-
8/3/2019 Basic Workshop Technology Mec 113
1/68
UNESCO-NIGERIA TECHNICAL &
VOCATIONAL EDUCATION
REVITALISATION PROJECT-PHASE II
YEAR I- SEMESTER I
THEORY
Version 1: December 2008
NATIONAL DIPLOMA IN
MECHANICAL ENGINEERING TECHNOLOGY
BASIC WORKSHOP TECHNOLOGY
COURSE CODE: MEC113
-
8/3/2019 Basic Workshop Technology Mec 113
2/68
BASIC WORKSHOP TECHNOLOGY COURSE
CONTENT
Subject Basic Workshop Technology
Year 1
Semester 1
Course Code MEC 113
Credit Hours 3
Theoretical 1
Practical 2
CHAPTER 1 : Workshop Safety Week 1 2
CHAPTER 2 : Classification of Machine shop Marking out
tools Assessment 1
Week 3 4
CHAPTER 3 : Machine Shop Measurement Tools And
Type.
Assessment 2Week 5 6
CHAPTER 4 : Use of drilling Machine.
Assessment 3Week 7 8
CHAPTER 5 : Metal Joining Processes.
Assessment 4Week 9 12
CHAPTER 6 : The Use Of Machining Processes.
Assessment 5Week 13 -15
-
8/3/2019 Basic Workshop Technology Mec 113
3/68
3
Table of Contents:CHAPTER 1 : WORKSHOP SAFETY WEEK1
machine
gurad:.......................................................................................................................................safe
lifting heavy materials
....................................................................................................................
Safe use of machines and
tools..........................................................................................................
WEEK 2Safety in the Workshop
.........................................................................................................................Wearing
a safety dress
...........................................................................................................................Safety
shoes
..........................................................................................................................................
Safety goggles
........................................................................................................................................
Correct behavior
....................................................................................................................................
CHAPTER 2 : CLASSIFICATION OF MACHINE SHOP
MARKING OUT TOOLS WEEK3Learning outcomes:
...............................................................................................................................
Introduction:
..........................................................................................................................................Use
of marking out tools:
......................................................................................................................
Production of Simple objects using bench/hand tools
..........................................................................
Maintenance of hand tools:
....................................................................................................................
WEEK 4Use of simple measuring and testing equipments:........
.....
Perform simple measuring exercises
.....................................................................................................
Use of Dail Indicator:
............................................................................................................................
Carry out exercises involving flatness, squareness straithness
e.t.c .....................................................
CHAPTER 3 : MACHINE SHOP MEASUREMENT TOOLS
AND TYPES WEEK 5Learning outcomes:
...............................................................................................................................Introduction............................................................................................................................................
Practical use of different types of drilling
machine...............................................................................Carry
out drilling operatio such as Counter-sink, Counter Boring
........................................................
Grinding Drill Bits
................................................................................................................................Select
Correct Drilling Speed
................................................................................................................
WEEK 6Demonstrate the use of Grinding Machine
...........................................................................................
Calculate Drill Speed
.............................................................................................................................
CHAPTER 4 : USE OF DRILLING MACHINES WEEK 7Learning out comes :
.............................................................................................................................Demonstrate
use of Reamer
...................................................................................................................
Select correct Speed for Reaming Operation
........................................................................................
WEEK 8
Select Correct Tapping Drill Size
..........................................................................................................Select
Correct Taps
................................................................................................................................
Carry Out Tapping operation on the bench,on drilling and Lathe
Machine .........................................
Student results
........................................................................................................................................
-
8/3/2019 Basic Workshop Technology Mec 113
4/68
4
CHAPTER 5 : THE USE OF FITTING TOOLS WEEK 9Learning out comes
...............................................................................................................................
Fabrication Of Metal Container
...........................................................................................................
Joining of Metals by the grooving technique
.........................................................................................Carry
Out soft Soldering
.......................................................................................................................
WEEK 10Assembling of Oxy-acetylene Plant ..... Selection of
various welding Regulators
..............................................................................................
Perform Gas welding by various Welding Technique
...........................................................................
WEEK 11
Regulate Current And Determine Polarity for Metal Arc Welding l
.....................................................
Determine Polarity and select Current
..................................................................................................Perform
Various Arc Welding Joints by Down and up Hand Operation
..............................................
WEEK 12
Threading
..............................................................................................................................................Tapping
.................................................................................................................................................
Practical use of taps
...............................................................................................................................Dieing
....................................................................................................................................................Care
of dies
............................................................................................................................................
Practical application of die
....................................................................................................................
CHAPTER 6 : THE USE OF MACHINING PROCESSES WEEK13
............................................................................................................Controling
Distursion in Welding Operation :
......................................................................................Controling
Distursion by Stop Back method
........................................................................................
Controling Distursion by Skipping
.......................................................................................Apply
Pre and Post Heating Technique
................................................................................................
WEEK 14
WEEK 15
Basic Turning Operations
.....................................................................................................
Practical work
.......................................................................................................................
