Embed Size (px)
Citation preview
ANALISIS PENERAPAN SANITATION STANDARD
OPERATING PROCEDURES (SSOP) DAN GOOD
MANUFACTURING PRACTICES (GMP) PADA PRODUKSI
NATA DE COCO DI PT. DAYA AGRO MITRA MANDIRI,
JOMBANG-CIPUTAT, KOTA TANGERANG SELATAN
Pinka Saninta
11140920000026
PROGRAM STUDI AGRIBISNIS
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI SYARIF HIDAYATULLAH
JAKARTA
2020/1441 H
ANALISIS PENERAPAN SANITATION STANDARD
OPERATING PROCEDURES (SSOP) DAN GOOD
MANUFACTURING PRACTICES (GMP) PADA PRODUKSI
NATA DE COCO DI PT. DAYA AGRO MITRA MANDIRI,
JOMBANG-CIPUTAT, KOTA TANGERANG SELATAN
Pinka Saninta
11140920000026
Skripsi
Sebagai Salah Satu Syarat untuk Memperoleh Gelar Sarjana Pertanian Pada
Program Studi Agribisnis
PROGRAM STUDI AGRIBISNIS
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI SYARIF HIDAYATULLAH
JAKARTA
2020/1441 H

PENGESAHAN UJIAN
Skipsi berjudul “Analisis Penerapan Sanitation Standard Operating Procedures
(SSOP) dan Good Manufacturing Practices (GMP) pada Produksi Nata de Coco
di PT. Daya Agro Mitra Mandiri, Jombang-Ciputat, Kota Tangerang Selatan”
yang ditulis oleh Pinka Saninta dengan NIM 11140920000026, telah diuji dan
dinyatakan lulus dalam Sidang Munaqosyah Fakultas Sains dan Teknologi
Universitas Islam Negeri Syarif Hidayatullah Jakarta pada hari Selasa, tanggal 28
Januari 2020. Skripsi ini telah diterima sebagai salah satu syarat memperoleh gelar
Sarjana Pertanian pada Program Studi Agribisnis.
Menyetujui,
Penguji I
drh. Zulmanery, MM
NIP. 19670223 201411 2 002
Penguji II
Agustina Senjayani, M. Si., M.Si
NUPN. 99201132550
Pembimbing I
Eny Dwiningsih, S.TP., M.Si
NIP. 19760108 201411 2 002
Pembimbing II
Titik Inayah, M.Si
NIDN. 2030068704
Mengetahui,
Dekan
Fakultas Sains dan Teknologi UIN
Prof. Dr. Lily Surayya Eka Putri, M.Env.Stud
NIP. 19690404 200501 2 005
Ketua
Program Studi Agribisnis
Dr. Ir. Siti Rochaeni, M.Si
NIP. 19620308 198903 2 001
iii
SURAT PERNYATAAN
DENGAN INI SAYA MENYATAKAN BAHWA SKRIPSI INI BENAR HASIL
KARYA SAYA SENDIRI YANG BELUM PERNAH DIAJUKAN SEBAGAI
SKRIPSI ATAU KARYA ILMIAH PADA PERGURUAN TINGGI ATAU
LEMBAGA MANAPUN.
Jakarta, Januari 2020
Pinka Saninta
11140920000026
iv
DAFTAR RIWAYAT HIDUP
DATA PRIBADI
Nama : Pinka Saninta
Jenis Kelamin : Perempuan
Tempat/ Tanggal Lahir : Jakarta, 21 Oktober 1996
Kewarganegaraan : Indonesia
Agama : Islam
Alamat : Kampung Pondok Benda RT. 04 RW. 02
No. 27, Kelurahan Jatirasa, Kecamatan Jatiasih
Kota Bekasi, 17424
No. HP : 081310886020
E-mail : [email protected]
RIWAYAT PENDIDIKAN
2001 – 2002 : TK Islam Ar-Rahman
2002 – 2005 : SD Islam Ar-Rahman
2005 – 2008 : SDS Angkasa IX
2008 – 2011 : SMPN 81 Jakarta
2011 – 2014 : SMAN 48 Jakarta
2014 – 2019 : S-1 Agribisnis, Fakultas Sains dan Teknologi,
Universitas Islam Negeri Syarif Hidayatullah
Jakarta
v
PENGALAMAN ORGANISASI DAN PRESTASI
2012 – 2014 : Anggota Organisasi Ekstra Paduan Suara SMAN
48 Jakarta
2016 : Peserta Penari 6600 Ratoeh Jaroe Massal TMII
2017 : Wakil Ketua Saman Festival 2017 Agribisnis UIN
Syarif Hidayatullah Jakarta
PENGALAMAN KERJA
2017 : Praktik Kerja Lapang di CV. Fiva Food Meat &
Supply Divisi Produksi Rollade
vi
RINGKASAN
Pinka Saninta, Analisis Penerapan Sanitation Standard Operating Procedures
(SSOP) dan Good Manufacturing Practices (GMP) pada Produksi Nata de Coco di
PT. Daya Agro Mitra Mandiri, Jombang-Ciputat, Kota Tangerang Selatan. (Di
bawah bimbingan Eny Dwiningsih dan Titik Inayah).
Tuntutan jaminan keamanan pangan terus meningkat sesuai dengan tuntutan
konsumen yang terus meningkat seiring dengan kenaikan kualitas hidup manusia.
Hal tersebut dikarenakan pangan yang aman sangat penting peranannya bagi
pertumbuhan, pemeliharaan dan peningkatan derajat kesehatan, serta kecerdasan
masyarakat. Tuntutan konsumen atas jaminan keamanan pangan menjadi sangat
vital bagi industri dan bisnis pangan. Konsumen berkeyakinan bahwa produk yang
aman tidak dapat hanya dijamin dengan hasil uji produk akhir di laboratorium,
melainkan dapat diperoleh dari bahan baku yang baik, ditangani dengan baik,
diolah, didistribusikan dengan baik, dan diproses oleh tenaga yang kompeten. Usaha menjamin keamanan pangan di tingkat manufaktur diawali dengan praktik
cara produksi pangan yang baik (Good Manufacturing Practices - GMP). SSOP
merupakan prosedur-prosedur pelaksanaan sanitasi dan pengendalian proses dalam
program sanitasi, serta merupakan hal penting yang harus dimiliki industri pangan
dalam menerapkan GMP. GMP adalah pedoman cara pengolahan makanan yang
baik dan benar untuk menghasilkan makanan yang aman, bermutu dan sesuai
dengan selera konsumen.
Nata de coco merupakan salah satu produk pangan yang memiliki risiko
bahaya mutu dan keamanan pangan. Namun, nata de coco juga bermanfaat bagi
kesehatan tubuh, sehingga permintaan dari industri pengolahan minuman terhadap
produk nata de coco setengah jadi terus meningkat. PT. Daya Agro Mitra Mandiri
merupakan salah satu industri yang memproduksi produk nata de coco setengah
jadi dalam bentuk potongan. PT. DAMM memiliki pelanggan yang merupakan
industri-industri pengolahan minuman siap saji yang cukup besar. Oleh karena itu,
PT. DAMM berupaya memperhatikan kualitas produk yang dihasilkan guna
memenuhi standar keamanan pangan, yaitu dengan menerapkan SSOP dan GMP.
Namun, penerapan SSOP dan GMP tersebut masih belum maksimal karena masih
ditemukan kondisi cacat produksi atau ketidaksesuaian kualitas produk yang
dihasilkan dengan standar dan kondisi atau kegiatan yang menjadi risiko produksi
yang berpotensi menjadi bahaya keamanan produk.
Penelitian ini bertujuan untuk (1) menganalisis kesenjangan antara
penerapan SSOP di PT. DAMM dengan standar SSOP menurut FDA (1995) dan
NSHATE (1999), (2) menganalisis kesenjangan antara penerapan GMP di PT.
DAMM dengan standar GMP menurut Peraturan Menteri Perindustrian Nomor 75
Tahun 2010, dan (3) merumuskan rekomendasi tindak lanjut yang harus dilakukan
perusahaan untuk perbaikan penerapan SSOP dan GMP di PT. DAMM. Jenis data
yang digunakan dalam penelitian ini adalah data kualitatif dengan sumber data
primer (data yang diperoleh berdasarkan dari hasil wawancara dan observasi) dan
data sekunder (data yang diperoleh dari studi dokumentasi dan studi pustaka).
vii
Metode analisis data yang digunakan adalah metode GAP Analysis yang digunakan
untuk mengetahui kesenjangan antara penerapan SSOP dan GMP di PT. DAMM
dengan standar SSOP menurut FDA (1995) dan NSHATE (1999) dan standar GMP
menurut Peraturan Menteri Perindustrian Nomor 75 Tahun 2010, sehingga dapat
dirumuskan rekomendasi tindak lanjut yang harus dilakukan perusahaan sebagai
upaya perbaikan perusahaan dalam memenuhi persyaratan standar SSOP dan GMP
dan peningkatan efektivitas penerapan SSOP dan GMP di PT. DAMM.
Berdasarkan hasil penelitian yang telah dilakukan, dapat diketahui bahwa
penerapan SSOP dan GMP di PT. DAMM masing-masing masih harus diperbaiki
guna memenuhi persyaratan standar SSOP menurut FDA (1995) dan NSHATE
(1999) dan persyaratan standar GMP menurut Peraturan Menteri Perindustrian
Nomor 75 Tahun 2010, serta untuk meningkatkan keefektifan penerapan program
SSOP dan GMP di perusahaan. Rata-rata skor penerapan SSOP keseluruhan sebesar
73,19% dan rata-rata skor penerapan GMP keseluruhan sebesar 73,59%.
Rekomendasi tindak lanjut terhadap penerapan SSOP sebanyak 34 rekomendasi
untuk penyimpangan-penyimpangan pada aspek kebersihan permukaan yang
kontak dengan makanan, pencegahan kontaminasi silang, menjaga fasilitas cuci
tangan dan toilet, pencegahan adulterasi, pelabelan dan penyimpanan bahan kimia
yang tepat, pengendalian kesehatan karyawan dan pemberantasan hama.
Rekomendasi tindak lanjut terhadap penerapan GMP sebanyak 63 rekomendasi
untuk penyimpangan-penyimpangan pada aspek, lokasi, bangunan, fasilitas
sanitasi, mesin dan peralatan, bahan, pengawasan proses, karyawan, pengemas,
penyimpanan, pemeliharaan dan program sanitasi, dokumentasi dan pencatatan,
pelatihan, penarikan produk, serta pelaksanaan pedoman.
Kata Kunci : Keamanan Pangan, GMP, SSOP, Analisis Kesenjangan (GAP
Analysis), Rekomendasi Tindak Lanjut
viii
KATA PENGANTAR
Assalamu’alaikum Wr. Wb.
Segala puji dan syukur dihaturkan atas kehadirat Allah SWT, atas rahmat,
hidayah, dan anugerahNya, sehingga penulis dapat menyelesaikan skripsi ini
dengan judul “Analisis Penerapan Sanitation Standard Operating Procedures
(SSOP) dan Good Manufacturing Practices (GMP) pada Produksi Nata de Coco
di PT. Daya Agro Mitra Mandiri, Jombang-Ciputat, Kota Tangerang
Selatan”. Shalawat serta salam semoga selalu tercurah pada bimbingan Nabi
Muhammad SAW.
Penulis menyadari bahwa penyusunan skripsi ini tidak dapat terselesaikan
tanpa adanya bantuan dan dukungan dari berbagai pihak. Oleh karena itu, dalam
kesempatan ini penulis menyampaikan rasa terima kasih kepada:
1. Mama tersayang yang senantiasa memberi semangat, nasihat, doa yang tidak
pernah putus, berbagai dukungan dalam bentuk moral dan materi, serta selalu
memberikan dorongan kepada penulis untuk segera menyelesaikan skripsi ini.
2. Kakak-kakak dan adik tersayang, Bang Yola, Bang Hanan, Panki dan Kak
Risa, yang selalu memberi semangat, motivasi dan doa kepada penulis selama
penyusunan skripsi.
3. Ibu Eny Dwiningsih, M.Si selaku dosen pembimbing I dan Ibu Titik Inayah,
M.Si selaku dosen pembimbing II yang telah meluangkan dan mencurahkan
ix
waktu, tenaga dan pikirannya untuk memberikan bimbingan, nasihat, saran dan
arahan kepada penulis dengan sabar dan tulus demi terselesaikannya skripsi ini.
4. Bapak Dr. Achamd Tjachja Nugraha, M.P selaku dosen pembimbing akademik
yang telah memberikan dukungan dan motivasi kepada penulis sehingga dapat
menyelesaikan skripsi ini.
5. Seluruh jajaran dosen pengajar Program Studi Agribisnis UIN Syarif
Hidayatullah Jakarta yang telah memberikan ilmu, pengetahuan dan wawasan
selama perkuliahan.
6. Ibu Dr. Ir. Siti Rochaeni, M.Si selaku Ketua Program Studi Agribisnis dan Ibu
Rizki Adi Puspita Sari, MM selaku Sekretaris Program Studi Agribisnis,
Fakultas Sains dan Teknologi, Universitas Islam Negeri Syarif Hidayatullah
Jakarta.
7. Ibu Prof. Dr. Lily Surayya Eka Putri, M.Env.Stud selaku Dekan Fakultas Sains
dan Teknologi Universitas Islam Negeri Syarif Hidayatullah Jakarta, beserta
jajarannya.
8. Bapak Sularto dari PT. Daya Agro Mitra Mandiri selaku pembimbing lapang
selama penelitian dan segenap staff yang telah memberikan bantuan dalam
proses penelitian dan memberikan informasi yang dibutuhkan dalam penelitian
skripsi ini.
9. Sahabat penulis yaitu Rahmi, Nida, Eli, Rina, Ayas, Amel, Gaya, Filda, Daniel,
Aji yang telah memberikan semangat dan dukungan untuk menyelesaikan
skripsi ini, serta sahabat-sahabat IT’S COMPLICATED (Rahmi, Nida, Eli,
Rina, Rana, Fakhri, Dedi, Ipul, Dion, Galih, Arda dan Stany) yang menjadi
x
tempat penulis melepas penat dan menjadi penghibur dengan candaan-candaan
yang kalian berikan.
10. Restu, Noviana, Raisha, Ira, Lulu selaku teman seperjuangan yang senantiasa
saling memberikan semangat, dukungan dan saran dalam menyelesaikan
skripsi ini.
11. Keluarga besar Agribisnis 2014 yang senantiasa saling memberikan semangat
dan atas kebersamaannya selama perkuliahan.
12. Serta semua pihak yang telah banyak membantu penulisan skripsi ini yang
tidak dapat penulis sebutkan satu persatu dengan tanpa mengurangi rasa
hormat.
Penulis menyadari bahwa skripsi ini masih terdapat kekurangan. Namun,
penulis berharap semoga dengan segala kekurangannya skripsi ini dapat
memberikan manfaat bagi penulis pada khususnya dan bagi pembaca pada
umumnya untuk mendorong penelitian-penelitian selanjutnya.
Wassalamu’alaikum Wr. Wb.
Jakarta, Januari 2020
Pinka Saninta
xi
DAFTAR ISI
Halaman
DAFTAR ISI ......................................................................................................... xi
DAFTAR TABEL .............................................................................................. xiii
DAFTAR GAMBAR .......................................................................................... xvi
DAFTAR LAMPIRAN ..................................................................................... xvii
BAB I PENDAHULUAN ....................................................................................... 1
1.1 Latar Belakang ......................................................................................... 1
1.2 Rumusan Masalah ................................................................................... 9
1.3 Tujuan Penelitian ..................................................................................... 9
1.4 Manfaat Penelitian ................................................................................. 10
1.5 Ruang Lingkup Penelitian ..................................................................... 10
BAB II TINJAUAN PUSTAKA .......................................................................... 12
2.1 Nata De Coco ......................................................................................... 12
2.2 Keamanan Pangan .................................................................................. 13
2.3 Good Manufacturing Practices (GMP) .................................................. 15
2.4 Sanitasi Pangan ....................................................................................... 23
2.5 Penelitian Terdahulu ............................................................................... 32
2.6 Kerangka Pemikiran ............................................................................... 34
BAB III METODOLOGI PENELITIAN .......................................................... 37
3.1 Lokasi dan Waktu Penelitian .................................................................. 37
3.2 Jenis dan Sumber Data............................................................................ 37
3.3 Metode Pengumpulan Data..................................................................... 38
3.4 Informan ................................................................................................. 40
3.5 Metode Pengolahan dan Analisis Data ................................................... 41
xii
BAB IV GAMBARAN UMUM PERUSAHAAN .............................................. 48
4.1 Sejarah Perusahaan ................................................................................ 48
4.2 Visi, Misi, dan Kebijakan Perusahaan ................................................... 50
4.3 Struktur Organisasi ................................................................................ 51
4.4 Ketenagakerjaan .................................................................................... 53
4.5 Proses Bisnis PT. Daya Agro Mitra Manditi ......................................... 54
4.6 Produk .................................................................................................... 58
4.7 Proses Produksi Nata De Coco .............................................................. 59
4.8 Pelanggan............................................................................................... 68
BAB V HASIL DAN PEMBAHASAN ............................................................... 69
5.1 Analisis Kesenjangan Penerapan Sanitation Standard Operating
Procedures (SSOP) dan Good Manufacturing Practices (GMP) di
PT. Daya Agro Mitra Mandiri ............................................................... 69
5.1.1 Analisis Kesenjangan Penerapan Sanitation Standard Operating
Procedures (SSOP) di PT. Daya Agro Mitra Mandiri ................. 69
5.1.2 Analisis Kesenjangan Penerapan Good Manufacturing Practices
(GMP) di PT. Daya Agro Mitra Mandiri ..................................... 91
5.2 Rekomendasi Tindak Lanjut terhadap Kesenjangan Penerapan
Sanitation Standard Operating Procedures (SSOP) dan Good
Manufacturing Practices (GMP)
di PT. Daya Agro Mitra Mandiri ......................................................... 132
5.2.1 Rekomendasi Tindak Lanjut terhadap Kesenjangan Penerapan
Sanitation Standard Operating Procedures (SSOP) di
PT. Daya Agro Mitra Mandiri .................................................... 132
5.2.2 Rekomendasi Tindak Lanjut terhadap Kesenjangan Penerapan
Good Manufacturing Practices (GMP) di
PT. Daya Agro Mitra Mandiri .................................................... 141
BAB VI PENUTUP ............................................................................................ 155
6.1 Kesimpulan ........................................................................................... 155
6.2 Saran ..................................................................................................... 156
DAFTAR PUSTAKA ......................................................................................... 158
LAMPIRAN ........................................................................................................ 161
xiii
DAFTAR TABEL
Halaman
1. Jumlah Permintaan Nata De Coco di Indonesia Tahun 2013-2017 .................. 3
2. Daftar Kejadian Risiko dan Penyebab Risiko Produksi di PT. DAMM ........... 7
3. Hasil Analisis GAP pada Penerapan SSOP di
PT. Daya Agro Mitra Mandiri........................................................................ 70
4. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Keamanan Air ............................................................................. 71
5. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Kebersihan Permukaan yang Kontak dengan Makanan .............. 73
6. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Pencegahan Kontaminasi Silang ................................................. 76
7. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Menjaga Kebersihan Fasilitas Cuci tangan, Sanitasi Tangan
dan Toilet ........................................................................................................ 79
8. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Pencegahan Adulterasi ................................................................ 82
9. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Pelabelan, Penyimpanan dan Penggunaan Bahan Kimia
yang Tepat ....................................................................................................... 84
10. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Pengendalian Kesehatan Karyawan ............................................ 87
11. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Pemberantasan Hama .................................................................. 88
12. Hasil Analisis GAP pada Penerapan GMP di
PT. Daya Agro Mitra Mandiri......................................................................... 92
13. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Keamanan Air ............................................................................. 93
14. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Bangunan ..................................................................................... 96
xiv
15. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Fasilitas Sanitasi ........................................................................ 100
16. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Mesin dan Peralatan .................................................................. 103
17. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Bahan ......................................................................................... 104
18. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pengawasan Proses .................................................................... 106
19. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Produk Akhir ............................................................................. 109
20. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Laboratorium ............................................................................. 111
21. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Karyawan .................................................................................. 112
22. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pengemas ................................................................................... 114
23. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Label dan Keterangan Produk ................................................... 116
24. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Penyimpanan ............................................................................. 117
25. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pemeliharaan dan Program Sanitasi .......................................... 120
26. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pengangkutan ............................................................................ 123
27. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Dokumentasi dan Pencatatan .................................................... 125
28. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pelatihan .................................................................................... 127
29. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Penarikan Produk ...................................................................... 128
xv
30. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pelaksanaan Pedoman ............................................................... 130
31. Rekomendasi Tindak Lanjut terhadap Kesenjangan Penerapan SSOP ........ 134
32. Rekomendasi Tindak Lanjut terhadap Kesenjangan Penerapan GMP ......... 142
xvi
DAFTAR GAMBAR
Halaman
1. Contoh Ketidaksesuaian Kualitas Produk ......................................................... 6
2. Praktik Sanitasi dalam GMP ........................................................................... 25
3. Kerangka Pemikiran Operasional Penelitian .................................................. 36
4. Struktur Organisasi PT. Daya Agro Mitra Mandiri ........................................ 52
5. Proses Bisnis PT. Daya Agro Mitra Mandiri .................................................. 58
6. Proses Produksi Air Kelapa menjadi Nata Lembaran ..................................... 62
7. Proses Produksi Nata Lembaran menjadi Nata De Coco Potongan ............... 66
8. Proses Produksi Nata Lembaran menjadi Nata De Coco Potongan
Crunchy ........................................................................................................... 67
9. Fasilitas Cuci Tangan dan Toilet .................................................................... 81
10. Tumpukan Barang-Barang Tidak Terpakai dan Kondisi Tempat
Penampungan Sampah .................................................................................... 90
11. Kondisi Lingkungan Pabrik PT. DAMM ........................................................ 94
12. Denah Pabrik PT. Daya Agro Mitra Mandiri .................................................. 97
13. Konstruksi Bangunan Lantai Keramik, Saluran Air, Kondisi Langit-langit,
Kondisi Dinding .............................................................................................. 98
14. Kondisi Pipa Saluran Air dan Kondisi Toilet Karyawan .............................. 102
15. Kondisi Higiene Karyawan ........................................................................... 113
16. Tempat Penyimpanan Nata Lembaran, Bahan Tambahan/ Penolong
Pangan, Peralatan, Produk Akhir .................................................................. 119
17. Alat Transportasi dan Wadah Pengangkutan di Dalam Pabrik ..................... 124
xvii
DAFTAR LAMPIRAN
Halaman
1. SOP Proses Produksi Air Kelapa menjadi Nata Lembaran
(Fermentasi) .................................................................................................. 162
2. SOP Proses Produksi Nata De Coco Potongan ............................................. 162
3. SOP Pengiriman atau Distribusi Produk Akhir............................................. 163
4. Contoh Surat Jalan ........................................................................................ 163
5. Contoh Checklist Pemeriksaan Bahan Baku Nata Lembaran ....................... 164
6. Contoh Laporan Harian Kegiatan Proses Kupasan ....................................... 164
7. Contoh Laporan Harian Kegiatan Proses Pembelahan dan
Pemotongan ................................................................................................... 164
8. Contoh Laporan Harian Kegiatan Proses Pemasakan & Pasteurisasi ........... 165
9. Contoh Laporan Harian Kegiatan Proses Sortir ............................................ 165
10. Contoh Catatan Stock Bahan Pangan ............................................................ 165
11. Contoh Catatan Stock Produk Akhir ............................................................. 166
12. Contoh Catatan Stock Bahan Non Pangan .................................................... 166
13. Contoh Checklist Kegiatan Pembersihan Peralatan Produksi ....................... 166
14. Contoh Laporan Kegiatan Pembasmian Hama ............................................. 167
15. Contoh Formulir Komplain Pelanggan ......................................................... 167
16. Hasil Uji Kualitas Air ................................................................................... 167
17. Hasil Uji Kualitas Produk Akhir ................................................................... 168
18. Persyaratan Nata Lembaran .......................................................................... 168
19. Sertifikat Kalibrasi ........................................................................................ 169
20. WI Pencucian Peralatan Produksi ................................................................. 170
xviii
21. Kisi-kisi Instrumen Analisis Kesenjangan SSOP pada Produksi
Nata De Coco ................................................................................................ 172
22. Kisi-kisi Instrumen Analisis Kesenjangan GMP pada Produksi
Nata De Coco ................................................................................................ 189
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Tuntutan jaminan keamanan pangan terus meningkat sesuai dengan tuntutan
konsumen yang terus meningkat seiring dengan kenaikan kualitas hidup manusia.
Pangan yang aman, menurut Peraturan Pemerintah RI No. 28 tahun 2004 tentang
keamanan, mutu dan gizi pangan, adalah pangan yang memiliki kualitas dengan
mutu yang baik dan bergizi. Kondisi tersebut sangat penting peranannya bagi
pertumbuhan, pemeliharaan dan peningkatan derajat kesehatan, serta kecerdasan
masyarakat, sedangkan makanan yang tidak aman dapat menyebabkan terjadinya
penyakit bawaan makanan (foodborne diseases).
Tuntutan konsumen atas jaminan keamanan pangan menjadi sangat vital
bagi industri dan bisnis pangan. Konsumen berkeyakinan bahwa produk yang aman
tidak dapat hanya dijamin dengan hasil uji produk akhir di laboratorium, melainkan
dapat diperoleh dari bahan baku yang baik, ditangani dengan baik, diolah,
didistribusikan dengan baik, dan diproses oleh tenaga yang kompeten. Usaha
menjamin keamanan pangan di tingkat manufaktur diawali dengan praktik cara
produksi pangan yang baik (Good Manufacturing Practices - GMP). Good
Manufacturing Practices (GMP) adalah kaidah atau pedoman cara pengolahan
makanan yang baik dan benar untuk menghasilkan makanan atau produk akhir yang
aman, bermutu dan sesuai dengan selera konsumen (Departemen Kesehatan, 2013).
Di Indonesia, standar GMP yang terbaru diatur melalui Peraturan Menteri
2
Perindustrian RI No. 75/M-IND/PER/7/2010 tentang Cara Produksi Pangan Olahan
yang Baik (CPPOB).
Sanitasi merupakan hal penting yang harus dimiliki industri pangan dalam
menerapkan Good Manufactruing Practices (GMP) atau cara produksi pangan yang
baik dan dibutuhkan untuk mendukung terlaksananya GMP dengan baik (Thaheer,
2008: 78). Sanitasi adalah serangkaian proses yang dilakukan untuk menjaga
kebersihan. Prosedur-prosedur pelaksanaan sanitasi tersebut dan pengendalian
proses dalam program sanitasi didokumentasikan dalam bentuk Sanitation
Standard Operating Procedures (SSOP). Prosedur SSOP secara lengkap telah
diberikan oleh Food and Drug Administration (FDA) (1995) dan National Seafood
HACCP Alliance for Training and Education (NSHATE) (1999) yang dapat
digunakan oleh pelaku bisnis pangan sebagai acuan. Penerapan cara produksi
pangan yang baik dan higienis (GMP dan SSOP) dilakukan untuk menjamin produk
pangan yang aman bagi konsumen dan untuk memenuhi persyaratan tentang
kebersihan dan keamanan dalam memproduksi suatu produk pangan.
Nata de coco merupakan salah satu produk pangan yang memiliki risiko
bahaya mutu dan keamanan pangan. Bahaya yang mungkin muncul pada proses
pembuatan nata de coco adalah terkait dengan mutu bahan baku air kelapa yang
tidak tahan disimpan dalam waktu lama, sehingga dapat mengganggu tingkat
keamanan produk untuk dikonsumsi. Nata de coco juga sangat rentan
terkontaminasi karena kegiatan produksi nata de coco yang bersifat basah dan jenis
produk yang juga termasuk dalam kategori semi padat sangat berpotensi
berkembangnya bakteri atau mikroorganisme yang dapat mencemari produk.

3
Faktor-faktor yang mempengaruhi kerusakan pada nata de coco,
diantaranya yang dapat memengaruhi mutu dan keamanan produk (Pambayun,
2002: 47-49), yaitu ruangan antara kemasan dengan permukaan bahan di dalamnya
(head space) yang terlalu besar menyebabkan terjadinya oksidasi sehingga umur
simpannya turun. Kebocoran seal kemasan juga dapat merusak produk.
Kontaminan dari mikroba saat proses pengisian dan penutupan kemasan yang
berasal dari udara atau pekerja juga dapat mengontaminasi produk. Selain itu, suhu
yang semakin tinggi dan waktu pemanasan yang semakin lama pada proses
pasteurisasi dapat menyebabkan tingginya kerusakan zat gizi dan terbentuknya
tekstur serta cita rasa yang tidak disukai.
Nata de coco merupakan salah satu produk pangan yang sangat baik bagi
kesehatan tubuh karena kaya serat dan memiliki kalori yang rendah, sehingga dapat
membantu para penderita diabetes dan memperlancar pencernaan makanan atau
dalam saluran pencernaan (Sihmawati dkk, 2014: 63). Manfaat dari nata de coco
tersebut mendorong adanya permintaan yang terus meningkat dari industri
pengolahan minuman terhadap produk nata de coco setengah jadi di Indonesia
tahun 2013-2017.
Tabel 1. Jumlah Permintaan Nata De Coco Setengah Jadi di Indonesia Tahun 2013-
2017
Sumber: Kementerian Perindustrian, 2018.
Lembaran Potongan
1 2013 1,436,260 9,475,970 10,912,230
2 2014 1,568,480 11,241,956 12,810,436
3 2015 1,571,476 13,259,932 14,831,408
4 2016 1,576,860 14,992,450 16,569,310
5 2017 1,582,556 16,259,250 17,841,806
No. TahunPermintaan Nata De Coco (Kg)
Total (Kg)

4
Berdasarkan Tabel 1 diketahui bahwa rata-rata peningkatan jumlah
permintaan produk nata de coco setengah jadi per tahun adalah sebesar 13,14% atau
1.732.394 kg. Rata-rata peningkatan jumlah permintaan produk nata de coco
setengah jadi yang terbesar adalah produk nata de coco dalam bentuk potongan,
yaitu sebesar 14,53% atau 1.695.820 kg per tahun, sedangkan peningkatan jumlah
permintaan nata de coco dalam bentuk lembaran per tahun tidak terlalu signifikan.
PT. Daya Agro Mitra Mandiri merupakan salah satu industri yang
memproduksi nata de coco setengah jadi dalam bentuk potongan. Perusahaan ini
didirikan pada tahun 2006 dan telah memiliki badan hukum PT (Perseroan
Terbatas) pada tahun 2011. PT. DAMM mampu memproduksi 4-7 ton nata de coco
per harinya. Pelanggan PT. DAMM merupakan pelanggan tetap yang merupakan
perusahaan-perusahaan besar yang bergerak di bidang pengolahan minuman siap
saji, yaitu PT. Hale Internasional, PT. Forisa Nusapersada, PT. Pepsi-Cola
Indobeverages, PT. Gresindo Aroma, PT. Suntory Garuda Beverages, dan PT.
Indofood Sukses Makmur Tbk, serta telah menembus pasar internasional dengan
mengekspor produk nata de coco potongan ke negara Pakistan. PT. DAMM
memiliki misi yang juga dijadikan arahan atau acuan dalam melakukan kegiatan
produksi, yaitu menjadi produsen yang mengikuti standar sistem keamanan pangan
dan standar Halal LPPOM MUI dengan selalu menegakkan, menerapkan dan
melakukan perbaikan dalam sistem dan selama proses produksi pangan untuk
memproduksi pangan yang higienis dan memenuhi standar keamanan pangan dan
standar Halal LPPOM MUI, serta kebijakan mutu perusahaan, yaitu menciptakan

5
produk yang higienis dan bebas dari kontaminasi serta tanpa catat; dan produk yang
memenuhi standar Halal LPPOM MUI.
PT. DAMM berupaya untuk selalu memperhatikan kualitas produk yang
dihasilkan guna memenuhi standar keamanan pangan, yaitu dengan menerapkan
SSOP (Sanitation Standard Operating Procedures) dan GMP (Good
Manufacturing Practices) oleh unit pengolahan. Namun, penerapan GMP dan
SSOP tersebut masih belum maksimal karena masih ditemukan kondisi cacat
produksi, yaitu kualitas produk akhir yang dihasilkan tidak sesuai dengan standar
yang ditetapkan perusahaan atau ketidaksesuaian kualitas produk, sehingga produk
tersebut tidak dapat didistribusikan ke pelanggan. Standar kualitas produk nata de
coco yang ditetapkan perusahaan, yaitu warna putih sampai putih bening, tekstur
kenyal khas serat nata, bebas kontaminan fisik (rambut, kayu, bitnik hitam,
serangga, kulit ari, dan lain-lain), aroma agak asam khas nata de coco.
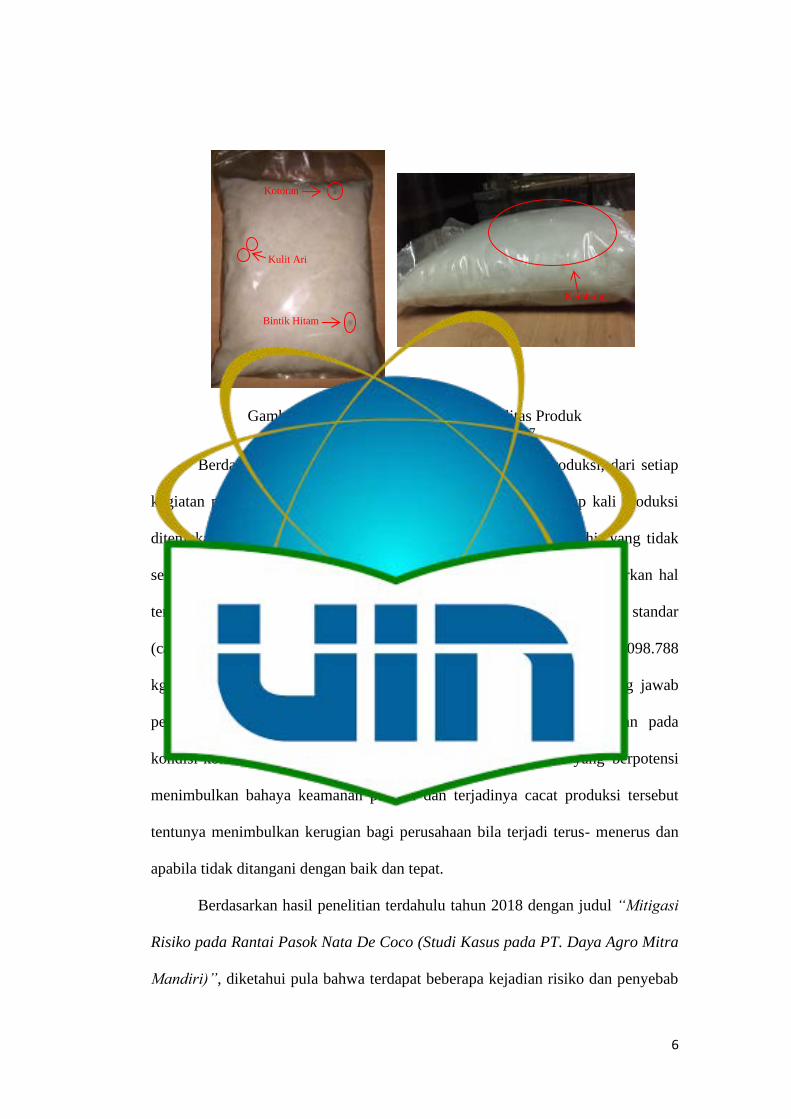
Penyebab produk dengan cacat produksi atau ketidaksesuaian kualitas
produk karena ditemukannya kontaminasi benda asing pada produk, seperti
serangga, kulit ari dan plastik; kondisi produk nata de coco yang busuk dan berubah
warna; serta kondisi kemasan produk yang menggembung dan bocor. Kondisi cacat
produksi atau ketidaksesuaian kualitas produk ini ditunjukkan pada Gambar 1.
6
Gambar 1. Contoh Ketidaksesuaian Kualitas Produk Sumber: PT. Daya Agro Mitra Mandiri, 2017
Berdasarkan hasil wawancara dengan kepala bagian produksi, dari setiap
kegiatan produksi atau dari jumlah produk yang dihasilkan setiap kali produksi
ditemukan kondisi cacat produksi atau kondisi kualitas produk akhir yang tidak
sesuai dengan standar yang ditetapkan perusahaan sebesar 5%. Berdasarkan hal
tersebut, pada tahun 2017, total jumlah produk yang tidak sesuai dengan standar
(cacat produksi) sebesar 54.984,76 kg dari total jumlah produksi sebesar 1.098.788
kg pada tahun 2017. Adanya cacat produksi tersebut menjadi tanggung jawab
perusahaan karena kondisi tersebut disebabkan adanya penyimpangan pada
kondisi-kondisi dan kegiatan-kegiatan selama proses produksi yang berpotensi
menimbulkan bahaya keamanan pangan dan terjadinya cacat produksi tersebut
tentunya menimbulkan kerugian bagi perusahaan bila terjadi terus- menerus dan
apabila tidak ditangani dengan baik dan tepat.
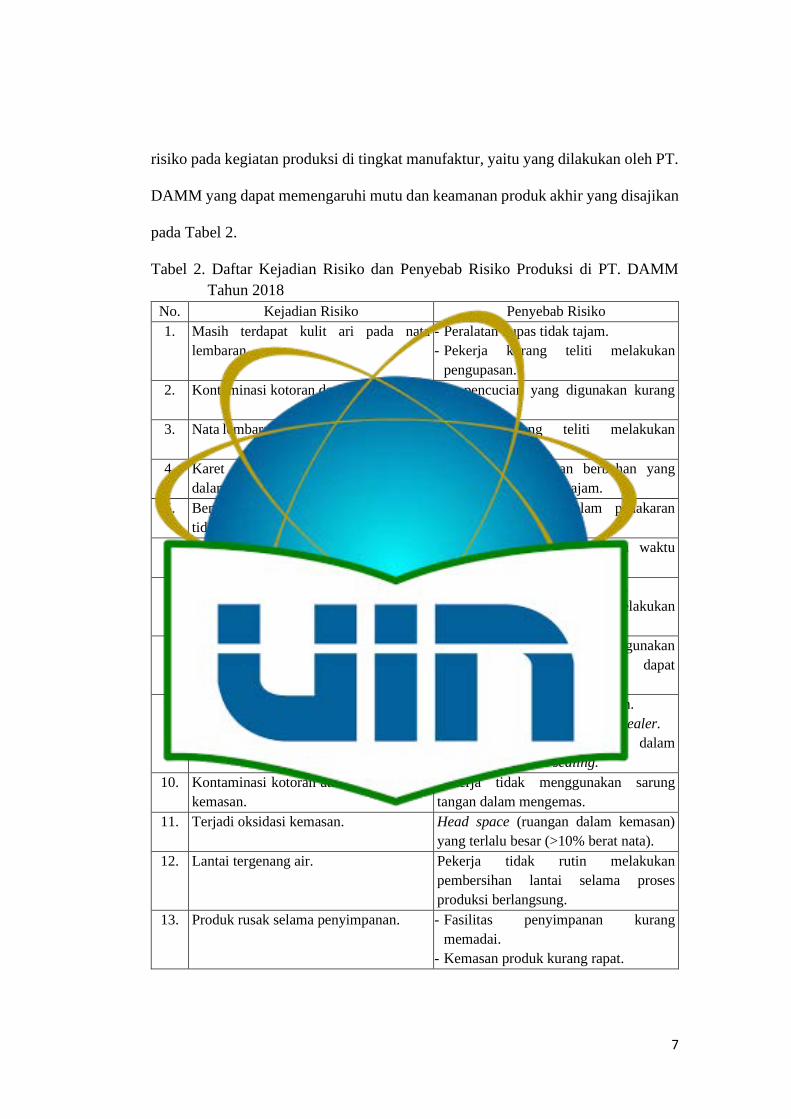
Berdasarkan hasil penelitian terdahulu tahun 2018 dengan judul “Mitigasi
Risiko pada Rantai Pasok Nata De Coco (Studi Kasus pada PT. Daya Agro Mitra
Mandiri)”, diketahui pula bahwa terdapat beberapa kejadian risiko dan penyebab
Bintik Hitam
Kembung
Kulit Ari
Kotoran
7
risiko pada kegiatan produksi di tingkat manufaktur, yaitu yang dilakukan oleh PT.
DAMM yang dapat memengaruhi mutu dan keamanan produk akhir yang disajikan
pada Tabel 2.
Tabel 2. Daftar Kejadian Risiko dan Penyebab Risiko Produksi di PT. DAMM
Tahun 2018
No. Kejadian Risiko Penyebab Risiko
1. Masih terdapat kulit ari pada nata
lembaran.
- Peralatan kupas tidak tajam.
- Pekerja kurang teliti melakukan
pengupasan.
2. Kontaminasi kotoran dari air pencucian. Air pencucian yang digunakan kurang
bersih.
3. Nata lembaran masih mengandung asam. Pekerja kurang teliti melakukan
pencucian.
4. Karet alas mesin potong terbawa ke
dalam produk.
Alas yang digunakan berbahan yang
mudah terkikis benda tajam.
5. Bentuk tekstur dan rasa nata de coco
tidak sesuai.
Kesalahan pekerja dalam penakaran
bahan tambahan.
6. Terjadi over cooking. Kelalaian pekerja menentukan waktu
pemasakan.
7. Pasteurisasi kurang optimal. - Suhu pasteurisasi kurang tepat.
- Kelalaian pekerja melakukan
pasteurisasi.
8. Kontaminasi mikroba dari air
pendinginan.
Air pendinginan yang digunakan
mengandung mikroba yang dapat
mengontaminasi produk.
9. Kebocoran kemasan produk. - Metode pengemasan yang salah.
- Overheating elemen pemasan sealer.
- Pekerja kurang terampil dalam
melakukan proses sealing.
10. Kontaminasi kotoran atau bakteri dalam
kemasan.
Pekerja tidak menggunakan sarung
tangan dalam mengemas.
11. Terjadi oksidasi kemasan. Head space (ruangan dalam kemasan)
yang terlalu besar (>10% berat nata).
12. Lantai tergenang air. Pekerja tidak rutin melakukan
pembersihan lantai selama proses
produksi berlangsung.
13. Produk rusak selama penyimpanan. - Fasilitas penyimpanan kurang
memadai.
- Kemasan produk kurang rapat.

8
Lanjutan Tabel 2.
No. Kejadian Risiko Penyebab Risiko
14. Terjadi kerusakan produk selama
perjalanan.
- Alat transportasi tidak dilengkapi
pendingin.
- Jenis tali yang digunakan dapat
merusak kemasan.
Sumber: Sari, 2018.
Kondisi ketidaksesuaian kualitas produk atau cacat produksi, serta kejadian
dan penyebab risiko produksi menandakan adanya penyimpangan mutu dan
keamanan pangan, serta menunjukkan adanya penyimpangan pada kondisi-kondisi
dan kegiatan-kegiatan yang berpotensi menjadi bahaya keamanan pangan. Oleh
karena itu, hal tersebut menjadi perhatian dalam penerapan SSOP dan GMP di PT.
DAMM sebagai sistem keamanan pangan yang digunakan perusahaan.
Berdasarkan hal tersebut, diperlukan adanya analisis penerapan GMP dan SSOP
yang telah dilakukan PT. DAMM untuk mengetahui kesenjangan pada penerapan
GMP dan SSOP di perusahaan terhadap persyaratan standar GMP dan SSOP,
sehingga dapat dirumuskan rekomendasi tindak lanjut yang harus dilakukan
perusahaan sebagai upaya perbaikan perusahaan dalam memenuhi persyaratan
standar SSOP dan GMP dan peningkatan efektivitas penerapan GMP dan SSOP.
Berdasarkan uraian tersebut, maka penulis memberikan judul untuk penelitian ini
yaitu, “Analisis Penerapan Sanitation Standard Operating Procedures (SSOP)
dan Good Manufacturing Practices (GMP) pada Produksi Nata De Coco di PT.
Daya Agro Mitra Mandiri.”

9
1.2 Rumusan Masalah
Berdasarkan latar belakang tersebut di atas, maka dapat dirumuskan
masalah dalam penelitian ini adalah:
1. Bagaimana tingkat kesenjangan penerapan Sanitation Standard Operating
Procedures (SSOP) di PT. Daya Agro Mitra Mandiri terhadap standar SSOP
menurut FDA (1995) dan NSHATE (1999)?
2. Bagaimana tingkat kesenjangan penerapan Good Manufacturing Practices
(GMP) di PT. Daya Agro Mitra Mandiri terhadap standar GMP menurut
Peraturan Menteri Perindustrian RI Nomor 75 tahun 2010?
3. Apa rekomendasi tindak lanjut yang harus dilakukan untuk perbaikan
penerapan Sanitation Standard Operating Procedures (SSOP) dan Good
Manufacturing Practices (GMP) di PT. Daya Agro Mitra Mandiri?
1.3 Tujuan Penelitian
Berdasarkan perumusan masalah yang telah diuraikan, maka tujuan dari
penelitian ini adalah:
1. Menganalisis kesenjangan antara penerapan Sanitation Standard Operating
Procedures (SSOP) di PT. Daya Agro Mitra Mandiri dengan standar SSOP
menurut FDA (1995) dan NSHATE (1999).
2. Menganalisis kesenjangan antara penerapan Good Manufacturing Practices
(GMP) di PT. Daya Agro Mitra Mandiri dengan standar GMP menurut
Peraturan Menteri Perindustrian RI Nomor 75 tahun 2010.
10
3. Merumuskan rekomendasi tindak lanjut yang harus dilakukan perusahaan
untuk perbaikan penerapan SSOP dan GMP di PT. Daya Agro Mitra Mandiri.
1.4 Manfaat Penelitian
Manfaat dari penelitian Analisis Penerapan Sanitation Standard Operating
Procedures (SSOP) dan Good Manufacturing Practices (GMP) pada Produksi Nata
De Coco di PT. Daya Agro Mitra Mandiri ini adalah:
1. Bagi perusahaan, penelitian ini diharapkan dapat memberikan informasi dan
menjadi masukan (rekomendasi) dalam mengatasi kesenjangan pada
penerapan Sanitation Standard Operating Procedures (SSOP) dan Good
Manufacturing Practices (GMP) agar dapat berjalan lebih baik.
2. Bagi penulis, penelitian ini dilakukan sebagai salah satu syarat tugas akhir
dalam memperoleh gelar sarjana, serta sebagai wadah dalam menerapkan teori
yang telah diperoleh selama masa perkuliahan.
3. Bagi pembaca, penelitian ini diharapkan dapat menjadi bahan informasi dan
referensi untuk penelitian selanjutnya, atau penelitian yang berkaitan dengan
Good Manufacturing Practices dan Sanitation Standard Operating
Procedures.
1.5 Ruang Lingkup Penelitian
Penelitian ini dilakukan di PT. Daya Agro Mitra Mandiri yang
memproduksi produk setengah jadi berupa nata de coco potongan yang akan diolah
lebih lanjut hingga siap konsumsi oleh pelanggan PT. Daya Agro Mitra Mandiri
11
yang merupakan industri pengolahan minuman siap saji. Penelitian ini difokuskan
untuk mengetahui kesenjangan pada penerapan Sanitation Standard Operating
Procedures (SSOP) dan Good Manufacturing Practices (GMP) di PT. Daya Agro
Mitra Mandiri, sehingga dapat dirumuskan rekomendasi tindak lanjut yang harus
dilakukan perusahaan sebagai upaya perbaikan perusahaan dalam memenuhi
persyaratan standar SSOP dan GMP dan peningkatan efektivitas penerapan SSOP
dan GMP di PT. Daya Agro Mitra Mandiri. Aspek-aspek Sanitation Standard
Operating Procedures (SSOP) menurut Food and Drug Administration (FDA)
(1995) dan National Seafood HACCP Alliance for Training and Education
(NSHATE) (1999), terdiri dari keamanan air, kebersihan permukaan yang kontak
dengan makanan, pencegahan kontaminasi silang, menjaga fasilitas cuci tangan,
sanitasi tangan dan toilet, pencegahan adulterasi, pelabelan dan penyimpanan bahan
kimia yang tepat, pengendalian kesehatan karyawan, serta pemberantasan hama,
sedangkan aspek-aspek Good Manufacturing Practices (GMP) menurut Peraturan
Menteri Perindustrian RI Nomor 75/M-IND/PER/7/2010 tentang Pedoman Cara
Produksi Pangan Olahan Yang Baik, terdiri dari lokasi, bangunan, fasilitas sanitasi,
mesin dan peralatan, bahan, pengawasan proses, produk akhir, laboratorium,
karyawan, pengemas, label dan keterangan produk, penyimpanan, pemeliharaan
dan program sanitasi, pengangkutan, dokumentasi dan pencatatan, pelatihan,
penarikan produk dan pelaksanaan pedoman.
12
BAB II
TINJAUAN PUSTAKA
2.1 Nata De Coco
Nama ‘nata de coco’ berasal dari bahasa Spanyol yang berarti cream of
coconuts. Cream disini berarti lemak dari santan kelapa, meskipun dalam
kenyataannya, ini tidak banyak terkait dengan lemak. Pangan yang disebut nata de
coco ini dipandang sebagai pangan yang tinggi kadar seratnya atau dietary fibers-
nya, sangat rendah lemak, dan bebas dari kolesterol. Nata de coco adalah senyawa
selulosa (dietary fiber), yang dihasilkan dari air kelapa melalui proses fermentasi.
Proses fermentasi nata de coco dibantu oleh sejenis bakteri bernama Acetobacter
xylinum. Enzin yang dihasilkan bakteri nata de coco mengubah gula (glukosa) yang
terkandung di dalam air kelapa menjadi lembaran-lembaran serat selulosa.
Lembaran-lembaran selulosa itu kemudian menjadi padat dan berwarna putih
bening yang dinamakan nata. Bakteri ini diperbanyak dengan membuat starter.
Komposisi media starter biasanya hampir sama dengan komposisi cairan
fermentasi. Perbedaannya terletak pada proses pembuatannya yang lebih bersih,
dan memerlukan perlakuan khusus (Winarno, 2014: 25).
Masalah dari air kelapa sebagai bahan baku nata de coco adalah terkait
dengan mutu yang mudah mengalami penurunan sehingga tidak tahan disimpan
dalam waktu lama. Hal ini terjadi karena komponen gula yang terkandung
didalamnya. Meskipun kandungan gula tersebut yang akan dimanfaatkan bakteri
Acetocter xylinum untuk diubah menjadi nata, namun gula juga mudah mengalami
13
fermentasi spontan dan membuat rasa cepat menjadi asam (Alamsyah dan Enny,
2015: 75).
Nata merupakan makanan dengan nutrisi yang rendah, tetapi kaya serat yang
sangat baik bagi tubuh (Sihmawati dkk., 2014: 64). Oleh karena itu, nata dijadikan
makanan yang sangat baik dan sehat karena dapat membantu proses pencernaan
manusia. Menurut penelitian yang dilakukan oleh Puslitbang Biologi LIPI,
kandungan gizi nata de coco per 100 gram nata mengandung 80% air, 20 gram
karbohidrat, 146 kal kalori, 20 gram lemak, 12 mg Kalsium, 2 mg Fosfor dan 0,5
mg Ferrum (besi), dan kadar serat 2,5% (Sihmawati dkk, 2014: 64).
2.2 Keamanan Pangan
Undang-Undang Pangan No. 7 tahun 1996, yang kemudian diperbaharui
menjadi UU No. 18 tahun 2012 tentang pangan, menyatakan bahwa konsumen
berhak mendapatkan makanan yang aman, yaitu yang dicirikan oleh terbebasnya
masyarakat dari jenis pangan yang berbahaya bagi kesehatan manusia dan tidak
sesuai dengan keyakinan masyarakat. Keamanan pangan menurut UU No. 18 tahun
2012 didefinisikan sebagai kondisi dan upaya yang diperlukan untuk mencegah
pangan dari kemungkinan cemaran biologis, kimia dan benda lain yang dapat
mengganggu, merugikan dan membahayakan kesehatan manusia, serta tidak
bertentangan dengan agama, keyakinan dan budaya masyarakat sehingga aman
untuk dikonsumsi.
Codex Alimentarius Comission – World Health Organization
mengembangkan suatu sistem manajamen keamanan pangan yang selanjutnya

14
diadopsi oleh beberapa kawasan di dunia, termasuk Indonesia, yaitu sistem Hazard
Analysis and Critical Control Point (HACCP) (Thaheer, 2008: 2). Sistem
manajemen keamanan pangan merupakan sistem yang paling efektif ditetapkan,
dioperasikan dan diperbaharui dalam kerangka sistem manajemen yang terstruktur
dan dimasukkan ke dalam kegiatan pengelolaan keamanan pangan secara
menyeluruh (Laelasari, 2015: 19).
Secara umum, usaha-usaha menjamin keamanan pangan diawali dengan
dirumuskannya prosedur-prosedur operasi dan praktik-praktik penanganan dan
pengolahan yang baik di sepanjang mata rantai penanganan dan pengolahan
pangan. Mata rantai pangan yang dimaksud merupakan suatu rantai tak putus mulai
dari sektor hulu sampai ke mata rantai yang paling hilir (konsumen) atau yang
dikenal dengan istilah ”from farm to table”. Keamanan dan mutu produk pangan
sangat dipengaruhi oleh aplikasi Good Farming Practices (GFP) pada usaha
pertanian, praktik penanganan yang baik (Good Handling Practices - GHP) pada
kegiatan pascapanen, Good Hygienic Practices (GHyP) pada semua penanganan
bahan pangan, praktik produksi yang baik (Good Manufacturing Practices – GMP)
pada kegiatan manufaktur, praktik transportasi dan distribusi yang baik (Good
Transportation/ Distribution Practices – GTP/ GDP) pada kegiatan distribusi,
Good Retailing Practices (GRP) pada proses pengeceran barang, Good Catering
Practices (GCP) sebagai petunjuk bagi konsumen (Hariyadi dan Dewanti, 2011:
12). Secara umum, penerapan persyaratan dasar tersebut disesuaikan dengan
segmen rantai pangan yang mana organisasi beroperasi dan tipe dari organisasi.
Prosedur-prosedur operasi dan praktik-praktik tersebut merupakan persyaratan
15
dasar untuk penerapan sistem HACCP. Sistem HACCP dapat diterapkan pada
seluruh rantai pangan dari produk primer sampai pada konsumsi akhir (Thaheer,
2008: 25).
Sanitasi merupakan hal penting yang harus dimiliki industri pangan dalam
menerapkan Good Manufacturing Practices (Thaheer, 2008: 78). Prosedur-
prosedur pelaksanaan sanitasi tersebut didokumentasikan dalam bentuk Sanitation
Standard Operating Procedures (SSOP), sehingga dalam industri pengolahan
pangan, komponen yang menjadi persyaratan dasar untuk penerapan HACCP
adalah GMP dan SSOP.
2.3 Good Manufacturing Practices (GMP)
Good Manufacturing Practices (GMP) atau Cara Produksi Makanan yang
Baik (CPMB) merupakan suatu pedoman cara memproduksi makanan dengan
tujuan agar produsen memenuhi persyaratan-persyaratan yang telah ditentukan
untuk menghasilkan produk makanan bermutu sesuai dengan tuntutan konsumen
(Thaheer, 2008: 51). Laelasari (2015: 225) menyebutkan bahwa GMP biasanya
disebut sebagai sebuah penatalaksanaan atau praktik dan prosedur yang dilakukan
oleh pengelola makanan yang dapat memengaruhi keselamatan produk pangan atau
makanan.
GMP bukan merupakan sistem mutu yang baru dikenal di Indonesia, karena
sejak tahun 1978 telah dipublikasikan oleh Departemen Kesehatan RI melalui Surat
Keputusan Menteri Kesehatan RI Nomor 23/MEN.KES/SK/I/1978 tertanggal 24
Januari 1978 sebagai Pedoman Cara Produksi yang Baik untuk Makanan.
16
Pertimbangan Menteri Kesehatan dalam menetapkan pedoman cara produksi yang
baik untuk makanan dikarenakan cara produksi yang baik untuk makanan
merupakan salah satu faktor yang penting untuk memenuhi standar mutu atau
persyaratan yang ditetapkan untuk makanan, sehingga masyarakat dapat dilindungi
keselamatan dan kesehatannya terhadap produksi dan peredaran makanan yang
tidak memenuhi syarat. Kemudian seiring berjalannya waktu, berdasarkan
Peraturan Pemerintah Nomor 28 Tahun 2004 tentang Keamanan, Mutu dan Gizi
Pangan Pasal 6 ayat (2) dan Pasal 10, bahwa Menteri yang bertanggung jawab di
bidang pertanian, perikanan, kehutanan, perindustrian, kesehatan sesuai dengan
bidang tugas dan kewenang masing-masing dapat menetapkan pedoman cara yang
baik, dan untuk pedoman cara produksi pangan olahan yang baik ditetapkan oleh
Menteri yang bertanggung jawab di bidang perindustrian atau perikanan sesuai
dengan bidang tugas dan kewenangan masing-masing. Maka dari itu, pemerintah
melakukan pengembangan hingga pada tahun 2010 Menteri Perindustrian RI
mengeluarkan Surat Keputusan No. 75/M-IND/PER/7/2010 tentang Pedoman Cara
Produksi Pangan Olahan Yang Baik (Good Manufacturing Practices).
2.3.1 Tujuan dan Manfaat Penerapan GMP
Menurut Peraturan Menteri Perindustrian RI Nomor 75/M-
IND/PER/7/2010 dalam Winarno (2011: 86), penerapan CPPOB atau GMP
ditujukan untuk:
1. Menghasilkan pangan olahan yang bermutu, aman untuk dikonsumsi dan
sesuai dengan tuntutan konsumen;
17
2. Mendorong industri pengolahan pangan agar bertanggung jawab terhadap
mutu dan keamanan produk yang dihasilkan;
3. Meningkatkan daya saing industri pengolahan pangan; dan
4. Meningkatkan produktifitas dan efisiensi industri pengolahan pangan.
Selain itu, penerapan CPPOB atau GMP diperlukan untuk:
1. Mencegah tercemarnya pangan olahan dari cemaran biologi, kimia, atau fisik
yang dapat mengganggu, merugikan dan membahayakan kesehatan manusia;
2. Membunuh atau mencegah berkembang biak jasad renik pathogen serta
mengurangi jumlah jasad renik lain yang tidak dikehendaki; dan
3. Mengendalikan produksi melalui pemilihan bahan baku, penggunaan bahan
penolong, penggunaan bahan pangan lainnya, penggunaan bahan tambahan
pangan (BTP), pengolahan, pengemasan, dan penyimpanan atau
pengangkutan.
2.3.2 Ruang Lingkup Pedoman GMP
Ruang lingkup pedoman GMP atau Cara Produksi yang Baik untuk
Makanan menurut Surat Keputusan Menteri Kesehatan RI
No.23/MEN.KES/SK/I/1978 mencakup 13 aspek, yaitu lokasi, bangunan, fasilitas
sanitasi, alat produksi, bahan, proses pengolahan, produk akhir, laboratorium,
karyawan, wadah dan pembungkus, label, penyimpanan, dan pemeliharaan,
sedangkan ruang lingkup pedoman Cara Pengolahan Pangan Olahan yang Baik
(CPPOB) menurut Peraturan Menteri Perindustrian RI Nomor 75/M-
IND/PER/7/2010 mencakup 18 aspek. Di antara 18 aspek tersebut, terdapat 13
aspek yang sama seperti dalam Surat Keputusan Menteri Kesehatan RI

18
No.23/MEN.KES/SK/I/1978, yaitu lokasi, bangunan, fasilitas sanitasi, mesin dan
peralatan, bahan, pengawasan proses, produk akhir, laboratorium, karyawan,
pengemas, label dan keterangan produk, penyimpanan, pemeliharaan dan program
sanitasi, sedangkan 5 aspek lainnya yaitu pengangkutan, dokumentasi dan
pencatatan, pelatihan, penarikan produk, dan pelaksanaan pedoman.
1. Lokasi
Pertimbangan lokasi pabrik atau tempat produksi harus jauh dari daerah
lingkungan yang tercermar, tidak berada di daerah yang mudah tergenang air, bebas
dari semak-semak atau daerah sarang hama; jalan menuju pabrik tempat produksi
seharusnya tidak menimbulkan debu atau genangan air; lingkungan pabrik tempat
produksi harus bersih dan tidak ada tumpukkan sampah; serta lingkungan di luar
bangunan pabrik yang terbuka seharusnya tidak digunakan untuk kegiatan
produksi.
2. Bangunan
Bangunan dan ruangan dibuat berdasarkan perencanaan yang memenuhi
persyaratan teknik dan higiene sesuai dengan jenis pangan olahan yang diproduksi
serta sesuai urutan proses produksi, sehingga mudah dibersihkan, mudah dilakukan
kegiatan sanitasi, mudah dipelihara dan tidak terjadi kontaminasi silang di antara
produk.
3. Fasilitas Sanitasi
Fasilitas sanitasi yang terdiri dari sarana penyediaan air, sarana pembuangan
air dan limbah, sarana pembersihan/ pencucian, sarana toilet, sarana higiene

19
karyawan, harus dibuat berdasarkan perencanaan yang memenuhi persyaratan
teknik dan higiene.
4. Mesin dan Peralatan
Mesin atau peralatan yang digunakan dalam proses produksi seharusnya
diletakkan sesuai dengan urutan proses sehingga memudahkan praktek higiene
yang baik dan mencegah terjadinya kontaminasi silang; mudah dilakukan
pembersihan, didesinfeksi dan pemeliharaan; terbuat dari bahan yang tahan lama,
tidak beracun, mudah dipindahkan; tidak menimbulkan pencemaran terhadap
produk oleh jasad renik, bahan logam, dan bahan-bahan lain yang menimbulkan
bahaya, sehingga menjamin mutu dan keamanan produk yang dihasilkan.
5. Bahan
Bahan yang digunakan dalam proses produksi terdiri dari bahan baku, bahan
tambahan, bahan penolong termasuk air dan Bahan Tambahan Pangan (BTP).
Bahan yang digunakan tersebut harus dalam keadaan tidak rusak, busuk atau
mengandung bahan-bahan berbahaya, tidak membahayakan kesehatan dan
memenuhi standar mutu atau persyaratan yang ditetapkan.
6. Pengawasan Proses
Untuk mengurangi terjadinya produk yang tidak memenuhi syarat mutu dan
keamanan, perlu tindakan pencegahan melalui pengawasan yang ketat terhadap
kemungkinan timbul bahaya pada setiap tahap proses, bahan, pengawasan terhadap
kontaminasi, dan terhadap proses khusus (proses iradiasi, penutupan hermetis pada
pengalengan, dan pengemasan vakum).

