-
8/16/2019 Analisis VEIN
1/23
1
Análisis VEIN
Los servicios de mantenimiento y reparación se basan
fundamentalmente en el principio de laselectividad lo que hace que
se pueda subdividir en cuatro categorías en función del costo.
Esteanálisis se conoce con el nombre de VEIN que considera a los
equipos y máquinas en distintas áreas,que son: Vitales, Esenciales,
Importantes y Normales [12].
El análisis VEIN aplica el principio de la selectividad del
equipo, bajo las consideracioneseconómicas y no sobre las
divisiones o partes funcionales de la empresa, pero bajo
estasconsideraciones económicas, el criterio de la selectividad
debe considerar también la importancia delos equipos en cuanto al
tipo de servicio que presta en la planta productiva y las
consecuencias queafectan el costo por su paralización [14].
Tabla III Análisis VEIN [12]
AREAS CONSECUENCIAS QUE AFECTAN EL COSTO
VITALESCualquier falla ocasiona costosas reparaciones, paro
completo de las operaciones durantelargos períodos de tiempo si es
que no existen instalaciones en stand-by. Por ejemplo unhorno de
fundición en una planta fundidora, o una turbina en una planta
hidroeléctrica
ESENCIALESSe ocasionan costosas reparaciones, cesa el trabajo en
un área importante de la planta,no hay instalaciones en stand-by,
se producen serias interrupciones en la producción.Ejemplo, una
unidad de fuerza en un transporte por correas.
IMPORTANTES Aunque se dispone de instalaciones en stand-by
las fallas ocasionan grandes efectos dereparación o reemplazo,
graves interrupciones en la producción. Ejemplo, motoressecundarios
para procesos esenciales de producción.
NORMALESUna falla podría acarrear gastos normales de reparación
o reemplazo, pequeñasinterrupciones o retrasos en la operación de
la planta. Ejemplo, la ruptura de una banda detransmisión de un
transportador.
Como consecuencia del análisis VEIN se puede decir que los ítems
vitales y esenciales seconfían al personal de mantenimiento en
tanto que importantes y normales se confía al personal
detalleres.
3.4 Clasificación de los Equipos en la Industria
En la industria existen diversos equipos, razón por la cual se
los debe clasificar para su rápidaidentificación, a continuación en
el cuadro siguiente se detallan algunos [12].
Tabla IV Equipos en la Industria [12]
Equipos de Proceso Hornos, intercambiadores de calor, bombas,
compresores, molinos, motores,cañerías, instrumentos.
Equipos de seguridad Válvulas de presión y de vacío, cortadores
de llama, equipos de emergencia.
Equipos de servicioCalderas principales, generadores eléctricos,
instalaciones de almacenamiento yabastecimiento, sistemas de
distribución de agua, vapor y aire comprimido.
Tanques y equiposauxiliares Tanques de almacenamiento, tuberías,
diques, drenajes, instrumentos de medida.
Edificios y equipos dela planta
Incluyen áreas de almacenamiento, recepción y embarque, también
equipos detransporte tales como: tanqueros, montacargas, camiones,
bombas detransferencia.
Equipos deprotección contrafuego
Abastecimiento de agua y cañerías, bombas, instalaciones
permanentes deextinción contra el fuego tales como: gas, neblina,
polvo seco, extinguidotes deprimer auxilio, carros bomba, sistemas
de alarma.
-
8/16/2019 Analisis VEIN
2/23
2
Sala de materiales Extracción de materiales
Dosificación de Materiales Molienda de cemento
Vida Útil de la Planta
Para saber cuando un activo fijo esta llegando al final de su
tiempo de servicio, toda empresaesta sujeta a leyes, las mismas que
fijan el grado de depreciación que va a tener determinado
equipo,maquinaria, edificio o en general cualquiera que este dentro
de un activo fijo tangible. La Ley deRégimen Tributario Interno y
su Reglamento es la que se encarga de fijar dichos grados
dedepreciación.
Así tenemos por ejemplo que la depreciación acumulada de
maquinaria y equipo indica que la
maquinaria y equipo tiene una duración de su vida contable de 10
años y se debe depreciar el 10 %anual.
El cálculo de carga de un elemento de máquina o equipo,
corresponde generalmente a lasque estos puedan soportar bajo
condiciones normales de operación y un factor de seguridad dado,que
se usa para resistir las sobrecargas a las que muy continuamente se
somete una parte, máquinao equipo.
El ciclo de vida de un equipo, podría decirse que viene a ser el
período de tiempo durante elcual un equipo llena sus funciones
directamente en relación a la actividad técnica y económica paralos
cuales fue diseñado.
El análisis de porcentaje normal de carga y vida útil en un
equipo, tiene su importancia ya que
permite establecer las necesidades de renovación del mismo o
parte de él, una vez que este hacumplido su vida en base a lo
estimado por el fabricante.
-
8/16/2019 Analisis VEIN
3/23
3
Fichas Técnicas e Historial de las Máquinas
Para la elaboración de las fichas técnicas, las plantas deberían
contar casi en su totalidad contodos los datos de placa y
especificaciones técnicas de los equipos y máquinas.
La historia de las instalaciones es precisa para asegurar la
continuidad operativa y determinarla efectividad del programa de
mantenimiento.
Se debe anotar que esta actividad es muy importante ya que
permite tener información de lasdiferentes actividades de
mantenimiento a realizarse y también de los diferentes trabajos
efectuadosen los equipos y máquinas, así como prever un cambio o
reposición de los mismos.
Tarjeta de Máquina
Las tarjetas de máquina sirven ya que en ellas se tiene toda la
información básica de unequipo y sus componentes, la información
que se tiene en este tipo de tarjeta es: datos generales,datos
operativos, características técnicas, documentación y
observaciones.
