Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃOEM ENGENHARIA MECÂNICA
ANÁLISE DO COMPORTAMENTO MECÂNICO E
TÉRMICO DE BIOCOMPÓSITOS À BASE DE
POLIPROPILENO E FIBRAS DE CURAUÁ E A
INFLUÊNCIA DO SEU REPROCESSAMENTO NAS
PROPRIEDADES MECÂNICAS E FÍSICAS
CAMILA CRUZ DA SILVA
NATAL- RN, 2018

Universidade Federal do Rio Grande do Norte - UFRN
Sistema de Bibliotecas - SISBI
Catalogação de Publicação na Fonte. UFRN - Biblioteca Central Zila Mamede
Silva, Camila Cruz da.
Análise do comportamento mecânico e térmico de biocompósitos à
base de polipropileno e fibras de curauá e a influência do seu
reprocessamento nas propriedades mecânicas e físicas / Camila Cruz da Silva. - 2018.
82 f.: il.
Tese (doutorado) - Universidade Federal do Rio Grande do Norte,
Centro de Tecnologia, Programa de Pós-Graduação em Engenharia
Mecânica. Natal, RN, 2018.
Orientador: Prof. Dr. Raimundo Carlos Silvério Freire Júnior.
1. Biocompósitos - Tese. 2. Reciclabilidade - Tese. 3.
Polipropileno - Tese. 4. Curauá - Tese. I. Freire Júnior,
Raimundo Carlos Silvério. II. Título.
RN/UF/BCZM CDU 620.1
Elaborado por Ana Cristina Cavalcanti Tinôco - CRB-15/262
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
ANÁLISE DO COMPORTAMENTO MECÂNICO E
TÉRMICO DE BIOCOMPÓSITOS À BASE DE
POLIPROPILENO E FIBRAS DE CURAUÁ E A
INFLUÊNCIA DO SEU REPROCESSAMENTO NAS
PROPRIEDADES MECÂNICAS E FÍSICAS
CAMILA CRUZ DA SILVA
Tese apresentada ao Programa de Pós-
Graduação em Engenharia Mecânica
(PPGEM) da Universidade Federal do
Rio Grande do Norte como parte dos
requisitos para a obtenção do título de
DOUTOR EM ENGENHARIA
MECÂNICA, orientado pelo Prof. Dr.
Raimundo Carlos Silvério Freire Júnior.
NATAL - RN
2018

ANÁLISE DO COMPORTAMENTO MECÂNICO E TÉRMICO
DE BIOCOMPÓSITOS À BASE DE POLIPROPILENO E
FIBRAS DE CURAUÁ E A INFLUÊNCIA DO SEU
REPROCESSAMENTO NAS PROPRIEDADES MECÂNICAS
E FÍSICAS
CAMILA CRUZ DA SILVA
Tese APROVADA pelo Programa de Pós-Graduação em Engenharia
Mecânica (PPGEM) da Universidade Federal do Rio Grande do Norte
Banca Examinadora da Tese
Prof. Dr. Raimundo Carlos Silvério Freire Júnior
___________________________________________________________ Universidade Federal do Rio Grande do Norte - Orientador
Prof. Dr. Elmo Thiago Lins Couras Ford
___________________________________________________________ Universidade Federal do Rio Grande do Norte - Avaliador Interno
Prof. Dr. Wanderley Ferreira Amorim Júnior
___________________________________________________________ Universidade Federal de Campina Grande - Avaliador Externo
Prof. Dr. Renata Carla Tavares dos Santos Felipe
___________________________________________________________ Instituto Federal de Educação, Ciência e Tecnologia do Rio Grande do Norte - Avaliado
Externo
Prof. Dr. Lucemaide Batista Miranda Ferreira ___________________________________________________________
Avaliado Externo
NATAL, 04 de maio de 2018.

Dedicatória
A minha avó, Cleonice de Araújo Cruz, que há 29 anos acredita em mim e nunca desistiu de me ver doutora, por mais difícil que tenha sido a caminhada, essa tese é dela e a Nossa Senhora Mãe dos homens.
Agradecimentos
Este trabalho não poderia ser concluído sem a ajuda de diversas
pessoas as quais presto minha homenagem:
A Deus, primeiramente, pela vida e saúde, e força para chegar até aqui.
A minha família,em especial a meus pais, irmãos e avó.
As minhas irmãs Tázia e Taíze, não sei o que seria da minha vida sem
vocês.
Ao meu irmão Rafael, o seu apoio é fundamental todos os dias da minha
vida.
Ao Prof. Dr. Raimundo Carlos S Freire Júnior,pela grande amizade,
carinho, apoio, incentivo e disponibilidade incondicional para a
orientação, fundamental na realização deste trabalho.
Ao meu namorado Gilberto Mendonça Silva, seu apoio foi fundamental
nessa reta final.
Ao “anjo” Antonio Marcos de Medeiros, que cansado e cheios de coisas
para fazer veio me ajudar com um sorriso no rosto e toda a paciência
desse mundo.
A Profª. Drª. Renata Carla Tavares dos Santos Felipe, por todo apoio e
amizade ao longo desses anos.
A Drª Lucemaide Batista Ferreira por toda sua ajuda e amizade ao longo
desses anos.
A instituição patrocinadora UFRN-PPGEM pela oportunidade para
realizar este trabalho.

A instituição IFBA campus Vitória da Conquista por todo apoio e
paciência durante esses anos.
A minha grande amiga e colega de trabalho Silvana Viana Garcia, pela
ajuda e acolhimento na minha vida profissional.
Aos meus amigos Patrícia Medeiros, Keite Avelino, Regina Maria,
Ricardo Alex Cunha, Jayna Dioniosio, Renata Ferreira, Elione Moura,
Raimison de Assis, Bruno Castro, Camilla Medeiros , Ilana Patricia e
Luanda Rodrigues, sem vocês não teria conseguido dar o primeiro
passo.
A minha segunda família em Vitória da Conquista, Marcos
Messias, Mark Rener dos Santos, Orleane Brito, Renata Lacerda e
Rosineide Xavier.
Ao laboratório de metrologia da UFRN.

"Por mais longa que seja a caminhada o mais importante é dar o primeiro passo.”
Vinicius de Morais

Silva, C.C. Título da Tese.2018. 102 p. Tese de Doutorado (Programa de Pós-Graduação
em Engenharia Mecânica) - Universidade Federal do Rio Grande do Norte, Natal-RN,
2018.
Resumo
Esta tese apresenta uma abordagem sobre o processo de reciclagem de um
biocompósito de matriz de polipropileno reforçado com fibras de curauá ( 0%, 10% e
30%), onde os mesmos passaram por cinco ciclos de reciclagem ( reprocessamentos) em
uma máquina do tipo extrusora. Foram realizados análises de índice de fluidez, análises
térmicas ( Temperatura de amolecimento e análise termogravimétrica) e ensaio mecânico
de flexão em três pontos. Ambas as análises foram realizadas em amostras em
temperatura ambiente e em amostras que passaram por um período de 14 dias em uma
estufa há temperatura de 120°C, peã analisar a interferência do calor no biocompósito e
na reciclabilidade do mesmo. Após uma análise comparativa entre os estados estudados,
observou-se que os biocompósitos com 30% de reforço possuem um maior módulo de
elasticidade e apresentam maior resistência à flexão. Para os materiais que passaram
pelo período em estufa, estes conseguiram valores superiores de rigidez e resistência em
comparação ao material que não teve esse condicionamento. Quando e realizada a
análise comparativa entre as propriedades e características térmicas dos materiais,
observa-se um melhoramento no que se refere a temperatura de amolecimento e um
deslocamento positivo da curva tg, para todas as composições aqui estudadas. De uma
análise geral essa tese comprova a viabilidade da reciclagem do biocompósito, uma vez
que este seja condicionado à estufa à 120°C pelo período de 14 dias.
Palavras-chave: (Biocompósitos, Reciclabilidade, Polipropileno, Curauá)

Surname, Initials of the name. Thesis title.2018. 102 p. Doctoral Thesis in Mechanical
Engineering - Federal University of Rio Grande do Norte, Natal-RN, 2018.
Abstract
.
This thesis presents an approach on the recycling process of a curauá (0%, 10%
and 30%) reinforced polypropylene matrix biocomposite, where they have undergone five
recycling cycles (reprocessing) in a machine of the type extruder. Analyzes of fluidity
index, thermal analysis (softening temperature and thermogravimetric analysis) and
mechanical test of flexion in three points were performed. Both analyzes were carried out
in samples at room temperature and in samples that were passed for a period of 14 days
in a greenhouse at a temperature of 120 ° C, to analyze the heat interference in the
biocomposite and the recyclability of the same. After a comparative analysis between the
studied states, it was observed that the biocomposites with 30% of reinforcement have a
greater modulus of elasticity and present greater resistance to flexion. For materials that
passed through the greenhouse period, they achieved higher values of stiffness and
strength compared to material that did not have this conditioning. When the comparative
analysis of the properties and thermal characteristics of the materials is carried out, an
improvement in the softening temperature and a positive displacement of the tg curve is
observed for all the compositions studied here. From a general analysis, this thesis proves
the viability of the recycling of the biocomposite, once it is conditioned to the greenhouse at
120 ° C for the period of 14 days.
Keywords: (Biocomposite, Recycling, polypropylene)
Lista de símbolos
ASTM – American Society for Testing and Materials.
ABNT – Associação Brasileira de Normas Técnicas.
CP – Corpo de prova.
ET – Ensaio de tração uniaxial.
T – Tratato termicamente
BC - Biocompósitos
IF – Índice de fluidez.
ISO – International Organization for Standardization.
ME – Módulo de elasticidade.
PP – Polipropileno.
PR – Plástico Reforçado
PM – Peso molecular.
RPS – Reprocessamentos.

Sumário
LISTA DE ABREVIATURAS E SIGLAS .................................................................................. i
LISTA DE FIGURA ................................................................................................................. ii
LISTA DE TABELA .............................................................................................................. viii
RESUMO ............................................................................................................................... x
ABSTRACT............................................................................................................................ xi
Capítulo I
1 Introdução ........................................................................................................................... 3
1.1 Objetivos Gerais ................................................................................................................3
1.2 Objetivos Específicos..........................................................................................................3
1.3 Contribuições .....................................................................................................................5
Capítulo II
2 Revisão Bibliográfica .........................................................................................................6
2.1 Introdução...........................................................................................................................6
2.2 Materiais Compósitos ........................................................................................................6
2.3 Matrizes ...........................................................................................................................11
2.3.1 Matrizes Poliméricas Utilizadas na Fabricação de Compósitos……..........................11
2.3.2 Matrizes Termoplásticas ............................................................................................12
2.3.2.1 Polipropileno ..............................................................................................................14
2.4 Processo de Transformação do Polipropileno..................................................................14
2.4.1.1 Extrusão .....................................................................................................................14
2.4.1.2 Moldagem por Injeção ................................................................................................14
2.5 Tipos de Reforços ............................................................................................................16
2.5.1 Reforço Fibroso ..........................................................................................................16
2.5.2 Formas e Uso das Fibras ...........................................................................................17
2.5.3 Fibras Naturais ...........................................................................................................17
2.5.4 Compósitos á Base de Fibras Naturais ......................................................................20
2.5.5 Fibras de Curauá.......................................................................................................20
2.6 Características e propriedades da Interface ...................................................................20
2.7 2.7 Estado da Arte ...........................................................................................................22

Capítulo III
3 Materiais e Métodos ........................................................................................................27
3.1 Matriz Polimérica .............................................................................................................27
3.2 Reforço.............................................................................................................................28
3.3 Processo de Fabricação dos Biocompósitos....................................................................28
3.3.1 Preparação das Fibras ...............................................................................................30
3.3.2 Preparação do PP ......................................................................................................30
3.3.3 Obtenção dos Biocompósitos Granulados .................................................................31
3.4 Ensaios Realizados .........................................................................................................36
3.4.1 Índice de Fluidez (IF)..................................................................................................36
3.4.2 Envelhecimento em Estufa ........................................................................................36
3.4.3 Temperatura de Amolecimento Vicat..........................................................................39
3.4.4 Análise de TGA...........................................................................................................39
3.4.5 Ensaio de Flexão em três pontos................................................................................40
3.4.6 Microscopia Eletrônica de Varredura ( MEV)..............................................................41
Capítulo IV
4 Resultados e Discussões .................................................................................................42
4.1 Análises de Indice de Fluidez ..........................................................................................43
4.2 Análises do Polipropileno..................................................................................................43
4.2.1 Ensaios de Flexão, Vicat, TG......................................................................................44
4.2.2 Ensaios de Flexão, Vicat e TG para o Polipropileno Tratado termicamente
....................................................................................................................................44
4.2.3 Estudo Comparativo do PP e PPE para todos os reprocessamentos........................53
4.3 Análises dos Biocompósitos e seus Reprocessamentos.................................................53
4.3.1 Biocompósitos Sem Tratamento Térmico...................................................................59
4.3.2 Biocompósitos Tratado Termicamente.......................................................................67
4.4 Estudo Comparativo entre o PP e os biocompósitos aqui estudados..............................68
Capítulo V
5 Conclusões.......................................................................................................................68
6 Sugestões para trabalhos Futuros...................................................................................71
7 Referência Bibliográfica ...................................................................................................71

LISTA DE FIGURAS
Figura 2.1 – Classificação dos Materiais Compósitos – Adaptação Levy, 2006
..................................................................................................................................................8
Figura 2.2 – Exemplos da Utilização dos Materiais Compósitos .............................................9
Figura 2.3 – Utilização de Plásticos Reforçados na Indústria – Adaptação Abmaco
2011..........................................................................................................................................9
Figura 2.4 – Comparativo da Resistência Especifica entre Materiais Compósitos ( lâminas
unidirecionais) Analisados no Sentido Paralelo á Fibra e os Metais – Askeland e Phulé
2008........................................................................................................................................10
Figura 2.5 – Comparativo do Módulo Eslático Especifico entre Materiais Compósitos
Compósitos ( lâminas unidirecionais) Analisados no Sentido Paralelo á Fibra e os Metais –
Askeland e Phulé 2008 ..........................................................................................................11
Figura 2.6 – Fluxograma do processo de injeção...................................................................18
Figura 2.7 – Imagem da Fibra de curauá (MEV) ..................................................................19
Figura 2.8 – Fibras Lignocelulosicas . ...................................................................................21
Figura 2.9 – Planta de curauá ...............................................................................................27
Figura 3.1 – Metodologia Utilizada no Trabalho ....................................................................27
Figura 3.2 – Matriz Polimérica Utilizada ................................................................................28
Figura 3.3 – Fibras de Curauá Picotadas ..............................................................................30
Figura 3.4 – Estufa da PALLEY..............................................................................................31
Figura 3.5 – Misturador .........................................................................................................33
Figura 3.6 – Extrusora utilizada na obtenção dos biocompósitos..........................................34
Figura 3.7 - Abertura superior onde foram adicionados os materiais....................................34
Figura 3.8 – Saída da Mistura pelos dois furos da matriz da extrusora ................................35
Figura 3.9 – Biocompósitos granulados utilizados para a preparação dos corpos de prova na
injetora ROMI..........................................................................................................................35
Figura 3.10 – Injetora ROMI utilizada na preparação dos corpos de prova...........................36
Figura 3.11- Molde..................................................................................................................36
Figura 3.12 – Corpos de provas.............................................................................................36
Figura 3.13 – peso impulsonando os grãos fundidos no orifício padrão…….........................37
Figura 3.14 – Amostras sendo Envelhecidas ........................................................................38
Figura 3.15 – Equipamento utilizado pelo vicat......................................................................39
Figura 3.16 – Aparelho para análise de TGA ........................................................................41
Figura 3.22 – Máquina de microscópica eletrônica de varredura (MEV)................................41

Figura 4.1 – Índice de fluidez ara os materiais estudados nessa
tese.........................................................................................................................................44
Figura 4.2 – Gráfico Tensão versus deformação para os PP puro com todos os
reprocessamentos..................................................................................................................45
Figura 4.3 – Gráfico da tensão média para o PPreprocessado.............................................46
Figura 4.4- Gráfico do módulo de Elasticidade para o PP reprocessado..............................47
Figura 4.5 – Temperatura de amolecimento para o PP e seus reprocessamentos...............48
Figura 4.6 – Termograma do PP e seus reprocessamentos..................................................48
Figura 4.7 – Gráfico Tensão X deflexão para o PP Envelhecido termicamente.....................49
Figura 4.8 – Limite de Resistência á Flexão para o PP Envelhecido Térmicamente.............50
Figura 4.9 – Módulo de Elasticidade do PP envelhecido Termicamente...............................51
Figura 4.10 – Temperatura de Amolecimento para o PP Envelhecido termicamente...........52
Figura 4.11 – Termograma ara o Polipropileno envelhecido .................................................52
Figura 4.12- Gráfico Tensão X Deformação para o compósito com 10 % de reforço em seus
cinco reprocessamentos.........................................................................................................53
Figura 4.13 – Gráfico Tensão X deformação para o compósito com 30 % de reforço em seus
reprocessamentos..................................................................................................................54
Figura 4.14- Gráfico comparativo de limites de resistência a Flexão.....................................55
Figura 4.15 – PPI com 10 % de fibras de curauá; (b) – PP V com 10 % de fibras de
curauá.....................................................................................................................................56
Figura 4.16 - PPI com 30 % de fibras de curauá; (b) – PP V com 30 % de fibras de curauá.....................................................................................................................................57 Figura 4.17 Gráfico Comparativo entre os módulos de elasticidades....................................58
Figura 4.18 - Gráfico Comparativo entre as Temperaturas de Amolecimento.......................59
Figura 4.19 – Gráfico Tensão x Deformação para o Biocompósito 10% Tratado
Termicamente.........................................................................................................................60
Figura 4.20 – Gráfico Tensão x Deformação para o Biocompósito 30% Tratado
Termicamente ........................................................................................................................60
Figura 4.21 – Gráfico Comparativo entre as tensões dos Biocompósitos tratados
termicamente..........................................................................................................................61

Figura 4.22 – Gráfico Comparativo entre os módulos dos biocompósitos tratados
termicamente..........................................................................................................................62
Figura 4.23 - Gráfico Comparativo entre as temperaturas de amolecimento dos
biocompósitos tratados termicamente....................................................................................62
Figura 4.24 - Gráfico comparativo para tensão de todos os biocompóstos estudado............64
Figura 4.25 - Gráfico comparativo para módulo de todos os biocompósitos estudados…….65
Figura 4.26 - Gráfico comparativo para temperatura de amolecimeto de todos os
biocompósitos estudados.......................................................................................................65

LISTA DE TABELAS
Tabela 2.1 – Propriedades do polipropileno.........................................................................14
Tabela 2.2 – Diferença e propriedades dos três tipos de polipropileno
encontrados............................................................................................................................15
Tabela 2.3 – Composição química de algumas fibras naturais ...........................................19
Tabela 2.4 – Composição química da Fibra de Curaúa.......................................................21
Tabela 3.1 – Composição das amostras..............................................................................29
Tabela 3.2 – Especificação do HP 550 K (Braskem S/A).....................................................31
Tabela 3.3 – Opções de Condicionamento .........................................................................38
Tabela 4.1 – Média dos valores encontrados dos grãos submetidos à análise de IF..........43
Tabela 4.2 – Valores médios para o PP retirados a partir de ensaio de flexão em três
pontos.....................................................................................................................................46
Tabela 4.3 – Valores médios para o PP retirados a partir de ensaio de flexão em três
pontos.....................................................................................................................................49
Tabela 4.4 - Valores médios para o os biocompósitos retirados a partir de ensaio de flexão
em três pontos........................................................................................................................54
Tabela 4.5 - Valores médios para o os biocompósitos envelhecidos retirados a partir de
ensaio de flexão em três pontos.............................................................................................62
1
Capítulo I
Introdução, Objetivos Gerais e Específicos.

