-
7/30/2019 Back pressure while pigging.pdf
1/8
Copyright 2003, Offshore Technology Conference
This paper was prepared for presentation at the 2003 Offshore
Technology Conference held inHouston, Texas, U.S.A., 58 May
2003.
This paper was selected for presentation by an OTC Program
Committee following review ofinformation contained in an abstract
submitted by the author(s). Contents of the paper, aspresented,
have not been reviewed by the Offshore Technology Conference and
are subject tocorrection by the author(s). The material, as
presented, does not necessarily reflect anyposition of the Offshore
Technology Conference or its officers. Electronic
reproduction,distribution, or storage of any part of this paper for
commercial purposes without the writtenconsent of the Offshore
Technology Conference is prohibited. Permission to reproduce in
printis restricted to an abstract of not more than 300 words;
illustrations may not be copied. Theabstract must contain
conspicuous acknowledgment of where and by whom the paper
waspresented.
AbstractA project engineer responsible for a topsides upgrade on
a
subsea tie-back project, often faces challenges that may not
be
apparent based on his or her experiences on typical new
buildfacility type projects. This paper is intended to help
that
engineer. It is a compilation of lessons learned from
several
project engineers having relevant experiences on subsea tie-back
projects.
IntroductionThe paper is comprised of lessons learned as
presented by four
project engineers, each of whom have worked on several
subsea tie-back projects. It focuses on topsides facilities
issues on projects where there is a subsea tie-back to an
existing facility. The paper attempts to avoid technical
issuesin the Subsea Teams scope and issues not specific to
subsea
tie-back projects. The objective is to better prepare a
project
engineer who is experienced with topsides new-build
typefacilities for some of the project challenges associated
with
subsea tie-backs.
In this paper, major issues are segmented into various
categories including flowlines, chemical injection, flow
linepigging, slug control, flare, relief and blowdown systems,
metering, management of change, and subsea interfaces.
FlowlinesWhen the flowline comes on to the host platform, it
becomesthe Topside Design Teams scope. There are several design
decisions that must be considered including the location of
theflowline shutdown valves (SDV), the choice of flowline
material and the selection of the various flowline
instrumentation.
Location of Shutdown Valves. The location of the flowline
shutdown valves should be related to safety on the platform.
The concern is if there is a failure (loss of containment) in
the
flowline / riser upstream of the shutdown valve, there would
be no way of stopping the leak. As a worst case scenario the
entire platform could be lost. Typically, there are three
options to mitigate this risk:1) Install a subsea shutdown
valve. This option is very
expensive. Also, it may not be possible to install the
shutdown valve very close to the platform, which wouldincrease
the volume of gas between the shutdown valve and
the platform.
2) Install the topsides shutdown valve where it would
minimize risk of failure in the riser / flowline upstream of
thevalve. For instance, the shutdown valve could be located
below the lowest equipment deck on a fixed jacket type
platform where this was considered an issue. Some valves are
not easily accessible and may now be located in the platform
air gap or wave zone.3) Increase the integrity of the riser /
flowline upstream of
the shutdown valve. This can be achieved by providing any o
the following:- Added wall thickness
- Insulation
- Corrosion protective coating- Explosion protection around
flowline and SDV
- Corrosion monitoring- Leak monitoring
- Orient flowlines to minimize impact of jet fire
- Minimize connections upstream of SDV- Add a second SDV
Flowline Materials. Design pressures of 10-15,000 PSI in
large flowline diameters have become more common over the
last few years. These high pressures are especially common
insubsea tie-backs. The selection of materials for the flowline
is dictated by code requirements.Typically upstream of the pig
launcher/receiver, the
flowline design will be governed by ASME B31.8 - Gas
Transmission Systems And Distribution Piping. SinceASME B31.8
does not consider tensile strength in its
determination of allowable stress, an API 5L material, with
ahigh yield strength but a relatively low tensile strength, is
the
popular choice of material. Note that, if in Gulf of Mexico
(GOM) waters, a departure from the Minerals Managemen
Service (MMS) will need to be obtained to allow for using
the
ASME B31.8 through the pig launcher. Also, the
constructionfactor dictated by the Code of Federal Regulations
(CFRs) is
lower than the construction factor dictated by the B31.8
code
The less stringent construction factor is sometimes allowed
but, again, will require a departure request.
