Embed Size (px)
Citation preview

Fecha : Cabrero 28/07/10
Informe realizado por: Luis Mondaca Ortiz Analista predictivo
“ANÁLISIS DE VIBRACIONES EN MOTORES HIDRAULICOS”
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

2
SUMARIO
En las empresas con grandes volúmenes de producción, gran cantidad de máquinas y
equipos, como son las empresas papeleras y mineras, es importante que el mantenimiento
logre las altas exigencias de disponibilidad requeridos. Para lograr este objetivo, se utilizan
una serie de técnicas como la termografía, análisis de vibraciones, ensayos no destructivos,
etc., los cuales indican la condición de las máquinas y equipos según los síntomas que estos
emiten al exterior, evitando así una falla inesperada. Sin embargo, muchas fallas presentan un
carácter aleatorio, por lo cual se debe realizar un seguimiento y un análisis riguroso para
predecir el momento de cambio o reparación, justo antes de la falla, aprovechando al máximo
la vida útil del elemento o sistema.
Dentro de este concepto de mantención, que es llamado Mantenimiento Predictivo o
Sintomático, existen diversas técnicas que evalúan la condición de la máquina o equipo,
identificando cualquier problema o falla que se presente, ya sea de manera incipiente o
avanzada. Para máquinas de alta velocidad, el análisis de vibraciones se ha convertido en una
gran herramienta y es utilizado comúnmente en la empresa. Problemas como el
desalineamiento o desbalanceo están siendo detectados rápidamente y la severidad de las fallas
se puede encontrar en tablas desarrolladas para máquinas de distintas potencias según las
normas ISO.
Para máquinas y equipos de baja velocidad, el análisis de vibraciones espectral
comienza a presentar algunas deficiencias, debido a la complejidad de conseguir un sensor con
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

3
una sensibilidad que nos permita alcanzar el rango de las fallas que están ocurriendo a estas
velocidades (comúnmente bajo 20 HZ), así como los problemas que presentan las excitaciones
producidas por el contacto metal con metal en el espectro de frecuencias. Para superar esta
problemática, se han desarrollado nuevas técnicas de detección de fallas, que permiten obtener
una buena respuesta en el rango deseado.
En este sentido, y como se vera mas adelante, la técnica del Análisis Espectral,
complementada con la técnica de Demodulación, son una gran herramienta para determinar la
condición de funcionamiento de una maquina, que en particular en el desarrollo de esta tesis
será un motor hidráulico Marathon MB 1600, el cual corresponde a un equipo critico, con
requerimiento de gran disponibilidad como lo es el Digestor Continuo.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

4
ÍNDICE
SUMARIO 03
ÍNDICES 05
INTRODUCCIÓN 12
CAPITULO Nº 1
RESEÑA HISTÓRICA Y PROCESO DE FABRICACIÓN C.M.P.C. LAJA 14
1.1 Planta de celulosa Laja. 14
1.2 Proceso de fabricación de celulosa. 15
1.3 Descripción del proceso 16
CAPITULO Nº 2
DIGESTOR CONTINUO 19
2.1 Importancia del digestor continúo para el proceso. 19
2.2 Características técnicas. 20
2.3 Antecedentes históricos de funcionamiento y de fallas. 21
CAPITULO Nº 3
OBJETIVOS 25
3.1 Objetivos principales. 25
3.2 Objetivos específicos. 25
CAPITULO Nº 4
UNIDAD MOTRIZ 27
4.1 Descripción de funcionamiento Motor hidráulico Marathon MB 1600. 27
4.2 Partes principales. 28
4.3 Datos técnicos. 29
4.4 Instrucciones de montaje. 31
4.4.1 Montaje del motor en eje conducido. 33
4.5 Conexiones de aceite. 35
4.5.1 Sentido de giro del eje del motor. 36
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

5
4.6 Drenaje y purga del motor. 36
4.7 Instrucciones de funcionamiento. 37
4.8 Mantenimiento periódico. 38
4.8.1 Esquema de mantenimiento. 39
4.9 Localización de averías. 42
CAPITULO Nº 5
UNIDAD HIDRÁULICA 43
5.1 Principio de funcionamiento. 43
5.2 Elección del fluido hidráulico. 44
5.2.1 Requerimientos de limpieza del fluido. 45
5.3 Agua de refrigeración. 46
5.4 Instalación de la unidad. 46
5.5 Montaje del motor eléctrico. 48
5.6 Conexiones hidráulicas. 49
5.6.1 Llenado del sistema con fluido hidráulico. 50
5.7 Conexiones eléctricas. 51
5.8 Conexiones de agua. 52
CAPITULO Nº 6
MANTENIMIENTO INDUSTRIAL 53
6.1 Tipos de mantenimiento. 53
6.1.1 Mantenimiento correctivo o reactivo. 53
6.1.2 Mantenimiento preventivo. 54
6.1.3 Mantenimiento proactivo. 54
6.1.4 Mantenimiento predictivo. 54
6.2 Conceptos de mantenimiento predictivo. 55
6.2.1 Maquinas críticas. 55
6.2.2 Maquinas semi críticas. 56
6.2.3 Maquinas normales o no criticas. 56
6.3 Ventajas del mantenimiento predictivo. 57
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

6
6.4 Evaluación y metas del mantenimiento predictivo. 58
6.4.1 Vigilancia de maquinas. 58
6.4.2 Diagnostico de fallas. 60
6.4.3 Pronostico de vida. 61
6.5 Evaluación de la condición: Severidad vibratoria. 62
6.5.1 Normativa en el análisis de vibraciones. 63
CAPITULO Nº 7
VIBRACIONES MECÁNICAS 69
7.1 Todas las maquinas vibran. 69
7.2 Causas de las vibraciones mecánicas. 71
7.3 Consecuencias de las vibraciones. 71
7.4 Introducción al análisis de vibraciones. 72
7.5 Fundamento del análisis de vibraciones. 75
7.6 Parámetros de las vibraciones. 76
7.7 Vibración mecánica. 77
7.8 Vibración armónica simple. 79
7.9 Dirección de la vibración. 80
7.10 Amplitud de la vibración. 81
7.11 Frecuencia de la Vibración. 82
7.11.1 Fase de vibración. 83
7.11.2 Desfase o diferencia de fase. 84
7.12 Velocidad vibratoria. 85
7.13 Aceleración vibratoria. 85
7.14 Tipos de vibraciones. 86
7.15 Tipos de vibraciones mecánicas. 87
7.15.1 Vibración debida a desbalance. 88
7.15.2 Vibración debida a falta de alineamiento. 89
7.15.3 Vibración debida a excentricidad. 90
7.15.4 Vibración de rodamientos con elementos rodantes defectuosos. 91
7.15.4.1 Rodamiento con elemento rodante desalineados. 93
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

7
7.15.4.2 Holguras de rodamientos con elementos rodantes. 93
7.15.4.3 Frecuencia de falla generada por los elementos rodantes. 94
7.15.5 Vibración debida a descansos planos defectuosos. 95
7.15.6 Vibración debida a solturas mecánicas. 96
7.15.7 Vibración debida a bandas de accionamiento. 96
7.15.8 Vibración debida a problemas de engranaje. 98
7.15.9 Vibración debida a fallas eléctricas. 99
CAPITULO Nº 8
MEDICIONES, MÉTODOS Y MATERIALES A UTILIZAR 101
8.1 Medición de la vibración. 101
8.1.1 Análisis Espectral. 101
8.1.2 Análisis de Demodulación. 102
8.2 Metodología utilizada. 103
8.3 Puntos de medición en el motor. 105
8.4 Ancho de banda. 107
8.4.1 Ajuste ancho de banda para visualización del espectro. 108
8.4.1.1 Caso1. 109
8.4.1.2 Caso 2. 110
8.5 Instrumentación utilizada. 111
8.5.1 Analizador CSI 2120. 111
8.5.1.1 Filtros pasa altos. 112
8.5.1.2 Order Tracking. 113
8.5.2 Fototacómetro 404B. 113
8.5.3 Software. 114
8.6 Mediciones y análisis espectrales. 116
8.6.1 Rodamiento SKF 29426E 117
8.6.2 Rodamiento SKF NCF 2940V 122
8.6.3 Rodamiento SKF 23060 127
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