Tabla VI Tarjeta de Máquina de un Elevador
ELEVADOR DE ALIMENTACION MOLINO
DATOS GENERALES
ACTIVO 513120000000 UBICACIÓN 181341EC1
COD. HAC 531-EC1 Planta: San Rafael
Categoría: transportador mecánico Área: Molienda Cto
Tipo Activo: Elevador de cangilones Línea: Línea 1
Tipo Equipo: Elevador de cangilones Area Mntto: 122 Mol. Cto.
1
Modelo: 1618-05M Centro Costo: 01051
# de Serie: No hay dato de placa Fecha Ubicación: 25/03/2002
Fabricante: Rexnord COMPRA
Proveedor: Rocatec # Orden compra: No hay datos en el
sistema
Referencia: Planta Cerro Blanco Fecha Adquisición: No hay datos
en el sistema
Empresa: Rocacem S. A. Costo en US $: No hay datos en el
sistema
DATOS OPERATIVOS
Estado: 01 En Operación Nivel Crítico: 1 Alto
Nivel Importancia: 2 Auxiliar Inicio Operación: 15/12/2001
Nivel Jerárquico: 14 Año Construcción: 2001
Historia: Opcional Vida Útil: 120 meses
Reubicable: No Garantía: No hay datos
Horómetro: No Vencimiento: No hay datos
Función: No hay datos
DOCUMENTACIÓN
Tipo de Documento Código del Documento Descripción
-
8/16/2019 Analisis VEIN
4/23
4
CARACTERÍSTICAS TECNICAS
Categoría Características Técnicas Unidad Dato
COMPONENTES Altura Balde mm 240
Ancho del Balde mm 210
Diámetro Eje Conducido mm 74,61
Diámetro Eje Motriz mm 138,2
Diámetro Interior Catalina mm 630
Diámetro Segmento Inferior Dentado mm 660
Diámetro Segmento Superior mm 660
Distancia entre Baldes mm 310
Longitud Cadena m 52
Longitud Eje Catalina mm 1510
Longitud Eje Conducido mm 640Longitud del Balde mm 470
Número de baldes adimensional 137
Número de Dientes Catalina Conducida Num. 60
Número de Dientes Catalina Motriz Num. 18
Relación del Reductor Adimensional 11,55
Tipo de Cadena adimensional EWARD - 857
GENERALES Material Mat.Clinker, Yeso y
Puzolana
LUBRICACIÓN Lubricación Chumaceras Kg. 0,33
OPERACIÓN Capacidad de Sólidos t/h 120
Granulometría mm 50
Potencia Efectiva: Kw. 19
Potencia Nominal Kw. 37,3
Temperatura Máxima: °C 50
Velocidad del Equipo: m/seg. 1,64
Velocidad del Motor: RPM 1770
TÉCNICAS Altura CaC m 25
Configuración del Elevador Ban/Cad Cadena
Grado Llenado Balde (75 - 80%) % 75
OBSERVACIONES
Tiene como sensor de movimiento un switch BERO SIEMENS
3RG4041-6KD00; Chumaceras SKF para el ejemotriz SNH 532; Cadena 160
para el sistema de transmisión (2002/09/05); Acople mecánico 80T10;
Acoplehidráulico FALK 320 HFN - 20B (2002/08/28), este acople usa
rodamientos SNR 6016 (2003/06/27);La rueda detracción tiene 3
segmentos cuyo diámetro es de 26" y la marca es REX - X 859 # 96003
(2003/01/12); Total depernos para la sujeción de los baldes 1100,
(Son 8 pernos de 1/2" X 1 1/2" de acero para c/u); La rueda
dentadaconducida esta dividida en tres segmentos y es de 13 dientes
REX R856-13T; la cuña para la rueda dentada esde 19.05 x 19.05 x
139.7 mm.
-
8/16/2019 Analisis VEIN
5/23
5
Tarjeta de Reporte de Mantenimiento
Este tipo de tarjeta sirve para llenar todos los trabajos de fin
de semana que se realizan a un equipo y guardar estos trabajos en
el historial de lamáquina. A continuación se muestra un ejemplo de
este tipo de tarjeta utilizado en la Planta de Molienda de Cemento
“San Rafael”.
Tabla VII Tarjeta de Reporte de Mantenimiento [8]
PLANTA SANRAFAEL
Reporte Mantenimiento
Semana: 35 Tiempo programado: 8 Horas
Jefe de Guardia: Rodolfo Chong Tiempo Real: 8 Horas
Página: 1 De: 1 Código Área: 1256
Preventivo y Correctivo Nr. Mntto:……… SR- ……………...
Responsable Área: José Farfán
LISTADO DE TAREAS
Item Fecha Descripción Tareas Programadas Fin de Semana
Materiales y Herramientas Código Equipo Responsables
1 30/08/2003 Revisar espejo del elevador de alimentación al
molino vertical 18134EC1 O. Llanga, F. Taipe
2 30/08/2003 Revisar espejo del elevador de recirculación al
molino vertical 181341EC2 O. Llanga, F. Taipe
3 30/08/2003 Revisar espejo del elevador de alimentación al silo
de cemento 181371EC1 O. Llanga, F. Taipe
Item Fecha Novedades (Indicar con su respectivo ítem las tareas
no realizadas y cuál fue la causa)
1 30/08/2003 Se encuentra espejo y platina en mal estado y se
procede a cambiar
2 30/08/2003 Se revisa y se encuentra en buen estado
3 30/08/2003 Se revisa y se encuentra en buen estado
-
8/16/2019 Analisis VEIN
6/23
6
Tarjeta de Reporte de Fallas
Este tipo de tarjeta sirve para llenar todas las fallas que
ocurren durante el proceso de molienda de cemento y el tiempo de
producción que se pierdepor dichas fallas. A continuación se
muestra un e jemplo de este tipo de tarjeta utilizado en la
Planta de Molienda de Cemento “San Rafael”.