2
1 Introdução
Os materiais compósitos podem ser definidos como uma classe de materiais
heterogêneos, multifásicos, podendo ser ou não polimérico, em que um dos
componentes descontínuos, dá a principal resistência ao esforço (componente
estrutural) e o outro, continuo é o meio de transferência desse esforço (componente
matricial) (Mano, 2003). Utilizando nesses matérias matrizes poliméricas do tipo
termoplástica, pode-se reutilizá-los através do processo de reciclagem.
Um dos problemas de se reciclar essas matérias é que as fibras que são
utilizados como reforço, são fibras de natureza sintética (vidro, kevlar, carbono),
dificultando esse processo e impactando de forma negativa o meio ambiente.
Alguns desses materiais estão passando pelo processo de reciclagem, mais de
uma vez que as fibras utilizadas são sintéticas, algumas vezes chegando a serem
atóxicas, esse processo vem passando por evoluções. (Yang 2011)
Uma procura no século XXI é por materiais ecologicamente corretos, auto
sustentáveis e recicláveis que não venham a causar impactos ambientais e ao
mesmo tempo venha a desenvolver as áreas em que estes são produzidos.
Nesse contexto tem-se o desenvolvimento de pesquisas utilizando os
biocompósitos, que são matérias compósitos que possuem como um de seus
componentes material prima de origem natural, dentre esses componentes temos
destaque para as fibras naturais de origem vegetal (Dicker et al, 2014; Le Moigne et
al, 2014; Azwa et al, 2013; Yan et al, 2013; Merotte et al, 2016; Raina et al, 2016).
A utilização das fibras vegetais como reforço em compósitos de matriz
polimérica é algo que vem sendo estudado com ênfase nas ultimas décadas,
visando tanto o fator econômico já que as fibras naturais quando comparadas as
fibras sintéticas possuem um baixo custo de obtenção, além de serem materiais
provenientes de fontes renováveis, são atóxicas, possuem baixa massa específica,
utilizam baixo custo de energia durante a sua produção, além de estimular empregos
nas áreas rurais. (Levy, 2006).

3
1.1 Objetivos Gerais
O objetivo desta tese é analisar a viabilidade da reciclagem em um
biocompósito (Polipropileno/Curauá) a partir de análises térmicas (Tg e Temperatura
de amolecimento) e mecânica (Ensaio de flexão em três pontos). Os biocompósitos
possuindo um percentual de reforço variando entre) 0% , 10% e 30 % de reforço em
peso. Foi analisado também a influência do aquecimento acelerado em estufa
(tratamento térmico) desses materiais para as análises citadas acima.
1.2 Objetivos Específicos
Desenvolvimento de um biocompósito polimérico (polipropileno) granulado,
envolvendo 0 %, 10 % e 30 % de fibras de curauá co o reforço;
Reciclagem de um biocompósitos poliméricos granulados envolvendo maior
percentual de fibras de curauá;
Determinação da resistência e rigidez dos biocompósitos desenvolvidos por
meio dos ensaios de flexão em três pontos e temperatura de amolecimento;
Estudos dos reprocessamentos possibilitando uma reciclagem dos
biocompósitos através de análise do índice de fluidez (IF);
Envelhecimento acelerado térmico dos materiais em estufa;
Determinação da resistência e rigidez dos biocompósitos
desenvolvidos por meio dos ensaios de flexão em três pontos e temperatura de
amolecimento, após o aquecimento acelerado em estufa.
1.3 Contribuições
As principais contribuições do trabalho proposto podem ser listradas a seguir:
Utilização de fibras naturais em um biocompósito, onde o mesmo sofreu
reprocessamento de um termoplástico consequentemente facilitando sua
reciclagem;
As propriedades térmicas e mecânicas dos biocompósitos não são diminuídas
significativamente com o seu reprocessamento;
O uso de fibras naturais no reprocessamento com termoplásticos diminui o
índice de fluidez dos biocompósitos em relação ao termoplástico puro;

4
O aquecimento acelerado em estufa (tratamento térmico) melhora as
propriedades de tensão de ruptura e módulo de elasticidade à flexão para o
polipropileno;
O aquecimento acelerado em estufa aumenta a temperatura de amolecimento
para o polipropileno
Confirmação que as fibras naturais se desgastam rapidamente com a
influência do tempo e do calor
O envelhecimento em estufa (tratamento térmico) foi utilizado de maneira a
melhorar as propriedades dos materiais após a sua reciclagem, aumentando
e facilitando a reciclagem do mesmo.

5
Capítulo II Revisão Bibliográfica
2. Revisão Bibliográfica

6
2.1Introdução
Neste capítulo será realizada uma revisão sobre a definição, a classificação,
processos de fabricação dos materiais compósitos e biocompósitos, com o propósito
de demonstrar os conceitos básicos ligados a esses materiais.
2.2 Materiais Compósitos
Devido à existência cada vez maior de materiais com características
especificas, onde se deseja que o material possua melhores propriedades
mecânicas, térmicas, baixo custo e um apelo à conservação do meio ambiente
ocorreram um aumento significativo no uso de materiais compósitos que começaram
a ser introduzidos na indústria por volta de 1945 (Levy, 2006), uma vez que estes
materiais conseguem aliar características em um único material que dificilmente se
conseguiria usando materiais classificados como tradicionais.
Um material composto pode ser definido como um material formado por dois
ou mais materiais, com características e aspectos diferentes, no entanto quando
analisados macroscopicamente pode-se considerar o mesmo é homogêneo
podendo possuir fibras longas ou curtas (Gay 1991).
Mendonça (2005) define um material compósito como sendo um conjunto de
dois ou mais materiais diferentes combinados em uma escala macroscópica, para
funcionarem como uma única unidade, visando obter um conjunto de propriedades
que nenhum dos componentes individualmente apresenta. Estes materiais são
caracterizados por apresentarem duas fases, sendo uma a fase matriz, ou elemento
matricial, responsável pela proteção do material ao meio e transferência dos
esforços mecânicos que o material venha a sofrer. A outra fase é o reforço, que tem
como finalidade suportar as solicitações mecânicas ao qual o material venha a sofrer
(Levy, 2006).
Os compósitos podem também serem definidos como uma classe de
materiais heterogêneos, multifásicos, podendo ser ou não polimérico, em que um
dos componentes descontínuos, dá a principal resistência ao esforço (componente
estrutural) e o outro, continuo é o meio de transferência desse esforço (componente
matricial) (Mano,2003).

7
De acordo com Hull (1996), não existe uma definição precisa do que seja um
material compósito. Todavia, ao menos três requisitos devem ser incluídos na
definição dessa classe de materiais, tornando-os aptos a aplicações estruturais e
tecnológicas:
I. Consistem em dois ou mais materiais fisicamente distintos e
mecanicamente separados;
II. Podem ser produzidos misturando-se os materiais separados, de maneira
que a dispersão de um material no outro seja realizada de maneira controlada,
otimizando-se as suas propriedades;
III. As propriedades devem ser superiores e preferencialmente únicas em
alguns aspectos específicos, se comparadas às propriedades dos componentes
individuais.
Em compósitos pode-se encontrar basicamente quatro tipos de matrizes:
carbonosas, cerâmicas, metálicas e poliméricas.
O material de reforço pode apresentar-se de duas formas, tanto na forma de
partículas ou material fibroso (Levy, 2006) (Figura 2.1). Podendo também estes
materiais apresentar–se na forma de materiais compósitos híbridos, ou seja,
matérias que apresentam diferentes tipos de reforços, podendo esta ocorrer tanto
com reforços sintéticos como naturais (Silva 2010, Idicula et al 2005, Carvalho 2006,
Akil 2014, Bhagat 2013).
Quando se tem a utilização de um reforço natural no material, temos a
formação de um biocompósito. Por terem características naturais, os biocompósitos
são utilizados em diversos setores da indústria (aeroespacial, química, biomedicina e
engenharia biomédica, por exemplo.) (Raina D et al 2016; Chen Yang et al 2017;
Ahmadi.S et al 2016)

8
Figura 2.1 – Classificação dos Materiais Compósitos (Adaptado Levy, 2006)
Dentre os compósitos existentes, os de matriz polimérica se destacam no
setor industrial, esses compósitos são denominados de plásticos reforçados (PR), e
podem ser utilizados em vários seguimentos da indústria (Figuras 2.2 e 2.3).
Segundo Mula et al.(2006) os compósitos poliméricos são bem utilizados na indústria
aeroespacial, eletrônica bem como na esportiva, devido a sua alta resistência
específica, resistência à corrosão e capacidade de absorção de vibração.
Compósitos Poliméricos
Fibroso Particulado
Multiaxiais Uni
Camadas Multicamadas
Fibras
Continuas
Fibras
Curtas
Uni
Direcional1D Bidirecional
2D Aleatória Orientada
Híbridos Laminares
Aleatória Orientada
9
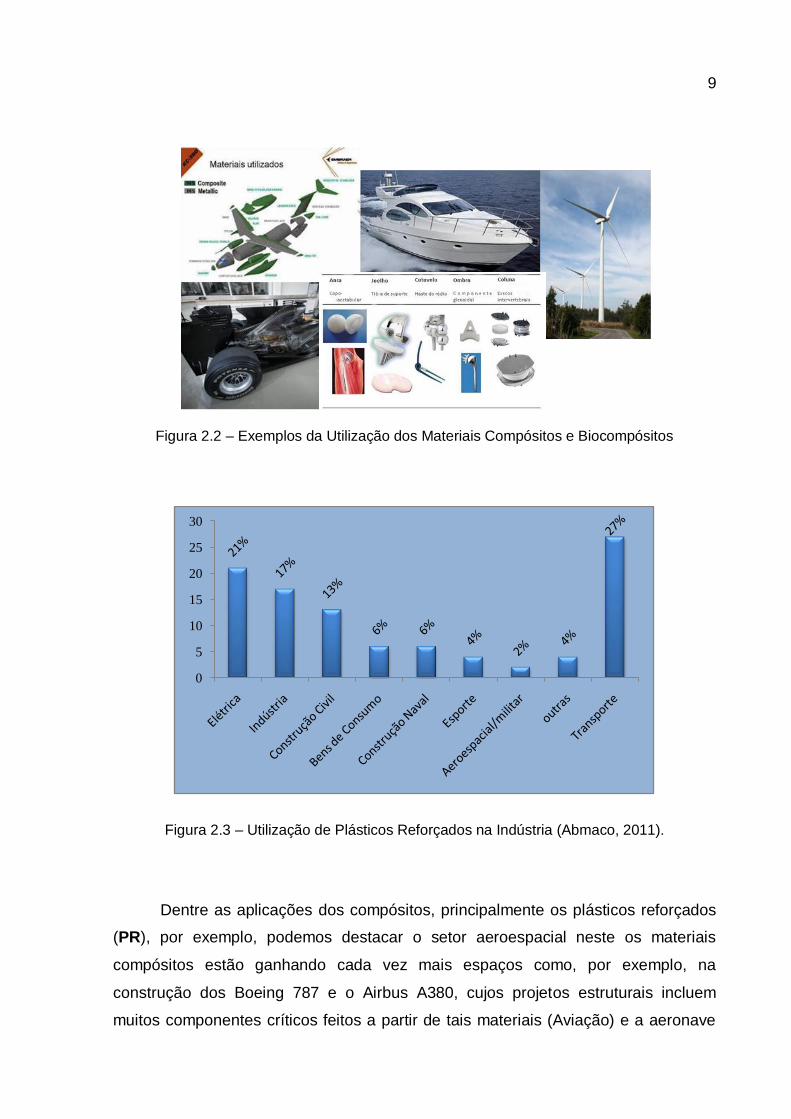
Figura 2.2 – Exemplos da Utilização dos Materiais Compósitos e Biocompósitos
Figura 2.3 – Utilização de Plásticos Reforçados na Indústria (Abmaco, 2011).
Dentre as aplicações dos compósitos, principalmente os plásticos reforçados
(PR), por exemplo, podemos destacar o setor aeroespacial neste os materiais
compósitos estão ganhando cada vez mais espaços como, por exemplo, na
construção dos Boeing 787 e o Airbus A380, cujos projetos estruturais incluem
muitos componentes críticos feitos a partir de tais materiais (Aviação) e a aeronave
0
5
10
15
20
25
30

10
supersônica F-22, que atinge velocidades de 1,5 Mach, utiliza em sua estrutura 24%
de material compósito polimérico, 39% de titânio, 16% de alumínio, 6% de aço e
15% de outros materiais (Rezende 2000). A grande utilização desses materiais pode
ser explicada devido as suas propriedades especificas, ou seja, a relação das
propriedades mecânicas com a densidade volumétrica, dos mesmos, que quando
comparados com as dos materiais ditos convencionas (aço e cobre, por exemplo) se
tornam superiores (Figura 2.4 e 2.5). Como exemplo, a substituição do alumínio por
compósitos poliméricos, estes por serem mais leves do que o alumínio o que resulta
em uma redução de peso de 20 a 30%, além na redução de 25% na aquisição de
peças estruturais (Librantz et al, 2006)
Figura 2.4 – Comparativo da resistência á tração específica entre materiais compósitos
(lâminas unidirecionais) analisadas no sentido paralelo à fibra e os metais (Askeland e
Phulé, 2008)
390
1000
179
220
0 200 400 600 800 1000 1200
Vidro-E/poliéster
Kevlar/Epóxi
Alumínio
Aço
Resitência à Tração Especifica (MPa/(g/cm³))

11
Figura 2.5 – Comparativo do módulo elástico específico entre materiais compósitos (lâminas
unidirecionais) analisadas no sentido paralelo à fibra e os metais (Askeland e Phulé, 2008)
2.3 Matrizes Poliméricas Utilizadas na Fabricação de Compósitos
Os materiais poliméricos são materiais orgânicos formados por cadeias de
carbono, nos quais estão ligados átomos que podem ser de hidrogênio, nitrogênio,
oxigênio, cloro, flúor e enxofre os quais formam a quase totalidade dos materiais
poliméricos (Marinucci, 2011).
Os compósitos de matrizes poliméricas são as mais utilizadas atualmente
pela indústria em todas as áreas de aplicação, em vista de suas propriedades à
temperatura ambiente, sua facilidade de fabricação e seu custo (Callister, 2005). Em
compósitos a matriz, tem como principal função transferir as solicitações mecânicas
para o reforço e proteger o mesmo do meio em que se encontra.
Do ponto de vista estrutural e de acordo com o comportamento quanto à
refusibilidade. As matrizes poliméricas são classificadas em dois grandes grupos, as
termoplásticas e as termofixas (Mendonça 2005).
Como este trabalho tem como principal estudo a matriz de polipropileno, a
qual é um termoplástico, essa revisão bibliográfica dará ênfase aos materiais
termoplásticos.
20
56
25
26
0 10 20 30 40 50 60
Vidro-E/poliéster
Kevlar/Epóxi
Alumínio
Aço
Módulo de Elasticidade Específico (GPa/(g/cm³))