-
8/3/2019 Basic Workshop Technology Mec 113
5/68
5
WEEK 1: SAFETY PRECAUTION
1.1 OBSERVATION OF WORKSHOP SAFETY
The need for safety
Almost everyone working in a factory/school workshop has at some
stage in his or her career
suffered an injury requiring some kind of treatment or first
aid. It may have been a cut finger
or something more serious. He cause may have been carelessness
by the victim or acolleague, defective safety equipment, not using
he safety equipment provided, the true cause
was most likely a failure to think ahead. You must learn to work
safely. Your workplace will
have its own safety rule so obey them at all times. Ask if you
dont understand any
instruction and do report anything which seems dangerous,
damaged or faulty.
Hazards
Accidents result most commonly for the following reason:
Careless or hurried movement about the workshop causing
collisions or knocking over of
tools or materials. Careless movement is particular dangerous
near machinery.
Loose clothing or long hair becoming caught in revolving parts f
machines, particularly the
drilling spindle.
Failing to secure work properly before commencing machining.Lack
of care in handling hot metal
1.2 GENERAL RULES FOR SAFETY
All injuries, no matter how slight, should be reported
immediately.
Breakages and all damage to equipment should be reported.
A file should never be used without a handle.
The correct size and dye of smiths tongs should be used when
foxing short work.
Hot work being transferred from forge to anvils should be held
downwards close to the
ground, to minimize danger of burns resulting from accidental
collisions with other students.
When preparing the pickle bath for cleaning copper and gilding
metal, the acid must be added
to the water never vice versa.
Behavior
It is very important to study all the safety instructions and
regulations for the work in hand,
but the craftsman should be aware of safe pratice all the time.
He must study the work to be
done, the environment in which it is to be done, the tools to be
used and the best method to be
used. He must realties what the dangers will be I he adopts a
wrong and thoughtless
approach. He must always have a thoughtful and positive approach
to safety for his own sake
and the sake of his workmate
-
8/3/2019 Basic Workshop Technology Mec 113
6/68
6
Fig .1 The Correct Way of dressing in the Workshop.
1.3 PERSONAL SAFETY
To avoid injuries to yourself and your workmates on the shop
floor, the following points must
form part of the general code of behavior:
1. Do not act foolishly on the shop floor.2. Do not operate
machines that you have not used before without learning about
them.3. Always tidy in the workshop4. Always protect your eyes5. Do
not wear loose clothing6. Do not lift heavy loads7. Always protect
your feet8. Do not use hand tools that are not in good condition9.
Make sure all moving machinery is fenced10.Do not run in
workshops11.Do not throw tools or materials about the shop
floor12.Remember to place warning notice on faulty
machines13.Always keep away from suspended loads14.Always cooperate
with your colleagues15.Always protect your hands.
-
8/3/2019 Basic Workshop Technology Mec 113
7/68
7
Fig. 1 The types of Safety goggles in the Workshop.
g. 1.2. Safety footwear and dangers in use of hand
tools.
Safety rules for particular tools, machine
tools and processes
-
8/3/2019 Basic Workshop Technology Mec 113
8/68
8
Files:- File must not be used without handles. The tang can
cause injury to the wrist.
Files with chipped tips are also dangerous.
Spanners:- Spanners of the correct sizes must be used for nuts
to avoid injury to the
user when the spanner slips. Over size spanner also round off
the edges of the nuts. Do
not extend spanner with pieces of tube because this strains the
spanner and the fastening.
Socket Wrenches:- Allen key of the correct size must be used for
socket screws (allen
screws). Worn socket wrenches must never be used as they can
slip and injure the user.
Hammer:- Hammers Must be securely fixed to the handles before
use. Badly fixed
head can fly off while in use and injure co workers.
Chisels:- Chisel with mushroomed heads must not be used as the
sharp edges can cause
injury to the user for the protection.
-
8/3/2019 Basic Workshop Technology Mec 113
9/68
9
WEEK 2 : WORKSHOP SAFETY AND PPE
Guards
Moving machine parts must be
safeguarded to protect operators from
serious injury. Belts, gears, shafts,
pulleys, fly wheels, chains, and other
moving parts must be guarded if there is
a chance they could contact an
employee.
Fig ( 1.4 )
As mentioned before, the hazards associated with moving
machinery can be deadly.
There are three types of barrier guards that protect people from
moving machinery. They
consist of the following:
Fixed guards Interlocked guards Adjustable guards
Safety guards must never be removed when a tool is being used.
For example, portable
circular saws must be equipped with guards. An upper guard must
cover the entire blade
of the saw. A retractable lower guard must cover the teeth of
the saw, except when it
makes contact with the work material. The lower guard must
automatically return to the
covering position when the tool is withdrawn from the work.
Housekeeping
Good housekeeping shall be maintained in all shops, yards,
buildings, and mobile equipment.
Supervisors are responsible for good housekeeping in or around
the work they are
supervising. As a minimum, the following requirements shall be
adhered to:
1. Material shall not be placed where anyone might stumble over
it, where it mightfall on someone, or on or against any support
unless the support can withstand the
additional weight.