Tabla VIII Tarjeta de Reporte de Fallas [8]
PLANTA SANRAFAEL
Reporte de Fallas
Turno: 16H00 a 24H00 Tiempo de Parada: 2H09
Jefe de Turno: José Farfán Perdida de Producción: 236.5 Ton
Fecha: 06/08/2003 Código Equipo: 181311BP1 / 131341EC1
Tipo Falla: Mec Lub Elec Prod XNr. De Falla: SR- Responsable
Área: Franklin Chicaiza
LISTADO DE TAREAS
Item Descripción de la Falla Método de Comprobación
Observaciones Personales
1 Atorada balanza pesadora de puzolana con piedras Bajó el flujo
de alimentación de puzolanaSe estaba trabajando en el Powergrid, se
estaba mandandomaterial sin zarandear
2 Atorada descarga del elevador de alimentación del molino, por
material fraguado Motor del elevador tripeado
Ítem Acciones Tomadas para que no se Repita la Falla Método de
Comprobación Observaciones Personales
1 Se limpio descarga de tolva a balanza de puzolana
2 Se limpio descarga del elevador hacia banda, también se limpio
pozo del elevador
Ítem Mejoras a implementarse para que esto no ocurra Método de
Comprobación Observaciones Personales
-
8/16/2019 Analisis VEIN
7/23
7
Codificación Técnica Utilizada en la Empresa
Codificar es crear un identificativo para cualquier cosa
(activos, equipos, ítems de bodega,etc.). Los códigos pueden ser
estructurados o no, pueden ser inteligentes o no, jerárquicos o no,
etc.
En el diseño de un código para instalaciones se debe
considerar:
El aspecto contable (centro de costos, planes de cuenta,
activos fijos, etc.)
Requerimientos del área técnica (codificación del área
técnica, aparatos de mantenimientopredictivo, información técnica,
etc.)
Los códigos técnicos usados en la empresa buscan como objetivo
primordial los siguientespuntos:
Identificar la ubicación.
Saber donde esta ubicado geográficamente.
Conocer que función cumple.
Saber que es.
Saber como esta compuesto.
Se debe identificar y delimitar donde comienza y termina
un proceso.
Sistema de Codificación para Mantenimiento Utilizado en la
Planta
El sistema de codificación en lo que concierne a
Mantenimiento cubre también dos áreasmuy relacionadas entre
sí: Ubicación y Activos, aunque sus códigos son diferentes en
su estructura,los dos son alfanuméricos y constan de doce
caracteres. Aun así su dependencia es tan cercana queno existe un
activo sin ubicación o una ubicación sin
activo correspondiente [8].
El código de ubicación tiene una estructura de doce
caracteres, compuesta de dos partes:ubicación en sí, y
equipo como se detalla a continuación.
NP AP SAP L CE NC COMP
XX XX X X XX X XX X
Ubicación EquipoEn la primera sección -Ubicación- los dos
primeros caracteres aportan información
del número de planta (NP), siendo para la Planta de Molienda de
Cemento San Rafael en Latacungael número 18.
El siguiente campo de dos caracteres se refiere a las áreas
dentro de una planta (AP),variando en función del tipo de procesos
por actividad de la planta y necesidad de divisiones que seestimen
para cada grupo de ellas.
El siguiente campo, un carácter mas, corresponde a la sub área
en una planta (SAP), hacereferencia a una sub división de la
anterior con consideración de: general (0), alimentación (1, 2, 3,
A,B, C), proceso o equipo principal (4, 5, 6, D, E, F) y
descarga (7, 8, 9, G, H, J).
El último carácter de esta primera sección determina la Línea de
Producción (L) en unaplanta, siendo para la Planta de
Molienda de Cemento San Rafael en Latacunga la línea 1 para
todassus áreas [8].
-
8/16/2019 Analisis VEIN
8/23
8
Tabla X Resumen de Codificación por Ubicación [8]
NP AP SAP L
18
11 = Almacenamiento & Recuperaciónclinker / yeso /
limonita / otros
4 = Prehomogenizado / recuperadosistemas
adicionales7 = Descarga y alimentación tolvasmolino
1
13 = Molienda de cemento
0 = Sub - estación eléctrica1 = Alimentación
molino4 = Molino, embrague y accesorios7 = Descarga,
alimentación silos cemento8 = Silos cemento y accesorios
14 = Envase sacos
0 = Sub - estación eléctrica1 = Descarga silos cemento
alimentaciónenvase / granel4 – 5 = Envasadora y
equipos de apoyo7 = Descarga envasadora, alimentación
camiones
15 = Envase granel1 = Descarga tolvas, sistema de
aireacióntolvas4 = Dispositivo de despacho a granel
16 = Recepción – almacenamientopetróleo
0 = Sub - estación eléctrica4 = Sistema de recepción,
tanque dealmacenamiento, sistema de descargatanque diario
00 = Servicios generales
0 = Sub - estación eléctrica principal /
auxiliar1 = Sistema de abastecimiento de
agua4 – 5 = Distribución tratamiento
agua(Potabilización)6 = Sistema de producción y distribuciónde
aireA = Control acceso / pesaje, vestidores,etc.
La segunda parte o sección de este código corresponde al del
-Equipo- para el cual los dosprimeros caracteres se refieren a
una categoría de equipo (CE) que en lo posible corresponde a
las
letras con que comienza el nombre del equipo, ejemplo: banda
transportadora -BT-, molino derodillos -MR-, etc. Sin que esto
sea una regla fija [8].
El carácter a continuación actúa como número consecutivo (NC) y
cuantifica la cantidad deequipos similares en una misma área y sub
área. Se gráfica con códigos que van del 1 al 9 o letras
dela A a la Z en caso de ser necesario.