12
2.3.1 Matrizes Termoplásticas
Os termoplásticos são os polímeros que amolecem ou fundem quando
aquecidos. Consistem em moléculas lineares com ou sem ramificações. Eles
possuem fortes ligações intramoleculares, mas fracas ligações intermoleculares. A
sua resistência e rigidez se dá devido às propriedades inerente das unidades de
monômero e ao elevado peso molecular (Mendonça, 2005; Marinucci 2011).Quando
essas resinas são aquecidas ocorre a quebra das ligações intermoleculares,
passando o material de sólido para viscoso; e ao ser resfriado, endurece. Essas
resinas têm como principal vantagem à capacidade de poderem ser recicladas.
Normalmente o processo de reciclagem diminui as suas propriedades mecânicas
(Albuquerque 1999). Entre as desvantagens, estas matrizes possuem uma baixa
resistência mecânica e baixo módulo de elasticidade, pela sua forma de
processamento, ser na maioria das vezes por extrusão, uma limitação desta matriz é
sua utilização com reforço particulado, diminuindo assim o seu desempenho
estrutural (Silva 2012).
As resinas termoplásticas mais utilizadas no setor industrial são as
poliamidas, polietilieno terraftalico, polipropileno, polietileno (alta e baixa densidade),
policloretro de vinila, acrílicos, policarbonatos, poliestirenos, fluorcarbonos, fenóxis,
celuloses, estirenos, acrílicos (Albuquerque, 2000; Mendonça 2005).
2.3.1.1 Polipropileno
O polipropileno é um polímero obtido a partir da polimerização do gás
propeno, gás esse derivado do processo de refino do petróleo (Carvalho, 2008).
Utilizando catalisadores do tipo Ziegler-Natta (Montenegro 2015).
As resinas de polipropileno (PP), assim como a maioria das poliolefinas, são
resistentes a muitos solventes e produtos químicos. São fortemente atacadas pelos
ácidos inorgânicos fortes, como o ácido nítrico fumegante a temperatura ambiente e
o ácido sulfúrico 98% a 60°C (Brasken 2017).
Apresenta custo relativamente menor quando comparado a outros polímeros,
além de alta resistência química, resistência a fadiga, excelentes propriedades
elétricas e resistência a solventes, sendo que este possui uma resistência baixa à
13
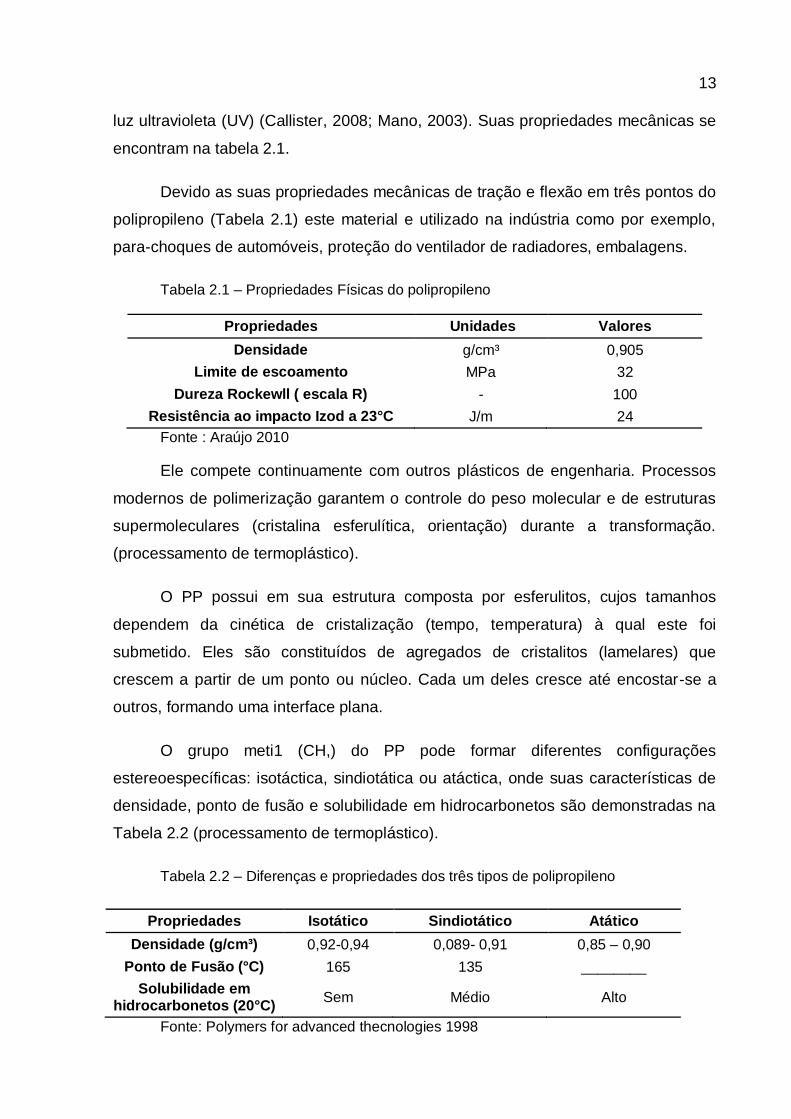
luz ultravioleta (UV) (Callister, 2008; Mano, 2003). Suas propriedades mecânicas se
encontram na tabela 2.1.
Devido as suas propriedades mecânicas de tração e flexão em três pontos do
polipropileno (Tabela 2.1) este material e utilizado na indústria como por exemplo,
para-choques de automóveis, proteção do ventilador de radiadores, embalagens.
Tabela 2.1 – Propriedades Físicas do polipropileno
Propriedades Unidades Valores
Densidade g/cm³ 0,905
Limite de escoamento MPa 32
Dureza Rockewll ( escala R) - 100
Resistência ao impacto Izod a 23°C J/m 24
Fonte : Araújo 2010
Ele compete continuamente com outros plásticos de engenharia. Processos
modernos de polimerização garantem o controle do peso molecular e de estruturas
supermoleculares (cristalina esferulítica, orientação) durante a transformação.
(processamento de termoplástico).
O PP possui em sua estrutura composta por esferulitos, cujos tamanhos
dependem da cinética de cristalização (tempo, temperatura) à qual este foi
submetido. Eles são constituídos de agregados de cristalitos (lamelares) que
crescem a partir de um ponto ou núcleo. Cada um deles cresce até encostar-se a
outros, formando uma interface plana.
O grupo meti1 (CH,) do PP pode formar diferentes configurações
estereoespecíficas: isotáctica, sindiotática ou atáctica, onde suas características de
densidade, ponto de fusão e solubilidade em hidrocarbonetos são demonstradas na
Tabela 2.2 (processamento de termoplástico).
Tabela 2.2 – Diferenças e propriedades dos três tipos de polipropileno
Propriedades Isotático Sindiotático Atático
Densidade (g/cm³) 0,92-0,94 0,089- 0,91 0,85 – 0,90
Ponto de Fusão (°C) 165 135 ________
Solubilidade em hidrocarbonetos (20°C)
Sem Médio Alto
Fonte: Polymers for advanced thecnologies 1998

14
2.4. Processo de transformação do Polipropileno
O processo de transformação do polipropileno pode ser dado por:
Extrusão;
Modalgem por injeção;
Moldagem por sopro;
Filmes
Nesta tese se comentará somente sobre os dois primeiros itens, uma vez que
foram os processos utilizados na confecção dos corpos de prova.
2.4.1 Extrusão
O processo de extrusão ocorre em uma máquina denominada de extrusora,
ela é formada por: Funil, redutor, resistências elétricas, termopar, matriz, cilindro,
motor elétrico, rosca sem fim, onde a mesma pode apresentar-se mono ou dupla
rosca. Consiste na moldagem de um termoplástico fundido, que é alimentado por um
funil onde o material moído ou granulado é adicionado por gravidade , sobre uma
rosca sem fim que transporta o material peletizado através de uma câmara, onde ele
é sucessivamente compactado, fundido (através de resistências elétricas) e
conformado como uma carga contínua de um fluido viscoso. A extrusão ocorre
quando a massa fundida é forçada através de um orifício na matriz. A solidificação
do segmento extrutado é acelerada por sopradores de ar, por borrifo de água ou por
um banho. Esta técnica está especialmente adaptada para a produção de
segmentos contínuos com seção transversal de geometria constante – por exemplo,
barras, tubos, mangueiras, lâminas e filamentos (Callister 2005; Jones 2017).
2.4.2 Moldagem por Injeção
O processo de moldagem por injeção é considerado um dos principais
processos de conformação de termoplásticos utilizados pela indústria, cerca de 60%
das máquinas utilizadas no processamento de polímeros são injetoras, onde essas
podem produzir peças de pequenos e grandes dimensões como de pequenos e
grandes pesos (Michaeli et. al 1992).

15
Esse processo ocorre pela movimentação de um embolo e a ação da pressão
e calor, em aonde o material particulado se funde chegando a um molde com
formato desejado (Andrade et al. 2001).
Nesse processo, o molde é fechado para formar a cavidade na qual o material
será injetado. Uma rosca avança na injetora junto com um pistão, forçando o
material fundido para o interior da cavidade (preenchimento). Quando o
preenchimento da está completo, a pressão é mantida sobre a massa fundida de
modo a compensar a contração que ocorre no material ao se resfriar (recalque).
Nela o canal de entrada do plástico na cavidade se solidifica isolando-a da pressão
aplicada sobre a massa fundida que está no cilindro. Inicia-se a fase de
resfriamento, na qual o material é resfriado até que a peça moldada tenha rigidez
suficiente para ser extraída do molde. Durante o resfriamento, a rosca da injetora
começa a girar e retorna (plastificarão). Quando a parte da que fica na ponta da
rosca encontra-se sólida, o molde abre e a peça é extraída do molde. Iniciando-se
um novo ciclo (Musa, Avraam e Shih-jung, 2009), esse processo encontra-se
resumido no fluxograma da figura 2.6.
Figura 2.6 – Fluxograma do processo de Injeção
Fonte :MUSA, AVRAAM e SHIH-JUNG, 2009
Fechamento do Molde
Injeção
Recalque
Resfriamento
Plastificação e
Retorno da rosca
Extração

16
2.5 Tipos de Reforços
Como citado anteriormente um material compósito é constituído por duas
fases distintas, uma matriz e outra reforço (responsável por responder as
solicitações mecânicas). A onde o reforço pode-se apresentar-se na forma de
material particulado e ou fibroso.
2.5.1 Reforço Fibroso
Os reforços fibrosos, como o próprio nome já denomina, apresentam-se na
forma de fibras, estas podem ser de origem sintética ou natural.
Entre as fibras manufaturadas temos a fibra de vidro, que é uma das fibras
mais utilizadas para reforços em compósitos poliméricos, carbono (bastante utilizada
no setor automobilístico para a fabricação de capacetes para motos e carros de
corrida), a fibra de aramida (fibra que possui bom desempenho mecânico, quando
submetida a esforços de impacto, devido essa sua característica, a fibra é bastante
utilizada na fabricação de coletes à prova de bala). Já como reforços naturais podem
citar as fibras de abacaxi, bananeira, coco, curaurá, juta, licuri, piaçava, rami e sisal,
que são consideradas fibras duras por serem retiradas das folhas e dos caules
(Becker et al, 2014; Sanjayetal et al 2018; Le Moigne et al 2017; Soltan et al 2017;
Mittal et al 2016; Campos et al 2013; Sreekumar et al 2012; Haque et al 2015;
Putinum et al 2015; Sing et al 2011; Pietro et al 2015).
Existem fatores que influenciam as propriedades mecânicas dos compósitos
poliméricos reforçados com fibras, a onde os principais são: módulo e resistência da
fibra, estabilidade química da resina, resistência interfacial, diâmetro e comprimento
das fibras, fração volumétrica e forma de distribuição das fibras na matriz. Nos
compósitos com fibras descontínuas com distribuição aleatória o comprimento e a
fração volumétrica são parâmetros importantes no seu desempenho (Joseph, 1996).

17
2.5.2 Formas e uso das Fibras
As fibras podem ser encontradas na forma de tecidos (unidirecionais,
bidirecionais ou triaxiais), mantas, roving, fibras moídas e véu de superfície.
2.5.3 Fibras Naturais
As fibras naturais de uma maneira geral podem ser de origem vegetal,
animal ou mineral, nos materiais compósitos é mais utilizadas as fibras de
origem vegetal, essas por sua vez, possuem propriedades mecânicas inferiores
às fibras sintéticas como vidro, aramida entre outras. As fibras vegetais,
possuem uma baixa massa específica, são recicláveis, não tóxicas, possuem
baixo custo entre outras características (e possuem como desvantagens suas
propriedades serem influenciadas pelas características dos solos, época de
colheita, forma de processamento e não uniformidade da seção transversal da
fibra (Levy, 2006).
Os principais componentes das fibras vegetais são a celulose, a
hemicelulose e a lignina, com menores percentuais de outros componentes
como, cera e substâncias solúveis pectina em água; lembrando-se que esta
composição poder variar ligeiramente de acordo com a região de cultivo, tipo de
solo e condições climáticas (Silva, 2003) (Tabela 2.3).
De acordo com Rodrigues (2007) as fibras vegetais são compostas de
várias fibrilas (Figura 2.7), microfibrilas em matrizes de lamelas e lamelas
médias. O mecanismo de ligação das fibras é, portanto, mecânico e químico,
unido pelo material ligante da planta. As fibras são constituídas por um número
de células que apresentam um tubo de polígonos irregulares com cavidades
centrais ocas, cujo espaço é ocupado por um protoplasma celular denominado
lúmen, conforme Figura 2.8.

18
Figura 2.7 – Imagem de MEV da fibra de curauá
Fonte: Dionísio 2012
Figura 2.8 – Fibras Lignocelulosicas
Fonte:Silva 2009

19
2.5.4 Biocompósitos á Base de Fibras Naturais
Atualmente existe uma necessidade cada vez maior no uso de fibras
naturais na fabricação de materiais compósitos, com o intuito de diminuir custos
e permitir seu descarte ou reciclabilidade com menor prejuízo e mais facilidade.
Diversos autores (Aquino 2009 e 2006, Dantas 2009, Santos 2006,
Amico 2009, Kilinç 2008, Rahmanet 2017, Borges 2017) têm cada vez mais
estudados materiais compósitos na qual se utiliza os mais diversos tipos de
fibras e matriz.
2.5.5Fibras de Curauá
Dentre as fibras vegetais mais estudadas na literatura a fibra de curauá
vem ganhando espaço em pesquisas por todo o mundo. (Ornaghi Jr et al, 2011;
Almeida Júnior et al, 2013; Corrêa et al 2010; Harnnecker et al 2012; Beltrami et
al, 2014)
A fibra de curauá é extraída da planta Ananás Erectifolius (Figura 2.9) que
é uma monocotiledône pertecente à familia das bromélias, ela pode ser
encontrada na região norte do Brasil, próximos aos rios Xingu, Tocantins,
Tapajós, Marcuru, trombetas, Paru, Acara e Guama, em áreas onde o índice
pluviomértrico é elevados. Suas folhas, que chegam a 1,5 m e comprimento e 4
cm de largura, são duras, eretas e planas sendo encontradas em quatro
variedades de plantas (Caraschi 1999; Felipe (a) 2012):
20
Figura 2.9 – planta de curaua –
Fonte: Correiodaamazonia
A fibra de curauá vem ganhando especo na indústria devido suas
características mecânicas, sua utilização por exemplo na indústria
automobilística, onde esta vem sendo utilizada no reforço de carros da
Wolkswagen Brasil e em reforço para carpetes da Mercedes Benz. (Monteiro,
2006).
Em alguns casos a fibra tem q passar por um tratamento químico devido
aos seus componentes químicos (Tabela 2.4)
Tabela 2.4 – Composição química da Fibra de Curauá
Componente Valor Médio (%)
Α Celulose 70,7-73,6
Hemicelulose 9,9
Lignina 7,5-11,1
(OLIVEIRA, 2005).
A fibra está sendo estudada como reforço em compósitos poliméricos,
nas matrizes termoplásticas e termofixas (Monteiro et al, 2015; Borsoi et al,
2012, Borsoi et al 2013; Silva et al, 2013; Angrizani et al, 2014; Spinacé et al,
2015)

21
2.6 Caracteristicas e propriedades da interface
Para matrizes termoplásticos a inserção de fibras pode resultar em mudanças
na morfologia e na cristalinidade da matriz, onde uma concentração relativamente
alta de núcleos cristalinos na superfície da fibra induz à nucleação e ao crescimento
de cristais laterais ao eixo da fibra.dessa forma, ocorre a formação de esferulitos na
matriz, estes crescem da superfície da fibra somente na direção radial, para
produzir uma camada cilíndrica de cristalinidade colunar ao redor da fibra, chamada
de transcristalinidade. (H. Harel and G. Marom. 1998).
2.7 Estado da Arte
Envelhecimento Acelerado dos Materiais Compósitos
Devido a sua gama de utilização em vários setores industriais (
petroquímica, automobilística, aeroespacial, naval, lazer, por exemplo), os
materiais compósitos vem ganhando mais e mais espaço no mercado.Sendo
que alguns fatores podem sofrer influencia do meio em que este vem sendo
operado, podendo modificar suas características dependendo do meio em que
este material venha a ser exposto, podendo vim a modificar suas propriedades
mecânicas. Uma das interferências do meio no material vem com a degradação
do material polimérico, modificando assim sua estrutura. A degradação do
material pode ocorrer na matriz e no reforço do mesmo.
De acordo com Guy (1980) os polímeros são suscetíveis a sofrerem
deterioração devido á desintegração estrutural da cadeia principal, porém
normalmente o processo de deterioração só é detectado a partir da variação das
propriedades mecânicas e dielétricas em um meio especifico.
Callister 2002, determina que esse processo envolve fenômenos físicos e
químicos e a partir desses, ocorre a perda da integridade estrutural do material.