20
7. Produk Akhir
Produk akhir yang dihasilkan harus memenuhi persyaratan yang telah
ditetapkan oleh otoritas yang berkompeten dan tidak boleh merugikan atau
membahayakan kesehatan konsumen; apabila standar mutunya belum ditetapkan,
perusahaan dapat menentukan sendiri persyaratannya yang mampu telusur terhadap
standar yang berlaku; serta mutu dan keamanan produk akhir sebelum diedarkan
seharusnya diperiksa dan dipantau secara periodik.
8. Laboratorium
Adanya laboratorium dalam perusahaan memudahkan industri pengolahan
pangan mengetahui secara cepat mutu bahan baku, bahan tambahan, bahan
penolong dan BTP yang masuk ke dalam pabrik/ tempat produksi serta mutu produk
yang dihasilkan. Perusahaan yang tidak memiliki laboratorium dapat menggunakan
laboratorium pemerintah atau swasta yang dapat dipercaya.
9. Karyawan
Karyawan yang bekerja pada industri pengolahan pangan sangat
memengaruhi mutu akhir produk yang dihasilkan. Karyawan harus dalam keadaan
sehat, bebas dari luka atau penyakit kulit atau hal lain yang diduga dapat
mengakibatkan pencemaran terhadap produk; mengenakan pakaian kerja yang
lengkap antara lain sarung, tutup kepala dan sepatu yang sesuai dengan tempat
produksi; karyawan harus mencuci tangan menggunakan sabun sebelum dan
sesudah bekerja, setelah keluar dari toilet, setelah menangani bahan kotor, bahan
mentah dan hal lainnya yang dapat menyebabkan pencemaran melalui bagian tubuh
karyawan; karyawan yang sakit sebaiknya tidak diperkenankan untuk bekerja atau
21
diistirahatkan; karyawan yang memiliki kebiasaan buruk, seperti meludah,
merokok, makan atau mengunyah, bersin atau batuk sebaiknya diawasi; selama
mengolah pangan karyawan tidak diperkenankan menggunakan jam tangan, peniti,
bros dan aksesori lainnya yang jika terjatuh ke dalam pangan dapat membahayakan
konsumen.
10. Pengemas
Penggunaan pengemas yang sesuai dan memenuhi persyaratan akan
mempertahankan mutu dan melindungi produk terhadap pengaruh dari luar, seperti
sinar matahari, panas, kelembaban, kotoran, benturan dan lain-lain. Bahan
pengemas harus dibuat dari bahan yang tidak beracun, mempertahankan mutu
produk, dan tahan terhadap perlakuan selama pengolahan, pengangkutan dan
peredaran. Kemasan yang dapat dipakai kembali harus kuat, mudah dibersihkan dan
didesinfeksi dan tidak digunakan untuk mengemas produk non pangan.
11. Label dan Keterangan Produk
Kemasan diberi label yang jelas dan informatif untuk memudahkan
konsumen dalam memilih, menangani, menyimpan, mengolah dan mengonsumsi
produk. Label produk harus memenuhi ketentuan yang tercantum dalam Peraturan
Pemerintah Nomor 69 Tahun 1999 tentang Label dan Iklan Pangan atau
perubahannya.
12. Penyimpanan
Penyimpanan bahan yang digunakan dalam proses pengolahan dan produk
akhir harus disimpan terpisah di dalam ruangan yang bersih, aliran udara terjamin,
suhu sesuai, cukup penerangan dan bebas hama; bahan tidak menyentuh lantai,
22
tidak menempel dinding dan jauh dari langit-langit. Penyimpanan bahan berbahaya
harus dalam ruangan tersendiri dan diawasi. Penyimpanan wadah dan pengemas,
label, dan mesin atau peralatan produksi harus rapi, ditempat bersih, terlindung dan
dalam kondisi baik.
13. Pemeliharaan dan Program Sanitasi
Pemeliharaan dan program sanitasi terhadap fasilitas produksi, yang terdiri
dari bangunan, mesin dan peralatan, pengendalian hama, penanganan limbah dan
lainnya, dilakukan secara berkala untuk menjamin terhindarnya kontaminasi silang
terhadap pangan yang diolah.
14. Pengangkutan
Pengangkutan produk akhir membutuhkan pengawasan untuk menghindari
kesalahan dalam pengangkutan yang mengakibatkan kerusakan dan penurunan
mutu serta keamanan pangan olahan. Wadah dan alat pengangkutan harus mudah
dibersihkan dan didesinfeksi, melindungi produk dari kontaminasi debu dan
kotoran, memisahkan produk dari bahan non pangan selama pengangkutan, serta
mampu mempertahankan suhu, kelembaban dan kondisi penyimpanan.
15. Dokumentasi dan Pencatatan
Dokumentasi dan pencatatan mengenai proses produksi dan distribusi yang
disimpan sampai batas waktu yang melebihi masa simpan produk akan berguna
untuk meningkatkan jaminan mutu dan keamanan produk, mencegah produk
melampaui batas kadaluwarsa dan meningkatkan keefektifan sistem pengawasan
pangan olahan.
23
16. Pelatihan
Program pelatihan yang dilakukan seharusnya dimulai dari prinsip dasar
sampai pada praktek cara produksi yang baik agar mampu mendeteksi risiko yang
mungkin terjadi dan bila perlu mampu memperbaiki penyimpangan yang terjadi.
17. Penarikan Produk
Pernarikan produk dilakukan apabila produk tersebut diduga menjadi
penyebab timbulnya penyakit atau keracunan pangan olahan dan harus dilakukan
sesuai dengan prosedur penarikan produk dari pasaran. Produk yang ditarik harus
diawasi sampai dimusnahkan atau digunakan untuk keperluan lain kecuali untuk
dikonsumsi manusia, dan proses produksinya harus dihentikan sampai masalahnya
telah diatasi.
18. Pelaksanaan Pedoman
Manajemen perusahaan dan seluruh karyawan perusahaan harus
bertanggung jawab dan berkomitmen atas pelaksanaan CPPOB atau GMP.
2.4 Sanitasi Pangan
Sanitasi adalah serangkaian proses yang dilakukan untuk menjaga
kebersihan. Sanitasi dilakukan sebagai usaha mencegah penyakit atau kecelakaan
dari konsumsi pangan yang diproduksi dengan cara menghilangkan atau
mengendalikan faktor-faktor di dalam pengolahan pangan yang berperan dalam
pemindahan bahaya (hazard) sejak penerimaan bahan baku, pengolahan,
pengemasan dan penggudangan produk, sampai produk akhir didistribusikan
(Thaheer, 2008: 78).

24
Prinsip dasar sanitasi, menurut Winarno (2011: 22), terdiri dari
membersihkan dan sanitasi. Membersihkan artinya menghilangkan mikroba yang
berasal dari sisa makanan dan tanah yang mungkin dapat menjadi media yang baik
bagi pertumbuhan mikroba, sedangkan sanitasi artinya menggunakan zat kimia dan
atau metode fisika untuk menghilangkan sebagian besar mikroba yang tertinggal
pada permukaan alat dan mesin pengolah makanan.
Sanitasi pangan bertujuan untuk melindungi kesehatan masyarakat melalui
pengurangan ataupun penghilangan cemaran dalam bahan makanan. Bagi industri,
sanitasi juga dapat mengurangi kerugian ekonomi yang disebabkan oleh kebusukan
atau komplain konsumen karena adanya bahan-bahan yang tidak seharusnya ada
dalam makanan seperti bagian-bagian serangga dan sebagainya (Hariyadi dan
Dewanti, 2011: 73). Menurut WHO, kurangnya higiene dan sanitasi makanan yang
memadai dapat menyebabkan penyakit bawaan makanan dan kematian konsumen
(Laelasari, 2015: 24).
Praktik sanitasi meliputi pembersihan, pengelolaan limbah, dan higiene
pekerja yang terlibat. Hubungan ketiganya dapat dilihat pada Gambar 2. Proses
sanitasi meliputi pembersihan di dalam maupun di luar area proses. Hal-hal yang
berpengaruh dalam pembersihan, antara lain suhu, waktu, konsentrasi larutan yang
dipakai, dan perlakuan mekanis. Untuk higiene karyawan, sanitasi meliputi cuci
tangan dan pembersihan badan sebelum masuk ke area pemrosesan atau memegang
semua peralatan dan makanan yang akan diolah, melepas semua perhiasan yang
dipakai, menggunakan pakaian yang bersih, menutup rambut dengan topi, menutup
tangan dengan sarung, dan menggunakan alas kaki (Thaheer, 2008: 79).
25
Gambar 2. Praktik Sanitasi dalam GMP
Sumber: Thaheer (2008: 79)
Program sanitasi dijalankan bukan untuk mengatasi masalah kotornya
lingkungan atau kotornya pemrosesan bahan, tetapi untuk menghilangkan
kontaminan pada makanan dan mesin pengolahan makanan serta mencegah
terjadinya kontaminasi kembali maupun kontaminasi silang (Winarno, 2011: 21).
2.4.1 Tahap-tahap Hygiene dan Sanitasi
Proses hygiene dan sanitasi dilakukan pada mesin dan peralatan produksi
sampai gedung dan fasilitas pabrik. Prosedur untuk melaksanakan hygiene dan
sanitasi harus disesuaikan dengan jenis dan tipe mesin atau alat pengolah makanan.
Thaheer (2008: 81) dan Winarno (2011: 24) menjelaskan tahapan standar yang
digunakan untuk sanitasi, yaitu:
1. Pre Rinse. Pre rinse (langkah awal) merupakan suatu tahap awal yang
dilakukan sebagai persiapan untuk kegiatan pembersihan. Proses ini bertujuan
untuk menghilangkan tanah dan sisa makanan dengan cara mengerik,
membilas dengan air, menyedot kotoran, dan sebagainya. Proses ini bukanlah
SANITASI
Cleaning Wastes
disposal
Personal
hygiene
26
hal yang mutlak untuk dilakukan, kita dapat menghilangkan proses ini apabila
bagian yang akan dibersihkan tidak terlalu kotor.
2. Pembersihan. Proses ini dilakukan untuk menghilangkan tanah atau sisa
makanan dengan cara mekanis atau mencuci dengan lebih efektif. Pada tahapan
ini biasanya pembersihan dilakukan dengan menggunakan air dan detergen.
3. Pembilasan. Pembilasan dilakukan dengan tujuan untuk menghilangkan sisa-
sisa kotoran yang mungkin masih tertinggal setelah proses pembersihan.
Pembilasan yang paling efektif adalah dengan menggunakan air yang mengalir.
4. Pengecekan Visual. Memastikan dengan indera mata bahwa permukaan alat-
alat bersih.
5. Desinfection. Pembersihan akhir dengan menggunakan desinfektan sangat
disarankan untuk menghilangkan bakteri yang mungkin masih bertahan pada
proses pembersihan. Pembersihan dengan desinfektan biasanya dipadukan
dengan pemanasan (panas kering, uap panas atau air panas) atau menggunakan
bahan kimia.
6. Pembersihan Akhir. Proses ini dilakukan bila diperlukan untuk membilas
cairan desinfektan yang padat.
7. Drying. Pembilasan kering dilakukan agar tidak ada genangan air yang dapat
menjadi tempat pertumbuhan mikroba. Pengeringan ini biasanya menggunakan
evaporator atau dengan menggunakan lap yang bersih.
2.4.2 Sanitation Standard Operating Procedures (SSOP)
Suatu prosedur standar yang dapat membantu industri pangan dalam
mengembangkan dan menerapkan prosedur pengawasan sanitasi, melakukan

27
monitoring sanitasi, serta memelihara kondisi dan praktik sanitasi diperlukan dalam
proses sanitasi. Prosedur standar yang digunakan adalah prosedur operasi standar
untuk sanitasi (Sanitation Standard Operating Procedures – SSOP). SSOP
mencakup seluruh area dalam memproduksi suatu produk pangan mulai dari
kebijakan perusahaan mengenai prosedur standar untuk masing-masing aspek
SSOP, petugas yang bertanggung jawab terhadap masing-masing aspek SSOP, cara
pemantauan sampai cara pendokumentasiannya (Thaheer, 2008: 80). Menurut Food
and Drug Administration USA dalam Thaheer (2008: 84) dan National Seafood
HACCP Alliance for Training and Education (1999) dalam Winarno (2011: 58)
maka SSOP umumnya meliputi delapan aspek, yaitu:
1. Keamanan Air
SSOP untuk keamanan air mencakup petugas dan prosedur standar yang
digunakan untuk menjamin keamanan air. Keamanan pasokan air yang akan kontak
dengan produk pangan dan yang kontak langsung dengan permukaan peralatan
sangat mutlak dan penting untuk dijaga secara konsisten dan efisien. Perlu dijaga
agar tidak ada hubungan silang antara air bersih dan air tidak bersih. Pipa dari
saluran air harus teridentifikasi dengan jelas antara air bersih dengan air tidak
bersih. Selain itu, di dalamnya juga akan ditetapkan tahapan-tahapan perlakuan atau
treatment untuk air (seperti pemurnian air) yang diterapkan agar diperoleh air
dengan kualitas tertentu. Di samping itu, SSOP ini mencakup prosedur pemantauan
atau monitoring terhadap keamanan air (seperti pengamatan atau inspeksi visual
dan pengujian kualitas air sebelum suatu usaha bisnis pangan dimulai dan dilakukan
paling tidak sekali setahun atau lebih sering), kebijakan perusahaan (tindakan
28
koreksi) apabila air yang dihasilkan tidak memenuhi standar, serta jenis dokumen
yang disimpan (seperti rekaman hasil pengujian kualitas air, rekaman monitoring
periodik (saat setiap dilakukan monitoring), rekamaan saat terjadi tindakan koreksi,
dan/ atau rekaman lain terkait SSOP keamanan air).
2. Kebersihan Permukaan yang Kontak dengan Makanan
Prosedur pembersihan harus mencakup cara (metode) pembersihan, serta
konsentrasi yang digunakan. Prosedur sanitasi akan mencakup cara sanitasi, jenis
sanitizer, dan konsentrasi yang digunakan. Selain itu, juga mencakup frekuensi
pembersihan, petugas yang bertanggung jawab menjaga atau melakukan kegiatan
pembersihan terhadap permukaan yang kontak dengan makanan, prosedur
monitoring terhadap kondisi kebersihan permukaan yang kontak langsung dengan
makanan, tipe dan konsentrasi bahan sanitasi, tindakan koreksi, serta jenis dokumen
atau rekaman yang disimpan (seperti catatan kegiatan pembersihan dan sanitasi
permukaan yang kontak dengan makanan (rekaman monitoring sanitasi harian/
bulanan atau checklist sanitasi harian dan general cleaning), rekaman monitoring
periodik, rekaman saat terjadi tindakan koreksi, dan/ atau rekaman lain terkait
SSOP kebersihan permukaan yang kontak dengan pangan).
3. Pencegahan Kontaminasi Silang
SSOP ini berisi prosedur-prosedur untuk menghindarkan produk dari
kontaminasi silang dari pekerja, bahan mentah, pengemas, dan permukaan yang
kontak dengan makanan, prosedur monitoring terhadap upaya pencegahan
kontaminasi silang, tindakan koreksi, dan jenis dokumen atau rekaman yang
dimiliki (seperti catatan kegiatan pembersihan dan sanitasi area pabrik dan alat

29
penanganan dan pengolahan pangan (rekaman monitoring sanitasi harian/ bulanan
atau checklist sanitasi harian dan general cleaning), rekaman audit personal,
rekaman monitoring periodik, rekaman saat terjadi tindakan koreksi, dan/ atau
rekaman lain terkait SSOP pencegahan kontaminasi silang pada produk).
4. Menjaga Fasilitas Pencuci Tangan, Sanitasi Tangan dan Toilet
SSOP ini mencakup prosedur pembersihan dan pemeliharaan fasilitas
pencucian tangan, sanitasi tangan dan toilet, penjadwalan kegiatan pemeliharaan
dan pembersihan fasilitas, petugas pembersihan, jenis pembersihan yang
digunakan, prosedur monitoring terhadap kondisi dan kebersihan fasilitas cuci
tangan, sanitasi tangan dan toilet, tindakan koreksi, dan jenis dokumen atau
rekaman yang dimiliki (seperti catatan (rekaman) mengenai kondisi, lokasi dan
ketersediaan fasilitas cuci tangan, fasilitas sanitasi tangan dan fasilitas toilet, serta
rekaman saat terjadi tindakan koreksi, dan/ atau rekaman lain terkait SSOP menjaga
fasilitas cuci tangan, sanitasi tangan, dan toilet). Di samping itu, juga mencakup
kebijakan perusahaan tentang cuci tangan dan sanitasi tangan.
5. Pencegahan atau Perlindungan dari Adulterasi
Program ini mencakup prosedur-prosedur yang lazim digunakan untuk
mencegah tercampurnya bahan-bahan non pangan (senyawa pembersih, sanitizer,
pelumas, bahan bakar, air yang tidak saniter, cemaran kimia, cemaran fisik) ke
dalam produk pangan yang dihasilkan, bahan pengemas, dan permukaan yang
kontak dengan makanan. Selain itu, SSOP ini mencakup prosedur monitoring
terhadap bahan-bahan berpotensi toksin dan air yang tidak saniter (termasuk upaya
pencegahan adulterasi) dan tindakan koreksi yang diperlukan apabila terjadi

30
kontaminasi bahan-bahan non pangan terhadap bahan dan produk pangan. Kegiatan
monitoring dapat dilakukan dalam frekuensi yang cukup, seperti pada saat dimulai
produksi dan setiap 4 jam, serta observasi kondisi dan aktivitas sepanjang hari.
6. Pelabelan dan Penyimpanan Bahan Kimia yang Tepat
Beberapa hal yang perlu diperhatikan dalam pelabelan adalah bahwa
pelabelan wadah asal (wadah dari produsen) harus menunjukkan nama bahan dalam
wadah, nama dan alamat produsen, dan petunjuk penggunaan, sedangkan label
wadah untuk kerja harus menunjukkan nama bahan dalam wadah, dan petunjuk
penggunaannya. Penyimpanan bahan yang bersifat toksin seharusnya dilakukan
dengan tempat yang dibatasi aksesnya, memisahkan bahan food grade dengan non
food grade, dan jauhkan dari peralatan dan barang-barang yang kontak dengan
makanan. Penggunaan bahan toksin harus mengikuti instruksi perusahaan produsen
dan prosedur yang menjamin tidak akan mencemari produk. Selain itu, SSOP ini
mencakup petugas yang bertanggung jawab terhadap pelabelan, penyimpanan dan
penggunaan bahan kimia, prosedur monitoring terhadap kondisi dan kegiatan
pelabelan, penyimpanan dan penggunaan bahan kimia, tindakan koreksi, serta jenis
dokumen yang dimiliki (seperti catatan pengeluaran dan pemasukan bahan kimia
(kartu penyimpanan/ laporan stok), rekaman monitoring periodik, rekaman saat
terjadi tindakan koreksi, dan/ atau rekaman lain terkait SSOP pelabelan,
penyimpanan, dan penggunaan bahan kimia). Waktu untuk monitoring harus
dilakukan dengan frekuensi yang cukup, direkomendasikan paling tidak sekali
sehari, dan observasi kondisi dan aktivitas sepanjang hari.

31
7. Pengendalian Kesehatan Karyawan
SSOP ini mencakup tindakan-tindakan pengendalian kesehatan bagi
karyawan agar tidak menjadi sumber kontaminasi bagi produk, bahan kemasan,
atau permukaan yang kontak dengan makanan, ketentuan mengenai cara pelaporan
karyawan yang sakit. Dalam SSOP ini juga terdapat penjadwalan bagi pemeriksaan
rutin kesehatan karyawan atau prosedur monitoring terhadap kondisi kesehatan
karyawan, tindakan koreksi yang diperlukan, dan jenis dokumen atau rekaman yang
dimiliki (seperti rekaman data kesehatan seperti hasil pemeriksaan kesehatan
(medical check up) regular dan/ atau catatan riwayat kesehatan karyawan, rekaman
saat terjadi tindakan koreksi, dan/ atau rekaman lain terkait SSOP pengendalian
kesehatan karyawan).
8. Pemberantasan Hama
Pemberantasan atau pengendalian hama bukan hanya masalah pembasmian
saja melainkan bagaimana cara pencegahan dilakukan agar tidak timbul hama di
sekitar industri pangan terutama di areal produksi. Pengendalian hama ini dilakukan
untuk menjamin tidak ada hama di fasilitas pengolahan pangan, mencakup prosedur
pencegahan, pemusnahan (pembasmian), sampai pada penggunaan jenis bahan
kimia untuk mengendalikan hama. Termasuk di dalamnya adalah kebersihan
ruangan penyimpanan, fumigasi terjadwal (jenis fumigasi), pemasangan perangkap
tikus di pintu masuk, dan sebagainya. Selain itu, termasuk pula petugas yang
bertanggung jawab terhadap tindakan pencegahan dan pembasmian hama,
penjadwalan kegiatan pencegahan dan pembasmian hama, prosedur monitoring
terhadap tindakan pemberantasan dan pencegahan hama, tindakan koreksi, serta
32
jenis dokumen atau rekaman yang dimiliki (seperti rekaman kegiatan pembasmian
hama, rekaman/ checklist monitoring sanitasi harian dan periodik (general
cleaning), rekaman monitoring periodik, rekaman saat terjadi tindakan koreksi,
dan/ atau rekaman lain terkait SSOP pengendalian hama).
2.5 Penelitian Terdahulu
Penelitian terdahulu yang digunakan peneliti sebagai rujukan dalam
menyusun penelitian ini adalah sebagai berikut.
Penelitian pertama, Adi Nurdiansyah (Institut Pertanian Bogor, 2010)
dengan judul, “Evaluasi Aplikasi GMP dan SSOP serta Penyusunan HACCP Plan
pada Produksi Yoghurt Drink di PT Indolakto Factory Pandaan, Pasuruan”.
Metode evaluasi yang digunakan dalam pemeriksaan dan penilaian kondisi GMP
dan SSOP di perusahaan adalah menggunakan tabel checklist pemantauan GMP
dan SSOP. Hasil evaluasi kemudian dianalisis terhadap persentase kesesuaian
aplikasi GMP dan SSOP dan klasifikasi aplikasi GMP dan SSOP di perusahaan.
Hasil penelitian ini menunjukkan bahwa penerapan GMP memiliki nilai 75% atau
cukup memenuhi ketetapan Menteri Kesehatan RI Nomor 23/MENKES/SK/1978
tentang pedoman Cara Produksi Makanan yang Baik (CPMB) dan penerapan SSOP
memiliki nilai 75% atau cukup memenuhi ketentuan Food and Drug Administration
(FDA) mengenai SSOP, sehingga perusahaan mampu menerapkan HACCP yang
didukung oleh GMP dan SSOP yang telah ada serta dari hasil penyusunan rencana
HACCP telah ditetapkan proses sterilisasi sebagai CCP yang menghilangkan
bahaya mikrobiologis.
33
Penelitian kedua, Muhammad Fahrizal Setiawan (Institut Pertanian Bogor,
2018) dengan judul, “Evaluasi Penerapan Sistem Safe Quality Food di PT. XYZ”.
Metode yang digunakan dalam mengevaluasi penerapan sistem Safe Quality Food
(SQF) adalah analisis kesenjangan (GAP Analysis) untuk mengetahui sejauh mana
perusahaan dalam memenuhi persyaratan SQF dengan membandingkan
pemenuhan sistem manajemen mutu dan keamanan pangan di perusahaan dengan
persyaratan standar sistem SQF Modul 2: System Elements, kemudian memberikan
usulan tindakan perbaikan. Hasil penelitian ini adalah hasil persentase pemenuhan
lebih dari 75% per klausul yang menunjukkan bahwa PT. XYZ telah menerapkan
persyaratan klausul-klausul sistem SQF Modul 2 dengan sangat baik dan layak
mendapatkan sertifikasi. Namun, dalam pelaksanaannya masih ditemukan gap pada
sebagian sub-klausul, sehingga diberikan usulan tindakan perbaikan sebagai upaya
perbaikan perusahaan dalam memenuhi persyaratan SQF dan peningkatan
efektivitas penerapan sistem SQF di perusahaan, yaitu pembuatan SOP distribusi
dokumen, pembuatan matriks penentuan signifikansi bahaya yang mengacu aturan
CODEX; pelaksanaan pre-test dan post-test singkat sebagai tolak ukur tindakan
evaluasi hasil pelatihan, dan penggunaan sistem audit online terintegrasi SQF
dengan ISO 9001:2015 menggunakan aplikasi iAuditor.
Penelitian ketiga, Lulu Hana Salsabila (UIN Syarif Hidayatullah Jakarta,
2019) dengan judul, “Analisis Penerapan Sistem Hazard Analysis and Critical
Control Point (HACCP) pada Produk Kecap Manis PT. X”. Penelitian ini
dilakukan dengan mengevaluasi penerapan program persyaratan dasar sistem
HACCP perusahaan, yaitu SSOP dan GMP, menganalisis penerapan sistem

34
HACCP perusahaan dengan GAP Analysis, kemudian memberikan rekomendasi
tindak lanjut terhadap aspek-aspek GMP, SSOP dan HACCP yang menyimpang.
Metode evaluasi penerapan SSOP dan GMP dilakukan dengan memberikan scoring
terhadap setiap aspek SSOP dan GMP untuk menilai penyimpangan penerapan
GMP dan SSOP di perusahaan menggunakan form checklist pemeriksaan GMP
berdasarkan persyaratan standar GMP menurut Pearturan Menteri Perindustrian
Nomor 75 Tahun 2010 dan form checklist pemeriksaan SSOP berdasarkan FDA
(1995). Hasil dari penelitian ini adalah rata-rata penyimpangan penerapan GMP
keseluruhan sebesar 17,64% (cukup memenuhi) dan untuk SSOP sebesar 19,27%
(cukup memenuhi), rata-rata kesenjangan penerapan HACCP keseluruhan sebesar
12,09%, artinya penerapan sistem HACCP dijalankan dan didokumentasikan
hamper secara keseluruhan memenuhi panduan HACCP, namun terdapat sedikit
kelalaian dalam penerapannya. Peneliti memberikan 12 rekomendasi terhadap
penerapan GMP, 4 rekomendasi terhadap penerapan SSOP dan rekomendasi tindak
lanjut untuk penerapan HACCP meliputi tim HACCP, analisis bahaya, sistem
penyimpanan catatan dan prosedur verifikasi sistem HACCP.
2.6 Kerangka Pemikiran
PT. Daya Agro Mitra Mandiri merupakan perusahaan agribisnis yang
bergerak di bidang pengolahan produk antara berupa nata de coco potongan. PT.
DAMM memiliki misi yang juga dijadikan arahan atau acuan dalam melakukan
kegiatan produksi, yaitu menjadi produsen yang mengikuti standar sistem
keamanan pangan dan standar Halal LPPOM MUI dengan selalu menegakkan,

35
menerapkan dan melakukan perbaikan dalam sistem dan selama proses produksi
pangan untuk memproduksi pangan yang higienis dan memenuhi standar keamanan
pangan dan standar Halal LPPOM MUI. Oleh karena itu, PT. DAMM berupaya
dengan menerapkan cara produksi pangan yang baik dan higienis (GMP dan SSOP)
sebagai sistem keamanan pangan. Namun, penerapan GMP dan SSOP masih belum
maksimal karena pada produk akhir masih ditemukan kondisi cacat produksi, yaitu
kualitas produk akhir yang dihasilkan tidak sesuai dengan standar yang ditetapkan
perusahaan atau ketidaksesuaian kualitas produk, serta masih ditemukan kondisi
atau kegiatan yang menjadi risiko produksi yang berpotensi menjadi bahaya
keamanan produk.
Penelitian ini membahas permasalahan yang menjadi fokus penelitian, yaitu
mengetahui kesenjangan pada penerapan Sanitation Standard Operating
Procedures (SSOP) dan Good Manufacturing Practices (GMP) di PT. Daya Agro
Mitra Mandiri, sehingga dapat dirumuskan rekomendasi tindak lanjut yang harus
dilakukan perusahaan sebagai upaya perbaikan perusahaan dalam memenuhi
persyaratan standar SSOP dan GMP dan peningkatan efektivitas penerapan SSOP
dan GMP di PT. DAMM menggunakan GAP Analysis. GAP Analysis dilakukan
dengan membandingkan antara penerapan persyaratan SSOP dan GMP di
perusahaan dengan persyaratan standar SSOP menurut FDA (1995) dan NSHATE
(1999) dan persyaratan standar GMP menurut Peraturan Menteri Perindustrian
Nomor 75 Tahun 2010. Berdasarkan hal tersebut, dapat dijabarkan dalam kerangka
pemikiran penelitian dibawah ini:
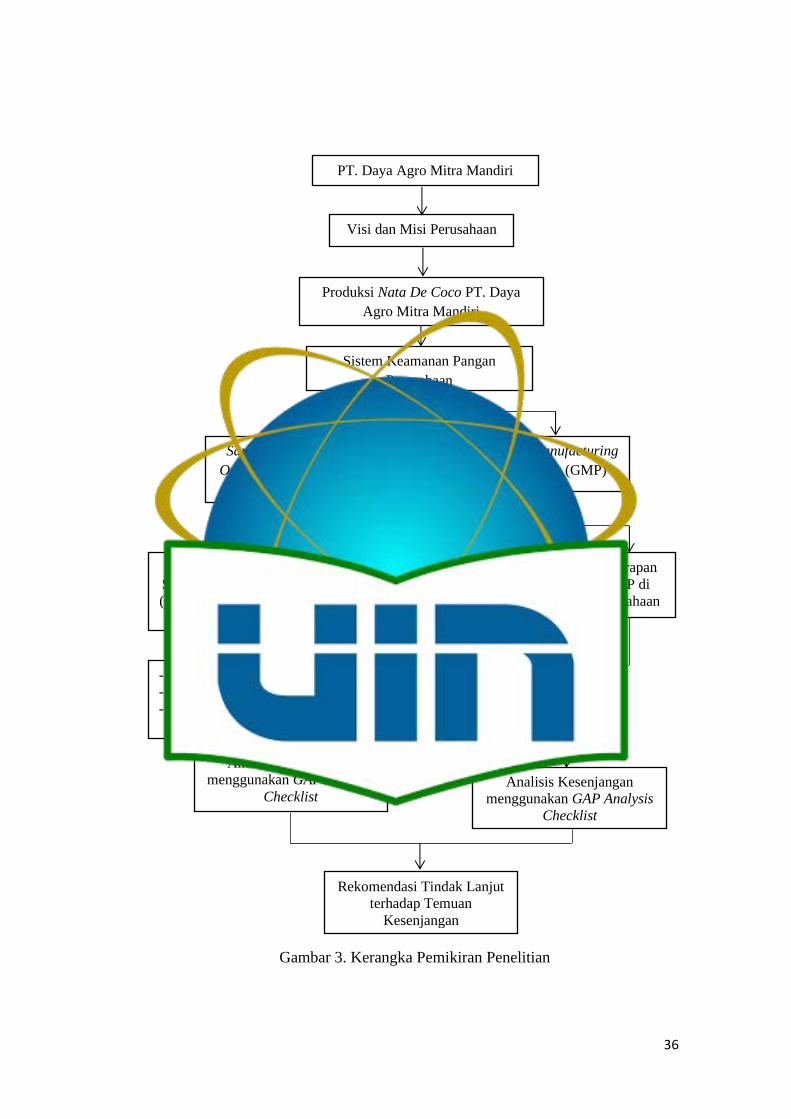
36
Gambar 3. Kerangka Pemikiran Penelitian
PT. Daya Agro Mitra Mandiri
Visi dan Misi Perusahaan
Produksi Nata De Coco PT. Daya
Agro Mitra Mandiri
Sistem Keamanan Pangan
Perusahaan
Sanitation Standard
Operating Procedures
(SSOP)
Good Manufacturing
Practices (GMP)
Persyaratan Standar
SSOP menurut FDA
(1995) dan NSHATE
(1999)
Penerapan
SSOP di
Perusahaan
Persyaratan Standar
GMP menurut
Peraturan Menteri
Perindustrian Nomor
75 Tahun 2010
Penerapan
GMP di
Perusahaan
Analisis Kesenjangan
menggunakan GAP Analysis
Checklist Analisis Kesenjangan
menggunakan GAP Analysis
Checklist
- Wawancara
- Observasi
- Studi
Dokumentasi
- Wawancara
- Observasi
- Studi
Dokumentasi
Rekomendasi Tindak Lanjut
terhadap Temuan
Kesenjangan
37
BAB III
METODOLOGI PENELITIAN
3.1 Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di PT. Daya Agro Mitra Mandiri yang berlokasi di
Tanah Tingal Jalan Merpati Raya No. 32B Jombang, Ciputat, Tangerang Selatan.
Penelitian ini dilaksanakan pada bulan Oktober 2018 sampai Januari 2019.
3.2 Jenis dan Sumber Data
Jenis data yang digunakan dalam penelitian ini adalah data kualitatif, yaitu
data yang tidak menggunakan analisis statistik, tetapi lebih banyak secara naratif
(Yusuf, 2014: 44). Data yang dibutuhkan dalam penelitian ini merupakan data yang
terkait dengan aplikasi GMP dan SSOP yang mendukung dilaksanakannya
pengendalian keamanan pangan dan pencegahan pencemaran, serta catatan atau
dokumen perusahaan yang terkait dengan penerapan GMP dan SSOP. Data-data
tersebut, diantaranya komitmen manajemen atau kebijakan perusahaan dalam
menerapkan sistem jaminan keamanan produk, prosedur atau panduan kerja yang
terkait dengan penerapan GMP dan SSOP, pedoman GMP menurut Peraturan
Menteri Perindustrian RI No. 75/M-IND/PER/7/2010, pedoman SSOP menurut
Food and Drug Administration (FDA) (1995) dan National Seafood HACCP
Alliance for Training and Education (NSHATE) (1999), dokumen-dokumen
pengaduan konsumen, prosedur produksi nata de coco potongan, serta dokumen-
dokumen lain yang mendukung fokus penelitian.
38
Sumber data dalam penelitian ini adalah data primer dan data sekunder. Data
primer adalah data yang diperoleh berdasarkan dari hasil wawancara dan observasi,
sedangkan data sekunder diperoleh dari studi dokumentasi dan studi pustaka.
3.3 Metode Pengumpulan Data
Metode pengumpulan data yang digunakan dalam penelitian ini didasarkan
pada dua jenis data yang digunakan yaitu data primer dan data sekunder. Data
primer merupakan data atau informasi yang diperoleh secara langsung dari hasil
pengamatan lapangan. Data primer dalam penelitian ini dapat diperoleh melalui
beberapa cara sebagai berikut:
1. Wawancara
Wawancara merupakan percakapan tatap muka antara pewawancara dengan
sumber informasi, dimana pewawancara bertanya langsung tentang suatu objek
yang diteliti dan telah dirancang sebelumnya (Yusuf, 2014: 372). Teknik
wawancara yang dilakukan peneliti adalah teknik wawancara mendalam (in-depth
interview) dengan terstruktur. Dalam melakukan wawancara terstruktur, peneliti
menyiapkan instrumen penelitian berupa pertanyaan-pertanyaan tertulis (point of
interview) yang alternatif jawabannya juga telah disiapkan dalam kisi-kisi
instrumen penelitian. Daftar pertanyaan tersebut akan diajukan kepada informan
yang terkait dengan fokus penelitian yang akan diteliti. Metode wawancara yang
digunakan peneliti dalam penelitian ini guna untuk mengumpulkan informasi
mengenai penerapan Good Manufacturing Practices (GMP) dan Sanitation
Standard Operating Porcedure (SSOP) yang telah dilakukan oleh perusahaan.
39
Peneliti mewawancarai direktur, kepala bagian produksi, kepala bagian R&D, QC
dan Halal, dan penanggung jawab setiap bagian dari bagian penerimaan bahan baku
sampai bagian pendistribusian.
2. Observasi
Observasi adalah suatu teknik pengumpulan data dengan cara melakukan
pengamatan dan pencatatan terhadap gejala-gejala yang diteliti yang ada di lokasi
penelitian. Tujuan dari observasi ini adalah untuk mendapatkan data yang lebih
akurat dan untuk mengetahui relevansi antara jawaban dari responden atau
informan dengan kenyataan yang ada di lapangan (Moleong, 2009: 194). Observasi
yang dilakukan peneliti adalah observasi partisipasi pasif yang terstruktur. Menurut
Spradley dalam Sugiyono (2010: 405), dalam observasi partisipasi pasif, peneliti
datang ke tempat kegiatan orang yang diamati, tetapi tidak ikut terlibat dalam
kegiatan tersebut. Dalam melakukan observasi terstruktur, peneliti menyiapkan
instrumen penelitian berupa pedoman observasi (point of observation) yang berisi
tentang apa yang akan diamati atau diobservasi.
Dalam penelitian ini, observasi dilakukan dengan cara mengamati secara
langsung penerapan GMP dan SSOP yang telah dilakukan oleh perusahaan,
kegiatan proses produksi dan kegiatan-kegiatan lain yang mendukung fokus
penelitian berdasarkan pedoman observasi yang telah disusun dan melakukan
pencatatan terhadap hasil observasi atau terhadap gejala-gejala yang diteliti yang
ada di lokasi penelitian.
Data sekunder yang digunakan dalam penelitian ini diperoleh melalui cara
studi dokumentasi dan studi pustaka.
40
1. Studi Dokumentasi
Dokumen merupakan catatan peristiwa yang sudah berlalu. Dokumen itu
bisa berbentuk tulisan, gambar, foto, maupun karya-karya monumental seseorang
(Sugiyono, 2010: 422). Studi dokumentasi dalam penelitian ini dilakukan terhadap
dokumen-dokumen atau catatan yang dimiliki perusahaan terkait dengan fokus
penelitian sebagai pelengkap dari penggunaan metode observasi dan wawancara
untuk mendukung keakuratan data penelitian yang telah diperoleh. Dokumen-
dokumen tersebut diantaranya kebijakan mutu perusahaan, prosedur kerja dan
aturan kerja terkait penerapan GMP dan SSOP atau SOP-SOP perusahaan,
dokumen-dokumen pengaduan konsumen, prosedur proses produksi, serta
beberapa catatan atau dokumentasi data-data perusahaan lainnya yang berkaitan
erat dengan penerapan GMP dan SSOP.
2. Studi Pustaka
Studi pustaka yaitu cara pengumpulan data dan telaah pustaka, yang
dianggap menunjang dan relevan dengan fokus permasalahan yang akan diteliti,
berupa literatur, jurnal, buku-buku, situs internet dan dokumen-dokumen terkait
lainnya.
3.4 Informan
Informan adalah orang yang berada pada lingkup penelitian, artinya orang
yang dapat memberikan informasi mengenai situasi dan kondisi latar penelitian.
Memperoleh data secara representatif, maka diperlukan informan kunci yang

41
memahami dan mempunyai kaitan dengan permasalahan yang diteliti (Sugiyono,
2009: 18).
Informan dalam penelitian ini adalah pihak-pihak yang berpotensi untuk
memberikan informasi tentang gambaran penerapan GMP dan SSOP yang telah
dilakukan oleh perusahaan. Informan yang dipilih adalah direktur, kepala bagian
produksi, kepala bagian R&D, QC dan Halal, dan penanggung jawab setiap bagian
dari bagian penerimaan bahan baku sampai bagian pendistribusian.
3.5 Metode Pengolahan dan Analisis Data
Penelitian ini menggunakan pendekatan kualitatif dengan metode deskriptif.
Menurut Sugiyono (2010: 398), dalam penelitian kualitatif, peneliti merupakan
instrumen kunci dalam penelitian yang berfungsi menetapkan fokus penelitian,
memilih informan sebagai sumber data, melakukan pengumpulan data, analisis
data, menafsirkan data dan membuat kesimpulan atas temuannya.
Metode analisis deskriptif bertujuan untuk mengumpulkan informasi
aktual secara rinci dengan menggambarkan segala fakta yang ada, mengidentifikasi
masalah dan membuat perbandingan atau evaluasi terhadap informasi atau data
yang diperoleh (Damanik, 2012). Hal ini juga sesuai dengan pendapat Yusuf (2014:
333) yang menyatakan bahwa salah satu karakteristik penelitian kualitatif adalah
sangat deskriptif, artinya apa yang disajikan sebagai hasil dari penelitian hendaklah
bersumber dari data yang dikumpulkan dan dilaporkan sesuai dengan makna yang
sebenarnya dan dalam konteks yang benar dalam bentuk deksriptif atau narasi.
42
A. Model Analisis Data
Model analisis yang digunakan dalam penelitian ini adalah model Miles dan
Huberman. Miles dan Huberman menegaskan bahwa dalam penelitian kualitatif
data yang terkumpul melalui berbagai teknik pengumpulan data yang berbeda-beda,
seperti wawancara, observasi, kutipan, sari dari dokumen, catatan-catatan melalui
tape; terlihat lebih banyak berupa kata-kata daripada angka. Oleh karena itu, data
tersebut harus “diproses” dan dianalisis sebelum dapat digunakan. Miles dan
Huberman mengemukakan tiga tahap kegiatan analisis data sebagai berikut (Yusuf,
2014: 407).
1. Reduksi Data (Data Reduction)
Data yang diperoleh dari lapangan jumlahnya cukup banyak, untuk itu perlu
dicatat secara teliti dan rinci, dan perlu segera dilakukan analisis data melalui
reduksi data (Sugiyono, 2010: 431). Reduksi data menunjuk kepada proses
pemilihan, pemfokusan, penyederhanaan, pemisahan dan pentransformasian data
“mentah” yang terlihat dalam catatan tertulis lapangan. Oleh karena itu, reduksi
data berlangsung selama kegiatan penelitian dilaksanakan (Yusuf, 2014: 408).
Dengan demikian, data yang telah direduksi dapat memberikan gambaran yang
lebih jelas dan fokus agar dapat mempermudah peneliti dalam mengumpulkan data
penelitian selanjutnya dan mencarinya bila diperlukan (Sugiyono, 2010: 431).
2. Penyajian Data (Data Display)
Setelah data direduksi, langkah selanjutnya adalah mendisplay-kan data.
Dalam penelitian kualitatif, penyajian data bisa dilakukan dalam bentuk uraian
singkat, bagan, hubungan antar kategori, flowchart dan sejenisnya. Dengan

43
mendisplay-kan data, maka akan memudahkan untuk memahami apa yang terjadi,
merencanakan kerja selanjutnya berdasarkan apa yang telah dipahami tersebut
(Sugiyono, 2010: 434).
3. Penarikan Kesimpulan/ Verifikasi (Conclution Drawing/ Verification)
Langkah ketiga adalah penarikan kesimpulan dan verifikasi. Kesimpulan
awal yang dikemukakan masih bersifat sementara dan akan berubah bila tidak
ditemukan bukti-bukti yang kuat yang mendukung pada tahap pengumpulan data
berikutnya. Namun, apabila kesimpulan yang dikemukakan pada tahap awal
didukung oleh bukti-bukti yang valid dan konsisten saat peneliti kembali ke
lapangan mengumpulkan data, maka kesimpulan yang dikemukakan merupakan
kesimpulan yang kredibel. Dengan demikian, kesimpulan dalam penelitian
kualitatif mungkin dapat menjawab masalah dan rumusan masalah yang
dirumuskan sejak awal, tetapi mungkin juga tidak, karena masalah dan rumusan
masalah dalam penelitian kualitatif bersifat sementara dan akan berkembang setelah
peneliti berada di lapangan (Sugiyono, 2010: 438).
Pada penelitian kualitatif, masalah yang sudah ditetapkan berkemungkinan
dapat berubah setelah turun ke lapangan. Dengan demikian, secara berkelanjutan
selalu dilakukan pemeriksaan keabsahan data yang dikumpulkan sehingga tidak
terjadi informasi yang salah atau tidak sesuai dengan konteksnya. Untuk itu perlu
melakukan pemeriksaan keabsahan data melalui uji kredibilitas (credibility). Cara
pengujian kredibiltas dapat dilakukan dengan cara melakukan perpanjangan
pengamatan, peningkatan ketekunan pengamatan, triangulasi, diskusi dengan

44
teman sejawat, analisis kasus negatif dan membercheck (Yusuf, 2014: 394). Teknik
pemeriksaan keabsahan data yang digunakan dalam penelitian ini, yaitu:
1. Perpanjangan Pengamatan
Dengan melakukan perpanjangan pengamatan ini, peneliti dapat mengecek
kembali apakah data yang telah diberikan oleh narasumber sudah benar atau tidak.
Jika setelah dilakukan pengecekan kembali terhadap data dan diketahui bahwa data
tersebut tidak benar, maka peneliti dapat melakukan pengamatan lagi. Perpanjangan
pengamatan ini dilakukan peneliti dengan cara melakukan wawancara kembali
kepada para narasumber untuk mendapat informasi yang lebih mendalam terkait
dengan fokus penelitian.
2. Peningkatan Ketekunan Pengamatan
Peningkatan ketekunan pengamatan berarti melakukan pengamatan secara
lebih cermat dan juga berkesinambungan. Peningkatan ketekunan pengamatan
menggunakan seluruh panca indera peneliti sehingga dapat meningkatkan derajat
keabsahan data dan dapat menghasilkan data yang lebih sistematis.
3. Triangulasi
Triangulasi dalam pengujian ini dapat diartikan sebagai proses pengecekan
data dari berbagai sumber dengan berbagai cara, dan berbagai waktu. Triangulasi
ini dapat dibagi kedalam tiga kategori, yaitu triangulasi sumber, triangulasi teknik
dan triangulasi waktu. Dalam penelitian ini, jenis triangulasi yang digunakan adalah
triangulasi sumber, yaitu dengan mengajukan pertanyaan yang sama kepada
beberapa narasumber untuk menemukan poin kunci terhadap indikator-indikator
yang telah ditetapkan peneliti sebagai fokus penelitian ini.
45
B. Analisis Kesenjangan (GAP Analysis)
Analisis kesenjangan (GAP Analysis) merupakan metode atau alat bantu
suatu lembaga atau perusahaan membandingkan kinerja aktual dengan kinerja
potensial atau yang diharapkan. Tujuan analisis kesenjangan adalah untuk
mengetahui kesenjangan antara kondisi aktual dengan standar atau harapan tertentu.
Dengan melakukan gap analysis, kita dapat mengidentifikasi tindakan-tindakan apa
saja yang dibutuhkan untuk menjembatani atau mengurangi kesenjangan yang ada,
sehingga dapat mencapai standar atau kondisi yang diinginkan (Admaja, 2013).
Langkah awal dari metode ini adalah mengidentifikasi gap (kesenjangan)
antara prosedur yang dilakukan dengan prosedur standar tertulis dengan
menentukan bobot skor terhadap penerapan setiap persyaratan GMP dan SSOP di
perusahaan menggunakan gap analysis checklist. Penentuan atau pemberian bobot
skor tersebut dilakukan dengan cara membandingkan antara penerapan persyaratan
GMP dan SSOP di perusahaan dengan standar GMP menurut Peraturan Menteri
Perindustrian RI Nomor 75 tahun 2010 dan standar SSOP menurut Food and Drug
Administration (FDA) (1995) dan National Seafood HACCP Alliance for Training
and Education (NSHATE) (1999). Checklist dalam penelitian ini berisi persyaratan
standar GMP menurut Surat Keputusan Menteri Perindustrian RI Nomor 75 tahun
2010 dan persyaratan standar SSOP menurut FDA (1995) dan NSHATE (1999).
Langkah selanjutnya adalah perhitungan persentase penerapan masing-masing
aspek GMP dan SSOP dari penjumlahan bobot. Penentuan bobot skor adalah
sebagai berikut (Bakhtiar dan Purwanggono, 2009):
a. Skor 1 : Jika organisasi atau perusahaan tidak melakukan aktivitas tersebut.
46
b. Skor 2 : Jika organisasi atau perusahaan memahami aktivitas tersebut adalah
suatu hal baik untuk dilakukan tetapi tidak/ belum melakukannya atau ada
persyaratan aktivitas yang belum dipenuhi.
c. Skor 3 : Jika organisasi atau perusahaan melakukan aktivitas tersebut terkadang
saja (belum konsisten).
d. Skor 4 : Jika organisasi atau perusahaan melakukan aktivitas tersebut tetapi
belum sempurna/ belum maksimal.
e. Skor 5 : Jika organisasi atau perusahaan melakukan aktivitas tersebut dengan
baik.
Perhitungan persentase penerapan dari penjumlahan bobot adalah sebagai
berikut:
% Penerapan = ∑ Skor Tiap Parameter
∑ Skor Maksimal x 100%
Range persentase penerapan dari penjumlahan bobot berarti sebagai berikut
(Bakhtiar dan Purwanggono, 2009):
a. 75%-100% : Program SSOP dan GMP organisasi atau perusahaan telah
memenuhi persyaratan standar SSOP menurut FDA (1995) dan NSHATE
(1999) dan persyaratan standar GMP menurut Peraturan Menteri Perindustrian
Nomor 75 Tahun 2010.
b. 50% - 74% : Program SSOP dan GMP perusahaan atau organisasi masih harus
diperbaiki guna memenuhi persyaratan standar SSOP dan GMP dan
meningkatkan keefektifan penerapan program SSOP dan GMP.
c. 1% - 49% : Program SSOP dan GMP organisasi atau perusahaan sangat butuh
perbaikan karena berbeda jauh dari persyaratan standar SSOP menurut FDA

47
(1995) dan NSHATE (1999) dan persyaratan standar GMP menurut Peraturan
Menteri Perindustrian Nomor 75 Tahun 2010.
Setelah mengetahui kesenjangan (gap) yang ada di perusahaan, maka
diberikan rekomendasi langkah-langkah yang harus dilakukan oleh perusahaan
untuk mengurangi kesenjangan tersebut sebagai upaya perbaikan dalam memenuhi
persyaratan standar SSOP dan GMP dan peningkatan efektivitas penerapan SSOP
dan GMP yang merupakan sistem keamanan pangan di perusahaan. Rekomendasi
tindak lanjut tersebut khususnya ditujukkan terhadap kesenjangan-kesenjangan
pada penerapan aspek-aspek SSOP dan GMP di perusahaan yang mempunyai
potensi atau akan mempengaruhi keamanan produk secara langsung, yaitu aspek-
aspek dengan bobot skor 1-3. Berdasarkan besarnya pengaruh kesenjangan tersebut
terhadap keamanan produk, menurut BPOM dalam Pedoman Pemeriksaan Sarana
Pengolahan (2005) termasuk dalam kriteria ketidaksesuaian mayor karena
kesenjangan atau penyimpangan yang terjadi merupakan hal yang serius sehingga
kemungkinannya lebih besar untuk menghasilkan produk pangan yang keamanan
pangannya kurang baik atau bahkan menyebabkan produk pangan yang dihasilkan
tidak layak untuk dikonsumsi, sehingga kesenjangan atau ketidaksesuaian dengan
kategori mayor (aspek dengan bobot skor 1-3) menjadi prioritas untuk diatasi,
sedangkan aspek dengan bobot skor 4 memiliki kekurangan atau kesenjangan atau
ketidaksesuaian dalam taraf rendah yang kurang berpengaruh terhadap keamanan
produk.
48
BAB IV
GAMBARAN UMUM PERUSAHAAN
4.1 Sejarah Perusahaan
PT. Daya Agro Mitra Mandiri merupakan perusahaan agribisnis yang
bergerak di bidang pengolahan sari kelapa yang menghasilkan produk antara berupa
nata de coco potongan dan nata de coco crunchy dengan spesifikasi dan ukuran
produk yang disesuaikan dengan permintaan pelanggan. Awal mula berdirinya PT.
Daya Agro Mitra Mandiri berawal dari usaha skala rumahan yang berlokasi di
Yogyakarta sejak tahun 2006 yang memproduksi nata de coco dari proses
fermentasi air kelapa hingga menjadi nata de coco potongan (ukuran kubus) yang
biasa dijual di pasar.
Seiring berjalannya waktu, pelaku usaha ini bertemu dengan pihak PT.
Indofood Sukses Makmur, Tbk yang menawarkan untuk melakukan kerjasama
sebagai pemasok nata de coco ke PT. Indofood Sukses akmur, Tbk. Hal tersebut
menjadi langkah awal yang baik bagi usaha nata de coco sehingga ditanggapi
dengan baik. Namun, terdapat salah satu persyaratan agar bisa memasok ke
perusahaan besar tersebut ialah pemasok harus memiliki badan hukum yang jelas
sehingga perusahaan mulai mengembangkan dan menata manajemen menjadi lebih
baik dan profesional. Kemudian pada tahun 2008 perusahaan ini resmi merubah
badan usahanya menjadi Perseroan Terbatas yang sekarang dikenal dengan nama
PT. Daya Agro Mitra Mandiri.
Tahun 2011, PT. Daya Agro Mitra Mandiri pindah lokasi ke Jalan Merpati
Raya No. 32B Jombang, Sawah Baru, Tanah Tingal, Ciputat, Tangerang Selatan

49
dengan memproduksi nata de coco dari proses fermentasi air kelapa hingga menjadi
nata de coco lembaran kemudian menjadi nata de coco potongan yang disesuaikan
berdasarkan permintaan pelanggan. Namun, PT. DAMM menghadapi kendala yaitu
suhu dan kelembapan udara yang kurang cocok untuk proses fermentasi dan
kapasitas produksi nata lembaran (fermentasi) yang tidak mencukupi untuk
memenuhi kebutuhan produksi nata de coco potongan, sehingga perusahaan
mengalami kegagalan produksi. Oleh karena itu, pimpinan perusahaan membuat
kebijakan untuk membina petani atau bermitra dengan petani di daerah sebagai
pemasok utama bahan baku berupa nata lembaran dan diproses lebih lanjut oleh PT.
DAMM untuk memenuhi permintaan pelanggan. Namun, PT. DAMM tetap
melakukan kegiatan fermentasi air kelapa menjadi nata lembaran, sehingga
kegiatan produksi yang dilakukan PT. DAMM hingga saat ini dibagi menjadi dua
kegiatan, yaitu proses fermentasi air kelapa untuk menghasilkan sebagian bahan
baku berupa nata lembaran dan kegiatan produksi nata de coco potongan atau
produk antara (dari nata lembaran menjadi nata de coco potongan).
Tahun 2013 PT. Daya Agro Mitra Mandiri melakukan inovasi produk
dengan menciptakan nata de coco crunchy dan menawarkan produk hasil inovasi
tersebut kepada perusahaan-perusahaan rekanannya (konsumen). Pada tahun 2014
barulah PT. DAMM memproduksi nata de coco crunchy untuk memenuhi pesanan.
Oleh karena itu, produk akhir yang dihasilkan PT. DAMM merupakan produk
antara yang terdiri dari dua jenis, yaitu nata de coco potongan dan nata de coco
crunchy.