Los últimos tres caracteres se desempeñan con categoría de
componentes (COMP) y por logeneral representan sub equipos
eléctricos o electrónicos, ejemplo: motor -MO-, reductor -RO-,
etc.
-
8/16/2019 Analisis VEIN
9/23
9
El sistema de codificación en el área de mantenimiento en lo
referente a activos como en el casoanterior su estructura es de
doce caracteres con una composición que se detalla a continuación
[8].
EQUIPO NUM CONS
XXXXX XXXX XXX Los cinco
primeros caracteres corresponden al código del
equipo (EQUIPO) y como tal en
ellos esta encerrada toda la información necesaria para su
identificación particularizada. Pero noindividualizada; basta
recordar que todos los equipos idénticos tienen el mismo número de
código sinconsiderar la cantidad de ellos ni el lugar en donde se
encuentren.
Es en los cuatro dígitos subsiguientes en los que se
individualiza un equipo, ya que estosse comportan como numeradores
consecutivos (NUM) de equipos idénticos. Con este criterio
esfácil concluir que no puede existir mas de un equipo
individualmente considerado con el mismo código(numerador), ello
nos permite mantener su historia de mantenimiento durante su vida
útil o mientraspermanezca en el sistema como un activo.
Este código es nexo con el código de ubicación para que se
de la premisa de existir unactivo para cada ubicación y
viceversa.
Los últimos tres caracteres (CONS) son ceros y
completan la estructura de doce en todo elsistema de codificación,
además estos sirven como reserva [8].
Tabla XI Resumen de Codificación por Equipo y Activo [8]
Categoría deUbicación
Descripción Categoría de Equipo
AG Agitador de agua 709
AM Prehomogenización / naves de almacenamiento 430
AP Alimentador de placas 522
BA Bomba de agua 553
HA Hogar (quemador) auxiliares de aire caliente 488
IC Intercambiador de calor 492
IZ Transductor de corriente 774
JZ Transductor de potencia 775
LH Nivel alto (Level high) XXX
LL Nivel bajo (Level low) XXX
LM Nivel máximo (Level max high) XXX
LN Nivel mínimo Level minimun) XXX
Determinación de los Tiempos Aproximados de Tareas de
Lubricación
Al realizar un estudio de tiempos lo que se busca es el
efectivizar el empleo de la mano deobra en la tarea asignada y
poder valorar la actuación en las diferentes áreas de planta para
asísaber sobre la necesidad de ésta, también sirve para poder
determinar el nivel de productividad de lamano de obra [14].
El equipo necesario para efectuar un estudio de tiempos para la
medición del trabajo es elsiguiente:
Cronómetro
Tablero
Hoja de observaciones
-
8/16/2019 Analisis VEIN
10/23
-
8/16/2019 Analisis VEIN
11/23
11
El estándar de mano de obra se lo puede definir como el factor
que indica las horas-hombreque se necesita para la ejecución de un
trabajo, teniendo tres campos de aplicación como son las
necesidades de mano de obra, rendimiento de mano de obra y costo
estándar [14].
Elaboración de los Estándares de Mano de Obra
Dependen de la naturaleza de los trabajos a realizarse en cada
una de las áreas de lasdiferentes plantas.
Para determinar la cantidad de mano de obra se lo puede dividir
en trabajo manual y untrabajo auxiliar, en donde, los dos son
independientes de la velocidad de la máquina, pero el trabajomanual
es muy repetitivo [14].
Estándares de Mano de Obra para Trabajos Manuales
Para la elaboración del estándar de este tipo se hace una
relación entre el tiempo normal ysuplemento de trabajo.
El tiempo normal es aquel tiempo que se puede asignar a una
actividad que ha sido definidamediante estudio de tiempos y
movimientos, mientras que, suplemento es un porcentaje adicional
quese le otorga al tiempo normal para respaldar las necesidades
personales y la fatiga de los
trabajadores [13].Como suplementos estarían ingresando muchos
parámetros que ocasionan retrasos o
demoras inevitables, por ejemplo, retrasos debido a
instrucciones del supervisor, interrupciones porinspección,
diligenciamiento de la hoja de trabajo y materiales, limpieza del
puesto de trabajo, ir atraer materiales de bodega, etc. Asimismo en
algunos casos puede tenerse en cuenta como unacantidad fija de
tiempo, en el orden de los diez o quince minutos que se conceden al
operario al finalde la jornada de trabajo [14].
Entonces el estándar de mano de obra se calcula con la siguiente
ecuación:
ESTÁNDAR DE MANO DE OBRA = TIEMPO NORMAL X SUPLEMENTOS
Estándares de Mano de Obra para Trabajos Auxiliares
Como características principales para elaborar un estándar para
este tipo de trabajostenemos que considerar que son trabajos
independientes de la velocidad de la máquina y delvolumen de
producción y, que en este rubro se clasifican trabajadores de
mantenimiento,almacenamiento, control de calidad, manipulación de
materiales [14].
La forma de cálculo se lo realiza con la siguiente ecuación:
ESTÁNDAR DE MANO DE OBRA = HORAS DE PRESENCIA PROGRAMADAS
-
8/16/2019 Analisis VEIN
12/23
12
Tabla 4.4 Cronograma de Lubricación [1, 2, 3, 4, 5, 6, 7, 17,
18, 19, 20, 21, 22, 23, 24, 25, 26]
INDUSTRIAS ROCACEM S. A.(PLANTA LATACUNGA)
PLAN DE LUBRICACI N
ACTIVIDAD: Inspección o Relleno y Cambio
NOTA: Una bombeada de la grasera manual equivale a un gramo
de
grasa utilizado.
CLAVES I: Inspección y/o relleno Q: QuincenalC: Cambio de
lubricante M: MensualD: Diaria S: Semestral
W: Semanal A: AnualH: horas
ALMACENAMIENTO YESO / CLINKER Y PUZOLANA (AREA 102)
CODIGO EQUIPO PARTE A LUBRICAR TIPO ACEITE SISTEMA FRECUENCIA
CANTIDAD
18.11.4.1 VE1 Ventilador en recepción dematerias primas
- Motor TECO: Rodamientos 6312.