22
Em materiais compósitos vários fatores externos (umidade, temperatura,
radiação dentre outros) modificam as propriedades mecânicas dos mesmos
(Cunha 2006, Barjasteh 2009 e Shakerin, 2010).
Para avaliar a taxa de degradação e a perda de suas propriedades para o
meio, são realizados ensaios de envelhecimento acelerado, no polímero ou no
compósito a ser estudados, uma vez que alguns materiais tem o processo de
degradação lento, com é o caso do polipropileno (Fonseca, 2014 et al), dessa
forma vários pesquisadores vem realizando este estudo ao longo da década (
Felipe et al 2012; Felipe et al 2012; Dong et al 2014; Sfarra et al 2016, Nicholas
et al 2016; Tinô et al 2016; Jawaid et al 2016; Rodrigues et al 2012) , seja o
aceleramento feito com condições de umidade excessiva, fluxo de calor,
radiação UV, ou uma combinação de ambos, para tanto essa degradação é
monitorada utilizando ensaios mecânicos e análises térmicas.
Dantas, 2008 estudou a influência da umidade nas propriedades
mecânicas de flexão em três pontos em compósitos poliméricos de fibras de
vidro em diferentes fluidos (água destilada, petróleo e água do mar), o autor
observou após a realização dos ensaios que para um período de 90 dias não
houve variação nas propriedades mecânicas dos materiais compósitos
estudados.
Cunha, 2010 estudou as propriedades mecânicas de compósitos
poliméricos de fibras vidro, possuindo estes como agentes externos a influência
do petróleo e da temperatura. O autor verificou que com a ação dos agentes
externos ocorreu um aumento na rigidez do material em 38 %.
Esses estudos também foram realizados em compósitos poliméricos
reforçados com fibras naturais (Silva 2008, Barros 2007 e Chow 2006), tanto
para a absorção de umidade como para influência da temperatura para estes
materiais utilizando tanto compósitos híbridos como compósitos reforçados com
fibras naturais.
Em relação a alta taxa de umidade, estudos determinaram (Dantas, 2011;
Silva 2012; Cunha 2013) a perda de resistência mecânica do material quando
este absorve umidade em exerço do meio, fazendo com que a fibra dobre de
23
volume, danificando assim a matriz. Quando nos referimos a radiação
ultravioleta, a fibra começa a se degradar pela lignina, que é responsável pela
mudança na coloração da mesma e outros componentes das fibras, como a
hemicelulose e a celulose se deteriorou com mais facilidade na presença de
calor (Mohanty,2000).
Cunha et al 2006, analisou os efeitos higrotérmicos na resistência à
tração de compósitos poliméricos compostos por fibras de carbono e resina
epóxi modificada. Foi investigado os efeitos tanto da umidade como da
temperatura sobre as resistências à tração transversais e longidutinais. Os
autores notaram que quando os compósitos são submetidos a 80°C e 90% de
umidade apresentam redução nos valores de resistência à tração, isso ocorreu
devido a degradação da matriz do compósito.
Tinô et al 2016, analisou os efeitos causados por um furo circular e
envelhecimento ambiental acelerado nas propriedades mecânicas e residuais,
comportamento isotrópico e anisotrópico de plásticos reforçados com fibra de vidro
sob as cargas de tensão uniaxial, esse estudo utilizou-se de dois laminados
compósitos reforçados com fibras de vidros do tipo E, mudando a configuração dos
laminados, sendo um formado com mantas de fibras de vidro e o segundo por um
tecido bidirecional, após foram realizados análises de densidade especifica e
ensaios de tração unidirecional.
Joseph et al 2002, desenvolveu o trabalho “Environmental Effects on the
degradation behavior of sisal fibre reinforced polypropylene composites”, onde os
autores realizaram diversos tratamentos superficiais nas fibras de sisal, para as
mesmas serem adicionadas a matriz, utilizando como processo de fabricação a
moldagem por compressão a 170°C. Foram fabricado as 3 placas sem
modificação superficial das fibras e com 10, 20 e 30% de teor de reforço em
peso. As amostras foram submetidas a envelhecimento com radiação UV e em
água em ebulição, pelo período e 7h.em seguida foram realizados ensaios de
tração onde observou-se uma redução no módulo de elasticidade para todos os
percentuais de reforço, uma vez que a molécula de água quando absorvida
reduz a ligação do hidrogênio intermolecular entre a celulose da fibra, e
estabelece uma ligação entre as moléculas de celulose da fibra reduzindo a
adesão fibra/matriz. Outro fator que contribui foi o inchaço da fibra devido a
24
facilidade de penetração de água com o aumento da temperatura, causando
fissuras na matriz e a quebra da aderência fibra/matriz, tendo como
consequências a redução nas propriedades mecânicas.
Noda et (2008) em parte de seu trabalho, analisou a resistência a tração
de um compósito unidirecional formado por fibras de carbono e resina Epóxi,
tendo como este uma fração volumétrica de 63% de reforço. O autor expõe o
material a temperatura de 25°C e 120°C, determinando o limite de resistência à
tração e deformação até a falha. Após os ensaios foi verificado e analisado o
material a 90% de deformação e que o aumento da temperatura esta
diretamente ligado com o acumulo de fibras rompidas e que devido ao
comportamento viscoelastico da matriz, ocorre uma diminuição da concentração
de tensão próxima a região de ruptura da fibra, ocasionando então o aumento da
resistência e deformação para a condição de ensaio há temperatura menor.
Como parte de seu estudo Komatsu (2016), estudou nanocompositos de
polipropileno reforçado com a argila montmorilonita, estudando tanto o
envelhecimento ambiental e acelerado em estufa, como parte deste trabalho é o
envelhecimento acelerado em estufa, daremos uma maior ênfase a ele. O autor
estudou amostras com 0, 1, 3 , 5 e 10% de argila. Foram utilizadas as técnicas
de caracterização, após análise o autor constatou que a amostra com
porcentagem de 5% de argila demonstrou uma melhor estabilidade para o
ensaio de envelhecimento ambiental e acelerado em estufa, já a amostra com
10% ocorreu uma maior degradação para ambos ensaios.

25
Capítulo III Materiais e Métodos

26
3. Materiais e Métodos
Neste capitulo serão descritos os materiais e métodos utilizados no
processo de fabricação dos compósitos bem como os ensaios e análises
realizados nos mesmo (flexão, envelhecimento e análises térmicas).Um
fluxograma demonstrando todos os passos realizados é apresentado na figura
3.1.
Figura 3.1: Metodologia utilizada no trabalho
3.1 Matriz polimérica
A matriz polimérica utilizada neste trabalho foi o polipropileno HP 550 K
(Figura 3.2), fornecido na forma granular pela empresa, Braskem S/A tendo este
densidade de 0,9 g/cm³ e índice de fluidez (IF) de 3,2 g/10 min.

27
Figura 3.2: Matriz Polimérica Utilizada
3.2 Reforço
As fibras de curauá utilizadas nessa tese foram fornecidas (in natura) pela
Pematec, localizada na cidade de Santarém, no estado do Pará.
3.3 Processo de fabricação dos Biocompósitos
Os grãos de biocompósitos foram fabricados no laboratório de
polímeros do SENAI-BA e tiveram as mesmas condições de preparo. Foram
feitos cinco reprocessamentos para cada composição de carga de fibras de
curauá utilizado na formação dos referidos grãos. Para verificar o
comportamento dos novos produtos após reprocessos, também houve o
reprocessamento dos grãos de polipropileno puro nas mesmas condições,
comparando-os.
Para a obtenção dos grãos de biocompósitos foram utilizados 12 (doze) kg de
polipropileno puro e 3,0 (três) kg de fibras de curauá. Os grãos foram formados a
partir das misturas de “PP” com adição de fibras de curauá, e distribuídas em duas
composições na razão de PP/fibras de curauá. Os biocompósitos foram obtidos na
forma de grãos com adição das fibras picotadas em percentuais de massa
mostrados na tabela 3.1. A escolha desses percentuais em peso foi em função da
28
limitação do processo de fabricação, ou seja, que foram possíveis de serem
processadas na extrusora.
Tabela 3.1 – Composição das amostras
Material Percentual de fibras
PP puro 0 %
PP/ curauá 10 %
PP/ curauá 30 %
Com intuito de verificar a reciclagem dos grãos dos biocompósitos formados,
foi necessário verificar como se comportam os grãos após cinco passagens pelo
processo de extrusão (neste trabalho foram analisados o primeiro, terceiro e quinto
ciclo de reciclagem). Os biocompósitos de PP formados com 10% de fibras de
curauá foram obtidos na proporção de 4,5 (quatro e meio) kg de PP para 0,5 (meio)
kg de fibras, totalizando 5 (cinco) kg em massa do produto. Após primeira passagem
de todo este produto, formou-se os grãos de biocompósitos, no qual se considerou
como o primeiro processamento. Dos 5 (cinco) kg de grãos do novo produto foi
retirado 1 (um) kg e encaminhado para a injetora com intuito de preparar as
amostras para análises. Dos 4 (quatro) kg de grãos restantes foram novamente
reprocessados pela extrusora (segundo processamento), e após conclusão foi
retirado mais 1 (um) kg deste e encaminhado para injetora, com o objetivo de
preparar amostras para análises. Dos 3 (três) kg de grãos restantes foram
novamente reprocessados pela extrusora (terceiro processamento), e após
conclusão foi retirado mais 1 (um) kg deste e encaminhado para injetora, com o
objetivo de preparar amostras para análises. Dos 2 (dois) kg de grãos restantes
foram novamente reprocessados pela extrusora (quarto processamento), e após
conclusão foi retirado mais 1 (um) kg deste e encaminhado para injetora, com o
objetivo de preparar amostras para análises. E por fim, o último quilograma foi
processado e encaminhado a injetora, no qual considerou-se com o quinto
reprocessamento. Os mesmos passos também foram utilizados para fabricação dos
biocompósitos de PP formados com 30% de fibras de curauá, respectivamente.Em
fim, realizou-se 5 (cinco) passagens dos grãos dos biocompósitos pela extrusora
para cada formulação.

29
Também foram utilizados 5 (cinco) kg de polipropileno puro nas mesmas
condições de reprocessamento com intuito de verificação das propriedades com os
biocompósitos fabricados.
Seguindo a mesma linha do primeiro processamento descrito anteriormente, a
primeira formulação do PP puro também passou-se 5 (cinco) kg de polipropileno
pela extrusora de uma única vez. Destes 5 (cinco) kg reprocessados separou-se 1
(um) kg, no qual foi encaminhado para a injetora com objetivo de preparar as
amostras para análise. Dos 4 (quatro) kg restantes os grãos foram novamente
reprocessados pela extrusora, e retirando mais 1 (um) kg do PP puro após
reprocesso para preparo de amostras na injetora. Dos 3 (três) kg restantes os grãos
foram novamente reprocessados pela extrusora, e retirando mais 1 (um) kg do PP
puro após reprocesso para preparo de amostras na injetora. Dos 2 (dois) kg
restantes os grãos foram novamente reprocessados pela extrusora, e retirando
mais 1 (um) kg do PP puro após reprocesso para preparo de amostras na injetora. E
por fim o último quilograma de PP puro foi processado e encaminhado à injetora.
3.3.1Preparação das fibras
As fibras de curauá foram lavadas com água para remover impurezas,
penteadas, secadas e picotadas na faixa de 7 (sete) a 10 (dez) mm de comprimento,
conforme Figuras 3.3. Em seguida foram condicionadas em bandejas de alumínio e
encaminhadas para estufa a fim de evitar absorção de umidade.
Figuras 3.3 – Fibras de curauá picotadas.

30
3.3.2 Preparação do PP
O polipropileno granulado utilizado na fabricação dos biocompósitos foi
o PP HP 550 K, contratipo do PP KM6100, fornecido em saco plástico de 25 (vinte e
cinco) kg. A especificação deste produto é demonstrada na tabela 3.2.
Tabela 3.2 – Especificação do HP 550 K (Braskem S/A)
Propriedades HP 550 K
IF - 2,16 kg / 230°C, g/10min 3,5
Tensão de Escoamento à tração (50
mm/min.), MPa 36,0
Alongamento no Escoamento à tração (50
mm/min.), % 9,0
Resistência ao Impacto IZOD ( 23º C), J/m 45,0
Dureza Shore D, 1s 73,0
Módulo de Flexão (1,3 mm/min.), MPa 1550,0
HDT 455 KPa, ºC 91,0
Vicat 1 Kg, ºC 155,0
3.3.3 Obtenção dos biocompósitos granulados
Tanto as fibras picotadas, quanto o PP granulado foram condicionadas em
bandejas de alumínio, no qual seguiram para estufa a uma temperatura de 80°C, e
por um período de 24 horas para retirada da umidade. Os biocompósitos gerados
por esta mistura também passaram pelo mesmo processo de secagem, conforme
Figura 3.4.
31
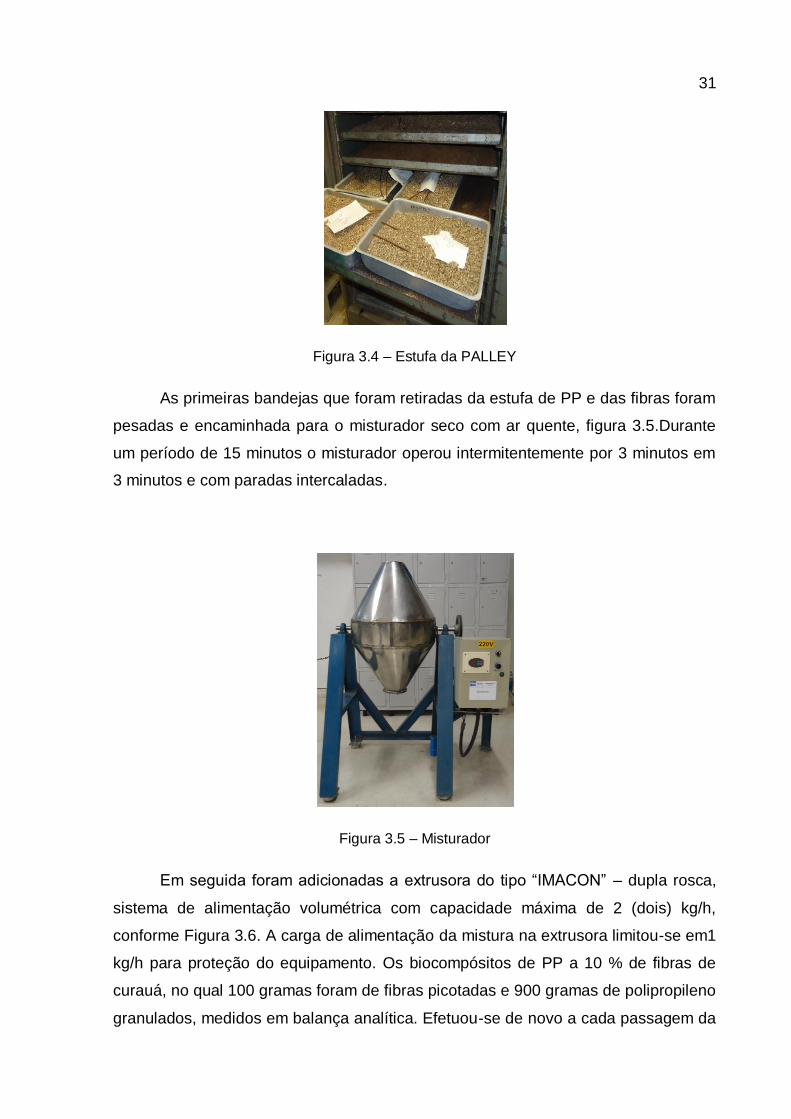
Figura 3.4 – Estufa da PALLEY
As primeiras bandejas que foram retiradas da estufa de PP e das fibras foram
pesadas e encaminhada para o misturador seco com ar quente, figura 3.5.Durante
um período de 15 minutos o misturador operou intermitentemente por 3 minutos em
3 minutos e com paradas intercaladas.
Figura 3.5 – Misturador
Em seguida foram adicionadas a extrusora do tipo “IMACON” – dupla rosca,
sistema de alimentação volumétrica com capacidade máxima de 2 (dois) kg/h,
conforme Figura 3.6. A carga de alimentação da mistura na extrusora limitou-se em1
kg/h para proteção do equipamento. Os biocompósitos de PP a 10 % de fibras de
curauá, no qual 100 gramas foram de fibras picotadas e 900 gramas de polipropileno
granulados, medidos em balança analítica. Efetuou-se de novo a cada passagem da

32
mistura pela extrusora, com o objetivo de evitar contaminação para os demais
materiais.A temperatura média de aquecimento por resistência elétrica da extrusora
em todo sua extensão de 180°C e rotação de 210 RPM.
Figura 3.6 – Extrusora utilizada na obtenção dos biocompósitos
Os valores de temperatura e rotação da extrusora foram estabelecidos em
função de alguns parâmetros, como amolecimento do polímero, queima das fibras,
formação de bolhas nos materiais através de controle de rotação do eixo. Foi
necessário instalar um fusível no acoplamento entre o motor e o eixo da extrusora
com a finalidade de evitar quebra do eixo e possível queima do motor. Também
evitou-se baixar demais a rotação do eixo, pois poderia provocar a alta fusão do
polímero e a queima das fibras, e alta rotação que poderia provocar baixa fusão do
polímero e não adesão das fibras.
Os grãos de polipropileno e as fibras picotadas foram adicionados por meio
da abertura superior, na extremidade da extrusora, conforme Figura 3.7, onde foi
promovida a fundição e adesão dos materiais. A mistura saiu por dois pequenos
furos (matriz) em formato de “cordões” (Figuras 3.8). Após passar por um processo
de resfriamento e solidificação, os cordões foram direcionados ao granulador,
equipamento de corte, que formou os grãos de biocompósitos. Acondicionados em
recipiente denominado “Blender Manual”, promoveu a homogeneização dos grãos