OTC 15112
Topsides Lessons Learned from Subsea Tie-Back ProjectsRichard
Livingston, David Tong, Eric Wensel, and Michael Whitworth: Mustang
Engineering L.P.
-
7/30/2019 Back pressure while pigging.pdf
2/8
2 OTC 15112
Downstream of the pig launcher / receiver, the flowline
design is dictated by ASME B31.3 Process Piping. Since
ASME B31.3 does consider tensile strength in itsdetermination of
allowable stress, an API 5L material is
typically not adequate. Often, the material of choice is
AISI
4130N or 4130Q&T material.
Upstream of the pig launcher, flowline changes of
direction will often require five diameter (5D)
bends.Consideration should be given to specifying and sourcing
these 5D bends, especially if using high grade material.
Also,consideration should be given to the ability to bend
various
high strength materials. Some materials, such as AISI 4130
steel, are difficult to bend and yet still maintain its
original
characteristics.
Flowline Instrumentation. Due to the high pressures, large
diameters and high velocities associated with subsea
tie-back
flowlines, some unique instrument requirements are
presented.
Some of the instrument issues that should be addressed areas
follows:
- Consider using a non-intrusive pig signal.- Make thermowells
short and check for vibration-
induced failure.
- Consider chloride stress cracking in stainless steel
instruments especially if flowline is warm.
- If a flowline heater is required, consider using arupture disk
in addition to a smaller relief valve to
protect against tube failure. Note An MMS
departure is required for GOM applications.
- Locate a manual isolation valve upstream of theboarding SDV so
the SDV can be tested.
The location of the flowline Pressure Safety High/Low
(PSH/L) should be given some discussion. The MMS requiresthat
the PSH/L be located upstream of the boarding SDV. If
the small PSH/L instrument connection broke, there would beno
way to stop the flow. If a manual isolation valve was
located upstream, the flowline could be isolated, but
consideration should be given to how the valve can be closedif
the failure resulted in a fire. For example, on one project, a
fail safe actuator was put on the isolation valve along with
a
remote control station. This provided a way to close the
valve.
Chemical InjectionTypical topsides chemical requirements for
sub-sea projectsinclude:
- Hydrate Inhibitors (Methanol, LDHI, etc.)
- Corrosion Inhibitor
- Paraffin Inhibitor- Asphaltene Inhibitor- Scale Inhibitor
Hydrate Inhibitor. Generally, topsides will need to provide
hydrate inhibitor injection to protect the wells, jumpers,subsea
manifold, etc., from hydrate formation. The
requirements are dictated by the subsea configuration and
are
usually defined by the Subsea or Flow Assurance Team.Hydrate
inhibitor designs can be broken into two categories.
Non-Continuous Hydrate Inhibitor Injection. Under
normal flowing conditions, if the production fluid
temperature
stays above the hydrate formation temperature, continuous
hydrate inhibitor injection may not be required. However
even if continuous hydrate inhibitor injection is not
required
typically methanol injection is still needed during well
start-upor pressurized shut-in conditions. The Flow Assurance
Team
should develop procedures for start-up and planned and
unplanned shut-ins of the subsea wells.Continuous Hydrate
Inhibitor Injection. If, under norma
flowing conditions, the production fluid temperature dropsbelow
the hydrate formation temperature, continuous hydrate
inhibitor injection is necessary. Typically these
hydrateinhibitors are methanol, glycol, or various low dosage
hydrate
inhibitors (LDHIs).