- Chumaceras GLH SN 517
REGAL AFB 2
MULTIFAK EP 2
Grasera a presión I: QC:2 AI: 2M
15 gr. Cada rodamiento
50 gr. Cada chumacera
18.11.4.1 AP1 Alimentador de placas - Motor RELIANCE,
rodamientos: 30BC02J30X /25BC02J30X- Reductor FALK 2040FZ3A
- Transmisión: Piñón/cadena
- Chumaceras tambor de cola y cabeza.
- Rodillos de carga y retorno
REGAL AFB 2
MEROPA 220
ACEITE USADO
MULTIFAK EP 2
----------------------
Grasera a presión
Salpique
Baño
Grasera a presión
Rod. Sellados
I: QC: 2 AI: MC:SI: MI: QC: 2 A
10 gr. Cada rodamiento
9 lts.10 lts.
80 gr. Cada chumacera
18.11.4.1 BT1 Banda transportadora de 36” - Motor
HOSTILE
- Reductor FALK 2307J25
- Chumaceras tambor de cola y de cabeza.
- Rodillos de carga y retorno
----------------------
MEROPA 220
MULTIFAK EP 2
----------------------
Rod. Sellados
Salpique
Grasera a presión
Rod. Sellados
C: 2 A
I: MC: SI: Q
C: 2 A
10 gr.
8 lts.65 gr. Cada chumacera
-
8/16/2019 Analisis VEIN
13/23
-
8/16/2019 Analisis VEIN
14/23
14
Beneficios de los Análisis de Aceite
El análisis de aceite, proporciona información importante en las
diferentes condiciones de vidade la maquinaria:
Cuando algo esta ocurriendo, que puede llevar a la falla
del equipo.
Condiciones de causa de falla: Incremento de partículas,
agua, oxidación, incremento en la
oxidación del lubricante, dilución por combustibles, aditivos,
TAN, TBN, etc. Etapas de falla temprana que de otra forma
pasarían desapercibidas (aún no hay tanto daño
como para detectarla por temperatura o vibración).
Condiciones a monitorear:
o Densidad de rebaba de desgaste
o Conteo de partículas
o Análisis de elementos metálicos
o Viscosidad
o Ferrografía
Detecta la naturaleza del problema que se esta
observando:
o ¿De donde viene?
o ¿Qué tan severo es?
o ¿Puede ser reparado?
Elementos a monitorear:
o Rebabas
o Análisis de elementos metálicos
o Humedad
o Conteo de partículas
o Temperatura
o Viscosidad
o Ferrografía analítica
o Análisis de vibraciones
La máquina está prácticamente descompuesta y requiere ser
reparada o reemplazada
Elementos a monitorear:
o Análisis de elementos metálicos
o Análisis de vibración
o Ferrografía analítica
¿Cuál es la causa de la falla del equipo?
¿Pudo haberse evitado?
Elementos a monitorear:
o Densidad ferrosa
o Análisis de elementos metálicos
o Ferrografía analítica
-
8/16/2019 Analisis VEIN
15/23
-
8/16/2019 Analisis VEIN
16/23
16
Características del Mantenimiento Programado
Entre las características más importantes en el mantenimiento
programado computarizadotenemos [14]:
Facilidad para establecer ordenes de trabajo
detalladamente.
Calendarios basados en programas de mantenimiento.
Retener y manejar datos históricos, incluyendo
comentarios y observaciones.
Proveer reportes para planificación, operaciones de
requerimiento del usuario.
Pantallas para introducir datos y mensajes.
Integración completa del inventario incluyendo la
creación y seguimiento de las órdenes detrabajo.
Crear órdenes de emergencia.
Manejo contable de las máquinas y equipos.
Manejo de bodega, de herramientas, etc.
Ejes de Programación
Según los requerimientos, análisis y especificaciones de un
programa de mantenimientoasistido por computadora, se lo divide en
dos ejes de programación: principales y secundarios [14].
Principales ejes de programación:
o ¿Qué se va hacer?
o ¿Dónde se lo va hacer?
o ¿Cuándo se lo va hacer?
Ejes secundarios de programación:
o Materiales y repuestos
o Mano de obra (propia o contratada)
o Herramientas y equipos
Como ejemplo para observar estos parámetros tenemos el cambio de
aceite en un reductor,cantidades y materiales:
Cambio de aceite de un reductor
Cada seis meses
4.2 Gls. de Meropa 220
1 Und. Llave de pico
1 Hr. Mecánico
Características Generales del Sistema Computarizado de
Mantenimiento
El SCM ha sido diseñado de tal forma que pueda adaptarse a
cambios futuros, sin sufrirgrandes modificaciones. Cuenta con las
siguientes características:
Código de activo.- Los activos tienen un código
único con el cual pueden ser reconocidos dentrode todo el sistema y
también en la interacción del sistema con otros sistemas [9].
Ubicaciones estructuradas.- Permite definir códigos
de ubicaciones dentro de la planta y
relacionarlos en una estructura jerárquica, de esta manera se
obtiene un organigramaestructurado de la misma, que contenga los
lugares físicos en que son ubicados los equipos [9].
-
8/16/2019 Analisis VEIN
17/23
17
Patrones de características.- Se definen grupos de
características, los cuales sirven comopatrones que se asignan a
los Tipos de Activos. De esta manera se evita el definir
características por cada activo de la empresa. Cada
característica, dependiendo del grupo decaracterísticas al que haya
sido asignada, tiene una sola unidad definida [9].
Definición de puntos de mantenimiento.- Cada activo
se lo puede dividir en aquellas partessobre las cuales se puede
realizar un trabajo de mantenimiento. A estas partes se las
llama
puntos de mantenimiento [9].