50
4.2 Visi, Misi, dan Kebijakan Perusahaan
Visi dan misi merupakan pedoman yang dipegang teguh oleh perusahaan
dalam setiap pengambilan keputusan. Visi dan misi PT. Daya Agro Mitra Mandiri
ialah:
4.2.1 Visi
Visi PT. Daya Agro Mitra Mandiri adalah menjadi perusahaan yang unggul
dalam hal kualitas, keterampilan dan pelayanan kepada pelanggan dalam bidang
agroindustri dan menjadi perusahaan yang bebas dari polusi lingkungan.
4.2.2 Misi
Misi PT. Daya Agro Mitra Mandiri adalah menjadi produsen yang
mengikuti standar atau sistem keamanan pangan dan standar Halal LPPOM MUI
dengan selalu menegakkan, menerapkan dan melakukan pengembangan atau
perbaikan dalam sistem dan selama proses produksi pangan untuk memproduksi
pangan yang higienis, produk pangan tersebut seharusnya memenuhi standar
keamanan pangan dan standar Halal LPPOM MUI, sehingga produk pangan dengan
kualitas yang baik dan kepuasan pelanggan dapat tercapai untuk memenuhi visi
perusahaan.
4.2.3 Kebijakan Perusahaan
Kebijakan perusahaan yang diterapkan di PT. Daya Agro Mitra Mandiri
untuk mencapai visi dan misi perusahaan, diantaranya:
1. Melakukan pengembangan dalam hal pelayanan kepada pelanggan.
2. Menciptakan atau menghasilkan produk pangan yang higienis, yang bebas dari
kontaminasi dan memenuhi standar Halal LPPOM MUI.
51
3. Mencegah terjadinya pencemaran limbah cair, padat, dan gas terhadap produk
akhir.
4. Melakukan peningkatan produktivitas, efisiensi, dan kualitas produk, serta
pelatihan kepada karyawan agar pekerja sadar terhadap kualitas produk,
lingkungan, keamanan dan kesehatan personel.
5. Kebijakan perusahaan perlu diketahui, dipahami, dan diterapkan oleh seluruh
staff dan karyawan, dan juga diberitahukan kepada pihak eksternal yang
menjadi rekan kerja PT. Daya Agro Mitra Mandiri.
4.3 Struktur Organisasi
Struktur organisasi PT. Daya Agro Mitra Mandiri dibuat untuk mengatur
pembagian pekerjaan yang ada dan membentuk perbedaan tingkat pekerjaan,
tanggung jawab dan jabatan. Pembagian kerja tersebut untuk mempermudah
karyawan dalam melakukan kegiatan atau pekerjaan mereka sesuai dengan bagian
atau bidang masing-masing. Struktur organisasi di PT. DAMM terbilang sederhana.
Struktur organisasi PT. Daya Agro Mitra Mandiri dipimpin oleh direktur
utama yang memiliki kekuasaan penuh dalam setiap kebijakan perusahaan.
Susunan kepengurusan PT. DAMM terdiri dari kepala bagian produksi, kepala
bagian R&D, QC dan Halal; kepala bagian keuangan dan pemasaran yang
membawahi dua bagian, yaitu staf accounting dan staf persediaan. Struktur
organisasi dalam PT. Daya Agro Mitra Mandiri disajikan pada Gambar 4.
52
Gambar 4. Struktur Organisasi PT. Daya Agro Mitra Mandiri Sumber: PT. Daya Agro Mitra Mandiri (2018)
DIREKTUR
UTAMA
Kepala Bagian
R&D, QC, Halal
Kepala Bagian
Produksi
Kepala Bagian
Keuangan dan
Pemasaran
Staf
Accounting
Staf
Persediaan
Bagian
Fermentasi
Bagian
Penerimaan
Bagian
Pengupasan
Bagian
Pencucian,
Pembelahan
dan
Pemotongan
Bagian
Sortasi
Bagian
Pemasakan,
Pengepresan,
Pasteurisasi,
Pendinginan
Bagian
Gudang
Bagian
Distribusi
Bagian
Boiling
53
Tiap struktur organisasi memiliki tugas dan wewenang yang berbeda-beda.
Adapun tugas dan wewenang tiap karyawan adalah:
1. Direktur Utama. Merupakan pimpinan tertinggi yang mengatur segala
kebijakan dan keputusan demi keberlangsungan perusahaan.
2. Bagian Produksi. Bertanggung jawab untuk melakukan perencanaan produksi,
mengakomodir dan mengawasi proses produksi yang dilakukan mulai dari
penerimaan hingga sampai ke tangan pelanggan.
3. Bagian R&D, QC dan Halal. Memiliki tugas dalam perencanaan prosedur
jaminan kualitas suatu produk, bertanggung jawab untuk segala aktivitas riset
dan pengembangan di perusahaan dan mengurus sertifikasi kehalalan sebuah
produk.
4. Bagian Keuangan dan Pemasaran. Bertanggung jawab kepada direktur utama
untuk melaporkan kondisi keuangan perusahaan dan membuat strategi
pemasaran produk agar produk nata de coco dapat masuk ke perusahaan besar
lainnya.
5. Bagian Accounting. Bertanggung jawab dalam pembuatan laporan keuangan
perusahaan dan melaporkannya kepada manajer keuangan dan pemasaran.
6. Bagian Persediaan. Bertanggung jawab dalam membantu semua bagian dalam
perusahaan.
4.4 Ketenagakerjaan
Proses produksi yang dilakukan PT. Daya Agro Mitra Mandiri berlangsung
selama 8 jama per hari dengan jam kerja yang dimulai pada pukul 08.00 – 16.00
54
WIB dari hari Senin sampai dengan Sabtu dengan jumlah karyawan produksi
sebanyak 24 orang dan karyawan kantor sebanyak 5 orang. Tenaga kerja berjenis
kelamin laki-laki sebanyak 15 orang dan wanita sebanyak 14 orang dengan rata-
rata berusia 18 sampai 30 tahun.
4.5 Proses Bisnis PT. Daya Agro Mitra Mandiri
Proses bisnis PT. Daya Agro Mitra Mandiri mencakup 15 kegiatan yang
saling berkaitan untuk mencapai hasil akhir yang bernilai bagi perusahaan. Alur
proses bisnis PT. DAMM disajikan pada Gambar 5 dengan penjelasan sebagai
berikut.
1. Penerimaan Permintaan Produk
Kepala bagian produksi menerima work order (WO) dari bagian marketing
sebagai bukti pengerjaan produk.
2. Perencanaan Produksi
Setelah menerima WO, kemudian kepala bagian produksi merencanakan
jadwal produksi sesuai dengan delivery time, serta merencanakan kebutuhan
material, pengendalian material dan proses produksi.
3. Perencanaan dan Pengendalian Material
Kepala produksi dibantu dengan bagian gudang melakukan pemeriksaan
persediaan material dengan menentukan minimum stock yang dibutuhkan.
Selanjutnya, melakukan pengendalian material bersama dengan bagian pembelian.

55
4. Permintaan Kebutuhan Material
Setelah melakukan pengendalian material, jika persediaan tidak mencukupi
kebutuhan, kemudian kepala bagian produksi melalui bagian pembelian
menerbitkan permintaan pemesanan material yang diajukan kepada pemasok.
5. Penerimaan Material Nata Lembaran
Bagian QC atau kepala bagian produksi dan bagian gudang melakukan
pemeriksaan terhadap nata de coco lembaran yang datang dari pemasok untuk
mengetahui kesesuaian spesifikasinya dengan Standar Keberterimaan Barang yang
ditetapkan perusahaan.
6. Penyimpanan Material
Nata de coco lembaran yang telah sesuai dengan standar kemudian diberi
kode supplier dan disimpan di area penyimpanan bahan baku nata de coco
lembaran.
7. Penentuan Jadwal Proses Produksi
Kepala bagian produksi menetapkan dan mengendalikan jadwal produksi
sesuai dengan kapasitas dan order yang diterima, selanjutnya kepala bagian
produksi memastikan bahwa proses produksi sesuai dengan jadwal yang sudah
ditetapkan.
8. Proses Produksi
Setelah menetapkan jadwal produksi, kemudian melakukan proses produksi
nata lembaran menjadi nata de coco potongan melalui proses pengupasan,
pencucian, pembelahan dan pemotongan, sortasi, pemasakan, pengepresan.

56
9. Pengemasan
Setelah proses produksi selesai, kemudian dilanjutkan dengan proses
pengemasan, pasteurisasi, pendinginan, sampai penyimpanan produk jadi.
10. Penyimpanan Produk
Produk akhir disimpan sesuai dengan kode batch produk di gudang
penyimpanan produk akhir.
11. Administrasi Stock
Bagian gudang melakukan pencatatan semua penyimpanan dan pengeluaran
produk akhir pada catatan atau kartu stock.
12. Pengepakan
Jika ada permintaan pengiriman, bagian gudang melakukan pemeriksaan
terlebih dahulu kondisi barang yang akan dikirim. Jika terdapat kondisi barang yang
tidak memungkinkan untuk dikirim, bagian gudang akan menginformasikan ke
bagian marketing. Produk yang kondisinya memenuhi standar akan dikemas ke
dalam kemasan sekunder oleh bagian gudang. Selain itu, bagian QC atau kepala
bagian produksi memeriksa spesifikasi pada delivery order apakah sesuai dengan
spesifikasi yang ada pada label. Jika sesuai, kemudian bagian QC akan menerbitkan
Certificate of Analysis.
13. Administrasi Pengiriman
Setelah produk sudah dikemas dengan kemasan sekunder dan siap kirim,
bagian gudang akan menerbitkan surat jalan.
57
14. Pengiriman
Sebelum dilakukan pengiriman, transportasi yang akan digunakan akan
disiapkan terlebih dahulu dan bagian gudang memantau pelaksanaan pengiriman
(mulai dari proses pengepakan sampai proses pengiriman).
15. Pengembalian Produk dari Pelanggan
Apabila terdapat laporan komplain dari pelanggan terkait adanya kualitas
produk akhir yang tidak sesuai dengan standar yang ditetapkan, perusahaan akan
melakukan penarikan terhadap produk tersebut, tetapi terhadap produk yang cacat
akibat kesalahan dalam produksi, pengemasan dan pendistribusian yang dilakukan
PT. DAMM.
58
Gambar 5. Proses Bisnis PT. Daya Agro Mitra Mandiri
4.6 Produk
Produk akhir yang dihasilkan PT. Daya Agro Mitra Mandiri merupakan
produk antara yang terdiri dari dua jenis, yaitu nata de coco potongan dan nata de
coco crunchy. Perbedaan antara kedua jenis produk tersebut adalah teksturnya.
Nata de coco potongan memiliki tekstur yang kenyal, sedangkan nata de coco
crunchy memiliki tekstur yang garing atau crunchy. Bentuk nata de coco potongan
59
terdiri dari kubus dan serut. Jenis, spesifikasi, dan ukuran produk disesuaikan
dengan permintaan pelanggan.
4.7 Proses Produksi Nata De Coco
Proses produksi yang dilakukan oleh PT. Daya Agro Mitra Mandiri dibagi
menjadi dua kegiatan, yaitu proses fermentasi air kelapa untuk menghasilkan
sebagian kebutuhan bahan baku berupa nata lembaran dan kegiatan produksi nata
de coco potongan dan nata de coco crunchy (dari nata lembaran menjadi nata de
coco potongan dan nata de coco crunchy) yang merupakan produk antara. Bahan
baku nata lembaran sebagian besar terpenuhi dari petani binaan atau mitra sebagai
pemasok bahan baku nata lembaran. Hal ini dikarenakan kapasitas ruangan untuk
memproduksi nata lembaran (fermentasi) di PT. Daya Agro Mitra Mandiri yang
tidak besar, sehingga kapasitas produksi nata lembaran (fermentasi) belum mampu
memenuhi kebutuhan untuk produksi nata de coco potongan. Pemasok nata
lembaran hingga saat ini terdiri dari 8 petani yang berada di daerah Balaraja, Bogor,
Ciamis, Subang dan Jogja. Namun, pemasok yang rutin memasok bahan baku nata
lembaran adalah petani dari Balaraja dan Bogor, sedangkan petani dari daerah
lainnya menyesuaikan kebutuhan PT. DAMM.
4.7.1 Proses Produksi Air Kelapa menjadi Nata Lembaran
Proses pengolahan air kelapa menjadi nata lembaran sebagian besar
dilakukan oleh petani binaan atau mitra petani dan sebagian kecil diproduksi oleh
PT. Daya Agro Mitra Mandiri. Berikut ini merupakan proses atau tahapan dalam
proses pengolahan air kelapa menjadi nata lembaran.
60
1. Penyaringan
Sebelum air kelapa digunakan untuk membuat bibit bakteri nata dan larutan
nata, air kelapa tersebut harus dibersihkan dengan cara disaring untuk menjamin
bahwa air kelapa yang akan digunakan bebas dari kotoran.
2. Pemasakan
Proses pemasakan air kelapa dilakukan untuk membuat bibit bakteri
(starter) nata dan membuat larutan nata. Pada proses pemasakan air kelapa untuk
kedua tujuan tersebut menggunakan formulasi yang sama, yaitu air kelapa yang
sudah tua, gula, nutrisi sumber fosfat ZA (food grade) dan asam cuka. Pada saat air
kelapa sudah mencapai suhu 80-900C, campuran gula dan ZA dimasukkan, dan
asam cuka dimasukkan saat suhu rebusan air kelapa sudah mulai turun, kemudian
diaduk sampai larut.
3. Pembuatan Bibit Bakteri Nata (Acetobacter Xylinum)
Larutan air kelapa yang telah dimasak kemudian dituang ke dalam botol
steril sebanyak 500 ml, ditutup menggunakan koran, diikat dengan karet dan
didiamkan selama kurang lebih 7 jam sampai suhu ruangan. Setelah itu, buka tutup
koran dan campurkan dengan cairan bibit biakan murni yang telah mengandung
bakteri selulosa di permukaan larutan tersebut yang telah disiapkan sebelumnya
sebanyak 100 ml untuk mempersingkat waktu pembentukan bakteri selulosa.
Kemudian campuran bibit bakteri nata tersebut ditutup dengan koran, diikat dengan
karet dan di fermentasi selama tujuh hari atau satu minggu sampai bakteri selulosa
terbentuk di permukaan cairan bibit bakteri tersebut.
61
4. Pembuatan Larutan Nata
Larutan air kelapa yang telah dimasak kemudian dituang ke dalam nampan
saat suhu sudah mulai turun. Nampan diisi dengan air kelapa yang telah dimasak
sebanyak 1.300 ml kemudian ditutup menggunakan koran, diikat menggunakan
karet dan diberi label tanggal saat penuangan larutan air kelapa ke dalam nampan.
Kemudian nampan tersebut disimpan di dalam rak kayu yang terdiri dari empat
tingkat dan didiamkan (fermentasi) selama 1 hari atau 24 jam dan satu hari
berikutnya ditambahkan bibit bakteri.
5. Inkubasi
Proses inokulasi (proses memindahkan bakteri dari medium lama ke
medium baru) bibit dari botol steril dituang ke nampan dengan cara membuka
bagian ujung nampan, lalu ujung botol di masukkan ke dalam nampan dengan
perbandingan isi 1:6, yaitu 1 botol bibit cair untuk dituang ke dalam 6 nampan.
Masa inkubasi dilakukan selama 6-7 hari dari proses inokulasi.
6. Panen
Setelah proses inkubasi dan nata siap untuk dipanen. Nata yang siap dipanen
memiliki tekstur yang kenyal atau padat, untuk nata yang gagal memiliki tekstur
yang cair. Setelah proses pemanenan, maka nata lembaran selanjutnya siap untuk
digunakan sebagai bahan baku nata de coco potongan dan nata de coco crunchy.
62
Gambar 6. Proses Produksi Air Kelapa menjadi Nata Lembaran
4.7.2 Proses Produksi Nata Lembaran menjadi Nata De Coco Potongan
Proses produksi nata de coco potongan di PT. Daya Agro Mitra Mandiri
meliputi 11 tahapan, yaitu:
1. Penerimaan
Tahapan penerimaan merupakan perlakuan pertama kali yang diberikan
perusahaan terhadap bahan baku yang masuk. Bahan baku yang akan diproses yaitu
nata lembaran kembangan dan nata lembaran kempesan. Nata lembaran kembangan
adalah lembaran nata yang telah mengembang dan bisa langsung dilanjutkan ke
proses selanjutnya. Sedangkan nata lembaran kempesan adalah lembaran nata yang
tidak mengembang dan harus diberikan perlakuan khusus terlebih dahulu yaitu
direndam menggunakan air netral di dalam mesin pengembang dan dikembangkan
Air Kelapa
Penyaringan
Pemasakan
Fermentasi, 7 hari
Starter Nata Larutan Nata
Pendiaman, 24 jam
Inokulasi (Pemindahan Bibit Starter ke Larutan Nata)
Inkubasi 6-7 hari
Panen
Nata Lembaran
63
menggunakan mesin pengembang kurang lebih selama satu jam. Apabila nata
lembaran telah mengembang, proses dilanjutkan ke tahap selanjutnya.
2. Pengupasan
Tahapan pengupasan merupakan tahapan yang dikhususkan untuk
menyortir barang masuk yang tidak sesuai. Pada tahap ini karyawan harus
mengupas kulit ari yang ada pada nata lembaran. Selain itu, karyawan harus
memisahkan nata apabila terdapat jamur, bintik hitam dan nata lembaran berlubang
(tretep).
3. Pencucian
Tahapan pencucian merupakan tahapan proses untuk membersihkan nata
lembaran dari kotoran, kuman, dan jamur dengan air pH normal yang mengalir.
Pada tahap ini, karyawan mengamati nata lembaran yang tidak sesuai spesifikasi
dan mengembalikannya ke proses pengupasan untuk dibersihkan. Apabila telah
selesai dicuci, nata de coco dimasukkan ke dalam drum atau tong dan ditimbang
dengan berat 40 kg per drum atau tong.
4. Pembelahan dan Pemotongan
Tahapan pembelahan dan pemotongan merupakan proses pembentukan nata
de coco sesuai dengan jenisnya yaitu kubus atau serut dengan mesin belah potong,
sedangkan untuk ukuran disesuaikan dengan permintaan pelanggan. Hasil potongan
dimasukkan ke dalam drum atau tong untuk kemudian diserahkan ke bagian sortasi.
5. Sortasi
Tahapan sortasi merupakan proses penyortiran nata de coco potongan yang
tidak sesuai dengan permintaan pelanggan. Nata de coco potongan dimasukkan ke

64
dalam bak sortir dan ditambahkan air sampai nata mengapung. Tahapan ini
menggunakan metode jari yaitu mengambil nata de coco dengan jari-jari tangan
dan membuang kotoran dan nata de coco yang ukurannya tidak sesuai dengan
ukuran nata yang lainnya. Dari satu drum pada tahapan sebelumnya, menjadi dua
ember atau bak sortir pada tahapan sortasi. Selanjutnya, nata mentah dimasukkan
ke dalam karung tiris transparan sebanyak 20 kg atau 28 kg (sesuai pesanan
pelanggan) yang diletakkan di atas pallet plastik dan diikat dengan kuat untuk
ditiriskan selama 20-30 menit dan kemudian mengikuti tahapan selanjutnya yaitu
pemasakan.
6. Pemasakan
Tahapan pemasakan adalah tahapan untuk mematangkan nata de coco
hingga layak untuk diolah kembali. Nata de coco dimasak dengan suhu 1000C
dengan waktu selama satu jam dalam air asam sitrat kurang lebih 300 gr/ panci
doublejacket hingga pH 4.
7. Pengepresan
Tahapan ini dikhususkan untuk membuang air masak agar dapat dikemas
plastik. Pengepresan yang dilakukan dengan cara menyimpan karung jaring
transparan berisi nata ke dalam peti, lalu ditimpa dengan menggunakan drum
berisikan air sampai air masak tersebut keluar. Pengepresan dilakukan hingga nata
de coco kering dan mencapai berat 4 kg per karung tirisnya. Hal tersebut dilakukan
berdasarkan pertimbangan jarak ke pelanggan dan untuk menekan biaya
transportasi. Namun, nanti jika dikembangkan lagi oleh pelanggan maka berat

65
setelah dikembangkan bisa mencapai 20 kg atau 28 kg sesuai dengan pesanan
pelanggan.
8. Pengemasan
Tahapan pengemasan terdiri dari empat langkah proses, yaitu memasukkan
nata yang telah masak ke dalam plastik kemasan, menimbang isi kemasan sesuai
dengan permintaan pelanggan kemudian didiamkan hingga benar-benar dalam
keadaan dingin agar memudahkan vacuum sealing dan terakhir kegiatan sealing
menggungakan mesin vacuum sealer sampai kemasan rapat sempurna dan tidak
bocor. Pada proses ini suhu ruangan harus sekitar 180C. Saat penimbangan,
ditambahkan lagi asam sitrat sebanyak 27,5 gr/liter hingga pH antara 3-4. Setiap
satu pack berisi 4 kg nata de coco yang sudah di press.
9. Pasteurisasi
Tahapan pasteurisasi merupakan tahapan untuk mematikan bakteri nata
yang masih menempel bahkan setelah nata masuk ke dalam kemasan. Pada tahapan
ini, nata de coco dalam kemasan dimasukkan kembali ke dalam panci double jacket
dengan suhu 1000C dengan waktu selama satu jam.
10. Pendinginan (Shock-termal)
Tahapan ini merupakan tahapan yang ditujukan untuk menetralisir suhu nata
setelah pasteurisasi. Tahapan shock-termal dilakukan dengan cara mengaliri air ke
dalam panci pasteurisasi secara terus-menerus sampai nata de coco dalam kemasan
tidak lagi panas.

66
11. Penyimpanan
Tahapan penyimpanan merupakan tahapan terakhir pada proses produksi
nata de coco. Nata de coco yang telah siap dikirim ini dimasukkan ke dalam gudang
penyimpanan nata de coco sesuai dengan tanggal produksi. Nata de coco yang akan
dikirim keesokan harinya dimasukkan ke dalam wadah berupa ember (kemasan
sekunder) dan diberikan keterangan nama pelanggan dan kode produksi.
Gambar 7. Proses Produksi Nata Lembaran menjadi Nata De Coco Potongan
4.7.3 Proses Produksi Nata Lembaran menjadi Nata De Coco Crunchy
Proses produksi nata lembaran menjadi nata de coco cruncy sama seperti
proses nata lembaran menjadi nata de coco potongan, yaitu mulai dari penerimaan
hingga pemasakan. Namun, setelah pemasakan, nata de coco matang ditiriskan
selama kurang lebih 10 detik. Kemudian dimasukkan kembali ke dalam panci
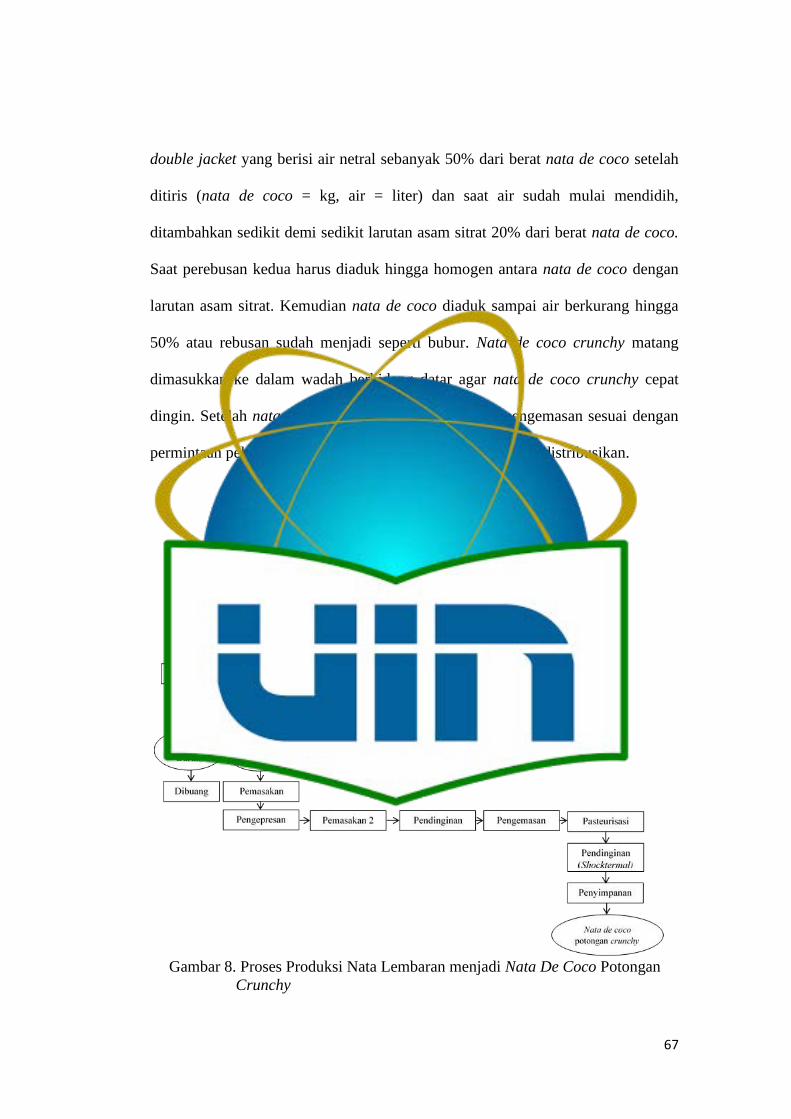
67
double jacket yang berisi air netral sebanyak 50% dari berat nata de coco setelah
ditiris (nata de coco = kg, air = liter) dan saat air sudah mulai mendidih,
ditambahkan sedikit demi sedikit larutan asam sitrat 20% dari berat nata de coco.
Saat perebusan kedua harus diaduk hingga homogen antara nata de coco dengan
larutan asam sitrat. Kemudian nata de coco diaduk sampai air berkurang hingga
50% atau rebusan sudah menjadi seperti bubur. Nata de coco crunchy matang
dimasukkan ke dalam wadah berbidang datar agar nata de coco crunchy cepat
dingin. Setelah nata de coco crunchy dingin, lakukan pengemasan sesuai dengan
permintaan pelanggan, sehingga nata de coco crunchy siap didistribusikan.
Gambar 8. Proses Produksi Nata Lembaran menjadi Nata De Coco Potongan
Crunchy

68
4.8 Pelanggan
Pelanggan PT. Daya Agro Mitra Mandiri merupakan pelanggan tetap yang
telah bekerjasama, tetapi tidak terikat kontrak dengan PT. DAMM. Saat ini
pelanggan PT. DAMM berjumlah enam perusahaan yang seluruhnya berada di
sekitar JABODETABEK. Kerjasama telah dilakukan perusahaan terhadap
beberapa perusahaan besar dan berikut daftar nama perusahaan yang masih bekerja
sama dengan PT. DAMM sampai saat ini, diantaranya:
a. PT. Indofood Sukses Makmur Tbk
b. PT. Pepsi Cola Indobeverages
c. PT. Forisa Nusapersada
d. PT. Greshindo Aroma
e. PT. Hale International
f. PT. Suntory Garuda Beverages
g. Pakistan

69
BAB V
HASIL DAN PEMBAHASAN
5.1 Analisis Kesenjangan (GAP Analysis) Penerapan Sanitation Standard
Operating Procedures (SSOP) dan Good Manufacturing Practices (GMP) di
PT. Daya Agro Mitra Mandiri
Analisis kesenjangan penerapan GMP dan SSOP dalam penelitian ini
dilakukan terhadap penerapan setiap persyaratan pada aspek-aspek GMP dan SSOP
di PT. Daya Agro Mitra Mandiri dengan mengacu pada standar GMP menurut
Peraturan Menteri Perindustrian RI Nomor 75 tahun 2010 tentang Pedoman Cara
Produksi Pangan Olahan Yang Baik (Good Manufacturing Practices) dan standar
SSOP menurut Food and Drug Administration (FDA) (1995) dan National Seafood
HACCP Alliance for Training and Education (NSHATE) (1999). Persyaratan-
persyaratan atau parameter dari setiap aspek GMP dan SSOP secara jelas dan rinci
dapat dilihat pada Lampiran 21 dan 22.
5.1.1 Analisis Kesenjangan (GAP Analysis) Penerapan Sanitation Standard
Operating Procedures (SSOP) di PT. Daya Agro Mitra Mandiri
Prosedur SSOP secara lengkap telah diberikan oleh Food and Drug
Administration (FDA) (1995) dan National Seafood HACCP Alliance for Training
and Education (NSHATE) (1999) yang dapat digunakan oleh pelaku bisnis pangan
sebagai acuan. Menurut FDA USA dalam Thaheer (2008: 84) dan NSHATE (1999)
dalam Winarno (2011: 58), SSOP meliputi delapan aspek.
Berdasarkan analisis GAP penerapan SSOP di PT. Daya Agro Mitra
Mandiri, diperoleh rata-rata skor penerapan keseluruhan sebesar 73,19%. Hal
tersebut menunjukkan bahwa penerapan SSOP pada produksi nata de coco di PT.
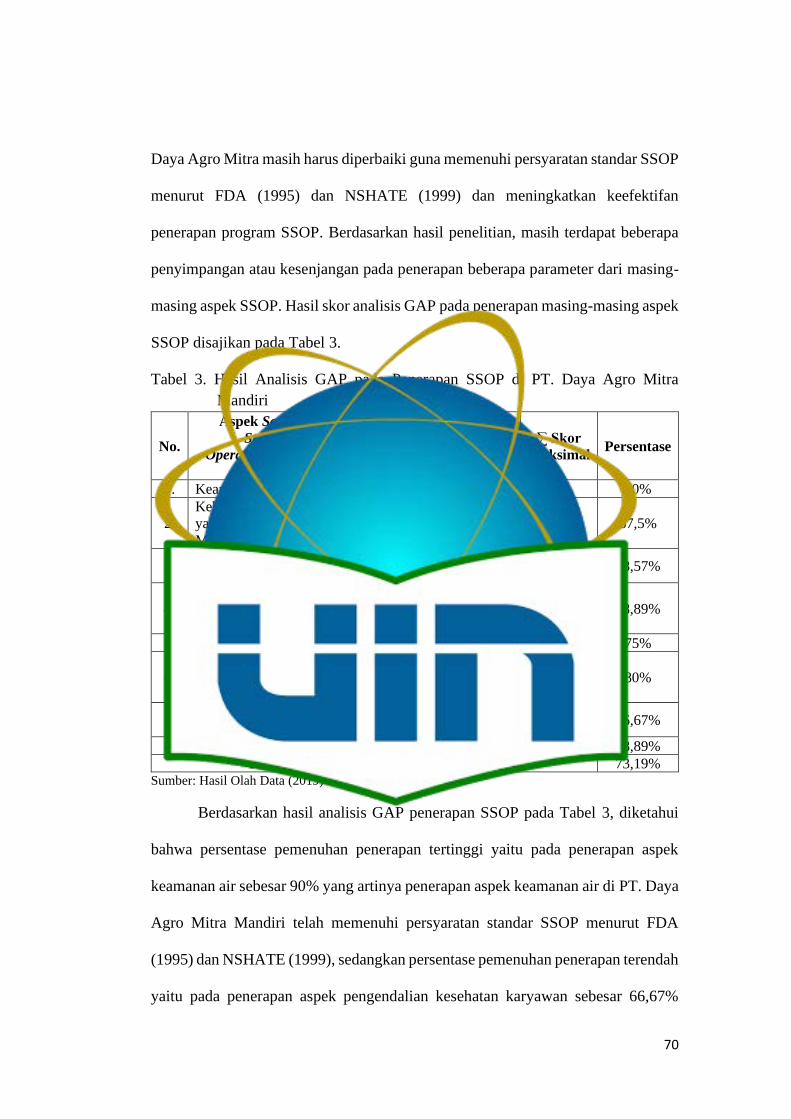
70
Daya Agro Mitra masih harus diperbaiki guna memenuhi persyaratan standar SSOP
menurut FDA (1995) dan NSHATE (1999) dan meningkatkan keefektifan
penerapan program SSOP. Berdasarkan hasil penelitian, masih terdapat beberapa
penyimpangan atau kesenjangan pada penerapan beberapa parameter dari masing-
masing aspek SSOP. Hasil skor analisis GAP pada penerapan masing-masing aspek
SSOP disajikan pada Tabel 3.
Tabel 3. Hasil Analisis GAP pada Penerapan SSOP di PT. Daya Agro Mitra
Mandiri
No.
Aspek Sanitation
Standard
Operating Procedures
(SSOP)
Jumlah
Parameter
∑ Skor
Tiap
Parameter
∑ Skor
Maksimal Persentase
1. Keamanan Air 10 45 50 90%
2.
Kebersihan Permukaan
yang Kontak dengan
Makanan
8 27 40 67,5%
3. Pencegahan Kontaminasi
Silang 14 48 70 68,57%
4.
Menjaga Fasilitas Cuci
Tangan, Sanitasi Tangan
dan Toilet
9 31 45 68,89%
5. Pencegahan Adulterasi 12 45 60 75%
6.
Pelabelan, Penyimpanan
dan Penggunaan Bahan
Kimia yang Tepat
11 44 55 80%
7 Pengendalian Kesehatan
Karyawan 6 20 30 66,67%
8. Pemberantasan Hama 18 62 90 68,89%
Rata-rata Skor Penerapan Keseluruhan 73,19% Sumber: Hasil Olah Data (2019)
Berdasarkan hasil analisis GAP penerapan SSOP pada Tabel 3, diketahui
bahwa persentase pemenuhan penerapan tertinggi yaitu pada penerapan aspek
keamanan air sebesar 90% yang artinya penerapan aspek keamanan air di PT. Daya
Agro Mitra Mandiri telah memenuhi persyaratan standar SSOP menurut FDA
(1995) dan NSHATE (1999), sedangkan persentase pemenuhan penerapan terendah
yaitu pada penerapan aspek pengendalian kesehatan karyawan sebesar 66,67%
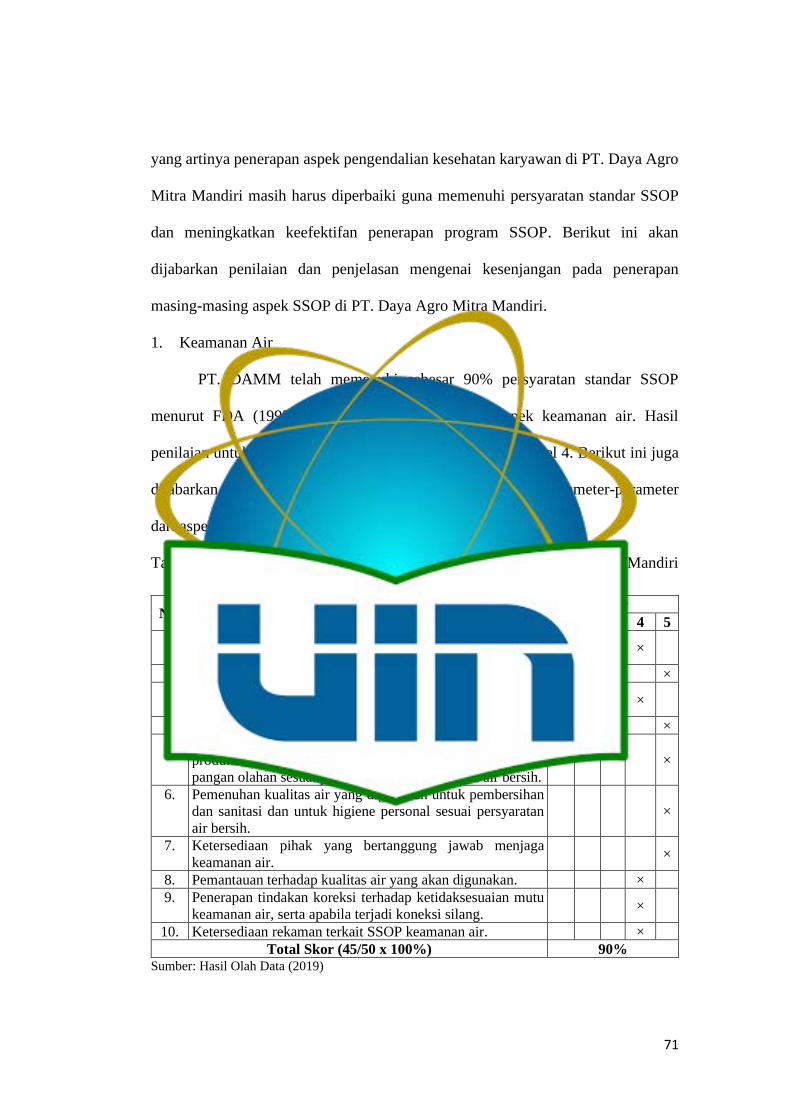
71
yang artinya penerapan aspek pengendalian kesehatan karyawan di PT. Daya Agro
Mitra Mandiri masih harus diperbaiki guna memenuhi persyaratan standar SSOP
dan meningkatkan keefektifan penerapan program SSOP. Berikut ini akan
dijabarkan penilaian dan penjelasan mengenai kesenjangan pada penerapan
masing-masing aspek SSOP di PT. Daya Agro Mitra Mandiri.
1. Keamanan Air
PT. DAMM telah memenuhi sebesar 90% persyaratan standar SSOP
menurut FDA (1995) dan NSHATE (1999) pada aspek keamanan air. Hasil
penilaian untuk masing-masing parameter disajikan pada Tabel 4. Berikut ini juga
dijabarkan penjelasan mengenai kesenjangan pada penerapan parameter-parameter
dari aspek keamanan air.
Tabel 4. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Keamanan Air
No. Parameter Skor
1 2 3 4 5
1. Pemisahaan saluran air untuk kegiatan produksi dan non
produksi. ×
2. Pemisahaan saluran air bersih dan air tidak bersih. ×
3. Pemeriksaan dan pemeliharaan (maintenance) terhadap
kondisi instalasi dan kebocoran pipa distribusi air. ×
4. Dilakukannya water treatment. ×
5. Pemenuhan kualitas air yang digunakan untuk proses
produksi dan mengalami kontak langsung dengan bahan
pangan olahan sesuai persyaratan air minum atau air bersih.
×
6. Pemenuhan kualitas air yang digunakan untuk pembersihan
dan sanitasi dan untuk higiene personal sesuai persyaratan
air bersih.
×
7. Ketersediaan pihak yang bertanggung jawab menjaga
keamanan air. ×
8. Pemantauan terhadap kualitas air yang akan digunakan. ×
9. Penerapan tindakan koreksi terhadap ketidaksesuaian mutu
keamanan air, serta apabila terjadi koneksi silang. ×
10. Ketersediaan rekaman terkait SSOP keamanan air. ×
Total Skor (45/50 x 100%) 90% Sumber: Hasil Olah Data (2019)

72
Penggunaan air untuk berbagai keperluan pabrik di PT. Daya Agro Mitra
Mandiri berasal dari air sumur yang telah melewati proses water treatment, yaitu
proses penyaringan (filtrasi) dan pemurnian air sebelum ditampung di dalam toren
air. Pemeriksaan dilakukan terhadap air yang setelah difilter dengan melakukan
pengujian kualitas air oleh pihak eksternal yaitu PAM Jaya dan pemeriksaan air
secara visual yang dilakukan setiap akan menggunakan air oleh penanggung jawab
masing-masing tahapan produksi yang akan menggunakan air. Hasil pengujian
kualitas air menyatakan bahwa air yang setelah difilter telah memenuhi standar
kualitas air bersih menurut Permenkes RI Nomor 416/MENKES/PER/IX/1990.
Namun, PT. DAMM belum melakukan pengujian kualitas air secara rutin karena
pada tahun 2018 PT. DAMM tidak melakukan pengujian kualitas air.
Sistem pemipaan air untuk pengolahan, air untuk pencucian sebagian
peralatan (sebagian tong, pallet, ember), wastafel dan toilet saling terpisah. Namun,
air untuk pembersihan area fermentasi masih menggunakan air dari kran yang sama
untuk proses boiling (produksi uap panas). Selain itu, untuk pembersihan ruang
proses dan pembersihan mesin dan sebagian peralatan yang dilakukan di ruang
proses masih menggunakan air dari kran yang ada di ruang proses yang sama
digunakan untuk mengalirkan air untuk pengolahan karena belum ada pipa dan kran
air khusus untuk pembersihan ruang proses dan mesin peralatan. PT. DAMM belum
melakukan rekaman kegiatan monitoring periodik, tetapi perusahaan telah memiliki
laporan hasil pengujian kualitas air dan laporan harian bagian maintenance.
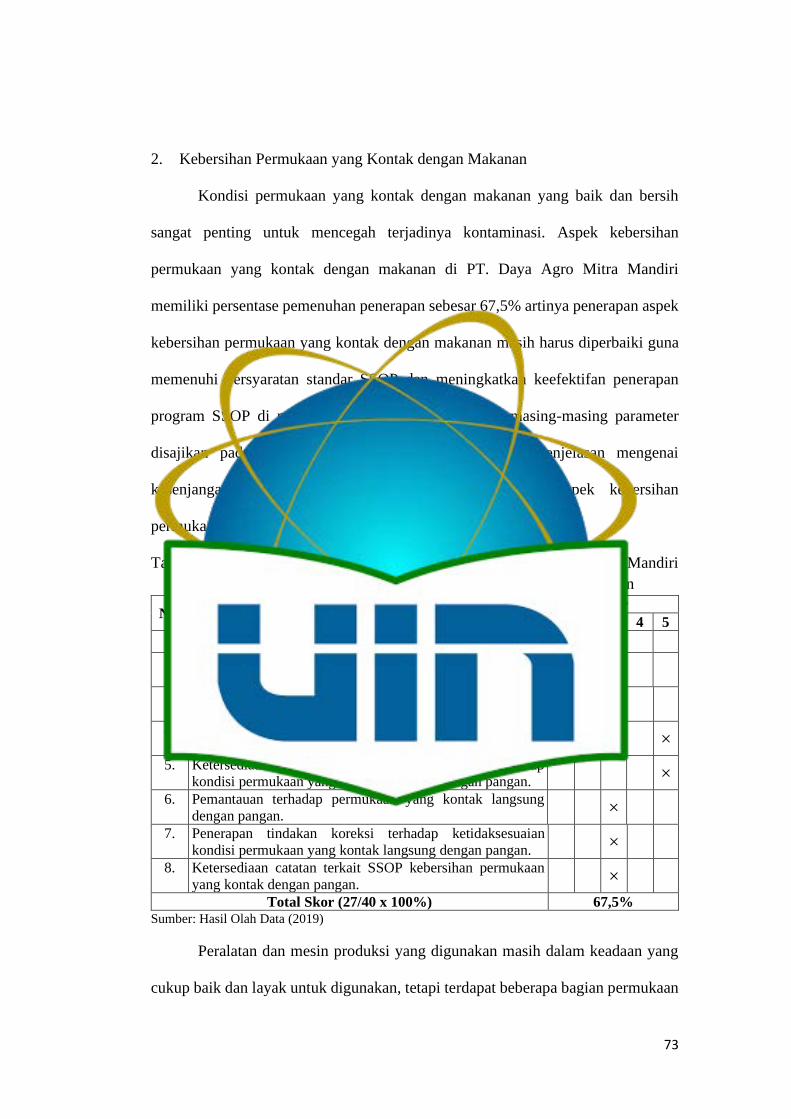
73
2. Kebersihan Permukaan yang Kontak dengan Makanan
Kondisi permukaan yang kontak dengan makanan yang baik dan bersih
sangat penting untuk mencegah terjadinya kontaminasi. Aspek kebersihan
permukaan yang kontak dengan makanan di PT. Daya Agro Mitra Mandiri
memiliki persentase pemenuhan penerapan sebesar 67,5% artinya penerapan aspek
kebersihan permukaan yang kontak dengan makanan masih harus diperbaiki guna
memenuhi persyaratan standar SSOP dan meningkatkan keefektifan penerapan
program SSOP di perusahaan. Hasil penilaian untuk masing-masing parameter
disajikan pada Tabel 5. Berikut ini juga dijabarkan penjelasan mengenai
kesenjangan pada penerapan parameter-parameter dari aspek kebersihan
permukaan yang kontak dengan makanan.
Tabel 5. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Kebersihan Permukaan yang Kontak dengan Makanan
No. Parameter Skor
1 2 3 4 5
1. Kondisi permukaan yang kontak dengan pangan baik. ×
2. Kondisi sarung tangan dan pakaian luar pekerja layak dan
bersih. ×
3. Pembersihan dan sanitasi terhadap permukaan yang kontak
langsung dengan pangan yang dilakukan dengan baik. ×
4. Pembersihan dan sanitasi permukaan yang kontak langsung
dengan pangan dilakukan secara rutin. ×
5. Ketersediaan petugas yang bertanggung jawab terhadap
kondisi permukaan yang kontak langsung dengan pangan. ×
6. Pemantauan terhadap permukaan yang kontak langsung
dengan pangan. ×
7. Penerapan tindakan koreksi terhadap ketidaksesuaian
kondisi permukaan yang kontak langsung dengan pangan. ×
8. Ketersediaan catatan terkait SSOP kebersihan permukaan
yang kontak dengan pangan. ×
Total Skor (27/40 x 100%) 67,5% Sumber: Hasil Olah Data (2019)
Peralatan dan mesin produksi yang digunakan masih dalam keadaan yang
cukup baik dan layak untuk digunakan, tetapi terdapat beberapa bagian permukaan

74
yang kondisinya sudah tidak rata atau halus 100%, sehingga harus selalu dilakukan
pemeriksaan setiap akan menggunakan dan pemeliharaan agar kondisi permukaan
tersebut benar tidak mengontaminasi proses produksi atau pangan. Sarung tangan
yang digunakan pekerja adalah sarung tangan nitrile yang terbuat dari synthetic
polymer yang hanya digunakan sekali pakai, sedangkan untuk pakaian luar pekerja,
yaitu aprons (celemek) sering tidak digunakan pekerja, sehingga hal tersebut sangat
memungkinkan untuk terjadinya kontaminasi silang pada pangan dari pekerja.
Mesin dan peralatan produksi yang kontak langsung dengan pangan
dilakukan pembersihan setiap hari, sebelum dan sesudah produksi oleh karyawan
produksi sesuai dengan bagian tahapan produksi masing-masing. Namun,
pembersihan mesin dan peralatan produksi sehari-hari tidak menggunakan sabun
cuci atau deterjen, kecuali saat pencucian nampan yang digunakan pada proses
fermentasi air kelapa menjadi nata lembaran selalu menggunakan sabun cuci.
Penggunaan sabun cuci atau deterjen hanya saat general cleaning yang dilakukan
satu bulan sekali. Penggunaan sabun cuci atau deterjen menurut standar tahap-tahap
higiene dan sanitasi merupakan cara yang lebih efektif dalam tahapan pembersihan
untuk menghilangkan sisa makanan, selain hanya dengan cara mekanis. Selain itu,
terkadang karyawan kurang teliti dalam melakukan pembersihan, sehingga
terkadang masih terdapat sisa makanan atau sisa produksi atau kotoran lain yang
tertinggal, yang dapat menyebabkan sumber kontaminasi pada proses produksi atau
pangan. Hal yang juga perlu mendapat perhatian oleh perusahaan adalah kegiatan
pembersihan sebagian besar peralatan masih dilakukan di dalam ruang produksi dan
belum tersedianya tempat penyimpanan khusus bagi peralatan atau wadah-wadah
75
yang sudah dibersihkan, seperti tong atau ember atau box penampung, pallet karena
masih diletakkan di ruang produksi. Hal tersebut dapat mengakibatkan pembersihan
area produksi yang belum dilakukan secara optimal atau sempurna, sehingga
memungkinkan terjadinya rekontaminasi terhadap peralatan yang telah
dibersihkan.
Pengawasan yang dilakukan kepala produksi saat kegiatan pembersihan dan
sanitasi dan pemeriksaan secara visual terhadap kondisi dan kebersihan permukaan
yang kontak langsung dengan pangan berlangsung belum dilakukan dengan baik.
Pengujian kimia untuk memonitor konsentrasi senyawa pembersih atau sanitizer
dan pengujian mikrobial permukaan untuk verifikasi kondisi kebersihan permukaan
yang kontak langsung dengan pangan juga belum dilakukan dan diharapkan QC
atau kepala produksi melakukan pengujian tersebut agar dapat mengetahui jumlah
mikroorganisme yang masih terdapat dalam peralatan setelah tindak pembersihan
dan untuk menjaga agar tidak terdapat bahan sanitizer yang masih tertinggal.
Jenis dokumen yang tersedia terkait aspek kebersihan permukaan yang
kontak dengan pangan hanya checklist kegiatan pembersihan mesin dan peralatan
produksi harian, belum dilakukan dokumentasi kegiatan monitoring periodik dan
rekaman saat terjadi tindakan koreksi.
3. Pencegahan Kontaminasi Silang
Aspek pencegahan kontaminasi silang di PT. Daya Agro Mitra Mandiri
memiliki persentase pemenuhan penerapan sebesar 68,57% artinya penerapan
aspek pencegahan kontaminasi silang masih harus diperbaiki guna memenuhi
persyaratan standar SSOP dan meningkatkan keefektifan penerapan program SSOP
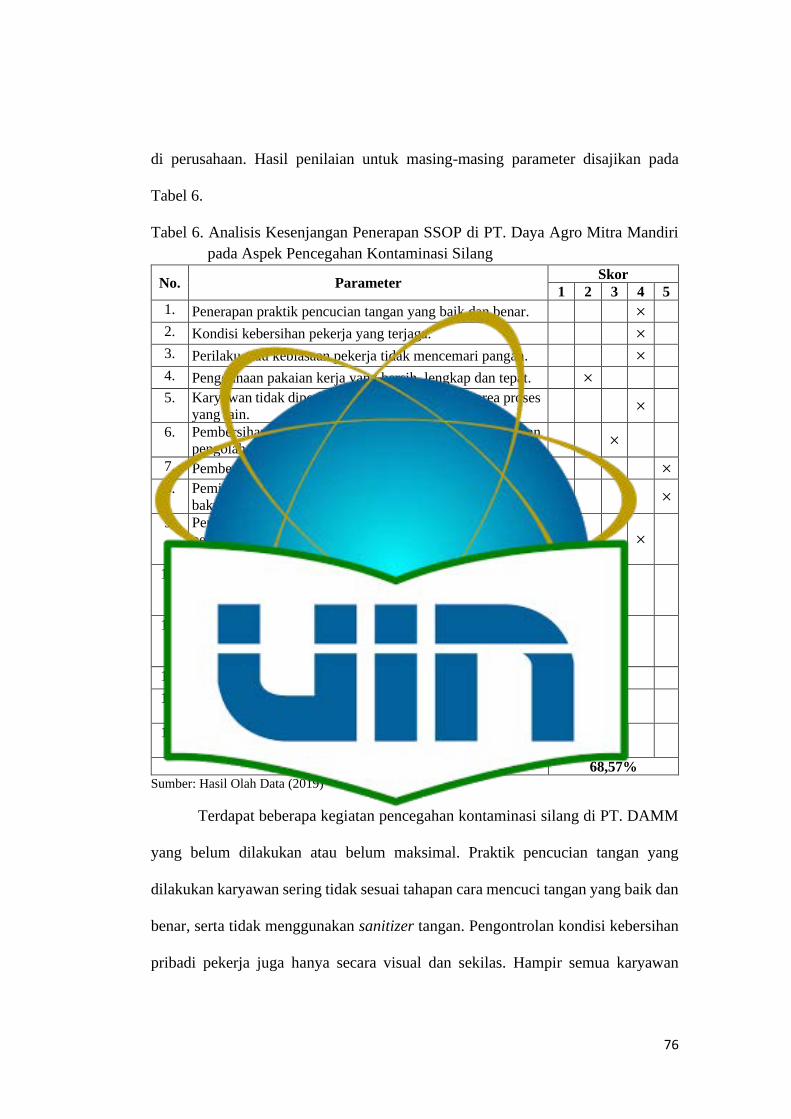
76
di perusahaan. Hasil penilaian untuk masing-masing parameter disajikan pada
Tabel 6.
Tabel 6. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Pencegahan Kontaminasi Silang
No. Parameter Skor
1 2 3 4 5
1. Penerapan praktik pencucian tangan yang baik dan benar. × 2. Kondisi kebersihan pekerja yang terjaga. × 3. Perilaku atau kebiasaan pekerja tidak mencemari pangan. × 4. Penggunaan pakaian kerja yang bersih, lengkap dan tepat. × 5. Karyawan tidak diperkenankan keluar masuk ke area proses
yang lain. ×
6. Pembersihan dan sanitasi area dan alat penanganan dan
pengolahan pangan dengan baik dan rutin. ×
7. Pembersihan bahan baku sebelum digunakan. × 8. Pemisahan aktivitas penanganan dan pengolahan bahan
baku dengan produk akhir di dalam area produksi. ×
9. Pemisahan penyimpanan bahan pangan, bahan berbahaya,
peralatan produksi, peralatan pembersihan, label dan wadah
pengemas dan produk akhir. ×
10. Penyimpanan bahan pangan, peralatan produksi, label dan
wadah pengemas dan produk akhir tidak menyentuh lantai,
dinding dan langit-langit.
×
11. Kondisi ruangan penyimpanan bahan pangan, peralatan
produksi, label dan wadah pengemas dan produk akhir bersih
dan baik.
×
12. Pemantauan terhadap upaya pencegahan kontaminasi silang. × 13. Penerapan tindakan koreksi apabila ditemukan
ketidaksesuaian yang mengakibatkan kontaminasi silang. ×
14. Ketersediaan catatan terkait SSOP pencegahan kontaminasi
silang pada produk. ×
Total Skor (48/70 x 100%) 68,57% Sumber: Hasil Olah Data (2019)
Terdapat beberapa kegiatan pencegahan kontaminasi silang di PT. DAMM
yang belum dilakukan atau belum maksimal. Praktik pencucian tangan yang
dilakukan karyawan sering tidak sesuai tahapan cara mencuci tangan yang baik dan
benar, serta tidak menggunakan sanitizer tangan. Pengontrolan kondisi kebersihan
pribadi pekerja juga hanya secara visual dan sekilas. Hampir semua karyawan

77
jarang menggunakan aprons (celemek), serta masker dan sepatu kerja (boots) juga
tidak selalu digunakan. Oleh karena itu, hal tersebut sangat memungkinkan untuk
terjadinya kontaminasi silang pada pangan dari pekerja. Hal tersebut disebabkan
karena kurang tegasnya pihak perusahaan (kepala produksi atau bagian QC) dalam
menegakkan cara berpakaian karyawan yang baik dan lengkap, selain itu juga
pemahaman karyawan yang kurang baik mengenai sumber-sumber yang dapat
menyebabkan kontaminasi silang terhadap pangan.
Pembersihan area penanganan dan pengolahan pangan masih belum
sempurna karena terkadang pembersihan dinding, langit-langit dan ventilasi belum
rutin, sehingga hal tersebut memungkinkan untuk terjadinya kontaminasi silang
pada pangan atau pada area produksi. Beberapa kekurangan dalam kegiatan
pembersihan yang dilakukan terhadap mesin, peralatan produksi dan wadah-wadah
yang tidak kontak langsung dengan pangan, yaitu yang telah dijelaskan pada
pembahasan aspek kebersihan permukaan yang kontak dengan makanan.
Terkadang beberapa karyawan juga kurang cermat atau teliti dalam melakukan
kegiatan pembersihan area dan alat penanganan dan pengolahan pangan, sehingga
kotoran yang tertinggal dapat menyebabkan sumber kontaminasi pada area
produksi atau pada pangan yang dihasilkan.
Terdapat beberapa penyimpangan pada cara dan kondisi ruangan atau
tempat penyimpanan bahan pangan, produk akhir, peralatan produksi, label dan
wadah pengemas. Tong penampung nata lembaran tidak diletakkan di atas pallet
dan tempat penyimpanannya berupa ruangan setengah terbuka. Tong penampung
air kelapa juga diletakkan di ruang terbuka. Lemari penyimpanan bahan tambahan

78
pangan dan rak produk akhir cenderung masih menempel dinding dan lantai,
sehingga menyulitkan dilakukannya pembersihan ruangan penyimpanan dengan
sempurna. Selain itu, kondisi ruangan gudang produk akhir masih cukup gelap atau
kurangnya pencahayaan, serta kurangnya sirkulasi udara. Kondisi gudang produk
akhir tersebut dapat menyebabkan masuknya atau menjadi tempat berkembangnya
hama dan mikroorganisme. Kondisi cara penyimpanan peralatan di dalam lemari
juga masih kurang rapi dan lemari tersebut cenderung masih menempel dinding dan
lantai, serta untuk peralatan-peralatan yang berukuran besar belum memiliki tempat
atau ruangan penyimpanan khusus. Penyimpanan sebagian kemasan primer juga
masih di ruangan yang sama dengan penyimpanan bahan tambahan atau penolong
pangan, serta kemasan sekunder (ember) masih diletakkan di dalam gudang produk
akhir dan di ruang proses, dan tidak menggunakan pallet.
Pemantauan atau pengawasan yang dilakukan kepala produksi atau bagian
QC terhadap kondisi dan kegiatan di dalam pabrik selama proses produksi hanya
dilakukan secara sekilas saja dan hal tersebut menyebabkan kurang terjaminnya
pangan bebas dari kontaminasi silang akibat kondisi pekerja, bahan mentah, area
dan alat penanganan dan pengolahan pangan atau wadah atau pengemas. Selain itu,
terkadang kepala produksi atau bagian QC kurang tegas dalam menegakkan
tindakan perbaikan terhadap bentuk-bentuk ketidaksesuaian yang dianggapnya
dalam kategori ringan. Perusahaan belum melakukan dokumentasi kegiatan
pembersihan area pabrik, rekaman kegiatan general cleaning, rekaman audit
personal, rekaman monitoring periodik dan rekaman saat terjadi tindakan koreksi.
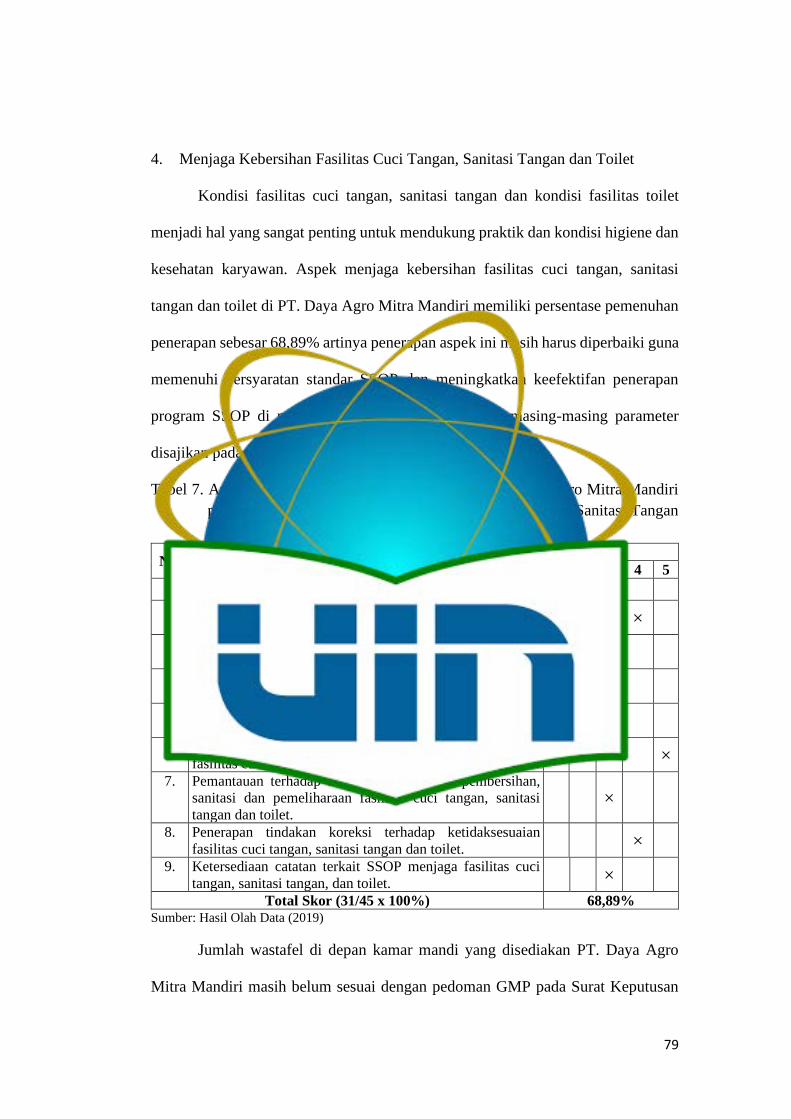
79
4. Menjaga Kebersihan Fasilitas Cuci Tangan, Sanitasi Tangan dan Toilet
Kondisi fasilitas cuci tangan, sanitasi tangan dan kondisi fasilitas toilet
menjadi hal yang sangat penting untuk mendukung praktik dan kondisi higiene dan
kesehatan karyawan. Aspek menjaga kebersihan fasilitas cuci tangan, sanitasi
tangan dan toilet di PT. Daya Agro Mitra Mandiri memiliki persentase pemenuhan
penerapan sebesar 68,89% artinya penerapan aspek ini masih harus diperbaiki guna
memenuhi persyaratan standar SSOP dan meningkatkan keefektifan penerapan
program SSOP di perusahaan. Hasil penilaian untuk masing-masing parameter
disajikan pada Tabel 7.
Tabel 7. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Menjaga Kebersihan Fasilitas Cuci Tangan, Sanitasi Tangan
dan Toilet
No. Parameter Skor
1 2 3 4 5
1. Pembersihan fasilitas cuci tangan, sanitasi tangan dan toilet. × 2. Pemeliharaan kondisi dan kelengkapan/ ketersediaan
fasilitas cuci tangan, sanitasi tangan dan toilet. ×
3. Sosialisasi tentang pentingnya program pencucian dan
sanitasi tangan, serta kondisi higiene personel. ×
4. Ketersediaan petunjuk cara mencuci tangan yang baik dan
benar. ×
5. Pembersihan dan pemeliharaan fasilitas cuci tangan,
sanitasi tangan dan toilet karyawan secara rutin. ×
6. Ketersediaan petugas yang bertanggung jawab terhadap
fasilitas cuci tangan, sanitasi tangan dan toilet karyawan. ×
7. Pemantauan terhadap kondisi dan kegiatan pembersihan,
sanitasi dan pemeliharaan fasilitas cuci tangan, sanitasi
tangan dan toilet. ×
8. Penerapan tindakan koreksi terhadap ketidaksesuaian
fasilitas cuci tangan, sanitasi tangan dan toilet. ×
9. Ketersediaan catatan terkait SSOP menjaga fasilitas cuci
tangan, sanitasi tangan, dan toilet. ×
Total Skor (31/45 x 100%) 68,89% Sumber: Hasil Olah Data (2019)
Jumlah wastafel di depan kamar mandi yang disediakan PT. Daya Agro
Mitra Mandiri masih belum sesuai dengan pedoman GMP pada Surat Keputusan