Injection Equipment. (Based on methanol injection)Hydrate
inhibitor injection systems usually include on-loading
facilities, storage facilities, coarse and fine filtration,
booster
pumps, injection pumps, meters and distribution manifolds
Some facilities may also require either methanol or glyco
reclamation due to the significant injection quantities.
Thesesystems are beyond the scope of this paper.
Pumps. High rate, high pressure, and high integritymetering
pumps are typically required for hydrate inhibitor
injection pumps. Often, high quality diaphragm metering
pumps are used. These pumps offer the advantage of having
no mechanical seals and have minimal contact with the
injected fluid. If the injection is not continuous, plunger
typepumps may be considered.
Typically, each injection point has a dedicated pump or
pump heads; thus removing the requirement to split flow
using
control valves on the pump discharge. However, directingflow
using flow control valves may still be considered if there
are significant footprint or cost limitations. A flow
splitter
panel can then be used.Consider designing the pump piping to
allow for starting
the pump in an unloaded condition. This may increasepump
life.
The pump availability must also be determined. Shouldthe pumps
be available on loss of main power? The Flow
Assurance Team must answer this question. If so, the pumps
may require power supplied by the emergency power system
On one such project, a pump was powered by the emergencypower
system, allowing batch pumping of methanol in case of
a topsides loss of main power.
In addition to injection pumps, injection booster pumpsmay be
required if the pumps net positive suction head
(NPSH) requirement is greater than the pumps available
NPSH. Like the injection pumps, operations may desire that
these pumps not have mechanical seals.Injection Metering. For
high rate injection, such as
methanol injection, on-line metering may be necessary. Due
to the high pressure and pulsating service, meter selection
is
critical. Turbine meters, often used in liquid service, are
usually not effective. Positive displacement type meters
areoften preferred in this service.
Piping & Tubing. The chemicals are delivered to the
subsea wells and manifold via umbilicals provided by theSubsea
Team. These umbilicals usually have one or more
injection tubes per injection point. Typically a manifold i
provided on the topsides to allow for lining pumps or pump
heads to different subsea injection points. Depending on the
-
7/30/2019 Back pressure while pigging.pdf
3/8
OTC 15112 3
desired flexibility, this manifold can be simple or quite
complicated. The Flow Assurance and/or Subsea Team will
typically dictate the flexibility desired. One option is to
usehydraulic type hoses and bulk heads in lieu of a valved
manifold.
The piping system on the injection pump discharge is
dependent on the injection pressures and injection line
sizes.
Stainless steel tubing is often used; however,
standardcompression type fittings may not meet the required
pressure
ratings. At higher pressures, either coned and threaded
tubingconnection systems or welded and flanged piping systems
are
required. Note that coned and threaded systems are
relatively
difficult to install and may leak if installed in a
vibrating
environment.Overall system cleanliness before startup will be
dictated
by the Subsea Team. Determine the cleanliness requirement
for each part of the system early in the design process.
Consider making provisions for flushing the system by
strategically placing valves and bypasses.Filters &
Strainers. Selection and placement of filters and
strainers should be determined by the requirements of
bothoperations and the Subsea Teams. Often a coarse strainer or
filter is required at the methanol loading point to catch
large
solids. Filters may be placed upstream of the injection
pumps.
Also, a fine filter may be placed upstream of the umbilical
connection. Finally, some subsea tie-back projects haveused a
recirculation filtering system to continuously clean
the methanol.Storage. The amount of methanol storage is
first
determined by whether injection is continuous or used forbatch
treating. For continuous injection, the storage tank is
sized to minimize the frequency of reloading. For high rate
injection requirements, typically a one to two week supply
isused. For batch treating, storage capacity for two batch
treatments is often required. The storage capacity should
begiven careful consideration based on operational
requirements,
risk, and safety.