2. Aisles and passageways shall be kept clear of tripping
hazards.
-
8/3/2019 Basic Workshop Technology Mec 113
10/68
10
3. Nails shall be removed from loose lumber or the points turned
down.4. Ice shall be removed from all walkways and work areas where
it may create a
hazard or interfere with work to be done. If ice cannot be
removed readily, sand or
other approved materials shall be applied.
5. Trash and other waste materials shall be kept in approved
receptacles. Trash shallnot be allowed to accumulate and shall be
removed and disposed of as soon as
practicable, at least once per shift (or more often if
needed).
6. Disconnect switches, distribution panels, or alarm supply
boxes shall not beblocked by any obstruction which may prevent
ready access.
7. Machinery and equipment shall be kept clean of excess grease
and oil and(operating conditions permitting) free of excessive
dust. Pressure gauges and visual
displays shall be kept clean, visible, and serviceable at all
times. Drip pans and
wheeled or stationary containers shall be cleaned and emptied at
the end of each
shift.
Tutorial 1
-
8/3/2019 Basic Workshop Technology Mec 113
11/68
11
(1) Look at figure (1.5) and write the correct number beside
each statement:
( ) Loose tools carried while mounting a ladder.
( ) Badly arranged tools.
( ) Climbing up on unstable supports.
( ) Carrying things that limit the vision ahead.
( ) Throughing tools.
( ) Lift wood pieces with nails.( ) Uncleaned workshop
floor.
( ) Pointing compressed air on others.
( ) Broken bottles on the ground.
( ) Lift pipes in the middle of the workshop.
( ) Standing bellow lifted materials.
( ) Carrying long bars.
( ) Carrying heavy loads.
( ) Uncovered pits.
(2) Which of the four sketches bellow shows the correct way to
lift a heavy load?
(3) What special precautions should be taken with regard to the
storage of flammablesubstances?
-
8/3/2019 Basic Workshop Technology Mec 113
12/68
12
-
8/3/2019 Basic Workshop Technology Mec 113
13/68
13
-
8/3/2019 Basic Workshop Technology Mec 113
14/68
14
-
8/3/2019 Basic Workshop Technology Mec 113
15/68
15
-
8/3/2019 Basic Workshop Technology Mec 113
16/68
16
-
8/3/2019 Basic Workshop Technology Mec 113
17/68
17
-
8/3/2019 Basic Workshop Technology Mec 113
18/68
18
-
8/3/2019 Basic Workshop Technology Mec 113
19/68
19
WEEK 4: MEASUREMENT
4.1 ELEMENT OF MEASUREMENT
Measurement of components is a vital part of both manufacturing
and inspection
processes. A large percentage of such measurement is concerned
with linear dimension
such as lengths, widths, thicknesses, diameters, etc and this
involves the use of a wide
variety of measuring instruments.
The basic principle of linear measurement is that of comparison
with a standard of length.
The engineers rule is a simple example of such a comparative
measuring standard, the
dimension being read by direct observation. The engraving of the
division on the rule
necessitates the use of another standard of comparison, and in
turn such standards are
indirectly related to the use of an absolute standard of linear
measurement.
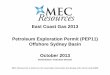
4.2 MICROMETER
The operation of a micrometer depends upon the principle that
the distance moved by a
nut along a screw is proportional to the number of revolutions
made by the nut.
Therefore, by controlling the number of revolutions and
fractions of a revolution made by
the nut, the distance it moves along the screw can be predicted
accurately. This principle
forms the basis of a number of measuring devices. The principle
applies whether the nut
is fixed and the screw rotates or the screw is fixed and the nut
rotates.
In application of the principle the following devices are
needed.
1. A precision screw2. A means of counting one revolution of the
screw.3. A means of measuring parts of a revolution.Examination of
any micrometer measuring instrument will show how these devices
are
incorporated. The screw thread is rotted by the thimble which
indicates the partial
revolution. The whole revolutions are counted on the barrel of
the instrument.
Fig. 4.1 Micrometer scale reading
This article is about the measuring device. For the unit of
length, see micrometre.
-
8/3/2019 Basic Workshop Technology Mec 113
20/68
20
Fig. 4.2 Outside, inside, and depth micrometers
A micrometer pronounced sometimes known as a micrometer screw
gauge, is a
device used widely in mechanical engineering and machining for
precisely measuring,
along with other metrological instruments such as dial calipers
and vernier calipers.
Micrometers are often, but not always, in the form of
calipers.
Colloquially the word micrometeris often shortened to mic.
2.3 TYPES
Basic types
The image shows three common types of micrometers; the names are
based on their
application:
Outside micrometer (aka micrometer caliper) Inside micrometer
Depth micrometer Bore micrometer Tube micrometer
An outside micrometer is typically used to measure wires,
spheres, shafts and blocks. An
inside micrometer is commonly used to measure the diameter of
holes, and a depth
micrometer typically measures depths of slots and steps. The
bore micrometer is typically a
three anvil head on a micrometer base used to accurately measure
inside diameters. Tube
micrometers are used to measure the thickness of tubes.