8
CONCLUSIONES 134
BIBLIOGRAFÍA 136
ANEXOS 138
ÍNDICE DE TABLAS
TABLA Nº 1 Características técnicas digestor continuo planta Laja. 20
TABLA Nº 2 Conexiones de aceite motor hidráulico Marathon. 35
TABLA Nº 3 Esquema de mantenimiento del motor hidráulico. 39
TABLA Nº 4 Localización de averías en el motor hidráulico. 42
TABLA Nº 5 Conexiones hidráulicas principales. 49
TABLA Nº 6 Conexiones hidráulicas de drenaje y limpieza. 49
TABLA Nº 7 Capacidad de almacenaje de aceite del motor. 51
TABLA Nº 8 Conexiones de agua del motor. 52
TABLA Nº 9 Técnicas mas utilizadas en la vigilancia de maquinas. 59
TABLA Nº 10 Normativa de severidad vibratoria según ISO 10816-1. 64
TABLA Nº 11 Evaluación de maquinas de acuerdo a tamaño (potencia). 64
TABLA Nº 12 Calidad de la vibración en maquinas rotatorias. 65
TABLA Nº 13 Parámetros de las vibraciones según los peak (1x, 2x, x/2, 1x/4). 74
TABLA Nº 14 Filtros pasa altos disponibles en el analizador 2120. 112
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

9
ÍNDICE DE FIGURAS
FIGURA Nº 1 Configuración anterior de transmisión del digestor continuo. 21
FIGURA Nº 2 Componentes principales motor hidráulico Marathon MB 1600. 28
FIGURA Nº 3 Esquema de sonidos de una instalación hidráulica. 29
FIGURA Nº 4 Motor hidráulico Marathon MB 1600. 32
FIGURA Nº 5 Sentido de giro del eje del motor. 36
FIGURA Nº 6 Componentes principales unidad hidráulica. 43
FIGURA Nº 7 Esquema de instalación de la unidad hidráulica. 47
FIGURA Nº 8 Instrucciones de montaje del motor eléctrico. 48
FIGURA Nº 9 Esquema de llenado de la unidad hidráulica. 50
FIGURA Nº 10 Excesiva vibración de la maquina es causa de muchos problemas. 70
FIGURA Nº 11 Direcciones de los puntos de medición. 75
FIGURA Nº 12 Esquema de obtención de la señal vibratoria. 78
FIGURA Nº 13 Generación de la vibración armónica simple. 79
FIGURA Nº 14 Esquema de diferencia de fase. 84
FIGURA Nº 15 Esquema de desplazamiento, velocidad y aceleración para 86
una vibración armónica simple.
FIGURA Nº 16 Tipos de desalineamiento (paralelo – angular). 90
FIGURA Nº 17 Componentes principales de un rodamiento. 92
FIGURA Nº 18 Frecuencias características de los rodamientos y sus elementos 94
FIGURA Nº 19 Curva de medición de la vibración en aceleración. 103
FIGURA Nº 20 Curva de medición de la vibración en desplazamiento. 104
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

10
FIGURA Nº 21 Curva de medición de la vibración en velocidad. 104
FIGURA Nº 22 Ventana de transmisión de un rodamiento. 105
FIGURA Nº 23 Puntos de medición en el motor hidráulico. 106
FIGURA Nº 24 Grafico de obtención de la fundamental con un ancho 109
de banda de 15000 Hz y 6400 líneas.
FIGURA Nº 25 Grafico de obtención de la fundamental con un ancho 110
de banda de 9000 Hz y 6400 líneas.
FIGURA Nº 26 Recolección de datos utilizando un analizador CSI 2120 111
FIGURA Nº 27 Fototacómetro 404B de CSI. 114
FIGURA Nº 28 Comunicación Analizador/PC 115
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

11
INTRODUCCIÓN
Todas las tecnologías creadas e imaginadas en conjunto han sido capases de
entregarnos, comodidad, bienestar, salud y entretención, ayudándonos en cada minuto a
obtener una mejor calidad de vida.
Cada producto u elemento utilizado por nosotros requiere en si de una serie de
procesos de elaboración, como por ejemplo algo tan cotidiano como el papel, un producto que
se encuentra presente en todos los hogares, lo que implica el uso de infraestructuras,
maquinarias etc., lo que comúnmente denominamos industria. Uno de los principales
componentes de estas industrias son los motores que proporcionan el movimiento, la fuerza y
velocidad a los procesos, los cuales varían según su utilidad en tamaño, potencia y precios.
Este informe de actividad terminal se basa en el estudio del comportamiento de los
motores hidráulicos, analizando en particular el modelo MB 1600 de la marca Hagglunds
Drives, mediante la aplicación de Análisis de Vibraciones. Una maquina que es capaz de
generar un movimiento constante en el rastrillo de fondo del digestor continuo, a bajas
revoluciones y poner en movimiento más de 500 toneladas de astillas de madera, siendo de
esta forma la columna principal del proceso productivo en CMPC Planta Laja.
Como la labor que este equipo desempeña es tan esencial e importante, es considerado
un equipo critico dentro del complejo industrial, por ende se debe tener especial cuidado para
que este no presente fallas inesperadas, ya que si sucediese lo contrario esto significaría la
detención inminente de la planta, lo que lleva consigo grandes perdidas y costos asociados a la
empresa.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

12
Una forma de controlar, medir y revisar este equipo sin intervenirlo es por medio del
mantenimiento predictivo, el cual consta de muchos tipos de análisis que se podrían realizar a
los equipos para monitorear la condición, en base a los síntomas que estos presenten, pero en
nuestro caso, el estudio se basa en la utilización del método de análisis de vibraciones
espectral o frecuencial, se analizara el espectro de la onda en velocidad, para lograr obtener
una mayor precisión en la información recopilada considerando que el motor funciona a baja
frecuencia pero las fallas de los elementos rodantes se manifiestan generalmente a altas
frecuencias, mas cuando la ocasión lo amerite se utilizara como apoyo el método de
demodulación para poder visualizar con mayor claridad fallas incipientes, que se pudiesen
generar en los rodamientos de este equipo.
Este estudio se centrara en la aplicación del Análisis de Vibraciones, a fin de
identificar posibles fallas de los rodamientos del motor hidráulico que acciona el rastrillo de
fondo del digestor continuo y a su vez generar una base de datos para este tipo de motor
hidráulico, quedando estos registrados en el programa RBMware (versión 4.8), para que estas
se comparen con mediciones futuras, y de esta manera se logren apreciar cambios los que
pudiesen transformarse en fallas.
Una vez realizado esto estaremos en posición de programar mantenciones y reparar a
tiempo, logrando con esto aprovechar al máximo el equipo durante su vida útil, lo que nos
significara una mayor producción y un mayor control sobre los procesos.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

13
CAPITULO Nº1
RESEÑA HISTÓRICA Y PROCESO DE FABRICACIÓN C.M.P.C. LAJA
1.1 PLANTA DE CELULOSA LAJA
Situada en la confluencia de los ríos Bío-Bío y Laja, VIII Región, inició sus
operaciones en 1958, constituyéndose en una planta industrial pionera en Latinoamérica en la
fabricación de celulosa y papel. Al año, Planta Laja produce 320 mil toneladas de celulosa
fibra larga, principalmente blanca, de las cuales 70 mil toneladas se destinan a la producción
de papeles (gráficos y sackraft), con una producción menor de celulosa cruda (UKP).
Dentro de la diversidad de productos que desarrolla, también produce celulosa fluff en
rollos, la que se utiliza para la fabricación de productos absorbentes tales como pañales
desechables y toallas femeninas. Adicionalmente, produce papeles para sacos cementeros y de
embalaje, utilizando como materia prima celulosa de fibra larga sin blanquear, la que se
comercializa en el mercado nacional, Argentina y Perú.
Desde principios de los 90´ Planta Laja ha desarrollado proyectos tendientes a
modernizar sus instalaciones productivas, con el consiguiente mejoramiento en sus emisiones
líquidas, sólidas y aéreas. El reemplazo de la antigua caldera recuperadora por otra unidad
nueva de moderna tecnología, con precipitadores electrostáticos y bajo olor, es uno de los más
importantes. Destaca también la existencia de una caldera que combustiona corteza y aserrín
de madera, contribuyendo a un aprovechamiento integral de materia prima y a la notable
minimización de residuos.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