The type of tank must also be considered. The storagetank could
be a pressure vessel or an atmospheric tank-type
design. The decision is typically a function of safety and
cost
considerations. On some installations, methanol storage canbe
put inside the hull or even a well conductor.
The tank material is usually stainless steel or internally
coated carbon steel. For large tanks, stainless steel may
beimpractical. Internally coated carbon steel tanks have proven
to be effective. Consult the coating manufacturer for a
coating
suitable for methanol service.
Methanol and Chemical Onloading. Bulk loading ofmethanol is one
of the more dangerous activities associatedwith methanol injection.
Loading is often done by pumping
methanol from a boat to the platform storage tank. Special
considerations should be given to this procedure. Features
can
be designed into the system to minimize risks, i.e.,
bettercommunication between platform and boat, high tank level
alarms, break away hoses, etc.
Flowline PiggingWax buildup in the flowline can be mechanically
removed by
pigging with scraper pigs. If flowline pigging is required,
flowline and topsides equipment design should allow for the
scraper pigs to be run periodically through the production
flowlines. Pigging is usually achieved with oil or gas.
Oil Pigging. Oil Pigging Systems usually include pig
launcher and receiver, pigging pumps, oil buyback facilities
metering and flow control.Pig Launcher & Receiver. Pig
launchers and receivers are
preferably installed horizontally to facilitate removal
ocollected paraffin following a pig run.
Pigging Pumps. In some cases, hydraulic calculationsmight
indicate the required pigging pump discharge pressures
are within the capability of the existing sales oil expor
pipeline pumps. Hence, instead of installing a new pigging
pump, one or more of the existing oil pipeline pumps could
beused. Even if a new pump is required, typically the existing
charge pumps can be used to pump oil to the pigging pump.
When using oil as the pigging medium, the operation is
simply a non-compressible fluid volume displacement; the
pigs location and speed can be controlled at all times. Sizethe
pump to achieve the desired pig velocity. Typically, a
velocity of 3 ft/sec is recommended (15,000 bpd in an 8
IDpipeline). This rate is most effective for wax removal and
adequate sweep of liquid at the low spots.
Worst case pump discharge pressure is generally a
function of line losses, pigging friction and back pressure
on
the return flowline. The Flow Assurance or Subsea Teamshould be
able to calculate the discharge pressure
requirements.
It is desirable to keep back-pressure on the return riser
The return riser is typically circulated to an inlet separator
tomaintain a back pressure on the pigging pumps. If the back
pressure on the flowline is too low, the pressure in the
inle
riser could fall below the bubble point of the black oil,
i.evacuum, allowing gas to break out. This could adversely
affect the pump, and the pig velocity will vary
substantiallywithout control.
Oil Buyback Facilities. The source of pigging oil must
bedetermined. Oil for the pigging operation may be supplied
from one of two possible sources:
1) Other production not dependent upon the subsea system
This typically takes discharge off of the existing crude
oibooster pumps.
2) A new sales oil buyback system installed to allow
purchase of crude oil from the facilitys oil export pipelines
(iavailable produced oil volumes are insufficient). If an oi
export pipeline check valve is in-place, a contingency plan
shall lock it open prior to any pigging operation.
A large dry oil storage tank filled prior to a piggingexercise
is usually unreasonable (approximately 300 barrels
per mile in an 8 ID line).Meters. If the subsea produced oil is
metered separately
from the platform produced oil, the oil used for pigging
must
be metered as it goes into the flowline. See section onmetering
for more details.
Gas Pigging. Gas pigging serves as an alternative to oipigging.
It can have the advantage of requiring less capita
cost than oil pigging option as it does not require a
pigging pump.
-
7/30/2019 Back pressure while pigging.pdf
4/8
4 OTC 15112
The source of gas should preferably be the dry gas from
the gas dehydration system. Therefore, the flowline will
stay
in the safe zone of the hydrate formation curve, both duringthe
pigging operation or if the pigging gas is required to
remain in the flowline for some time.