Asignación de repuestos / Materiales por grupo de
activos.- Los repuestos / materiales seasignan a grupos de
activos. Los grupos de activos son conjuntos de activos idénticos,
con lasmismas características técnicas y el mismo fabricante. Esto
disminuye el tiempo de ingreso dedatos, pues todos los activos que
pertenecen a cada grupo, heredan sus repuestos / materiales[9].
Documentación de activos y repuestos.- Cada activo
tiene diferentes tipos de documentosasociados, manuales, planos,
etc. Lo mismo ocurre con los repuestos. Así de una formaorganizada
se puede obtener toda la documentación relacionada con un activo o
con un repuesto[9].
Tarjeta de activo.- El sistema genera una tarjeta de
activo en la que se resume toda lainformación ingresada sobre el
mismo, datos básicos, generales, ubicación actual,
característicastécnicas, puntos de mantenimiento y documentación
[9].
Comunicación con otros sistemas.- El sistema se
comunica con el sistema de inventario deproductos, a través del
código del repuesto / material. Se comunica con el sistema de
personal através de la información de empresas, localidades,
centros de costo y comparte información contodos los sistemas del
grupo, como sistemas de medidas, tipos de unidades y unidades
[9].
Parametrización.- El sistema es lo suficientemente
flexible, para que se puedan añadir nuevosparámetros, sin modificar
su estructura. Por ejemplo permite definir 99 diferentes tipos
dedocumentos, tipos de descripción, etc [9].
Conceptos Básicos que se Deben Tener en Cuenta para la Orden de
Trabajo
Tipo de Orden de Trabajo
Indica el tipo de la orden de trabajo, según el siguiente
detalle:
1. Medición.- OT’s solamente de mantenimiento predictivo y
preventivo, es decir, que siempre sonprogramadas, de ruta y rutina,
con tareas prácticamente sin variación. Para el normal desempeñode
las funciones de los diferentes equipos, existen variables que
deben ser controladas en ellugar mismo en que son medidas, como
puede ser: vibración, espesor, presión, temperatura,flujo, nivel,
etc., y se conservan siempre en el archivo histórico. Como ejemplo
de estas OT’s sepuede mencionar la ruta de chequeo de vibraciones
para rodamientos [9].
2. Inspección.- OT’s solamente de mantenimiento predictivo y
preventivo, es decir, que siempreson programadas, de ruta y rutina,
con tareas prácticamente sin variación. Sus característicasmás
representativas son que se ejecutan mayormente con el equipo en
operación, y contemplantrabajos tanto de observación para
determinar las condiciones físicas de los equipos, como deajuste
para lograr una operación óptima. Como ejemplo de estas OT’s se
puede mencionar: Bandas, Gusanos, Motores [9].
3. Lubricación.- OT’s solamente de mantenimiento preventivo, es
decir, que siempre sonprogramadas, de ruta y rutina, con tareas
exclusivas para reducir la fricción entre los elementosmecánicos
que tienen movimiento relativo entre sí, manteniéndola en valores
aceptables parapermitirles cumplir su función [9].
4. Fabricación.- OT’s necesariamente correctivas, relacionadas a
equipos que no se encuentran enla línea de producción; se crean
para obtener componentes que la organización de
-
8/16/2019 Analisis VEIN
18/23
18
mantenimiento desea fabricar localmente, ya sea con personal
propio o con contratistas. Lafabricación se ejecuta dentro o fuera
de las instalaciones de la planta [9].
5. Reparación.- OT’s para restablecer las características
físicas de un equipo a las condiciones deoperación deseadas,
solamente de mantenimiento correctivo, ocasionales y asignadas a
uno delos siete departamentos responsables. El caso más crítico de
una OT de reparación está dadopor la emergencia que se ejecuta
inmediatamente, mayormente con el equipo parado y sin
programación [9].6. Modificación.- OT’s solamente correctivas,
ocasionales y asignadas a uno de los siete
departamentos responsables. Puede ejecutarse tanto con el equipo
parado como operando.Modificación significa que el trabajo a
desarrollarse en el equipo cambiará sus característicasfísicas,
buscando lograr o mantener su función original [9].
7. Mejora.- OT’s solamente correctivas, ocasionales y asignadas
a uno de los siete departamentosresponsables. Se ejecuta
mayormente con el equipo parado y como segunda opción
operando.Mejora significa que el trabajo a desarrollarse en el
equipo es para cambiar sus característicasfísicas, o inclusive
cambiar el equipo mismo, buscando obtener un incremento en su
función [9].
8. Recuperación.- OT’s solamente correctivas y fuera de línea,
que se elaboran para recuperar
componentes o equipos que la organización de mantenimiento
determina procesar,preferiblemente con personal propio. La
recuperación se ejecuta generalmente dentro de lasinstalaciones
[9].
Clase de Orden de Trabajo
Indica a que clase pertenece la OT, de acuerdo a una de tres
opciones:
1. Predictiva.- OT’s solamente de mantenimiento predictivo,
mayormente de ruta y como segundaopción de rutina, asignadas a uno
de los siguientes departamentos responsables:
1. Mecánico
2. Eléctrico
3. Preventivo
4. Operación
5. Automotriz
6. Civil
7. Servicios especiales
La OT predictiva puede ser de dos tipos:
1. Medición
2. Inspección
Estas OT´s se ejecutan preferiblemente con el equipo operando y
son siempre programadas,ya que por definición, el mantenimiento
predictivo siempre es programado [10].
El mantenimiento predictivo está basado en el conocimiento del
estado de un equipopor medición periódica o continua de algún
parámetro significativo. La intervención demantenimiento se
condiciona a la detección temprana de los síntomas de la falla.