14
La protección del entorno, unido a la calidad y al soporte técnico, se configuran como
un elemento esencial para Planta Laja, la que ha desarrollado proyectos ambientales con una
inversión del orden de los US$ 20 millones y cuenta con el sistema de calidad ISO 9002,
certificado por SGS European Quality Certification Institute de Bélgica.
Áreas de proceso planta laja
Las áreas de producciones se dividen en seis procesos:
Planta de astillas
Cocción.
Blanqueo.
Línea de salida (Secadoras y Papeleras).
Recuperación y energía.
Tratamiento de efluentes
1.2 PROCESO DE FABRICACIÓN DE LA CELULOSA
Existen varios procesos para obtener celulosa de la madera por vía química. El
proceso utilizado en Fábrica Laja es el llamado proceso al sulfato o kraft el cual da una fibra
de alta resistencia que se puede aplicar a uno como a varios tipos de madera (ver anexo Nº 1).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

15
1.3 DESCRIPCIÓN DEL PROCESO
El proceso comienza con la llegada de la madera, que se reciben en trozos de 2.44mt.
que son transportados por ferrocarril y camiones. Los trozos se lavan, se descortezan,
mediante la fricción entre ellos, y se transforman en astillas (chips) de 19 mm de largo por 4
mm de espesor. A continuación se tamizan para eliminar el aserrín y luego se almacenan en
silos o pilas. El aserrín y la corteza son usados como combustible para producir vapor.
Desde los silos, las astillas van a los sistemas de digestión, donde se produce la
separación de las fibras celulósicas de la astilla. Esto consiste en mezclar dentro de un
recipiente, llamado Digestor, bajo condiciones de presión y temperatura controladas, madera
con lejía blanca, compuesta principalmente por Soda Cáustica y Sulfuro de Sodio. La lejía
blanca se combina con la lignina, uno de los componentes principales de la madera,
transformándola en una sustancia soluble en agua y dejando en libertad las fibras de celulosa.
Esta lignina solubilizada es separada de las fibras por lavado con agua. El líquido
compuesto por las sales que se usaron en la cocción más lignina y otros productos, se llama
lejía negra, que es enviada a un Sistema de Recuperación donde se concentra y es usado como
combustible para producir vapor en una Caldera Recuperadora. Como producto de la
combustión, se recuperan las sales (de ahí el nombre de Caldera Recuperadora), las que
mediante un proceso de Caústificación con cal viva son transformadas en lejía blanca apta
para la cocción de nuevas cantidades de madera.
Una vez lavadas, las fibras de celulosa son enviadas a un sistema de depuración donde
se separan los nudos (Chips o Astillas que no han sido cocidas totalmente) y los haces de
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

16
fibras aglomeradas. Las fibras depuradas son almacenadas en estanques o cubas y reciben el
nombre de celulosa cruda las que pueden tener los siguientes destinos:
Alimentar Máquinas Papeleras, para obtener:
Papeles Lisos y Extendible.
Embalajes y Liner.
Alimentar Máquinas Secadoras, para obtener:
Celulosa Kraft Cruda
Etapas de blanqueo.
En la planta de blanqueo se realiza una transformación química de la celulosa con el
objeto de eliminar totalmente la lignina residual, que en porcentajes muy bajos queda en la
celulosa cruda. Para blanquear la celulosa, se utiliza: Cloro, Soda cáustica, Oxigeno, Peróxido
de Hidrogeno y Dióxido de Cloro. Dependiendo de lo solicitado por el cliente la celulosa
puede ser semiblanca, blanca o celulosa Fluff.
Una vez completado el proceso de blanqueo la pasta es enviada a cubas de
almacenamiento para posterior envío a las maquinas de salida para producir los siguientes
productos:
Alimentar Máquinas Papeleras, para obtener:
Papel de Impresión y Escritura.
Papeles Lisos y Extendibles
Cartulinas.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

17
Alimentar Máquinas Secadoras, para obtener
Celulosa Kraft Semiblanqueada
Celulosa Kraft Blanqueada.
Celulosa Fluff.
El vapor que se utiliza en fábrica es producido por cuatro calderas: dos usan petróleo,
corteza y aserrín como combustibles y dos usan lejía negra. El vapor proveniente de las
calderas alimenta un turbo generador que proporciona el 60% de la electricidad consumida en
Fábrica.
El agua es vital para la fabricación de celulosa, ya que todo el proceso de las fibras y el
lavado de las mismas, es realizado usando este elemento. Además del gran volumen se
requiere que la calidad sea excelente. Por ello, el agua que es extraída del río Bío-Bío y de
pozos, es sometida a un riguroso tratamiento y filtrado, con el objeto de hacerla apta para el
proceso.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

18
CAPITULO Nº 2
DIGESTOR CONTINUO
2.1 IMPORTANCIA DEL DIGESTOR CONTINUO PARA EL PROCESO
El Digestor Continuo, es una gran olla a presión gigante de proceso continuo, donde la
madera se cuece o digiere en una solución compuesta principalmente por Soda Cáustica y
Sulfuro de Sodio (ver anexo Nº 2). Las astillas de madera se hierven durante varias horas en
un proceso continuo que elimina la materia resinosa y la lignina dejando fibras puras de
celulosa. Mientras un motor hidráulico de gran capacidad ubicado en la base es la encargada
de controlar el movimiento giratorio del fondo de esta olla a presión y facilitar la descarga a
un estanque de soplado, donde se inicia el proceso de lavado de las fibras de madera ya
cocidas en el interior del Digestor Continuo.
Es por ese motivo que el digestor continuo es vital en este tipo de proceso ya que es un
pilar clave en cadena o secuencia productiva, es por este motivo que se le considera un equipo
crítico vital para el proceso productivo, y su detención significaría una gran pérdida de
producción y costo. Es un equipo con requerimiento de disponibilidad muy alta (funciona 24
hr. al día, 365 días al año).
Un paro de planta no programado trae como consecuencia una serie de gastos directos
como mano de obra, repuestos, servicios contratados, y costos indirectos como son la pérdida
de producción, seguridad, energía, y muchos otros. Es por esto que la planificación y
programación de la mantención debe ser cuidadosa y destinar todos los recursos tecnológicos
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

19
y humanos para maximizar el número de horas disponibles de una máquina o equipo, con el
mínimo costo y máxima seguridad.
Para máquinas o equipos considerados como críticos, la detección temprana de fallas
puede traer grandes beneficios. Además de permitir una buena planificación de la
mantención, evitando problemas imprevistos, las técnicas de detección incipiente de fallas nos
entregan gran información para un buen manejo de los stocks de repuestos.
2.2 CARACTERÍSTICAS TÉCNICAS
Diseñado por KVAERNER Año 1996
Para Compañía CMPC LAJA
MILL Nº de serie 2199
Clasificación 05-3-01-10 Date 1996
Presión de prueba 15.6 bar. at top Corrosión No mm
Presión de diseño 12 bar. at top Código swedish code 1987
Presión máx. de
trabajo 12 bar. at top Control AF - IPK
Temperatura de
diseño 200º C Capacidad 1410 M 3
Temperatura
máxima 200º C Radiografía
Acc. To swedish
code
Temperatura
mínima Heat tratamiento No
Fluido contenido Liquido y pulpa Total weight
empty 541000 Kg.
TABLA Nº 1 CARACTERÍSTICAS TÉCNICAS DIGESTOR CONTINUO PLANTA LAJA
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