33
para as próximas etapas dos reprocessos e processos de fabricação corpos de
prova.
Figura 3.7 – Abertura superior onde foram adicionados os materiais
Figura 3.8 – Saída da mistura pelos dois furos da matriz da extrusora
Os granulados obtidos na extrusão foram redirecionados para a estufa por um
período de 24 horas. Ao termino do período de secagem parte dos grãos dos
biocompósitos seguiu para a injetora do tipo “ROMI”, no qual alimentou-se por um
funil, seguindo a norma ISO527- 93, e a outra parte foram novamente
reprocessadas.
Aber
tura Superior
Furos
da matriz
34
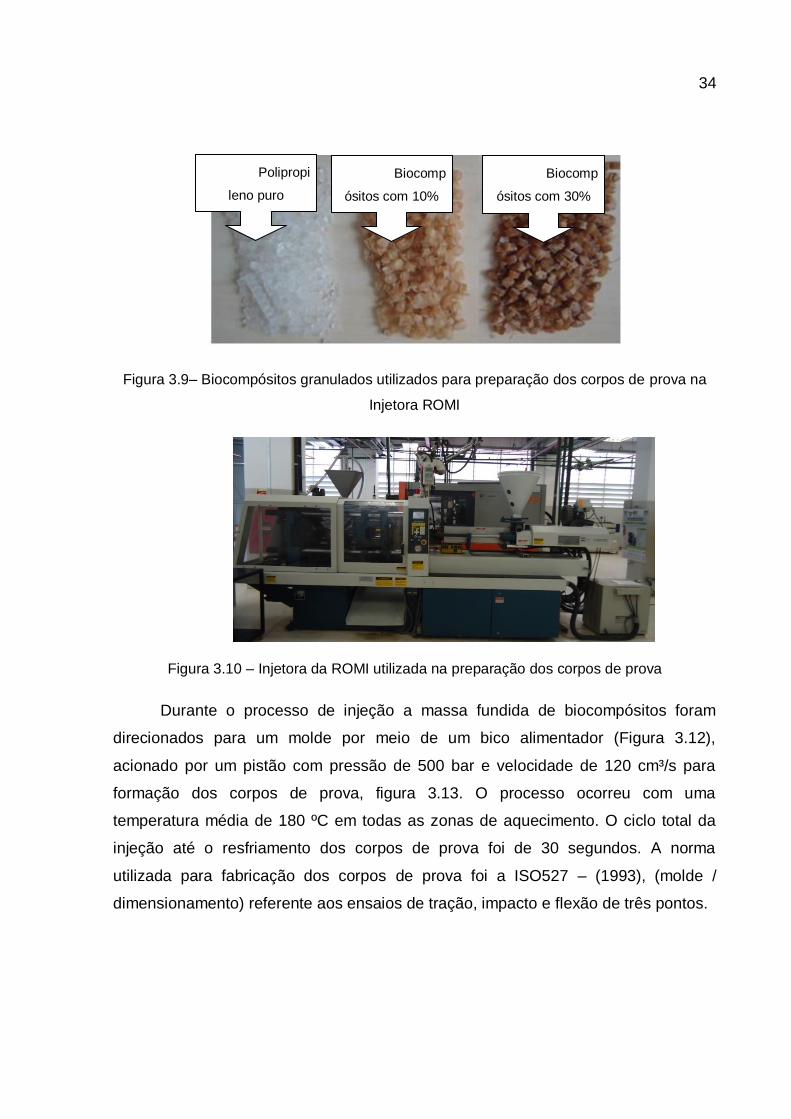
Figura 3.9– Biocompósitos granulados utilizados para preparação dos corpos de prova na
Injetora ROMI
Figura 3.10 – Injetora da ROMI utilizada na preparação dos corpos de prova
Durante o processo de injeção a massa fundida de biocompósitos foram
direcionados para um molde por meio de um bico alimentador (Figura 3.12),
acionado por um pistão com pressão de 500 bar e velocidade de 120 cm³/s para
formação dos corpos de prova, figura 3.13. O processo ocorreu com uma
temperatura média de 180 ºC em todas as zonas de aquecimento. O ciclo total da
injeção até o resfriamento dos corpos de prova foi de 30 segundos. A norma
utilizada para fabricação dos corpos de prova foi a ISO527 – (1993), (molde /
dimensionamento) referente aos ensaios de tração, impacto e flexão de três pontos.
Polipropi
leno puro
Biocomp
ósitos com 10%
de fibras de
curauá
Biocomp
ósitos com 30%
de fibras de
curauá

35
Figura 3.12 – Molde
Figura 3.13 – Corpos de prova
3.4 ENSAIOS REALIZADOS
3.4.1 Índice de fluidez (IF)
Todos os grãos obtidos no processamento dos materiais foram identificados e
separados para verificação da degradação térmica provocada pela elevação da
temperatura e cisalhamento ocorridos entre aos eixos da extrusora. Este ensaio é
importante para obter dados necessários para as indústrias de transformação
adaptar suas máquinas, promovendo um melhor desempenho dos maquinários
durante os processos e reprocessos de transformação e reciclagem dos materiais.
Logo, utilizou-se da análise de índice de fluidez (IF), para comparar a degradação
térmica entre os corpos de prova. Nos termoplásticos, baixa viscosidade representa
baixa massa molar, ou seja, pequenas cadeias poliméricas, nos quais necessitam de
menor temperatura e uma menor dificuldade para que atravesse o orifício padrão do
plastômetro. As máquinas de reciclagem limita-se a carga de alimentação, que
depende do tamanho da cadeia, ou seja, com alta massa molar a carga é reduzida
Ponto recebedor no
molde do bico injetor

36
para que haja uma fusão adequada, entretanto gastará mais tempo para processar
todo o material. Realizou-se análises, com base da norma ASTM D1238-1995. O
aparelho utilizado para encontrar os valores referentes ao índice de fluidez foi da
KAYENESS INC., com temperatura de trabalho de 230 ºC. Nas Figuras 3.14, 3.15 e
3.16, mostram os equipamentos que foram utilizados nos procedimentos do índice
de fluidez.
Figuras 3.14 – Peso impulsionando os grãos fundidos no orifício padrão.
3. 4.2 – Envelhecimento térmico em Estufa
Para o ensaio de envelhecimento em estufa foram utilizadas as normas
ASTM D 5427 (2014) e ASTM 3045-15. De acordo coma norma ASTM D 5427
existem quatro possíveis descrições para as condições envelhecimento
acelerado que são: Ciclo de envelhecimento (Opção "A" ou "B");
Envelhecimento com calor (opção "A" ou "B"); Envelhecimento com umidade
(Opção "A" ou "B"); e envelhecimento com ozônio tabela 3.2.
Peso padrão

37
Tabela 3.2 – Opções de Condicionamento
Tipo de Condicionamento Opções
Condicionamento com Calor A: 120 °C ± 2°C por 336 h ( 14 dias)
B: 105° C± 2°C por 408 (17 dias)
Condicionamento com umidade
A: 80 °C ± 2°C por 336 h com 95% ± 2 °C de UR
B; 70 °C±2 °C por 408 h com 95%± 2 °C de UR
Fonte: ASTM 5427
Após estudos e verificação das características térmicas do material
virgem através de analises termogravimétricas, optou-se pelo envelhecimento
com calor do tipo A (com temperatura de 120°C).
Para o mesmo foi utilizado uma estufa Nova Ética, modelo 400/2ND, com
uma potência de 700W (Figura 3.15), tendo o cuidado de modificar o lado de
exposição a cada 7 dias para garantir o envelhecimento uniforme nas amostras.
Figura 3.15 – Amostras sendo envelhecidas termicamente
3.4.3 - Temperatura de Amolecimento Vicat
O ensaio de temperatura de amolecimento Vicat foi realizado segundo a norma
ASTM D1525, em um equipamento Ceast, modelo HV6 (Figura 3.16), empregando-
se uma taxa de aquecimento de 120°C/h. A temperatura foi determinada após a
agulha penetrar 1 mm nos corpos de prova.
38
Para a realização dos ensaios foram utilizados corpos de provas para as
composições aqui estudadas, para as condições antes e pós envelhecimento
acelerado em estufa.
Figura 3.16 – Equipamento utilizado para o Vicat
3.4.4 – Análise de Tg
As análises termogravimétricas foram feitas em um Analisador
Termogravimétrico (Figura 3.17), com taxa de aquecimento 10 °C/min e temperatura
de 25 a 700 °C, sob atmosfera de N2.
Figura 3.17 - Equipamento de TGA

39
3.4.5 - Ensaio de Flexão em três pontos.
Os ensaios foram realizados na máquina de ensaio universal da UFRN de
marca Shimadzu AG-X com capacidade máxima de 300KN. A velocidade utilizada
no ensaio foi de 5,0 mm/min, célula de carga de 2 KN e temperatura controlada de
23°C +/- 1°C, conforme determina a referida norma.
Os corpos de prova (CP) do ensaio de flexão são do tipo retangular e tem as
seguintes dimensões: espessura (h) com 4,0 mm; comprimento total (L) do “CP”,
78,0 mm; distância entre dois apoios fixos (l), 64,0 mm; largura (b), 10,0 mm; e (F) a
força aplicada.
As Equações 3.1, 3.2 e 3.3 foram utilizadas, segundo a norma, para
determinação do limite de resistência à flexão, do módulo de elasticidade e da
deformação de flexão respectivamente.
(3.1)
(3.2)
(3.3)
Onde é a tensão à flexão (MPa), Pmáx corresponde a carga máxima de
ensaio (N), L é a distância entre os apoios (mm), b é a largura do CP (mm), d é a
espessura do CP(mm), E é o Módulo de elasticidade (GPa), m é a inclinação
formada pela curva carga (N) e deflexão (%). Por último têm-se que é a
deformação de flexão e D corresponde à deflexão máxima no centro do corpo de
prova (mm).
3.4.6 – Análise de microscopia eletrônica de varredura MEV
Para as analises de microscopia eletrônica de varredura, foi utilizado um
microscópio JEOL – JSM 6510LV.
O processo iniciou-se com a proteção da superfície do grão. Em seguida o CP
protegido foi metalizado com ouro em um Íon Coater, IC 50.Ao final, foram efetuados

40
varreduras nos grãos reprocessados por meio da microscópica eletrônica (Figura
3.18).
Figura 2.18 – Máquina de microscópica eletrônica de varredura (MEV).

41
Capítulo IV Resultados e Discussões

42
4. Resultados e Discussões
Nesse capitulo são apresentados os resultados obtidos nos ensaios de
Índice de fluidez, Tg do PP puro, temperatura de amolecimento Vicat, Flexão em
três pontos e MEV (aderência fibra/matriz) para todas as condições estudadas
nesse trabalho.
4.1 – Análises de Índice de Fluidez
A tabela 4.1 apresenta os resultados das análises dos índices de fluidez, os
valores indicam as medidas da viscosidade do polímero e dos biocompósitos.
Tabela 4.1 – Média dos valores encontrados dos grãos submetidos à análise de IF
(g/10min).
Reprocessamentos PP puro 10% 30%
I 4,86 2,49 1,54
III 6,71 3,21 2,37
V 7,64 4,72 3,23
A partir dos resultados apresentados na tabela 4.1, desenvolveu-se o gráfico
da figura 4.1, e por este gráfico, percebe-se, que ao comparar o valor de IF do
polipropileno puro (3,5 g/10min) com o resultado do 1° reprocessamento do
polipropileno verificou-se que o IF subiu para 4,86 g/10min, um aumento de 38,9 %,
e se comparar com o 5° reprocessamento de PP o aumento do IF foi de 7,64
g/10min, um crescimento percentual de 118,3 %. Tal aumento foi em função de
oxidação e degradação térmica do polipropileno, provocada nos ciclos de
reprocessamentos na extrusora.
Dessa forma os valores obtidos nas misturas PP/10 % de fibras de curauá (3°
reprocessamento) e PP/30 % de fibras de curauá (5° reprocessamento) possuíram
valores próximos da do IF do PP puro. Este resultado é importante, pois demonstra
que o uso da fibra de curauá diminui o IF e que são necessários vários
reprocessamentos para este valor se aproximar ao verificado do PP sem
reprocessamento.

43
Verificou-se que o índice de fluidez diminuiu de 4,86 g/10min (PP I) para 1,54
g/min (biocompósito 30% I), diminuição de 68,3 % e de 7,64 g/10min (PP V) para
3,23 g/10min (biocompósito 30% V), variação de 57,7 %, nos 1°’s e 5°’s
reprocessamento, com o aumento da adição de fibras naturais na matriz de
polipropileno, devido redução da degradação térmica do biocompósito. Também, à
medida que se aumenta a carga de fibras há uma redução de massa de polímeros
na mistura, diminuindo os esforços de cisalhamento provocado pelas roscas da
extrusora.
Para os valores obtidos com a composição de 30% de reforço, estes
apresentam-se com menores valores após todos os ciclos de reprocessamentos (
cinco) na extrusão, entre as outras composições, possuindo a menor diminuição na
fluidez da mistura, entre o 1° reprocessamentos uma variação de 68,3% e uma
variação de 57,7 % no 5° reprocessamento.
Figura 4.1 – Índice de Fluidez para os materias estudados nessa tese
Com o aumento do índice de fluidez a partir da adição de fibra tem-se uma
diminuição na viscosidade do fluido, facilitando o escoamento do mesmo.
4.8
6
2.4
9 1.5
4
6.7
1
3.2
1 2.3
7
7.6
4
4.7
2
3.2
3
0
1
2
3
4
5
6
7
8
9
0% 10% 30%
Índ
ice d
e F
lid
ez (
g/1
0m
in)
PP I
PP III
PP V
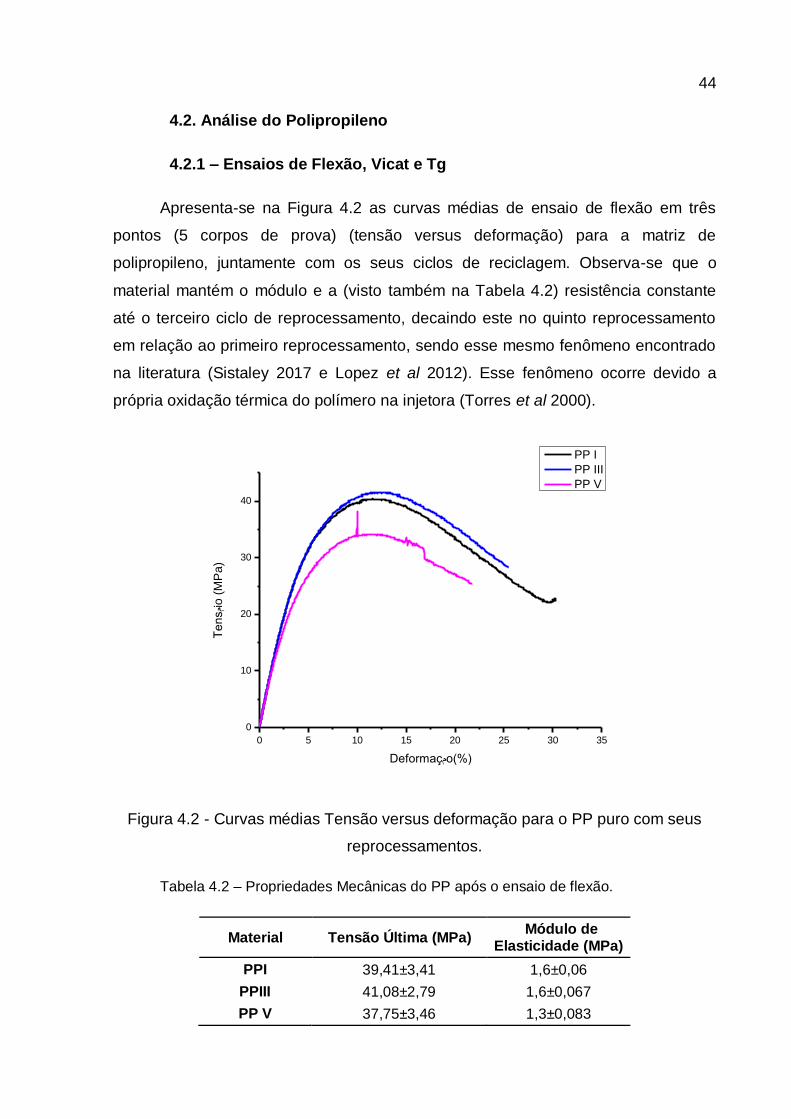
44
4.2. Análise do Polipropileno
4.2.1 – Ensaios de Flexão, Vicat e Tg
Apresenta-se na Figura 4.2 as curvas médias de ensaio de flexão em três
pontos (5 corpos de prova) (tensão versus deformação) para a matriz de
polipropileno, juntamente com os seus ciclos de reciclagem. Observa-se que o
material mantém o módulo e a (visto também na Tabela 4.2) resistência constante
até o terceiro ciclo de reprocessamento, decaindo este no quinto reprocessamento
em relação ao primeiro reprocessamento, sendo esse mesmo fenômeno encontrado
na literatura (Sistaley 2017 e Lopez et al 2012). Esse fenômeno ocorre devido a
própria oxidação térmica do polímero na injetora (Torres et al 2000).
0 5 10 15 20 25 30 35
0
10
20
30
40
Te
nsiمo
(M
Pa
)
Deformaçمo(%)
PP I
PP III
PP V
Figura 4.2 - Curvas médias Tensão versus deformação para o PP puro com seus
reprocessamentos.
Tabela 4.2 – Propriedades Mecânicas do PP após o ensaio de flexão.
Material Tensão Última (MPa) Módulo de
Elasticidade (MPa)
PPI 39,41±3,41 1,6±0,06
PPIII 41,08±2,79 1,6±0,067
PP V 37,75±3,46 1,3±0,083
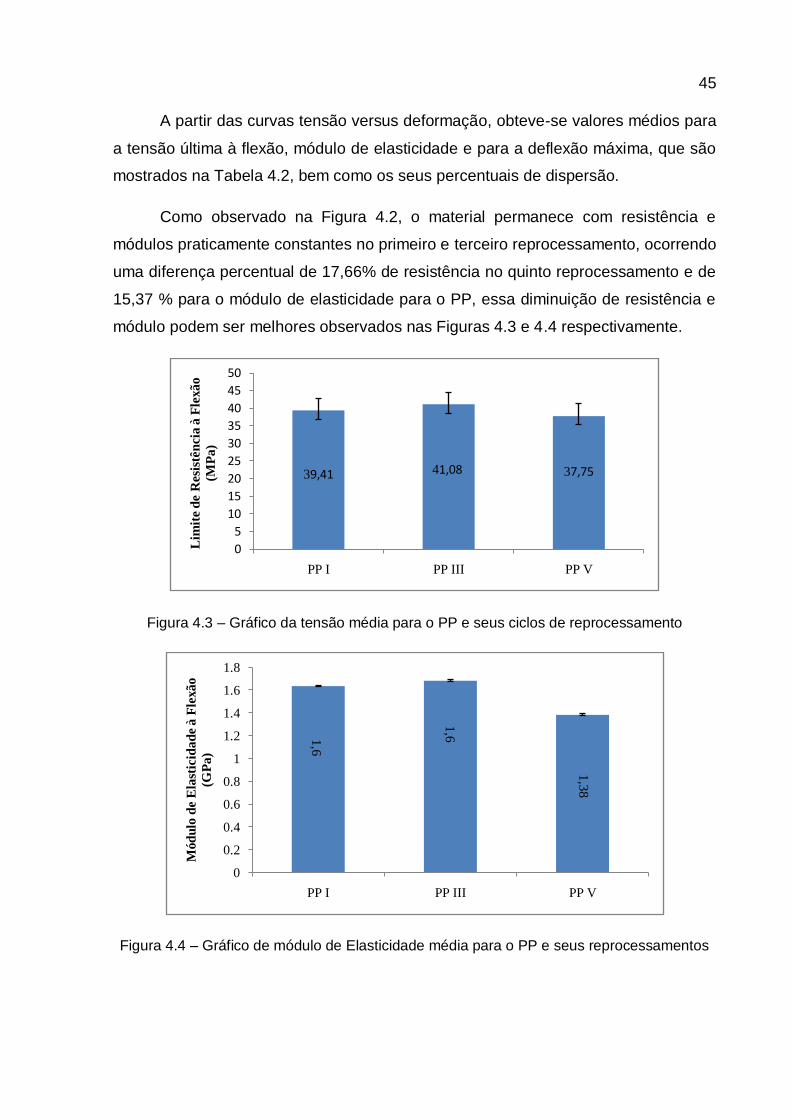
45
A partir das curvas tensão versus deformação, obteve-se valores médios para
a tensão última à flexão, módulo de elasticidade e para a deflexão máxima, que são
mostrados na Tabela 4.2, bem como os seus percentuais de dispersão.
Como observado na Figura 4.2, o material permanece com resistência e
módulos praticamente constantes no primeiro e terceiro reprocessamento, ocorrendo
uma diferença percentual de 17,66% de resistência no quinto reprocessamento e de
15,37 % para o módulo de elasticidade para o PP, essa diminuição de resistência e
módulo podem ser melhores observados nas Figuras 4.3 e 4.4 respectivamente.
Figura 4.3 – Gráfico da tensão média para o PP e seus ciclos de reprocessamento
Figura 4.4 – Gráfico de módulo de Elasticidade média para o PP e seus reprocessamentos
39,41 41,08 37,75
0
5
10
15
20
25
30
35
40
45
50
PP I PP III PP V
Lim
ite d
e R
esi
stên
cia
à F
lexão
(MP
a)
1,6
1,6
1,3
8
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
PP I PP III PP V
Mód
ulo
de E
last
icid
ad
e à
Fle
xã
o
(GP
a)