-
8/3/2019 Basic Workshop Technology Mec 113
21/68
21
Caliper
Fig. 4.3 Vernier Caliper
A caliper (British spelling also caliper) is a device
used to measure the distance between two symmetrically opposing
sides. A caliper can be as
simple as a compass with inward or outward-facing points. The
tips of the caliper are
adjusted to fit across the points to be measured, the caliper is
then removed and the distance
read by measuring between the tips with a measuring tool, such
as a ruler.
They are used in many fields such as metalworking, mechanical
engineering, gunsmithing,
handloading, woodworking and woodturning.
Fig. 4.4 Vernier caliper
Parts of a vernier caliper:
1. Outside jaws: used to measure external lengths2. Inside jaws:
used to measure internal lengths3. Depth probe: used to measure
depths4. Main scale (cm)5. Main scale (inch)6. Vernier (cm)7.
Vernier (inch)8. Retainer: used to block movable part to allow the
easy transferring a measurement
A variation to the more traditional caliper is the inclusion of
a vernier scale; this makes it
possible to directly obtain a more precise measurement.
Vernier calipers can measure internal dimensions (using the
uppermost jaws in the picture at
right), external dimensions using the pictured lower jaws, and
depending on the
manufacturer, depth measurements by the use of a probe that is
attached to the movable head
and slides along the centre of the body. This probe is slender
and can get into deep grooves
that may prove difficult for other measuring tools.
The vernier scales will often include both metric and Imperial
measurements on the upper
and lower part of the scale.
-
8/3/2019 Basic Workshop Technology Mec 113
22/68
22
Vernier calipers commonly used in industry provide a precision
to a hundredth of a
millimetre (10 micrometres), or one thousandth of an inch.
A more accurate instrument used for the same purpose is the
micrometer.
Fig. 4.5 Vernier caliper reading
To read a vernier caliper:
Read the centimeter mark on the fixed scale to the left of the
0-mark on the vernierscale. (2 cm on caliper seen above)
Find the millimeter mark on the fixed scale that is just to the
left of the 0-mark on thevernier scale. (2.5 cm)
Look along the ten marks on the vernier scale and the millimeter
marks on theadjacent fixed scale, until you find the two that most
nearly line up. (0.08 cm)
To get the correct reading, simply add this found digit to your
previous reading. (2.58cm)
Example:
Reading: 2.64
The engineers rule used for making direct measurements depends
upon the uvula alignmentof a mark or surface on the work to be
measured with the nearest division on its scale. This
may appear to be a relatively simple exercise, but in practice
errors can very easily. It is
important when making measurements with an engineers rule, to
have the eye directlyopposite and at 90
0to the mark on the work. If the mark is looked at sideway,
there will be an
error known as parallax.
Fig. 4.6(a) Steel rule
-
8/3/2019 Basic Workshop Technology Mec 113
23/68
23
Fig. 4.6 (b) Using steel rule for measurement
The steel rule should be:
1. Made from hardened and tempered spring steel.2. Engine
divided, that is the graduations should be precision engraved into
the metal.3. Ground on the edges so that it can be used for
scribing straight lien and as a straight
edge when testing a surface for flatness.
4. Satin chrome finished so as t reduce glare, make it easier to
read and preventcorrosion.
-
8/3/2019 Basic Workshop Technology Mec 113
24/68
24
WEEK 5: DRILL AND DRILLING OPERTATION
5.1 DRILL BIT
Fig 5.1. Type of Dill bit
Some drill bits: Spade, lip and spur (brad point), masonry bit,
twist drill
Drill bits are cutting tools used to create cylindrical holes.
Bits are held in a tool called adrill, which rotates them and
provides axial force to create the hole. Specialized bits are
also
available for non-cylindrical-shaped holes.
This article describes the types of drill bits in terms of the
design of the cutter. The other end
of the drill bit, the shank, is described in the drill bit shank
article. Drill bits come in standard
sizes, described in the drill bit sizes article. A comprehensive
drill and tap size chart lists
metric and imperial sized drills alongside the required screw
tap sizes.
The term drill can refer to a drilling machine, or can refer to
a drill bit for use in a drilling
machine. In this article, for clarity, drill bitor bitis used
throughout to refer to a bit for use in
a drilling machine, and drill refers always to a drilling
machine.
-
8/3/2019 Basic Workshop Technology Mec 113
25/68
25
-
8/3/2019 Basic Workshop Technology Mec 113
26/68
26
-
8/3/2019 Basic Workshop Technology Mec 113
27/68
27
Twist drill
The twist drill bit is the type produced in largest quantity
today. It drills holes in metal,
plastic, and wood.