20
2.3 ANTECEDENTES HISTÓRICOS DE FUNCIONAMIENTO Y DE FALLAS
Anteriormente el digestor continuo era accionado mediante un conjunto mecánico de
transmisión (motor, reductor) el cual era accionado por un motor eléctrico de 4 polos con 1500
rpm.
Éste poseía cuatro etapas de reducción con tres ejes internos, presentando un tamaño
aproximado de 2,10 x 1,20 x 0,90 m.
La secuencia de engranes desde el eje de entrada al eje de salida es:
En el 1° eje (Eje de entrada) un piñón de 24 dientes conduciendo a una corona de 106 dientes
en el 2° eje.
En el 2° eje un piñón de 18 dientes conduciendo a una corona de 63 dientes en el 3° eje.
En el 3° eje un piñón de 18 dientes conduciendo a una corona de 58 dientes en el 4° eje.
En el 4° eje un piñón de 16 dientes conduciendo a una corona de 72 dientes en el 5° eje (Eje
de salida).
FIGURA Nº 1 CONFIGURACIÓN ANTERIOR SISTEMA DE TRANSMISIÓN DEL DIGESTOR
CONTINUO
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

21
Por lo tanto la caja reductora poseía una relación de transmisión de 224,15:1, donde la
velocidad de entrada fluctuaba constantemente debido a la carga de (541 toneladas
aproximadamente), 10 rpm en la salida del reductor en torno a los 1400 rpm suministradas
por el motor eléctrico. (Ver anexo Nº 3)
El gran inconveniente o problema de este sistema de transmisión eran los peak de
esfuerzos generados en el eje del rastrillo de fondo, esto se debía a lo variable que son los
esfuerzos en el accionar de esta unidad, ya que presentan considerables fluctuaciones en el
torque de sus aspas al pasar por la zona de descarga del digestor continuo.
En el instante en que las aspas pasan por la zona de descarga (orificio o ducto) se
reduce la carga a la que están sometidas, luego al ser sometidas nuevamente a esfuerzos
generan un efecto de vaivén (o resorte), en lo que concierne a los esfuerzos o cargas a los que
esta sometido el eje, generando fatigas y tensiones en este, teniendo como fin a largo plazo la
rotura de este sin previo aviso.
Por este motivo y debido a sus reiteradas fallas, fue remplazado este complejo e
inestable sistema de transmisión por el accionar de un motor hidráulico (Marathon MB 1600
de Hagglunds Drives), el cual cumple con la capacidad de carga requerida entregando una
potencia constante, sin generar fluctuaciones de esfuerzo (torque) como se hacia referencia en
el caso anterior, entregando la confiabilidad necesaria en un equipo critico como lo es el
digestor continuo.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

22
Gracias a la implementación de este motor no se han presentado fallas ni desperfectos
tanto en el eje del rastrillo de fondo como en el equipo en si, lo que ha permitido una
disminución considerable en los tiempos muertos por mantenciones correctivas de este equipo
y sus costos asociados, incrementando considerablemente la estabilidad de la cadena de
producción.
Si bien los costos de implementar un motor de estas características son elevados, los
beneficios de realizar esta inversión se reflejan en la estabilidad del proceso, motivo por el
cual la mantencion de este equipo es vital.
Una forma de realizar un mantenimiento exhaustivo pero no invasivo, es
implementando un sistema de mantenimiento predictivo, cuya finalidad es evaluar en todo
instante la condición de la máquina o equipo a través de la medición de síntomas que ella
emite al exterior, identificando cualquier problema presente o inminente y prediciendo cuando
deberían realizarse acciones correctivas.
Dentro de este concepto, es importante destacar que debido al desgaste a que están
sometidos los equipos y máquinas de producción, las fallas son algo inevitable. Un problema
en el motor hidráulico, puede traer grandes consecuencias económicas. Es por esto que las
empresas clasifican sus máquinas y equipos según una relación costo beneficio, y según su
disponibilidad, logrando una mejor administración de los recursos y aumentando así la
productividad.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

23
La herramienta principal para efectuar este tipo de mantencion es el análisis de
vibraciones, el cual nos permite determinar la condición de las máquinas rotativas definiendo
el grado de desbalanceo, desalineamiento, presencia de holguras mecánicas, bases y
cimentaciones insuficientes, desgaste de piezas internas, interferencia de engranajes, etc. La
vibración mecánica es un parámetro muy sensible que informa de la condición del equipo o
elemento mecánico que se este estudiando.
El análisis de vibraciones en un motor hidráulico de estas características es complejo,
considerando su reducida velocidad de giro (7 rpm aproximadamente), además sabiendo que
la energía disipada por falla es muy reducida por el medio en el cual se genera, las mediciones
de impacto vibracional en este equipo son relativamente pequeñas, pero totalmente
considerables al momento de diagnosticar una falla incipiente en el equipo.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

24
CAPITULO Nº 3
OBJETIVOS
3.1 OBJETIVO PRINCIPAL
Desarrollar análisis de vibraciones en el motor hidráulico industrial Marathon modelo
MB 1600 de Hagglunds Drives que acciona el rastrillo de fondo del digestor continuo. Siendo
este un equipo de alta disponibilidad, lograr las competencias necesarias y metodologías
apropiadas para la aplicación de este tipo de mantenimiento, en busca de fallas incipientes o
desarrolladas tanto en los rodamientos; BPFO, BPFI, FTF y BSF del equipo motriz, como
anomalías existentes en sus elementos (ejemplo: pistones, camisas de balance, etc.), los que
afectan en su correcto funcionamiento reduciendo de esta forma la vida útil del equipo y su
eficiencia.
3.2 OBJETIVOS ESPECÍFICOS
1. Determinar los parámetros ideales para la aplicación de este tipo de análisis considerando
que la vibración mecánica es un parámetro muy sensible que informa de la condición del
equipo o elemento mecánico que se este estudiando, estos parámetros son:
Ancho de banda.
Número de promedios.
Número de líneas.
Frecuencia de falla de rodamiento.
Severidad vibratoria de los elementos rodantes.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

25
2. Buscar fallas incipientes o en desarrollo que pudieran presentarse en el motor hidráulico,
de no existir anomalías o fallas, poder determinar o conocer las condición vibratoria
normal de funcionamiento, siendo en tal caso este análisis una base como registro del
historial vibratorio del equipo estudiado, lo que serviría como referencia para futuros
análisis o monitoreos.
3. Desarrollar esta metodología predictiva, utilizando la técnica de análisis Espectral
complementada con la técnica de Demodulación si fuese necesario, en pos de poder lograr
resultados mas certeros al momento de evaluar la condición vibratoria.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

26
CAPITULO Nº 4
UNIDAD MOTRIZ
4.1 DESCRIPCIÓN DE FUNCIONAMIENTO MOTOR HIDRÁULICO
MARATHON MB 1600
El motor hidráulico industrial MARATHON de Hagglunds Drives es del tipo de
pistones radiales con bloque de cilindros/eje hueco giratorio y cárter fijo. El bloque de
cilindros va montado en el cárter sobre los cojinetes del rodillo (ver anexo Nº 4 y Nº 14).
Un número par de pistones esta situado radialmente en dicho bloque de cilindros, y la
placa de distribución dirigen el aceite dentro y fuera de los pistones. Cada pistón actúa contra
un rodillo de leva. Cuando la presión hidráulica actúa sobre los pistones, los rodillos de leva
son empujados contra la inclinación del aro volumétrico que esta conectado rígidamente al
cárter, produciendo así un par.
La fuerza de reacción es transferida por medio de los rodamientos guía, de rodillos,
montado sobre los extremos de los rodillos de leva, a las dos placas guías que están unidas al
bloque de cilindros/eje hueco, por lo cual el motor gira, siendo el par desarrollado
proporcional a la presión del sistema. Las tuberías de aceite se conectan a las conexiones R y
L en el bloque de conexiones y las tuberías de drenaje a las conexiones D1, D2 y D3, (D4*) en
la tapa trasera.
El motor se monta al eje de la maquina conducida por medio del eje hueco de bloque
de cilindros. El par se transmite por medo de un acoplamiento mecánico o por un eje estriado.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