2. Preventiva.- OT’s solamente de mantenimiento preventivo, de
ruta, y rutina, asignadas a uno delos siete departamentos
responsables.
La OT preventiva puede ser de dos tipos:
2. Inspección
3. Lubricación
-
8/16/2019 Analisis VEIN
19/23
19
Estas OT´s se ejecutan preferiblemente con el equipo operando y
son siempre programadas,ya que por definición, el mantenimiento
preventivo siempre es programado [10].
El mantenimiento preventivo consiste en realizar ciertas
reparaciones y cambios decomponentes o piezas, según intervalos de
tiempo o según ciertos criterios, prefijados parareducir la
probabilidad de falla o pérdida de rendimiento de un
equipo.
3. Correctiva.- OT’s solamente de mantenimiento correctivo,
ocasionales y asignadas a uno de lossiete departamentos
responsables.
La OT correctiva puede ser de cinco tipos:
4. Fabricación
5. Reparación
6. Modificación
7. Mejora
8. Recuperación
Se ejecutan preferiblemente con el equipo parado, y
opcionalmente con el equipo operando.
Pueden ser o no programadas [10].
El mantenimiento es correctivo cuando la falla o pérdida de
rendimiento de un equipoya se ha producido, y se interviene para
restablecer la condición deseada de operación.
Departamento Responsable
El departamento responsable especifica la especialidad o
disciplina del grupo de recursosespecializados que ejecutará el
trabajo, de acuerdo a [10]:
01 Mecánico.- Actividades realizadas por el grupo de
recursos especializado en mecánica.
02 Eléctrico.- Actividades realizadas por el grupo
de recursos especializado en electricidad yelectrónica.
03 Preventivo.- Actividades realizadas por el grupo
de recursos especializado en lubricación yen actividades de
monitoreó de condición.
04 Operación.- Actividades realizadas por el grupo
de recursos especializado en producción.
05 Automotriz.- Actividades realizadas por el grupo
de recursos especializado en equipos decombustión interna.
06 Civil.- Actividades realizadas por el grupo de
recursos especializado en obras civiles.
07 Servicios especiales.- Actividades realizadas
por el grupo de recursos especializado enmantenimiento de la
infraestructura de la planta.
Prioridad
Muestra la importancia que tiene la ejecución del trabajo para
asignarle recursos ya seainmediatamente, determinar eventualmente
cual OT puede ser diferida para ser ejecutadaposteriormente, y en
caso extremo, cancelada, de acuerdo a las siguientes definiciones
[10]:
1 Emergencia
Debe ejecutarse el trabajo de inmediato, por lo cual se
aplica solamente a las OT’scorrectivas y por lo tanto
ocasionales.
2 Muy alta
Tiene una frecuencia de ejecución mayor o igual a 90
días, para las OT’s de ruta y rutina.
Debe ejecutarse a más tardar la próxima semana, para las
OT’s ocasionales.
3 Alta
-
8/16/2019 Analisis VEIN
20/23
20
Tiene una frecuencia de ejecución entre 60 y 89 días
inclusive, para las OT’s de ruta y rutina.
Debe ejecutarse a más tardar las próximas 2 semanas, para
las OT’s ocasionales.
4 Media
Tiene una frecuencia de ejecución entre 30 y 59 días
inclusive, para las OT’s de ruta y rutina.
Debe ejecutarse a más tardar las próximas 4 semanas, para
las OT’s ocasionales.
5 Baja
Tiene una frecuencia de ejecución entre 1 y 29 días
inclusive, para las OT’s de ruta y rutina.
Debe ejecutarse a más tardar la próxima parada mayor,
para las OT’s ocasionales.
Estado de la Orden de Trabajo
Describe en que etapa del proceso se encuentra al OT, según la
siguiente clasificación.
01 Aprobada.- Una solicitud de orden de trabajo (SOT),
que ha sido aceptada por el ejecutante,se transforma en
OT.
02 Preparando.- El ejecutor determina las tareas y los
recursos necesarios para la OT. 03 Requerida.- La OT está
totalmente preparada y la fecha de ejecución es mayor a los 14
días
contados a partir del lunes correspondiente a la semana del día
actual.
Como puede apreciarse del enunciado anterior, para que una OT
adquiera el estado de requeridadebe tener ingresados los datos
previstos de horas hombre, horas de ejecución, personal,materiales
y repuestos, como mínimo [10].
04 Planificada.- La OT requerida debe ser ejecutada en un
período máximo de 14 días contadosa partir del lunes
correspondiente a la semana del día actual.
05 Programada.- La OT requerida debe ser ejecutada el día
de hoy.
La OT que ha sido programada puede ser redispuesta antes de que
se cumpla la fecha deprogramación, solamente por un período máximo
de 14 días contados a partir del lunescorrespondiente a la semana
del día actual; a partir del día 15 adquiere automáticamente
elestado de pendiente [10].
06 Ejecutando.- La OT ha sido iniciada, se encuentra en
proceso de ejecución, y no ha sidoconcluida, es decir, se ha
ingresado al SCM al menos un dato real.
Una OT permanece en este estado por un período máximo de 90 días
contados a partir del lunescorrespondiente a la semana del día
actual; a partir del día 91 adquiere automáticamente elestado de
pendiente [10].
07 Terminada.- La OT ha sido concluida en su ejecución, y
también ha sido cerrada, o
descargada en el sistema computarizado.
08 Cancelada.- El superior inmediato del ejecutor ha
cancelado la OT, especificando una de lassiguientes causas:
01 No entendible
05 No necesaria
11 Por equipo parado
Cuando todas las tareas de la OT han sido canceladas
individualmente por el ejecutor, significaque la OT completa ha
sido cancelada, por lo cual debe informarse al jefe de departamento
paracancelar toda la OT [10].