The twist drill bit was invented by Steven A. Morse[1] of East
Bridgewater, Massachusetts in1861. He received U.S. Patent 38,119
for his invention on April 7, 1863. The original
method of manufacture was to cut two grooves in opposite sides
of a round bar, then to twist
the bar to produce the helical flutes. This gave the tool its
name. Nowadays, the drill bit is
usually made by rotating the bar while moving it past a grinding
wheel to cut the flutes in the
same manner as cutting helical gears.
Tools recognizable as twist drill bits are currently produced in
diameters covering a range
from 0.05 mm (0.002") to 100 mm (4"). Lengths up to about 1000
mm (39") are available for
use in powered hand tools.
-
8/3/2019 Basic Workshop Technology Mec 113
28/68
28
The geometry and sharpening of the cutting edges is crucial to
the performance of the bit.
Users often throw away small bits that become blunt, and replace
them with new bits,
because they are inexpensive and sharpening them well is
difficult. For larger bits, special
grinding jigs are available. A special tool grinder is available
for sharpening or reshaping
cutting surfaces on twist drills to optimize the drill for a
particular material.
Manufacturers can produce special versions of the twist drill
bit, varying the geometry and
the materials used, to suit particular machinery and particular
materials to be cut. Twist drillbits are available in the widest
choice of tooling materials. However, even for industrial
users, most holes are still drilled with a conventional bit of
high speed steel.
The most common twist drill (the one sold in general hardware
stores) has a point angle of
118 degrees. This is a suitable angle for a wide array of tasks,
and will not cause the
uninitiated operator undue stress by wandering or digging in. A
more aggressive (sharper)
angle, such as 90 degrees, is suited for very soft plastics and
other materials. The bit will
generally be self-starting and cut very quickly. A shallower
angle, such as 150 degrees, is
suited for drilling steels and other tougher materials. This
style bit requires a starter hole, but
will not bind or suffer premature wear when a proper feed rate
is used.
Drills with no point angle are used in situations where a blind,
flat-bottomed hole is required.These drills are very sensitive to
changes in lip angle, and even a slight change can result in
an inappropriately fast cuttingdrill bit that will suffer
premature wear.
-
8/3/2019 Basic Workshop Technology Mec 113
29/68
29
-
8/3/2019 Basic Workshop Technology Mec 113
30/68
30
-
8/3/2019 Basic Workshop Technology Mec 113
31/68
31
-
8/3/2019 Basic Workshop Technology Mec 113
32/68
32
-
8/3/2019 Basic Workshop Technology Mec 113
33/68
33
-
8/3/2019 Basic Workshop Technology Mec 113
34/68
34
-
8/3/2019 Basic Workshop Technology Mec 113
35/68
35
-
8/3/2019 Basic Workshop Technology Mec 113
36/68
36
-
8/3/2019 Basic Workshop Technology Mec 113
37/68
37
WEEK 8: THE USE OF FITTING TOOLS(THREADING)
ThreadingA thread is a spiral or helical ridge found on nuts
(Internal Thread) and bolts (External threads).
Fig (8.1)
Pitch: is the distance between corresponding points (crests)
Dieing (External Thread):Dies are used for cutting external
threads on round bar or tubes. Dies are made of Hardened High
Carbon Steel or High Speed Steel.
Fig (8.2)
Split die is held in place in the stock. The split permits a
small amount of adjustment in the size of the
die by adjusting the screws in the stock. Since split dies cut
their thread complete in one cut, the die
thread are tapered and back off for one third of their
length.
-
8/3/2019 Basic Workshop Technology Mec 113
38/68
38
Fig (8.3)
Tapping (Internal thread):
Taps are used to cut the internal screw threads. Taps are made
of hardened High Carbon Steel or HighSpeed Steel. The ends of the
shank are square to fit a wrench. Usually taps are provided in set
of three
-- taper, second and plug tap.
Fig (8.4)
Fig (8.5)
Taper TapThe tap is tapered off for a length of 8 to 10 threads
and is the first tap to be used in a hole to start the
thread form.
Second Tap
The tap is tapered off for a length of 4 to 5 threads to
facilitate picking up the threads cut by the taper
tap.
Plug Tap
This is fully threaded throughout its length and is called a
'bottoming' tap. This tap used to cut the
bottom of a blind hole.
-
8/3/2019 Basic Workshop Technology Mec 113
39/68
39
Fig (8.6)
-
8/3/2019 Basic Workshop Technology Mec 113
40/68
40
Tutorial 5
1) Complete the following table:
Drawing Operation Name Tool Use
Type of
cutuse Sketch
-
8/3/2019 Basic Workshop Technology Mec 113
41/68
41
2) Complete the following table:
3) Complete the following table:
Tool name use drawing
-
8/3/2019 Basic Workshop Technology Mec 113
42/68
42
-
8/3/2019 Basic Workshop Technology Mec 113
43/68
43
WEEK 9: METAL JOINING OPERATION
-
8/3/2019 Basic Workshop Technology Mec 113
44/68
44
SIMPLE OPERATIONS
DEVELOPMENTConsider the template shown in figure below
-
8/3/2019 Basic Workshop Technology Mec 113
45/68
45
JOINING OF METAL BY THE GROOVING TECHNIQUES
-
8/3/2019 Basic Workshop Technology Mec 113
46/68
46
-
8/3/2019 Basic Workshop Technology Mec 113
47/68
47
METAL JOINING USING SOLDERING PROCESS
-
8/3/2019 Basic Workshop Technology Mec 113
48/68
48
WEEK 10: METAL JOINING USING OXY-ACETYLENE WELDINGThe general
term 'fabricated product' is used to describe a wide range of
engineering products
made from metal sheet, plate, angle or channel sections, or
other types of rolled sections
which are joined together by means of a welding, brazing, or
riveting process.