When produced gas is not available, a sales gas pipeline
buyback system could provide a high pressure gas source for
the pigging operation.The pigging gas rates vary based on the
flowline size,
length, and system configuration. For a 6 I.D. x 1 1/2 milelong
flowline loop, 5 MMSCD gas rate is adequate to make a
round trip in less than 2 hours, with a target pig velocity of
3
ft/sec. Due to the nature of gas pigging, however, the pig
velocity is difficult, if not impossible, to control.The pigging
circuit could line up the outlet of the receiver
to the inlet separator. Because gas is a compressible
medium,
the pig velocity will vary erratically, and its position is
extremely difficult, or impossible, to locate. Once the pig
passes the base of the return riser, the pig exit velocity
alongthe ascend of the riser is also impossible to control by
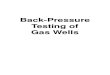
the flowrate.A flow restriction device is recommended on the
outlet of
the receiver to control the liquid and gas arrival rates, and
the
pig velocity. Without this flow restriction, the exit liquid /
gas
instantaneous peak rates could easily overwhelm the process
system and cause an upset. Figures 1 and 2 show a gas
piggingsimulation with and without restrictions on the return
flowline, respectively.
Slug ControlThe handling of slugs is another topsides design
issue. The
Subsea Team will perform steady-state and transient modeling
of the subsea production system to determine the likelihoodand
magnitude of slugging in the flowlines. The simulations
will require input from the Topsides Design Team for designdata,
such as the back pressure on the flowline.
Modeling results will suggest the impacts of terrain-
induced or hydrodynamic slugging, which will be expectedand will
need to be accommodated on the topsides. Based on
the simulations, the Subsea Team should be able to provide a
rate versus time graph. The slug catcher volume requirementis a
function of the allowable dumping rate of the vessel and
the rate and period of the slug(s).
The Topsides Design Team will need to determine whetherthe inlet
separator will absorb the incoming slug or if the inlet
separator will pass the slug to downstream equipment. If the
downstream equipment can handle slugs, it may be possible to
minimize the inlet separator size. However, considerationshould
be given to the effect the slug will have on meteringand
separation.
Flare, Relief and Blowdown SystemsDue to a number of
characteristics specific to subsea tie-backsystems, the flare and
relief system on the host platform may
not be adequate for the subsea tie-back. Challenges include
high relief rates if a topside choke is used, low relief
gastemperatures, and flowline blowdown requirements.
Inlet Choke & Maximum Relief. If a topsides inlet choke
is
used on a multi-well subsea tieback, the topside relief
system
worst-case relief scenario will probably be dictated by the
failure (or blowby) of this choke. The gas blowby rate is
proportional to the size of the valve and the maximumpressure in
the flowline or flowline pressure safety high (PSH
setting. The choke must be large enough to minimize it
pressure drop under normal flowing conditions. The PSH
setting must be set high enough to avoid trips due to
varying
flowline pressures during normal operation. Both of thesefactors
lead to high gas blowby rates. An example of the relie
rate introduced by a sudden inlet choke failure is shown
inFigure 3.
Cold Temperature Issues. Low temperature relief system
design may be a concern due to Joules-Thompson coolingacross
pressure safety valves (PSVs), flare valves and
blowdown valves. The low arrival temperatures associated
with tie-backs, as opposed to the warmer temperatures
associated with platform wells, requires a close look at
relief
system temperatures.A relief header built using standard ASTM
A-106 Grade B
material is rated for a minimum design metal temperature(MDMT)
of (-)20F. Furthermore, the relief vessel often is
rated for temperatures even higher.