27
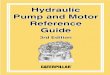
4.2 PARTES PRINCIPALES
1. Aro volumétrico.
2. Rodillo de leva.
3. Pistón.
4. Acoplamiento de eje.
5. Bloque de cilindros / eje hueco.
6. Placa guía.
7. Rodamiento guía.
7.a Rodamiento (bloque de cilindros).
8. Bloque de conexión.
9. Placa de distribución.
10. Tapa delantera
11. Tapa trasera.
R: Conexión “R” de entrada o salida.
L: Conexión “L” de entrada o salida.
D1, D2, D3 y (D4*) = Conexiones de drenaje.
*D4= MB 1150 – MB 4000.
FIGURA Nº 2 COMPONENTES PRINCIPALES MOTOR HIDRÁULICO MARATHON MB 1600
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

28
4.3 DATOS TÉCNICOS
Presión recomendada en la vía de baja. El motor debe estar conectado al sistema
hidráulico de forma que reciba suficiente contrapresión en la conexión de baja presión. Esto se
aplica a todo tipo de instalación. Para más información técnica ver anexo Nº 5.
Sonido de una instalación completa.
Motor de bomba
Sonido en tuberias
Motor hidraulico
Sonido procedente de la unidad conducida
Sonido de cimentación y estructura
FIGURA Nº 3 ESQUEMA DE SONIDOS DE UNA INSTALACIÓN HIDRÁULICA
Sonido ambiental
Normalmente, no se puede modificar el sonido ambiental pero suele ser conocido o
fácil de medir.
Sonido de las tuberías.
Es probablemente la mayor fuente de defectos en las instalaciones: todas la abrazaderas
de las tuberías deben ser del tipo aislante de vibraciones y fijadas a suelos, paredes o techos de
hormigón, debe evitarse fijarlas a estructuras metálicas no flexibles capaces de producir
resonancia.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

29
Motor hidráulico.
El motor hidráulico es una fuente de sonido conocida.
Unidad conducida
Fuente de sonido desconocida (para nosotros), la información al respecto puede ser
proporcionada por el suministrador. En el momento de fijar el brazo de par de un motor a la
estructura de la maquina conducida, es muy importante estudiar la construcción de los
mismos, ya que muchas estructuras pueden producir una elevación de resonancia, causando
graves problemas de ruido.
Elección del fluido hidráulico
Los motores hidráulicos de Hagglunds Drives están diseñados primordialmente para
trabajar con aceites hidráulicos convencionales basados en petróleo.
Generalidades.
El llenado de aceite debe ser según FZG 90 grado 11 descrito en IP (DIN 51354). El
aceite debe contener también inhibidores para evitar la oxidación, corrosión y formación de
espuma la viscosidad del aceite mineral depende en gran parte de la temperatura. La elección
definitiva del aceite debe depender de la temperatura de trabajo que se espera, o se conoce, en
el circuito y no en el depósito del aceite.
Las altas temperaturas del circuito reducen considerablemente la vida de servicio del
aceite y de las juntas de goma. Asimismo dan como resultado una baja viscosidad que a su vez
proporciona lubricación deficiente.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

30
El contenido de agua debe ser inferior a 0,1%. En aplicaciones industriales que exigen
una larga vida de funcionamiento el contenido deberá ser inferior a 0,05%.
Filtrado.
El aceite de un sistema hidráulico debe filtrarse siempre, así como el aceite recibido
del suministrador debe filtrarse cuando se añada al sistema. El grado de filtración de un
sistema hidráulico es una cuestión de vida de servicio contra los gastos de filtrado.
Para conseguir la vida de servicio deseada es importante seguir las recomendaciones
que hacen referencia al grado de contaminación.
Al elegir el filtro, es importante considerar la cantidad de partículas de suciedad que
puede absorber el filtro y continuar trabajando satisfactoriamente.
4.4 INSTALACIÓN E INSTRUCCIONES DE MONTAJE
Para el funcionamiento correcto del motor, es importante instalarlo con la mayor
precisión posible. Toda pieza conectada al motor que no cumpla los requisitos de las
instrucciones puede producir esfuerzos, que tendrán un efecto negativo en la vida de servicio
del motor.
Normalmente, el motor debe estar completamente lleno de aceite. Cuando se monta el
motor con el eje en el plano horizontal, las conexiones de drenaje deberán estar verticales. Se
debe usar la conexión más alta de las dos.
Cuando se monta el motor en el plano vertical, deberá conectarse la conexión de
drenaje D1 o D2, al agujero de ventilación en el cárter del extremo del eje o tapa.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

31
Habrá que conectar una válvula pretaradora en la tubería de drenaje, para asegurarse de
que el motor estará lleno de aceite.
FIGURA Nº 4 MOTOR HIDRÁULICO MARATHON MB 1600
La tubería de drenaje debe dimensionarse de forma que no se exceda la presión
máxima de 3 bares (43,5 psi) en el cárter del motor.
La presión máxima en el cárter es de 3 bares, se pueden permitir breves picos de
presión de hasta 8 bares (116 psi). La presión permitida en el cárter cuando el motor esta
parado es de 8 bares.
El motor debe estar conectado siempre de forma que halla suficiente contrapresión en
la conexión de baja presión. Esto es especialmente importante a altas velocidades y con
inversión rápida.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

32
4.4.1 MONTAJE DEL MOTOR EN EJE CONDUCIDO
Antes de montar el motor, se han de cumplir las precondiciones siguientes:
El material del conducido ha de ser de una calidad tal que cumpla con los requisitos
mínimos especificados por Hagglunds Drives.
El eje debe tener las dimensiones recomendadas.
Obsérvese que los acoplamientos están lubricados de fábrica con MoS2 (Molycote) en
las superficies cónicas y pernos. Estos lubricantes han de permanecer en dichas superficies,
pero el molycote no deberá ser transferido bajo ninguna circunstancia a las superficies entre el
eje conducido y el motor, por ello, es importante lavarse las manos si tienen molycote.
Una vez cumplidas tales condiciones, se puede iniciar el montaje:
Limpiar el eje accionado y el eje hueco del motor Marathon por fuera y por dentro.
Aceitar el eje accionado con aceite hidráulico.
Quitar los espaciadores entre las dos bridas de apriete del acoplamiento.
No apretar nunca los tornillos del acoplamiento hasta que el motor este montado en el eje
conducido.
Mantener la tensión en los cables, para evitar la inclinación del motor sobre el eje,
durante el apriete de los tornillos. El balanceo causado por la inclinación del motor origina
fuerzas extras sobre el rodamiento principal.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

33
Recordar.
Los siguientes factores son importantes para el éxito del montaje:
Material y dimensiones correctos del eje conducido.
No lubricar con Molycote las superficies entre el motor y el eje, solo aceite hidráulico
ligero.
Alineamiento del motor en el eje (control de dimensiones)
La variación mínima en la separación entre las bridas de apriete. (Control de distancia)
Montaje del brazo de par en el motor.
El brazo de par se monta en el motor antes de montar este último en el eje conducido.
Limpiar las superficies de contacto del brazo de par y el motor con tricloroetileno o
disolvente similar.
Lubricar los tornillos con aceite
Asegurarse de que el brazo de par esta dirigido en la dirección correcta cuando el
motor este montado en su sitio en la maquina.
Alinear el brazo de par sobre el motor utilizando los tornillos.
Apretar los tornillos con el par necesario según tabla.
No soldar, taladrar, rectificar ni realizar trabajos similares sin aprobación de
Hagglunds Drives.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

34
4.5 CONEXIONES DE ACEITE
MB 1600, MB 3200 Y MB 4000, en el suministro son en partes llenados con aceite
(Shell Tellus Korrhydraul S68).
Conexión Descripción OBSERVACIONES
R
Conexión principal
Si se usa R como entrada, el motor gira hacia la
derecha, visto
desde el lado del eje del motor.
L
Conexión principal
Si se usa L como entrada, el motor gira hacia la
izquierda, visto desde el lado del eje del motor.
D1 Conexión de drenaje Normalmente taponada a la entrada.
D2, D3
Conexiones de drenaje
alternativas.
Normalmente taponada a la entrada.
F
Conexión de
recirculación de aceite
Para recirculación del aceite de la junta de labios
radiales.
Normalmente taponada.
T
Conexiones de prueba
Se usan para medir la presión y la temperatura en las
Conexiones principales. Normalmente taponadas.
TABLA Nº 2 CONEXIONES DE ACEITE MOTOR HIDRÁULICO MARATHON
Cuando se utilizan tuberías de pared gruesa y en aplicaciones con inversiones
frecuentes, se recomienda conectar mangueras flexibles entre el motor y las tuberías para
evitar daños debido a vibraciones y para simplificar la instalación del motor. Las mangueras
deben ser lo mas cortas posibles.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