Welding is the most common method of fabricating and repairing
metal products, therefore
many different welding techniques have been developed to meet
the requirements of modern
industry. Two basic methods of fusion welding only are mentioned
in this chapter.
Oxy-Acetylene WeldingThe basic principle of the oxy-acetylene
process is quite simple. When oxygen and acetylene
gas are mixed in the correct proportions and ignited, a flame
which reaches a temperature of
over 3000C is obtained, this being sufficient to melt all
commercial metals. The edges of
plates to be joined together are brought to the fusing
temperature by heat generated with the
aid of this oxygen/acetylene flame, while a filler metal in the
form of a welding rod of
suitable composition is fed into the joint. The molten edges of
the plates and the filler metal
flow together and upon cooling form one complete piece, the
joint being as strong as the
actual parent metal.
Two systems of oxy-acetylene welding are in general use: (i) Low
Pressure; (ii) High
Pressure.
Low-Pressure SystemIn this system acetylene is supplied at low
pressure from a special generator by the action ofwater on calcium
carbide. This low-pressure acetylene is purified, dried, and stored
in a gas-
storage holder, then as required is fed through the main supply
line, into a hydraulic back-
pressure valve, and then into the blow-pipe. The function of the
back-pressure valve is to
prevent oxygen from passing back into the acetylene-supply line
and creating an explosive
mixture.
High-Pressure SystemIn the high-pressure system both the oxygen
and the acetylene are supplied from seamless-
steel cylinders, and the manufacturers claim the following
advantages over the low-pressure
system:-
(i) Greater safety.(ii) Ease of adjustment.
(iii) Higher working efficiency, accounted for by the intimate
mixture of gases in the blow-
pipe, and the slightly higher flame temperature due to the high
purity of the gas.
(iv) Plant entirely portable, can be easily taken to any desired
site. (v) Simplicity of operation.
(vi) Accurate regulation of both oxygen and acetylene
cylinders.
Standard EquipmentA high-pressure plant comprises the following
items of equipment which are arranged as
shown in Fig. I.
(i) Supply of oxygen in a steel cylinder painted black, into
which is fitted an oxygen-pressure
regulator.
(ii) Supply of compressed acetylene in a steel cylinder painted
maroon, into which is fitted an
acetylene-pressure regulator.
Note Acetylene gas is unstable when compressed to high pressures
and is therefore contained
in the cylinder dissolved in acetone. The cylinder is packed
with a porous spongy material
such as kapoc, asbestos, prepared charcoal, or other suitable
material saturated with acetone,
and the acetone absorbs large quantities of acetylene under
pressure.
(iii) A high-pressure blow-pipe as shown in Fig. 3(b), equipped
with a range of
interchangeable nozzles suitable for welding the various types
and thicknesses of-metal.
(iv) Two lengths of special non-porous rubber hose, one blue
leading from the oxygen
regulator to blow-pipe inlet marked '0', the other red leading
from the acetylene regulator to
-
8/3/2019 Basic Workshop Technology Mec 113
49/68
49
the blow-pipe inlet marked 'A'. Standard connections are fitted
to the hose at both regulator
and blow-pipe ends.
(v) Keys to suit the cylinder-valve spindles.
(vi) A supply of welding rods and fluxes; these are selected
according to the type of metal
being welded.
(vii) A pair of welding goggles fitted with lenses as
recommended in B.S. 679: also
protective clothing including a leather apron and a pair of
gloves.(viii) A welding table equipped with suitable firebricks,
and a wire brush for cleaning the
metal prior to welding.
(ix) A spark lighter for igniting the blow-pipe.
(x) A trolley for transporting cylinders and equipment.
RegulatorsThe reducing valve or pressure regulator used in both
oxygen and acetylene cylinders
perform two functions: (i) reduce the high cylinder pressure to
the much lower working
pressure used in the blow-pipe; (ii) maintain a steady working
pressure in spite of variations
in cylinder pressure.
-
8/3/2019 Basic Workshop Technology Mec 113
50/68
50
WEEK 11: METAL ARC WELDING (PRINCIPLES)
11.1 Introduction
The arc is produced by a low-voltage, high-amperage electric
current jumping an air gap
between the electrode and the joint to be welded. The heat of
the electric arc is concentrated
on the edges of two pieces of metal to be joined. This causes
the metal edges to melt. While
these edges are still molten additional molten metal,
transferred across the arc from a suitable
electrode, is added. This molten mass of metal cools and
solidifies into one solid piece.