For instantaneous, short term relief, the heat capacity of
the steel pipe and vessel may be adequate to keep the metal
temperature above the MDMT. In this case, only a shorlength of
piping downstream of the relieving device needs to
be made of low temperature material. This length can be
calculated based on a model that measures temperature change
in the gas and pipe as a function of time and distance.The more
difficult low temperature problem in tie-back
relief systems is when a flowline blowdown is required. I
operating criteria dictates a controlled blowdown of
theflowline, more than just a short distance of pipe may need
to
be designed for low temperatures.A possible solution could be
found in ASME B31.3 and
API 579 Recommended Practice for Fitness for Servicewhich have
some qualifications for preexisting piping system
that allow for as low as -50F (MDMT) in ASTM A-106
Grade B piping.
Flowline Blowdown. An additional problem associated with
flowline blowdown is liquids handling. The facilities must
be
able to handle the liquids condensed out downstream of
theblowdown valve or that are swept from the flowline up to the
platform due to high gas velocity. This may not be a problem
if the blowdown is planned in advance (e.g. platform
evacuation due to a hurricane) and the liquids can be pumpedout
of the inlet separator into the pipeline or a large storagetank,
but during a platform shutdown there is rarely a means
of removing the accumulated liquids.
HIPPS. Relief system design is a common concern with tie-backs.
Typically, the existing relief system is only designed
fit-for-purpose for the original platform production
requirements. The tie-back often creates pressure, liquid
carryover, radiation and temperature inadequacies in the
existing
host platform relief system.
One alternative to consider for subsea tie-backs is the High
Integrity Pressure Protection System (HIPPS). The HIPPS
-
7/30/2019 Back pressure while pigging.pdf
5/8
OTC 15112 5
system is a high reliability instrumented safety shutdown
system featuring dual shutdown valves on the incoming
flowline. The basis for the HIPPS system is that the inletSDVs
must be able to close in less time than it takes for the
flowline pressure to increase from pressure safety high
(PSH)
to the downstream systems maximum allowable working
pressure (MAWP). As a rule of thumb, the time allowed for
the SDVs to close should be approximately one second perinch of
line size. Furthermore, the HIPPS system, when
provided with extensive maintenance, testing and
verification,should be as reliable or more so than the standard
relief
valve installation.
A HIPPS installation requires extensive safety analyses,
and should be considered only when modifications to theexisting
relief system are unreasonably difficult. Even when
installing a HIPPS system, consideration should be given to
installing a full flow relief valve anyway.
MeteringMetering on subsea tie-back projects can often be
more
complicated than first assumed. The complexity arises whenthe
subsea tie-backs hydrocarbon production comes from a
different lease than production on the existing host
facility.
If the host owner and the tie-back owner are different,
metering can be even more complicated. Before commingling
the host and tie-back production, the tie-back and host
facilityowners may dictate a metering accuracy near that required
for
custody transfer. Depending on the level of processing,
i.e.,
separation, stabilization, etc., accurate metering can be
difficult. The need to meter production before comminglingmay
dictate adding a separator, changing a two phase
separator to a three phase separator, adding new meters to
host
separators, etc.In addition to metering host and tie-back
production before
commingling, buyback meters often are required, such asthose for
fuel gas or pigging fluids.
Liquid Metering. One metering challenge is handling
ratefluctuations at the meter. For instance, if a turbine meter
is
used, rates should remain within 25 to 85% of the selected
meter capacity. For subsea tie-backs, liquid flow rates
oftenvary dramatically during normal operations or worse during
start-up or rate changes. On one project, a combination of
snap-acting and throttling liquid dump valves was used
tomaintain rates within an acceptable range.
Another problem with metering liquid directly out of the
separator is that the gas and liquid phases are at equilibrium
in
the vessel. Any pressure drop below separator pressure leadsto
flashing gas and inaccuracies in metering. One option, aswas done
on an oil production tie-back project, is to locate the
meter as far below the separator outlet as possible, even on
a
lower deck. Also, consider using larger pipe upstream of
the meter.