80
Menteri Perindustrian RI Nomor 75 tahun 2010 karena apabila jumlah karyawan
pria 1-25 orang, maka jumlah kamar mandi seharusnya satu buah dengan dua buah
wastafel dan apabila jumlah karyawan wanita 1-20 orang, maka jumlah kamar
mandi atau toilet seharusnya satu buah dengan dua buah wastafel. Masing-masing
toilet juga belum dilengkapi dengan tempat sampah dan tanda peringatan tertulis
mengenai pentingnya program pencucian tangan dengan sabun setelah
menggunakan toilet. Wastafel di depan kamar mandi juga belum dilengkapi dengan
sabun cuci tangan, hand dryer, sanitizer, petunjuk cara mencuci tangan yang benar
dan tempat sampah. Selain itu, wastafel di depan pintu masuk ruang pengolahan
juga belum dilengkapi sanitizer untuk tangan dan seharusnya tempat sampah yang
digunakan adalah tempat sampah dengan pijakan kaki untuk membuka penutupnya.
Hal-hal tersebut menyebabkan kurang mendukungnya kegiatan hygiene karyawan
yang bertujuan untuk mencegah terjadinya kontaminasi kotoran dan
mikroorganisme patogen pada area produksi dan pangan.
PT. Daya Agro Mitra Mandiri belum memberikan sosialisasi atau
peringatan mengenai program pencucian dan sanitasi tangan, serta pentingnya
kebersihan personel secara rutin dan efektif, melainkan hanya teguran yang
diberikan kepala produksi jika kepala produksi melihat terdapat karyawan yang
tidak melakukan pencucian tangan dengan baik atau kondisi personel yang tidak
hygiene dan teguran tersebut masih kurang tegas.
81
(a) (b) (c)
Gambar 9. (a) Fasilitas Cuci Tangan Depan Pintu Ruang Produksi, (b) Fasilitas
Cuci Tangan Depan Toilet, (c) Toilet Karyawan Produksi
Pembersihan fasilitas cuci tangan belum dilakukan secara rutin dan
terkadang kegiatan pembersihan tersebut masih kurang cermat atau teliti.
Pembersihan toilet juga terkadang masih kurang cermat atau teliti dan kondisi toilet
sudah kurang layak. Saat kegiatan pembersihan fasilitas cuci tangan dan toilet
berlangsung tidak terlalu diawasi dan dipantau oleh kepala produksi. Pemeriksaan
terhadap kondisi kebersihan fasilitas cuci tangan dan toilet yang dilakukan kepala
produksi juga kurang cermat, hanya sekilas saja. Pengecekkan kondisi fasilitas cuci
tangan dan toilet selain yang rutin dilakukan oleh bagian maintenance (khususnya),
juga dilakukan oleh kepala produksi hampir setiap hari. Perusahaan belum
melakukan pencatatan mengenai kondisi, lokasi dan ketersediaan fasilitas cuci
tangan, sanitasi tangan dan toilet.
5. Pencegahan Adulterasi
Tujuan dari proteksi produk dari penyebab kontaminasi (adulteran) adalah
untuk menjamin bahwa bahan dan produk pangan, bahan pengemas dan permukaan
yang kontak langsung dengan pangan terlindungi dari kontaminasi bahan-bahan
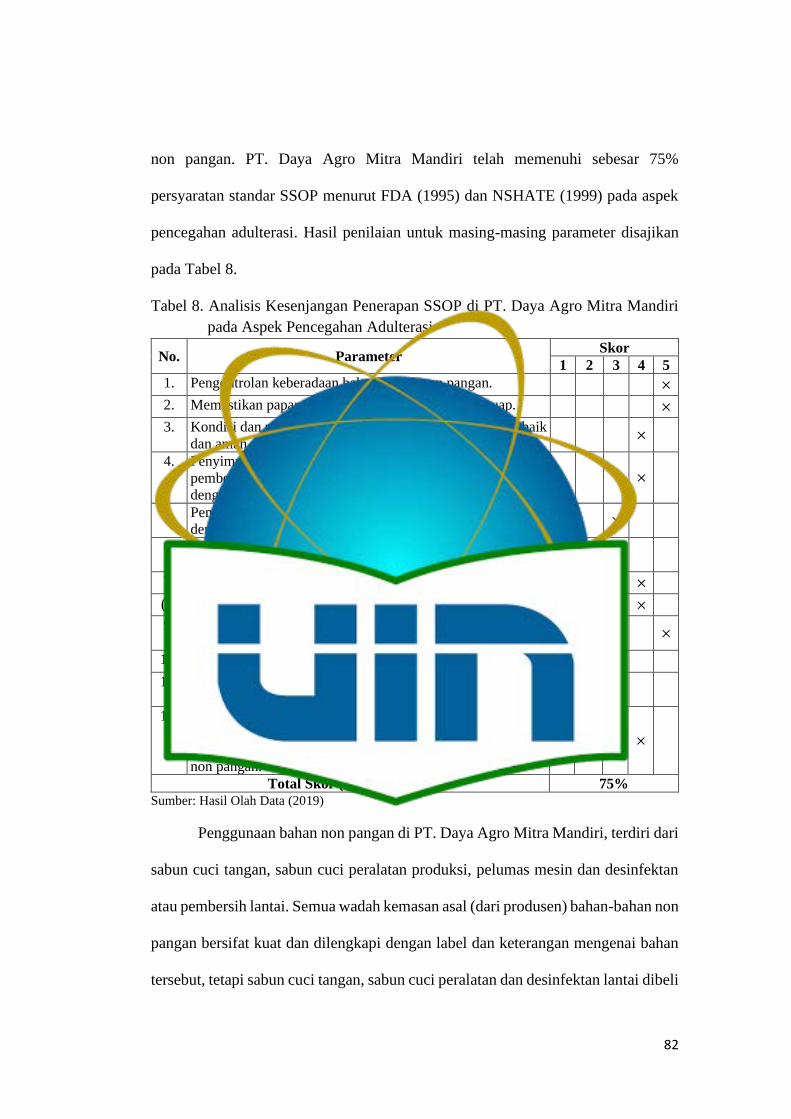
82
non pangan. PT. Daya Agro Mitra Mandiri telah memenuhi sebesar 75%
persyaratan standar SSOP menurut FDA (1995) dan NSHATE (1999) pada aspek
pencegahan adulterasi. Hasil penilaian untuk masing-masing parameter disajikan
pada Tabel 8.
Tabel 8. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Pencegahan Adulterasi
No. Parameter Skor
1 2 3 4 5
1. Pengontrolan keberadaan bahan-bahan non pangan. × 2. Memastikan paparan bahan non pangan telah menguap. × 3. Kondisi dan penempatan wadah bahan non pangan yang baik
dan aman. ×
4. Penyimpanan terpisah bahan non pangan dan peralatan
pembersihan dari kemasan produk, permukaan yang kontak
dengan pangan, bahan pangan dan produk pangan olahan. ×
5. Pembersihan seluruh area produksi/ area dalam pabrik
dengan baik dan rutin. ×
6. Penyimpanan bahan pangan, peralatan produksi dan produk
disimpan yang tertutup dan aman. ×
7. Pemusnahan produk atau bahan yang sudah tidak terpakai. × (8. Pemeriksaan dan pemusnahaan keadaan tempat sampah. × 9. Pemisahan saluran air yang tidak saniter dengan air yang
saniter. ×
10. Pengolahan limbah cair/ air yang tidak saniter. × 11. Pemantauan terhadap kondisi, penggunaan, keberadaan
bahan berpotensi toksin. ×
12. Penerapan tindakan koreksi apabila terjadi kontaminasi pada
bahan pangan, produk pangan, kemasan produk atau
permukaan yang kontak dengan pangan dari bahan-bahan
non pangan.
×
Total Skor (45/60 x 100%) 75%
Sumber: Hasil Olah Data (2019)
Penggunaan bahan non pangan di PT. Daya Agro Mitra Mandiri, terdiri dari
sabun cuci tangan, sabun cuci peralatan produksi, pelumas mesin dan desinfektan
atau pembersih lantai. Semua wadah kemasan asal (dari produsen) bahan-bahan non
pangan bersifat kuat dan dilengkapi dengan label dan keterangan mengenai bahan
tersebut, tetapi sabun cuci tangan, sabun cuci peralatan dan desinfektan lantai dibeli
83
dalam bentuk curah, sehingga keterangan pada label hanya sebatas merk, kegunaan,
isi bersih, informasi produsen, sedangkan pada kemasan pelumas mesin produksi
juga terdapat keterangan bahwa bahan tersebut bersifat food grade. Setelah
penggunaan bahan non pangan, karyawan akan memastikan paparan bahan tersebut
telah menguap. Kegiatan pembersihan area produksi telah dijelaskan pada bagian
pembahasan aspek pencegahan kontaminasi silang. Penyimpanan bahan non
pangan dan peralatan pembersihan diletakkan di bangunan terpisah dengan
bangunan pabrik. Sabun cuci peralatan, cuci tangan dan desinfektan lantai
diletakkan di atas pallet, sedangkan pelumas mesin disimpan di dalam lemari spare
part mesin.
Limbah cair (air yang tidak saniter) yang dihasilkan dari pabrik adalah
limbah cair hasil proses produksi dan limbah cair hasil pencucian mesin, peralatan
dan area pengolahan. Namun, fasilitas pengolahan limbah cair yang dimiliki PT.
Daya Agro Mitra Mandiri sudah tidak dapat berfungsi lagi, sehingga tidak ada
pengolahan limbah cair tersebut.
Kondisi penyimpanan dan kondisi wadah bahan-bahan non pangan (sabun
cuci tangan, sabun cuci peralatan, desinfektan lantai, pelumas mesin) dijaga,
diawasi dan diperiksa setiap hari oleh petugas kebersihan dan bagian maintenance,
sedangkan saat penggunaan bahan non pangan tidak ada pengawasan khusus oleh
kepala produksi.
6. Pelabelan dan Penyimpanan Bahan Kimia yang Tepat
Pelabelan, penyimpanan dan penggunaan bahan kimia yang tepat dapat
menjamin bahwa benar adanya proteksi produk pangan olahan atau produk pangan
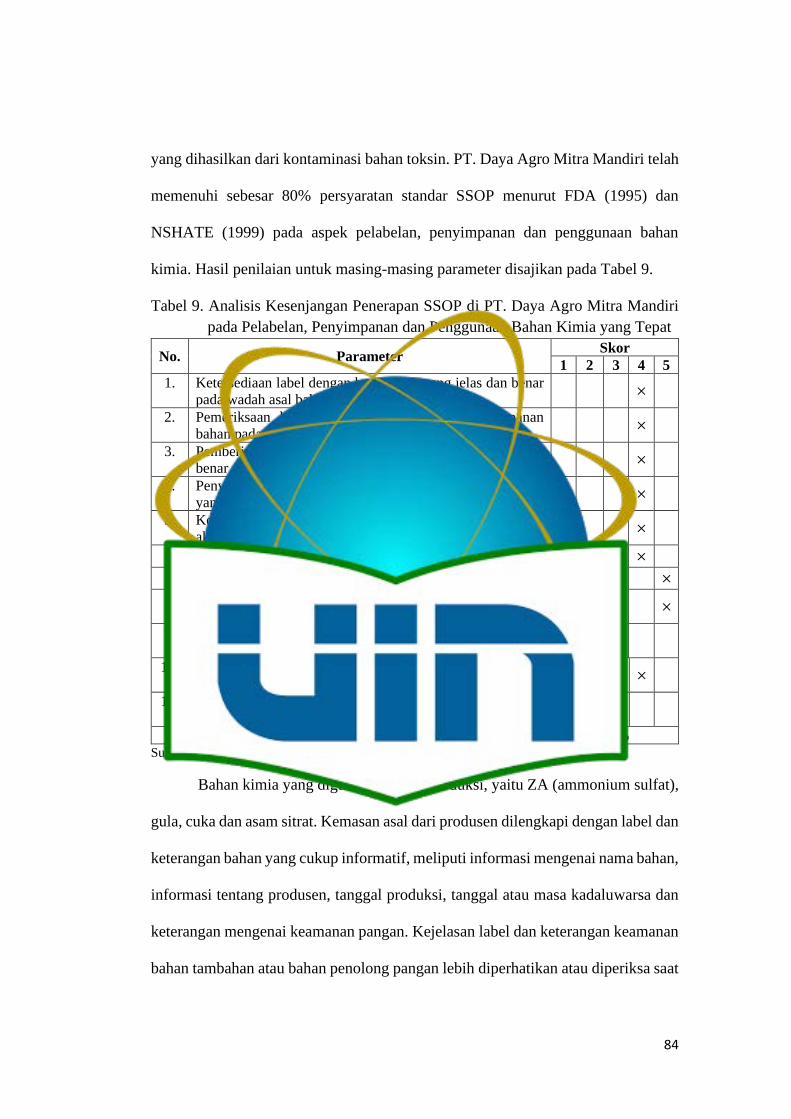
84
yang dihasilkan dari kontaminasi bahan toksin. PT. Daya Agro Mitra Mandiri telah
memenuhi sebesar 80% persyaratan standar SSOP menurut FDA (1995) dan
NSHATE (1999) pada aspek pelabelan, penyimpanan dan penggunaan bahan
kimia. Hasil penilaian untuk masing-masing parameter disajikan pada Tabel 9.
Tabel 9. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Pelabelan, Penyimpanan dan Penggunaan Bahan Kimia yang Tepat
No. Parameter Skor
1 2 3 4 5
1. Ketersediaan label dengan keterangan yang jelas dan benar
pada wadah asal bahan kimia. ×
2. Pemeriksaan kejelasan label dan keterangan keamanan
bahan pada wadah asal bahan kimia. ×
3. Pemberian label identitas dan informasi yang jelas dan
benar pada wadah kerja bahan kimia. ×
4. Penyimpanan bahan kimia yang baik dan terpisah antara
yang food grade dengan non food grade. ×
5. Kondisi ruangan penyimpanan bahan kimia tertutup dan
aksesnya dibatasi. ×
6. Pencatatan setiap pengeluaran dan pemasukan bahan kimia. × 7. Penggunaan bahan kimia yang benar. × 8. Ketersediaan petugas yang bertanggung jawab terhadap
pelabelan, penyimpanan dan penggunaan bahan kimia. ×
9. Monitoring/ pemeriksaan terhadap kegiatan dan kondisi
pelabelan, penyimpanan dan penggunaan bahan kimia. ×
10. Penerapan tindakan koreksi apabila terdapat penyimpangan
pada pelabelan, penyimpanan dan penggunaan bahan kimia. ×
11. Ketersediaan catatan terkait SSOP pelabelan, penyimpanan
dan penggunaan bahan kimia. ×
Total Skor (44/55 x 100%) 80%
Sumber: Hasil Olah Data (2019)
Bahan kimia yang digunakan untuk produksi, yaitu ZA (ammonium sulfat),
gula, cuka dan asam sitrat. Kemasan asal dari produsen dilengkapi dengan label dan
keterangan bahan yang cukup informatif, meliputi informasi mengenai nama bahan,
informasi tentang produsen, tanggal produksi, tanggal atau masa kadaluwarsa dan
keterangan mengenai keamanan pangan. Kejelasan label dan keterangan keamanan
bahan tambahan atau bahan penolong pangan lebih diperhatikan atau diperiksa saat

85
akan melakukan pembelian oleh kepala produksi dan bagian QC. Bahan ZA, gula
dan asam sitrat akan dipindahkan ke wadah kerja berupa toples untuk kebutuhan
satu hari produksi. Pada toples tersebut hanya ditempel keterangan nama bahan dan
toples tersebut disimpan di dalam lemari penyimpanan bahan tambahan atau bahan
penolong pangan yang berada di gudang produk jadi, tetapi penyimpanan di dalam
lemari tersebut masih kurang rapi, kemasan primer juga disimpan di dalam lemari
tersebut. Cuka tidak dipindahkan ke wadah kerja. Penyimpanan bahan ZA, gula,
cuka dan asam sitrat menggunakan catatan stock yang dilakukan oleh karyawan
gudang dan menggunakan sistem FIFO (First In First Out), tetapi pencatatan
bagian keterangan masih kurang rapi. Pihak yang memiliki akses ke dalam ruangan
penyimpanan bahan tambahan pangan adalah kepala produksi, karyawan gudang
dan penanggung jawab tahapan produksi yang menggunakan bahan tambahan atau
bahan penolong pangan, tetapi akses ke ruangan tersebut tidak terlalu diawasi
dengan ketat dan tirai ruangan tersebut terkadang terbuka. Saat penggunaan bahan
tambahan atau bahan penolong pangan diawasi oleh kepala produksi.
Bentuk wadah kemasan asal (dari produsen), keterangan pada wadah asal,
serta letak dan cara penyimpanan sabun cuci tangan, sabun cuci peralatan,
pembersih lantai dan pelumas mesin telah dijelaskan pada pembahasan aspek
pencegahan adulterasi. Pemeriksaan terhadap kondisi atau kejelasan label atau
keterangan pada label kemasan sabun cuci tangan, sabun cuci peralatan,
pembersihan lantai dan pelumas mesin dilakukan saat setiap pembelian oleh bagian
purchasing atas permintaan kepala produksi dan bagian QC. Saat pembelian sabun
cuci peralatan dan pelumas mesin produksi, kepala produksi, bagian QC dan bagian

86
purchasing memastikan terlebih dahulu bahan tersebut aman digunakan pada
industri pengolahan pangan atau tidak. Sabun cuci tangan akan dipindahkan ke
wadah berupa botol atau terkadang perusahaan membeli sabun cuci tangan di
pasaran yang menggunakan wadah kemasan siap pakai, sedangkan sabun cuci
peralatan, desinfektan lantai dan pelumas mesin tidak dipindahkan ke wadah kerja.
Pencatatan stock bahan non pangan juga masih kurang rapi, sama seperti catatan
stock bahan tambahan pangan.
Pemantauan cara atau kondisi penyimpanan bahan non pangan dan bahan
tambahan pangan yang dilakukan kepala produksi, bagian maintenance, petugas
kebersihan dan bagian gudang belum dilakukan secara rutin dan cermat.
Dokumentasi kegiatan monitoring periodik dan rekaman saat terjadi tindakan
koreksi juga belum dilakukan.
7. Pengendalian Kesehatan Karyawan
Pengendalian kesehatan karyawan ditujukan untuk mengelola personil atau
karyawan produksi sehingga tidak menjadi sumber kontaminasi mikrobiologi pada
pangan, bahan pengemas dan permukaan yang kontak dengan pangan. Aspek
pengendalian kesehatan karyawan di PT. Daya Agro Mitra Mandiri memiliki
persentase pemenuhan penerapan sebesar 66,67% artinya penerapan aspek
pengendalian kesehatan karyawan masih harus diperbaiki guna memenuhi
persyaratan standar SSOP dan meningkatkan keefektifan penerapan program SSOP
di perusahaan. Hasil penilaian untuk masing-masing parameter disajikan pada
Tabel 10.

87
Tabel 10. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Pengendalian Kesehatan Karyawan
No. Parameter Skor
1 2 3 4 5
1. Kondisi kebersihan pribadi pekerja yang terjaga. × 2. Penerapan cuci tangan dengan baik. × 3. Pelaksanaan tanggung jawab melapor jika karyawan sakit. × 4. Pengontrolan atau pemeriksaan medis terhadap kesehatan
karyawan. ×
5. Pengendalian bagi karyawan yang sakit. × 6. Ketersediaan rekaman terkait SSOP pengendalian kesehatan
karyawan. ×
Total Skor (20/30 x 100%) 66,67%
Sumber: Hasil Olah Data (2019)
Kondisi kebersihan pekerja di PT. Daya Agro Mitra Mandiri, seperti
rambut, kuku, kulit dalam kondisi yang cukup terjaga (cukup baik). Namun, untuk
pakaian atau perlengkapan kerja karyawan sering tidak menggunakan celemek
(aprons), sepatu kerja dan masker, serta praktik pencucian tangan belum dilakukan
secara sempurna, seperti yang telah dibahas pada aspek kebersihan permukaan yang
kontak dengan pangan dan pada aspek pencegahan kontaminasi silang. Perusahaan
hanya mengontrol kondisi kesehatan karyawan yang dapat terlihat secara visual
saja, hanya secara sekilas dan belum rutin, artinya tidak dilakukan secara sengaja
dan dengan efektif. Selain itu, belum ada pemeriksaan kesehatan reguler atau secara
berkala yang lebih mendalam, seperti pemeriksaan medis di klinik atau rumah sakit.
Bahkan pencatatan riwayat kesehatan karyawan belum dilakukan di PT. Daya Agro
Mitra Mandiri, jadi perusahaan belum memiliki rekaman data kesehatan karyawan
sama sekali. Kurangnya perhatian atau kontrol terhadap kondisi kesehatan
karyawan termasuk kondisi dan kegiatan higiene karyawan, dikarenakan kurangnya
kesadaran kepala produksi dan karyawan mengenai kondisi kesehatan, kegiatan dan
kondisi hygiene personil yang tidak baik dapat menjadi sumber kontaminasi
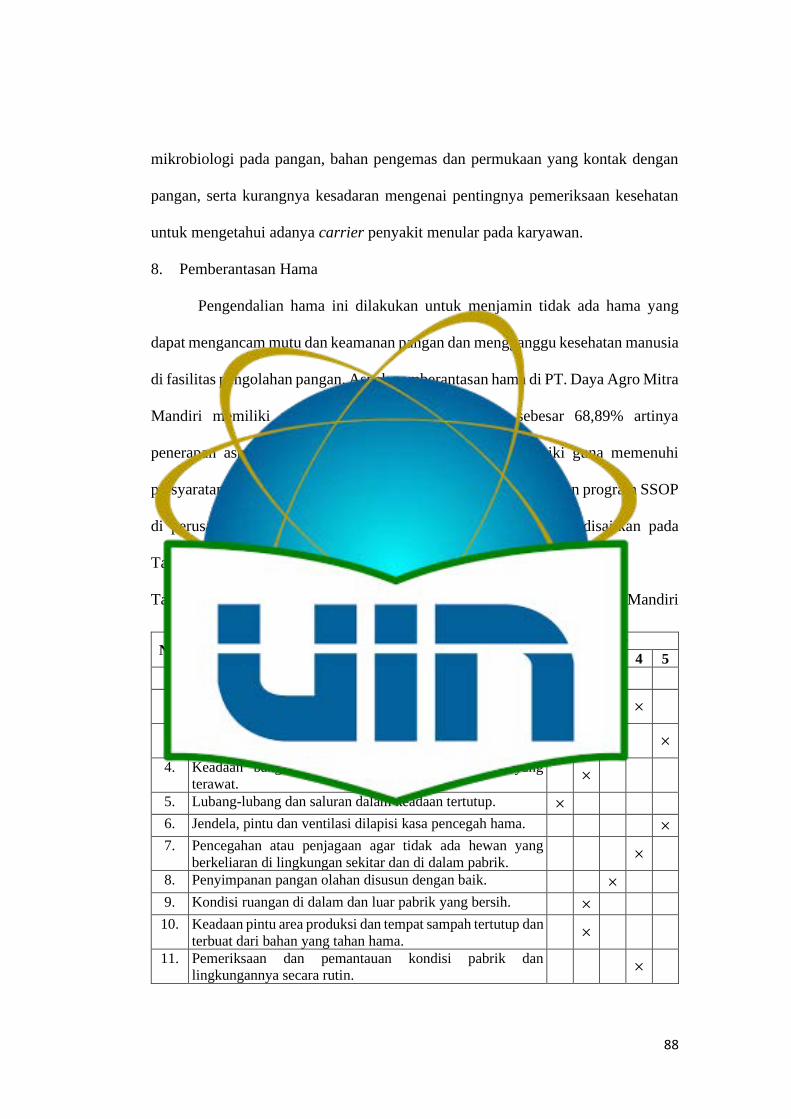
88
mikrobiologi pada pangan, bahan pengemas dan permukaan yang kontak dengan
pangan, serta kurangnya kesadaran mengenai pentingnya pemeriksaan kesehatan
untuk mengetahui adanya carrier penyakit menular pada karyawan.
8. Pemberantasan Hama
Pengendalian hama ini dilakukan untuk menjamin tidak ada hama yang
dapat mengancam mutu dan keamanan pangan dan mengganggu kesehatan manusia
di fasilitas pengolahan pangan. Aspek pemberantasan hama di PT. Daya Agro Mitra
Mandiri memiliki persentase pemenuhan penerapan sebesar 68,89% artinya
penerapan aspek pemberantasan hama masih harus diperbaiki guna memenuhi
persyaratan standar SSOP dan meningkatkan keefektifan penerapan program SSOP
di perusahaan. Hasil penilaian untuk masing-masing parameter disajikan pada
Tabel 11.
Tabel 11. Analisis Kesenjangan Penerapan SSOP di PT. Daya Agro Mitra Mandiri
pada Aspek Pemberantasan Hama
No. Parameter Skor
1 2 3 4 5
1. Penerapan program sanitasi yang baik. × 2. Pengawasan terhadap bahan-bahan yang masuk ke dalam
pabrik. ×
3. Pengurangan atau pemantauan penggunaan bahan pembasmi
hama. ×
4. Keadaan bangunan pabrik atau tempat produksi yang
terawat. ×
5. Lubang-lubang dan saluran dalam keadaan tertutup. × 6. Jendela, pintu dan ventilasi dilapisi kasa pencegah hama. × 7. Pencegahan atau penjagaan agar tidak ada hewan yang
berkeliaran di lingkungan sekitar dan di dalam pabrik. ×
8. Penyimpanan pangan olahan disusun dengan baik. × 9. Kondisi ruangan di dalam dan luar pabrik yang bersih. ×
10. Keadaan pintu area produksi dan tempat sampah tertutup dan
terbuat dari bahan yang tahan hama. ×
11. Pemeriksaan dan pemantauan kondisi pabrik dan
lingkungannya secara rutin. ×
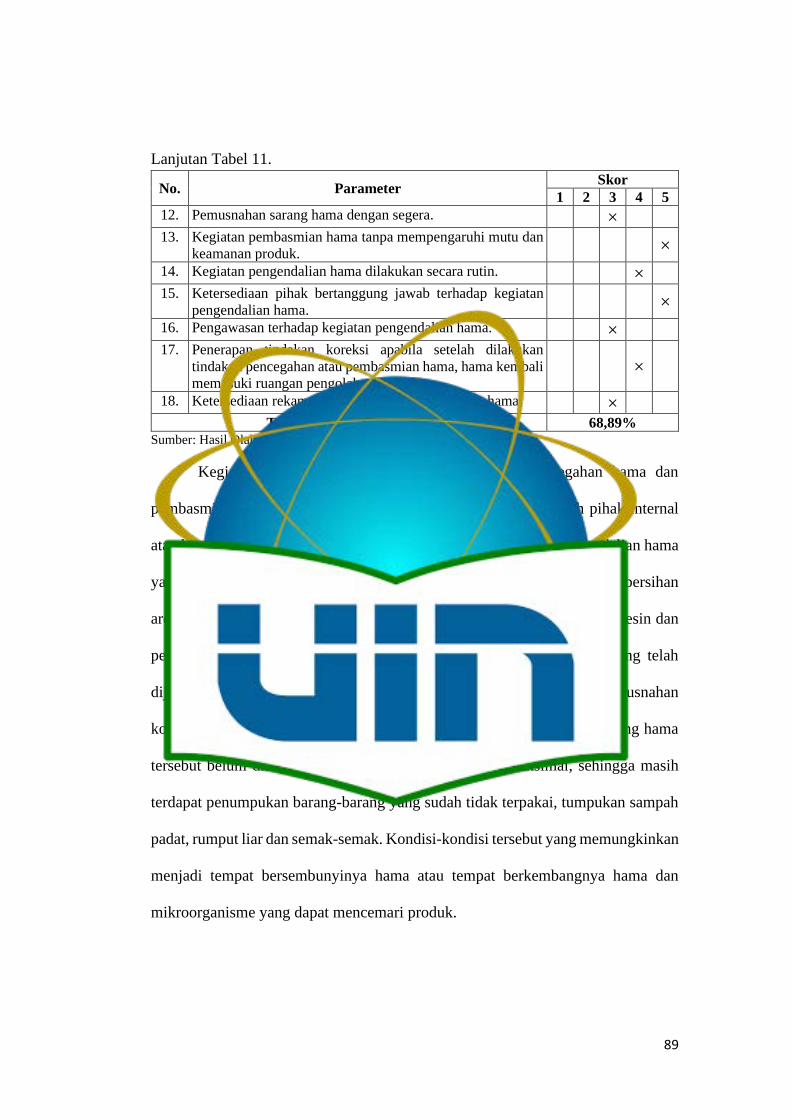
89
Lanjutan Tabel 11.
No. Parameter Skor
1 2 3 4 5
12. Pemusnahan sarang hama dengan segera. × 13. Kegiatan pembasmian hama tanpa mempengaruhi mutu dan
keamanan produk. ×
14. Kegiatan pengendalian hama dilakukan secara rutin. × 15. Ketersediaan pihak bertanggung jawab terhadap kegiatan
pengendalian hama. ×
16. Pengawasan terhadap kegiatan pengendalian hama. × 17. Penerapan tindakan koreksi apabila setelah dilakukan
tindakan pencegahan atau pembasmian hama, hama kembali
memasuki ruangan pengolahan. ×
18. Ketersediaan rekaman terkait SSOP pengendalian hama. × Total Skor (62/90 x 100%) 68,89%
Sumber: Hasil Olah Data (2019)
Kegiatan pengendalian hama meliputi kegiatan pencegahan hama dan
pembasmian hama. Upaya pencegahan hama wajib dilakukan oleh pihak internal
atau karyawan itu sendiri (pihak perusahaan). Namun, kegiatan pengendalian hama
yang dilakukan perusahaan masih kurang memenuhi pedoman SSOP. Pembersihan
area pabrik (area pengolahan dan penanganan pangan, area luar pabrik, mesin dan
peralatan) belum dilakukan secara sempurna atau maksimal, seperti yang telah
dijelaskan pada pembahasan aspek pencegahan kontaminasi silang. Pemusnahan
kondisi lingkungan atau area, bahan atau barang yang dapat menjadi sarang hama
tersebut belum dilakukan secara konsisten dan belum maksimal, sehingga masih
terdapat penumpukan barang-barang yang sudah tidak terpakai, tumpukan sampah
padat, rumput liar dan semak-semak. Kondisi-kondisi tersebut yang memungkinkan
menjadi tempat bersembunyinya hama atau tempat berkembangnya hama dan
mikroorganisme yang dapat mencemari produk.
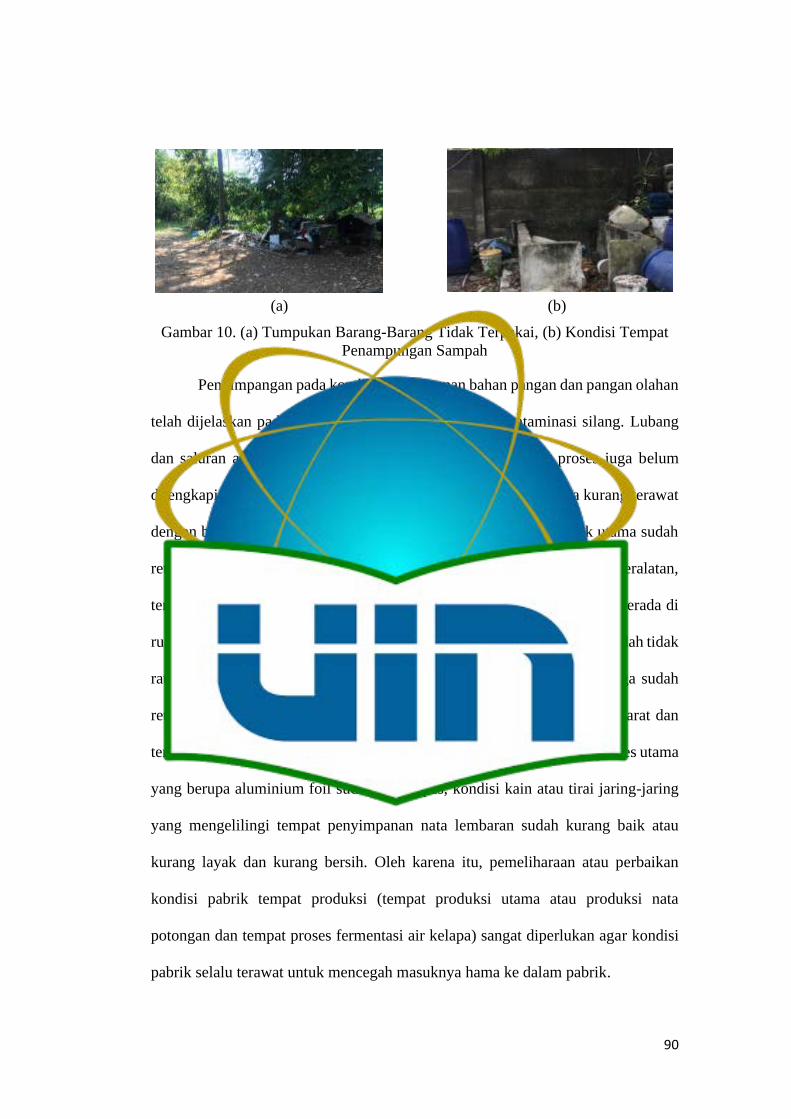
90
(a) (b)
Gambar 10. (a) Tumpukan Barang-Barang Tidak Terpakai, (b) Kondisi Tempat
Penampungan Sampah
Penyimpangan pada kondisi penyimpanan bahan pangan dan pangan olahan
telah dijelaskan pada pembahasan aspek pencegahan kontaminasi silang. Lubang
dan saluran atau selokan pembuangan air yang ada di ruang proses juga belum
dilengkapi dengan penutup. Beberapa bagian bangunan pabrik juga kurang terawat
dengan baik, yaitu lantai keramik di beberapa bagian ruangan pabrik utama sudah
retak atau pecah, tempat penyimpanan nata lembaran, tempat pencucian peralatan,
tempat boiling dan tempat penyimpanan dan pemasakan air kelapa juga berada di
ruangan terbuka dengan lantai masih berupa aspal yang kondisinya juga sudah tidak
rata, kondisi dinding tembok di beberapa bagian ruang pabrik utama juga sudah
retak, kondisi dinding asbes di beberapa bagian ruangan juga sudah berkarat dan
terbuka atau berlubang, kondisi beberapa bagian langit-langit di ruang proses utama
yang berupa aluminium foil sudah terkelupas, kondisi kain atau tirai jaring-jaring
yang mengelilingi tempat penyimpanan nata lembaran sudah kurang baik atau
kurang layak dan kurang bersih. Oleh karena itu, pemeliharaan atau perbaikan
kondisi pabrik tempat produksi (tempat produksi utama atau produksi nata
potongan dan tempat proses fermentasi air kelapa) sangat diperlukan agar kondisi
pabrik selalu terawat untuk mencegah masuknya hama ke dalam pabrik.

91
PT. Daya Agro Mitra Mandiri juga melibatkan pihak eksternal, yaitu jasa
pengendali hama PT. Ertos Indonesia untuk mengendalikan hama. Kegiatan
pengendalian hama yang dilakukan oleh pihak eskternal dilakukan rutin setiap satu
minggu sekali. Kegiatan pengendalian hama yang dilakukan oleh pihak eksternal
yaitu pemasangan perangkap hama (umpan dan glue trap atau glue paper),
penggunaan space treatment dan ULV untuk pengendalian hama serangga (kecoa,
semut, lalat dan nyamuk), serta penyemprotan hama menggunakan larutan
Bromodiolon dan Sipermethrine. Bahan pestisida yang digunakan oleh pihak
eksternal sudah mendapat izin dari Departemen Pertanian dan dengan dosis anjuran
sehingga tidak berbahaya bagi manusia, hewan dan lingkungan. Bahan pestisida
tersebut mempunyai lembar keterangan keamanan bahan atau Manual Safety Data
Sheet (MSDS). Semua kegiatan pembasmian hama yang dilakukan pihak eksternal
diawasi oleh kepala produksi. Setiap selesai melakukan pembasmian hama, pihak
eksternal tersebut membuat laporan pekerjaan harian. Selain itu, terdapat juga
laporan bulanan dari pihak eksternal, tetapi belum dilakukan secara rutin.
5.1.2 Analisis Kesenjangan (GAP Analysis) Penerapan Good Manufacturing
Practices (GMP) di PT. Daya Agro Mitra Mandiri
Prosedur GMP telah dikembangkan pada tahun 2010 oleh Menteri
Perindustrian RI dengan mengeluarkan Surat Keputusan No. 75/M-
IND/PER/7/2010 tentang Pedoman Cara Produksi Pangan Olahan Yang Baik
(Good Manufacturing Practices) yang meliputi 18 aspek. Berdasarkan analisis
GAP penerapan GMP di PT. Daya Agro Mitra Mandiri, diperoleh rata-rata skor
penerapan keseluruhan sebesar 73,59%. Hal tersebut menunjukkan bahwa
penerapan GMP pada produksi nata de coco di PT. Daya Agro Mitra Mandiri masih
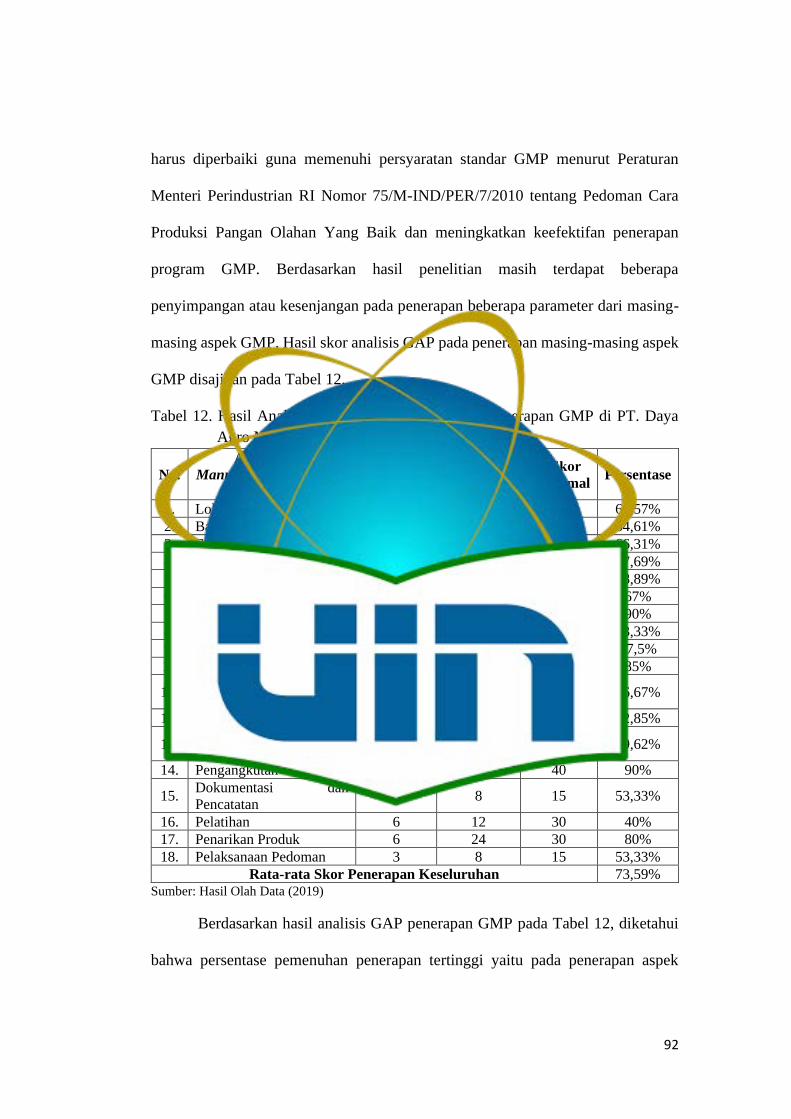
92
harus diperbaiki guna memenuhi persyaratan standar GMP menurut Peraturan
Menteri Perindustrian RI Nomor 75/M-IND/PER/7/2010 tentang Pedoman Cara
Produksi Pangan Olahan Yang Baik dan meningkatkan keefektifan penerapan
program GMP. Berdasarkan hasil penelitian masih terdapat beberapa
penyimpangan atau kesenjangan pada penerapan beberapa parameter dari masing-
masing aspek GMP. Hasil skor analisis GAP pada penerapan masing-masing aspek
GMP disajikan pada Tabel 12.
Tabel 12. Hasil Analisis GAP Penyimpangan pada Penerapan GMP di PT. Daya
Agro Mitra Mandiri
No.
Aspek Good
Manufacturing Practices
(GMP)
Jumlah
Parameter
∑ Skor
Tiap
Parameter
∑ Skor
Maksimal Persentase
1. Lokasi 7 24 35 68,57%
2. Bangunan 13 42 65 64,61%
3. Fasilitas Sanitasi 19 63 95 66,31%
4. Mesin dan Peralatan 13 57 65 87,69%
5. Bahan 9 40 45 88,89%
6. Pengawasan Proses 20 67 100 67%
7 Produk Akhir 4 18 20 90%
8. Laboratorium 3 14 15 93,33%
9. Karyawan 8 27 40 67,5%
10 Pengemas 8 34 40 85%
11. Label dan Keterangan
Produk 3 13 15 86,67%
12. Penyimpanan 14 51 70 72,85%
13. Pemeliharaan dan
Program Sanitasi 27 94 135 69,62%
14. Pengangkutan 8 36 40 90%
15. Dokumentasi dan
Pencatatan 3 8 15 53,33%
16. Pelatihan 6 12 30 40%
17. Penarikan Produk 6 24 30 80%
18. Pelaksanaan Pedoman 3 8 15 53,33%
Rata-rata Skor Penerapan Keseluruhan 73,59% Sumber: Hasil Olah Data (2019)
Berdasarkan hasil analisis GAP penerapan GMP pada Tabel 12, diketahui
bahwa persentase pemenuhan penerapan tertinggi yaitu pada penerapan aspek
93
laboratorium sebesar 93,33% yang artinya penerapan aspek laboratorium di PT.
Daya Agro Mitra Mandiri telah memenuhi persyaratan standar GMP menurut
Peraturan Menteri Perindustrian Nomor 75 Tahun 2010, sedangkan persentase
pemenuhan penerapan terendah yaitu pada penerapan aspek pelatihan sebesar 40%
yang artinya penerapan aspek pelatihan di PT. Daya Agro Mitra Mandiri masih
harus diperbaiki guna memenuhi persyaratan standar GMP dan meningkatkan
keefektifan penerapan program GMP. Berikut ini akan dijabarkan penilaian dan
penjelasan mengenai kesenjangan pada penerapan masing-masing aspek GMP di
PT. Daya Agro Mitra Mandiri.
1. Lokasi
Pemilihan lokasi pabrik tempat produksi berpengaruh pada mutu dan
kualitas produk yang dihasilkan. Aspek lokasi di PT. Daya Agro Mitra Mandiri
memiliki persentase pemenuhan penerapan sebesar 68,57% artinya penerapan
aspek lokasi masih harus diperbaiki guna memenuhi persyaratan standar GMP dan
meningkatkan keefektifan penerapan program GMP di perusahaan. Hasil penilaian
untuk masing-masing parameter disajikan pada Tabel 13. Berikut ini juga
dijabarkan penjelasan mengenai kesenjangan pada penerapan parameter-parameter
dari aspek lokasi.
Tabel 13. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Lokasi
No. Parameter Skor
1 2 3 4 5
1. Lokasi pabrik tempat produksi jauh dari daerah lingkungan
yang tercemar. ×
2. Lokasi pabrik tempat produksi jauh dari tempat pembuangan
sampah umum, limbah atau pemukiman penduduk kumuh. ×
3. Pabrik tempat produksi berada di daerah bebas banjir. ×
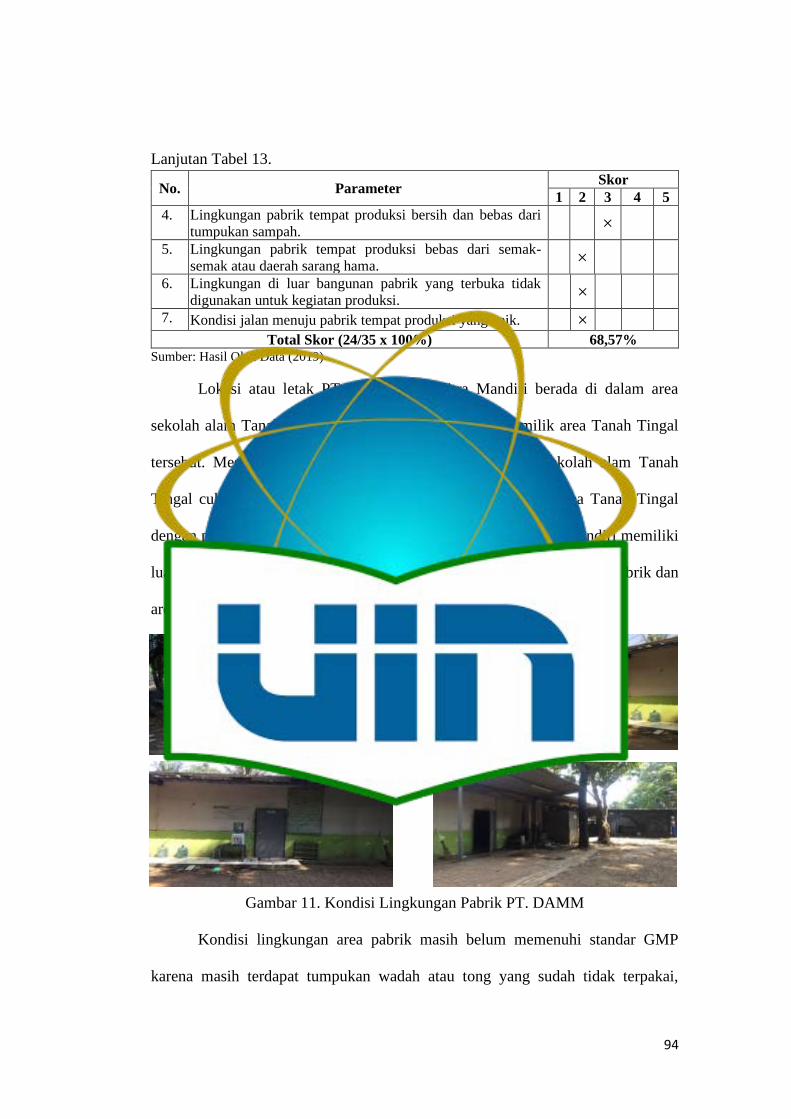
94
Lanjutan Tabel 13.
No. Parameter Skor
1 2 3 4 5
4. Lingkungan pabrik tempat produksi bersih dan bebas dari
tumpukan sampah. ×
5. Lingkungan pabrik tempat produksi bebas dari semak-
semak atau daerah sarang hama. ×
6. Lingkungan di luar bangunan pabrik yang terbuka tidak
digunakan untuk kegiatan produksi. ×
7. Kondisi jalan menuju pabrik tempat produksi yang baik. ×
Total Skor (24/35 x 100%) 68,57% Sumber: Hasil Olah Data (2019)
Lokasi atau letak PT. Daya Agro Mitra Mandiri berada di dalam area
sekolah alam Tanah Tingal yang juga terdapat rumah pemilik area Tanah Tingal
tersebut. Meskipun demikian, jarak antara pabrik dengan sekolah alam Tanah
Tingal cukup jauh ± 550 m dan jarak antara rumah pemilik area Tanah Tingal
dengan pabrik ± 300 m. Lahan PT. Daya Agro Mitra Mandiri itu sendiri memiliki
luas ± 600 m2 dengan luas bangunan ± 577,19 m2 yang terdiri dari area pabrik dan
area kantor.
Gambar 11. Kondisi Lingkungan Pabrik PT. DAMM
Kondisi lingkungan area pabrik masih belum memenuhi standar GMP
karena masih terdapat tumpukan wadah atau tong yang sudah tidak terpakai,

95
tumpukan sampah padat (hasil kegiatan non produksi), kondisi tempat pembuangan
sampah yang berantakan, serta kondisi jalan menuju pabrik dari jalan raya tidak rata
karena masih berupa tanah - bebatuan dan belum ada saluran air di jalanan tersebut,
seperti pada Gambar 9 dan 10. Selain itu, dikarenakan berada di dalam area sekolah
alam, sehingga lingkungan area pabrik juga tidak bisa benar-benar selalu dalam
keadaan bersih dan menyebabkan serangga atau hewan-hewan berdatangan di
daerah tersebut dan menjadi sumber berkumpulnya nyamuk karena dikelilingi
pohon-pohon besar dan semak-semak. Selain itu, adanya penggunaan lingkungan
di luar pabrik yang terbuka untuk kegiatan produksi, yaitu untuk tempat
penyimpanan nata lembaran, tempat penyimpanan air kelapa, tempat pemasakan air
kelapa, tempat proses boiling (produksi uap panas) dan tempat pencucian peralatan,
sangat memungkinkan adanya hewan yang berkeliaran di area tersebut.
2. Bangunan
Konstruksi bangunan yang higienis sangatlah penting untuk menjamin
proses produksi dapat dilakukan dan menghasilkan produk yang aman dan bermutu.
Aspek bangunan di PT. Daya Agro Mitra Mandiri memiliki persentase pemenuhan
penerapan sebesar 64,61% artinya penerapan aspek bangunan masih harus
diperbaiki guna memenuhi persyaratan standar GMP dan meningkatkan keefektifan
penerapan program GMP di perusahaan. Hasil penilaian untuk masing-masing
parameter disajikan pada Tabel 14. Berikut ini juga dijabarkan penjelasan mengenai
kesenjangan pada penerapan parameter-parameter dari aspek bangunan.
96
Tabel 14. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Bangunan
No. Parameter Skor
1 2 3 4 5
1. Tata letak (layout) bagian dalam ruangan sesuai urutan
proses produksi. ×
2. Desain bangunan dan ruangan memenuhi persyaratan teknik
dan higiene. ×
3. Konstruksi lantai ruangan produksi, kamar mandi, tempat
cuci tangan, toilet memenuhi syarat hygiene pangan olahan. ×
4. Konstruksi dinding pabrik, kamar mandi, tempat cuci
tangan, toilet memenuhi syarat hygiene pangan olahan. ×
5. Konstruksi atap memenuhi syarat hygiene pangan olahan. ×
6. Kondisi permukaan langit-langit memenuhi syarat hygiene
pangan olahan. ×
7. Kondisi penerangan dalam ruangan produksi memenuhi
syarat hygiene pangan olahan. ×
8. Kondisi pintu memenuhi syarat hygiene pangan olahan. ×
9. Kondisi jendela dan desain jendela memenuhi syarat hygiene
pangan olahan. ×
10. Jumlah dan ukuran jendela sesuai ukuran bangunan. ×
11. Kondisi ventilasi yang dapat mengontrol suhu, bau. ×
12. Kondisi permukaan tempat kerja yang kontak dengan bahan
pangan olahan baik, tahan lama, mudah dibersihkan. ×
13. Adanya kebijakan mengenai penggunaan bahan gelas di area
produksi, area pengemasan dan area penyimpanan. ×
Total Skor (42/65 x 100%) 64,61% Sumber: Hasil Olah Data (2019)
Bangunan yang dimiliki PT. Daya Agro Mitra Mandiri terdiri dari bangunan
kantor, bangunan pabrik tempat produksi, toilet karyawan dan bangunan
penyimpanan bahan non pangan. Bagian-bagian pada bangunan pabrik dapat dilihat
pada Gambar 12.
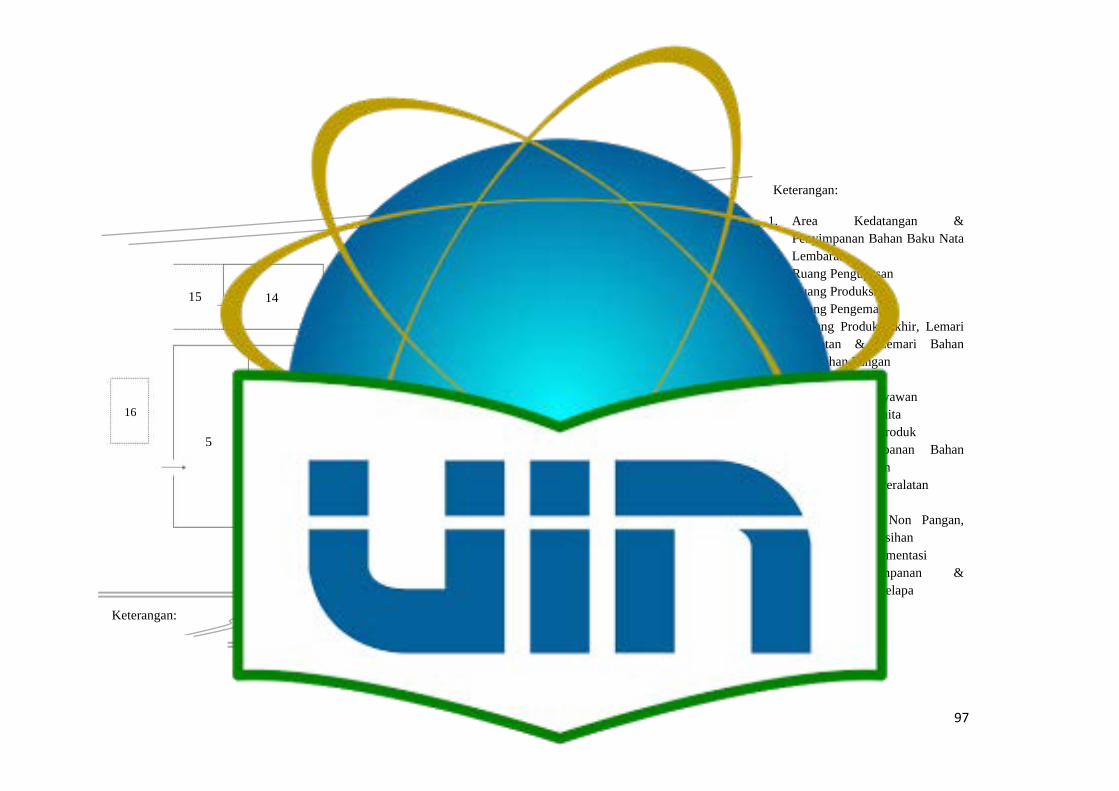
97
Keterangan:
1. Area Kedatangan &
Penyimpanan Bahan Baku Nata
Lembaran
2. Ruang Pengupasan
3. Ruang Produksi
4. Ruang Pengemasan
5. Gudang Produk Akhir, Lemari
Peralatan & Lemari Bahan
Tambahan Pangan
6. Ruang Ganti Pria
7. Pintu Masuk Karyawan
8. Ruang Ganti Wanita
9. Ruang Loading Produk
10. Ruang Penyimpanan Bahan
Tambahan Pangan
11. Area Pencucian Peralatan
12. Toilet Karyawan
13. Gudang Bahan Non Pangan,
Peralatan Pembersihan
14. Ruang Proses Fermentasi
15. Area Penyimpanan &
Pemasakan Air Kelapa
16. Area Boiling : Sungai
: Jalan
Keterangan:
Gambar 12. Denah Pabrik PT. Daya Agro Mitra Mandiri
15
16
5
3
13
4
2
1
6 7 8
12
9 10
11
14 15

98
Ruang produksi merupakan ruang pengolahan dari proses pencucian,
pembelahan dan pemotongan, sortasi, pemasakan dan pengepresan. Ruang
produksi tersebut tidak disekat antar proses, hanya peletakkan mesin dan peralatan
produksi yang disesuaikan dengan urutan proses. Layout atau tata letak ruang pada
bangunan pabrik cukup sesuai dengan urutan produksi, tetapi letak bangunan proses
fermentasi yang menghasilkan bahan baku nata lembaran tidak berada di dekat
ruangan penerimaan dan penyimpanan nata lembaran.
(a) (b)
(c) (d)
Gambar 13. Konstruksi Bangunan (a) Kondisi Lantai Keramik yang Retak, (b)
Saluran Air yang Belum Dilengkapi Penutup dan Kondisi Tembok yang Sulit
Dibersihkan, (c) Kondisi Langit-langit yang Mengelupas, (d) Kondisi Dinding
Asbes Berkarat
Lantai tempat penyimpanan nata lembaran, tempat pencucian peralatan,
tempat boiling dan tempat penyimpanan dan pemasakan air kelapa masih berupa
aspal yang sudah tidak rata, kondisi keramik di beberapa bagian juga sudah pecah
atau retak, lantai pada ruang proses belum memiliki kemiringan untuk memudahkan

99
pengaliran air, saluran air dan lubang pembuangan yang ada di ruang proses belum
dilengkapi dengan penutup, serta lantai dengan dinding masih membentuk sudut
siku-siku, sehingga sulit dilakukan pembersihan. Penggunaan lantai semen poles di
ruang fermentasi berpotensi sering timbulnya retak-retak rambut yang
memudahkan penyerapan air dan udara lembap.
Dinding pabrik yang berupa tembok dan triplek di cat dengan cat yang
bersifat matte atau tidak glossy, sehingga sulit dibersihkan. Selain itu, kondisi
permukaan tembok di beberapa bagian sudah retak-retak, kondisi permukaan asbes
di beberapa bagian juga sudah berkarat, pertemuan dinding dengan dinding masih
membentuk sudut siku-siku. Beberapa instalasi listrik yang terdapat pada dinding
pabrik belum tertanam dalam dinding dan hal tersebut dapat membahayakan,
terutama jika berdekatan dengan sumber air.
Atap bangunan pabrik tempat produksi utama dan bangunan proses
fermentasi terbuat dari asbes. Terdapat beberapa ruangan yang tidak memiliki
langit-langit atau plafon, sehingga sangat berpotensi terjadi kontaminasi langsung
terhadap pangan atau permukaan yang kontak dengan pangan jika terdapat celah
pada atap. Langit-langit pada ruang produksi terbuat dari aluminium foil yang sulit
dibersihkan dan pada beberapa bagian sudah mengelupas atau terbuka, seperti yang
terlihat pada Gambar 13. Langit-langit ruangan penyimpanan bahan tambahan
pangan dan ruang pengemasan terbuat dari bahan triplek yang dicat menggunakan
cat bersifat matte, sehingga sulit dibersihkan. Penerangan dari lampu di gudang
produk akhir dan penerangan di ruang proses fermentasi terlihat masih kurang
terang, sehingga dapat menyulitkan karyawan saat melakukan pengecekkan kondisi
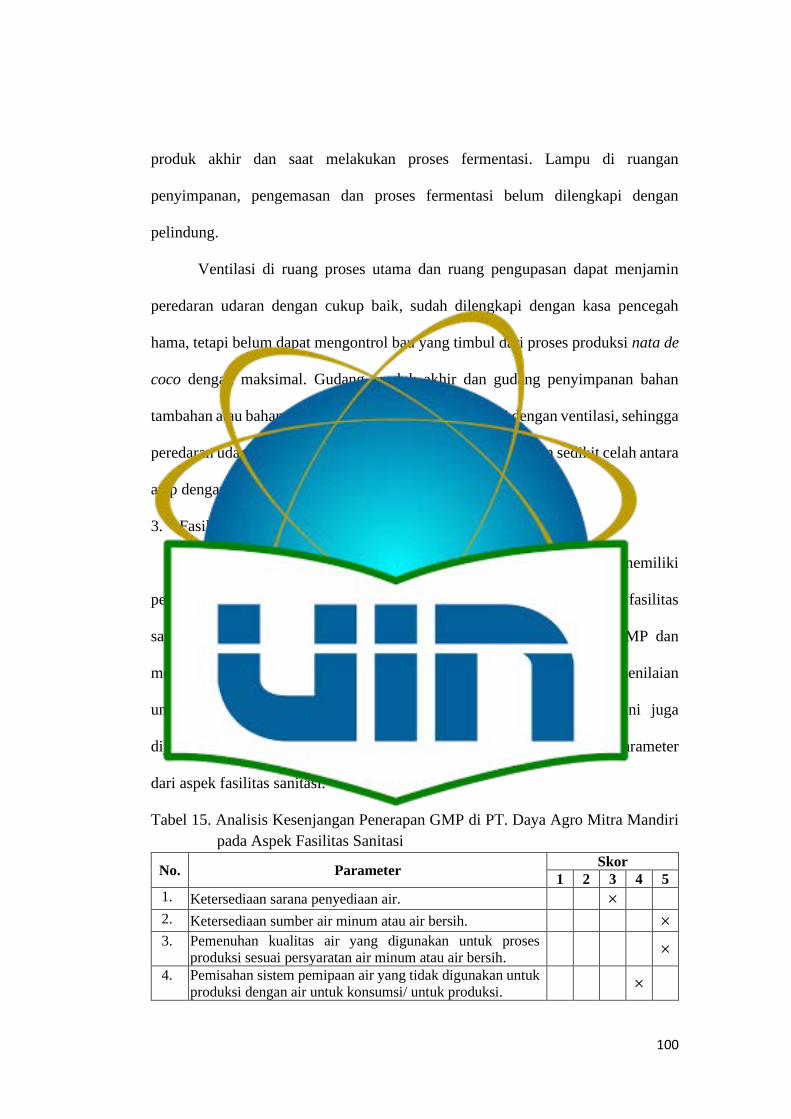
100
produk akhir dan saat melakukan proses fermentasi. Lampu di ruangan
penyimpanan, pengemasan dan proses fermentasi belum dilengkapi dengan
pelindung.
Ventilasi di ruang proses utama dan ruang pengupasan dapat menjamin
peredaran udaran dengan cukup baik, sudah dilengkapi dengan kasa pencegah
hama, tetapi belum dapat mengontrol bau yang timbul dari proses produksi nata de
coco dengan maksimal. Gudang produk akhir dan gudang penyimpanan bahan
tambahan atau bahan penolong pangan belum dilengkapi dengan ventilasi, sehingga
peredaran udaranya kurang baik, hanya ada satu buah hexos dan sedikit celah antara
atap dengan dinding di gudang produk akhir.
3. Fasilitas Sanitasi
Aspek fasilitas sanitasi di PT. Daya Agro Mitra Mandiri memiliki
persentase pemenuhan penerapan sebesar 66,31% artinya penerapan aspek fasilitas
sanitasi masih harus diperbaiki guna memenuhi persyaratan standar GMP dan
meningkatkan keefektifan penerapan program GMP di perusahaan. Hasil penilaian
untuk masing-masing parameter disajikan pada Tabel 15. Berikut ini juga
dijabarkan penjelasan mengenai kesenjangan pada penerapan parameter-parameter
dari aspek fasilitas sanitasi.
Tabel 15. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Fasilitas Sanitasi
No. Parameter Skor
1 2 3 4 5
1. Ketersediaan sarana penyediaan air. ×
2. Ketersediaan sumber air minum atau air bersih. ×
3. Pemenuhan kualitas air yang digunakan untuk proses
produksi sesuai persyaratan air minum atau air bersih. ×
4. Pemisahan sistem pemipaan air yang tidak digunakan untuk
produksi dengan air untuk konsumsi/ untuk produksi. ×
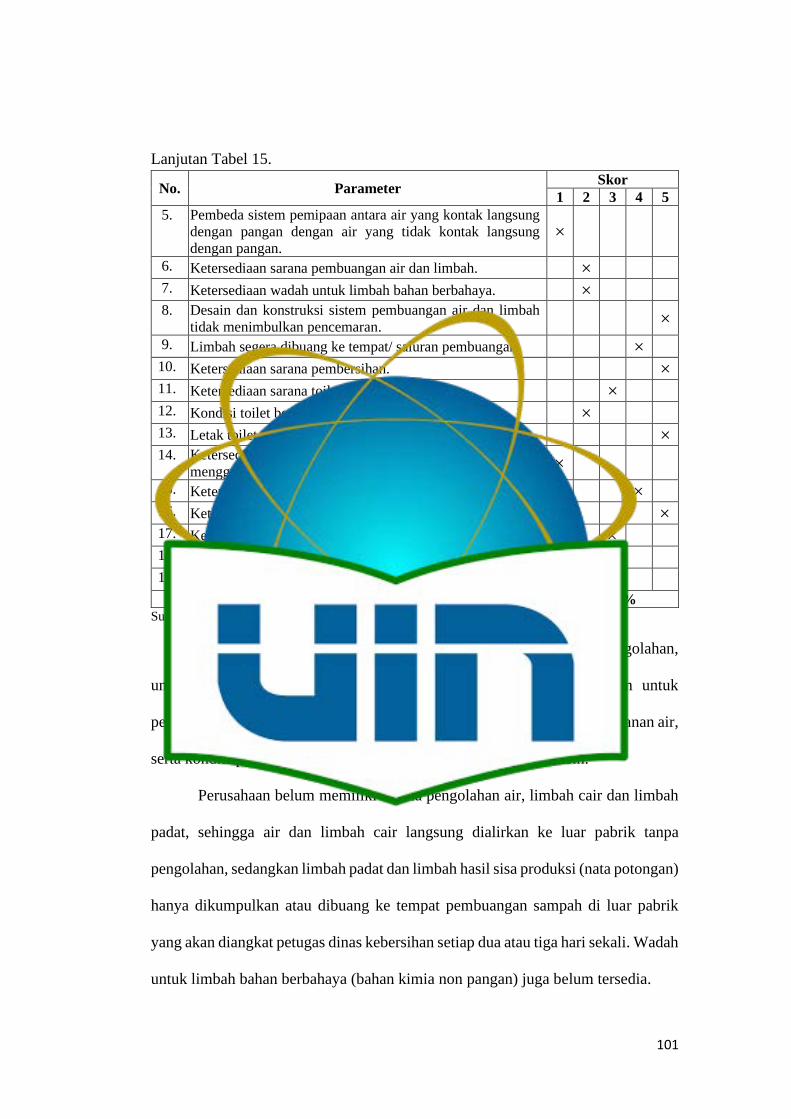
101
Lanjutan Tabel 15.
No. Parameter Skor
1 2 3 4 5
5. Pembeda sistem pemipaan antara air yang kontak langsung
dengan pangan dengan air yang tidak kontak langsung
dengan pangan. ×
6. Ketersediaan sarana pembuangan air dan limbah. ×
7. Ketersediaan wadah untuk limbah bahan berbahaya. ×
8. Desain dan konstruksi sistem pembuangan air dan limbah
tidak menimbulkan pencemaran. ×
9. Limbah segera dibuang ke tempat/ saluran pembuangan. ×
10. Ketersediaan sarana pembersihan. ×
11. Ketersediaan sarana toilet. ×
12. Kondisi toilet bersih dan terawat. ×
13. Letak toilet tidak terbuka langsung ke ruang produksi. ×
14. Ketersediaan tanda peringatan mencuci tangan setelah
menggunakan toilet di toilet. ×
15. Ketersediaan jumlah toilet sesuai jumlah karyawan. ×
16. Ketersediaan penerangan dan ventilasi di area toilet. ×
17. Ketersediaan fasilitas cuci tangan. ×
18. Ketersediaan fasilitas ganti pakaian. ×
19. Ketersediaan fasilitas pembilas sepatu kerja. ×
Total Skor (63/95 x 100%) 66,31% Sumber: Hasil Olah Data (2019)
Kondisi dan penyimpangan pada sistem pemipaan air untuk pengolahan,
untuk pencucian peralatan, untuk sanitasi dan hygiene karyawan dan untuk
pembersihan ruangan telah dijelaskan pada pembahasan SSOP aspek keamanan air,
serta kondisi pipa-pipa saluran air kurang terawat dan kurang bersih.
Perusahaan belum memiliki sarana pengolahan air, limbah cair dan limbah
padat, sehingga air dan limbah cair langsung dialirkan ke luar pabrik tanpa
pengolahan, sedangkan limbah padat dan limbah hasil sisa produksi (nata potongan)
hanya dikumpulkan atau dibuang ke tempat pembuangan sampah di luar pabrik
yang akan diangkat petugas dinas kebersihan setiap dua atau tiga hari sekali. Wadah
untuk limbah bahan berbahaya (bahan kimia non pangan) juga belum tersedia.