46
Analisando agora a temperatura de amolecimento pela técnica de Vicat,
percebe-se que o aumento do número de reprocessamentos aumenta esta
temperatura (3,7%comparando o primeiro com o quinto reprocessamento) de modo
pouco expressivo.
A análise do Vicat é importante, pois serve até certo ponto, em uma análise
superficial em substituição ao ensaio HDT (que avalia a estabilidade mecânica do
material com o aumento da temperatura), neste caso, por exemplo, os resultados
apresentados aqui demonstra que o reprocessamento não modificou a estabilidade
térmica, sendo possível sua utilização em ambiente externo mesmo em locais com
maior incidência calorífica.
Este resultado também é atestado pelo ensaio de TG (que avalia a perda de
massa com o aumento da temperatura) (figura4.6). Neste ensaio se verifica que o
aumento do número de reprocessamentos aumenta a temperatura para o inicio da
degradação do material (perda de massa inicial).
Figura 4.5 –Temperatura de amolecimento para o PP e seus reprocessamentos
Além disso a TG também demonstra que o final da degradação ocorreu a
uma temperatura maior no PP V (polipropileno com cinco reprocessamentos). Para
observar melhor o fenômeno de degradação e oxidação térmica sofrida pela matriz
de polipropileno, foi realizada a análise de termogravimétrica (Figura 4.5). Observa-
se que o reprocessamento contribuiu para aumentar a temperatura máxima de
94
.6
95
.7
97
.3
0
20
40
60
80
100
120
PP I PP III PP V
Tem
pera
tura
de A
mole
cim
en
to
(C
/mm
)

47
degradação do PP, bem como a temperatura de inicio de perda de massa e a
temperatura final de degradação do mesmo, dessa forma consegue observar melhor
a oxidação ocorrida no material a medida que ele passa por ciclos de reciclagem.
0 100 200 300 400 500 600 700
0
20
40
60
80
100
120
Ma
ssa
( %
)
Temperatura ( °C)
PP I
PP III
PP V
Figura 4.6 – Gráfico de Tg do PP e seus reprocessamentos
4.2.2 -Ensaios de Flexão, Vicat e TG do PP com Envelhecimento
Acelerado Termicamente
Apresenta-se na Figura 4.7 os gráficos Tensão x Deformação para o PP
aquecido em estufa..
Os resultados apresentados das amostras envelhecidas termicamente serão
apresentados com um T, por exemplo, o PP T III é a amostra de polipropileno
reprocessado três vezes e que passou por um processo térmico em estufa.
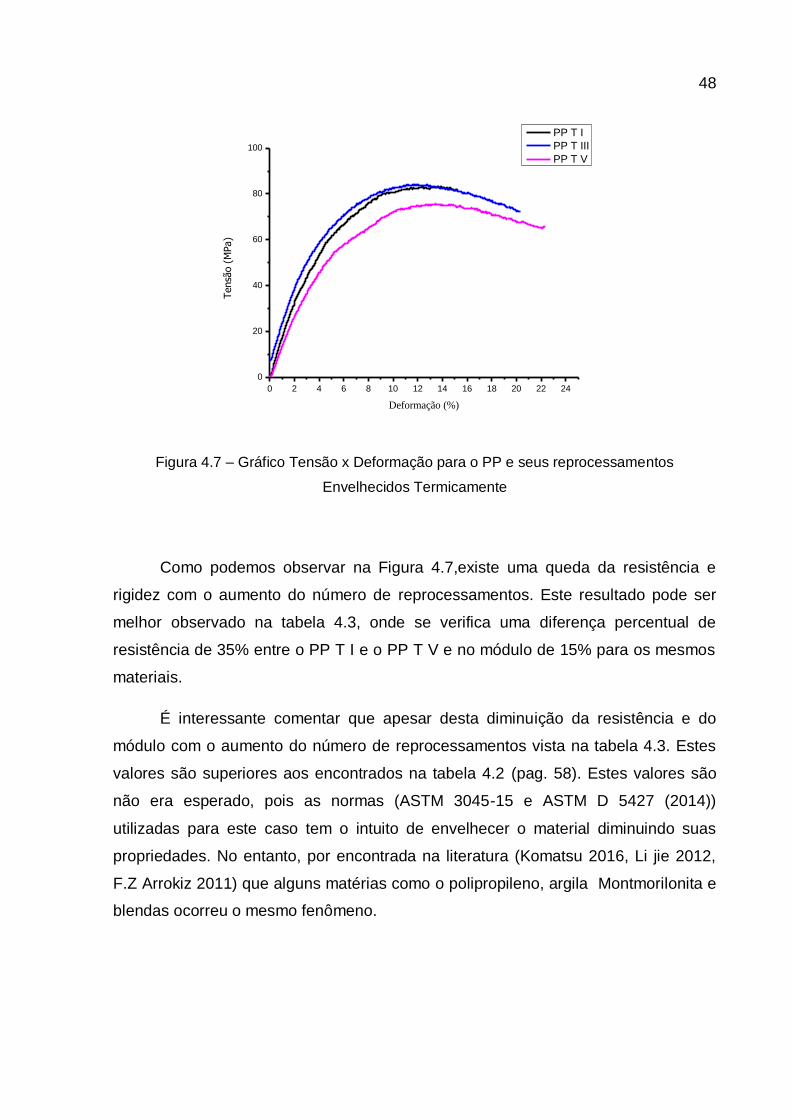
48
0 2 4 6 8 10 12 14 16 18 20 22 24
0
20
40
60
80
100
Tensã
o (
MPa)
Deformação (%)
PP T I
PP T III
PP T V
Figura 4.7 – Gráfico Tensão x Deformação para o PP e seus reprocessamentos
Envelhecidos Termicamente
Como podemos observar na Figura 4.7,existe uma queda da resistência e
rigidez com o aumento do número de reprocessamentos. Este resultado pode ser
melhor observado na tabela 4.3, onde se verifica uma diferença percentual de
resistência de 35% entre o PP T I e o PP T V e no módulo de 15% para os mesmos
materiais.
É interessante comentar que apesar desta diminuição da resistência e do
módulo com o aumento do número de reprocessamentos vista na tabela 4.3. Estes
valores são superiores aos encontrados na tabela 4.2 (pag. 58). Estes valores são
não era esperado, pois as normas (ASTM 3045-15 e ASTM D 5427 (2014))
utilizadas para este caso tem o intuito de envelhecer o material diminuindo suas
propriedades. No entanto, por encontrada na literatura (Komatsu 2016, Li jie 2012,
F.Z Arrokiz 2011) que alguns matérias como o polipropileno, argila Montmorilonita e
blendas ocorreu o mesmo fenômeno.

49
Tabela 4.3 - Propriedades mecânicas do PP após o ensaio de flexão em três pontos
Material Tensão Última (MPa)
Módulo de Elasticidade (GPa)
PP T I 73,52±2,311 2,32±0,0378
PP T III 67,85±4,97 1,87±0,02,67
PP T V 47,51±1,08 1,98±0,01,54
Figura 4.8 – Gráfico de tensão média para o PP e seus reprocessamentos envelhecidos
termicamente.
Quando observamos os módulos encontrados na Figura 4.7, concluímos que,
após o período em estufa o material tem uma queda significativa (14,75%) entre o
módulo do primeiro e do quinto reprocessamento (Figura 4.7).
73,52
67,85
47,41
0
10
20
30
40
50
60
70
80
90
PP T I PP T III PP T V
Lim
ite d
e R
esi
stên
cia
à F
lexão (
MP
a)

50
Figura 4.9 – Gráfico de módulo de elastiidade média para o PP e seus reprocessamentos
envelhecidos termicamente.
Em relação à temperatura de amolecimento (vicat) (Figura 4.10), observa-se
que a medida que o material é reprocessado, essa temperatura vai aumentando, até
chegar em 109,3 °C aumento de 3°C na temperatura de amolecimento desse
material, vale ressaltar que esse aumento é bastante significativo uma vez que muda
a estabilidade térmica dos mesmos, esse mesmo fenômeno é observado na Figura
4.11, onde apresenta as curvas TG para o material tratado termicamente em estufa
onde ocorre mudança de inicio de perda de massa entre o primeiro e o terceiro
reprocessamento seguido de uma recuperação da mesma no terceiro e quinto
reprocessamento, onde neste ponto o inicio de fim das curvas de primeiro e quinto
reprocessamento são consideradas equivalentes.
É interessante comentar novamente que os valores obtidos no vicat do PP
tratado termicamente (Figura 4.10) foram superiores aos obtidos no PP sem
tratamento térmico em estufa (Figura 4.5), novamente demonstrando que a
utilização deste procedimento melhora as propriedades do material.
2,32 1,87
1,98
0
0.5
1
1.5
2
2.5
3
PP T I PP T III PP T V
Mód
ulo
de E
last
icid
ad
e à
Fle
xão (
GP
a)

51
Figura 4.10 – Temperatura de Amolecimento para o PP e seus reprocessamentos
envelhecidos termicamente
0 100 200 300 400 500 600 700
0
20
40
60
80
100
120
Ma
ssa %
Temperatura °C
PP TI
PP TIII
PP TV
Figura 4.11 – Gráfico Tg para o PP e seus ciclos de reprocessamentos envelhecidos
termicamente.
106.3
107.4
109.3
0
20
40
60
80
100
120
PP T I PP T III PP T V
Tem
pe
ratu
ra d
e A
mo
leci
men
to (
C/m
m)

52
4.3- Análise dos biocompósitos e seus reprocessamentos.
4.3.1 – Biocompósitos sem Envelhecimento Térmico
Apresentam-se nas Figuras 4.12 e 4.13 os gráficos tensão versus deformação
para os biocompósitos sem envelhecimento
0 5 10 15 20 25
0
10
20
30
40
50
Te
nsoم
(M
Pa
)
Deformaçمo (%)
PP 10 % I
PP 10 % III
PP 10 % V
Figura 4.12 – Gráfico Tensão versus Deformação para o biocompósito com 10% de
reforço
0 5 10 15 20 25 30
0
10
20
30
40
50
Ten
são
(M
Pa)
Deformação (%)
BC 30 % I
BC 30% III
BC 30% V
Figura 4.13 - Gráfico Tensão versus deformação para o biocompósito com 30% de reforço.

