHO) cells. Enzymes are Neuraminidase A from Arthrobacter ureafaciens
(ABS) for removal of α(2-3,6,8,9) linked sialic acid, Bovine Kidney Fucosidase
(BKF) for removal of core and outer arm fucose in α(1-2,3,4,6) linkages, β-N-
Acetylglucosaminidase S from Streptoccocus pneumoniae (GUH) for removal
of β(1-2,3,4,6) linked N-acetylglucosamine and Bovine Testes Galactosidase
(BTG) for removal of β(1-3,4) linked galactose. (B) hydrophilic interaction liquid
chromatography-fluorescent (HILIC–FLR) profiles depicting enzyme array
digestion of 2-AB labeled human serum IgG N-glycans.
(A) (B)
UND
ABS
ABS+BKF
ABS+BKF+BTG
ABS+BKF+BTG+GUHM3
HILIC Retention Time (RT)
N-Acetylneuraminic acid (NANA)
N-Acetylglucosamine (GlcNAc)
Mannose (Man)
Fucose (Fuc)
Galactose (Gal)
Neuraminidase A
(ABS)
-N-Acetylglucosaminidase S
(GUH)
-Galactosidase
(BTG)
Sequential
Exoglycosidase
Digestion
‘Core’ N-glycan (M3)
Fucosidase
(BKF)6 4
4 4
4
2
3
26
6
6
β
β
β
β
β
β
β β
α
α
α
α
4 43
6β β
α
α
α

64 BioPharm International www.biopharminternational.com December 2015
Quality Testing
highly defined specificities, how-
ever, can enhance st ructural
interpretations. Exoglycosidases
sequentially remove monosac-
charides from the non-reducing
end of a glycan, and give infor-
mation about the type of sugar
removed and how it was linked
(anomer and linkage) to the gly-
can (Figure 4) (2). The use of exo-
glycosidase digestion panels to
decipher N-glycan structure is an
experimentally straightforward
approach that was first described
in the 1980s (13). For many years,
however, the supply and purity of
these reagents was inconsistent.
An import advance has been the
development of recombinant and
highly pure versions of the field’s
preferred exoglycosidases for gly-
can sequencing applications that
are manufactured under ISO9001
and ISO13485 quality standards
(New England Biolabs).
FUTURE TRENDS IN GLYCAN ANALYSISTechnical advances in glycan
analysis will enable better defini-
tion of the guidelines for assess-
ing the glycan composition of
biologics. Currently, there is
still a lack of clarification on the
level of glycan characterization
required for any given biologic,
or what deviations in glycosyl-
ation are acceptable, generating
potential commercial and legal
risks for companies (14). Federal
agencies such as FDA, European
Medicines Agency (EMA), and
National Institute for Standards
and Technology (NIST), as well as
academic organizations like the
Minimum Information Required
for a Glycomics Exper iment
(MIRAGE), are improving guide-
lines and analytical standards.
These improved guidelines have
aided many companies in devis-
ing custom in-house programs to
show that they understand, mea-
sure, and control the glycosylation
of their products. However, more
rigorous industry standardization
is needed.
Advances in N-glycan analysis
will continue to enable impor-
tant possibilities in biotech and
d r ug manufac t u r ing beyond
quality control of biotherapeu-
tics. The ability to more read-
ily assess glycan structure opens
a world of opportunit ies that
a f fec t many aspec ts of drug
development. In the next decade,
it is likely that faster and simpler
glycan analysis will be routinely
used on-line to address glycan
composition during a manufac-
turing process. This will allow
faster troubleshooting of altered
glycosylation and the effect of
varying bioprocessing parame-
ters on glycan structure to be
bet ter understood. Improved
analytics will allow the tailor-
ing (glycoengineering) of glycan
composition to create more effi-
cacious biologics or bio-betters
to become more commonplace
in the drug-discovery process.
Glycoengineering may also pro-
vide new options for developing
intellectual property positions
a round novel drugs. Fina l ly,
inc reases in the throughput
of glycan analysis promises to
improve cell line development
processes, whereby manufac-
turing lines that have the best
yields and most desired glycan
profiles can be identified.