102
Sarana toilet belum dilengkapi dengan tempat sampah dan tanda peringatan
tertulis mengenai pentingnya program pencucian tangan dengan sabun setelah
menggunakan toilet. Wastafel tersebut juga belum dilengkapi dengan sabun cuci
tangan, alat pengering, sanitizer tangan, tempat sampah berpenutup dan petunjuk
cara mencuci tangan yang baik dan benar, serta jumlahnya belum sesuai dengan
persyaratan pada pedoman GMP menurut Peraturan Menteri Perindustrian RI
Nomor 75/M-IND/PER/7/2010. Pintu toilet tidak selalu tertutup. Kondisi toilet juga
kurang bersih dan kurang terawat seperti Gambar 9 dan 14.
Gambar 14. (a) Kondisi Pipa Saluran Air, (b) Kondisi Toilet Karyawan
Kondisi fasilitas cuci tangan yang tersedia di perusahaan telah dijelaskan
pada pembahasan SSOP aspek menjaga kebersihan fasilitas cuci tangan, sanitasi
tangan dan toilet. Kondisi ruangan ganti karyawan pria dan wanita berantakan,
kurang bersih dan kurang terawat, terutama ruangan ganti karyawan pria. Fasilitas
pembilas sepatu kerja sebenarnya telah disediakan di depan pintu masuk ruangan
pengolahan yang juga dilengkapi dengan kran dan selang air, tetapi kurang
dimanfaatkan secara maksimal dan belum disediakan bahan sanitasi.
A B

103
4. Mesin dan Peralatan
Desain, konstruksi dan tata letak mesin atau peralatan produksi dapat
mempengaruhi mutu dan keamanan produk yang dihasilkan. PT. DAMM telah
memenuhi sebesar 87,69% persyaratan standar GMP menurut Peraturan Menteri
Perindustrian RI Nomor 75/M-IND/PER/7/2010 pada aspek mesin dan peralatan.
Hasil penilaian untuk masing-masing parameter disajikan pada Tabel 16. Berikut
ini juga dijabarkan penjelasan mengenai kesenjangan pada penerapan parameter-
parameter dari aspek mesin dan peralatan.
Tabel 16. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Mesin dan Peralatan
No. Parameter Skor
1 2 3 4 5
1. Mesin dan peralatan produksi sesuai dengan jenis produksi. ×
2. Kondisi permukaan mesin dan peralatan produksi halus,
tidak berlubang, tidak mengelupas. ×
3. Kondisi mesin dan peralatan produksi yang mudah
dilakukan pembersihan, desinfeksi dan pemeliharaan. ×
4. Sifat bahan mesin dan peralatan produksi. ×
5. Kondisi mesin dan peralatan produksi tidak menimbulkan
pencemaran terhadap produk. ×
6. Tata letak (layout) mesin atau peralatan produksi sesuai
dengan urutan proses produksi. ×
7. Tata letak mesin atau peralatan produksi yang memudahkan
perawatan, pembersihan dan pencucian. ×
8. Tata letak mesin dan peralatan produksi yang sesuai dengan
tujuan kegunaan dalam proses produksi. ×
9. Pengawasan, pemeriksaan dan pemantauan terhadap
penggunaan mesin atau peralatan produksi. ×
10. Mesin atau peralatan produksi mudah diawasi dan dipantau. ×
11. Ketersediaan alat ukur pada mesin atau peralatan produksi. ×
12. Keakuratan alat ukur pada mesin atau peralatan produksi. ×
13. Cara pembersihan bahan perlengkapan mesin atau peralatan
produksi yang terbuat dari kayu yang baik. ×
Total Skor (57/65 x 100%) 87,69%
Sumber: Hasil Olah Data (2019)
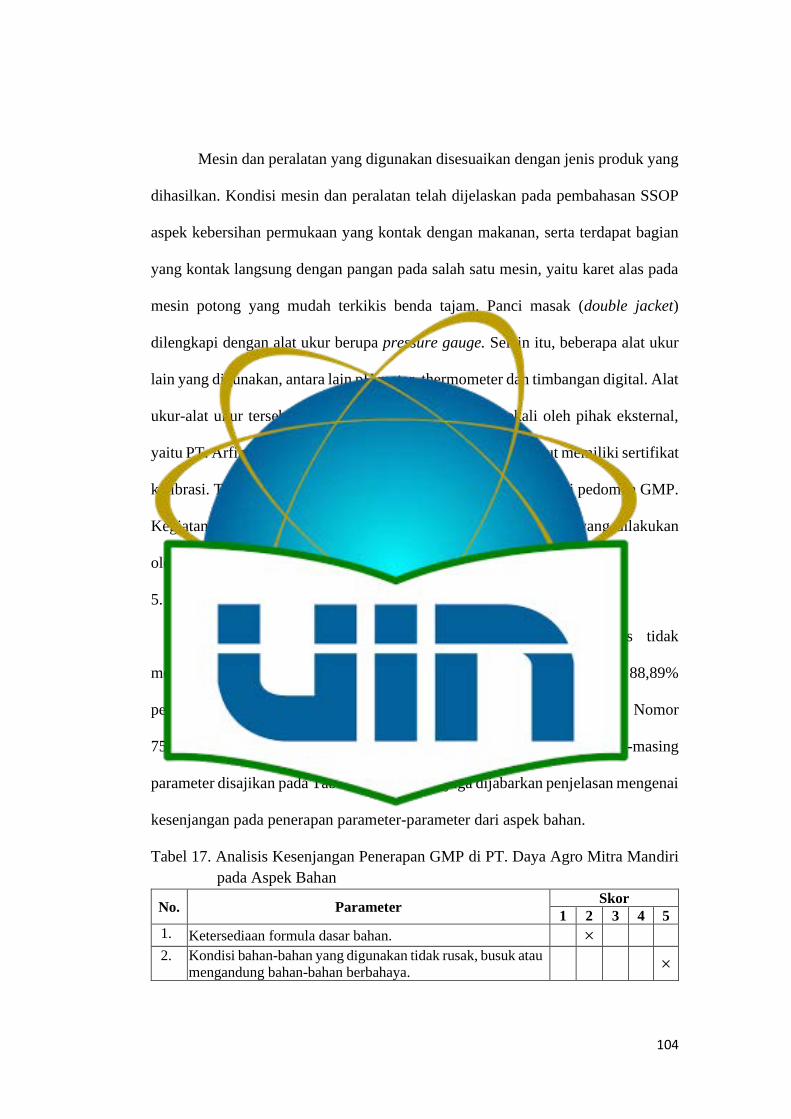
104
Mesin dan peralatan yang digunakan disesuaikan dengan jenis produk yang
dihasilkan. Kondisi mesin dan peralatan telah dijelaskan pada pembahasan SSOP
aspek kebersihan permukaan yang kontak dengan makanan, serta terdapat bagian
yang kontak langsung dengan pangan pada salah satu mesin, yaitu karet alas pada
mesin potong yang mudah terkikis benda tajam. Panci masak (double jacket)
dilengkapi dengan alat ukur berupa pressure gauge. Selain itu, beberapa alat ukur
lain yang digunakan, antara lain pH meter, thermometer dan timbangan digital. Alat
ukur-alat ukur tersebut dikalibrasi setiap enam bulan sekali oleh pihak eksternal,
yaitu PT. Arfindo Bersinar dan masing-masing alat ukur tersebut memiliki sertifikat
kalibrasi. Tata letak mesin dan peralatan produksi telah memenuhi pedoman GMP.
Kegiatan pengawasan terhadap penggunaan mesin dan peralatan yang dilakukan
oleh kepala produksi terkadang kurang cermat atau hanya sekilas.
5. Bahan
Bahan-bahan yang digunakan dalam proses produksi harus tidak
membahayakan kesehatan manusia. PT. DAMM telah memenuhi sebesar 88,89%
persyaratan standar GMP menurut Peraturan Menteri Perindustrian RI Nomor
75/M-IND/PER/7/2010 pada aspek bahan. Hasil penilaian untuk masing-masing
parameter disajikan pada Tabel 17. Berikut ini juga dijabarkan penjelasan mengenai
kesenjangan pada penerapan parameter-parameter dari aspek bahan.
Tabel 17. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Bahan
No. Parameter Skor
1 2 3 4 5
1. Ketersediaan formula dasar bahan. ×
2. Kondisi bahan-bahan yang digunakan tidak rusak, busuk atau
mengandung bahan-bahan berbahaya. ×
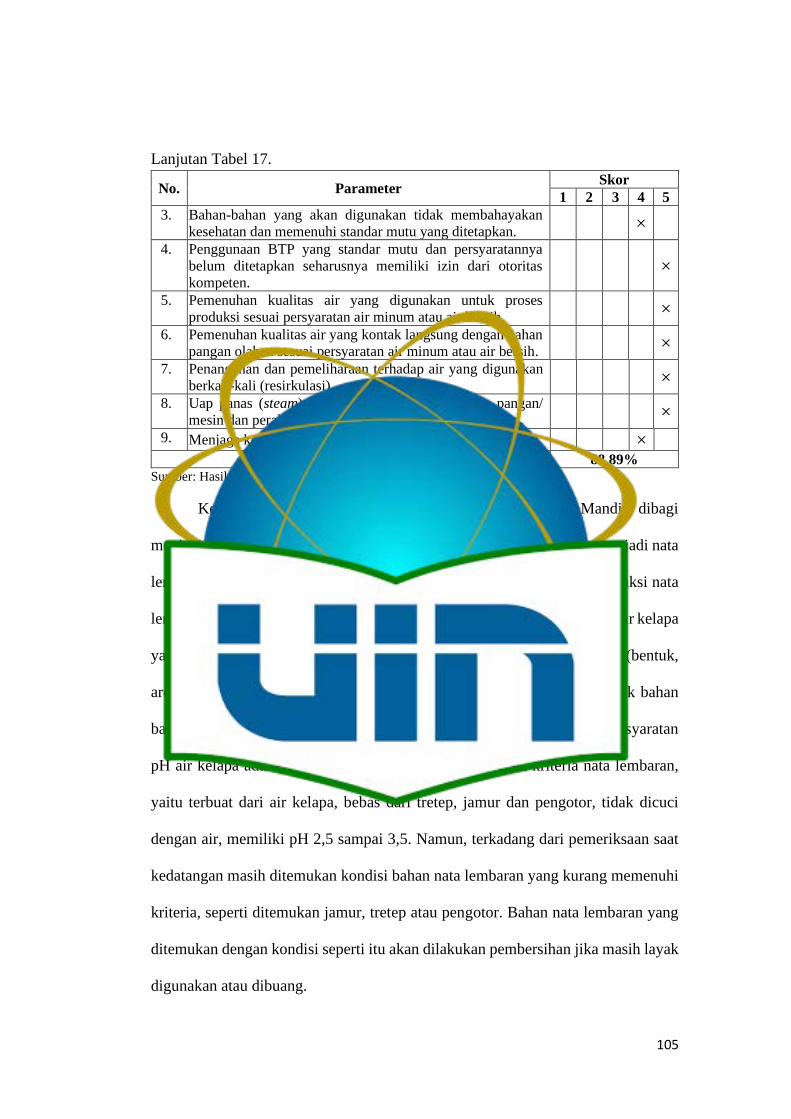
105
Lanjutan Tabel 17.
No. Parameter Skor
1 2 3 4 5
3. Bahan-bahan yang akan digunakan tidak membahayakan
kesehatan dan memenuhi standar mutu yang ditetapkan. ×
4. Penggunaan BTP yang standar mutu dan persyaratannya
belum ditetapkan seharusnya memiliki izin dari otoritas
kompeten.
×
5. Pemenuhan kualitas air yang digunakan untuk proses
produksi sesuai persyaratan air minum atau air bersih. ×
6. Pemenuhan kualitas air yang kontak langsung dengan bahan
pangan olahan sesuai persyaratan air minum atau air bersih. ×
7. Penanganan dan pemeliharaan terhadap air yang digunakan
berkali-kali (resirkulasi). ×
8. Uap panas (steam) yang kontak langsung dengan pangan/
mesin dan peralatan tidak mengandung bahan berbahaya. ×
9. Menjaga kondisi air, es dan uap panas. ×
Total Skor (40/45 x 100%) 88,89%
Sumber: Hasil Olah Data (2019)
Kegiatan produksi yang dilakukan PT. Daya Agro Mitra Mandiri dibagi
menjadi dua divisi, yaitu divisi proses fermentasi (produksi air kelapa menjadi nata
lembaran) dan divisi proses produksi utama nata de coco potongan (produksi nata
lembaran menjadi nata de coco potongan). Kriteria atau persyaratan mutu air kelapa
yang ditetapkan PT. Daya Agro Mitra Mandiri, terdiri dari parameter fisik (bentuk,
aroma dan warna), pH dan Brix0 (kadar gula). Persyaratan parameter fisik bahan
baku air kelapa, yaitu bentuk cair, aroma normal dan warna transparan. Persyaratan
pH air kelapa adalah 5-6 dan Brix0 adalah 3%, sedangkan kriteria nata lembaran,
yaitu terbuat dari air kelapa, bebas dari tretep, jamur dan pengotor, tidak dicuci
dengan air, memiliki pH 2,5 sampai 3,5. Namun, terkadang dari pemeriksaan saat
kedatangan masih ditemukan kondisi bahan nata lembaran yang kurang memenuhi
kriteria, seperti ditemukan jamur, tretep atau pengotor. Bahan nata lembaran yang
ditemukan dengan kondisi seperti itu akan dilakukan pembersihan jika masih layak
digunakan atau dibuang.
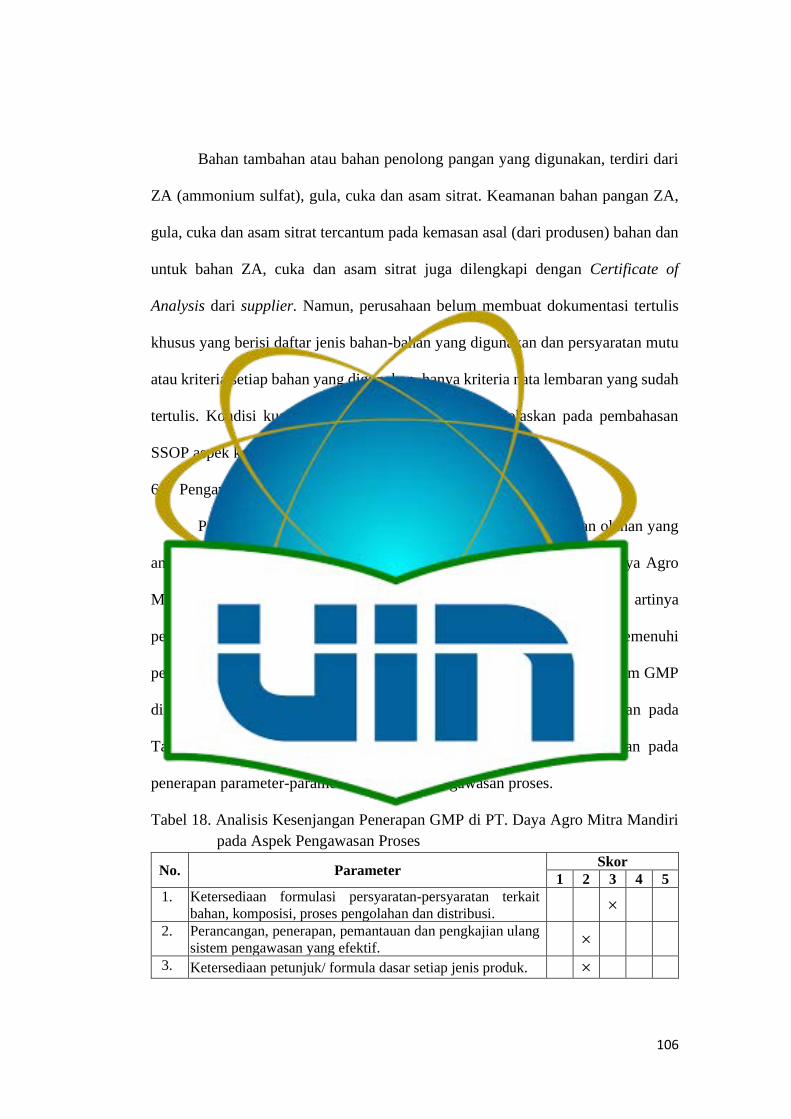
106
Bahan tambahan atau bahan penolong pangan yang digunakan, terdiri dari
ZA (ammonium sulfat), gula, cuka dan asam sitrat. Keamanan bahan pangan ZA,
gula, cuka dan asam sitrat tercantum pada kemasan asal (dari produsen) bahan dan
untuk bahan ZA, cuka dan asam sitrat juga dilengkapi dengan Certificate of
Analysis dari supplier. Namun, perusahaan belum membuat dokumentasi tertulis
khusus yang berisi daftar jenis bahan-bahan yang digunakan dan persyaratan mutu
atau kriteria setiap bahan yang digunakan, hanya kriteria nata lembaran yang sudah
tertulis. Kondisi kualitas air yang digunakan telah dijelaskan pada pembahasan
SSOP aspek keamanan air.
6. Pengawasan Proses
Pengawasan proses dimaksudkan untuk menghasilkan pangan olahan yang
aman dan layak untuk dikonsumsi. Aspek pengawasan proses di PT. Daya Agro
Mitra Mandiri memiliki persentase pemenuhan penerapan sebesar 67% artinya
penerapan aspek pengawasan proses masih harus diperbaiki guna memenuhi
persyaratan standar GMP dan meningkatkan keefektifan penerapan program GMP
di perusahaan. Hasil penilaian untuk masing-masing parameter disajikan pada
Tabel 18. Berikut ini juga dijabarkan penjelasan mengenai kesenjangan pada
penerapan parameter-parameter dari aspek pengawasan proses.
Tabel 18. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pengawasan Proses
No. Parameter Skor
1 2 3 4 5
1. Ketersediaan formulasi persyaratan-persyaratan terkait
bahan, komposisi, proses pengolahan dan distribusi. ×
2. Perancangan, penerapan, pemantauan dan pengkajian ulang
sistem pengawasan yang efektif. ×
3. Ketersediaan petunjuk/ formula dasar setiap jenis produk. ×
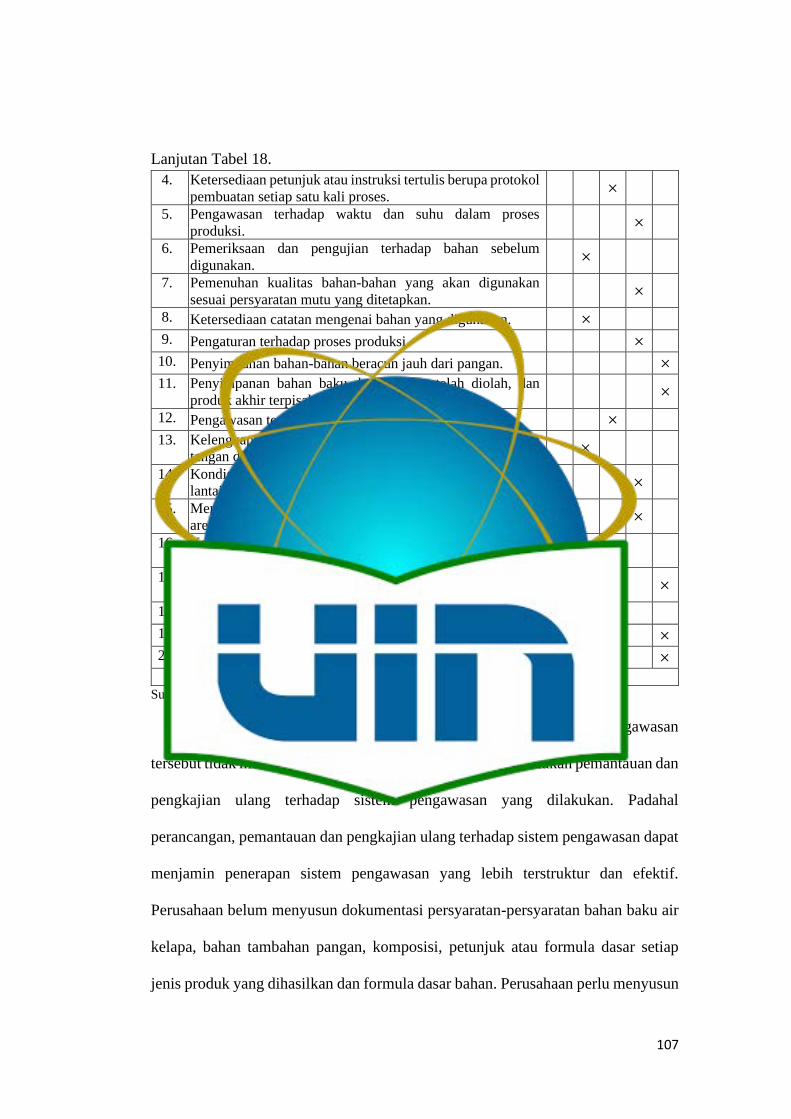
107
Lanjutan Tabel 18.
4. Ketersediaan petunjuk atau instruksi tertulis berupa protokol
pembuatan setiap satu kali proses. ×
5. Pengawasan terhadap waktu dan suhu dalam proses
produksi. ×
6. Pemeriksaan dan pengujian terhadap bahan sebelum
digunakan. ×
7. Pemenuhan kualitas bahan-bahan yang akan digunakan
sesuai persyaratan mutu yang ditetapkan. ×
8. Ketersediaan catatan mengenai bahan yang digunakan. ×
9. Pengaturan terhadap proses produksi. ×
10. Penyimpanan bahan-bahan beracun jauh dari pangan. ×
11. Penyimpanan bahan baku, bahan yang telah diolah, dan
produk akhir terpisah. ×
12. Pengawasan tempat produksi. ×
13. Kelengkapan pakaian dan alat pelindung, serta pencucian
tangan dengan baik. ×
14. Kondisi kebersihan permukaan meja kerja, peralatan dan
lantai tempat produksi. ×
15. Menghindari penggunaan bahan gelas di tempat produksi,
area pengemasan dan area penyimpanan. ×
16. Ketersediaan pelindung pada lampu di tempat pengolahan,
pengemasan dan penyimpanan. ×
17. Pemeriksaan terhadap wadah atau alat dari bahan gelas
sebelum digunakan. ×
18. Pencatatan kejadian gelas pecah di unit pengolahan. ×
19. Pengawasan terhadap pelaksanaan proses khusus. ×
20. Pemenuhan persyaratan proses iradiasi pangan olahan. ×
Total Skor (67/100 x 100%) 67%
Sumber: Hasil Olah Data (2019)
Perusahaan melakukan pengawasan proses, tetapi sistem pengawasan
tersebut tidak melalui perancangan, kemudian tidak juga dilakukan pemantauan dan
pengkajian ulang terhadap sistem pengawasan yang dilakukan. Padahal
perancangan, pemantauan dan pengkajian ulang terhadap sistem pengawasan dapat
menjamin penerapan sistem pengawasan yang lebih terstruktur dan efektif.
Perusahaan belum menyusun dokumentasi persyaratan-persyaratan bahan baku air
kelapa, bahan tambahan pangan, komposisi, petunjuk atau formula dasar setiap
jenis produk yang dihasilkan dan formula dasar bahan. Perusahaan perlu menyusun

108
persyaratan-persyaratan mengenai setiap bahan yang digunakan, komposisi, proses
produksi dan distribusi sebagai salah satu pedoman dalam melaksanakan
pengawasan proses untuk menghasilkan pangan olahan yang aman dan layak
dikonsumsi. Petunjuk untuk setiap satu kali proses hanya dicatat kepala produksi di
papan tulis yang tersedia di masing-masing bagian tahapan produksi yang berisi
target harian yang harus dihasilkan (jenis dan jumlah).
Perusahaan belum melakukan pengujian secara kimia dan mikrobiologi
terhadap kualitas bahan baku air kelapa dan nata lembaran, sedangkan bahan
tambahan pangan dilengkapi dengan Certificate of Analysis dan keterangan
keamanan bahan pangan pada kemasan. Saat kedatangan, bahan baku air kelapa
hanya diperiksa bentuk (cair), aroma (normal), warna (transparan), pH (5-6) dan
Brix0 (3%), sedangkan pemeriksaan terhadap nata lembaran saat kedatangan, yaitu
pemeriksaan parameter fisik (bebas dari tretep, jamur dan pengotor) dan pH (2,5
sampai 3,5). Saat kedatangan bahan tambahan atau bahan penolong pangan (ZA
(ammonium sulfat), gula, cuka dan asam sitrat), kepala produksi atau bagian
gudang melakukan pengecekkan sampel secara visual (parameter fisik).
Pengawasan tempat produksi yang dilakukan oleh kepala produksi dan
karyawan produksi untuk mencegah terjadinya kontaminasi dari luar atau
kontaminasi silang belum dilakukan dengan maksimal. Penyimpangan pada
pakaian kerja dan pencucian tangan telah dijelaskan pada pembahasan SSOP aspek
kebersihan permukaan yang kontak dengan makanan dan pencegahan kontaminasi
silang.

109
7. Produk Akhir
Kualitas produk akhir dengan mutu seragam yang memenuhi standar atau
persyaratan yang ditetapkan dapat meningkatkan kepercayaan konsumen. PT. Daya
Agro Mitra Mandiri telah memenuhi sebesar 90% persyaratan standar GMP
menurut Peraturan Menteri Perindustrian RI Nomor 75/M-IND/PER/7/2010 pada
aspek produk akhir. Hasil penilaian untuk masing-masing parameter disajikan pada
Tabel 19. Berikut ini juga dijabarkan penjelasan mengenai kesenjangan pada
penerapan parameter-parameter dari aspek produk akhir.
Tabel 19. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Produk Akhir
No. Parameter Skor
1 2 3 4 5
1. Ketersediaan spesifikasi produk akhir. ×
2. Pemenuhan kualitas produk akhir terhadap standar mutu
yang ditetapkan. ×
3. Penentuan persyaratan produk akhir yang standar mutunya
belum ditetapkan. ×
4. Pemeriksaan dan pengujian terhadap mutu dan keamanan
produk akhir. ×
Total Skor (18/20 x 100%) 90% Sumber: Hasil Olah Data (2019)
Produk akhir yang dihasilkan PT. Daya Agro Mitra Mandiri merupakan
produk antara, yaitu nata de coco potongan dan nata de coco potongan crunchy.
Spesifikasi produk akhir tercantum dalam COA (Certificate of Analysis). Isi COA
tersebut, yaitu parameter organoleptik (warna, bentuk dan tekstur), parameter fisik
dan kimia (pH, serta kemurnian dan aroma), spesifikasi teknis (berat nata de coco,
jenis kemasan primer dan sekunder) dan kode produksi. Bentuk produk (jenis dan
ukuran potongan), spesifikasi (pH) dan berat nata de coco basah disesuaikan
dengan permintaan pelanggan.

110
Kepala produksi dan bagian gudang melakukan pemeriksaan untuk
parameter organoleptik (warna, bentuk, tekstur), parameter fisik (aroma dan
kotoran, seperti rambut, kayu, bintik hitam, serangga dan lain-lain), kode batch,
kebersihan dan kondisi kemasan primer dan sekunder (bocor, kembung) sebelum
disimpan di Gudang dan sebelum didistribusikan. Namun, pada saat pemeriksaan
tersebut masih ditemukannya kondisi-kondisi produk akhir yang tidak memenuhi
persyaratan mutu yang ditetapkan, yaitu adanya kontaminasi benda asing pada
produk, seperti serangga, kulit ari dan plastik atau kondisi produk nata de coco yang
busuk, berjamur atau berubah warna. Pengujian kimia dan mikrobiologis dilakukan
oleh pihak eksternal, yaitu PT. Saraswanti Indo Genetech setiap satu tahun sekali.
8. Laboratorium
Laboratorium pada industri pengolahan pangan diperlukan untuk
memudahkan perusahaan untuk mengetahui secara cepat mutu bahan baku, bahan
tambahan, bahan penolong dan BTP yang masuk ke dalam pabrik tempat produksi
serta mutu produk yang dihasilkan. PT. Daya Agro Mitra Mandiri telah memenuhi
sebesar 93,33% persyaratan standar GMP menurut Peraturan Menteri Perindustrian
RI Nomor 75/M-IND/PER/7/2010 pada aspek laboratorium. Hasil penilaian untuk
masing-masing parameter disajikan pada Tabel 20. Berikut ini juga dijabarkan
penjelasan mengenai kesenjangan pada penerapan parameter-parameter dari aspek
laboratorium.
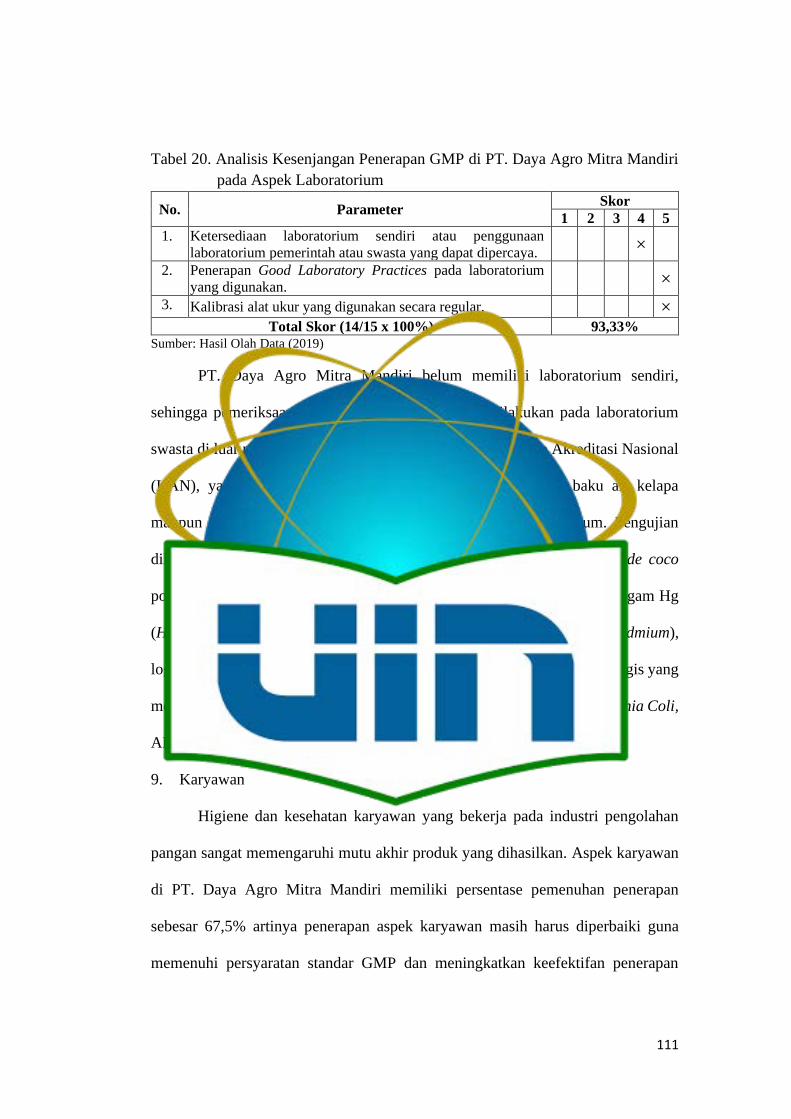
111
Tabel 20. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Laboratorium
No. Parameter Skor
1 2 3 4 5
1. Ketersediaan laboratorium sendiri atau penggunaan
laboratorium pemerintah atau swasta yang dapat dipercaya. ×
2. Penerapan Good Laboratory Practices pada laboratorium
yang digunakan. ×
3. Kalibrasi alat ukur yang digunakan secara regular. ×
Total Skor (14/15 x 100%) 93,33%
Sumber: Hasil Olah Data (2019)
PT. Daya Agro Mitra Mandiri belum memiliki laboratorium sendiri,
sehingga pemeriksaan atau pengujian produk akhir dilakukan pada laboratorium
swasta di luar perusahaan yang telah terakreditasi dari Komite Akreditasi Nasional
(KAN), yaitu PT. Saraswanti Indo Genetech. Namun, bahan baku air kelapa
maupun nata lembaran belum dilakukan pengujian di laboratorium. Pengujian
dilakukan setiap satu tahun sekali terhadap kualitas produk akhir nata de coco
potongan. Pengujian yang dilakukan adalah uji kimia yang meliputi uji logam Hg
(Hydrargyrum atau raksa), logam Sn (Stannum atau timah), logam Cd (Kadmium),
logam Pb (Plumbum atau timbal), logam As (Arsenik), serta uji mikrobiologis yang
meliputi Staphylococcus aureus, Kapang khamir, Salmonella sp., Escherichia Coli,
ALT dan coliform.
9. Karyawan
Higiene dan kesehatan karyawan yang bekerja pada industri pengolahan
pangan sangat memengaruhi mutu akhir produk yang dihasilkan. Aspek karyawan
di PT. Daya Agro Mitra Mandiri memiliki persentase pemenuhan penerapan
sebesar 67,5% artinya penerapan aspek karyawan masih harus diperbaiki guna
memenuhi persyaratan standar GMP dan meningkatkan keefektifan penerapan
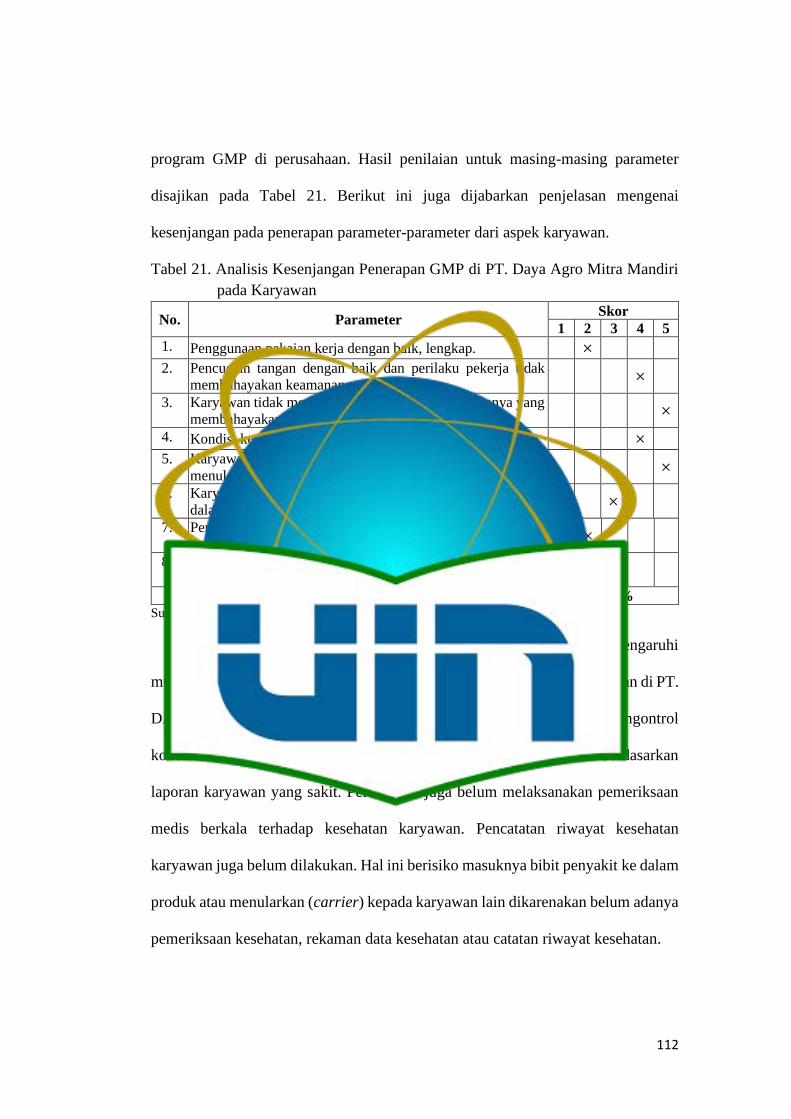
112
program GMP di perusahaan. Hasil penilaian untuk masing-masing parameter
disajikan pada Tabel 21. Berikut ini juga dijabarkan penjelasan mengenai
kesenjangan pada penerapan parameter-parameter dari aspek karyawan.
Tabel 21. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Karyawan
No. Parameter Skor
1 2 3 4 5
1. Penggunaan pakaian kerja dengan baik, lengkap. ×
2. Pencucian tangan dengan baik dan perilaku pekerja tidak
membahayakan keamanan produk. ×
3. Karyawan tidak memakai perhiasan atau benda lainnya yang
membahayakan keamanan produk. ×
4. Kondisi kesehatan dan kebersihan pribadi pekerja terjaga. ×
5. Karyawan yang diketahui atau diduga menderita penyakit
menular, harus tidak diperbolehkan masuk. ×
6. Karyawan mempunyai kompetensi dan tugas secara jelas
dalam melaksanakan program keamanan pangan olahan. ×
7. Penggunaan pakaian pelindung dan pemenuhan persyaratan
hygiene untuk pengunjung pabrik. ×
8. Penetapan penanggung jawab pengawasan mutu atau
keamanan pangan olahan yang kompeten. ×
Total Skor (27/40 x 100%) 67,5%
Sumber: Hasil Olah Data (2019)
Kondisi higiene (kebersihan) dan kesehatan karyawan sangat memengaruhi
mutu akhir produk yang dihasilkan. Pengawasan kondisi kesehatan karyawan di PT.
DAMM masih sangat kurang dilakukan karena perusahaan hanya mengontrol
kondisi kesehatan karyawan yang dapat terlihat secara visual saja dan berdasarkan
laporan karyawan yang sakit. Perusahaan juga belum melaksanakan pemeriksaan
medis berkala terhadap kesehatan karyawan. Pencatatan riwayat kesehatan
karyawan juga belum dilakukan. Hal ini berisiko masuknya bibit penyakit ke dalam
produk atau menularkan (carrier) kepada karyawan lain dikarenakan belum adanya
pemeriksaan kesehatan, rekaman data kesehatan atau catatan riwayat kesehatan.
113
Gambar 15. Kondisi Higiene Karyawan
Kondisi kebersihan pekerja di PT. Daya Agro Mitra Mandiri, seperti
rambut, kuku, kulit dalam kondisi yang cukup terjaga (cukup baik). Penyimpangan
yang terjadi terkait kegiatan hygiene karyawan telah dijelaskan pada pembahasan
SSOP aspek pencegahan kontaminasi silang dan pengendalian kesehatan karyawan.
Selain itu, perusahaan juga kurang tegas dalam menegakkan cara berpakaian yang
baik dan lengkap untuk karyawan dan pengunjung pabrik, sehingga karyawan dan
pengunjung pabrik sering tidak lengkap mengenakan perlengkapan kerjanya.
Ketegasan kepala produksi atau bagian QC dalam mengawasi kondisi
kesehatan, kegiatan dan kondisi higiene karyawan sangat penting karena kesadaran
karyawan yang masih kurang baik. Pelatihan GMP yang dilakukan rutin secara
berkala dan pengawasan atau pengontrolan yang ketat oleh kepala produksi atau
bagian QC terhadap kondisi kesehatan, kegiatan dan kondisi higiene karyawan
dapat meningkatkan kesadaran karyawan untuk lebih menjaga kondisi kesehatan
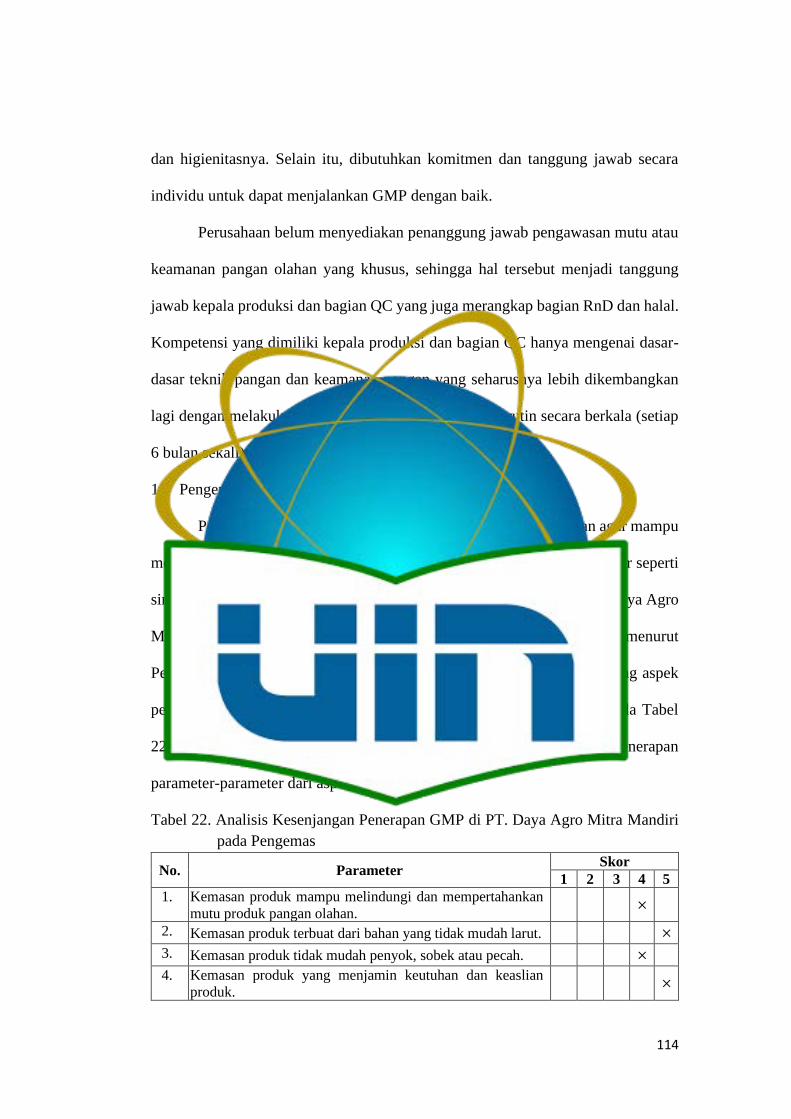
114
dan higienitasnya. Selain itu, dibutuhkan komitmen dan tanggung jawab secara
individu untuk dapat menjalankan GMP dengan baik.
Perusahaan belum menyediakan penanggung jawab pengawasan mutu atau
keamanan pangan olahan yang khusus, sehingga hal tersebut menjadi tanggung
jawab kepala produksi dan bagian QC yang juga merangkap bagian RnD dan halal.
Kompetensi yang dimiliki kepala produksi dan bagian QC hanya mengenai dasar-
dasar teknik pangan dan keamanan pangan yang seharusnya lebih dikembangkan
lagi dengan melakukan pelatihan GMP yang dilakukan rutin secara berkala (setiap
6 bulan sekali).
10. Pengemas
Penggunaan pengemas yang sesuai dan memenuhi persyaratan agar mampu
mempertahankan mutu dan melindungi produk terhadap pengaruh dari luar seperti
sinar matahari, panas, kelembaban, kotoran, benturan dan lain-lain. PT. Daya Agro
Mitra Mandiri telah memenuhi sebesar 85% persyaratan standar GMP menurut
Peraturan Menteri Perindustrian RI Nomor 75/M-IND/PER/7/2010 tentang aspek
pengemas. Hasil penilaian untuk masing-masing parameter disajikan pada Tabel
22. Berikut ini juga dijabarkan penjelasan mengenai kesenjangan pada penerapan
parameter-parameter dari aspek pengemas.
Tabel 22. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Pengemas
No. Parameter Skor
1 2 3 4 5
1. Kemasan produk mampu melindungi dan mempertahankan
mutu produk pangan olahan. ×
2. Kemasan produk terbuat dari bahan yang tidak mudah larut. ×
3. Kemasan produk tidak mudah penyok, sobek atau pecah. ×
4. Kemasan produk yang menjamin keutuhan dan keaslian
produk. ×
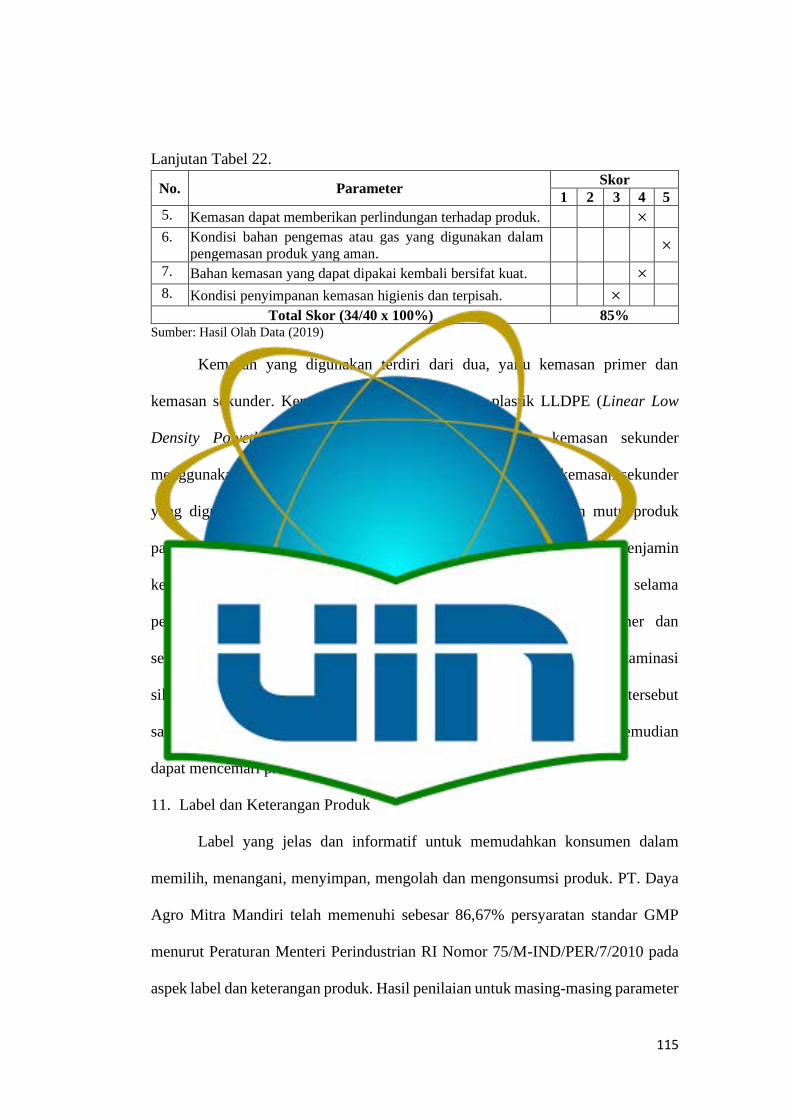
115
Lanjutan Tabel 22.
No. Parameter Skor
1 2 3 4 5
5. Kemasan dapat memberikan perlindungan terhadap produk. ×
6. Kondisi bahan pengemas atau gas yang digunakan dalam
pengemasan produk yang aman. ×
7. Bahan kemasan yang dapat dipakai kembali bersifat kuat. ×
8. Kondisi penyimpanan kemasan higienis dan terpisah. ×
Total Skor (34/40 x 100%) 85% Sumber: Hasil Olah Data (2019)
Kemasan yang digunakan terdiri dari dua, yaitu kemasan primer dan
kemasan sekunder. Kemasan primer menggunakan plastik LLDPE (Linear Low
Density Polyethylene) atau plastik Polypropylene dan kemasan sekunder
menggunakan ember plastik berpenutup. Kemasan primer dan kemasan sekunder
yang digunakan cukup mampu melindungi dan mempertahankan mutu produk
pangan, tidak mudah larut dan tidak membahayakan kesehatan, dapat menjamin
keutuhan dan keaslian produk, serta cukup tahan terhadap perlakuan selama
pengolahan dan pengangkutan. Kondisi penyimpanan kemasan primer dan
sekunder telah dijelaskan pada pembahasan SSOP aspek pencegahan kontaminasi
silang. Kondisi penyimpanan kemasan primer dan kemasan sekunder tersebut
sangat memungkinkan terjadinya kontaminasi terhadap kemasan yang kemudian
dapat mencemari produk.
11. Label dan Keterangan Produk
Label yang jelas dan informatif untuk memudahkan konsumen dalam
memilih, menangani, menyimpan, mengolah dan mengonsumsi produk. PT. Daya
Agro Mitra Mandiri telah memenuhi sebesar 86,67% persyaratan standar GMP
menurut Peraturan Menteri Perindustrian RI Nomor 75/M-IND/PER/7/2010 pada
aspek label dan keterangan produk. Hasil penilaian untuk masing-masing parameter
116
disajikan pada Tabel 23. Berikut ini juga dijabarkan penjelasan mengenai
kesenjangan pada penerapan parameter-parameter dari aspek label dan keterangan
produk.
Tabel 23. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Label dan Keterangan Produk
No. Parameter Skor
1 2 3 4 5
1. Ketersediaan informasi yang jelas dan informatif pada label
kemasan produk. ×
2. Perbedaan label setiap jenis pangan olahan yang dihasilkan. ×
3. Pemenuhan ketentuan Peraturan Pemerintah Nomor 69
Tahun 1999. ×
Total Skor (13/15 x 100%) 86,67%
Sumber: Hasil Olah Data (2019)
Produk yang dihasilkan PT. Daya Agro Mitra Mandiri merupakan produk
antara dan bukan produk siap konsumsi yang masih akan dilakukan pengolahan
oleh pelanggan, sehingga label pada kemasan produk juga sangat sederhana. Pada
kemasan primer hanya terdapat label warna yang disesuaikan dengan jenis atau
bentuk potongan nata de coco tersebut, sedangkan pada kemasan sekunder terdapat
label yang berisi informasi mengenai nama produsen, jenis produk, kode batch,
berat bersih (netto), logo dan nomor halal, tanggal produksi dan tanggal
kadaluwarsa. Berdasarkan Peraturan Pemerintah Nomor 69 Tahun 1999 tentang
Label dan Iklan Pangan bahwa keterangan pada label sekurang-kurangnya berisi
nama produk, daftar bahan yang digunakan, berat bersih, nama dan alamat
produsen, serta tanggal kadaluwarsa, dan keterangan pada bagian utama label
sekurang-kurangnya berisi nama produk, berat bersih, nama dan alamat produsen.
Oleh karena itu, keterangan pada label yang diberikan PT. DAMM di kemasan
sekunder cukup memenuhi Peraturan Pemerintah tersebut.
117
(a) (b)
Gambar 16. Label Kemasan (a) Label Warna pada Kemasan Primer, (b) Label
pada Kemasan Sekunder
12. Penyimpanan
Penyimpanan yang tidak baik dapat mengakibatkan penurunan mutu dan
keamanan pangan olahan. Aspek penyimpanan di PT. Daya Agro Mitra Mandiri
memiliki persentase pemenuhan penerapan sebesar 72,85% artinya penerapan
aspek penyimpanan masih harus diperbaiki guna memenuhi persyaratan standar
GMP dan meningkatkan keefektifan penerapan program GMP di perusahaan. Hasil
penilaian untuk masing-masing parameter disajikan pada Tabel 24. Berikut ini juga
dijabarkan penjelasan mengenai kesenjangan pada penerapan parameter-parameter
dari aspek penyimpanan.
Tabel 24. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Penyimpanan
No. Parameter Skor
1 2 3 4 5
1. Kondisi ruangan penyimpanan bahan pangan dan produk
akhir bersih dan baik. ×
2. Penyimpanan bahan pangan dan produk akhir tidak
menyentuh lantai, dinding, langit-langit. ×
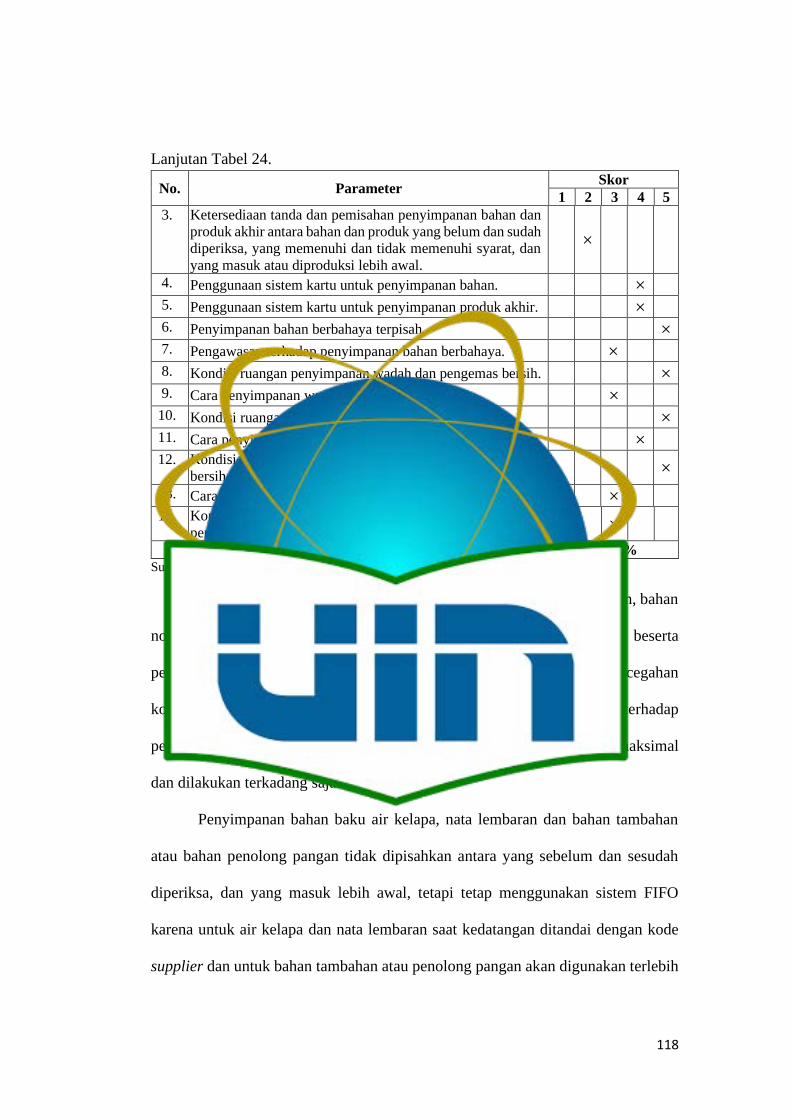
118
Lanjutan Tabel 24.
No. Parameter Skor
1 2 3 4 5
3. Ketersediaan tanda dan pemisahan penyimpanan bahan dan
produk akhir antara bahan dan produk yang belum dan sudah
diperiksa, yang memenuhi dan tidak memenuhi syarat, dan
yang masuk atau diproduksi lebih awal.
×
4. Penggunaan sistem kartu untuk penyimpanan bahan. ×
5. Penggunaan sistem kartu untuk penyimpanan produk akhir. ×
6. Penyimpanan bahan berbahaya terpisah. ×
7. Pengawasan terhadap penyimpanan bahan berbahaya. ×
8. Kondisi ruangan penyimpanan wadah dan pengemas bersih. ×
9. Cara penyimpanan wadah dan pengemas rapih. ×
10. Kondisi ruangan penyimpanan label bersih. ×
11. Cara penyimpanan label rapih. ×
12. Kondisi mesin atau peralatan produksi yang akan disimpan
bersih. ×
13. Cara penyimpanan mesin atau peralatan rapih. ×
14. Kondisi tempat atau ruang penyimpanan alat dan
perlengkapan produksi bersih. ×
Total Skor (51/70 x 100%) 72,85%
Sumber: Hasil Olah Data (2019)
Cara penyimpanan dan kondisi ruangan penyimpanan bahan pangan, bahan
non pangan, produk akhir, peralatan, label dan wadah pengemas, beserta
penyimpangannya telah dijelaskan pada pembahasan SSOP aspek pencegahan
kontaminasi silang dan aspek pencegahan adulterasi. Namun, pengawasan terhadap
penyimpanan bahan-bahan non pangan tersebut belum dilakukan dengan maksimal
dan dilakukan terkadang saja.
Penyimpanan bahan baku air kelapa, nata lembaran dan bahan tambahan
atau bahan penolong pangan tidak dipisahkan antara yang sebelum dan sesudah
diperiksa, dan yang masuk lebih awal, tetapi tetap menggunakan sistem FIFO
karena untuk air kelapa dan nata lembaran saat kedatangan ditandai dengan kode
supplier dan untuk bahan tambahan atau penolong pangan akan digunakan terlebih
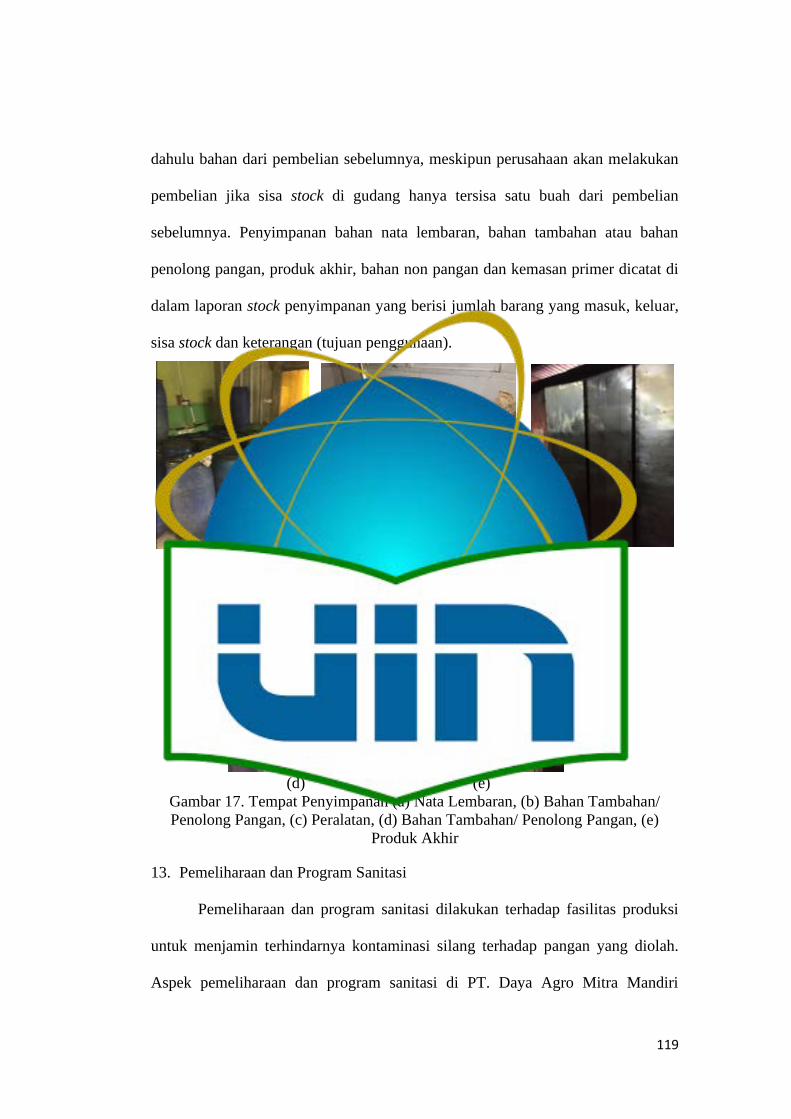
119
dahulu bahan dari pembelian sebelumnya, meskipun perusahaan akan melakukan
pembelian jika sisa stock di gudang hanya tersisa satu buah dari pembelian
sebelumnya. Penyimpanan bahan nata lembaran, bahan tambahan atau bahan
penolong pangan, produk akhir, bahan non pangan dan kemasan primer dicatat di
dalam laporan stock penyimpanan yang berisi jumlah barang yang masuk, keluar,
sisa stock dan keterangan (tujuan penggunaan).
(b)
(a) (c)
(d) (e)
Gambar 17. Tempat Penyimpanan (a) Nata Lembaran, (b) Bahan Tambahan/
Penolong Pangan, (c) Peralatan, (d) Bahan Tambahan/ Penolong Pangan, (e)
Produk Akhir
13. Pemeliharaan dan Program Sanitasi
Pemeliharaan dan program sanitasi dilakukan terhadap fasilitas produksi
untuk menjamin terhindarnya kontaminasi silang terhadap pangan yang diolah.
Aspek pemeliharaan dan program sanitasi di PT. Daya Agro Mitra Mandiri
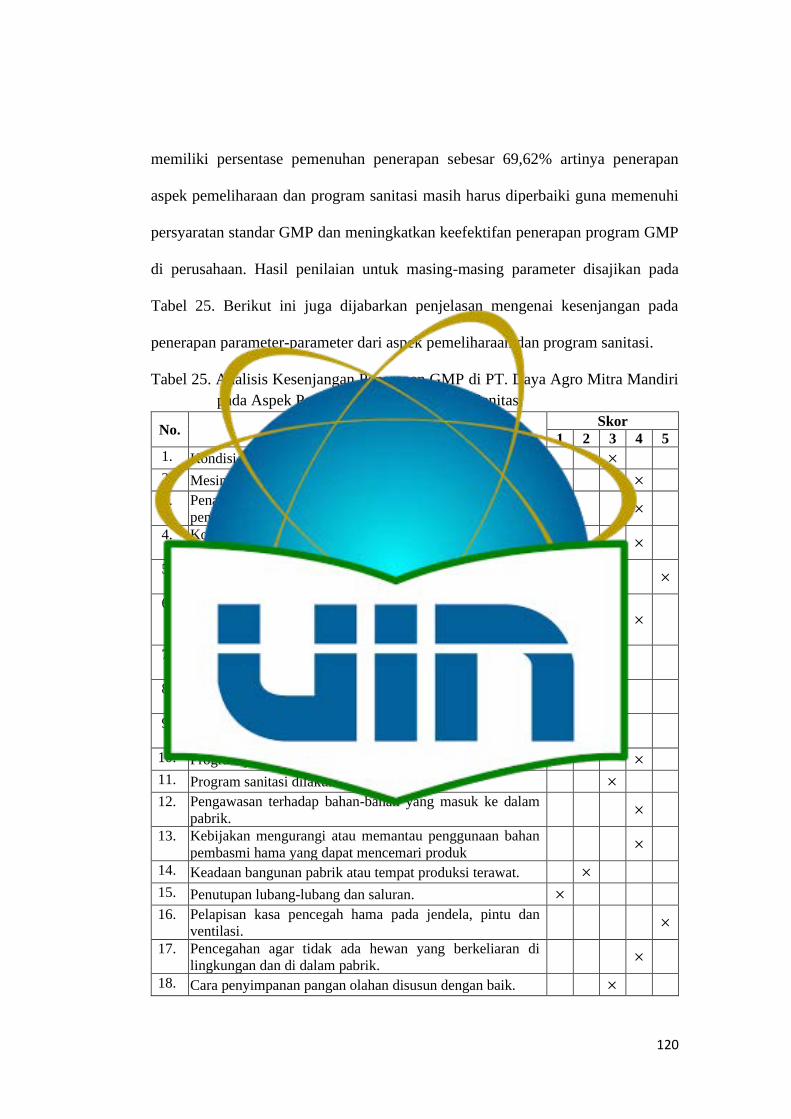
120
memiliki persentase pemenuhan penerapan sebesar 69,62% artinya penerapan
aspek pemeliharaan dan program sanitasi masih harus diperbaiki guna memenuhi
persyaratan standar GMP dan meningkatkan keefektifan penerapan program GMP
di perusahaan. Hasil penilaian untuk masing-masing parameter disajikan pada
Tabel 25. Berikut ini juga dijabarkan penjelasan mengenai kesenjangan pada
penerapan parameter-parameter dari aspek pemeliharaan dan program sanitasi.
Tabel 25. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pemeliharaan dan Program Sanitasi
No. Parameter Skor
1 2 3 4 5
1. Kondisi fasilitas produksi terawat. ×
2. Mesin/ peralatan produksi dalam kondisi bersih. ×
3. Penanganan, penggunaan dan penyimpanan bahan kimia
pencuci mesin atau peralatan produksi. ×
4. Kondisi alat angkut dan alat pemindahan barang di dalam
pabrik bersih. ×
5. Kegiatan pembersihan fasilitas produksi dilakukan dengan
proses fisik, kimia, atau gabungan. ×
6. Kegiatan pembersihan dan sanitasi fasilitas produksi
dilakukan sesuai dengan standar tahap-tahap higiene dan
sanitasi.
×
7. Program pemeliharaan, pembersihan, sanitasi dan desinfeksi
fasilitas produksi dilakukan secara rutin dan berkala. ×
8. Pemantauan terhadap ketepatan dan keefektifan program
pembersihan dan desinfeksi fasilitas produksi. ×
9. Pencatatan mengenai program pembersihan, sanitasi dan
desinfeksi dengan baik. ×
10. Program pengendalian hama dilakukan secara rutin/ berkala. ×
11. Program sanitasi dilakukan dengan baik. ×
12. Pengawasan terhadap bahan-bahan yang masuk ke dalam
pabrik. ×
13. Kebijakan mengurangi atau memantau penggunaan bahan
pembasmi hama yang dapat mencemari produk ×
14. Keadaan bangunan pabrik atau tempat produksi terawat. ×
15. Penutupan lubang-lubang dan saluran. ×
16. Pelapisan kasa pencegah hama pada jendela, pintu dan
ventilasi. ×
17. Pencegahan agar tidak ada hewan yang berkeliaran di
lingkungan dan di dalam pabrik. ×
18. Cara penyimpanan pangan olahan disusun dengan baik. ×
121
Lanjutan Tabel 25.
No. Parameter Skor
1 2 3 4 5
19. Kebersihan ruangan di dalam dan luar pabrik terjaga. ×
20. Keadaan tempat sampah tertutup dan tahan hama. ×
21. Pemeriksaan dan pemantauan terhadap kondisi pabrik dan
lingkungannya. ×
22. Pemusnahan sarang hama dengan segera. ×
23. Pembasmian hama dilakukan tanpa mempengaruhi mutu
dan keamanan produk. ×
24. Penanganan dan pengolahan limbah yang dihasilkan dari
proses produksi. ×
25. Penanganan dan pengolahan limbah padat. ×
26. Penanganan dan pengolahan limbah cair. ×
27. Penanganan dan pengolahan limbah gas. ×
Total Skor (94/135 x 100%) 69,62%
Sumber: Hasil Olah Data (2019)
Fasilitas produksi terdiri dari bangunan tempat produksi dan mesin atau
peralatan produksi. Seperti yang telah dibahas pada pembahasan SSOP aspek
pemberantasan hama, kondisi beberapa bagian bangunan tempat produksi kurang
terawat dengan baik, serta kondisi mesin dan peralatan juga telah dijelaskan pada
pembahasan SSOP aspek kebersihan permukaan yang kontak dengan makanan.
Kegiatan pemeliharaan kondisi bangunan belum dilakukan secara rutin.
Kegiatan pembersihan bangunan, mesin dan peralatan telah dijelaskan pada
pembahasan SSOP aspek kebersihan permukaan yang kontak dengan makanan dan
aspek pencegahan kontaminasi silang. Pembersihan mesin dan peralatan sesudah
produksi diawali dengan melakukan pembersihan dengan cara mekanis atau
mengerok untuk menghilangkan sisa makanan atau sisa produksi, kemudian
pembersihan atau pembilasan menggunakan air biasa dengan tekanan tinggi,
memastikan permukaan telah bersih secara visual dan terakhir dibilas dengan air
122
panas, sedangkan pembersihan sebelum produksi hanya dibilas dengan air biasa
kemudian disiram dengan air panas.
Kegiatan pembersihan area dalam dan luar pabrik belum memiliki laporan
checklist. Kegiatan pemantauan atau pengawasan selama kegiatan pembersihan
mesin/ peralatan telah dijelaskan pada pembahasan SSOP aspek kebersihan
permukaan yang kontak dengan makanan. Hal tersebut sama halnya dengan
pengawasan saat kegiatan pembersihan ruangan dan area luar pabrik. Pemeriksaan
terhadap kondisi mesin dilakukan oleh bagian maintenance setiap hari sebelum
produksi.
Program pengendalian hama yang meliputi pencegahan dan pembasmian
hama juga termasuk dalam kegiatan pemeliharaan dan program sanitasi karena
hama berpotensi mencemari pangan dan area pengolahan pangan dan telah
dijelaskan pada pembahasan SSOP aspek pemberantasan hama.
Penanganan limbah yang dihasilkan dari proses produksi (potongan nata de
coco) dan limbah padat hanya dikumpulkan atau dibuang ke tempat pembuangan
sampah di luar pabrik yang akan diangkat oleh petugas dinas kebersihan setiap dua
atau tiga hari sekali. Selain itu juga, perusahaan belum melakukan pengolahan
limbah cair sebelum dialirkan ke luar pabrik. Limbah cair tersebut terdiri dari air
bekas pencucian bahan pada proses produksi, pencucian mesin, peralatan dan
ruangan.
14. Pengangkutan
Pengawasan pengangkutan produk akhir untuk menghindari kesalahan
dalam pengangkutan yang mengakibatkan kerusakan dan penurunan mutu serta
123
keamanan pangan olahan. PT. Daya Agro Mitra Mandiri telah memenuhi sebesar
90% persyaratan standar GMP menurut Peraturan Menteri Perindustrian RI Nomor
75/M-IND/PER/7/2010 pada aspek pengangkutan. Hasil penilaian untuk masing-
masing parameter disajikan pada Tabel 26. Berikut ini juga dijabarkan penjelasan
mengenai kesenjangan pada penerapan parameter-parameter dari aspek
pengangkutan.
Tabel 26. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pengangkutan
No. Parameter Skor
1 2 3 4 5
1. Wadah dan alat pengangkutan mudah dibersihkan. ×
2. Wadah dan alat pengangkutan tidak mencemari produk. ×
3. Wadah dan alat pengangkutan melindungi produk dari
kontaminasi. ×
4. Wadah dan alat pengangkutan memudahkan pengecekkan
suhu, kelembaban dan kondisi lainnya. ×
5. Wadah dan alat pengangkutan memisahkan produk dari
bahan non pangan selama pengangkutan. ×
6. Wadah dan alat pengangkutan mampu mempertahankan
suhu, kelembaban dan kondisi penyimpanan. ×
7. Wadah dan alat pengangkutan pangan olahan dalam kondisi
baik dan bersih. ×
8. Pembersihan wadah dan alat pengangkutan pangan olahan
jika digunakan untuk mengangkut bahan-bahan lain. ×
Total Skor (36/40 x 100%) 90%
Sumber: Hasil Olah Data (2019)
Wadah pengangkutan bahan atau produk pangan untuk memindahkan
pangan dari proses atau tempat satu ke proses atau tempat lainnya menggunakan
tong atau kontainer, tetapi tidak dialasi pallet atau troli barang atau sebagainya,
sehingga tong atau kontainer tersebut dipindahkan hanya dengan cara didorong dan
hal tersebut memungkinkan tong atau kontainer terkontaminasi yang kemudian juga
dapat mengontaminasi pangan. Tong atau kontainer penampung tersebut
dibersihkan setiap hari, sebelum dan sesudah produksi. Alat transportasi