The greatest bulk of electrodes used with manual arc welding are
coated electrodes. A coated
electrode consists mainly of a core wire of closely controlled
composition having a
concentric covering of flux and/or other material, which will
melt uniformly with the core
wire forming a partly vapourised and partly molten screen around
the arc stream. This shield
protects the arc from contamination by atmospheric gases.
The liquid slag produced performs three important functions.1.
Protects the solidifying weld metal from any further contamination
from the atmosphere.
2. Prevents rapid cooling of the weld metal.
3. Controls the contour of the completed weld.
The function of an electrode is more than simply to carry the
current to the arc. The core wire
melts in the arc and tiny globules of molten metal shoot across
the arc into the molten pool
(arc crater in parent metal) during welding. These tiny globules
are explosively forced
through the arc stream. They are not transferred across the arc
by the force of gravity,
otherwise it would not be possible to use the manual arc-welding
process for overhead
welding.
The arc stream and other basic features of manual gas shielded
metal-arc welding are
illustrated in Fig. 13.12.
The coating on electrodes has several functions some of which
are listed.
1. To facilitate striking the arc and to enable it to burn
stably.
2. Serves as an insulator for the core wire.
3. It provides a flux for the molten pool, which picks up
impurities and forms a protective
slag which is easily removed.
4. It stabilises and directs the arc and the globules of molten
core metal as shown in Fig.
13.12.
5. It provides a protective non-oxidising or reducing gas shield
(smoke-like gas) around the
arc to keep oxygen and nitrogen in the air away from the molten
metal.
6. It increases the rate of melting (i.e. metal deposition) and
so speeds up the welding
operation.
-
8/3/2019 Basic Workshop Technology Mec 113
51/68
51
7. It enables the use of alternating current.
8. Additions to the coating can be made (during manufacture)
which will replace any alloying
constituents of the core wire or the parent metal which are
likely to be lost during the welding
process.
9. It gives good penetration.
10. It increases or decreases the fluidity of the slag for
special purposes. It can, for example,
reduce the fluidity of electrodes used for overhead welding.
-
8/3/2019 Basic Workshop Technology Mec 113
52/68
52
Fig 2
-
8/3/2019 Basic Workshop Technology Mec 113
53/68
53
WEEK 12: THE USE OF A.C. AND D.C WELDING MACHINE
D.C. GENERATORS
With a d.c. welding machine the electric current is produced by
means of a generator which is
driven by a petrol or diesel engine, or alternatively is driven
by an a.c. or d.c. electric motor.
The engine-driven generator-set can operate quite independently
of any electrical supply, and
for this reason is used on site work where no mains supply of
electricity is available.
The motor-driven type of generator-set is chiefly used for the
type of welding work
performed inside a workshop, and is therefore often permanently
mounted on the floor, but
the portable type of set is' also available. The electric motor
provides a good, constant speed-
drive for the generator, ant: is not affected by the load
imposed upon it.
A.C. Transformers
The a.c. welding machine employs a transformer instead of a
generator to provide the
required welding current. See Fig. 8(c).
The a.c. Transformer as its name implies is an instrument which
transforms or steps down the
voltage of the normal mains electrical supply to a voltage
suitable for welding, i.e. between
80 and 100 volts.
Unlike the d.c. Generator the a.c. Transformer has no moving
parts and for this reason is
usually referred to as a static plant.
The advantages claimed for the a.c. welding plant are:-
1. Low initial cost.
2. No moving parts, therefore negligible maintenance.
3. Higher electrical efficiency.
4. Easy to transport.
The disadvantages are few but important:-
1. Coated electrodes must always be used.
2. Voltage higher than in d.c. system, therefore risk of shock
greater.
3. Welding of non-ferrous materials more difficult than with
d.c. system.
Electric Welding Equipment
1. A d.c. Generator or an a.c. Transformer.
2. A properly designed electrode-holder (Fig. 9) possessing the
following features:-
(a) Light in weight to reduce fatigue.
(b) Well insulated.
(c) Well balanced.
-
8/3/2019 Basic Workshop Technology Mec 113
54/68
54
(d) Must not overheat.
(e) Locate and eject the electrode easily.
3. Two lengths of flexible cable to carry the current to and
from the One cable runs from the
welding plant to the electrode holder; the other from the plant
to the work bench known as
the ground cable. diameter of these cables will be governed by
the voltage and the distance it
has to be carried from the machine.
4. A wide selection of different-gauge electrodes of various
materials.
5. A head shield or face screen fitted with special coloured
lenses as recommended in B.S.
No. 679. See Figs. 11 (a) and 11(b). Note An electric arc
produces a brilliant light and gives
off ultra-violet and infra-red rays which are very dangerous to
the eyes and skin, therefore
never attempt to look at the arc with the naked eye. The helmet
type of head shield fits over
the head, and leaves both The face screen provides adequate
protection, but needs holding by
hand.