53
Observa-se que a adição da fibra modifica as características do material,
ocorrendo uma dispersão entre as amostras, no que se diz respeito aos
reprocessamentos não é apresentado um padrão entre os mesmo, isso para o
biocompósito com 10 % de reforço (Figura 4.12).
Tabela 4.4 – Valores médios para os biocompósitos e seus reprocessamentos
Material Tensão Última
(MPa) Módulo de
Elasticidade (MPa)
BC 10% I 45,38±0,84 1,7±0,129
BC 10% III 40,79±2,10 1,91±0,767
BC 10% V 45,97±2,37 1,86±0,717
BC 30%I 47,95±4,57 2,21±0,163
BC 30% III 42,81±1,65 2,11±0,519
BC 30% V 41,46±2,39 1,96±0,112
A partir dos resultados obtidos nas figuras, organizou-se os seus resultados,
que são mostrados na tabela 4.4, como esperado o biocompósito que apresentou
melhores propriedades mecânicas (somente em resistência a rigidez pode-se
considerar a mesma) foi o material com 30% de reforço em sua composição, com
diferenças percentuais para o BC I de 5,66 %, BC III de 4,95%, de 10% e 30%
percebe-se que o material de 10%possui maior resistência do que o de 30%,
somente para o quinto reprocessamento é que o material BC V 30% possui perda de
resistência em relação ao de 10%, demonstrando que com o aumento do número de
ciclos de reprocessamentos o uso de fibra na fabricação do biocompósito não é
interessante de ser aplicado quando se deseja maior resistência do material.
Essa perda de resistência do material devido ao reprocessamento é
ocasionado devido ao desgaste sofrido pela fibra, através de esforços cisalhantes
transmitido pelo movimento da rosca, ao mesmo tempo em que a fibra é triturada
(Figura MEV 4.15 a), esse fato também ocorre no reprocessamento do material, ou
seja quanto mais os biocompósitos são reciclados, maior é o desgaste da fibra,
conforme Figuras 4.15 e 4.16. Sendo que nas Figuras 4.15 “a” e 4.16 “a”,
apresentaram-se mais fibras com tamanho perceptível, por ser os primeiros
reprocessamentos, quando se observa as Figuras 4.15 “b” e 4.16 “b” verificaram-se
a presença de menos fibras de tamanho considerável, como pode ser verificado nas
figuras, vale lembrar que os constituintes das fibras naturais, começam a se
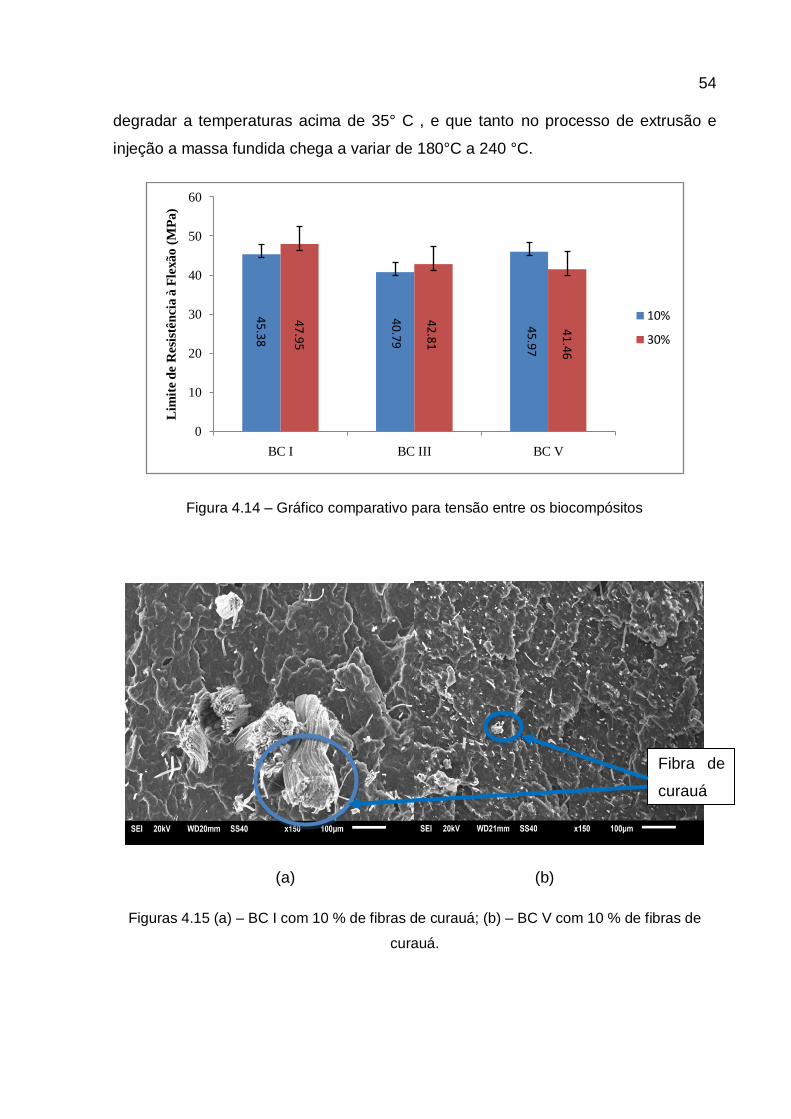
54
degradar a temperaturas acima de 35° C , e que tanto no processo de extrusão e
injeção a massa fundida chega a variar de 180°C a 240 °C.
Figura 4.14 – Gráfico comparativo para tensão entre os biocompósitos
(a) (b)
Figuras 4.15 (a) – BC I com 10 % de fibras de curauá; (b) – BC V com 10 % de fibras de
curauá.
45.38
40.79
45.97
47.95
42.81
41.46
0
10
20
30
40
50
60
BC I BC III BC V
Lim
ite d
e R
esi
stên
cia
à F
lexã
o (
MP
a)
10%
30%
Fibra de
curauá

55
(a)
(b)
Figuras 4.16 (a) – PP I com 30 % de fibras de curauá; (b) – PP V com 30 % de fibras de
curauá.
Analisando o módulo dos biocompósitos (Figura 4.17) percebeu-se um
aumento na rigidez dos biocompósitos com o aumento percentual das fibras, dessa
forma, o material que apresentou melhores propriedades foi o biocompósito com
30% de reforço (Tabela 4.4), apresentando diferenças percentuais entre os materiais
Fibra de
curauá
Fibra de
curauá

56
de 30,19% para o PP I, 10,60 % para o PP III e 5,54% para o PP V, é interessante
observar que o módulo é bastante afetado a medida em que se avança com os
ciclos de reprocessamentos.
Figura 4.17 – Gráfico comparativo para os módulos entre os biocompositos
Analisando a temperatura de amolecimento para os biocompósitos (Figura
4.18), pode-se considerar uma estabilidade térmica nas amostras, não havendo
mudanças significativas nas mesma. Vale ressaltar que para os biocompósitos não
foram realizadas análises de TG, devido a fibra começar a perda de massa a partir
de 35°C e essa são apresentar estabilidade na perda de seus constituintes.
Figura 4.18 – Gráfico comparativo para temperatura de amolecimento dos biocompósitos
1,70 1,91 1,86
2,21
2,11
1,96
0
0.5
1
1.5
2
2.5
BC I BC III BC V
Mód
ulo
de E
last
icid
ad
e à
Fle
xão
(GP
a) 10%
30%
101
.6
96
.9
96.9
98.7
97
.8
98
.7
0
20
40
60
80
100
120
BC I BC III BC V
Tem
peratu
ra d
e A
mole
cim
en
to (
C/m
m)
10%
30%

57
4.3.2 Análise dos Biocompósitos Tratados Termicamente.
Apresentam-se nos gráficos 4.19 e 4.20 os diagramas tensão X deformação
para os biocompósitos com 10% e 30 % de reforço onde passaram por
envelhecimento acelerado em estufa (tratados termicamente). Lembrando que para
esses materiais assim como os não tratados não ocorreu fratura fina das amostras.
Encontra-se na Tabela 4.5 os valores médios para Tensão última, módulo de
elasticidade e deflexão.
0 5 10 15 20 25
0
20
40
60
80
100
Ten
são
( M
Pa)
Deformação (%)
BC 10 % TI
BC10 % T III
BC 10 % T V
Figura 4.19 - Gráfico Tensão versus Deformação para o Biocompósito 10% Envelhecidos
Termicamente

58
0 5 10 15 20 25
0
20
40
60
80
100
Ten
são
(M
Pa)
Deformação (%)
BC T 30% I
BC T 30% III
BC T 30 % V
Figura 4.20 – Gráfico Tensão versus Deformação para o Biocompósito 30% Envelhecidos
Termicamente.
Observa-se na Figura 4.19, uma diminuição significativa, na resistência e no
módulo em relação aos reprocessamentos, esses valores são melhores observados
na Tabela 4.5 e na Figura 4.21 e 4.22
Figura 4.21 – Grafico comparativo para a tensão dos biocompósitos
55.5
2
50.3
3
49.1
5
57
54
.53
51.2
0
10
20
30
40
50
60
70
BC T I BC T III BC T V
Lim
ite
de
Re
sist
êci
a à
Fle
xão
( M
Pa
)
10%
30%

59
Era de se esperar que o mesmo fenomeno que ocorreu no item 4.3.1, se
repetisse para a tensão no material, olhando o gráfico da Figura 4.21, observa-se
que esses valores estão bem próximos, tendo o material com 30% variando entre 2
e 3% a mais de resistência, sendo que este valor pode ser desconsiderado a partir
do momento que se obsrva o desvio padrão dos mesmos. Isso ocorreu devido ao
tempo em qual o material ficou em estufa, uma vez que a temperatura era 120°C a
fibra foi se degradando, deixando sóa matriz.
Do mesmo modo ocorreu com o módulo de elasticidade (Figura 4.22) e com a
temperatura de amolecimento (Figura 4.23), sendo nesta última, ocorrendo um
aumento perentual entre o PP I.
Tabela 4.5 – tabelas com os valores médios do ensaio de flexão para os biocompósitos
Material Tensão Última
(MPa) Módulo de
Elasticidade (GPa)
BC T 10% I 55,52±2,78 2,30±1,7
BC T 10% III 50,33±1,10 1,88±2,00
BC T 10% V 49,15±3,27 1,98±0,98
BC T 30%I 57,00 ±2,30 2,06±3,70
BC T 30% III 54,33±2,70 1,90±3,76
BC T 30% V 51,2±2,46 1,88±2,84
Figura 4.23 - Gráfico comparativo para as temperaturas de amolecimento
97
.3
108.6
107
.4
110.2
109.9
108
.9
0
20
40
60
80
100
120
BC T I BC T III BC T V
Tem
pera
tura
de A
mole
cim
en
to (
C/m
m)
10%
30%

60
4.4 – Estudo Comparativo entre o PP e os biocompósitos aqui estudados
A partir das análises realizadas nos itens anteriores, foi realizado um estudo
comparativo entre a matriz de polipropileno e os biocompósitos estudados nessa
tese.
Na Figura 4.24, encontra-se os valores médios para tensão máxima à flexão
em três pontos., como era esperado a adição de fibras naturais a matriz
(biocompósito), aumenta a resistência da mesma em 13,15 % ( diferença percentual)
para o primeiro reprocessamento comparando o PP com o PP 10%, quando
compara-se o PP e o PP 30% ainda no primeiro ciclo, essa diferença passa a ser de
17,81%. No terceiro ciclo começa-se a observar a instabilidade do biocompósito, a
medida em que as fibras começam a se degradar com os ciclos na extrussora, onde
o biocompósito com 10% de reforço fica com valor de resistência igual a matriz
quando observado o desvio padrão dos mesmos, continuando esta instabilidade
para o biocompósito com 30 % de reforço.
Continuando na Figura 4.24, agora observando os materiais que passaram
por um envelhecimento acelerado em estufa (Tratamento térmico), observa-se que
para todos os casos estudados, as amostras obtiveram maior resistência após esse
período, para a matriz de polipropileno no primeiro ciclo de reprocessamento tem um
aumento de 46,39%, para o terceiro ciclo esse aumento de resistência fica em torno
de 39,57% e para o quinto ciclo um aumento de 25%, observa-se também que os
biocompósitos apresentam estabilidade após o período de envelhecimento em
relação aos seus ciclos de reprocessamentos, mas fica bem evidente que nenhum
dos biocompósitos conseguem chegar a resistência da matriz após envelhecimento
acelerado e que o processo de envelhecimento nos biocompósitos aumenta sua
resistência, em porcentagem menores do que a matriz, para o biocompósito com
105 de reforço, esse valor é de 18,26 %, para o terceiro ciclo de 18,95 e para o
quinto 46%. Para o biocompósito com 30 % de reforço esses valores percentuais
são de 16 % para o primeiro ciclo, 21,49% para o terceiro ciclo e para o quinto ciclo
de reprocessamento 19,02.
Nota-se que a diferença percentual entre os ciclos e o envelhecimento, pode-
se ser considerada constante, uma vez que são valores muito próximos, nesse caso

61
deve-se esse aumento de resistência só a matriz, uma vez que pela degradação da
fibra natural, está não ira interferir após o período em estufa.
Figura 4.24 – Gráfico comparativo para todos os materiais estudados nessa tese
No que se refere ao módulo dos materiais (Figura 4.25) apresentados nessa
tese, a primeira observação a ser feita é que, a adição da fibra natural na matriz
aumenta o módulo da mesma na médida em se aumenta o teor de fibra na mesma,
para o primeiro ciclo de reprocessamento, o biocompósito com 10% de reforço,
apresentou um módulo 4 % maior do que o módulo da matriz e para o biocompósto
com 30 % de reforço esse valor foi de 26,27 % superior do que a matriz, esse
fenomeno já era esperado uma vez que se adiciona fibra na matriz aumenta a
rigidez e peso do material.
Da mesma forma que acontenceu com a resistencia a rigidez do material vai
diminuindo com os ciclos de reprocessamentos.
Quando observado o antes e pós envelhecimento em estufa o que conclui-se
que ocorre um aumento signnificativo e contante para as amostras aqui estudadas.
39.41
45.38
47.95
73.52
55.52
5741.08
40.79
42.81
67.85
50.33
54.5335.75
45.97
41.46
47.41
49.15
51.2
0
10
20
30
40
50
60
70
80
90
PP BC 10% BC 30 % PP T BC T 10% BC T 30%
Lim
ite d
e R
esi
stên
cia
à F
lexã
o (
MP
a)
PP I
PP III
PP V

62
Figura 4.25- Gráfico comparativo para todos os materiais estudados nessa tese
Figura 4.26 – Gráfico comparativo para todos os materiais estudados nessa tese
Analisando a Figura 4.26, observa-se que para a matriz o reprocessamento
aumenta em aproximadamente 3,7% quando relacionado o primeiro e o último
reprocessamento para a temperatura de amolecimento, para a matriz antes e pós
envelhecimento, ocorre um aumento de 12° C para todos os ciclos de
reprocessamentos.
1,633
1,70
2,21
2,32
2,30 2,06
1,68
1,91
2,11
1.879
1,88 1,901,82
1,86
1,96
1,98
1,98
1,88
0
0.5
1
1.5
2
2.5
3
PP BC 10% BC 30 % PP T BC T 10% BC T 30%
Mód
ulo
de E
last
icid
ad
e à
Fle
xão (
GP
a)
PP I
PP II
PP V
94.6
101.6
98.7
106.3
97.3
110.295.7
96.9
97.8
107.4
108.6
109.9
97.3
96.9
98.7
109.3
107.4
108.9
0
20
40
60
80
100
120
PP BC 10% BC 30 % PP T BC T 10% BC T 30%
Tem
pera
tura
de A
mole
cim
en
to (
C/m
m)
PP I
PP III
PP V

63
Quando observa-se os biocompósitos observa-se uma temperatura de
amolecimento para o biocompósito com 10% de reforço e a matriz, tem-se que a
temperatura aumenta 7°C no primeiro reprocessamento e que para os outros
reprocessamentos ela fica constante. Um fato a se destacar é que para o
biocompósito com 30%, essa temperatura pode ser considera constante, uma vez
que a mesma varia 1°C do primeiro para o terceiro reprocessamento e não ocorre
variação entre o primeiro e o quinto ciclo.
Da mesma forma que ocorreu para a matriz, a temperatura de amolecimento
aumentou em aproximadamente 12°C para todos os biocompósitos juntamente com
os seus ciclos após o período em estufa.
64
Capítulo V
Conclusões

65
5 Conclusões
A partir dos resultados apresentados anteriormente pode-se concluir
que:
Os reprocessamentos alcançados nos materiais de biocompósitos com
percentuais de 10 % e 30 % de fibras de curauá respectivamente, por meio
das etapas de extrusão e injeção, foram superiores ao polipropileno puro
reprocessado.
Observou-se que no PP puro após o 5° reprocessamento, houve um aumento de
118,3 % do IF em relação ao PP puro sem reprocesso. Sendo assim, necessário
uso de aditivo antioxidante para evitar a degradação térmica do PP provocada
nos ciclos de reprocessamentos na extrusora. Entretanto, com a adição das
fibras de curauá reduziu a degradação térmica no PP, onde verificou-se que foi
necessário reprocessar os grãos dos biocompósitos com percentuais de 10 % e
30 % de curauá, por 3, 4 e 5 vezes respectivamente para se aproximar do IF do
PP sem reprocesso. Na medida em que se aumenta a carga de fibras há uma
redução de massa de polímeros na mistura, diminuindo os esforços de
cisalhamento provocado pelas roscas da extrusora.
Nas análises dos índices de fluidez apresentada, observou-se que os valores
obtidos para os biocompósitos com 30 % fibras de curauá foram os que
apresentaram os menores valores após todos os ciclos de reprocessamentos
(cinco) na extrusão, entre as outras composições, tendo a menor diminuição na
fluidez da mistura, entre os 1° reprocessamentos uma variação de 68,3 % e uma
variação de 57,7 % no 5° reprocessamento.
Se os maquinários preparados para processar o PP, estiveram especificados
para trabalhar com faixa de IF do HP 550 K, estes biocompósitos não afetaram o
desempenho de transformação da resina, durante o processo e reprocesso,
viabilizando a utilização dos mesmos, com possibilidade de reciclagem.
Os resultados apresentados das propriedades mecânicas dos biocompósitos
relacionado ao ensaio de flexão em três pontos tiveram o mesmo
comportamento, valores aproximados de resistência ultima, modificando-se
só no quarto e quinto reprocessamento, observa-se também que a dispersão
obtida entre as amostras foi pouco significativa.