With regards to glycan analysis
workflows and instrumentation,
the field will continue improving
on speed, automation, through-
put, and sensit iv it y. Sample
preparation methods will likely
continue toward higher through-
put platforms (e.g., 384 well) and
those capable of profiling highly
hete rogeneous g lycosylat ion
from complex sample matrices.
Additionally, use of exoglycosidase
arrays as part of sample prepara-
tion will likely become more com-
monplace and will improve the
quality of data interpretation.
Finally, instrumentation may
move closer toward the dream of
fully automated sample prepara-
tion, analysis, and interpretation
of data in a single machine. For
example, HPLC chip technology
systems have implemented re-
usable microfluidic chips for the
online de-glycosylation of mAbs,
followed by enrichment, separa-
tion, and ionization of glycans. It
is anticipated that future methods
may further explore miniaturiza-
tion and automation of sample
preparation and analysis. Such
concepts may one day help move
glycan analysis from the realm
of a specialty skill to that of a
routine analysis that can be per-
formed by any technician.
REFERENCES1. S. Aggarwal, Nat. Biotechnol.
32 (1), 32-39 (2014).
2. S. A. Berkowitz, J. R. Engen, J. R.
Mazzeo, and G. B. Jones, Nat. Rev.
Drug Discov. 11(7), 527-540 (2012).
3. O. Hossler, S.F Khattak, and
Z.J. Li, Glycobiology. 19
(9), 936–949 (2009).
4. K. Mariño, J. Bones, J. J. Kattla,
and P. M Rudd, Nature Chem.
Biol. (6), 713-723 (2010).
5. H. Stöckmann, R. M. Duke, S. M.
Martín, and P. M. Rudd, Anal. Chem.
87 (16), 8316–8322 (2015).
6. Y. Q Yu, M. Gilar, J. Kaska, and J.
C. Gebler, Rapid Commun. Mass
Spectrom; 19, 2331–2336 (2005).
7. A. Bielik et al., “Novel Formats
of PNGase F for N-Glycan
Removal Workflows and
Applications”, DOI: 10.13140/
RG.2.1.3263.3442, abstracts of
Well Characterized Biotechnology
Pharmaceutical (WCBP) Conference
(Washington, DC, Jan, 2015).
8. M. Collin and, A. Olsen, EMBO J.
20 (15), 3046-3055 (2001).
9. M. Abe; Polym. J. 44, 269−277 (2012).
10. M. P. Campbell, L. Royle, C. M.
Radcliffe, R. A. Dwek and, P. M. Rudd,
Bioinformatics. 24, 1214−1216 (2008).
11. L. A. Gennaro and O. Salas-
Solano, Anal. Chem. 80 (10),
3838-3845 (2008).
12. S. C. Bunz, E. Rapp, and C. Neususs,
Anal. Chem. 85, 10218-10224 (2013).
13. P. M. Rudd, et al, Nature.
388, 205-207 (1997).
14. J. Fournier, BioPharm International
28 (10), 32-37 (2015). ◆

December 2015 www.biopharminternational.com BioPharm International 65
Regulatory Beat
New Technology Showcase
Pa
ge h
ea
de
r im
ag
e: A
rth
ur
S. A
ub
ry/G
ett
y I
ma
ge
s
ONLINE VIABLE CELL DENSITY MONITORING BY HAMILTONHamilton’s Incyte, viable cell density sensor, enables
measurement of viable cells without influence from
changes in the media, microcarriers, dead cells, or
debris. It is designed for mammalian cell culture,
yeast, and high density bacterial fermentation. Its
12 mm diameter, PG13.5 mounting thread, and 120, 225, 325, and 425 mm lengths
fit all reactor sizes. Either 2 or 4 sensors connect to the Arc View Controller, which
displays, records, and exports measurement data in 4-20 mA, OPC, or Modbus
formats. Hamilton Company, tel. 888.525.2123, www.hamiltoncompany.com
LABORATORY SERVICESAs a member of Eurofins’ BioPharma
Product Testing Group—the
largest network of harmonized bio/
pharmaceutical GMP product testing
laboratories worldwide—Eurofins
Lancaster Laboratories supports all functional areas of bio/pharmaceutical
manufacturing, including method development, microbiology, process
validation, and quality control throughout all stages of the drug
development process. Eurofins Lancaster Labs, tel. 717.656.2300,
www.EurofinsLancasterLabs.com
HIGH CAPACITY PROTEIN A RESIN FROM TOSOH BIOSCIENCEProtein A resins constitute a substantial cost in
state-of-the-art mAb purification processes.