124
pendistribusian produk menggunakan mobil box yang dilakukan pengecekkan
kondisi kendaraan dan pembersihan setiap akan digunakan. Alat transportasi yang
digunakan dapat melindungi produk dari kontaminasi. Secara keseluruhan, desain
wadah pengangkutan produk dan alat transportasi untuk distribusi produk tidak
mencemari produk dan mudah dibersihkan.
(a) (b)
Gambar 18. Alat Pengangkutan (a) Alat Transportasi, (b) Wadah Pengangkutan di
Dalam Pabrik
15. Dokumentasi dan Pencatatan
Dokumentasi dan pencatatan berguna untuk meningkatkan jaminan mutu
dan keamanan produk, mencegah produk melampaui batas kadaluwarsa dan
meningkatkan keefektifan sistem pengawasan pangan olahan. Aspek dokumentasi
dan pencatatan di PT. Daya Agro Mitra Mandiri memiliki persentase pemenuhan
penerapan sebesar 53,33% artinya penerapan aspek dokumentasi dan pencatatan
masih harus diperbaiki guna memenuhi persyaratan standar GMP dan
meningkatkan keefektifan penerapan program GMP di perusahaan. Hasil penilaian
untuk masing-masing parameter disajikan pada Tabel 27. Berikut ini juga
dijabarkan penjelasan mengenai kesenjangan pada penerapan parameter-parameter
dari aspek dokumentasi dan pencatatan.
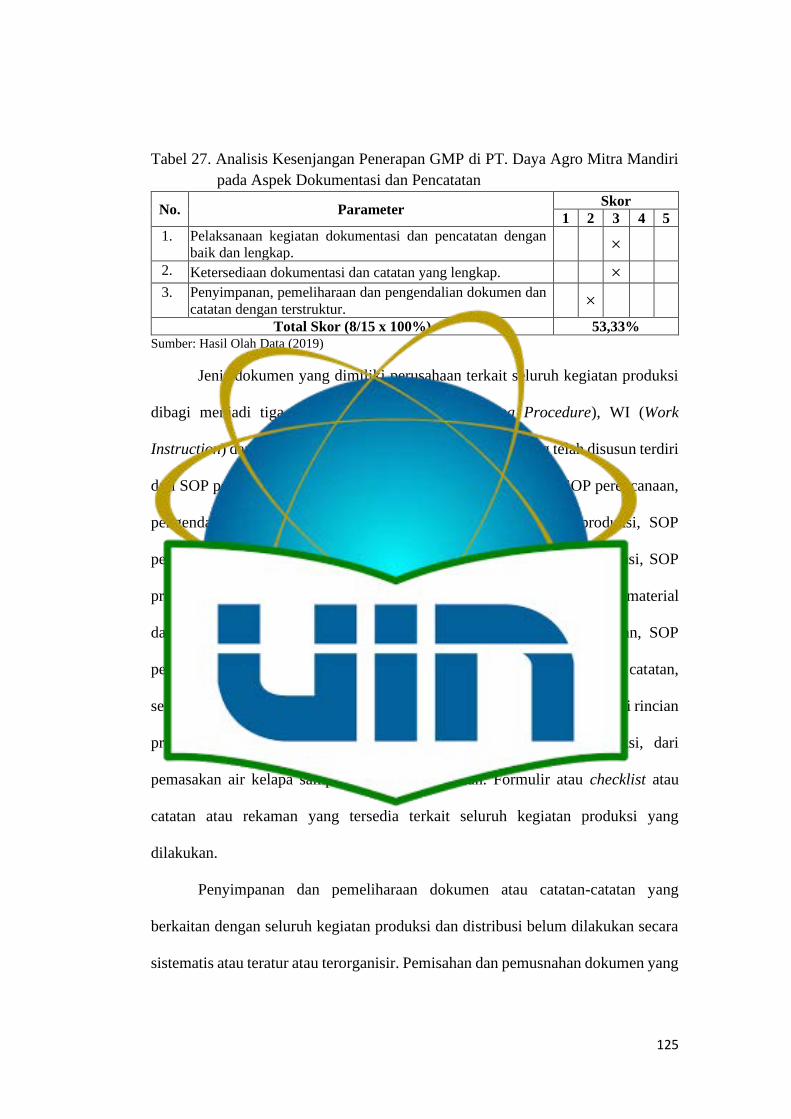
125
Tabel 27. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Dokumentasi dan Pencatatan
No. Parameter Skor
1 2 3 4 5
1. Pelaksanaan kegiatan dokumentasi dan pencatatan dengan
baik dan lengkap. ×
2. Ketersediaan dokumentasi dan catatan yang lengkap. ×
3. Penyimpanan, pemeliharaan dan pengendalian dokumen dan
catatan dengan terstruktur. ×
Total Skor (8/15 x 100%) 53,33%
Sumber: Hasil Olah Data (2019)
Jenis dokumen yang dimiliki perusahaan terkait seluruh kegiatan produksi
dibagi menjadi tiga, yaitu SOP (Standard Operating Procedure), WI (Work
Instruction) dan checklist atau catatan atau rekaman. SOP yang telah disusun terdiri
dari SOP penerimaan order, SOP proses produksi nata de coco, SOP perencanaan,
pengendalian material dan produksi, SOP pengendalian biaya produksi, SOP
penerimaan, penyimpanan dan pengiriman produk, SOP proses fermentasi, SOP
proses supplier, SOP penerimaan produk, SOP pengecekkan dan pengujian material
dan produk, SOP pengendalian ketidaksesuaian produk, SOP pembelian, SOP
penagihan dan pembayaran, SOP manajemen limbah, SOP pengendalian catatan,
serta SOP tindakan perbaikan dan pencegahan. Work Instruction (WI) berisi rincian
proses kerja yang lebih rinci untuk masing-masing tahapan produksi, dari
pemasakan air kelapa sampai dengan pengemasan. Formulir atau checklist atau
catatan atau rekaman yang tersedia terkait seluruh kegiatan produksi yang
dilakukan.
Penyimpanan dan pemeliharaan dokumen atau catatan-catatan yang
berkaitan dengan seluruh kegiatan produksi dan distribusi belum dilakukan secara
sistematis atau teratur atau terorganisir. Pemisahan dan pemusnahan dokumen yang
126
sudah tidak berlaku juga belum dilakukan dengan baik dan konsisten. Selain itu,
terdapat beberapa kegiatan dokumentasi yang belum dilakukan dengan konsisten,
yaitu menyusun laporan progress temuan atau formulir tindakan perbaikan dan
pencegahan atau rekaman tindakan koreksi, laporan bulanan kegiatan pengendalian
hama oleh jasa pengendali hama, serta terdapat beberapa dokumentasi yang belum
dilakukan, yaitu formulir checklist pemeriksaan bahan air kelapa dan bahan
tambahan atau penolong pangan saat penerimaan, kriteria bahan air kelapa dan
bahan tambahan atau penolong pangan yang digunakan, formula dasar setiap bahan
yang digunakan, formula dasar produk yang dihasilkan, laporan harian kegiatan
pembersihan ruangan dan area luar, riwayat kesehatan karyawan dan/ atau catatan
kontrol kesehatan karyawan, protokol atau formulir pemeriksaan bahan pangan dan
produk akhir.
16. Pelatihan
Pelatihan dan pembinaan terhadap karyawan pada perusahaan masih
kurang. Hal ini menjadi ancaman terhadap mutu dan keamanan produk yang
dihasilkan. Aspek pelatihan di PT. Daya Agro Mitra Mandiri memiliki persentase
pemenuhan penerapan sebesar 40% artinya penerapan aspek pelatihan sangat butuh
perbaikan karena berbeda jauh dari persyaratan standar GMP menurut Peraturan
Menteri Perindustrian Nomor 75 Tahun 2010. Hasil penilaian untuk masing-masing
parameter disajikan pada Tabel 28. Berikut ini juga dijabarkan penjelasan mengenai
kesenjangan pada penerapan parameter-parameter dari aspek pelatihan.
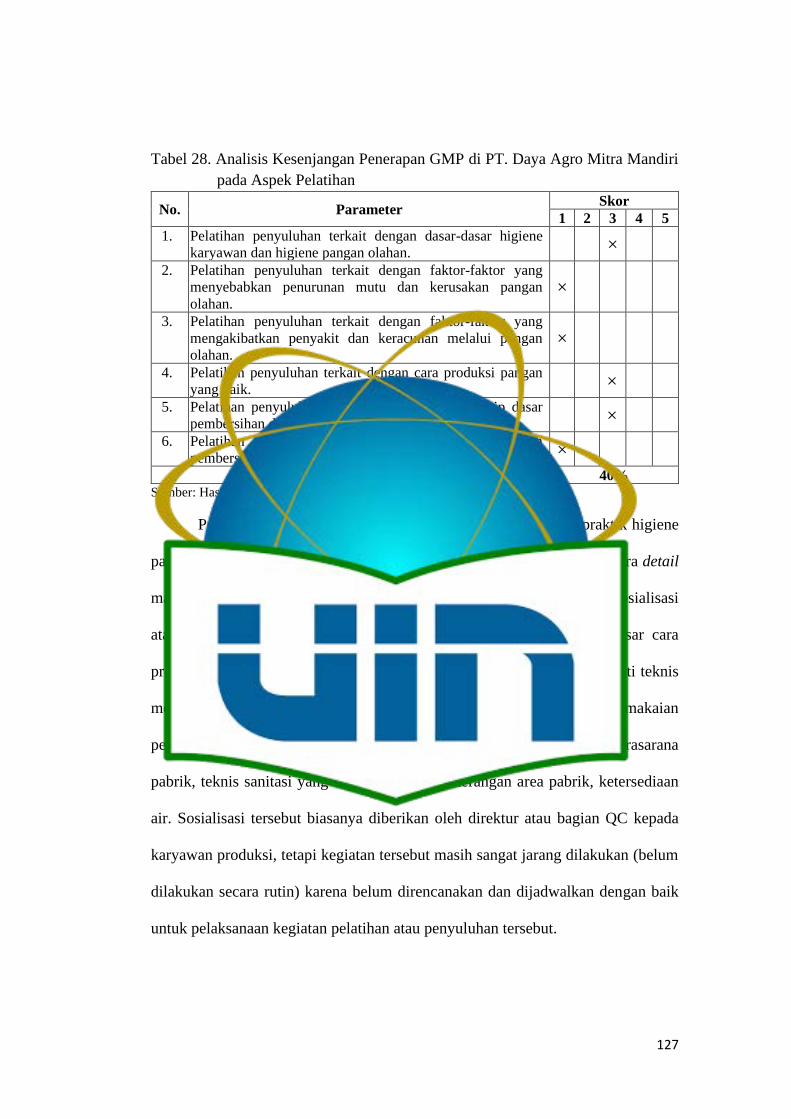
127
Tabel 28. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pelatihan
No. Parameter Skor
1 2 3 4 5
1. Pelatihan penyuluhan terkait dengan dasar-dasar higiene
karyawan dan higiene pangan olahan. ×
2. Pelatihan penyuluhan terkait dengan faktor-faktor yang
menyebabkan penurunan mutu dan kerusakan pangan
olahan. ×
3. Pelatihan penyuluhan terkait dengan faktor-faktor yang
mengakibatkan penyakit dan keracunan melalui pangan
olahan. ×
4. Pelatihan penyuluhan terkait dengan cara produksi pangan
yang baik. ×
5. Pelatihan penyuluhan terkait dengan prinsip-prinsip dasar
pembersihan dan sanitasi. ×
6. Pelatihan penyuluhan terkait dengan penanganan bahan
pembersih atau bahan kimia berbahaya. ×
Total Skor (12/30 x 100%) 40% Sumber: Hasil Olah Data (2019)
Pelatihan terhadap karyawan mengenai prinsip-prinsip dan praktik higiene
pangan olahan dan cara produksi pangan yang baik secara umum dan secara detail
masih sangat kurang dilakukan. Perusahaan hanya pernah memberikan sosialisasi
atau penyuluhan kepada karyawan mengenai teknis prinsip-prinsip dasar cara
produksi yang baik yang masih sangat umum dan sangat mendasar, seperti teknis
menjaga kebersihan area pabrik, perilaku kerja yang baik, cara pemakaian
perlengkapan kerja yang baik, pemeliharaan atau maintenance sarana prasarana
pabrik, teknis sanitasi yang baik, keperluan penerangan area pabrik, ketersediaan
air. Sosialisasi tersebut biasanya diberikan oleh direktur atau bagian QC kepada
karyawan produksi, tetapi kegiatan tersebut masih sangat jarang dilakukan (belum
dilakukan secara rutin) karena belum direncanakan dan dijadwalkan dengan baik
untuk pelaksanaan kegiatan pelatihan atau penyuluhan tersebut.
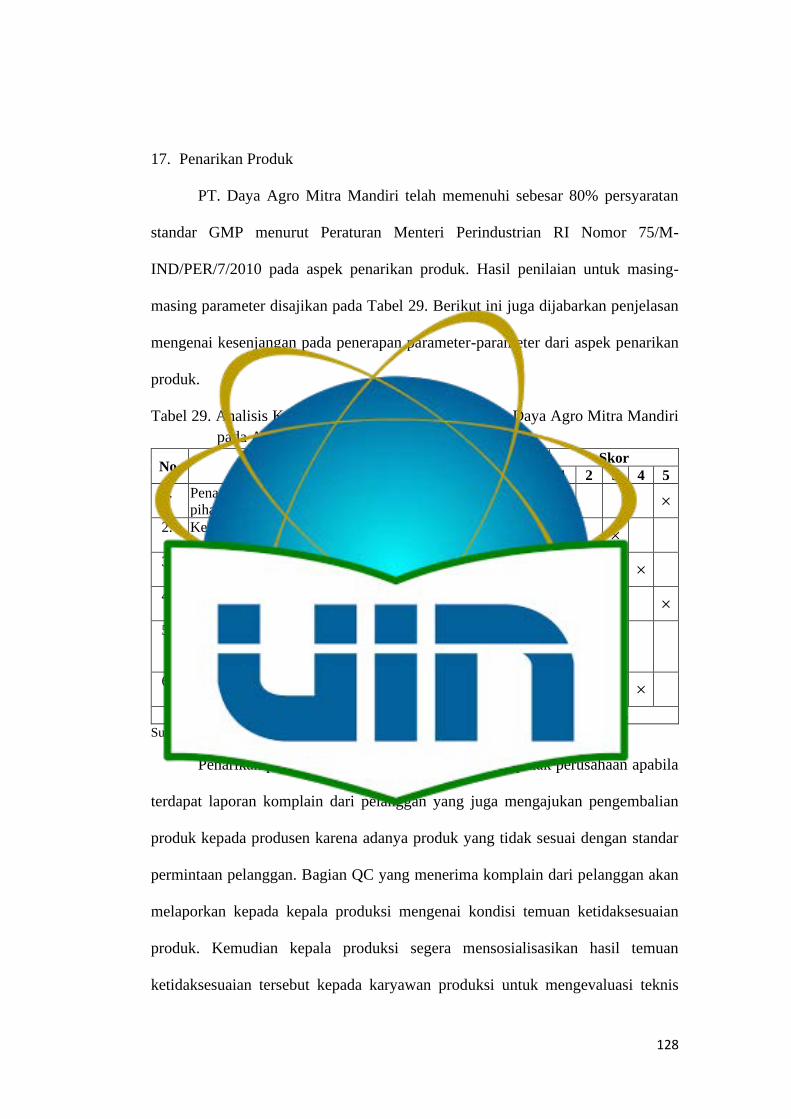
128
17. Penarikan Produk
PT. Daya Agro Mitra Mandiri telah memenuhi sebesar 80% persyaratan
standar GMP menurut Peraturan Menteri Perindustrian RI Nomor 75/M-
IND/PER/7/2010 pada aspek penarikan produk. Hasil penilaian untuk masing-
masing parameter disajikan pada Tabel 29. Berikut ini juga dijabarkan penjelasan
mengenai kesenjangan pada penerapan parameter-parameter dari aspek penarikan
produk.
Tabel 29. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Penarikan Produk
No. Parameter Skor
1 2 3 4 5
1. Penarikan produk dari peredaran atau pasaran dilakukan oleh
pihak perusahaan. ×
2. Ketersediaan prosedur penarikan produk dari peredaran/
pasaran. ×
3. Sosialisasi kepada pelanggan terkait kemungkinan
beredarnya produk yang menimbulkan bahaya. ×
4. Tindakan penarikan pada produk lain yang dihasilkan pada
kondisi yang sama dengan produk penyebab bahaya. ×
5. Pemberhentian sementara proses produksi saat produk yang
dihasilkan terbukti berbahaya sampai masalahnya telah
diatasi.
×
6. Tindakan pengawasan sampai pemusnahan terhadap produk
yang ditarik. ×
Total Skor (24/30 x 100%) 80%
Sumber: Hasil Olah Data (2019)
Penarikan produk dari pelanggan dilakukan oleh pihak perusahaan apabila
terdapat laporan komplain dari pelanggan yang juga mengajukan pengembalian
produk kepada produsen karena adanya produk yang tidak sesuai dengan standar
permintaan pelanggan. Bagian QC yang menerima komplain dari pelanggan akan
melaporkan kepada kepala produksi mengenai kondisi temuan ketidaksesuaian
produk. Kemudian kepala produksi segera mensosialisasikan hasil temuan
ketidaksesuaian tersebut kepada karyawan produksi untuk mengevaluasi teknis
129
proses produksi yang telah dilakukan dan mendiskusikan mengenai kemungkinan
penyebab dan tindakan perbaikan yang seharusnya dilakukan, sementara itu proses
produksi diberhentikan sementara. Setelah itu, kepala produksi akan melaporkan
kembali dan mendiskusikan bersama bagian QC mengenai kemungkinan penyebab
dan tindakan pengendalian atau perbaikan yang dapat dilakukan.
Pelanggan yang memberikan laporan complain biasanya juga melampirkan
formulir tindakan perbaikan untuk diisi oleh pihak produsen, sehingga bagian QC
selanjutnya menyusun atau mengisi laporan tindakan perbaikan berdasarkan hasil
diskusi bersama kepala produksi. Namun, terkadang kegiatan evaluasi teknis proses
produksi atas temuan ketidasesuaian produk dari laporan komplain pelanggan
tersebut belum dilakukan secara maksimal, serius, detail dan hanya sekilas, serta
rumusan tindakan perbaikan atau tindakan koreksi tersebut tidak dilaksanakan atau
dipraktikkan dengan segera dan dengan maksimal, sehingga komplain pelanggan
atas temuan ketidaksesuaian kualitas produk terjadi lagi dan terjadi lagi. Produk
yang ditarik dapat diolah kembali jika kondisi produk masih layak (seperti kondisi
kemasan yang gembung atau bocor, adanya partikel asing yang masih bisa
dibersihkan atau dihilangkan) atau dimusnahkan jika tidak layak dikonsumsi
(seperti nata busuk, berjamur, berubah warna). Selain itu, produk lain yang
memiliki kode batch yang sama dengan produk yang diduga bahaya tersebut juga
akan ditarik dari pelanggan.
18. Pelaksanaan Pedoman
Pelaksanaan pedoman merupakan kegiatan penerapan pedoman GMP
dengan tujuan menghasilkan produk yang bermutu dan aman untuk dikonsumsi.

130
Aspek pelaksanaan pedoman di PT. Daya Agro Mitra Mandiri memiliki persentase
pemenuhan penerapan sebesar 53,33% artinya penerapan aspek pelaksanaan
pedoman masih harus diperbaiki guna memenuhi persyaratan standar dan GMP dan
meningkatkan keefektifan penerapan program GMP di perusahaan. Hasil penilaian
untuk masing-masing parameter disajikan pada Tabel 30. Berikut ini juga
dijabarkan penjelasan mengenai kesenjangan pada penerapan parameter-parameter
dari aspek pelaksanaan pedoman.
Tabel 30. Analisis Kesenjangan Penerapan GMP di PT. Daya Agro Mitra Mandiri
pada Aspek Pelaksanaan Pedoman
No. Parameter Skor
1 2 3 4 5
1. Dokumentasi terkait operasionalisasi program GMP. ×
2. Tanggung jawab manajemen perusahaan untuk menjamin
penerapan GMP. ×
3. Tanggung jawab atau partisipasi karyawan dalam
pelaksanaan GMP. ×
Total Skor (8/15 x 100%) 53,33%
Sumber: Hasil Olah Data (2019)
Manajemen perusahaan dan seluruh karyawan perusahaan dinilai masih
kurang bertanggung jawab dan berkomitmen atas pelaksanaan GMP. Hal tersebut
dapat dilihat dari kegiatan dokumentasi terkait operasionalisasi program GMP
(catatan bahan yang masuk, proses produksi, jumlah dan tanggal produksi,
distribusi, inspeksi dan pengujian, penarikan produk, penyimpanan, pembersihan
dan sanitasi, kontrol hama, kesehatan karyawan, pelatihan, kalibrasi dan lainnya)
yang belum dilakukan dengan baik, lengkap dan konsisten, pengendalian dokumen
yang terkait operasionalisasi GMP juga kurang dilakukan dengan baik karena
pemeliharaan atau penyimpanan beberapa dokumen kurang ditata atau teroganisir
dengan baik.
131
Manajemen perusahaan juga dinilai masih sangat kurang bertanggung jawab
atas sumber daya yang mendukung penerapan GMP karena beberapa sumber daya
atau faktor produksi (mesin, bahan, keuangan, karyawan dan metode atau proses)
dan fasilitas produksi (bangunan, mesin dan peralatan) yang dibutuhkan dalam
penerapan GMP belum disediakan dan kurang dipelihara dengan baik, sehingga
penerapan GMP belum maksimal.
Kekurangan yang paling utama dan menjadi sangat penting untuk menjamin
penerapan GMP yang lebih baik adalah kurangnya pengetahuan karyawan
mengenai prinsip dasar dan praktik cara produksi pangan yang baik, dasar-dasar
hygiene karyawan dan hygiene pangan olahan, faktor-faktor yang menyebabkan
penurunan mutu dan kerusakan pangan olahan, faktor-faktor yang mengakibatkan
penyakit dan keracunan melalui pangan olahan, prinsip-prinsip dasar pembersihan
mesin, peralatan dan fasilitas lain, penanganan bahan pembersih atau bahan kimia
berbahaya. Kurangnya pengetahuan tersebut menyebabkan kurangnya kesadaran
karyawan mengenai pentingnya mutu dan keamanan pangan olahan dan kurangnya
tanggung jawab atau partisipasi karyawan dalam pelaksanaan GMP. Oleh karena
itu, sangat dibutuhkan pelatihan GMP dan ketegasan kepala produksi atau bagian
QC dalam mengawasi seluruh kegiatan di pabrik, terutama terkait pelaksanaan
sanitasi dan GMP oleh karyawan pabrik karena kesadaran karyawan yang masih
kurang baik, sehingga karyawan sesuai fungsi dan tugasnya masing-masing dapat
lebih bertanggung jawab dalam pelaksanaan GMP.
132
5.2 Rekomendasi Tindak Lanjut terhadap Kesenjangan Penerapan
Sanitation Standard Operating Procedures (SSOP) dan Good
Manufacturing Practices (GMP) di PT. Daya Agro Mitra Mandiri
Rekomendasi tindak lanjut khususnya ditujukan untuk mengatasi
kesenjangan-kesenjangan pada penerapan persyaratan Sanitation Standard
Operating Procedures (SSOP) dan Good Manufacturing Practices (GMP) di PT.
Daya Agro Mitra Mandiri yang termasuk dalam kriteria kesenjangan atau
penyimpangan yang serius (mayor) karena mempunyai potensi atau akan
mempengaruhi keamanan produk secara langsung, sehingga menjadi prioritas
untuk diatasi. Rekomendasi tindak lanjut dirumuskan berdasarkan pedoman standar
SSOP menurut FDA (1995) dan NSHATE (1999) dan pedoman standar GMP
menurut Peraturan Menteri Perindustrian RI Nomor 75/M-IND/PER/7/2010 yang
juga disesuaikan dengan kondisi di perusahaan. Rekomendasi tindak lanjut yang
dibuat dibedakan menjadi rekomendasi tindak lanjut yang bersifat teknis dan
rekomendasi tindak lanjut yang bersifat manajerial.
5.2.1 Rekomendasi Tindak Lanjut terhadap Kesenjangan Penerapan
Sanitation Standard Operating Procedures (SSOP) di PT. Daya Agro
Mitra Mandiri
Berdasarkan hasil analisis kesenjangan (GAP) diketahui bahwa penerapan
SSOP secara keseluruhan masih harus diperbaiki guna memenuhi persyaratan
standar SSOP menurut FDA (1995) dan NSHATE (1999) dan meningkatkan
keefektifan penerapan program SSOP, serta terdapat 37 temuan kesenjangan pada
penerapan beberapa parameter dari masing-masing aspek SSOP yang termasuk
dalam kriteria kesenjangan atau penyimpangan yang serius (mayor), kemudian
dapat disimpulkan menjadi 34 kesenjangan karena terdapat 3 kesenjangan yang
133
sama. Oleh karena itu, penulis merekomendasikan tindak lanjut terhadap 34 temuan
kesenjangan tersebut yang dikelompokkan menjadi rekomendasi teknis dan
rekomendasi manajerial:

134
Tabel 31. Rekomendasi Tindak Lanjut terhadap Kesenjangan Penerapan SSOP
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
Kebersihan Permukaan yang Kontak dengan Makanan
1. Kondisi beberapa peralatan tidak
halus dan permukaan pada salah
satu mesin mudah terkikis.
• Pengecekkan kondisi permukaan mesin dan
peralatan yang kontak dengan pangan setiap
sebelum digunakan oleh karyawan produksi.
• Pemeliharaan atau perbaikan kondisi mesin dan
peralatan setiap sebelum kegiatan produksi dimulai
atau dengan segera oleh bagian maintenance.
2. Karyawan sering tidak
menggunakan aprons. • Peringatan kepada karyawan produksi untuk
penggunaan pakaian dan perlengkapan kerja yang
lengkap, layak dan bersih oleh kepala produksi.
• Pengecekkan terhadap kelengkapan dan kondisi
pakaian dan perlengkapan kerja karyawan setiap
hari sebelum memulai kerja oleh kepala produksi
3. Kegiatan pembersihan mesin/
peralatan produksi terkadang
belum dilakukan dengan teliti,
pembersihan sebagian peralatan
masih dilakukan di ruang proses,
serta belum disediakan tempat
penyimpanan khusus untuk
peralatan-peralatan ukuran besar.
• Kepala produksi mengoordinasikan kepada
karyawan produksi untuk melakukan pembersihan
mesin & peralatan dengan baik, benar dan teliti.
• Penyediaan tempat khusus untuk pencucian
peralatan dan untuk penyimpanan peralatan.
4. Penetapan tindakan koreksi
terkadang belum dilakukan secara
matang dan terstruktur dan belum
dilakukan pencatatan tindakan
koreksi.
Penetapan tindakan koreksi secara matang dan
terstruktur dan pencatatan mulai dari informasi
temuan, penyebab, tindakan koreksi,
penanggung jawab dilakukan oleh kepala
produksi dan karyawan produksi.
135
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
5. Kegiatan pengawasan saat kegiatan
pembersihan belum dilakukan
secara cermat, kegiatan
pemeriksaan terhadap kondisi
mesin atau peralatan belum
dilakukan dengan cermat dan
secara rutin, pengujian terhadap
tipe dan konsentrasi bahan sanitasi
dan pengujian mikrobial terhadap
permukaan belum dilakukan.
• Pengawasan saat kegiatan pembersihan dan
pemeriksaan terhadap kondisi dan kebersihan
mesin dan peralatan dilakukan dengan cermat dan
rutin oleh kepala produksi.
• Pengujian terhadap tipe dan konsentrasi bahan
sanitasi, pengujian mikrobial terhadap permukaan
dilakukan rutin setiap bulannya oleh kepala
produksi atau QC.
6. Tidak ditemukan dokumentasi
mengenai kegiatan monitoring
periodik dan rekaman saat terjadi
tindakan koreksi terkait kebersihan
permukaan yang kontak dengan
pangan.
Memberlakukan sistem dokumentasi kegiatan
monitoring periodik dan rekaman saat terjadi
tindakan koreksi terkait penyimpangan pada
kebersihan permukaan yang kontak dengan
pangan.
Pencegahan Kontaminasi Silang
7. Kurangnya penerangan dan
peredaran udara dengan baik pada
gudang produk akhir, tempat
penyimpanan nata lembaran dan air
kelapa berada di area terbuka.
Penyediaan ruangan khusus yang tertutup dan
higienis untuk tempat penyimpanan bahan pangan,
label dan wadah pengemas, peralatan dan produk
akhir dengan penerangan dan ventilasi atau hexos
yang cukup.
8. Kegiatan pembersihan area dan alat
penananganan dan pengolahan
pangan terkadang belum dilakukan
secara sempurna dan bagian
dinding, langit-langit, ventilasi
belum dibersihkan secara rutin.
Kepala produksi mengoordinasikan kepada
karyawan produksi, petugas kebersihan, karyawan
gudang untuk melakukan pembersihan area dan alat
penanganan dan pengolahan pangan dengan baik,
benar, teliti dan rutin.

136
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
9. Rak dan lemari penyimpanan
bahan pangan, peralatan dan
produk akhir cenderung menempel
dinding dan lantai, tong
penampung nata lembaran tidak
diletakkan di atas pallet.
Pengaturan tata letak rak atau lemari penyimpanan
bahan pangan, peralatan dan produk akhir dengan
memberi jarak min. 15 cm dari lantai, 5 cm dari
dinding dan 60 cm dari langit-langit oleh karyawan
gudang dan/ atau meletakkan bahan pangan di atas
pallet.
10. Kegiatan pemantauan terhadap
kondisi atau kegiatan pencegahan
kontaminasi silang belum
dilakukan dengan cermat dan
secara rutin.
Pemantauan oleh kepala produksi atau QC terhadap
kondisi atau kegiatan pencegahan kontaminasi
silang dengan cermat dan rutin.
11. Tidak ditemukan dokumentasi
mengenai kegiatan pembersihan
area produksi, kegiatan audit
personel, kegiatan monitoring
periodik dan tindakan koreksi
terkait pencegahan kontaminasi
silang.
Memberlakukan sistem dokumentasi mengenai
kegiatan pembersihan area produksi, kegiatan
audit personel, kegiatan monitoring periodik dan
saat terjadi tindakan koreksi terkait
penyimpangan yang menyebabkan kontaminasi
silang.
12. Penetapan tindakan koreksi
terkadang belum dilakukan secara
matang dan terstruktur,
pelaksanaan beberapa tindakan
koreksi belum dilakukan dengan
segera, serta belum dilakukan
pencatatan tindakan koreksi.
Menetapkan tindakan koreksi secara matang dan
terstruktur, melakukan tindakan koreksi terhadap
penyimpangan kecil maupun besar dengan
segera dan pencatatan mulai dari informasi
temuan, penyebab, tindakan koreksi,
penanggung jawab.
Menjaga Fasilitas Cuci Tangan, Sanitasi Tangan dan Toilet
13. Kegiatan pembersihan toilet dan
fasilitas cuci tangan belum
dilakukan secara sempurna.
Kepala produksi mengoordinasikan kepada petugas
kebersihan setiap hari untuk melakukan
pembersihan toilet dan fasilitas cuci tangan dengan
baik, sempurna dan teliti.

137
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
14. Sosialiasasi dan peringatan yang
tegas kepada karyawan tentang
pentingnya program pencucian
tangan dan kegiatan hygiene
personal masih jarang dilakukan.
Kepala produksi memberikan sosialisasi kepada
karyawan produksi setiap hari mengenai pentingnya
pencucian tangan dengan baik dan benar, serta
pentingnya kegiatan hygiene personal.
15. Tidak ditemukan petunjuk cara
mencuci tangan yang baik dan
benar di wastafel di depan toilet.
Penyediaan petunjuk cara mencuci tangan yang baik
dan benar di setiap wastafel yang tersedia.
16. Kegiatan pembersihan fasilitas
cuci tangan tidak dilakukan sesuai
jadwal yang ditetapkan.
Kepala produksi mengoordinasikan kepada petugas
kebersihan untuk melakukan pembersihan fasilitas
cuci tangan rutin dua kali sehari.
17. Kegiatan pengawasan saat kegiatan
pembersihan dan pemeliharaan
fasilitas cuci tangan dan toilet
belum dilakukan secara tegas dan
cermat, pemeriksaan terhadap
kondisi kebersihan belum
dilakukan dengan cermat dan
secara rutin.
Pengawasan yang tegas dan cermat saat kegiatan
pembersihan dan pemeliharaan fasilitas, serta
pemeriksaan kondisi dan kebersihan fasilitas cuci
tangan dan toilet dengan teliti dan secara rutin oleh
kepala produksi.
18. Tidak ditemukan catatan atau
checklist mengenai kondisi, lokasi,
ketersediaan, kegiatan
pembersihan fasilitas cuci tangan
dan toilet.
Memberlakukan sistem pencatatan atau checklist
mengenai kondisi, lokasi, ketersediaan dan
kegiatan pembersihan fasilitas cuci tangan dan
toilet.
Pencegahan Adulterasi
19. Sebagian besar peralatan produksi,
yaitu tong, ember, boks atau
kontainer, pallet belum memiliki
tempat atau ruangan khusus untuk
penyimpanan.
Penyediaan tempat atau ruangan khusus yang
tertutup dan higienis untuk penyimpanan semua
peralatan-peralatan produksi.
138
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
20. Belum ada pengolahan limbah cair
atau air yang tidak saniter.
Penyediaan fasilitas pengolahan dan melakukan
pengolahan limbah cair atau air yang tidak saniter.
21. Kegiatan pemantauan terhadap
kondisi atau kegiatan pencegahan
adulterasi belum dilakukan dengan
cermat dan rutin.
Pemantauan terhadap upaya pencegahan adulterasi
dan pemeriksaan terhadap kondisi, penggunaan dan
keberadaan bahan non pangan dilakukan dengan
cermat dan secara rutin oleh kepala produksi/ QC.
Pelabelan, Penyimpanan dan Penggunaan Bahan Kimia yang Tepat
22. Kegiatan pemantauan terhadap
kondisi dan kegiatan pelabelan,
penyimpanan dan penggunaan
bahan kimia belum dilakukan
dengan teliti, ketat, tegas, cermat
dan secara rutin.
Pemantauan dan pengawasan terhadap kondisi atau
kegiatan pelabelan, penyimpanan dan penggunaan
bahan kimia dengan teliti, cermat dan secara rutin
oleh kepala produksi.
23. Tidak ditemukan dokumentasi
mengenai kegiatan monitoring
periodik dan tindakan koreksi
terkait pelabelan, penyimpanan dan
penggunaan bahan kimia.
Memberlakukan sistem dokumentasi kegiatan
monitoring periodik dan rekaman saat terjadi
tindakan koreksi terkait penyimpangan pada
pelabelan, penyimpanan dan penggunaan bahan
kimia.
Pengendalian Kesehatan Karyawan
24. Kondisi pakaian pekerja yang
digunakan kurang terjamin
kebersihannya.
Peringatan dan pengecekkan kepada karyawan
produksi mengenai kondisi kebersihan rambut,
kuku, kulit dan penggunaan perlengkapan pakaian
kerja yang baik, lengkap dan bersih.
25. Pemeriksaan kesehatan karyawan
belum dilakukan. • Pengecekkan kondisi kesehatan dan kebersihan
karyawan setiap sebelum memulai kerja oleh
kepala produksi.
• Pemeriksaan medis secara rutin setiap enam bulan
sekali oleh pihak medis.
139
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
26. Pencatatan tentang riwayat
kesehatan karyawan dan saat
terjadi tindakan koreksi belum
dilakukan.
Melakukan pencatatan data riwayat kesehatan
setiap penerimaan karyawan baru oleh direktur,
rekaman saat terjadi tindakan koreksi terkait
penyimpangan pada pengendalian kesehatan
karyawan.
Pemberantasan Hama
27. Kegiatan pembersihan area luar
pabrik terkadang belum dilakukan
secara sempurna dan kurang teliti.
Kepala produksi mengoordinasikan kepada petugas
kebersihan untuk melakukan pembersihan area luar
pabrik dengan baik, benar, teliti dan rutin.
28. Beberapa bagian bangunan pabrik
(dinding, langit-langit, lantai)
dalam kondisi kurang baik dan
kurang terawat.
Kepala produksi mengoordinasikan kepada petugas
kebersihan, bagian maintenance untuk melakukan
pengecekkan setiap hari dan perawatan kondisi
bangunan pabrik rutin setiap bulan atau perbaikan
dengan segera.
29. Lubang dan saluran air di dalam
ruang proses belum tertutup.
Memberikan penutup di setiap lubang dan saluran
air yang ada di ruang proses.
30. Area luar pabrik tidak selalu dalam
keadaan bersih dan area dalam
pabrik terkadang masih ditemukan
kotoran yang tertinggal.
Pembersihan area luar pabrik, area dalam pabrik
dengan baik, maksimal dan secara rutin sesuai
dengan jadwal masing-masing oleh petugas
kebersihan, karyawan produksi.
31. Kain jaring-jaring yang
mengelilingi tempat penyimpanan
nata lembaran sering dibiarkan
terbuka, tempat penampungan
sampah di luar dan beberapa
tempat sampah tidak berpenutup.
Peringatan kepada karyawan produksi untuk
memastikan setiap pintu pabrik atau tirai selalu
tertutup dan kepada petugas kebersihan untuk
menutup dan menjaga kebersihan tempat
penampungan sampah sementara.

140
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
32. Pemusnahan semak-semak, rumput
liar dan barang-barang tidak
terpakai belum dilakukan secara
konsisten dan belum rutin.
Kepala produksi mengoordinasikan kepada petugas
kebersihan untuk melakukan pembersihan semak-
semak dan rumput liar dengan segera dan rutin, serta
menghilangkan tumpukan barang bekas.
33. Kegiatan pemantauan terhadap
kegiatan pencegahan dan
pembasmian hama belum
dilakukan dengan cermat dan
secara rutin.
Pemantauan dan pengawasan terhadap kegiatan
pencegahan dan pembasmian hama dilakukan
dengan cermat dan setiap hari dengan frekuensi
yang cukup
34. Laporan bulanan kegiatan
pembasmian hama oleh pihak
eksternal tidak selalu diberikan.
Pencatatan mengenai kegiatan
monitoring periodik dan saat
terjadi tindakan koreksi belum
dilakukan.
Memastikan adanya laporan bulanan kegiatan
pembasmian hama dari jasa pengendali hama,
membuat dokumentasi khusus kegiatan
monitoring periodik dan rekaman saat terjadi
tindakan koreksi terkait penyimpangan pada
pengendalian hama.
Sumber: Hasil Olah Data
141
5.2.2 Rekomendasi Tindak Lanjut terhadap Kesenjangan Penerapan Good
Manufacturing Practices (GMP) di PT. Daya Agro Mitra Mandiri
Berdasarkan hasil analisis kesenjangan (GAP) diketahui bahwa penerapan
GMP secara keseluruhan masih harus diperbaiki guna memenuhi persyaratan
standar GMP menurut Peraturan Menteri Perindustrian RI Nomor 75/M-
IND/PER/7/2010 dan meningkatkan keefektifan penerapan program GMP. Temuan
kesenjangan pada penerapan beberapa parameter dari masing-masing aspek GMP
yang termasuk dalam kriteria kesenjangan atau penyimpangan yang serius (mayor),
yaitu sebanyak 74 kesenjangan yang kemudian dapat disimpulkan menjadi 63
kesenjangan karena terdapat 11 kesenjangan yang sama. Oleh karena itu, penulis
merekomendasikan tindak lanjut terhadap 63 temuan kesenjangan tersebut yang
dikelompokkan menjadi rekomendasi teknis dan rekomendasi manajerial:
142
Tabel 32. Rekomendasi Tindak Lanjut terhadap Kesenjangan Penerapan GMP No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
Lokasi
1. Terdapat tumpukan sampah dan
tumpukan barang tidak terpakai.
Petugas kebersihan melakukan pembersihan
lingkungan pabrik dari tumpukan sampah dan
tumpukan barang-barang tidak terpakai setiap
hari.
2. Pabrik dikelilingi pohon-pohon besar
dan semak-semak.
Petugas kebersihan melakukan pembersihan
semak-semak dan rumput liar rutin satu minggu
sekali dan dengan segera.
3. Adanya penggunaan area pabrik yang
terbuka untuk tempat penyimpanan,
produksi dan pencucian peralatan.
Penyediaan tirai pencegah hama untuk area
terbuka atau penyediaan ruangan khusus tertutup
di dalam pabrik.
4. Kondisi jalan pabrik masih berupa
tanah - bebatuan.
Perbaikan kondisi jalan menuju pabrik yang
dilengkapi saluran air
Bangunan
5. Beberapa bagian dan desain
bangunan sulit dibersihkan.
Perbaikan bagian dan desain bangunan yang sulit
dibersihkan.
6. Terdapat lantai keramik yang retak,
tidak memiliki kemiringan di ruang
pengolahan, pertemuan lantai dengan
dinding membentuk sudut mati, lantai
pada area terbuka untuk produksi
masih berupa aspal dan sudah tidak
rata.
Pemeliharaan atau perbaikan kondisi lantai di
area pabrik secara rutin satu bulan sekali,
membuat kemiringan yang cukup, pembersihan
dengan baik pada pertemuan lantai dengan
dinding atau didesain tidak membentuk sudut
siku-siku.

143
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
7. Terdapat celah antara pertemuan atap
dengan dinding.
Perbaikan pada bagian pertemuan antara atap
dengan dinding atau melengkapi setiap ruangan
dengan langit-langit
8. Terdapat tembok yang retak, dinding
asbes berkarat, cat dinding tembok
dan triplek yang sulit dibersihkan,
pertemuan dinding dengan dinding
pabrik membentuk sudut mati, serta
terdapat beberapa instalasi listrik di
dinding yang belum tertanam.
Pemeliharaan atau perbaikan kondisi dinding
secara rutin satu bulan sekali, menggunakan
bahan yang tahan lama dan mudah dibersihkan
untuk konstruksi dinding dan untuk cat
permukaan dinding, pembersihan dengan baik
pada pertemuan dinding dengan dinding dan
instalasi listrik yang tertempel pada dinding
didesain tertanam dalam dinding.
9. Beberapa bagian langit-langit di
ruang proses sudah mengelupas dan
sulit dibersihkan
Perbaikan kondisi langit-langit yang sudah rusak
atau mengganti langit-langit yang terbuat dari
bahan yang tahan lama dan mudah dibersihkan.
10. Penerangan di gudang produk akhir
dan ruang fermentasi masih kurang.
Penyediaan penerangan dari lampu dan/ atau
pencahayaan sinar matahari yang cukup di setiap
ruangan di dalam pabrik.
11. Beberapa ruangan belum dilengkapi
dengan ventilasi.
Penyediaan ventilasi yang dilengkapi dengan
kasa pencegah hama dan/ atau hexos yang cukup
di setiap ruangan di dalam pabrik.
12. Lampu di beberapan ruangan belum
dilengkapi dengan pelindung. Belum
melakukan pencatatan kejadian gelas
pecah.
Penyediaan pelindung pada setiap lampu yang
ada di area pabrik.
Memberlakukan sistem pencatatan kejadian bahan
gelas yang pecah.