The coloured lenses are classified according to the amperes to
~
6. A leather apron and a pair of gloves.
7. A welding booth designed to protect all other personnel from
tiE glare and radiation.
8. A chipping hammer for the removal of slag from the weld.
9. A wire brush to clean the weld, and to remove spatter.
10. A steel bench insulated from the booth.
11. A wooden duck board to safeguard the welder from damp
floors.
-
8/3/2019 Basic Workshop Technology Mec 113
55/68
55
STRIKING THE ARC
The first step towards successful electric-arc welding is
learning to and to maintain the arc,
and run a straight bead of metal, techniques require a good deal
of practice.
First set the control unit to the correct current specified for
the size of electrode being used.
(The value recommended by the makers is only a mate; the final
setting is made as the
welding operation proceeds. I electrode is then brought into
contact with the plate by one of
two me
1. The tapping-motion method as shown in Fig. 10(a) in which the
electrode is brought
straight down on the plate and instantly withdrawn a of 3-5 mm,
this distance being equal to
the core diameter of the electrode.
-
8/3/2019 Basic Workshop Technology Mec 113
56/68
56
2. The scratching method as shown in Fig. 10(b) in which the el
tilted at an angle and is then
given a slight circular movement similar to that of striking a
match. As in the previous
method the el promptly raised a distance equal to its diameter,
otherwise it will stick to the
plate. If the electrode does stick the holder should be given a
sharp twist; failing this the
electrode should be released from holder, or the electric
current should be switched off.
Welding currents may vary from 20-600 amperes; and for striking
a arc on open circuit 55-60
volts is required, whilst an a.c. set requires volts. Once the
arc has been struck the arc voltage
will drop to 20-25 Before striking an arc the operator should
have his head shield O screen
in position and observe the arc through the glass filters of the
grade as specified in B.S. 679.
After mastering the art of quickly and easily striking the arc
the electrode is held at an angle
of 60-70 to the plate, while it is moved evenly and across the
plate starting from the left edge
towards the right, forming a continuous bead which must be even,
free from holes, and
penetrating well into the parent metal. The heat generated from
the arc forms a pool molten
metal in the plate and the electrode begins to melt, transf.
metal from the electrode to the
plate. This transfer of metal also takes against gravity when
welding in the overhead position.
-
8/3/2019 Basic Workshop Technology Mec 113
57/68
57
-
8/3/2019 Basic Workshop Technology Mec 113
58/68
58
WEEK 13: CONTROLLING DISTORTION IN WELDING OPERATIONS
13.1 WELDING DEFECTS
Distortion
We don't have to tell you about the effect of heat on a welded
structure. Distortion can be
corrected by proper jigging, preheating or post-weld slow
cooling or stress-relief heat
treatment, and sometimes by peening the weld metal and
heat-affected zone if your
manufacturing specification allows it. Sequencing your welding
also may balance stresses
and eliminate the problem. Reducing amperage to lower heat input
and using smaller
electrodes are done for the same reason. Pulsed rent GMAW is
another way to lower heat
input. If the weldment is out-of-shape, out-of-alignment, or not
dimensionally correct, its
simply a useless piece of metal.
Bad weld profilesUnacceptable weld profiles have a considerable
effect on the performance of your weld
under load. If one pass of a multipass weld has a bad profile it
can cause incomplete fusion or
slag inclusions, even though the next weld passes will partially
remelt the first pass. A bad
weld profile on one pass can cause subsequent cover passes to be
out of size, out of contour,
or create many other weld defects that will be covered up by
follow-up passes, making the
problems impossible to see without special test procedures. The
problem is most severe when
the bad pass is the first, or root pass of the weld. That is why
very experienced welders re
often used to make the root passes on pipelines and less
experienced welders follow them up
making the added passes needed to fill the joint.
-
8/3/2019 Basic Workshop Technology Mec 113
59/68
59
13.2 controlling distortion in welding
-
8/3/2019 Basic Workshop Technology Mec 113
60/68
60
WEEK 14: WOOD WORKING TOOLS AND OPERATIONS
14.1 Use of spokeshaveTools
-
8/3/2019 Basic Workshop Technology Mec 113
61/68
61
14.2 Use of Wooden Planes
Tools
-
8/3/2019 Basic Workshop Technology Mec 113
62/68
62
14.3 Use of Wood working hammer and saws
-
8/3/2019 Basic Workshop Technology Mec 113
63/68
63
-
8/3/2019 Basic Workshop Technology Mec 113
64/68
64
-
8/3/2019 Basic Workshop Technology Mec 113
65/68
65
WEEK 15: METAL MACHINING PROCESS (TURNING)
-
8/3/2019 Basic Workshop Technology Mec 113
66/68
66
15.1
-
8/3/2019 Basic Workshop Technology Mec 113
67/68
67
15.3: The assembly part of the spindle nose of lathe machine
15.4: Different types of tool holding device of the lathe
machine
-
8/3/2019 Basic Workshop Technology Mec 113
68/68