-
8/16/2019 Analisis VEIN
21/23
21
09 Pendiente.- La OT ha sido planificada y programada,
pero no ha sido iniciada. Cuando unaOT adquiere el estado de
programada, permanece como tal mientras no se inicie su
ejecución,
que es cuando cambia al estado “06 ejecutando”.
Una OT pendiente puede ser redispuesta para ser incluida en el
programa de un determinado día,pero conserva su estado de
“pendiente”, hasta que se inicie su ejecución [10].
Características de la Orden de Trabajo
Las características de una Orden de Trabajo se resumen en la
siguiente tabla:
Tabla XV Características de la Orden de Trabajo [9, 10]
ATRIBUTOS Y COMPORTAMIENTO
DE LA ORDEN DE TRABAJO
OTRUTA
OTRUTINA
OTOCASIONAL
Es un conjunto de OT’s OO oo
Es una sola OT oo OO
Se genera con una solicitud (SOT) OO
Se genera con orden de trabajo patrón (OTP) OO OO
oo
Se genera automáticamente por el sistema OO OO
Se ordena por la importancia de la OT OO
Tiene secuencia física de ejecución OO
Tiene frecuencia de ejecución, en días OO OO
Tiene una OT de referencia oo
Está relacionada con OT’s para varios equipos OO
Se relaciona solamente a un equipo OO OO
El grado de dificultad técnico de la OT es más alto oo
OO
Se ejecuta preferiblemente con el equipo parado oo
OO
Se ejecuta preferiblemente con el equipo operando OO
oo
La cantidad de horas hombre es más alta oo OO
La cantidad de materiales es grande y compleja oo
OO
Las herramientas son de diversos tipos oo OO
La OT se prepara individualmente OO OO
La OT se planifica individualmente OO OO
La OT se maneja en un listado OO
La OT se cierra individualmente OO OO Puede cerrarse
la lista completa de OT’s OO
Puede reprogramarse, es decir, cambiar la fecha OO
OO OO
Puede enviarse al histórico OO OO OO
OCURRENCIA CASI SIEMPRE OO
A VECES oo
CASI NUNCA
-
8/16/2019 Analisis VEIN
22/23
22
ANÁLISIS DE COSTOS
Generalidades
Al elaborar un proyecto una de las partes fundamentales es
el análisis económico ya que elmismo nos permite hacer un análisis
costo – beneficio.
En la planificación técnica y programación de la lubricación el
objetivo fundamental es buscar
la máxima eficacia en los diferentes parámetros de mantenimiento
en lo que se refiere a mano deobra, materiales, tiempos, ahorro de
energía, lo cual esta directamente vinculado a lo que busca
todaempresa, ahorro en la economía [13].
De esta forma el fin perseguido es tener una lubricación
organizada y al mismo tiempo unconsumo menor de lubricantes y por
ende una reducción de los costos.
Costos Estándar
Los costos estándar son estimados científicamente, se elaboran
en base a estudioscuidadosos de energía y por lo tanto dichos
costos predeterminados dan el patrón o modelo de lo quelos costos
deben ser si la operación se efectúa eficientemente [14].
Los costos estándar representan aquellos en los que se
incurriría con un rendimientoaceptable. Estos costos son el
producto de dos factores estándar:
Un estándar de cantidad
Un estándar de precio
En los estándares de cantidad y de precio se determinan los
materiales y la mano de obrarequerida para el trabajo a
efectuarse.
Los objetivos del estudio de los costos estándar son básicamente
el trazarse una metabasada en la determinación de beneficios para
luego medir el rendimiento con los costos reales, esdecir, saber la
desviación producida y actuar ante estos acontecimientos [14].
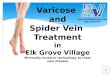
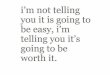
En la figura se esquematiza en un cuadro, los diferentes
resultados al efectuar un análisis decostos estándar.
Objetivos delos CostosEstándar
Analizar elcumplimientode Objetivos
Valorizaciónde
Inventarios
Identificación de Precios
Medición del rendimientocon com aración
Determinaciónde beneficios
Elaboración depresupuestos
de control
Figura 61 Objetivos del Costo Estándar
-
8/16/2019 Analisis VEIN
23/23
23
Ventajas de un Sistema de Costos Estándar
Al analizar un sistema de costos estándar se obtienen
múltiples beneficios los cualesenumeramos a continuación [13]:
Abarcan aspectos de gestión de contabilidad y de
ingeniería estimulando la coordinación
Estimula el trabajo en equipo por un objeto en común
Sirven de brújula a la dirección para obtener ciertas
mejoras
Investigan las causas de variación en caso de que
sucedan
Control de gastos
Crea responsabilidad entre los jefes departamentales por
el cumplimiento de los estándares
Determinación de Estándares
En primer lugar se enuncia los conceptos más importantes para
determinar estos estándares.
Estándar de Cantidad de Materiales.- Lo fijan los
ingenieros del departamento técnico, debenfijar clase, cantidad y
calidad de materiales [14].
Estándar de Precio de Materiales.- Se debe hacer un
estudio de mercado de proveedores,considerar tasa de inflación,
trabajar con promedios, esta tarea es responsabilidad
deldepartamento de compras [14].
Estándar de Cantidad de mano de Obra.- Es el tiempo
que demoran los trabajadores pararealizar las distintas operaciones
de producción. Este estándar lo fijan los ingenieros deproducción
con recomendaciones de los distintos departamentos de la empresa
[14].
Estándar de Precio de Mano de Obra.- Para establecer
el precio de mano de obra se toman encuenta varios parámetros como:
beneficios sociales, beneficios sindicales, horas extras,capacidad
del trabajador, etc. y en base a esto poner una tasa salarial
estándar. Se debenconsiderar también posibles alzas salariales
[14].
Costos Estimativos
Cuando los costos estándar no tienen un grado de elaboración tal
que constituyen un modeloo estándar de lo que deben ser los costos,
reciben el nombre de costos estimativos [13].