Factors such as operating cycles, capacity, and
mAb titer can have an impact on total costs
associated with mAb purification. High capacity
TOYOPEARL AF-rProtein A HC-650F resin from
Tosoh Bioscience LLC has a binding capacity of >70 g/L, generating increased
product throughput, reduced operating costs and increased manufacturing
productivity. Tosoh Bioscience, tel. 484.805.1265, www.tosohbioscience.com
WYATT TECHNOLOGY’S μDAWN™ The μDAWN™ is the first multi‐angle
light scattering (MALS) detector that
can be coupled to any UHPLC system
in order to determine absolute
molecular weights and sizes of
polymers, peptides, and proteins or other biopolymers directly, without
using column calibration or reference standards. Wyatt Technology’s
μDAWN™ connects to the Optilab® UT‐rEX™, the first refractive index
detector for UHPLC. Wyatt Technology, tel. 805.681.9009, www.wyatt.com
AD INDEX
Company Page
ABZENA 37
EMD MILLIPORE 22–23
EMERGENT BIOSOLUTIONS 26–27
EPPENDORF NORTH AMERICA 67
EUROFINS LANCASTER LABORATORIES 18–19
FINESSE SOLUTIONS 68
GE HEALTHCARE LIFE SCIENCES 5
HAMILTON CO 34–35
PARENTERAL DRUG ASSOCIATION 46–47
PROTEIN SIMPLE 7
SGS LIFE SCIENCE SERVICES 30–31
TOSOH BIOSCIENCE 2, 41
WATERS CORP 15
WYATT TECHNOLOGY CORP 10–11
PRODUCT SPOTLIGHT
Filters Allow Direct Mammalian Cell Harvest Developed for high-capacity, direct mammalian cell harvesting, Pall’s single-use Stax depth filter with Hyperion technology provides efficient removal of cells and cellular debris for volumes up to 2000 L, with a reduced filter area. The technology simplifies the process and reduces cost and space requirements because no intermediate centrifugation step or addition of flocculation media is necessary. The patented capsule design has greater flexibility and ease of use than traditional depth filter technologies. Stax capsules eliminate the need for stainless-steel housings. The system chassis is designed for assembly and use by a single operator and provides a disposable platform in which the operator can load, operate, and unload using an ergonomically designed vertical orientation.
Pall
www.pall.com

66 BioPharm International www.biopharminternational.com December 2015
BIOLOGICS NEWS PIPELINE
IN THE PIPELINE
Amgen’s Biosimilar BLA for ABP 501 Submitted to FDA
Amgen announced the submission of a biologics
license application (BLA) with the FDA for ABP 501,
a biosimilar candidate to Humira (adalimumab).
This represents Amgen’s first BLA submission using
the 351(k) biosimilar pathway.
ABP 501 is a biosimilar candidate to adalimumab, an
anti-TNF-α-monoclonal antibody, which is approved
in many countries for the treatment of various inflam-
matory diseases. Amgen’s BLA submission includes
analytical, clinical, and pharmacokinetic data. Phase
III comparative efficacy and safety studies were con-
ducted in both moderate-to-severe plaque psoriasis
and moderate-to-severe rheumatoid arthritis.
The Phase III studies met their primary endpoints,
showing clinical equivalence to adalimumab. Safety
and immunogenicity of ABP 501 were also compa-
rable to adalimumab. Data to support the transition of
adalimumab patients to ABP 501 are included in the
submission.
It was initially unclear whether or not Amgen was in
support of the development of biosimilars. The com-
pany previously said minor changes in formulation
may have significant affects on patient safety. During
an Oct. 28, 2015 third-quarter earnings call, Amgen
CEO, Bob Bradway, said the company was preparing
to file clinical trial data with FDA for ABP 501, and
expected legal pushback from AbbVie, the original
developer of Humira.