35
4.5.1 SENTIDO DE GIRO DEL EJE DEL MOTOR
Con alta presión conectada en “R”, el eje del motor gira en el sentido de las flechas, es
decir en sentido horario visto desde el lado del eje del motor.
Con alta presión conectada en “L”, el motor gira en sentido contrario visto desde el
lado del eje del motor.
Alta presión
Si se usa R para alta presión
FIGURA Nº 5 SENTIDO DE GIRO DEL EJE DEL MOTOR
4.6 DRENAJE Y PURGA DEL MOTOR
Montaje horizontal
Cuando el motor está instalado con el eje en el plano horizontal, se puede realizar el
drenaje sin necesidad de purga especial. Siempre se debe utilizar la más alta de las conexiones
de drenaje D1 o D2. D1 y D2 se conectan directamente al depósito sin restricción alguna, para
asegurarse de no exceder la presión máxima del cárter del motor (ver anexo Nº 6).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

36
Montaje vertical
Cuando el motor está montado verticalmente, una de las conexiones de purga debe
estar conectada a las vías del drenaje. La conexión que se va a usar depende de si el eje del
motor está dirigido hacia arriba o hacia abajo. Para asegurarse de que la purga se realiza
adecuadamente y de que el motor está completamente lleno de aceite, debe ser usada la
conexión del drenaje más alta (ver anexo Nº 7).
4.7 INSTRUCCIONES DE FUNCIONAMIENTO
Almacenaje
El motor se entrega protegido interiormente con una película de aceite, y exteriormente
con una capa antióxido esta protección es suficiente para almacenar el equipo en un local
templado bajo techo durante 12 meses.
Antes de la puesta en marcha
Comprobar que el motor esta montado de forma que gire en el sentido correcto.
Elegir el fluido adecuado según recomendaciones.
Llenar el cárter del motor con fluido hidráulico, vía un filtro, por las conexiones de drenaje
D1, D2 o por la conexión de purga (dependiendo de cómo este montado el motor).
Comprobar que el motor este protegido contra sobrecargas.
Comprobar que la contrapresión es la correcta.
Comprobar que todos los racores y tapones están adecuadamente apretados para que no
haya fugas.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

37
Puesta en servicio
Durante la primera puesta en marcha y el periodo inmediatamente después de la misma,
comprobar toda la instalación hidráulica a fondo y realizar esto con frecuencia.
La presión en la vía de drenaje, medida en el motor, debe ser inferior a 3 bares, este límite
de presión es importante para la vida de servicio del motor.
En caso de fuga, reparar la avería y realizar nuevas mediciones.
Comprobar ajustes de tuberías, racores, tornillos, etc.
Comprobar otros posibles lugares de fuga y cambiar las piezas defectuosas.
Durante la fase de puesta en marcha, las partículas de suciedad en el sistema son
eliminadas por los filtros, los cartuchos de estos deben ser cambiados al cabo de 100 hrs.
de trabajo.
En la puesta en marcha del motor, es importante que la potencia de salida este limitada al
75% de la potencia máxima, de acuerdo con los datos técnicos.
4.8 MANTENIMIENTO PERIÓDICO DEL MOTOR
Cuando el sistema hidráulico lleva algún tiempo funcionando, habrá que someterlo a
mantenimiento periódico y revisión a intervalos que dependen del equipo y del tipo de trabajo.
Este mantenimiento periódico debe comprender las medidas siguientes:
Comprobar el sistema hidráulico para ver si hay fugas. Apretar los tornillos, cambiar las
juntas defectuosas y limpiar el sistema.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

38
Inspeccionar y limpiar todos los filtros de aire, aceite y magnéticos, cambiar todos los
cartuchos de los filtros que den indicación de estar colmatados, inspeccionar y limpiar si es
necesario el deposito de aceite, la bomba, filtro, etc.
Comprobar la presión y la temperatura del fluido hidráulico y realizar otras operaciones
rutinarias, si es necesario regular las válvulas.
Comprobar el aceite hidráulico.
Comprobar que no haya entrado ninguna suciedad u otros contaminantes en el sistema
durante la inspección, comprobar que el motor hidráulico de la instalación se mantiene
libre de suciedad, ya que así resultara más fácil descubrir fugas y averías.
4.8.1 ESQUEMA DE MANTENIMIENTO
Tiempo de operación
Filtros de aceite
Aceite
Filtros de aire sobre depósito de
aceite
Brazo de par
Después de las 100
primeras horas
Cambio
Después de 3 meses o
500 horas
Cambio
Cada 6 meses
Cambio.
Inspección
Inspección
Cada 12 meses
Cambio
TABLA Nº 3 ESQUEMA DE MANTENIMIENTO DEL MOTOR HIDRÁULICO
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

39
Motor
Si el motor va a estar parado durante un periodo largo, alrededor de 1 mes, habrá que
proteger su interior contra el óxido. Esto puede hacerse como sigue:
Mezclar aditivos antioxidantes en el fluido hidráulico del sistema. Utilizar 5% de Rust
Veto Concéntrate. Este aditivo protege contra el óxido por un año, después del cual habrá
que hacer girar el motor unas cuantas vueltas.
Si no se usan aditivos habrá que girar el motor unas cuantas vueltas periódicamente.
Si no es posible girar el motor, taponar todas las conexiones, abrir la boca de drenaje D1 o
D2 en el extremo del cárter (o si el motor está montado en posición vertical las conexiones
de purga F en el extremo del cárter) y llenar el motor con fluido hidráulico
Filtros
Los filtros deben cambiarse después de las 100 primeras horas de trabajo. El segundo
cambio debe realizarse después de 3 meses o 500 horas de trabajo, según lo que ocurra
primero. A partir de entonces, cambiarlos a intervalos de 6 meses o 4.000 horas de operación.
Aceite (Análisis).
Se recomienda analizar el aceite cada 6 meses. El análisis debe incluir viscosidad,
oxidación, contenido de agua, aditivos y grado de suciedad. La mayoría de los
suministradores de aceite están equipados para realizar el análisis del aceite y recomendar
medidas adecuadas. Si se encontrará que el aceite está gastado habrá que cambiarlo
inmediatamente.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

40
Oxidación
El aceite hidráulico se oxida con el tiempo de uso y la temperatura. Esto se aprecia por
los cambios de color y olor, aumento del grado de acidez o la formación de sedimentos en el
depósito. El grado de oxidación aumenta rápidamente a temperaturas superficiales por encima
de los 60°C (140°F), por lo que se debe controlar entonces el aceite con mayor frecuencia. El
proceso de oxidación incrementa el grado de acidez del fluido. Típicamente, la oxidación
tiene lugar lentamente al principio y luego aumenta rápidamente.
Contenido de agua
La contaminación del aceite con agua se puede descubrir tomando muestras del fondo
del depósito. La mayoría de los aceites hidráulicos no se mezclan con el agua, la cual se
deposita entonces en el fondo del depósito. Esta agua debe ser extraída a intervalos regulares.
Ciertos tipos de aceites para transmisiones o para motores emulsionan agua; esto puede
apreciarse por las capas en los cartuchos de los filtros o por los cambios de color del aceite.
Grado de suciedad
Un gran contenido de suciedad en el aceite implica un aumento de desgaste de los
componentes del sistema hidráulico. La causa de la contaminación ha de ser investigada y
remediada inmediatamente.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