Methanol in Oil. Another oil sales issue is the presence of
methanol. Since methanol is used heavily in the subseaproduction
for hydrate inhibition, a substantial amount of
methanol will dissolve in the oil phase. Methanol presence
in
crude often has negative implication on the final sale of
that oil.
To solve this problem, a number of subsea tie-back
projects have been required to install water wash facilitie
(like those used for crude desalting) to remove the methanolfrom
the crude. Typically, produced water from a non-subsea
source (usually the host platform dry tree production) is
used
as this source is free of methanol contamination. On one
project, for 15,000 BPD of contaminated oil, it took
approximately 3,000 BPD of clean water to achieve a finamethanol
concentration of 120 PPM. Although the process is
similar to crude desalting, the methanol is somewhat solublein
oil, and the water is more difficult to remove.
Process Handling Agreement. Typically on a project where
the operator/owners of the producing field and the hosplatform
are different, there will be an agreement between the
two parties explaining how they will operate. The Projec
Team designing the facilities does not typically write this
document; however, this document often will have significan
impact on the facilities design, especially metering designThe
document is often missing the technical detail required to
go straight to detail design and, depending upon who isreading
the document, can be interpreted in different ways.
It is a common mistake for the Project Team to assume
that what the document meant to say was one thing, only to
find out late in the project that something else was
required
Hence, when the Process Handling Agreement is issued, theProject
Team should assign a person or persons to translate the
document into a design basis-type format with significan
detail. This design basis-type document should be reviewed
and approved by metering specialists, asset managers, etc.both
parties having an ownership of the Process Handling
Agreement. Where there are vague statements, the Projec
Team should try to obtain and document a consensus from
allparties as soon as possible.
Management of ChangeManagement of change, specifically document
changemanagement, associated with a major platform upgrade,
such
as a subsea tie-back, is a significant task that should be
given
careful thought and up-front planning. A poor managemen
system can lead to design mistakes and loss of integrity of
theplatforms definition documents.
At the beginning of the project, the Project Team should
take inventory of all the platform documents to determine
theistatus (quality). The Project Team should determine which
documents will be needed to execute the project, i.e.,
approva
documents, construction documents or permitting documents.
The Project Team should also determine which documentsoperations
wishes to keep evergreen and which documentsthey do not. The
Project Team should develop a procedure fo
modifying existing documents and adding new documents
How to handle platform documents when other modifications
to the platform are taking place concurrently with the
SubseaTie-back Project must be addressed.
Subsea InterfaceOn a typical subsea tie-back project, the
Topsides Team may
be required to interface with a number of different
entities.
- Subsea and Flow Assurance
- Riser & Flowline
-
7/30/2019 Back pressure while pigging.pdf
6/8
6 OTC 15112
- Installation / Construction
- Various Owners
- Platform Operations- Regulatory (MMS, ABS, USCG)
- Health, Safety & Environmental (HS&E)
Of those listed above, the subsea/topsides interface is
unique to subsea tie-back projects and is given attention in
this
paper. Since subsea tie-back projects have many similarities,
alarge number of the subsea/topsides interfaces can be
established by looking at other subsea tie-back projects.
Design Basis Data. As soon as possible, the Subsea Team
should provide the Topsides Team with critical design
information that will impact process design.- production
rates
- arrival pressures
- arrival temperatures
- slugging volumes and rates
- chemical injection requirements- pigging requirements
- flow control (choke) requirements
Tracking Interfaces. Early in the project, as many
interfaces
as possible should be identified, while information needs
and
need dates should be established. An interface register or
action item list should be started and maintained. If
possible,each team should assign an engineer to interface with the
other
team. Regularly scheduled interface meetings should be
established early on and maintained throughout the project.