AbbVie CEO Richard Gonzalez has said the com-
pany plans to aggressively defend its patents for
Humira from biosimilar competitors, many of which
will protect the product until 2022. AbbVie currently
has 70 patents protecting Humira, and the company
expects nearly $18 billion in global sales will come
from Humira alone. Amgen currently has nine biosim-
ilar molecules in development and is expected to
launch ABP 501 in 2017.
Rice University Scientists Develop
Method to Control Infectivity of Viruses
Scientists at Rice University have developed a
method that uses light to control the infectivity of
viruses and gene delivery to the nuclei of target cells.
The method uses two shades of red light to control
the level and spatial distribution of gene expression
in cells via an engineered virus.
The scientists at Rice built custom adeno-associated
virus (AAV) vectors by incorporating proteins that
naturally come together when exposed to red light,
and break apart when exposed to far red. These natu-
rally light-responsive proteins help the viral capsids—
the hard shells that contain genetic payloads—enter
the host cell nuclei.
The protein pair comprises phytochrome B and its
binding partner phytochrome interacting factor 6
(PIF6), found in thale cress. The researchers generated
host cells that express phytochrome B tagged with a
nuclear localization sequence, a small peptide known
to help shuttle proteins into the nucleus more effec-
tively. The smaller PIF6 was then attached to the out-
side surface of the virus capsid. This is the first time
optogenetic proteins have been used to control the
infectivity of viruses.
According to Suh, the platform may be used in
the future to control what cells and tissues express,
and at what level. The strategy could also find use in
tissue-engineering applications like bioscaffolds for
implantation.
Adaptimmune and Universal Cells Collaborate
to Develop Allogenic T-Cell Therapies
Adaptimmune Therapeutics, a clinical-stage biophar-
maceutical company focused on cancer immuno-
therapy products, and Seattle-based Universal Cells,
a genome-editing company developing universal
donor stem cells, have entered into a collaboration
and license agreement for the development of alloge-
neic T-cell therapies.
The enhanced T-cell technology involves the
selective engineering of cell surface proteins (T-Cell
Antigen Receptors) and class I and class II human leu-
kocyte antigen proteins, without the use of nucleases,
to develop universal T-cell products. The companies
are planning to develop off-the-shelf allogeneic affin-
ity-enhanced T-cell therapeutics to treat large patient
populations.
Under the terms of the agreement, Universal Cells
will grant Adaptimmune an exclusive, sub-licens-
able, worldwide license to use, sell, supply, manu-
facture, import, and develop products and services
utilizing Universal Cells’ technology within the
T-cell immunotherapy field. Universal Cells will
receive an upfront license and start-up fee of $5.5
million, and will be eligible for up to $41 million
in milestone payments for certain development
and product milestones. Universal Cells would also
receive a profit-share payment for the first product
and royalties on sales of other products utilizing its
technology.

From R&D to production—
all from one source.
www.eppendorf.comEppendorf® and the Eppendorf logo are registered trademarks of Eppendorf AG, Germany. New Brunswick™ is a trademark of Eppendorf AG, Germany.
DASGIP® is a registered trademark of DASGIP Information and Process Technology GmbH, Germany. U.S. Design Patents are listed on www.eppendorf.com/ip.
All rights reserved, including graphics and images. Copyright ©2015 by Eppendorf AG.
> 60 mL to 2,400 L working volumes
> Parallel benchtop bioreactor systems
> Autoclavable and SIP fermentors
> Rigid-wall single-use vessels with 65 mL
to 40 L working volume
> Precise and intuitive process control
> Comprehensive information management
The Eppendorf bioprocess portfolio
combines the DASGIP® and
New Brunswick™ product lines
to offer a complete portfolio of scalable
hardware and software solutions
for R&D, process development,
pilot, and production.
Eppendorf bioprocess solutions—for all your bioprocess needs
We Know Bioprocessing

Wishing you a smart, state-of-the-
art, flexible, and innovative 2015
From all of us here at Finesse