66
Em relação à rigidez obteve ganho de 40,6 %, quando comparado com o melhor
resultado do PP puro reprocessado com o 3° reprocessamento do biocompósito
com percentual de 30 % de fibras de curauá. E quando comparado com o menor
valor entre os todos os biocompósitos, o 5° reprocessamento do biocompósito
com percentual de 30 % de fibras de curauá, os valores apresentados são
considerados aproximados.
Quando submetidos aos ensaios de flexão em três pontos, os biocompósitos
demonstraram valores maiores em relação ao PP reprocessado. Percebeu-se
que com o aumento no percentual de fibras de curauá aumentou a tensão
máxima, um aumento percentual de 22 % no biocompósito com 30 % de fibras
de curauá no 1° reprocessamento. E que a redução desta propriedade quando
comparadas entre elas com mesmo percentual foi mínima, um percentual de
13,5 %, no qual considerou-se uma pequena oscilação devido aos diversos
reprocessamentos sofridos pelos grãos de biocompósitos. Observou-se também
um aumento na rigidez à flexão, mais evidente, para o biocompósito a 30 % de
fibras de curauá, um aumento no módulo de 35,64 %.
Em todos os materiais que passaram pelo tratamento térmico em estufa,
observou-se uma recuperação nas propriedades mecânicas dos mesmos,
mesmo, para os materiais que passaram até o quinto reprocessamento.
Para o biocompósito com 10 % de reforço em seu primeiro reprocessamento,
temos que com o tratamento térmico ocorre um aumento aproximadamente
22,34 %, na tensão ultima do material.
Para os biocompósitos com 30% de reforço, observa-se um aumento de
18,87% entre o material com e sem tratamento térmico.
Após o período em estufa, os biocompósitos apresentam amentos em seus
limites de resistência, mas da mesma forma que ocorreu no primeiro
reprocessamento, ocorre um aumento nas resistências dos materiais após o
período em estufa, sendo que para o biocompósito com 10 % de reforço este
aumento fica em torno de 19,54% e para o biocompósito com 30 % de reforço
este valor é de 11,87%. O mesmo fenômeno é observado para os próximos
reprocessamentos, III, e V.
O mesmo fenômeno, sendo que com valores menores apresenta-se
para os biocompósitos com 10 % e 30 % de reforço, esses valores são menores

67
uma vez que a fibra natural, perde massa e resistência com o aumento de
temperatura e com a temperatura de processamento da extrussora.
Em relação a deflexão do material, que estes aumentam significativamente com
o tratamento térmico do material. Uma média de 20% em relação aos
reprocessamentos.
A temperatura de Amolecimento para o PP antes e pós tratamento térmico varia
em torno de 12° °C, o mesmo fenômeno ocorre entre os biocompósitos.
6 Sugestões para Trabalhos Futuros
1- Criar novas composições de biocompósitos, utilizando outras resinas
termoplásticas, com intuito de verificar o comportamento mecânico e físico.
2 - Obter biocompósitos com percentagens de fibras naturais mais
elevados, com o objetivo de determinar limites máximos de desempenho mecânico.
3 - Realizar ensaios mecânicos com produtos recicláveis de
biocompósitos, a fim de estudar a viabilidade econômica.
4 - Realizar estudos sobre a influência da umidade nesses materiais
juntamente com a temperatura elevada
5- Realizar ensaios de Impacto nos biocompósitos para observar a influência
do tratamento térmico na energia de absorção do material.
68
REFERENCIAS
ALBUQUERQUE ,J. A. C. Planeta Plástico, Sagra Luzzato, 2000
ABPOL: Associação Brasileira de Polímeros. Polímeros: Ciência e Tecnologia.
Vol. 16, nº 4, 2006.
AQUINO, E.M.F.; SILVA, R.V. Curaua Fiber: A New Alternative to Polymeric
Composites. Journal of Reinforced Plastics and Composites, 2008.
ASTM D 5427 - Standard Practice for Accelerated Aging of Inflatable
Restraint Fabrics - American Society for Testing and Materials, 2014. ASI
ASTM D 3045-15 Standard Practice for Heat Aging of Plastics Without Load
- American Society for Testing and Materials, 2013. ASI
Azwa, Z. N. et al (2013). A review on the degradability of polymeric
composites based on natural fibres. Materials & Design, 47, 424-442.
Almeida Júnior, HLO Júnior, SC Amico, FDR Amado - Study of hybrid
intralaminate curaua/glass composites - Materials & Design, 2012.
Almeida Júnior, HLO Júnior, SC Amico, FDR Amado - Hybridization effect on the
mechanical properties of curaua/glass fiber composites - Composites Part
B: Engineering 55, 492-497-,2013.
Bhagat, V, Ket al- Physical, mechanical, and water absorption behavior of
coir/glass fiber reinforced epoxy based hybrid composites- Polymer
CompositesVolume 35, 2016.
Beltrami, L. V. R et al - Effect of the alkaline treatments of Curauá fiber on the
properties of biodegradable matrix composites -Polímeros vol.24 no.3 São
Carlos May/June 2014 Epub May 20, 2014
Borsoi C, Scienza LC, Zattera AJ. Obtenção e caracterização de compósitos
utilizando poliestireno como matriz e resíduos de fibra de algodão da
indústria têxtil como reforço. Polímeros. 2011;21(4):271-279.
Hazizan Md Akil et al- Water absorption study on pultruded jute fibre reinforced
unsaturated polyester composites - Composites Science and Technology - 2014

69
A. Ahmadi-Sénichault et al 2016 -Thermographic and tomographic methods for
tridimensional characterization of thermal transfer in silica/phenolic
composites- Composites Part B: Engineering, 2016, Pages 71-79
AQUINO, E. M. F. et al. Desenvolvimento de um Compósito Laminado Híbrido
com Fibras Natural e Sintética.62° Congresso Anual da ABM , Vitória/ES
2007.
BALAJI, A. et al. Bagasse Fiber - The Future Biocomposite Material: A
Review.International Journal of ChemTech. Vol. 7, Res. 2015, 07, pp 223-
233.
BARROS, A.R.F. Compósitos Híbridos: Desenvolvimento de Configurações e
Efeito de Umidificação, Dissertação de Mestrado, Universidade Federal
do Rio Grande do Norte, 2006.
BECKER D et al . Compósitos de PVC rígido e fibras de bananeira: Efeito do
tratamento da fibra 2014, vol.19, n.3, pp.257-265
BNDES - O banco nacional do desenvolvimento( www.bnds.gov.br< acesso em
31/07/2015)
CALLISTERJr.W.D. Ciências E Engenharia De Materiais: Uma Introdução Rio
De Janeiro: Ltc, 2005.
CARVALHO, R. F.Compósitos de Fibras de Sisal para o Uso em Reforços de
Estrutura de Madeira, Tese De Doutorado, Universidade De São Paulo,
(2005).
CARVALHO, L.H .Propriedades Mecânicas de Tração de Compósitos
Poliéster/Tecidos Híbridos Sisal/Vidro - Polímeros: Ciência E
Tecnologia, Vol. 16, N° 1, P. 33-37, 2006.
CAMPOS, A.et al - TPS/PCL Composite Reinforced with Treated Sisal Fibers:
Property, Biodegradation and Water-AbsorptionJournal of Polymers and
the Environment, 2013, Vol.21(1), pp.1-7
70
CHOW, C.P.L. et al.Moisture Absorption Studies Of Sisal Fibre Reinforced
Polypropylene Composites - Composites Science And Technology 67
(2007) 306–313
CUNHA et al . Influência de Diferentes Condições Higrotérmicas na
Resistência à Tração de Compósitos de Fibra de Carbono/Epóxi
Modificada. Polímeros: Ciência e Tecnologia, vol. 16, n° 3, pp 193-201,
2006.
CUNHA. R. A. D et al. VI CONGRESSO NACIONAL DE ENGENHARIA
MECÂNICA , Campina Grande, 18-21 Agosto 2010.
DANTAS, C. M.; FELIPE, R. C. T. S.; FELIPE, R. N. B. Compósito de Matriz
PoliésterReforçado com Fibra de Vidro -E, Até onde Pode ter Contato
com o Petróleo. 18º CBCiMat - Congresso brasileiro de Ciências e
Engenharia de Materiais, Porto de Galinhas, novembro 2008.
DANTAS,C .M et al. Avaliação da Influência do Petróleo e Água do Mar nas
Propriedades Mecânicas de Flexão do Compósito (PRFV) e na
Caracteristica da Fratura- IV Congresso de Pesquisa e Inovação da
Rede Norte Nordeste de Educação Tenologica, Belém PA, Brasil 2009
DANTAS, C.M.Influência da quantidade de absorção de água nas
propriedades mecânicas de compósitos poliméricos de manta de
fibra de vidro e tecido juta – Dissertação de Mestrado UFRN, 2011.
DASH, B.N.; Sarkar M.; Rana, A.K.; Mishra, M.; Mohanty, A.K.; Tripathy, S.S. Study
on Biodegradable Composite Prepared from Jute Felt and Polyesteramide
(BAK). Journal of Reinforced Plastics and Composites, Vol. 21, No. 16, pp 1493-
1511. 2002.
Dicker, M. P. M., Duckworth, P. F., Baker, A. B., Francois, G., Hazzard, M. K., &
Weaver, P. M. (2014). Green composites: A review of material attributes
and complementary applications. Composites Part A: Applied Science and
Manufacturing, 56, 280-289

71
DAVIES. Sea water aging of glass reinforced composites: Shear behavior and
damage modeling. Journal of Composite Materials, 35, 2001. 1343-
1371.
Dionisio, J.K.S - Influência da configuração do tecido e do tratamento
superficial Das fibras nas propriedades mecânicas de compósitos reforçados
Com fibras naturais - Dissertação de mestrado – Iniversidade Federal do Rio
Grande do Norte – 2014.
Empresa Brasileira De Pesquisa Agropecuária (Embrapa)
FELIPE, R. C. T. D. S. Comportamento Mecânico e Fratura de Moldados em
PRFV. UFRN. Natal, p. 100. 1997.
FELIPE, R.C.T.S.; et al.- Desenvolvimento de Tecido Natural de Sisal como
Reforço Estrutural em Compósito Polimérico In: 65º Congresso Anual da
Abm – Congresso Internacional da Associação Brasileira de
Materiais, Metalurgia e Mineração – 2010 – Rio De Janeiro, Rj, Brasil.
FELIPE, RNB et al - Laminar composite structures: Study
of environmental aging effects on structural integrity. Journal of
Reinforced Plastics and Composites, Nov 2012, Vol.31(21), pp.1455-1466
FUNG, X.S. et al.An Investigation on the Processing of Sisal Fibre
Reinforced Polypropylene Composites. Composites Science And
Technology 63 (2003) 1255–1258
GAY, D. Matèriaux Composites.Paris: Editions Hermès, 1991.
HULL, D.An Introduction to Composite Materials - Ed. Cambridge University
Press, 1988.
IDICULA MARIES, et al. Dynamic Mechanical Analysis Of Randomly Oriented
Intimately Mixed Short Banana/Sisal Hybrid Fibre Reinforced Polyester
Composites- Composites Science And Technology 65 (2005) 1077–
1087

72
JOSEPH, P. V. Efect of processing variables on the mechanical properties of
sisal-fiber-reinforced polypropylene composites. Composites Science
and Technology 59 (1999) 1625-1640.
JOSEPH, P. V.et al Eviromental Effects on the Degradation Behavior of Sisal
Fibre Reinforced Polypropylene Composites. Composites Science and
Tecnology, 2002. 1357-1372.
LEVY NETO, F E PARDINI, L. C .Compósitos Estruturais: Ciência e
Tecnologia . São Paulo: Edgard Blücher, 2006.
LI, QIAN et al - Nanoscale evaluation of multi-layer interfacial mechanical
properties of sisal fiber reinforced composites by nanoindentation
technique. Science and Technology, 10 November 2017, Vol.152, pp.211-
221
Le Moigne, N., Longerey, M., Taulemesse, J. M., Bénézet, J. C., & Bergeret, A.
(2014).Study of the interface in natural fibres reinforced poly(lactic
acid) biocomposites modified by optimized organosilane treatments.
Industrial Crops and Products, 52, 481-494
LOPEZ, J. P. et al. Recycling Ability of Biodegradable Matrices and Their
Cellulose Reinforced Composites in a Plastic Recycling Stream.Journal
of Polymers and theEnvironment, v. 20, n. 1, p. 96-103, 2012.
KOMATSU - Estudo comparativo de nanocompósitos de polipropileno
modificado sob condições de envelhecimento ambiental e acelerado
– Dissertação de mestrado - Universidade de São Paulo, 2016
MANUAL DE POLIPROPILENO. Laboratório: Análises do Produto. Empresa
Termoplástica, 2007.
MARINUCCI.G. Materiais Compósitos Poliméricos Fundamentos e
Tecnologia São Paulo. Artliber Editora, 2011.
MANO, Eloisa Biasotto.Introdução a Polímeros. 5ª Reimpressão. Ed. Edgard
Blücher Ltda. Rio de Janeiro, 1994.
73
MAGALHÃES, W. L. E et al - Preparation and characterization of
polypropylene/heart-of-peach palm sheath composite. Journal of applied
polymer science 127: 1285-1299 (2013)
MEROTTE .J .Mechanical and acoustic behaviour of porosity controlled
randomly disperded flax/PP biocomposite. Polymer testing 51 (2016) 174-
180.
MISHRA . S; et al.Potentiality Of Pineapple Leaf Fibre As Reinforcement In
Palf-Polyester Composite: Surface Modification and Mechanical
Performance- Journal of Reinforced Plastics and Composites, Mar 2001;
Vol. 20: Pp. 321 - 334.
MONTEIRO, S. N.et al. Efeito A Incorporação de Fibras de Coco no
Comportamento Dinâmico Mecânico de Compósitos com Matriz
Poliéster (Www.Abmbrasil.Com.Br/Materias/Download/1118285.Pdf)
MONTEIRO, S. N. et Al Comportamento Mecânico E Características
Estruturais De Compósitos Poliméricos Reforçados Com Fibras
Contínuas E Alinhadas De Curauá- Revista Matéria, V. 11, N. 3, Pp.
197 – 203, 2006.
MEROTTE J et al - Influence du taux de porosité sur les propriétés d’un
composite non tissé lin/PP - Matériaux & Techniques 104, 405 (2016).
MONTEIRO, S. N. et al- Propriedades de Compósitos de Tecido de Juta
Descartado Reforçando Matriz de Polietileno Reciclado- Revista
Matéria, V. 11, N. 4, Pp. 403 – 411, 2006.
NICHOLAS, J. et al - Effects of accelerated environmental aging on glass fiber
reinforced thermoset polyurethane composites. Composites Part B, 1 June
2016, Vol.94, pp.370-378
PARDINE, L.C.; GONÇALVES, A. – Processamento de Compósitos
Termoestruturais de Carbono Reforçado com Fibras de Carbono -
Journal of Arospce and Management, Vol. 1 Nº2, Jul – Dec. 2009.

74
PIMENTA, M.T.B.et al .Soda-treated Sisal/Polypropylene Composites, J Polym
Environ (2008) 16:35–39
RAHMAN, M. D et al - Vibration damping of flax fibre-reinforced polypropylene
composites. Fibers and Polymers, Nov 2017, Vol.18(11), pp.2187-2195
RAINAL D. B et al – Biocomposite macroporus cryogels as pontential Carrier
scaffolds for boné active agents argmenting boné regeneration. Jounal of
controlled release 235 (2016) 365-378.
RODRIGUES, L. P. S - Efeitos do Envelhecimento Ambiental Acelerado em
Compósitos Poliméricos- Dissertação de Mestrado, UFRN , Natal 2007.
RODRIGUES, L. P. S et al - Effect of accelerated environmental aging on
mechanical behavior of curaua/glass hybrid composite. Journal
of Composite Materials, 2012, Vol.46 (17), p.2055-2065
SANTOS, A.M. Estudo de compósito híbrido Polipropileno/ Fibras de Vidro e
Coco para Aplicações em Engenharia - Dissertação de Mestrado.
Curitiba UFPR, 2006
Sindfibras, Natural Fibres Industries Association
(<http://www.brazilianfibres.com.br/> acesso em 19 de dezembro de
2009).
. Www.fazfacil.com.br (acesso em 12 de março de 2010).
SEO D. W.; KIM H. J. Effect of Water absorption fatigue on Mechanical
Properties of Sisal Textile-reinforced Composite. International
Journal of Fatigue, v. 28, p. 1307-1314, 2006.
SILVA, R.V. (2003).Compósito de Resina Poliuretano Derivada de Óleo de
Mamona e Fibras Vegetais. Tese de doutorado – UFSCar São Carlos,
2003. Brasil
SILVA R.V et al.Desenvolvimento de um compósito laminado híbridocom fibras
natural e sintética- Revista Matéria, v. 13, n. 1, pp. 154 – 161, 2008

75
SILVA, C.Cet al. 53º abceram- Congresso Brasileiro de Cerâmica, 2009,
Guarujá, SP, Brasil.
SYDENSTRICKER T.H.D et al.Pull-out and Oher Evaluations in Sisal-
reinforced polyester biocomposites”, polymer testing, volume
22, number 4, pp. 375-380(6) , June 2003.
SINGH, B et al - Hybrid polymer networks of unsaturated polyester-urethane
as composite matrices for jute reinforcement. Journal of Applied Polymer
Science, Oct 15, 2011, Vol.122(2), pp.1206-1218
SREEKUMAR, P.A et al - Transport properties of
polyester composite reinforced with treatedsisal fibers . Journal of
Reinforced Plastics and Composites, 2012, Vol.31(2), pp.117-127
SRINIVASAN P et al – A feasibily study of agricultural and sewage biomass as
biochar, bioenergy and biocomposite feedstock: Production,
characterization and potencial applications. Science of the total
environment 512 -513 ( 2015)
TINÔ, S. R et al - Polymer composites: Effects of environmental aging and
geometric discontinuity in the isotropic and anisotropic behaviors.
Journal of Composite Materials, 2016, Vol.50(13), pp.1771-1786
UAWONGSUWAN, P et al - Long jute fiber‐reinforced polypropylene composite:
Effects of jutefiber bundle and glass fiber hybridization. Journal of Applied
Polymer Science, 15 April 2015, Vol.132(15)
YANG, et al “Bending, compression and Shear Behavior of Woven Glass Fiber-
Epoxy Composites”, Composites – Part B: Engineering, v.31, p.715-
721, 2000.
YAN LI, et al.Sisal Fibre and its Composites: A Review of Recent
Developments. Composites Science And Technology 60 (2000)
2037±2055
Yan, Z. L., et al - Reinforcement of polypropylene with hemp fibres.
Composites Part B: Engineering, 46, 221-226 (2013).

76
WONGKON. L et al – Novel biocomposite of carboxymenthyl chitosan and
pineapple peel carboxymethycellulose assunscreen Carrier. International
Journal of biological mracromolecules 95 (2017) 873-880



![COMPORTAMENTO MECÂNICO DO POLIESTIRENO … · Scott et al. [3] observaram que durante a exposição à radiação UV podem ocorrer reações de reticulação na ... No caso da tensão](https://img.pdfslide.us/doc/110x75/5ba9743709d3f2155e8cbf45/comportamento-mecanico-do-poliestireno-scott-et-al-3-observaram-que-durante.jpg)