144
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
Fasilitas Sanitasi
13. Kondisi pipa-pipa saluran air kurang
terawat dan kurang bersih.
Bagian maintenance melakukan pemeliharaan
atau perbaikan kondisi pipa-pipa saluran air rutin
satu minggu sekali.
14. Sistem pemipaan untuk air yang
kontak langsung dengan pangan dan
untuk air yang tidak kontak langsung
dengan pangan tidak diberikan tanda
atau warna pembeda.
Penyediaan tanda atau warna berbeda antara
sistem pemipaan untuk air yang kontak langsung
dengan pangan dan untuk air yang tidak kontak
langsung dengan pangan.
15. Tidak tersedia sarana pengolahan
untuk limbah cair dan air yang tidak
saniter.
Penyediaan sarana pengolahan limbah cair, air
yang tidak saniter, padat dan gas.
16. Belum tersedia wadah untuk limbah
bahan berbahaya.
Penyediaan wadah untuk limbah bahan
berbahaya yang kuat, diberi tanda dan tertutup
rapat.
17. Tidak tersedia sabun dan tempat
sampah tertutup di dalam toilet,
jumlah wastafel di dekat toilet masih
kurang dan tidak dilengkapi dengan
sabun cuci tangan, alat pengering,
bahan sanitasi dan tempat sampah.
Penyediaan sabun dan tempat sampah
berpenutup dengan pijakan kaki di setiap toilet,
wastafel sesuai dengan jumlah karyawan dengan
sabun cuci tangan, alat pengering, bahan sanitasi
tangan, tempat sampah.
18. Kondisi toilet kurang bersih dan
kurang terawat.
Petugas kebersihan melakukan pembersihan dan
pemeliharaan toilet dengan baik, teliti dan rutin
setiap hari.

145
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
19. Tidak tersedia tanda peringatan
mencuci tangan yang baik dan benar
setelah menggunakan toilet di toilet.
Penyediaan peringatan mencuci tangan yang baik
dan benar setelah menggunakan toilet di setiap
toilet.
20. Fasilitas cuci tangan di depan ruang
produksi belum dilengkapi dengan
bahan sanitasi dan tempat sampah
yang berpenutup dan yang
menggunakan pijakan kaki, serta
jumlahnya masih kurang dibanding
dengan jumlah karyawan.
Penyediaan fasilitas cuci tangan dengan jumlah
yang disesuaikan dengan jumlah karyawan dan
yang lengkap.
21. Tempat pembilas sepatu kerja belum
dilengkapi bahan sanitasi dan belum
digunakan dengan benar.
Penyediaan fasilitas pembilas sepatu kerja
dengan air bersih dan bahan sanitasi, serta
digunakan dengan tepat.
22. Kondisi ruang ganti karyawan pria
dan wanita kurang bersih dan kurang
terawat.
Penyediaan tempat menyimpan terpisah antara
pakaian kerja dan pakaian luar, melakukan
pembersihan ruang ganti.
Mesin dan Peralatan
23. Beberapa kondisi peralatan tidak
halus dan permukaan salah satu mesin
mudah terkikis.
Pengecekkan kondisi permukaan mesin dan
peralatan yang kontak dengan pangan setiap
sebelum digunakan oleh karyawan produksi dan
pemeliharaan atau perbaikan kondisi mesin dan
peralatan setiap sebelum kegiatan produksi
dimulai atau dengan segera oleh bagian
maintenance.

146
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
24. Pengawasan terhadap penggunaan
mesin dan peralatan belum dilakukan
dengan cermat (hanya sekilas saja).
Kepala produksi melakukan pengawasan dan
pemeriksaan dengan cermat dan ketat terhadap
penggunaan mesin dan peralatan oleh karyawan.
Bahan
25. Dokumentasi khusus terkait formula
dasar bahan belum tersedia.
Penyusunan formula dasar bahan (jenis dan
persyaratan mutu bahan) secara tertulis.
Pengawasan Proses
26. Persyaratan mengenai bahan baku air
kelapa, bahan tambahan atau bahan
penolong pangan, kompisi belum
terdokumentasi secara khusus.
Membuat dokumentasi khusus mengenai
persyaratan bahan baku air kelapa, persyaratan
setiap bahan tambahan atau bahan penolong
pangan yang digunakan dan komposisi masing-
masing produk yang dihasilkan.
27. Perancangan, pemantauan dan
pengkajian ulang terhadap sistem
pengawasan yang diterapkan belum
dilakukan.
Kepala produksi dan QC melakukan perancangan
sistem pengawasan yang akan diterapkan,
kemudian memantau dan mengkaji ulang setiap
sistem pengawasan yang dilakukan satu bulan
sekali.
28. Petunjuk atau formula dasar produk
belum tersedia.
Penyusunan formula dasar produk.
29. Instruksi tentang protokol pembuatan
yang dilakukan hanya pencatatan di
papan tulis.
Penyusunan protokol atau petunjuk pembuatan
untuk setiap satu kali proses tertulis secara khusus.

147
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
30. Pengujian kimia dan mikrobiologis
terhadap kualitas bahan bahan baku
air kelapa dan nata lembaran belum
dilakukan.
QC melakukan pemeriksaan secara organoleptik
dan fisik terhadap bahan, serta pengujian kimia
dan mikrobiologi terhadap setiap bahan setiap
kedatangan dan sebelum digunakan.
31. Formula dasar bahan dan persyaratan
untuk bahan baku air kelapa dan
bahan tambahan atau penolong
pangan belum tersedia.
Penyusunan dokumentasi khusus terkait formulasi
dasar bahan, persyaratan bahan baku air kelapa,
persyaratan setiap bahan tambahan atau penolong
pangan.
32. Pengawasan terhadap tempat
produksibelum dilakukan dengan
maksimal, teliti dan rutin.
Kepala produksi dan QC melakukan pengawasan
terhadap tempat produksi dan kegiatan-
kegiatannya dengan teliti, tegas dan rutin setiap
hari selama kegiatan produksi berlangsung.
33. Karyawan sering tidak menggunakan
perlengkapan kerja dengan lengkap,
pencucian tangan tidak dilakukan
dengan tahapan atau cara yang baik
dan benar.
Memberikan peringatan kepada karyawan
produksi untuk penggunaan perlengkapan kerja
yang lengkap, layak, bersih dan dengan tepat,
melakukan cuci tangan setiap sebelum memulai
kerja dengan cara yang benar, serta pengecekkan
terhadap kelengkapan dan kondisi perlengkapan
kerja karyawan setiap sebelum memulai kerja
oleh kepala produksi.
Karyawan
34. Kondisi kebersihan pakaian
karyawan kurang terjamin.
Kepala produksi memberikan peringatan kepada
karyawan produksi untuk penggunaan pakaian
layak, bersih, melakukan pengecekkan terhadap
kondisi pakaian setiap sebelum memulai kerja.

148
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
35. Kesadaran karyawan mengenai
pentingnya kondisi kesehatan,
kegiatan dan kondisi hygiene
karyawan dalam program keamanan
pangan olahan, serta pengetahuan
karyawan mengenai mutu dan
keamanan pangan olahan masih
kurang.
Pelatihan atau penyuluhan GMPkepada karyawan
tentang dasar-dasar hygiene karyawan dan hygiene
pangan olahan, cara produksi pangan yang baik,
pentingnya mutu dan keamanan pangan, secara
rutin 6 bulan sekali, serta memantau dan
mengevaluasi kompetensi atau pengetahuan
karyawan setelah dilakukan pelatihan.
36. Perusahaan kurang tegas dalam
menegakkan cara berpakaian yang
baik dan lengkap untuk pengunjung
pabrik.
Penyediaan pakaian pelindung untuk pengunjung
pabrik dan secara konsisten dan tegas meminta
kepada pengunjung untuk mengenakan pakaian
pelindung tersebut dan mematuhi persyaratan
hygiene yang berlaku bagi karyawan.
37. Belum ditetapkan penanggung jawab
khusus untuk pengawasan mutu dan
keamanan pangan olahan.
Penetapan penanggung jawab khusus pengawasan
mutu dan keamanan pangan olahan yang
kompeten, serta memberikan pelatihan kepada
penanggung jawab pengawasan mutu rutin 6 bulan
sekali.
Pengemas
38. Penyimpanan kemasan primer belum
rapih dan terbuka, penyimpanan
kemasan sekunder tidak diletakkan di
atas pallet.
Penyediaan ruangan khusus yang bersih untuk
tempat penyimpanan kemasan primer dan
kemasan sekunder dengan rak atau lemari atau
diletakkan di atas pallet.

149
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
Penyimpanan
39. Penyimpanan bahan baku air kelapa
dan nata lembaran di tempat terbuka,
gudang produk akhir kurang
pencahayaan dan kurang sirkulasi
udara.
Penyediaan ruang penyimpanan khusus untuk
bahan pangan dan produk akhir yang tertutup,
suhu sesuai, cukup penerangan, aliran udara
terjamin dan bebas hama.
40. Rak dan lemari penyimpanan bahan
pangan dan produk akhir masih
cenderung menempel dinding dan
lantai.
Pengaturan tata letak rak atau lemari
penyimpanan dengan memberikan jarak dari
lantai min. 15 cm, dari dinding min. 5 cm dan dari
langit-langit min. 60 cm.
41. Penyimpanan bahan baku air kelapa
dan nata lembaran tidak dipisahkan
antara bahan yang belum dan sudah
diperiksa.
Pengaturan penyimpanan bahan pangan dengan
memberi tanda atau meletakkan secara terpisah
antara bahan yang masuk gudang lebih awal
dengan yang masuk kemudiannya, yang belum
dan sudah diperiksa, serta yang memenuhi dan
tidak memenuhi syarat.
42. Penyimpanan bahan berbahaya
kurang diawasi dengan ketat dan
cermat.
Petugas kebersihan dan bagian maintenance
untuk melakukan pengawasan dan pengecekkan
terhadap penyimpanan bahan non pangan dengan
lebih ketat dan cermat.
43.
Penyimpanan peralatan di dalam boks
dan lemari penyimpanan kurang rapi
dan peralatan ember, tong dan lainnya
belum memiliki tempat penyimpanan
khusus.
Penyediaan tempat atau ruang khusus untuk
penyimpanan peralatan produksi dan melakukan
penyimpanan dengan rapih dan teratur.

150
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
44. Lemari tempat penyimpanan
peralatan produksi kurang bersih dan
kurang terawat.
Petugas kebersihan atau bagian gudang
melakukan pembersihan lemari atau wadah
tempat penyimpanan peralatan produksi rutinn
setiap hari.
Pemeliharaan dan Program Sanitasi
45. Kondisi beberapa bagian bangunan
kurang terawat (dinding, lantai,
langit-langit) dan kondisi beberapa
peralatan kurang baik.
Petugas kebersihan, bagian maintenance,
karyawan produksi melakukan pengecekkan
setiap hari dan perawatan kondisi bangunan dan
mesin peralatan rutin setiap bulan atau perbaikan
dengan segera.
46. Pembersihan dinding, langit-langit
dan ventilasi dan pemeliharaan
bangunan belum dilakukan secara
rutin.
Petugas kebersihan, bagian maintenance,
karyawan produksi, karyawan gudang
melakukan pemeliharaan dan pembersihan
bangunan pabrik rutin sesuai dengan jadwal
masing-masing.
47. Pemantauan terhadap kegiatan
pembersihan fasilitas produksi
kurang dilakukan secara cermat.
Kepala produksi melakukan pemantauan atau
pengawasan terhadap ketepatan dan keefektifan
kegiatan pembersihan bangunan, mesin dan
peralatan dengan cermat, tegas.
48. Pencatatan mengenai kegiatan
pembersihan area pabrik belum
dilakukan.
Memberlakukan sistem pencatatan atau formulir
checklist untuk kegiatan pembersihan area dalam
dan area luar pabrik.
49. Kegiatan pengolahan limbah cair
tidak dilakukan.
Melakukan pengolahan limbah cair.

151
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
Dokumentasi dan Pencatatan
50. Terkadang kegiatan pencatatan belum
dilakukan konsisten.
Melakukan pencatatan setiap kegiatan dari proses
produksi sampai distribusi dan dokumentasi
kegiatan pengujian, penarikan produk,
penyimpanan, pembersihan dan sanitasi, kontrol
hama, kesehatan karyawan, pelatihan, kalibrasi
dengan lebih baik, rapih dan konsisten oleh kepala
produksi, QC, karyawan produksi, karyawan
gudang, petugas kebersihan dan bagian
maintenance.
51. Terdapat beberapa dokumen atau
catatan yang belum tersedia.
Pemberlakuan sistem dokumentasi mengenai
formulir checklist pemeriksaan bahan air kelapa
dan bahan tambahan atau penolong pangan saat
penerimaan, kriteria bahan air kelapa dan bahan
tambahan atau penolong pangan yang digunakan,
formula dasar setiap bahan yang digunakan,
formula dasar produk yang dihasilkan, laporan
harian kegiatan pembersihan ruangan dan area
luar, riwayat kesehatan karyawan dan/ atau catatan
kontrol kesehatan karyawan, protokol atau
formulir pemeriksaan bahan pangan dan produk
akhir.
52. Pengendalian atau pemeliharaan atau
penyimpanan dokumen atau catatan
kurang dilakukan dengan baik.
Penetapan dan penerapan sistem pengendalian
dokumen yang baik dan terorganisir.

152
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
Pelatihan
53. Pelatihan penyuluhan terkait dengan
dasar-dasar higiene karyawan dan
higiene pangan olahan masih kurang
dilakukan dan belum rutin.
Memberikan pelatihan terkait dengan dasar-dasar
higiene karyawan dan higiene pangan olahan
secara rutin enam bulan sekali.
54. Pelatihan penyuluhan yang terkait
dengan faktor-faktor yang
menyebabkan penurunan mutu dan
kerusakan pangan olahan belum
dilakukan.
Mengadakan dan menentukan jadwal pelatihan
terkait dengan faktor-faktor yang menyebabkan
penurunan mutu dan kerusakan pangan olahan
secara rutin enam bulan sekali.
55. Pelatihan penyuluhan yang terkait
dengan faktor-faktor yang
mengakibatkan penyakit dan
keracunan melalui pangan olahan
belum dilakukan.
Mengadakan dan menentukan jadwal pelatihan
terkait dengan faktor-faktor yang mengakibatkan
penyakit dan keracunan melalui pangan olahan
secara rutin enam bulan sekali.
56. Pelatihan penyuluhan yang terkait
dengan cara produksi pangan yang
baik masih kurang dilakukan dan
belum rutin.
Memberikan pelatihan terkait dengan cara
produksi pangan yang baik secara rutin enam bulan
sekali.
57. Pelatihan penyuluhan yang terkait
dengan prinsip-prinsip dasar
pembersihan dan sanitasi masih
kurang dilakukan dan belum rutin.
Memberikan pelatihan terkait dengan prinsip-
prinsip dasar pembersihan dan sanitasi mesin/
peralatan dan fasilitas lainnya secara rutin enam
bulan sekali.

153
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
58. Pelatihan penyuluhan yang terkait
dengan penanganan bahan pembersih
atau bahan kimia berbahaya belum
dilakukan.
Mengadakan dan menentukan jadwal pelatihan
terkait dengan penanganan bahan pembersih atau
bahan kimia berbahaya secara rutin enam bulan
sekali.
Penarikan Produk
59. Tidak ditemukan dokumentasi
tertulis terkait prosedur penarikan
produk dari pasaran.
Penyusunan dokumentasi khusus terkait prosedur
penarikan produk dari pasaran dan disosialisasikan
kepada karyawan dan pelanggan.
60. Pemberhentian sementara proses
produksi biasanya tidak dilakukan
sampai penanganan masalah tersebut
benar-benar selesai.
Penetapan oleh kepala produksi untuk
melakukan pemberhentian proses produksi saat
produk yang dihasilkan terbukti berbahaya
sampai masalahnya telah diatasi.
Pelaksanaan Pedoman
61. Dokumentasi operasionalisasi
program GMP belum dilakukan
dengan baik dan lengkap,
pengendalian dokumen yang terkait
operasionalisasi GMP juga kurang
dilakukan dengan baik.
Melakukan dokumentasi terkait operasionalisasi
program GMP dengan baik, lengkap dan
konsisten, serta menetapkan dan melakukan sistem
pengendalian dokumen dengan baik dan
terorganisir.

154
No. Temuan Kesenjangan Rekomendasi Teknis Rekomendasi Manajerial
62. Penyediaan dan pemeliharan sumber
daya (faktor dan fasilitas produksi)
yang dibutuhkan dalam penerapan
GMP masih sangat kurang maksimal,
diantaranya mesin, keuangan dan
pengetahuan karyawan.
Manajemen perusahaan menyediakan dan
memelihara faktor-faktor produksi (mesin, bahan,
keuangan, karyawan dan metode atau proses) dan
fasilitas produksi yang mendukung pelaksanaan
GMP, serta seluruh pihak perusahaan (mulai dari
manajemen perusahaan sampai karyawan pabrik)
berkomitmen untuk menerapkan GMP dengan
baik dan konsisten.
63. Kesadaran dan pengetahuan
karyawan mengenai pentingnya mutu
dan keamanan pangan olahan masih
sangat kurang, sehingga partisipasi
dalam pelaksanaan GMP masih
kurang maksimal.
Mengadakan pelatihan atau penyuluhan GMP
kepada karyawan enam bulan sekali, memantau
dan mengevaluasi kompetensi atau pengetahuan
karyawan setelah dilakukan pelatihan, serta kepala
produksi menghimbau karyawan setiap sebelum
memulai kerja untuk menerapkan cara produksi
pangan yang baik dan hygiene sesuai fungsi dan
tugasnya masing-masing dan melakukan
pengawasan yang tegas terhadap seluruh kegiatan
di pabrik.
Sumber: Hasil Olah Data (2019)

155
BAB VI
PENUTUP
6.1 Kesimpulan
Berdasarkan hasil dan pembahasan mengenai penerapan Sanitation
Standard Operating Procedures (SSOP) dan Good Manufacturing Practices
(GMP) di PT. Daya Agro Mitra Mandiri, dapat ditarik kesimpulan sebagai berikut.
1. Berdasarkan analisis kesenjangan (GAP), diperoleh rata-rata skor penerapan
SSOP keseluruhan sebesar 73,19%. Hal tersebut menunjukkan bahwa
penerapan SSOP di PT. Daya Agro Mitra Mandiri masih harus diperbaiki guna
memenuhi persyaratan standar SSOP menurut Food and Drug Administration
(FDA) (1995) dan National Seafood HACCP Alliance for Training and
Education (NSHATE) (1999) dan meningkatkan keefektifan penerapan
program SSOP. Nilai penerapan tertinggi terdapat pada penerapan aspek
keamanan air, yaitu sebesar 90% dan nilai penerapan terendah terdapat pada
penerapan aspek pengendalian kesehatan karyawan, yaitu 66,67%.
2. Berdasarkan analisis kesenjangan (GAP), diperoleh rata-rata skor penerapan
GMP keseluruhan sebesar 73,59%, artinya penerapan GMP di PT. Daya Agro
Mitra Mandiri masih harus diperbaiki guna memenuhi persyaratan standar
GMP menurut Peraturan Menteri Perindustrian RI Nomor 75/M-
IND/PER/7/2010 tentang Pedoman Cara Produksi Pangan Olahan Yang Baik
dan meningkatkan keefektifan penerapan program GMP. Nilai penerapan
tertinggi terdapat pada penerapan aspek laboratorium, yaitu sebesar 93,33%

156
dan nilai penerapan terendah terdapat pada penerapan aspek pelatihan, yaitu
40%.
3. Rekomendasi terhadap penerapan SSOP sebanyak 34 rekomendasi untuk
penyimpangan-penyimpangan pada aspek kebersihan permukaan yang kontak
dengan makanan, pencegahan kontaminasi silang, menjaga fasilitas cuci
tangan dan toilet, pencegahan adulterasi, pelabelan dan penyimpanan bahan
kimia yang tepat, pengendalian kesehatan karyawan dan pemberantasan hama,
sedangkan rekomendasi terhadap penerapan GMP sebanyak 63 rekomendasi
untuk penyimpangan-penyimpangan pada aspek, lokasi, bangunan, fasilitas
sanitasi, mesin dan peralatan, bahan, pengawasan proses, karyawan, pengemas,
penyimpanan, pemeliharaan dan program sanitasi, dokumentasi dan
pencatatan, pelatihan, penarikan produk, serta pelaksanaan pedoman.
6.2 Saran
Berdasarkan hasil penelitian yang telah dilakukan dan melihat kondisi yang
ada di perusahaan, maka peneliti memberikan beberapa saran sebagai berikut:
1. Perusahaan hendaknya melakukan upaya pemenuhan persyaratan standar
SSOP dan GMP dan peningkatan efektivitas penerapan program SSOP dan
GMP, melalui:
a. Mengimplementasikan rekomendasi tindak lanjut untuk mengatasi
penyimpangan atau kesenjangan pada penerapan SSOP dan GMP yang
terjadi.

157
b. Melakukan pengawasan dan pemantauan terhadap penerapan rekomendasi
tindak lanjut dan penerapan SSOP dan GMP secara keseluruhan untuk
menjamin penerapan SSOP dan GMP yang efektif dan memenuhi standar
SSOP dan GMP.
c. Melakukan peninjauan (review) terhadap rekomendasi tindak lanjut yang
telah disusun untuk menjamin bahwa rekomendasi tersebut dapat
mengatasi penyimpangan yang terjadi dan memenuhi standar SSOP dan
GMP.
2. Perlu adanya penelitian berikutnya yang dapat melaksanakan monitoring dan
evaluasi terhadap penerapan program SSOP dan GMP setelah adanya
perbaikan sehingga dapat meningkatkan dan memperbaiki efektivitas
penerapan SSOP dan GMP sebagai sistem jaminan keamanan pangan pada
proses produksi nata de coco yang dilakukan perusahaan.
158
DAFTAR PUSTAKA
Admaja, Awangga Febian Surya. 2013. Studi Kesiapan Direktorat Standardisasi
Dalam Menerapkan SNI ISO/IEC 17065. Buletin Pos dan Telekomunikasi,
Vol. 11, No.3.
Alamsyah, Reza dan Enny, H.L. 2015. Pembuatan Nata dari Bahan Baku Air
dengan Perlakuan Konsentrasi Nutrisi dan Mikroba. Journal of Agro-
based Industry, Vol. 32, No.2. 2015.
Bakhtiar, Arfan & Purwanggono, Bambang. 2009. Analisis Implementasi Sistem
Manajemen Kualitas ISO 9001:2000 Dengan Menggunakan Gap Analysis
Tools. J@TI Universitas Diponegoro, Vol. IV, No.3.
[BPOM-RI] Badan Pengawasan Obat dan Makanan Republik Indonesia. 2005.
(draft). Pedoman Pemeriksaan Sarana Pengolahan Saus dalam Botol.
Jakarta: Direktorat Inspeksi dan Sertifikasi Pangan Badan Pengawasan
Obat dan Makanan Republik Indonesia.
[BPOM-RI] Badan Pengawasan Obat dan Makanan Republik Indonesia. 2012.
Grafik Kasus Keracunan Nasional yang Terjadi di Tahun 2011
Berdasarkan Kelompok Penyebab. http://ik.pom.go.id/v2012/ . Diakses
tanggal 27 April 2018.
[BPOM-RI] Badan Pengawasan Obat dan Makanan Republik Indonesia. 2013.
Grafik Kasus Keracunan Nasional yang Terjadi di Tahun 2013
Berdasarkan Kelompok Penyebab. http://ik.pom.go.id/v2013/ . Diakses
tanggal 27 April 2018.
[BPOM-RI] Badan Pengawasan Obat dan Makanan Republik Indonesia. 2015.
Grafik Kasus Keracunan Nasional yang Terjadi di Tahun 2014
Berdasarkan Kelompok Penyebab. http://ik.pom.go.id/v2015/ . Diakses
tanggal 27 April 2018.
[BPOM-RI] Badan Pengawasan Obat dan Makanan Republik Indonesia. 2016.
Grafik Kasus Keracunan Nasional yang Terjadi di Tahun 2016
Berdasarkan Kelompok Penyebab. http://ik.pom.go.id/v2016/ . Diakses
tanggal 27 April 2018.
[BPOM-RI] Badan Pengawasan Obat dan Makanan Republik Indonesia. 2015.
Laporan Tahunan 2015. Jakarta: BPOM.
Damanik, R.I. 2012. Analisis Penerapan Prinsip-Prinsip HACCP (Hazard Analysis
Critical Control Point) di Instalasi Gizi Rumah Sakit X Jakarta Tahun
2012. [Skripsi]. Depok: Universitas Indonesia.
159
Departemen Kesehatan RI. 2013. Pedoman PGRS Penyelenggaraan Makanan
Rumah Sakit. Jakarta: Depkes RI.
[FDA] Food and Drug Administration. 1995. Sanitation, Sanitary Regulation and
Voluntary Programs. Dalam: Marriot & G. Norman (Ed). Principle of
Food Sanitation. 3rd Edition. New York: Chapman and Hall.
Hariyadi, Purwiyatno dan Ratih Dewanti. 2011. Memproduksi Pangan yang Aman.
Jakarta: Dian Rakyat.
Kementerian Kesehatan RI. 1978. Keputusan Menteri Kesehatan RI Nomor: 23/
MEN.KES/SK/I/1978 tentang Pedoman Cara Produksi yang Baik untuk
Makanan. Jakarta.
Kementrian Perindustrian RI. 2010. Peraturan Menteri Perindustrian Republik
Indonesia Nomor: 75/M-IND/PER/7/2010 tentang Cara Produksi Pangan
Olahan Yang Baik (Good Manufacturing Practices). Jakarta.
Kementerian Perindustrian RI. 2018. Data Permintaan Nata De Coco. Jakarta:
Laelasari, Eka. 2015. Islam dan Keamanan Pangan. Jakarta: UIN Press.
Moleong, Lexi J. 2009. Metodologi Penelitian Kualitatif. Jakarta: PT. Remaja
Rosdakarya.
Muhandri, T., Darwin, K., Tim Premysis Consulting. 2012. Sistem Jaminan Mutu
Industri Pangan. Bogor: IPB Press.
Nurdiansyah, Adi. 2010. Evaluasi Aplikasi GMP dan SSOP serta Penyusunan
HACCP Plan pada Produksi Yoghurt Drink di PT Indolakto Factory
Pandaan, Pasuruan. [Skripsi]. Departemen Ilmu Produksi dan Teknologi
Peternakan, Fakultas Peternakan, Institut Pertanian Bogor. Bogor.
Pambayun, Rindit. 2002. Teknologi Pengolahan Nata De Coco. Yogyakarta:
Kanisius.
Presiden RI. 2004. Peraturan Pemerintah No. 28 tentang Keamanan, Mutu dan Gizi
Pangan.
Presiden RI. 2012. Undang-undang No. 18 Tahun 2012 tentang Pangan.
Salsabila, Lulu Hana. 2019. Analisis Penerapan Sistem Hazard Analysis and
Critical Control Point (HACCP) pada Produk Kecap Manis PT. X.
[Skripsi]. Jakarta: UIN Syarif Hidayatullah Jakarta.
Sari, Titus Vita. 2018. Mitigasi Risiko pada Rantai Pasok Nata De Coco (Studi
Kasus pada PT. Daya Agro Mitra Mandiri Ciputat). [Skripsi]. Jakarta:
UIN Syarif Hidayatullah Jakarta.
160
Setiawan, Muhammad Fahrizal. 2018. Evaluasi Penerapan Sistem Safe Quality
Food di PT. XYZ. [Skripsi]. Bogor: Institut Pertanian Bogor.
Sihmawati, R. R., Devy, O., Wardah. 2014. Aspek Mutu Produk Nata De Coco
dengan Penambahan Sari Buah Mangga. Jurnal Teknik Industri Heuristic,
Vol. 11, No. 2. 2014.
Sugiyono. 2009. Memahami Penelitian Kualitatif. Bandung: ALFABETA.
Sugiyono. 2010. Metode Penelitian Bisnis (Pendekatan Kuantitatif, Kualitatif dan
R&D). Bandung: ALFABETA.
Thaheer, Hermawan. 2008. Sistem Manajemen HACCP. Jakarta: Bumi Aksara.
Winarno, F.G. 2011. GMP (Good Manufacturing Practices): Cara Pengolahan
Pangan yang Baik. Bogor: M-Brio Press.
Winarno, F.G. 2014. Kelapa Pohon Kehidupan. Jakarta: PT Gramedia Pustaka
Utama.
Yusuf, Muri. 2014. Metode Penelitian: Kuantitatif, Kualitatif, dan Penelitian
Gabungan. Jakarta: Prenadamedia Group.

161
LAMPIRAN

162
Lampiran 1. SOP Proses Produksi Air Kelapa menjadi Nata Lembaran (Fermentasi)
Lampiran 2. SOP Proses Produksi Nata De Coco Potongan

163
Lampiran 3. SOP Pengiriman atau Distribusi Produk Akhir
Lampiran 4. Contoh Surat Jalan
164
Lampiran 5. Contoh Checklist Pemeriksaan Bahan Baku Nata Lembaran
Lampiran 6. Contoh Laporan Harian Kegiatan Proses Kupasan
Lampiran 7. Contoh Laporan Harian Kegiatan Proses Pembelahan dan Pemotongan
165
Lampiran 8. Contoh Laporan Harian Kegiatan Proses Pemasakan & Pasteurisasi
Lampiran 9. Contoh Laporan Harian Kegiatan Proses Sortir
Lampiram 10. Contoh Catatan Stock Bahan Pangan
166
Lampiran 11. Contoh Catatan Stock Produk Akhir
Lampiran 12. Contoh Catatan Stock Bahan Non Pangan
Lampiran 13. Contoh Checklist Kegiatan Pembersihan Peralatan Produksi

167
Lampiran 14. Contoh Laporan Kegiatan Pembasmian Hama
Lampiran 15. Contoh Formulir Komplain Pelanggan
Lampiran 16. Hasil Uji Kualitas Air
168
Lampiran 17. Hasil Uji Kualitas Produk Akhir
Lampiran 18. Persyaratan Nata Lembaran

169
Lampiran 19. Sertifikat Kalibrasi
170
Lampiran 20. WI Pencucian Peralatan
WORK INSTRUCTION PENCUCIAN PERALATAN PRODUKSI
A. RUANG LINGKUP
Prosedur ini mencakup petunjuk/pedoman tata cara pencucian peralatan produksi
sesuai Sistem Jaminan Halal (SJH) dan Good Manufacturing Practice (GMP) yang
diterapkan di PT. Daya Agro Mitra Mandiri.
B. TUJUAN
Prosedur ini sebagai petunjuk/pedoman tata cara pencucian peralatan produksi sesuai
Sistem Jaminan Halal (SJH) dan Good Manufacturing Practice (GMP) yang
diterapkan di PT. Daya Agro Mitra Mandiri.
C. PELAKSANA
1. Operator Fermentasi
2. Operator Kupas
3. Operator Belah Potong
4. Operator Sortir
5. Operator Press dan Packing
6. Operator Masak
D. PROSES KERJA
1. Alat dan Bahan :
a. Steam Air
b. Sikat
c. Sepatu Kerja
d. Air Panas
2. Tahapan Kerja :
a. Perlengkapan Fermentasi: nampan, botol, alat masak dan tempat
penyimpanan air kelapa.
1. cuci hingga bersih semua peralatan fermentasi.
2. jemur pada terik matahari hingga kering.
3. Simpan semua peralatan di tempat yang bersih dan kering.
b. Peralatan Kupas Nata De Coco lembaran : teplon, gunting, mika, tong dan
ember.
1. Cuci semua peralatan kupas nata de coco lembaran sampai bersih.
2. Bilas dengan air panas dan simpan semua peralatan di dilemari peralatan.
c. Peralatan Belah dan Potong : mesin belah, mesin potong, teplon, dan ember.
1. Cuci semua peralatan belah dan potong sampai bersih.
2. Bilas dengan air panas dan simpan semua peralatan belah dan potong.
d. Peralatan Sortir : bak sortir, ember, saringan stainless, dan gayung.
1. Cuci semua peralatan sortir sampai bersih.
2. Bilas dengan air panas dan simpan semua peralatan di dilemari peralatan.
e. Peralatan Press dan Packing : bak stainless, ember, dan pengaduk
1. Cuci semua peralatan press dan packing sampai bersih.
2. Bilas dengan air panas.
3. Simpan peralatan packing dilemari peralatan.
171
f. LAMPIRAN
1. Laporan Pencucian Peralatan
g. DOKUMEN TERKAIT
1. Sistem Jaminan Halal HAS 23000
Disetujui Oleh Dibuat Oleh
Akbar Riza Fadhila Sularto
Direktur QA
172
Lampiran 21. Kisi-kisi Instrumen Analisis Penerapan SSOP
Indikator Deskripsi Indikator Parameter Instrumen
W*) O*) D*)
Keamanan Air Keamanan air adalah kondisi
air yang bebas dari bahaya
(mikrobiologis, fisika dan
kimia) sehingga tidak
mengganggu dan
membahayakan kesehatan
manusia.
Prosedur standar atau upaya
pengendalian yang dapat
menjamin sistem penyaluran
yang digunakan untuk
menyalurkan air tidak
mengakibatkan kontaminasi
silang terhadap air.
- Saluran air atau sistem pemipaan air untuk
kegiatan produksi dan non produksi terpisah.
√
- Saluran air atau sistem pemipaan antara air bersih
dan air tidak bersih terpisah dan teridentifikasi
dengan jelas.
√
- Pihak perusahaan (bagian maintenance)
melakukan pemeriksaan/ pengecekkan dan
pemeliharaan (maintenance) terhadap kondisi
instalasi dan kebocoran pipa distribusi air yang
dapat diperiksa (bukan perpipaan bawah tanah)
secara rutin (paling tidak setiap hari dengan
frekuensi yang cukup).
√
Prosedur standar atau upaya
pengendalian yang dapat
menjamin air yang digunakan
untuk proses produksi aman
untuk digunakan.
- Dilakukannya water treatment jika sumber air
yang digunakan selain air PAM.
√ √
- Kualitas air yang digunakan untuk proses produksi
dan mengalami kontak langsung dengan bahan
pangan olahan memenuhi persyaratan air minum
atau air bersih menurut peraturan perundang-
undangan.
√ √
- Kualitas air yang digunakan untuk pembersihan
dan sanitasi bangunan/ ruangan dan untuk higiene
personal memenuhi persyaratan air bersih menurut
peraturan perundang-undangan.
√ √
Tersedianya pihak yang
bertanggung jawab menjamin
keamanan air.
- Tersedianya pihak yang bertanggung jawab
(bagian maintenance) memeriksa dan memelihara
sistem perpipaan air, sarana water treatment,
pompa air dan penampung (toren) air, pihak
(bagian maintenance) yang memeriksa dan
memastikan ketersediaan air, serta pihak
√ √
173
(karyawan produksi atau pihak laboratorium) yang
memeriksa dan menguji kualitas air.
Prosedur pemantauan atau
monitoring terhadap air
sehingga dapat memberikan
jaminan bahwa air yang
digunakan aman (sesuai
standar air bersih atau air
minum).
- Pihak perusahaan (kepala produksi, karyawan
produksi, pihak laboratorium) menetapkan dan
melakukan prosedur pemantauan (secara inspeksi
visual, sampling dan pengujian) terhadap kualitas
air yang akan digunakan secara berkala (minimal
sekali setahun/ lebih sering).
√
Tindak lanjut atau tindakan
perbaikan atas ketidaksesuaian
pada standar atau ketentuan
lain mengenai keamanan air.
- Pihak perusahaan (kepala produksi, karyawan
produksi, bagian maintenance) menetapkan dan
melakukan tindakan koreksi apabila mutu
keamanan air tidak sesuai, seperti
memberhentikan saluran air, memberhentikan
proses produksi sementara, menarik produk yang
terkena atau tindakan lain, serta apabila terjadi
koneksi silang maka dapat memberhentikan
proses, menarik produk yang terkena, dan apabila
terjadi arus balik pada pembuangan, harus segera
diperbaiki.
√
Tersedianya dokumentasi
terkait keamanan air.
- Tersedianya rekaman hasil pengujian kualitas air,
rekaman monitoring periodik (saat setiap
dilakukan monitoring), rekaman saat terjadi
tindakan koreksi, dan/ atau rekaman lain terkait
SSOP keamanan air.
√
Kebersihan
Permukaan yang
Kontak dengan
Makanan
Kebersihan permukaan yang
kontak dengan makanan
adalah keadaan permukaan
yang kontak langsung dengan
makanan atau pangan (mesin/
peralatan produksi, rak, boks,
palet, wadah, meja produksi,
bak penampungan air, sarung
Prosedur standar atau upaya
pengendalian yang dapat
menjaga dan memelihara
permukaan yang kontak
langsung dengan makanan
dalam kondisi baik dan bersih.
- Permukaan yang kontak langsung dengan pangan
(mesin/ peralatan produksi, rak, boks, palet,
wadah, bak penampungan air, meja produksi)
dalam kondisi yang baik, halus, rata, tidak
mengelupas, tidak beracun, tidak menimbulkan
pencemaran terhadap bahan dan produk pangan
olahan, serta dalam keadaan terpelihara
kebersihan dan kondisi sanitasinya.
√
174
tangan, pakaian luar pekerja)
bebas dari kotoran, sehingga
tidak memungkinkan
terjadinya kontaminasi pada
pangan.
- Kondisi sarung tangan dan pakaian luar pekerja
yang layak dan bersih.
√
- Pihak perusahaan (karyawan produksi) melakukan
pembersihan dan sanitasi terhadap permukaan
yang kontak langsung dengan pangan dengan
baik, benar (sesuai dengan prosedur standar (SOP)
pembersihan dan sanitasi yang ditetapkan
perusahaan dan/ atau standar tahap-tahap higiene
dan sanitasi) dan cermat atau teliti.
√
√
√
Penjadwalan kegiatan
pembersihan permukaan yang
kontak langsung dengan
makanan yang efektif sehingga
dapat menjamin permukaan
yang kontak dengan makanan
selalu dalam keadaan
terpelihara kebersihannya.
- Kegiatan pembersihan dan sanitasi permukaan
yang kontak langsung dengan pangan dilakukan
secara rutin (sebelum dan sesudah produksi).
√
√
Tersedianya pihak yang
bertanggung jawab terhadap
kebersihan permukaan yang
kontak langsung dengan
makanan.
- Tersedianya petugas yang bertanggung jawab
(karyawan produksi) melakukan pembersihan dan
sanitasi permukaan yang kontak langsung dengan
pangan.
√
√
Prosedur pemantauan atau
monitoring yang dilakukan
terhadap permukaan yang
kontak langsung dengan
makanan sehingga dapat
menjamin bahwa permukaan
yang kontak dengan makanan
selalu dalam kondisi bersih dan
dibersihkan secara rutin.
- Pihak perusahaan (kepala produksi atau karyawan
produksi) menetapkan dan melakukan prosedur
pemantauan (inspeksi visual) terhadap kegiatan
pembersihan dan sanitasi permukaan yang kontak
langsung dengan pangan yang dilakukan sesuai
dengan jadwal sanitasi masing-masing bagian,
pemeriksaan (secara visual) terhadap kondisi dan
kebersihan permukaan yang kontak langsung
dengan pangan setiap hari dengan frekuensi yang
cukup, pengujian kimia terhadap tipe dan
√
175
konsentrasi bahan sanitasi secara berkala, serta
pengujian mikrobial terhadap permukaan untuk
verifikasi kebersihan permukaan secara berkala.
Tindak lanjut atau tindakan
perbaikan atas penyimpangan
pada kondisi kebersihan
permukaan yang kontak
dengan makanan.
- Pihak perusahaan (kepala produksi, karyawan
produksi) menetapkan dan melakukan tindakan
koreksi apabila kondisi permukaan yang kontak
langsung dengan pangan tidak baik, tidak bersih
dan menimbulkan kontaminasi terhadap pangan,
seperti melakukan kembali tindak sanitasi,
perbaiki kondisi permukaan yang tidak baik, jika
konsentrasi sanitizer yang digunakan bervariasi/
diubah, perlu diperhatikan batas penggunaan dan
residunya, serta jika hasil uji mikrobial
menunjukkan jumlah mikroba yang menyimpang
dari kondisi normal, maka tingkatkan pengawasan
terhadap kegiatan pembersihan dan sanitasi.
√
Tersedianya dokumentasi
terkait kebersihan permukaan
yang kontak langsung dengan
makanan.
- Tersedianya catatan kegiatan pembersihan dan
sanitasi permukaan yang kontak langsung dengan
makanan (rekaman monitoring sanitasi harian/
bulanan atau checklist sanitasi harian dan general
cleaning), rekaman monitoring periodik, rekaman
saat terjadi tindakan koreksi, dan/ atau rekaman
lain terkait SSOP kebersihan permukaan yang
kontak dengan pangan.
√
Pencegahan
Kontaminasi Silang
Pencegahan kontaminasi
silang adalah proses, cara,
tindakan/ upaya untuk
menahan/ mencegah agar
tidak terjadi perpindahan
kuman/ bahaya lain dari
pekerja, bahan mentah, area
penanganan dan pengolahan
pangan, permukaan yang
kontak dengan makanan,
Prosedur standar atau upaya
pencegahan yang dapat
mencegah terjadinya
kontaminasi silang pada
produk pangan dari pekerja,
area penanganan dan
pengolahan pangan,
permukaan yang kontak
dengan makanan, bahan
- Karyawan produksi melakukan praktik pencucian
tangan sesuai dengan prosedur atau persyaratan
higiene bagi karyawan yang dilakukan sesering
mungkin dan setiap sebelum mulai dan sesudah
bekerja.
√
- Kondisi kebersihan pekerja/ karyawan produksi
sesuai dengan persyaratan higiene bagi karyawan
(kondisi kuku, rambut, kulit dan kebersihan
pribadi lain yang terjaga, tidak memakai cat kuku
dan perhiasan).
√
176
pengemas/ wadah ke produk
pangan.
mentah dan pengemas atau
wadah.
- Perilaku atau kebiasaan pekerja/ karyawan
produksi sesuai dengan persyaratan higiene bagi
karyawan (tidak meludah, merokok, mengunyah
permen karet dan sebagainya, batuk, bersin dan
bercanda).
√
- Penggunaan pakaian kerja karyawan produksi
sesuai dengan prosedur atau persyaratan higiene
bagi karyawan (pakaian kerja yang bersih, lengkap
dan cara pemakaian yang tepat).
√
- Karyawan tidak diperkenankan keluar masuk ke
area proses yang lain, atau membantu pekerjaan
karyawan lain di bagian lain.
√
√
- Pihak perusahaan (petugas kebersihan, karyawan
produksi, karyawan gudang) melakukan kegiatan
pembersihan dan sanitasi area penanganan dan
pengolahan pangan (dalam pabrik) dan alat
penanganan dan pengolahan pangan (mesin dan
peralatan produksi) dengan baik, benar, cermat/
teliti dan secara berkala atau rutin (paling tidak
setiap hari dengan frekuensi yang cukup).
√
√
√
- Karyawan produksi melakukan tindakan
pembersihan bahan baku sebelum digunakan
untuk mengurangi kontaminasi silang.
√
√
- Aktivitas penanganan (termasuk peletakkan) dan
pengolahan bahan baku dengan produk akhir di
dalam area produksi terpisahkan dengan baik agar
tidak terjadi pencemaran bahan baku terhadap
produk akhir atau sebaliknya.
√
- Penyimpanan bahan pangan, bahan berbahaya
(non pangan), peralatan produksi, peralatan
pembersihan (selain peralatan produksi), label dan
wadah pengemas dan produk akhir saling terpisah.
√
- Cara penyimpanan bahan pangan, peralatan
produksi, label dan wadah pengemas dan produk
√
177
akhir di atas palet/ di dalam rak yang bersih, tidak
menyentuh lantai (min. 15 cm), tidak menempel
dinding (min. 5 cm) dan jauh dari langit-langit
(min. 60 cm) untuk memudahkan tindakan
pembersihan dan mencegah timbulnya
kontaminasi terhadap produk pangan.
- Kondisi ruangan penyimpanan bahan pangan,
peralatan produksi, label dan wadah pengemas dan
produk akhir yang bersih, suhu sesuai, penerangan
cukup, bebas hama dan aliran udara terjamin,
pintu dapat tertutup rapat.
√
Prosedur pemantauan atau
monitoring terhadap upaya-
upaya pencegahan kontaminasi
silang sehingga dapat
menjamin bahwa produk
pangan olahan tidak terkena
kontaminasi silang dari
pekerja, bahan mentah, area
penanganan dan pengolahan
pangan, permukaan yang
kontak dengan makanan dan
wadah atau pengemas.
- Pihak perusahaan (kepala produksi, bagian QC,
karyawan produksi, karyawan gudang)
menetapkan dan melakukan prosedur pemantauan
(inspeksi visual) terhadap upaya pencegahan
kontaminasi silang (praktek higiene pekerja, arus
pergerakan karyawan, tindakan pembersihan
bahan baku sebelum digunakan, tindakan
pembersihan dan sanitasi area penanganan dan
pengolahan pangan (dalam pabrik) dan alat
penanganan dan pengolahan pangan (mesin dan
peralatan produksi), aktivitas penanganan dan
pengolahan bahan dan produk pangan, serta
penyimpanan bahan pangan, peralatan produksi,
label dan wadah pengemas dan produk akhir)
setiap hari dengan frekuensi yang cukup.
√
Tindak lanjut atau tindakan
perbaikan atas ketidaksesuaian
yang mengakibatkan
kontaminasi silang pada
produk pangan olahan atau
produk akhir.
- Pihak perusahaan (kepala produksi, bagian QC,
karyawan produksi, karyawan gudang, petugas
kebersihan) menetapkan dan melakukan tindakan
koreksi apabila ditemukan ketidaksesuaian yang
mengakibatkan kontaminasi silang, seperti
menghentikan sementara aktivitas sampai situasi
kembali sesuai, melakukan tindakan yang
mencegah terjadinya kembali, jika perlu disposisi
√
178
ke produk lain, reproses atau membuang produk
yang terkontaminasi dan sebagainya.
Tersedianya dokumentasi
terkait upaya pencegahan
kontaminasi silang.
- Tersedianya catatan kegiatan pembersihan dan
sanitasi area pabrik dan alat penanganan dan
pengolahan pangan (rekaman monitoring sanitasi
harian/ bulanan atau checklist sanitasi harian dan
general cleaning), rekaman audit personal,
rekaman monitoring periodik, rekaman saat terjadi
tindakan koreksi, dan/ atau rekaman lain terkait
SSOP pencegahan kontaminasi silang pada
produk.
√
Menjaga Fasilitas
Cuci Tangan,
Sanitasi Tangan dan
Toilet
Menjaga fasilitas cuci tangan,
sanitasi tangan dan toilet
merupakan upaya mengawasi
atau memelihara kondisi
fasilitas cuci tangan, fasilitas
sanitasi dan fasilitas toilet
sehingga dapat menunjang
kegiatan higiene karyawan
untuk mencegah terjadinya
kontaminasi terhadap proses
produksi pangan.
Prosedur standar atau upaya
pengendalian yang dapat
menjaga kondisi fasilitas cuci
tangan, sanitasi tangan dan
toilet sehingga dapat
menunjang kegiatan higiene
karyawan.
- Pihak perusahaan (petugas kebersihan) melakukan
kegiatan pembersihan fasilitas cuci tangan,
sanitasi tangan dan toilet karyawan produksi
dengan baik, benar dan teliti/ cermat.
√
√
- Pihak perusahaan (petugas kebersihan, bagian
maintenance) melakukan pemeliharaan kondisi,
pengontrolan/ pengecekkan kelengkapan/
ketersediaan dan menjaga ketersediaan (isi ulang
dan sebagainya) fasilitas cuci tangan, sanitasi
tangan dan toilet karyawan produksi (air bersih,
hand dryer, sabun cuci tangan, alkohol 70% untuk
sanitasi tangan, tempat sampah dan sebagainya).
√
√
Adanya upaya yang dapat
mendorong program pencucian
tangan dan higiene karyawan.
- Adanya sosialisasi atau peringatan tentang
pentingnya program pencucian dan sanitasi
tangan, serta pentingnya kebersihan (kondisi
higiene) personel.
√
- Tersedianya petunjuk cara mencuci tangan yang
baik dan benar dekat dengan fasilitas cuci tangan
dan sanitasi tangan.
√
Penjadwalan kegiatan-
kegiatan dalam menjaga
fasilitas cuci tangan, sanitasi
tangan dan toilet yang efektif
- Kegiatan pembersihan dan pemeliharaan fasilitas
cuci tangan, sanitasi tangan dan toilet karyawan
dilakukan secara rutin (paling tidak setiap hari
dengan frekuensi yang cukup).
√
√
179
sehingga dapat menjamin
kondisi fasilitas cuci tangan,
sanitasi tangan dan toilet selalu
dalam keadaan terpelihara.
Tersedianya petugas yang
bertanggung jawab menjaga
fasilitas cuci tangan, sanitasi
tangan dan toilet.
- Tersedianya petugas/ personel (petugas
kebersihan, bagian maintenance) yang
bertanggung jawab melakukan pembersihan,
pemeliharaan kondisi, pengontrolan/ pengecekkan
ketersediaan/ kelengkapan dan penjagaan
ketersediaan fasilitas cuci tangan, sanitasi tangan
dan toilet karyawan.
√
√
Prosedur pemantauan atau
monitoring terhadap fasilitas
cuci tangan, sanitasi tangan
dan toilet sehingga dapat
menjamin bahwa kondisi
fasilitas cuci tangan, sanitasi
tangan dan toilet dalam
keadaan terpelihara yang dapat
menunjang kegiatan higiene
karyawan.
- Pihak perusahaan (kepala produksi, bagian
maintenance, petugas kebersihan) menetapkan
dan melakukan prosedur pemantauan (inspeksi
visual) terhadap kegiatan pembersihan, sanitasi
dan pemeliharaan fasilitas cuci tangan, sanitasi
tangan dan toilet sesuai dengan jadwal kegiatan-
kegiatan tersebut dan pemeriksaan secara visual
terhadap kondisi fasilitas dan kebersihan fasilitas
setiap hari dengan frekuensi yang cukup.
√
Tindak lanjut atau tindakan
perbaikan atas ketidaksesuaian
pada kondisi fasilitas-fasilitas
cuci tangan, sanitasi tangan
dan toilet.
- Pihak perusahaan (kepala produksi, petugas
kebersihan, bagian maintenance) menetapkan dan
melakukan tindakan koreksi apabila kondisi
fasilitas cuci tangan, sanitasi tangan dan toilet
tidak sesuai, tidak bersih, tidak layak atau
ketersediaan yang kurang, seperti melakukan
perbaikan atau isi ulang bahan perlengkapan toilet
dan cuci atau sanitasi tangan, perbaiki toilet yang
rusak, buang dan buat larutan yang baru jika
konsentrasi bahan sanitasi salah dan sebagainya.
√
180
Tersedianya dokumentasi
terkait upaya menjaga fasilitas
cuci tangan, sanitasi tangan
dan toilet.
- Tersedianya catatan (rekaman) mengenai kondisi,
lokasi dan ketersediaan fasilitas cuci tangan,
fasilitas sanitasi tangan dan fasilitas toilet, serta
rekaman saat terjadi tindakan koreksi, dan/ atau
rekaman lain terkait SSOP menjaga fasilitas cuci
tangan, sanitasi tangan, dan toilet.
√
Pencegahan
Adulterasi (Bahan
Cemaran)
Pencegahan adulterasi adalah
upaya mencegah/ menahan
tercampurnya bahan-bahan
non pangan atau bahan
kontaminasi atau bahan
cemaran (pelumas, bahan
bakar, senyawa pembersih,
sanitizer, air yang tidak
saniter, cemaran kimia dan
cemaran fisik lainnya) ke
dalam bahan dan produk
pangan, bahan atau wadah
pengemas dan permukaan
yang kontak langsung dengan
pangan.
Prosedur standar atau upaya
pencegahan yang dapat
melindungi produk dan bahan
pangan, bahan atau wadah
pengemas, permukaan yang
kontak langsung dengan
pangan dari kontaminasi
mikrobial, kimia dan fisik.
- Keberadaan bahan-bahan non pangan (bahan
sanitasi, pelumas, tinta untuk mesin packaging,
bahan bakar, senyawa pembersih, air yang tidak
saniter) selama proses produksi selalu dijaga dan
dikontrol oleh karyawan agar tidak berada di
dalam ruangan pengolahan maupun gudang bahan
pangan, peralatan produksi, label dan wadah
pengemas, serta gudang produk pangan olahan.
√
√
- Setiap menggunakan bahan-bahan non pangan
untuk area produksi, permukaan yang kontak
dengan pangan dan untuk tangan, karyawan selalu
memastikan paparan bahan tersebut telah
menguap seluruhnya sebelum digunakan kembali
untuk menangani produk.
√
√
- Wadah bahan non pangan (senyawa pembersih,
sanitizer, pelumas dan bahan non pangan lain)
berupa botol spray/ wadah lain yang tidak bocor,
diberi label yang jelas, tidak ditempatkan di atas
meja tempat menangani produk/ dekat dengan
produk dan dikembalikan ke tempat yang aman/
gudang masing-masing bahan setelah digunakan.
√
- Bahan dan peralatan untuk pembersihan dan
sanitasi dan bahan non pangan lain disimpan atau
ditempatkan di ruang khusus dengan rapi dan jauh
dari kemasan produk, permukaan yang kontak
dengan pangan, bahan pangan dan produk pangan
olahan.
√
181
- Pihak perusahaan (petugas kebersihan, karyawan
gudang, karyawan produksi) melakukan kegiatan
pembersihan seluruh area produksi/ area dalam
pabrik (mesin, peralatan, wadah, lantai, dinding,
langit-langit, ventilasi, jendela dan lampu) secara
rutin (misalnya setiap hari dengan frekuensi yang
cukup) sebagai upaya proteksi bahan pangan,
produk, bahan pengemas dan permukaan yang
kontak dengan pangan dari kontaminasi mikrobial,
kimia dan fisik.
√
√
√
- Bahan pangan, peralatan produksi dan produk
disimpan di dalam tempat tertutup dan aman
sebelum melakukan proses pembersihan area
produksi.
√
- Produk atau bahan yang sudah tidak terpakai
segera dibuang ke tempat sampah bertutup.
√
√
- Keadaan tempat sampah selalu diperiksa dan
segera dibuang ke tempat pembuangan sampah/
limbah jika sudah penuh oleh petugas kebersihan.
√
√
- Saluran air yang tidak saniter (air tidak bersih)
dengan air yang saniter (air bersih) terpisah dan
teridentifikasi dengan jelas.
√
- Limbah cair/ air yang tidak saniter diolah terlebih
dahulu sebelum dialirkan ke luar pabrik/ tempat
produksi.
√
√
Prosedur pemantauan atau
monitoring terhadap bahan-
bahan berpotensi tokisn, air
yang tidak saniter dan upaya-
upaya pencegahan adulterasi
sehingga dapat menjamin
bahwa bahan dan produk
pangan, wadah atau bahan
pengemas dan permukaan
- Pihak perusahaan (kepala produksi, bagian QC,
karyawan produksi, karyawan gudang, petugas
kebersihan, bagian maintenance) menetapkan dan
melakukan prosedur pemantauan atau
pemeriksaan (inspeksi visual) terhadap kondisi,
penggunaan, keberadaan bahan berpotensi toksin
(senyawa pembersih, sanitizer, bahan bakar,
pelumas, tinta, cemaran kimia, cemaran fisik) dan
air yang tidak saniter, pemantauan (inspeksi
√