Also, an Interface Responsibilities Schematic should
begenerated. An example of this diagram is provided in Figure
4. This diagram will assist in identifying the various areas
where attention is needed. This information may be presentedin
more than one drawing. It is recommended that all
connections, cabling, utility requirements, and other
interfacesbe shown on a schematic. The schematic should
identify
connection size and type (this can get complicated with more
and more global sourcing, i.e. European threads, etc.), who
isresponsible for providing the interconnecting material
(electrical cable, piping, tubing, hydraulic hose, etc.), and
who
will be responsible for making the actual connections.Interfaces
and responsibilities may be shown on typical
project drawings as well, such as Piping and Instrument
Diagrams. In addition to defining responsibility for providingor
installing various equipment, responsibility for start-up and
commissioning of each system must be identified.
Flowline, Riser and Umbilical. The Topsides Team willhave a
physical interface with the flowline, riser andumbilical. Typical
interfaces with each of these items include:
Flowline and Riser
- Number of lines
- Size, material and wall thickness- Bend requirements is
pigging required, if so, what
type of pigs?
- Design pressure and temperature requirements (specbreaks)
- Hydrotesting and dewatering requirements
- Connection location and type
- Riser supports
- Installation impact on offshore hookup
- Venting requirements (flexible risers)
Umbilical
- Structural support (I-tube, J-tube, etc.)
- Interface location
- Installation impact on offshore hookup
Topsides Equipment. Subsea equipment will require
supporequipment to be located on the topsides facility. Often
the
equipment is supplied by the Subsea Team, hooked up by
theTopsides Team and then commissioned by either or both
teams. Some of the equipment typically installed on subsea
tie-back projects includes the Umbilical Termination Unit
Hydraulic Power Unit, Automation and Controls System(MCS), etc.
Typical interfaces with each of these equipmen
items include:
Hydraulic Power Unit (HPU)
- Footprint and weight
- Need to be on emergency power- Normal control requirements
- Power requirement- Number of motors
- ESD interfaces
- Additional hydraulic fluid storage requirements
- Utility requirements
- Cleanliness / flushing requirements- Drain connections
Umbilical Termination Unit (UTU)
- Footprint and weight
- Upstream filtration requirements- Utility requirements
- Normal control requirements
- ESD interfaces- Fitting and tubing types
- Drains- Cleanliness / flushing requirements
- Location relative to umbilical requirement
Master Control Station (MCS) and Instrumentation
- Location of master control station
- I/O from the subsea control system.
- Power requirements for the subsea control station- Utility
requirements for the subsea control station
- Integration with other control systems
- Provide weight, footprint and height of the equipment- Will a
separate control building be required?
- Is UPS required? What are UPS requirements?
ConclusionThe information presented in this paper is based
onexperiences from project engineers who have completed
subsea tie-back projects. This paper only addresses a
limited
scope of issues. Furthermore, each project has differen
circumstances and requirements and the solutions presented
inthis paper may not be applicable to all subsea tie-back
projects. Nevertheless, many of the issues mentioned in this
paper will need to be addressed on future subsea
tie-backprojects. It is hoped that the project engineer can use
the
lessons learned presented here to better plan and prepare
for
upcoming subsea tie-back projects.
-
7/30/2019 Back pressure while pigging.pdf
7/8
OTC 15112 7
R e l i e f C a p a c i t y v s . A r r iv a l P r e s s u r
e
0
1 00
2 00
3 00
4 00
5 00
6 00
7 00
8 00
1 90 0 2 0 0 0 2 1 0 0 22 0 0 2 3 0 0
A r r i v a l P r e s s u r e ( p s i g )
ReliefCapacity(mmscfd)
3 0 , 0 0 0 B P D , 85 M M S C F D
2 5 , 0 0 0 B P D , 70 M M S C F D
2 0 , 0 0 0 B P D , 55 M M S C F D
F lo w l in e P S H S e t a t 3 5 0 0 p s ig
In le t S e p a r a to r O p . a t 1 9 0 0 p s ig
FIGURE 1
FIGURE 2
FIGURE 3
-
7/30/2019 Back pressure while pigging.pdf
8/8
8 OTC 15112
FIGURE 4