41
4.9 LOCALIZACIÓN DE AVERÍAS
TABLA Nº 4 LOCALIZACIÓN DE AVERÍAS EN EL MOTOR HIDRÁULICO
Averías
Causa probable Remedio
El motor no funciona
Parada mecánica en el sistema. El motor no proporciona un par suficiente debido a que la presión diferencial en el motor no es suficientemente elevada con relación a la carga. El motor no recibe aceite o la cantidad es insuficiente.
Comprobar la presión del sistema. Si la presión ha alcanzado el ajuste de la válvula de alivio, quitar la carga sistema. Verificar el nivel de presión en el circuito y corregir el ajuste de la válvula limitadora de presión si es necesario. Comprobar el circuito hidráulico. Comprobar las fugas externas del motor (por la conexión D).
El motor gira en sentido incorrecto
Las conexiones de alimentación de aceite al motor no están conectadas correctamente.
Conectar correctamente la alimentación de aceite.
El motor marcha irregularmente.
Fluctuaciones de presión o de caudal en el circuito hidráulico.
Investigar la causa en el circuito o en la transmisión mecánica.
Ruido en el motor.
El motor está funcionando con un valor demasiado bajo en la vía de baja presión. Fallos internos en el motor.
Ajustar la presión en la vía de baja al nivel correcto Si es necesario comprobar el drenaje. Poner un tapón magnético y comprobar las partículas que se pegan al imán, partículas metálicas indican daños internos. Observar que pueden depositarse partículas finas de fundición, lo cual significa daños internos en el motor.
Fugas externas de aceite en el motor por el retén.
Retén de eje deteriorado. Cambiar al retén del eje.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

42
CAPITULO Nº 5
UNIDAD HIDRÁULICA
5.1 PRINCIPIO DE FUNCIONAMIENTO
Componentes principales.
1. Bomba hidráulica.
2. Motor eléctrico.
3. Sistema de control, Spider (opcional).
4. Enfriados de agua-aceite (opcional).
5. Filtro de aceite (drenaje).
6. Filtro de aceite (retorno).
7. Filtro de aire.
8. Válvula de agua (opcional).
9. Caja de conexiones.
10. Indicador de tubería de succión.
11. Interruptor de nivel.
12. Termostato.
13. Calentador de aceite (opcional).
14. Acumulador (opcional).
15. Indicador de nivel.
16. Grifo de vaciado del depósito de aceite.
17. Grifo de vaciado de bandeja de aceite.
18. Manómetro de presión de carga.
19. Manómetro de presión de trabajo.
FIGURA Nº 6 COMPONENTES PRINCIPALES UNIDAD HIDRÁULICA
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

43
La idea del grupo hidráulico es proporcionar al motor o a los motores hidraulicos (o a
otros sistemas hidraulicos) el caudal y la presión de aceites necesarios en el momento
oportuno. Todas las piezas incluidas se montan en uno o más armarios compactos. La bomba
principal es del tipo de pistones axiales, caudal variable para sistemas en circuito cerrado y el
motor eléctrico esta completamente cerrado.
El grupo hidráulico es muy flexible con una amplia gama de opciones, esto permite
seleccionar un grupo hidráulico estándar que cumple las características necesarias para
desarrollar o llevar a cabo muchas aplicaciones diferentes
5.2 ELECCIÓN DEL FLUIDO HIDRÁULICO
El grupo hidráulico a sido diseñado primordialmente para funcionar con fluidos
hidraulicos convencionales derivados del petróleo. El fluido hidráulico a utilizar deberá
cumplir con los siguientes requisitos:
FZG 90 etapa 11, según se describe en IP 334 (DIN 51354).
Contener inhibidores que impidan la oxidación, la corrosión y la espuma.
Tener una viscosidad dentro de los márgenes indicados para grupo y motor hidráulico a la
temperatura de trabajo (medida en el circuito).
Tener un contenido de agua inferior al 0,1%, mientras que en aplicaciones industriales con
elevadas demandas de vida de servicio menos del 0.05% de agua.
Para otros fluidos hidráulicos, se sebe contactar con un representante de Hägglunds Drives
cuando:
Pueda necesitar otras juntas para la bomba y otros componentes.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

44
Se pueda reducir la vida de servicio de las bombas a máxima presión y máxima velocidad.
Algunos fluidos sean imposibles de usar
5.2.1 REQUERIMIENTOS DE LIMPIEZA DEL FLUIDO HIDRÁULICO
Los grupos hidraulicos están equipados con filtros en las líneas de retorno y drenaje.
Con el objeto de lograr la vida útil de servicio estimada, es importante seguir las
recomendaciones de nivel de limpieza y mantenimiento.
Recomendaciones de nivel de limpieza.
Limpiar el sistema antes del arranque.
Cuando se llena el depósito con fluido hidráulico, es importante hacerlo por la conexión
especial para el llenado de aceite.
El nivel de contaminación de sólidos en el sistema no debe exceder ISO/DIS 4406 16/13
(NAS 1638, clase7).
El contenido de agua deberá ser inferior a 0.1% y en aplicaciones industriales con elevadas
demandas de vida de servicio menos del 0.05% de agua.
Emplear siempre cartuchos de filtros recomendados y suministrados por la organización de
Hägglunds Drives.
Analizar el fluido hidráulico según los intervalos de mantenimiento especiales para el
grupo hidráulico específico. Tener cuidado especial al desmontar equipos para la
reparación o el mantenimiento, para que no entre suciedad en el sistema. Limpiar antes de
abrir el equipo.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

45
5.3 AGUA DE REFRIGERACIÓN
El sistema de refrigeración ha sido diseñado primordialmente para que funcione con
agua dulce limpia, por lo que es importante:
Mantener correctamente el filtro de agua (si esta presente en el equipo), con el objeto de
obtener el caudal de agua necesario a través del enfriador de agua-aceite.
Tener el caudal, la presión y la temperatura requeridos para el agua de refrigeración.
Controlar la temperatura del sistema hidráulico, según los niveles de mantenimiento
especiales para el grupo hidráulico específico o los intervalos máximos en la tabla de
mantenimiento.
Limpiar los sistemas de refrigeración si la temperatura del sistema hidráulico es superior a
los límites especificados debido a una capacidad de refrigeración demasiado baja.
Limpiar y vaciar el sistema de refrigeración (lado del agua) antes de los periodos de parada
(especialmente si el agua no está completamente limpia)
“Si la capacidad de refrigeración es demasiado baja, se reducirá la vida útil del motor
hidráulico, de los componentes principales del grupo hidráulico y del fluido hidráulico”.
5.4 INSTALACIÓN DE LA UNIDAD
Para que el grupo hidráulico funcione debidamente, es necesario instalarlo según estas
instrucciones, se deben tener en cuenta las condiciones en que va a funcionar el grupo. La
instalación incorrecta sin seguir las instrucciones y de la documentación técnica adjunta,
puede afectar el funcionamiento o la vida de servicio del grupo hidráulico (ver anexo Nº 8).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

46
“No colocar nunca el grupo hidráulico directamente contra una pared u obstrucción
similar, ya que no podrá tener la ventilación necesaria”.
Colocar el grupo hidráulico
Sobre una base sólida y nivelado (para evitar vibraciones).
De forma en que se facilite el mantenimiento y servicio.
Protegido contra la intemperie, las salpicaduras, la contaminación y el calor de radiación.
De forma que se garantice la ventilación libre para refrigeración del motor eléctrico y del
enfriador aire-aceite.
De forma que se minimice el largo de las tuberías.
Las conexiones principales del grupo hidráulico tienen que estar siempre conectados a
los tubos con mangueras
FIGURA Nº 7 ESQUEMA DE INSTALACIÓN DE LA UNIDAD HIDRÁULICA
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

47
5.5 MONTAJE DEL MOTOR ELÉCTRICO
En ciertos casos, el o los motores eléctricos se entregan por separado. Estas
instrucciones se aplican a tales casos.
Desembalado del motor eléctrico
Desembalar el motor eléctrico inspeccionándolo para ver si presenta daños exteriores
asegurándose de que los datos de la placa coincidan con los de la documentación técnica.
Controlar el acoplamiento del eje.
Controlar si la holgura axial del acoplamiento coincide con la tabla y la figura anexo, y
que esta apretado el tornillo de bloqueo.
FIGURA Nº 8 INSTRUCCIONES DE MONTAJE DEL MOTOR ELÉCTRICO
Montar el motor eléctrico en el grupo motor
Elevar el motor eléctrico dentro del grupo hidráulico, es importante que cuelgue en
posición perpendicular. Encajar el acoplamiento del eje por el agujero de inspección en el
acoplamiento de estrella de nylon sin dañarlo.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