182
yang kontak langsung dengan
pangan terhindar dari bahan
kontaminan.
visual) terhadap upaya pencegahan adulterasi
lainnya setiap hari dengan frekuensi yang cukup,
serta observasi kondisi dan aktivitas sepanjang
hari.
Tindak lanjut atau tindakan
perbaikan atas penyimpangan
yang mengakibatkan
kontaminasi mikrobial, kimia
dan fisik pada produk dan
bahan pangan, bahan atau
wadah pengemas dan
permukaan yang kontak
langsung dengan pangan.
- Pihak perusahaan (kepala produksi, bagian QC,
karyawan produksi, petugas kebersihan, bagian
maintenance) menetapkan dan melakukan
tindakan koreksi apabila terjadi kontaminasi pada
bahan pangan, produk pangan, kemasan produk
atau permukaan yang kontak dengan pangan dari
bahan-bahan non pangan atau penyimpangan lain
yang dapat menimbulkan kontaminasi pada
pangan, seperti hilangkan bahan kontaminasi pada
permukaan, hindari genangan air di lantai,
gunakan air pencuci kaki sebelum masuk ruangan,
pisahkan produk yang terkena bahan non pangan
dan sebagainya.
√
Pelabelan dan
Penyimpanan
Bahan Kimia yang
Tepat
Pelabelan dan penyimpanan
bahan kimia adalah proses
atau cara memberikan label
dan menyimpan bahan kimia
(baik untuk produksi maupun
non produksi (pembersihan,
fumigasi dan sebagainya))
dengan tepat sehingga
menjamin bahwa produk
pangan terlindungi dari
kontaminasi bahan-bahan
toksin atau bahan kimia yang
menjadi toksin bagi produk
akibat penyalahgunaan atau
tertukarnya bahan.
Pelabelan bahan kimia yang
baik untuk melindungi produk
dari kontaminasi.
- Adanya label dengan keterangan yang jelas dan
benar pada wadah asal (dari produsen), sekurang-
kurangnya berisi nama bahan, nama dan alamat
produsen/ distributor dan petunjuk penggunaan;
serta cara peletakkan label dan desain label yang
baik sehingga mudah dilihat, dibaca dan dipahami.
√
- Pihak perusahaan (karyawan gudang, kepala
produksi) melakukan pemeriksaan terhadap
kejelasan label dan keterangan keamanan bahan
pada wadah asal (dari produsen) saat penerimaan
bahan kimia.
√
- Adanya pemberian label identitas dan informasi
yang jelas dan benar oleh pihak perusahaan
(kepala produksi atau karyawan gudang) pada
wadah kerja yang sekurang-kurangnya berisi
nama bahan dan petunjuk penggunaan (anjuran
pemakaian yang aman); serta cara peletakkan label
√
183
dan desain label yang baik sehingga mudah dilihat,
dibaca dan dipahami.
Penyimpanan bahan kimia
yang baik untuk melindungi
produk dari kontaminasi.
- Penyimpanan bahan kimia di dalam boks tertutup
atau rak dengan mengelompokkan berdasarkan
jenis bahan (memisahkan antara yang food grade
dengan non food grade) dan setiap boks atau rak
diberi label yang jelas, serta jauh dari bahan
pangan, produk pangan, kemasan produk dan
peralatan yang kontak dengan makanan.
√
- Ruangan untuk menyimpan bahan kimia selalu
dalam keadaan tertutup dan aksesnya dibatasi.
√
- Pihak perusahaan (karyawan gudang, petugas
kebersihan, bagian maintenance) melakukan
pencatatan untuk setiap pengeluaran dan
pemasukan bahan kimia.
√
√
Penggunaan bahan kimia yang
tepat untuk melindungi produk
dari kontaminasi.
- Penggunaan bahan kimia yang benar, mengikuti
instruksi penggunaan perusahaan produsen dan/
atau prosedur yang menjamin tidak akan
mencemari produk.
√
√
Tersedianya petugas yang
bertanggung jawab terhadap
kondisi dan kegiatan
pelabelan, penyimpanan dan
penggunaan bahan kimia.
- Tersedianya petugas (kepala produksi, karyawan
gudang) yang bertanggung jawab menerima dan
memeriksa label pada wadah asal saat penerimaan,
membuat dan memberikan/ menempelkan label
untuk wadah kerja, petugas (kepala produksi,
karyawan gudang, petugas kebersihan, bagian
maintenance) yang melakukan penyimpanan
bahan kimia ke dalam gudang, mengatur,
menjaga/ memelihara dan memantau kondisi/ cara
penyimpanan bahan kimia di dalam gudang,
petugas (kepala produksi, karyawan gudang,
penanggung jawab setiap tahapan produksi,
petugas kebersihan, bagian maintenance) yang
dapat mengakses gudang bahan kimia dan yang
berhak menggunakan bahan-bahan kimia.
√
√
184
Prosedur pemantauan atau
monitoring terhadap pelabelan,
penyimpanan dan penggunaan
bahan kimia sehingga dapat
menjamin produk pangan
terlindungi dari kontaminasi.
- Pihak perusahaan (kepala produksi, karyawan
gudang, bagian maintenance, petugas kebersihan)
menetapkan dan melakukan prosedur monitoring/
pengawasan/ pemeriksaan (inspeksi visual)
terhadap kegiatan dan kondisi pelabelan,
penyimpanan dan penggunaan bahan kimia setiap
hari dengan frekuensi yang cukup (paling tidak
sekali sehari), serta observasi kondisi dan aktivitas
sepanjang hari.
√
Tindak lanjut atau tindakan
perbaikan atas ketidaksesuaian
pada pelabelan, penyimpanan
dan penggunaan bahan kimia.
- Pihak perusahaan (kepala produksi, karyawan
produksi, karyawan gudang, petugas kebersihan,
bagian maintenance) menetapkan dan melakukan
tindakan koreksi apabila terdapat penyimpangan
pada pelabelan, penyimpanan dan penggunaan
bahan kimia, seperti pindahkan bahan kimia jika
tidak benar penyimpanannya, membuang atau
mengembalikan kepada produsen jika bahan tidak
dilabel dengan benar, membuang wadah yang
rusak, memperbaiki label dan sebagainya.
√
Tersedianya dokumentasi
terkait pelabelan,
penyimpanan dan penggunaan
bahan kimia.
- Tersedianya catatan pengeluaran dan pemasukan
bahan kimia (kartu penyimpanan/ laporan stok),
rekaman monitoring periodik, rekaman saat terjadi
tindakan koreksi, dan/ atau rekaman lain terkait
SSOP pelabelan, penyimpanan dan penggunaan
bahan kimia.
√
Pengendalian
Kesehatan
Karyawan
Pengendalian kesehatan
karyawan merupakan proses,
cara mengelola atau
mengontrol kondisi kesehatan
pekerja agar tidak menjadi
sumber kontaminasi bagi
pangan, wadah atau bahan
pengemas dan permukaan
Prosedur standar atau upaya
pengendalian yang dapat
mencegah penularan penyakit
atau kontaminasi mikrobiologi
dari pekerja ke dalam pangan,
pengemas, permukaan kontak
dengan pangan.
- Kondisi kebersihan pribadi pekerja yang terjaga
(rambut, kuku, kulit, pakaian dan sebagainya).
√
- Karyawan menerapkan prosedur cuci tangan
dengan baik, sesering mungkin sebelum dan
sesudah menangani produk sesuai dengan
prosedur standar higiene personel.
√
- Karyawan melaksanakan tanggung jawab untuk
melapor jika sakit atau terluka.
√
185
yang kontak dengan
makanan.
Prosedur pemantauan atau
monitoring terhadap kesehatan
karyawan sehingga dapat
mengontrol kondisi kesehatan
yang dapat mengakibatkan
kontaminasi mikrobiologi pada
pangan, pengemas dan
permukaan kontak dengan
pangan.
- Pihak perusahaan (kepala produksi atau pihak
medis) menetapkan dan melakukan prosedur
kontrol atau pemeriksaan medis atau pemantauan
secara visual terhadap kesehatan karyawan yang
menangani produk secara rutin (misalnya,
pemantauan secara visual dilakukan setiap hari
dan pemeriksaan medis dilakukan enam bulan
sekali atau satu tahun sekali).
√
Tindak lanjut atau tindakan
koreksi pada karyawan yang
sedang sakit atau kondisi lain
yang dapat menjadi sumber
kontaminasi mikrobiologi.
- Pihak perusahaan (kepala produksi) menetapkan
dan melakukan tindakan pengendalian atau
kebijakan, seperti mengistirahatkan,
memulangkan dan larangan memasuki area
produksi bagi karyawan yang sakit.
√
Tersedianya dokumentasi
terkait kesehatan karyawan.
- Adanya rekaman data kesehatan, seperti hasil
pemeriksaan kesehatan regular (medical check up)
dan/ atau catatan riwayat kesehatan karyawan,
rekaman saat terjadi tindakan koreksi, dan/ atau
rekaman lain terkait SSOP pengendalian
kesehatan karyawan.
√
Pemberantasan
Hama
Pemberantasan hama adalah
upaya pengaturan atau
penghilangan makhluk-
makhluk atau organisme
pengganggu di areal produksi
yang dapat mengancam mutu
dan keamanan pangan dan
mengganggu kesehatan
manusia.
Tindakan-tindakan
pencegahan yang dapat
mengendalikan atau
mengurangi kemungkinan
serangan hama di dalam
pabrik.
- Program sanitasi (area dalam pabrik, area luar
pabrik, permukaan yang kontak langsung dan
yang tidak kontak langsung dengan pangan)
dilakukan dengan baik agar area pabrik tetap
terjaga kebersihannya sehingga mengurangi
kemungkinan serangan hama.
√ √ √
- Pihak perusahaan (kepala produksi atau karyawan
produksi) melakukan pengawasan terhadap
bahan-bahan yang masuk ke dalam pabrik agar
tidak mengandung hama yang dapat mencemari
produk.
√
186
- Adanya kebijakan mengurangi atau memantau
penggunaan pestisida, insektisida dan rodentisida
(bahan pembasmi hama) yang dapat mencemari
produk.
√
Tindakan-tindakan
pencegahan yang dapat
mencegah masuknya hama ke
dalam pabrik atau tempat
produksi.
- Keadaan bangunan pabrik atau tempat produksi
yang terawat dengan kondisi baik untuk mencegah
masuknya hama.
√
- Lubang-lubang dan saluran yang memungkinkan
masuknya hama dalam keadaan tertutup.
√
- Jendela, pintu dan ventilasi dilapisi kasa pencegah
hama.
√
- Pihak perusahaan (kepala produksi, petugas
kebersihan, karyawan produksi) seharusnya
melakukan tindakan pencegahan atau larangan
atau penjagaan agar tidak ada hewan yang
berkeliaran di lingkungan sekitar dan di dalam
pabrik.
√
Tindakan-tindakan
pencegahan yang dapat
mencegah timbulnya sarang
hama di dalam pabrik atau
tempat produksi.
- Penyimpanan pangan olahan disusun dengan baik
(tidak langsung bersentuhan dengan lantai,
dinding dan jauh dari langit-langit) untuk
mencegah timbulnya sarang hama.
√
- Ruangan di dalam dan luar pabrik dalam keadaan
bersih untuk mencegah timbulnya sarang hama.
√
- Pintu area produksi dan tempat sampah di luar
maupun di dalam ruang produksi selalu dalam
keadaan tertutup dan terbuat dari bahan yang tahan
hama untuk mencegah timbulnya sarang hama.
√
- Pihak perusahaan (kepala produksi atau petugas
kebersihan) seharusnya melakukan pemeriksaan
dan pemantauan terhadap kondisi pabrik dan
lingkungannya secara rutin/ berkala dari
kemungkinan timbulnya sarang hama.
√
187
Tindakan pemusnahan yang
dapat memberantas sarang
hama yang ada di area pabrik.
- Pihak perusahaan (petugas kebersihan, karyawan
produksi) seharusnya melakukan pemusnahan
sarang hama dengan segera (genangan air, semak-
semak dan rumput liar, limbah atau sampah,
barang-barang bekas/ tidak terpakai, peralatan dan
wadah yang kotor, produk/ bahan yang tercecer,
area yang kotor dan langit-langit yang kotor).
√ √
Tindakan pemusnahan yang
dapat memberantas hama yang
ada di area pabrik.
- Kegiatan pembasmian hama (baik oleh pihak
internal maupun eksternal) dengan bahan kimia,
bahan biologi atau secara fisik seharusnya
dilakukan sesuai dengan petunjuk kegiatan
pembasmian hama dan instruksi penggunaan
bahan pembasmi hama tanpa mempengaruhi mutu
dan keamanan produk.
√ √
Penjadwalan kegiatan-
kegiatan pengendalian hama
yang efektif sehingga
menjamin tidak adanya hama
pengganggu di area
pengolahan pangan.
- Kegiatan pengendalian hama (pencegahan dan
pembasmian) dilakukan secara rutin atau berkala,
baik yang dilakukan oleh pihak internal maupun
eksternal.
√ √
Tersedianya pihak yang
bertanggung jawab terhadap
pengendalian hama.
- Tersedianya pihak internal perusahaan (petugas
kebersihan, karyawan produksi, kepala produksi,
karyawan gudang) yang bertanggung jawab
melakukan upaya mengurangi serangan hama,
pencegahan masuknya hama ke dalam pabrik,
pencegahan timbulnya sarang hama, pemusnahan
sarang hama, dan/ atau pembasmian hama, serta
pihak eksternal (jasa pengendali hama) yang
bertanggung jawab melakukan pengendalian
hama (seperti, pemasangan perangkap hama
(umpan dan glue trap atau glue paper),
penggunaan space treatment dan ULV untuk
√ √
188
pengendalian hama serangga (kecoa, semut, lalat
dan nyamuk), serta penyemprotan hama).
Prosedur pemantauan atau
monitoring terhadap kegiatan
pengendalian (pencegahan dan
pembasmian) hama sehingga
dapat mengkonfirmasi bahwa
tidak adanya hama
pengganggu di dalam
bangunan pengolahan pangan.
- Pihak perusahaan (kepala produksi) melakukan
pengawasan terhadap pelaksanaan kegiatan
pengendalian hama (pencegahan dan pembasmian
hama, termasuk penggunaan pestisida, insektisida
dan rodentisida atau bahan pembasmi hama lain
(bahan kimia, bahan biologi atau secara fisik))
sesuai dengan jadwal masing-masing kegiatan,
serta pemantauan (inspeksi visual) terhadap
kondisi pencegahan hama di area pabrik dan
keberadaan hama secara rutin (paling tidak setiap
hari dengan frekuensi yang cukup) oleh kepala
produksi, karyawan produksi, petugas kebersihan
dan karyawan gudang.
√
Tindak lanjut atau tindakan
koreksi atas keberadaan hama.
- Pihak perusahaan (kepala produksi, karyawan
produksi, karyawan gudang, petugas kebersihan,
jasa pengendali hama) menetapkan dan
melakukan tindakan koreksi apabila setelah
dilakukan tindakan pencegahan atau pembasmian
hama, hama kembali memasuki ruangan
pengolahan, seperti menambahkan air curtain di
atas pintu luar, melakukan upaya untuk
mengendalikan hama yang belum ditanggulangi,
mengulangi tindakan pengendalian hama dan
melakukan tindakan yang mencegah terjadinya
kembali atau tindakan koreksi lain.
√
Tersedianya dokumentasi
terkait kegiatan pengendalian
hama.
- Tersedianya rekaman atau laporan harian dan
bulanan kegiatan pembasmian hama, rekaman/
checklist monitoring sanitasi harian dan periodik
(general cleaning), rekaman monitoring periodik,
rekaman saat terjadi tindakan koreksi, dan/ atau
rekaman lain terkait SSOP pengendalian hama.
√

189
Lampiran 22. Kisi-kisi Instrumen Analisis Penerapan GMP
Variabel Deskripsi Indikator Parameter Instrumen
W*) O*) D*)
Lokasi Lokasi adalah letak pabrik
tempat produksi yang dapat
melindungi pagan olahan
yang diproduksi.
Lokasi tempat produksi atau
pabrik yang bebas dari sumber
pencemaran.
- Lokasi pabrik tempat produksi harus jauh dari
daerah lingkungan yang tercemar atau daerah
tempat kegiatan industri atau usaha yang dapat
menimbulkan pencemaran.
√
√
- Lokasi pabrik tempat produksi seharusnya jauh
dari tempat pembuangan sampah umum, limbah
atau pemukiman penduduk kumuh (min. 2 km),
tempat rongsokan, dan/ atau tempat lain yang
dapat menjadi sumber cemaran.
√
√
- Pabrik tempat produksi seharusnya berada di
daerah bebas banjir atau tidak mudah tergenang
air.
√
Keadaan lingkungan tempat
produksi atau pabrik yang bebas
dari sumber pencemaran.
- Lingkungan pabrik tempat produksi harus bersih
dan bebas dari tumpukan sampah.
√
- Lingkungan pabrik tempat produksi seharusnya
bebas dari semak-semak atau daerah sarang
hama.
√
- Lingkungan di luar bangunan pabrik/ tempat
produksi yang terbuka seharusnya tidak
digunakan untuk kegiatan produksi.
√
Kondisi jalan menuju pabrik
tempat produksi yang bebas dari
sumber pencemaran.
- Kondisi jalan menuju pabrik tempat produksi
seharusnya tidak menimbulkan debu atau
genangan air dan tersedia saluran air yang mudah
dibersihkan.
√
Bangunan Bangunan adalah tempat-
tempat atau ruangan yang
digunakan untuk
melakukan kegiatan
Tata ruang yang memenuhi
persyaratan higiene pangan
olahan yang mengutamakan
persyaratan mutu dan keamanan
pangan olahan.
- Susunan atau tata letak (layout) bagian dalam
ruangan (ruangan pengolahan) seharusnya sesuai
dengan urutan proses produksi.
√
190
produksi atau penyimpanan
makanan.
Desain pabrik tempat produksi
yang memenuhi persyaratan
higiene pangan olahan yang
mengutamakan persyaratan
mutu dan keamanan pangan
olahan.
- Desain atau rancangan bangunan dan ruangan
seharusnya memenuhi persyaratan teknik dan
higiene sesuai dengan jenis pangan olahan yang
diproduksi, sehingga mudah dibersihkan dan
dipelihara.
√
Desain konstruksi struktur
ruangan pabrik atau tempat
produksi pengolahan pangan
(lantai, dinding, atap dan langit-
langit, pintu, jendela, ventilasi,
permukaan tempat kerja, serta
penggunaan bahan gelas) yang
memenuhi syarat higiene
pangan olahan yang
mengutamakan persyaratan
mutu dan keamanan pangan
olahan.
- Konstruksi lantai ruangan produksi seharusnya
tahan lama, mempunyai kemiringan yang cukup
sehingga memudahkan pembuangan atau
pengaliran air, mempunyai saluran air, air tidak
tergenang, memudahkan pembersihan, kedap air,
tahan terhadap garam, basa, asam/ bahan kimia
lain, lantai dengan dinding tidak membentuk
sudut siku-siku; permukaan lantai seharusnya
rata tetapi tidak licin dan mudah dibersihkan;
lantai seharusnya terbuat dari bahan yang tahan
lama, mudah dipelihara dan dibersihkan; serta
konstruksi lantai untuk kamar mandi, tempat cuci
tangan dan sarana toilet seharusnya memiliki
kemiringan yang cukup ke arah saluran
pembuangan.
√
- Konstruksi dinding pabrik tempat produksi
seharusnya tahan lama, memudahkan
pembersihan, pertemuan dinding dengan dinding
pada ruang produksi tidak membentuk sudut
mati, dinding ruang produksi setinggi minimal 2
m dari lantai, tidak menyerap air, dan tahan
terhadap garam, basa, asam/ bahan kimia lain;
konstruksi dinding seharusnya terbuat atau
tersusun dari bahan yang tahan lama; permukaan
dinding ruang produksi bagian dalam seharusnya
terbuat dari bahan yang tidak beracun, halus, rata,
berwarna terang, tahan lama, tidak mudah
mengelupas, mudah dibersihkan; serta
√
191
permukaan dinding kamar mandi, tempat cuci
tangan dan toilet seharusnya terbuat dari keramik
berwarna terang, dinding setinggi minimal 2 m
dari lantai dan tidak menyerap air.
- Konstruksi atap seharusnya tahan lama dan tidak
bocor, terbuat dari bahan yang tahan lama, tahan
terhadap air, tidak bocor.
√
- Permukaan langit-langit seharusnya tidak
berlubang, tidak retak, rata, berwarna terang dan
mudah dibersihkan; seharusnya terbuat dari
bahan yang tidak mudah terkelupas, tahan lama,
mudah dibersihkan, tidak mudah retak;
seharusnya berjarak minimal 3 m dari lantai;
permukaan langit-langit di ruang produksi yang
menimbulkan uap air seharusnya terbuat dari
bahan yang tidak menyerap air dan dilapisi cat
tahan panas.
√
- Penerangan dalam ruangan produksi seharusnya
terang sesuai dengan keperluan dan persyaratan
kesehatan serta mudah dibersihkan.
√
- Pintu seharusnya terbuat dari bahan yang kuat,
tahan lama, tidak mudah pecah, mudah dipelihara
dan dibersihkan; permukaan pintu seharusnya
rata, halus, berwarna terang, mudah dibersihkan;
pintu harus mudah ditutup dengan baik, serta
seharusnya membuka keluar.
√
- Jendela dapat dibuat dari bahan yang tahan lama,
tidak mudah pecah, mudah dipelihara dan
dibersihkan; permukaan jendela harus rata, halus,
berwarna terang, mudah dibersihkan; jendela
seharusnya dilengkapi dengan kasa pencegah
serangga yang mudah dibersihkan; desain
jendela seharusnya dapat mencegah terjadinya
penumpukan debu.
√
192
- Jumlah dan ukuran jendela seharusnya sesuai
dengan besarnya bangunan; seharusnya jarak
dari lantai minimal 1 m.
√
- Ventilasi seharusnya menjamin peredaran udara
dengan baik, dapat menghilangkan uap, gas,
asap, bau, debu dan panas, dapat mengontrol
suhu yang diperlukan, dapat mengontrol bau
yang mungkin timbul, harus tidak mencemari
pangan olahan melalui aliran udara yang masuk,
serta seharusnya dilengkapi dengan kasa
pencegah serangga.
√
- Permukaan tempat kerja yang kontak dengan
bahan pangan olahan harus dalam kondisi baik,
tahan lama, mudah dipelihara, mudah
dibersihkan; permukaan seharusnya halus, tidak
bereaksi dengan bahan pangan olahan, terbuat
dari bahan yang tidak menyerap air.
√
- Perusahaan seharusnya mempunyai kebijakan
mengenai penggunaan bahan gelas yang
bertujuan mencegah kontaminasi bahaya fisik
(pecahan gelas) terhadap produk, seperti
menghindari penggunaan bahan gelas di area
produksi, area pengemasan dan area
penyimpanan; adanya pemeriksaan terhadap
wadah/ alat dari bahan gelas sebelum digunakan
(jika ada); lampu dilindungi dengan bahan yang
tidak mudah pecah; serta adanya pencatatan
kejadian gelas pecah.
√
√
Fasilitas Sanitasi
Fasilitas sanitasi adalah
sarana yang digunakan
dalam usaha pencegahan
penyakit atau usaha
mengatur faktor-faktor lain
Tersedianya sarana penyediaan
air yang memadai dan
memenuhi persyaratan higiene
pangan olahan yang
mengutamakan persyaratan
- Sarana penyediaan air seharusnya dilengkapi
dengan sumber air, pipa-pipa untuk mengalirkan
air dan tempat penampungan air dengan kondisi
baik, terawat dan bersih.
√
- Sumber air minum atau air bersih untuk proses
produksi harus cukup.
√ √
193
yang berkaitan dengan
perpindahan penyakit.
mutu dan keamanan pangan
olahan.
- Kualitas air yang digunakan untuk proses
produksi dan mengalami kontak langsung
dengan bahan pangan olahan seharusnya
memenuhi persyaratan air minum atau air bersih
menurut peraturan perundang-undangan.
√
√
- Air yang tidak digunakan untuk produksi dan
tidak mengalami kontak langsung dengan bahan
pangan olahan seharusnya mempunyai sistem
yang terpisah dengan air untuk konsumsi/ air
minum/ untuk produksi.
√
- Sistem pemipaan seharusnya dibedakan antara
air minum atau air yang kontak langsung dengan
bahan pangan olahan dengan air yang tidak
kontak langsung dengan bahan pangan olahan,
misalnya dengan tanda atau warna berbeda.
√
Tersedianya sarana
pembuangan air dan limbah
yang memadai dan memenuhi
persyaratan higiene pangan
olahan yang mengutamakan
persyaratan mutu dan keamanan
pangan olahan.
- Sarana pembuangan air dan limbah seharusnya
terdiri dari saluran dan tempat atau wadah
pembuangan, sarana pengolahan air, limbah cair,
semi padat/ padat, gas, serta saluran pembuangan
limbah terolah.
√
- Tersedianya wadah untuk limbah bahan
berbahaya yang seharusnya terbuat dari bahan
yang kuat, diberi tanda dan tertutup rapat.
√
- Desain dan konstruksi sistem pembuangan air
dan limbah seharusnya yang dapat mencegah
risiko pencemaran pangan olahan, air minum dan
air bersih.
√ √
- Limbah harus segera dibuang ke tempat khusus/
saluran pembuangan limbah.
√
Tersedianya sarana
pembersihan atau pencucian
yang memadai dan memenuhi
- Sarana pembersihan seharusnya dilengkapi
dengan sumber air bersih, apabila
memungkinkan dapat dilengkapi dengan air
√
194
persyaratan higiene pangan
olahan yang mengutamakan
persyaratan mutu dan keamanan
pangan olahan.
dingin dan air panas, bak, selang, lap dan alat/
perlengkapan lain yang digunakan untuk
kegiatan pembersihan/ pencucian dengan kondisi
yang layak.
Tersedianya sarana toilet yang
memadai dan memenuhi
persyaratan higiene pangan
olahan yang mengutamakan
persyaratan mutu dan keamanan
pangan olahan.
- Sarana toilet seharusnya dilengkapi dengan
sumber air mengalir, kran air mengalir, tempat
sampah yang tertutup, bak air, sabun, kloset,
fasilitas pencucian tangan.
√
- Kondisi toilet harus selalu bersih dan terawat. √
- Letak toilet seharusnya tidak terbuka langsung ke
ruang pengolahan dan selalu tertutup.
√
- Toilet seharusnya diberi tanda peringatan
mencuci tangan yang baik dan benar setelah
menggunakan toilet.
√
- Jumlah toilet seharusnya disesuaikan dengan
jumlah karyawan.
√
- Area toilet seharusnya memiliki penerangan dan
ventilasi yang cukup pada area toilet.
√
Tersedianya sarana higiene
karyawan yang memadai dan
memenuhi persyaratan higiene
pangan olahan yang
mengutamakan persyaratan
mutu dan keamanan pangan
olahan.
- Sarana higiene karyawan seharusnya dilengkapi
dengan fasilitas cuci tangan yang seharusnya
diletakkan di depan setiap pintu masuk ruangan
pengolahan, dilengkapi dengan kran air, sabun,
sanitizer, alat pengering tangan, tempat sampah
tertutup dan tersedia dalam jumlah yang cukup
sesuai jumlah karyawan.
√
- Sarana higiene karyawan seharusnya dilengkapi
dengan fasilitas ganti pakaian yang seharusnya
dilengkapi dengan tempat menyimpan atau
menggantung pakaian kerja dan pakaian luar
yang terpisah.
√
- Sarana higiene karyawan seharusnya dilengkapi
dengan fasilitas pembilas sepatu kerja yang
√
195
seharusnya ditempatkan di depan pintu masuk
tempat produksi atau ruangan pengolahan.
Mesin dan Peralatan Mesin dan peralatan adalah
salah satu fasilitas produksi
yang digunakan untuk
membantu manusia
(karyawan produksi) dalam
mengerjakan produk atau
bagian-bagian produk
tertentu.
Desain dan konstruksi mesin
dan peralatan produksi yang
menjamin mutu dan keamanan
produk yang dihasilkan.
- Mesin dan peralatan produksi yang digunakan
seharusnya sesuai dengan jenis produksi.
√
√
- Kondisi permukaan mesin dan peralatan
produksi yang kontak langsung dengan bahan
pangan olahan seharusnya halus, tidak
berlubang, tidak mengelupas, tidak menyerap air
dan tidak berkarat.
√
- Kondisi (desain atau bentuk, konstruksi,
penggunaan bahan) mesin dan peralatan produksi
seharusnya yang mudah dilakukan pembersihan,
desinfeksi dan pemeliharaan.
√
- Mesin dan peralatan produksi seharusnya terbuat
dari bahan yang tahan lama, tidak beracun, tidak
larut, mudah dipindahkan atau dibongkar pasang,
sehingga memudahkan pemeliharaan,
pembersihan, pemantauan dan pengendalian
hama.
√
- Kondisi mesin dan peralatan produksi
seharusnya tidak menimbulkan pencemaran
terhadap produk oleh jasad renik, bahan logam
yang terlepas dari mesin/ peralatan, minyak
pelumas, bahan bakar, dan bahan lain yang
menimbulkan bahaya.
√
Tata letak mesin atau peralatan
di dalam ruangan yang tepat
dan benar sehingga menjamin
mutu dan keamanan produk
yang dihasilkan.
- Tata letak (layout) mesin atau peralatan produksi
seharusnya sesuai dengan urutan proses
produksi.
√
- Tata letak mesin atau peralatan produksi
seharusnya yang memudahkan perawatan,
pembersihan dan pencucian, seperti tidak
ditempelkan ke dinding.
√
196
- Tata letak mesin dan peralatan produksi
seharusnya tepat dan benar sehingga mesin dan
peralatan dapat berfungsi sesuai dengan tujuan
kegunaan dalam proses produksi.
√
√
Pengawasan dan pemantauan
terhadap mesin atau peralatan
sehingga dapat menjamin mutu
dan keamanan produk yang
dihasilkan.
- Pihak perusahaan (kepala produksi) harus selalu
melakukan tindakan pengawasan, pemeriksaan
dan pemantauan terhadap penggunaan mesin
atau peralatan produksi untuk menjamin bahwa
proses produksi sesuai dengan persyaratan yang
ditetapkan.
√
√
- Mesin atau peralatan yang digunakan dalam
proses produksi (memasak, memanaskan,
membekukan, mendinginkan atau menyimpan
pangan olahan) harus mudah diawasi dan
dipantau.
√
- Mesin atau peralatan produksi dapat dilengkapi
dengan alat pengatur dan pengendali
kelembaban, aliran udara dan perlengkapan
lainnya yang mempengaruhi keamanan pangan
olahan.
√
- Alat ukur yang terdapat pada mesin atau
peralatan produksi seharusnya selalu dipastikan
keakuratannya.
√
Bahan perlengkapan mesin atau
peralatan yang dapat menjamin
kondisi sanitasi.
- Bahan perlengkapan mesin atau peralatan
produksi yang terbuat dari kayu seharusnya
dipastikan cara pembersihannya yang dapat
menjamin sanitasi.
√
√
Bahan Bahan adalah sebuah
masukan (bahan baku,
bahan tambahan, bahan
penolong, BTP) yang
digunakan oleh industri
Penggunaan bahan baku, bahan
tambahan, bahan penolong dan
bahan tambahan pangan untuk
produksi pangan olahan yang
menjamin tidak membahayakan
kesehatan manusia.
- Bahan yang digunakan seharusnya dituangkan
dalam bentuk formula dasar (jenis dan
persyaratan mutu bahan).
√
√
- Bahan-bahan yang digunakan harus tidak ada
yang rusak, busuk atau mengandung bahan-
bahan berbahaya.
√
197
pengolahan pangan untuk
menghasilkan produk akhir.
- Bahan-bahan yang akan digunakan harus tidak
merugikan atau membahayakan kesehatan dan
memenuhi persyaratan/ standar mutu yang
ditetapkan.
√
√
- Penggunaan BTP yang standar mutu dan
persyaratannya belum ditetapkan seharusnya
memiliki izin dari otoritas kompeten.
√
Penggunaan air yang menjamin
tidak membahayakan kesehatan
manusia.
- Kualitas air yang digunakan untuk proses
produksi atau bagian dari pangan olahan
seharusnya memenuhi persyaratan air minum
atau air bersih menurut peraturan perundang-
undangan.
√
√
- Kualitas air yang digunakan untuk mencuci/
kontak langsung dengan bahan pangan olahan
seharusnya memenuhi persyaratan air bersih
menurut peraturan perundang-undangan.
√
√
- Pihak perusahaan (karyawan produksi)
seharusnya melakukan tindakan penanganan dan
pemeliharaan terhadap air yang digunakan
berkali-kali (resirkulasi) agar tetap aman
terhadap pangan yang diolah.
√
√
- Uap panas (steam) yang kontak langsung dengan
bahan pangan olahan/ mesin dan peralatan harus
tidak mengandung bahan berbahaya bagi
keamanan pangan olahan.
√
- Pihak perusahaan (karyawan produksi atau
bagian maintenance) harus menjaga air, es dan
uap panas agar tidak tercemar bahan-bahan dari
luar yang berbahaya.
√
√
Pengawasan Proses Pengawasan proses
merupakan tindakan
pencegahan melalui
Adanya pengawasan terhadap
proses pengolahan sehingga
dapat menghasilkan pangan
- Pihak perusahaan (kepala produksi atau bagian
QC) menyusun formulasi persyaratan-
persyaratan yang berhubungan dengan bahan,
komposisi, proses pengolahan dan distribusi.
√
√
198
pengawasan yang ketat
terhadap kemungkinan
timbulnya bahaya pada
setiap tahap proses untuk
mengurangi terjadinya
produk yang tidak
memenuhi syarat mutu dan
keamanan.
olahan yang aman dan layak
untuk dikonsumsi.
- Pihak perusahaan (kepala produksi, QC)
melakukan perancangan, penerapan, pemantauan
dan pengkajian ulang sistem pengawasan yang
efektif.
√
- Setiap jenis produk seharusnya dilengkapi
dengan petunjuk/ deskripsi/ penjelasan/ formula
dasar (mengenai jenis dan jumlah bahan yang
digunakan untuk satu kali pengolahan, tahap-
tahap proses produksi, langkah-langkah yang
perlu diperhatikan selama proses produksi
dengan mengingat faktor waktu, suhu,
kelembaban, tekanan, dan sebagainya, jumlah
produk yang dihasilkan untuk satu kali
pengolahan, serta informasi lain yang
diperlukan) yang digunakan sebagai petunjuk
dalam melakukan proses produksi.
√
√
- Setiap satu kali proses seharusnya dilengkapi
dengan petunjuk atau instruksi tertulis berupa
protokol pembuatan (nama produk, tanggal dan
kode produksi, jenis dan jumlah seluruh bahan
yang digunakan untuk satu kali pengolahan,
tahap-tahap pengolahan, jumlah hasil
pengolahan, dan hal-hal lain yang dianggap
perlu).
√
√
- Pihak perusahaan (karyawan produksi) harus
melakukan pengawasan dengan baik terhadap
waktu dan suhu dalam proses produksi
(pemanasan, pendinginan, pembekuan,
pengeringan dan penyimpanan produk) untuk
menjamin keamanan produk pangan olahan.
√
√
Adanya pengawasan terhadap
bahan yang digunakan dalam
produksi pangan sehingga dapat
menjamin bahan tidak
- Pihak perusahaan (karyawan produksi, kepala
produksi atau petugas laboratorium) seharusnya
melakukan pemeriksaan secara organoleptik dan
fisik, dan juga pengujian secara kimia dan
√
√
199
membahayakan kesehatan
manusia.
mikrobiologi terhadap bahan sebelum
digunakan.
- Bahan-bahan yang akan digunakan seharusnya
memenuhi persyaratan mutu yang ditetapkan.
√
√
- Perusahaan seharusnya memelihara catatan
mengenai bahan yang digunakan (seperti formula
dasar bahan, persyaratan untuk bahan, bukti
jaminan keamanan bahan dari pemasok (COA,
dan sebagainya)).
√
√
Adanya pengawasan terhadap
kontaminasi sehingga dapat
mencegah terjadinya
kontaminasi dari luar dan
kontaminasi silang.
- Pihak perusahaan (kepala produksi atau
karyawan produksi) harus melakukan pengaturan
terhadap proses produksi sehingga dapat
mencegah masuknya bahan kimia berbahaya dan
bahan asing ke dalam pangan yang diolah.
√
√
- Bahan-bahan beracun harus disimpan jauh atau
terpisah dari tempat penyimpanan pangan dan
diberi label secara jelas.
√
- Bahan baku, bahan yang telah diolah, dan produk
akhir harus disimpan terpisah.
√
- Tempat produksi harus selalu mendapat
pengawasan dengan baik untuk mencegah
terjadinya kontaminasi dari luar dan kontaminasi
silang.
√
√
- Karyawan produksi seharusnya menggunakan
pakaian dan alat pelindung selama proses
produksi berlangsung (seperti baju (seragam)
kerja, topi, sepatu karet, masker), serta selalu
mencuci tangan sebelum masuk tempat produksi.
√
- Kondisi permukaan meja kerja, peralatan dan
lantai tempat produksi harus selalu bersih dan
bila perlu didesinfeksi setelah digunakan.
√
200
Adanya pengawasan terhadap
kontaminasi bahan gelas
sehingga dapat mencegah
terjadinya kontaminasi bahan
gelas terhadap pangan olahan.
- Perusahaan seharusnya menghindari penggunaan
bahan gelas di tempat produksi, area pengemasan
dan area penyimpanan.
√
√
- Lampu di tempat pengolahan, pengemasan dan
penyimpanan harus dilindungi dengan bahan
yang tidak mudah pecah.
√
- Jika menggunakan wadah atau alat dari bahan
gelas di area produksi, pihak perusahaan
(karyawan produksi) harus melakukan
pemeriksaan terhadap wadah atau alat dari bahan
gelas sebelum digunakan.
√
√
- Bagian produksi harus melakukan pencatatan
kejadian gelas pecah di unit pengolahan.
√
√
Adanya pengawasan terhadap
proses khusus sehingga dapat
mencegah timbulnya bahaya
pada pangan olahan.
- Pihak perusahaan (kepala produksi atau
karyawan produksi) harus melakukan
pengawasan terhadap pelaksanaan proses khusus
atau proses lain yang dapat menimbulkan bahaya
pada pangan olahan, misalnya proses iradiasi,
penutupan hermetic pada pengalengan dan
pengemasan vakum.
√
√
- Khusus untuk proses iradiasi pangan olahan
harus memenuhi persyaratan yang dikeluarkan
oleh instansi kompeten.
√
√
Produk Akhir Produk akhir atau pangan
olahan adalah makanan
atau minuman hasil proses
dengan cara atau metode
tertentu dengan atau tanpa
bahan tambahan.
Produk akhir dengan mutu
seragam yang memenuhi
standar atau persyaratan yang
ditetapkan.
- Pihak perusahaan (kepala produksi atau bagian
QC) perlu menyusun spesifikasi produk akhir
yang dihasilkan agar dihasilkan produk dengan
mutu yang seragam.
√
√
- Produk akhir yang dihasilkan harus memenuhi
persyaratan atau standar mutu produk yang
ditetapkan Menteri atau otoritas kompeten dan
tidak merugikan atau membahayakan kesehatan
konsumen.
√
√
201
- Apabila terdapat produk akhir yang standar
mutunya belum ditetapkan, persyaratannya dapat
ditentukan sendiri oleh perusahaan dan
persyaratan tersebut mampu telusur terhadap
standar yang berlaku.
√
Pemeriksaan dan pemantauan
produk akhir sehingga dapat
menjamin mutu dan keamanan
produk.
- Pihak perusahaan (karyawan produksi, kepala
produksi atau petugas laboratorium) seharusnya
melakukan pemeriksaan dan pemantauan secara
periodik terhadap mutu dan keamanan produk
akhir sebelum diedarkan (organoleptik, fisik,
kimia, mikrobiologi dan/ atau biologi).
√ √
Laboratorium Laboratorium adalah suatu
ruangan atau bangunan atau
tempat untuk mengadakan
percobaan (penyelidikan,
pengujian dan sebagainya)
segala sesuatu yang
berhubungan dengan ilmu
fisika, kimia, dan
sebagainya.
Adanya penggunaan
laboratorium untuk melakukan
pemeriksaan dan pengujian
mutu bahan dan produk akhir.
- Perusahaan yang memproduksi pangan olahan
seharusnya memiliki laboratorium sendiri atau
dapat menggunakan laboratorium pemerintah
atau swasta yang dapat dipercaya untuk
melakukan pengendalian mutu dan keamanan
(pengujian atau pemeriksaan) bahan baku, bahan
setengah jadi dan produk akhir.
√
√
Penerapan cara berlaboratorium
yang baik.
- Laboratorium yang digunakan seharusnya
menerapkan praktik atau cara berlaboratorium
yang baik (Good Laboratory Practices).
√
- Alat ukur yang digunakan seharusnya dikalibrasi
secara regular.
√
Karyawan Karyawan atau tenaga kerja
adalaha setiap orang yang
mampu melakukan
pekerjaan guna
mengasilkan barang dan/
atau jasa dan mendapatkan
Kondisi higiene karyawan pada
industri pengolahan pangan
yang tidak akan mencemari
produk.
- Karyawan seharusnya mengenakan pakaian kerja
atau alat pelindung diri sesuai dengan prosedur
atau persyaratan higiene bagi karyawan antara
lain sarung tangan, tutup kepala dan sepatu.
√
- Karyawan harus mencuci tangan sebelum
melakukan pekerjaan dan tidak makan, minum,
merokok, meludah, atau melakukan tindakan lain
√
202
kompensasi yang besarnya
telah ditetapkan terlebih
dahulu.
di tempat produksi yang dapat mengakibatkan
pencemaran produk.
- Karyawan dalam unit pengolahan harus tidak
memakai perhiasan, jam tangan atau benda
lainnya yang membahayakan keamanan produk.
√
Kondisi kesehatan karyawan
pada industri pengolahan
pangan yang tidak akan
mencemari produk.
- Karyawan harus dalam keadaan sehat, kondisi
kebersihan pribadi pekerja yang terjaga, bebas
dari luka, penyakit kulit atau hal lain yang diduga
mengakibatkan pencemaran terhadap bahan dan
produk pangan.
√
√
√
- Karyawan yang diketahui atau diduga menderita
penyakit menular, harus tidak diperbolehkan
masuk.
√
Adanya tanggung jawab
karyawan dalam melaksanakan
program keamanan pangan
olahan.
- Karyawan seharusnya mempunyai kompetensi
dan tugas secara jelas dalam melaksanakan
program keamanan pangan olahan.
√
√
Kondisi pengunjung yang
menjamin tidak akan
mencemari produk.
- Pengunjung yang akan memasuki tempat
produksi seharusnya menggunakan pakaian
pelindung dan mematuhi persyaratan higiene
yang berlaku bagi karyawan pabrik.
√
Tersedianya penanggung jawab
pengawasan keamanan pangan
olahan.
- Industri pengolahan pangan seharusnya
menetapkan penanggung jawab pengawasan
mutu atau keamanan pangan olahan yang
kompeten.
√
Pengemas Pengemas adalah wadah
atau pembungkus untuk
melindungi produk di
dalamnya dan dilengkapi
dengan informasi tentang
Penggunaan wadah atau
kemasan yang dapat
mempertahankan mutu dan
melindungi produk terhadap
pengaruh dari luar (seperti sinar
matahari, panas, kelembaban,
kotoran, benturan, dan lain-
lain).
- Kemasan produk yang digunakan harus mampu
melindungi dan mempertahankan mutu produk
pangan olahan terhadap pengaruh dari luar,
terutama selama penyimpanan dalam jangka
waktu lama.
√
√
- Kemasan produk yang digunakan harus terbuat
dari bahan yang tidak mudah larut atau
melepaskan senyawa-senyawa yang dapat
√
√
203
produk yang ada di
dalamnya.
membahayakan kesehatan atau mempengaruhi
mutu produk.
- Kemasan produk yang digunakan harus tahan
terhadap perlakuan selama pengolahan,
pengangkutan dan peredaran (tidak mudah
penyok, sobek atau pecah).
√
√
- Kemasan produk yang digunakan seharusnya
dapat menjamin keutuhan dan keaslian produk di
dalamnya.
√
√
- Desain dan bahan kemasan harus dapat
memberikan perlindungan terhadap produk
dalam memperkecil kontaminasi, mencegah
kerusakan dan memungkinkan pelabelan yang
baik.
√
√
- Bahan pengemas atau gas yang digunakan dalam
pengemasan produk harus tidak beracun,
mempertahankan mutu produk dan melindungi
produk terhadap pengaruh dari luar.
√
- Penggunaan kemasan yang dapat dipakai
kembali (reusable) harus bersifat kuat, mudah
dibersihkan dan tidak digunakan untuk
mengemas produk non-pangan.
√
Penyimpanan kemasan yang
baik sehingga menjamin tidak
mecemari produk.
- Kondisi penyimpanan kemasan harus higienis,
terpisah dari bahan baku dan produk akhir.
√
Label dan
Keterangan Produk
Label dan keterangan
produk atau label pangan
olahan adalah setiap
keterangan mengenai
pangan olahan yang
berbentuk gambar, tulisan,
kombinasi keduanya atau
Keterangan produk yang jelas
pada setiap kemasan produk
yang memudahkan konsumen
dalam memilih, menangani,
menyimpan, mengolah dan
mengkonsumsi produk.
- Adanya informasi yang jelas dan informatif pada
label kemasan produk (nama produk, komposisi,
tanggal dan kode produksi, tanggal kadaluwarsa,
cara penyajian, cara penyimpanan, sasaran
konsumen).
√
Desain label yang baik dan jelas
pada setiap kemasan produk.
- Label produk seharusnya dibuat dengan ukuran,
kombinasi warna atau bentuk yang berbeda untuk
setiap jenis pangan olahan yang dihasilkan.
√
204
bentuk lain yang disertakan
pada pangan olahan,
dimasukkan ke dalam,
ditempelkan pada atau
merupakan bagian kemasan
pangan olahan.
- Label produk harus memenuhi ketentuan dalam
Peraturan Pemerintah Nomor 69 Tahun 1999
tentang Label dan Iklan Pangan atau
perubahaannya (cara peletakkan label, desain
label, keterangan atau pernyataan yang
dicantumkan pada label).
√
Penyimpanan
Penyimpanan merupakan
cara atau upaya untuk
mengelola barang atau
produk yang ada dalam
persediaan, dengan maksud
selalu dapat menjamin
ketersediannya bila
sewaktu-waktu dibutuhkan.
Cara penyimpanan bahan dan
produk akhir yang dapat
mencegah penurunan mutu dan
keamanan pangan olahan.
- Bahan yang digunakan dalam proses pengolahan
dan produk akhir harus disimpan terpisah di
dalam ruangan yang bersih, aliran udara terjamin,
suhu sesuai, cukup penerangan, dan bebas hama.
√
- Penyimpanan bahan pangan dan produk akhir
seharusnya tidak menyentuh lantai (min. 15 cm),
tidak menempel dinding (min. 5 cm) dan jauh
dari langit-langit (min. 60 cm).
√
- Penyimpanan bahan dan produk akhir harus
diberi tanda dan penempatan secara terpisah
antara bahan dan produk yang belum dan sudah
diperiksa, yang memenuhi dan tidak memenuhi
syarat, dan yang masuk atau diproduksi lebih
awal.
√
- Penyimpanan bahan seharusnya menggunakan
sistem kartu (nama bahan, tanggal penerimaan,
asal bahan, tanggal pengeluaran, jumlah
pengeluaran, dan informasi lain yang diperlukan)
untuk mengidentifikasi dan memeriksa bahan.
√ √
- Penyimpanan produk akhir seharusnya
menggunakan sistem kartu (nama produk,
tanggal produksi, kode produksi, tanggal
pengeluaran, jumlah pengeluaran dan informasi
lain yang diperlukan) untuk memudahkan
mengidentifikasi dan memeriksa bahan dan
produk.
√ √

205
Cara penyimpanan bahan
berbahaya yang baik sehingga
tidak mencemari bahan dan
produk akhir, serta tidak
membahayakan karyawan.
- Penyimpanan bahan berbahaya harus dalam
ruangan tersendiri dan terpisah dari penyimpanan
bahan pangan, produk akhir, wadah dan
pengemas, label, dan mesin atau peralatan
produksi.
√
- Pihak perusahaan (bagian gudang atau kepala
produksi) harus melakukan tindakan pengawasan
terhadap penyimpanan bahan berbahaya agar
tidak mencemari bahan dan produk akhir, serta
tidak membahayakan karyawan.
√
Cara penyimpanan wadah dan
pengemas yang baik sehingga
dapat menjamin tidak
mencemari produk saat
digunakan.
- Kondisi ruangan penyimpanan wadah dan
pengemas harus bersih.
√
- Penyimpanan wadah dan pengemas harus rapih
dan teratur.
√
Cara penyimpanan label yang
baik sehingga dapat mencegah
terjadinya kesalahan dalam
penggunaannya.
- Kondisi ruangan penyimpanan label seharusnya
bersih.
√
- Penyimpanan label seharusnya rapih dan teratur
agar tidak terjadi kesalahan dalam
penggunaannya.
√
Cara penyimpanan mesin atau
peralatan produksi yang baik
sehingga dapat menjamin tidak
mencemari bahan dan produk.
- Mesin atau peralatan produksi yang akan
disimpan dalam kondisi bersih.
√
- Penyimpanan mesin atau peralatan harus rapih
dan teratur.
√
- Kondisi tempat atau ruang penyimpanan alat dan
perlengkapan produksi yang bersih.
√
Pemeliharaan dan
Program Sanitasi
Pemeliharaan dan program
sanitasi fasilitas produksi
merupakan proses, cara,
tindakan atau upaya untuk
Upaya pemeliharaan,
pembersihan dan sanitasi yang
dapat menjaga dan memelihara
kondisi dan kebersihan fasilitas
- Fasilitas produksi (bangunan, mesin/ peralatan
produksi dan lainnya) seharusnya dalam keadaan
terawat dengan baik agar prosedur pembersihan
dan sanitasi berjalan efektif, mesin/ peralatan
tetap berfungsi sesuai prosedur, dan menghindari
√
206
menjaga kondisi dan
kebersihan fasilitas
produksi (bangunan, mesin
produksi, alat dan
perlengkapan produksi, dan
fasilitas produksi lain).
produksi (bangunan, mesin/
peralatan produksi dan lainnya).
pencemaran fisik, kimia, dan biologi/
mikrobiologi.
- Mesin/ peralatan produksi yang berhubungan
langsung dan tidak berhubungan langsung
dengan bahan dan produk harus dalam keadaan
bersih, dibersihkan dan dikenakan tindak sanitasi
secara teratur dan diletakkan sesuai dengan
tempatnya.
√
√
- Bahan kimia pencuci mesin atau peralatan
produksi harus ditangani dan digunakan sesuai
prosedur dan disimpan di dalam wadah yang
berlabel.
√
√
- Alat angkut dan alat pemindahan barang di dalam
pabrik seharusnya dalam keadaan bersih dan
tidak merusak barang yang diangkut atau
dipindahkan.
√
- Kegiatan pembersihan fasilitas produksi
(bangunan, mesin/ peralatan produksi dan
lainnya) dapat dilakukan dengan proses fisik,
kimia, atau gabungan.
√
√
- Kegiatan pembersihan dan sanitasi fasilitas
produksi (bangunan, mesin/ peralatan produksi
dan lainnya) yang dilakukan seharusnya sesuai
dengan standar tahap-tahap higiene dan sanitasi
(menghilangkan kotoran, melepaskan kotoran
dengan pembersih, membilas dengan air bersih,
pembersihan kering/ cara lain, dan jika
diperlukan didesinfeksi).
√
√
- Program pemeliharaan, pembersihan, sanitasi
dan desinfeksi fasilitas produksi (bangunan,
mesin/ peralatan produksi dan lainnya)
seharusnya dilakukan secara teratur dan berkala.
√
√
- Pihak perusahaan (kepala produksi) seharusnya
melakukan tindakan pemantauan atau
√
207
pengawasan terhadap ketepatan dan keefektifan
program pembersihan dan desinfeksi fasilitas
produksi (bangunan, mesin/ peralatan produksi
dan lainnya).
- Pihak perusahaan (petugas kebersihan atau
karyawan produksi) seharusnya melakukan
pencatatan mengenai program pembersihan,
sanitasi dan desinfeksi dengan baik (seperti
mencakup ruangan, mesin/ peralatan dan
perlengkapan; karyawan yang bertanggung
jawab terhadap pembersihan; cara dan frekuensi
pembersihan; dan cara memantau kebersihan).
√ √
Tindakan-tindakan pencegahan
yang dapat mengendalikan atau
mengurangi kemungkinan
serangan hama di dalam pabrik.
- Program pengendalian hama (pencegahan dan
pembasmian hama) dilakukan secara rutin/
berkala, baik yang dilakukan oleh pihak internal
maupun eksternal.
√ √
- Program sanitasi (area dalam pabrik, area luar
pabrik, permukaan yang kontak langsung dan
yang tidak kontak langsung dengan pangan)
dilakukan dengan baik agar area pabrik tetap
terjaga kebersihannya sehingga mengurangi
kemungkinan serangan hama.
√ √ √
- Pihak perusahaan (kepala produksi atau
karyawan produksi) melakukan pengawasan
terhadap bahan-bahan yang masuk ke dalam
pabrik agar tidak mengandung hama yang dapat
mencemari produk.
√
- Adanya kebijakan mengurangi atau memantau
penggunaan pestisida, insektisida dan rodentisida
(bahan pembasmi hama) yang dapat mencemari
produk.
√
Tindakan-tindakan pencegahan
yang dapat mencegah masuknya
- Keadaan bangunan pabrik atau tempat produksi
seharusnya terawat dengan kondisi baik untuk
mencegah masuknya hama.
√
208
hama ke dalam pabrik atau
tempat produksi.
- Lubang-lubang dan saluran yang memungkinkan
masuknya hama seharusnya dalam keadaan
tertutup.
√
- Jendela, pintu dan ventilasi seharusnya dilapisi
kasa pencegah hama.
√
- Pihak perusahaan (kepala produksi, petugas
kebersihan atau karyawan produksi) seharusnya
melakukan tindakan pencegahan atau larangan
atau penjagaan agar tidak ada hewan yang
berkeliaran di lingkungan sekitar dan di dalam
pabrik.
√
Tindakan-tindakan pencegahan
yang dapat mencegah timbulnya
sarang hama di dalam pabrik
atau tempat produksi.
- Penyimpanan pangan olahan seharusnya disusun
dengan baik, tidak langsung bersentuhan dengan
lantai, dinding dan jauh dari langit-langit.
√
- Ruangan di dalam dan luar pabrik seharusnya
dalam keadaan bersih untuk mencegah timbulnya
sarang hama.
√
- Tempat sampah di luar maupun di dalam ruang
produksi harus dalam keadaan tertutup dan
terbuat dari bahan yang tahan hama untuk
mencegah timbulnya sarang hama.
√
- Pihak perusahaan (kepala produksi atau petugas
kebersihan) seharusnya melakukan pemeriksaan
dan pemantauan terhadap kondisi pabrik dan
lingkungannya secara berkala dari kemungkinan
timbulnya sarang hama.
√
Tindakan pemusnahan yang
dapat memberantas sarang
hama yang ada di area pabrik.
- Pihak perusahaan (petugas kebersihan atau
karyawan produksi) seharusnya melakukan
pemusnahan sarang hama dengan segera
(genangan air, semak-semak dan rumput liar,
limbah atau sampah, barang-barang bekas/ tidak
terpakai, peralatan dan wadah yang kotor,
√ √
209
produk/ bahan yang tercecer, area yang kotor,
dan langit-langit yang kotor).
Tindakan pemusnahan yang
dapat memberantas hama yang
ada di area pabrik.
- Pembasmian hama dengan bahan kimia, bahan
biologi atau secara fisik seharusnya dilakukan
tanpa mempengaruhi mutu dan keamanan
produk.
√ √
Cara penanganan dan
pengelolaan limbah pabrik yang
tepat dan cepat.
- Limbah yang dihasilkan dari proses produksi
seharusnya tidak dibiarkan menumpuk, segera
ditangani, diolah atau dibuang.
√
√
- Limbah padat seharusnya segera dikumpulkan
untuk dikubur, dibakar atau diolah.
√
√
- Limbah cair harus diolah sebelum dialirkan ke
luar pabrik.
√
√
- Limbah gas seharusnya diatur dan diolah
sehingga tidak mengganggu kesehatan karyawan
dan tidak menimbulkan pencemaran lingkungan.
√
√
Pengangkutan Pengangkutan merupakan
kegiatan transportasi dalam
memindahkan barang atau
produk dari satu tempat ke
tempat lain.
Desain wadah dan alat
pengangkutan yang dapat
menghindari kerusakan dan
penurunan mutu serta keamanan
pangan olahan.
- Desain wadah dan alat pengangkutan seharusnya
memudahkan pembersihan.
√
- Wadah dan alat pengangkutan seharusnya
didesain sehingga tidak mencemari produk.
√
- Desain wadah dan alat pengangkutan seharusnya
yang dapat melindungi produk dari kontaminasi.
√
- Desain wadah dan alat pengangkutan seharusnya
yang memudahkan pengecekkan suhu,
kelembaban dan kondisi lainnya.
√
- Wadah dan alat pengangkutan seharusnya
didesain sehingga memisahkan produk dengan
bahan non pangan selama pengangkutan.
√
- Desain wadah dan alat pengangkutan seharusnya
yang mampu mempertahankan suhu,
kelembaban dan kondisi penyimpanan produk
akhir.
√
210
Pemeliharaan wadah dan alat
pengangkutan yang dapat
menjaga kondisi dan kebersihan
wadah dan alat pengangkutan
sehingga tidak mencemari
produk.
- Wadah dan alat pengangkutan pangan olahan
seharusnya dipelihara dalam keadaan bersih dan
terawat dan tidak digunakan untuk mengangkut
bahan berbahaya.
√
√
- Pihak perusahaan (karyawan gudang, petugas
kebersihan atau bagian distribusi) harus
melakukan tindakan pembersihan terhadap
wadah dan alat pengangkutan pangan olahan jika
digunakan untuk mengangkut bahan-bahan lain.
√
Dokumentasi dan
Pencatatan
Dokumentasi dan
pencatatan merupakan
proses pengumpulan,
pemilihan, pengolahan,
penyimpanan, dan
pengendalian distribusi
mengenai informasi
tertentu.
Adanya dokumentasi dan
pencatatan yang berguna untuk
meningkatkan jaminan mutu
dan keamanan produk,
mencegah produk melampaui
batas kadaluwarsa dan
meningkatkan keefektifan
sistem pengawasan pangan
olahan.
- Pihak perusahaan (karyawan pabrik) seharusnya
melakukan kegiatan dokumentasi dan pencatatan
dengan baik dan lengkap mengenai seluruh
kegiatan produksi sampai distribusi.
√ √ √
- Pihak perusahaan seharusnya memiliki dan
memelihara dokumentasi dan catatan yang
meliputi catatan bahan yang masuk, proses
produksi, jumlah dan tanggal produksi,
distribusi, inspeksi dan pengujian, penarikan
produk, penyimpanan, pembersihan dan sanitasi,
kontrol hama, kesehatan karyawan, pelatihan,
dan lainnya yang dianggap penting.
√
- Dokumentasi dan catatan disimpan, dipelihara
dan dikendalikan dengan baik, rapih, teratur dan
disimpan sampai batas waktu yang melebihi
masa simpan produk.
√ √
Pelatihan Pelatihan merupakan
serangkaian aktivitas dalam
meningkatkan keahlian dan
pengetahuan karyawan
secara sistematis sehingga
mampu memiliki kinerja
Terdapatnya kegiatan
pengembangan keahlian dan
pengetahuan yang berkaitan
dengan mutu dan keamanan
produk yang dimulai dari
prinsip dasar sampai pada
praktek cara produksi yang
baik.
- Pihak perusahaan (internal perusahaan atau
eksternal perusahaan) seharusnya memberikan
pelatihan penyuluhan yang terkait dengan dasar-
dasar higiene karyawan dan higiene pangan
olahan.
√
- Pihak perusahaan (internal perusahaan atau
eksternal perusahaan) seharusnya memberikan
pelatihan penyuluhan yang terkait dengan faktor-
√
211
yang profesional di
bidangnya.
faktor yang menyebabkan penurunan mutu dan
kerusakan pangan olahan.
- Pihak perusahaan (internal perusahaan atau
eksternal perusahaan) seharusnya memberikan
pelatihan penyuluhan yang terkait dengan faktor-
faktor yang mengakibatkan penyakit dan
keracunan melalui pangan olahan.
√
- Pihak perusahaan (internal perusahaan atau
eksternal perusahaan) seharusnya memberikan
pelatihan penyuluhan yang terkait dengan cara
produksi pangan yang baik.
√
- Pihak perusahaan (internal perusahaan atau
eksternal perusahaan) seharusnya memberikan
pelatihan penyuluhan yang terkait dengan
prinsip-prinsip dasar pembersihan dan sanitasi.
√
- Pihak perusahaan (internal perusahaan atau
eksternal perusahaan) seharusnya memberikan
pelatihan penyuluhan yang terkait dengan
penanganan bahan pembersih atau bahan kimia
berbahaya.
√
Penarikan Produk Penarikan produk
merupakan tindakan
menarik produk dari
peredaran pasaran apabila
produk tersebut diduga
menjadi penyebab
timbulnya penyakit atau
keracunan pangan olahan.
Tindak lanjut atas penemuan
produk yang diduga
menimbulkan bahaya.
- Penarikan produk dari peredaran atau pasaran
harus dilakukan oleh pihak perusahaan (kepala
produksi atau bagian distribusi).
√
- Pihak perusahaan (kepala produksi) harus sudah
menyiapkan prosedur penarikan terhadap produk
yang diduga menimbulkan bahaya dari
peredaran/ pasaran.
√
- Pihak perusahaan (kepala produksi) seharusnya
memberi sosialisasi kepada pelanggan tentang
kemungkinan beredarnya produk yang
menimbulkan bahaya dan terkait prosedur
penarikan produk.
√
- Pihak perusahaan (kepala produksi atau bagian
distribusi) seharusnya melakukan tindakan
√
212
penarikan pada produk lain yang dihasilkan pada
kondisi yang sama dengan produk penyebab
bahaya.
Tindak lanjut terhadap produk
yang terbukti berbahaya atau
produk yang ditarik.
- Pihak perusahaan (kepala produksi atau
karyawan produksi) harus memberhentikan
sementara proses produksi saat produk yang
dihasilkan terbukti berbahaya sampai
masalahnya telah diatasi.
√
- Pihak perusahaan (kepala produksi atau
karyawan produksi) harus melakukan tindakan
pengawasan sampai pemusnahan atau tindakan
pengendalian lain terhadap produk yang ditarik.
√
Pelaksanaan
Pedoman
Pelaksanaan pedoman
merupakan kegiatan
penerapan pedoman GMP
dengan tujuan
menghasilkan produk yang
bermutu dan aman untuk
dikonsumsi.
Kontribusi dalam pelaksanaan
program GMP.
- Pihak perusahaan seharusnya
mendokumentasikan terkait operasionalisasi
program GMP, baik dalam bentuk instruksi kerja,
SOP (setiap proses produksi, kegiatan
pembersihan dan sanitasi, kontrol hama,
penarikan produk, dan lainnya), catatan atau
rekaman (mengenai proses produksi sampai
distribusi, pembersihan dan sanitasi, kontrol
hama, kesehatan karyawan, pelatihan karyawan,
penarikan produk, dan lainnya).
√
- Manajemen perusahaan harus bertanggung jawab
(menyediakan dan/ atau memelihara) atas
sumber daya (faktor dan fasilitas produksi) untuk
menjamin penerapan GMP.
√
√
- Karyawan sesuai dengan fungsi dan tugasnya
masing-masing harus bertanggung jawab atau
berpartisipasi dalam pelaksanaan GMP.
√
√
Keterangan:
W*) : Wawancara
O*) : Observasi
D*) : Dokumentasi





