48
5.6 CONEXIONES HIDRÁULICAS
Para el montaje de las conexiones hidráulicas, se deben tener en cuenta los siguientes
puntos:
Dejar las protecciones en su sitio hasta el montaje final.
Es importante montar todos los tubos con suficiente espacio de trabajo para el
mantenimiento del grupo hidráulico.
Usar siempre mangueras para unir la bomba con los tubos.
Bomba Tamaño Dim Conex Princ. A & B
Dimensión agujeros roscados ** Espesor brida estándar
conexión mm (pulg.) Gewinde Tiefe mm (Zoll)
HD
PA 130 1 ¼” ½ - 13 UNC 20 (0.79) 27 (1.06) PA 180
PA 250 1 ½” 5/8 – 11 UNC 22 (0.87) 30 (1.18) PA 360
PA 500 2” ¾- 10 UNC 25 (0.98) 37 (1.46)
Denison
P6/P7 1 ½” 5/8 – 11 UNC 27(1.06)
30 (1.18) P11/P14
P24/P30 2” ¾ - 10 UNC 37 (1.46)
TABLA Nº 5 CONEXIONES HIDRÁULICAS PRINCIPALES
Tamaño de armario Dimensión de la conexión
Tubería de drenaje Limpieza
1 BSP 1” Hembra BSP 1 ¼” Hembra
2 BSP 1 ¼” BSP 1 ¼” Hembra
TABLA Nº 6 CONEXIONES HIDRÁULICAS DE DRENAJE Y LIMPIEZA
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

49
Todas las medidas del sistema hidráulico deberán efectuarlas personal de servicio
calificado, atento de la importancia de su labor y de sus riesgos. Las conexiones A y B (de
alta presión) requieren un alto nivel de precisión.
5.6.1 LLENADO DEL SISTEMA CON FLUIDO HIDRÁULICO
Llenado.
Usar una bomba de llenado con un filtro de 10 micras o más fino.
Normalmente el fluido nuevo no esta filtrado e introducirá suciedad en el sistema, es por
este motivo que siempre se debe llenar con fluido nuevo a través de un filtro. No verter
nunca el fluido hidráulico en el depósito por el filtro de aire.
FIGURA Nº 9 ESQUEMA DE LLENADO DE LA UNIDAD HIDRÁULICA
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

50
Bombear el fluido por el acoplamiento rápido debidamente marcado, como se muestra
en la figura anterior. El acoplamiento rápido es a prueba de oxido. El fluido ingresado al
sistema será filtrado por el filtro de drenaje para obtener mejores resultados
Llenar el depósito con aceite hasta 20 mm (0.79 pulg.) por debajo del nivel mínimo de
la mirilla de nivel del deposito, antes de arrancar por primera vez el equipo.
Volumen Litros (Galones Americanos)
Motor MB 1160 MB 1600 MB 2400 MB 3200
230 L (60.7 GA) 230 L (60.7 GA) 270 L (71.2 GA) 335 L (88.4 GA)
TABLA Nº 7 CAPACIDAD DE ALMACENAJE DE ACEITE DEL MOTOR
5.7 CONEXIONES ELÉCTRICAS
Instrucciones de seguridad
Todo equipo eléctrico esta diseñado para que lo instale y lo use personal calificado que
este familiarizado con los requerimientos de seguridad aplicables.
Es necesario tener un equipo de seguridad para la prevención de accidentes en el lugar de
la instalación y sitio de trabajo según la legislación vigente en el país correspondiente.
Efectuar la conexión de tierra según la normativa local antes de conectar el equipo
eléctrico a la tensión de la red.
Todos los niveles de alimentación eléctrica han de estar dentro de los límites de diseño del
equipo.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

51
5.8 CONEXIONES DE AGUA
El agua de refrigeración debe cumplir los requisitos necesarios de caudal, presión,
temperatura y nivel de limpieza, de lo contrario se reducirá la fiabilidad del equipo completo
accionado. Es importante que todas las tuberías del grupo estén instaladas dejando espacio de
trabajo suficiente para el mantenimiento. Las tuberías de agua y el enfriador pueden necesitar
aislamiento para impedir condensación de agua y la congelación durante el invierno.
Tamaño de armario Dimensión de la conexión
Agua
1 BSP 1” Hembra
2 BSP 1 ¼”
TABLA Nº 8 CONEXIONES DE AGUA DEL MOTOR
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

52
CAPITULO Nº 6
MANTENIMIENTO INDUSTRIAL
El Mantenimiento es uno de los factores indispensables para el buen funcionamiento y
desarrollo de las plantas industriales. Se puede definir como el conjunto de técnicas y sistemas
que actuando sobre los medios de producción permiten:
Reparar las averías que se presenten.
Prever estas averías mediante revisiones y otras técnicas más complejas como técnicas
estadísticas, seguimiento y diagnóstico de máquinas.
Especificar las normas de manipulación y buen funcionamiento a los operadores de las
máquinas.
6.1 TIPOS DE MANTENIMIENTO
Todos los tipos o estrategias de mantenimiento tienen como objetivo el maximizar la
disponibilidad de las unidades (máquinas, estructura, etc.) al menor costo posible con el fin
último de aumentar la productividad de la empresa. Se puede decir que existen 4 tipos básicos
de mantenimiento.
6.1.1 MANTENIMIENTO CORRECTIVO O REACTIVO
Se reparan todos aquellos defectos que han ocurrido o que se sabe que han ocurrido.
En ese instante la unidad se restituye a una condición admisible de utilización.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

53
6.1.2 MANTENIMIENTO PREVENTIVO
Consiste en la realización de rondas de supervisión o de sustitución en periodos fijos de
tiempo. Este mantenimiento siempre es programado y planificado.
6.1. 3 MANTENIMIENTO PROACTIVO
Este tipo de mantenimiento está basado en controlar (detectar y minimizar) las causas
que son la raíz de las fallas de las máquinas. Su objetivo es maximizar la vida operativa de la
unidad.
6.1.4 MANTENIMIENTO PREDICTIVO
Consiste en el análisis de parámetros de funcionamiento cuya evolución permite
detectar un fallo antes de que este tenga consecuencias más graves. Las necesidades de
mantenimiento se programan cuando se detecta un problema.
En general, el Mantenimiento Predictivo, consiste en estudiar la evolución temporal de
ciertos parámetros y asociarlos a la evolución de fallos, para así determinar en que periodo de
tiempo, ese fallo va a tomar una relevancia importante, para así poder planificar todas las
intervenciones con tiempo suficiente, para que ese fallo nunca tenga consecuencias graves.
Una de las características más importantes de este tipo de mantenimiento es que no
debe alterar el funcionamiento normal de la planta mientras se está aplicando.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

54
La inspección de los parámetros se puede realizar de forma periódica o de forma
continua, dependiendo de diversos factores como son: el tipo de planta, los tipos de fallos a
diagnosticar y la inversión que se quiera realizar.
6.2 CONCEPTOS DE MANTENIMIENTO PREDICTIVO
La finalidad del mantenimiento predictivo es evaluar en todo instante la condición de
la máquina o equipo a través de la medición de síntomas que ella emite al exterior,
identificando cualquier problema presente o inminente y prediciendo cuando deberían
realizarse acciones correctivas.
Dentro de este concepto, es importante destacar que debido al desgaste a que están
sometidos los equipos y máquinas de producción, las fallas son algo inevitable. Un problema
en una máquina importante o de alto costo, puede traer grandes consecuencias económicas. Es
por esto que las empresas clasifican sus máquinas y equipos según una relación costo
beneficio, y según su disponibilidad, logrando una mejor administración de los recursos y
aumentando así la productividad. Podemos clasificar las máquinas, según su relación costo -
beneficio, en tres tipos:
6.2.1 MÁQUINAS CRÍTICAS
Son aquellas máquinas que son vitales para el proceso productivo, y su detención
significa una gran pérdida de producción y costo. Son máquinas con requerimiento de
disponibilidad muy alto (funcionan 24 hr. al día, 365 días al año), o aquellas máquinas de
costo elevado, en que un problema pequeño puede traer grandes consecuencias.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

55
6.2.2 MÁQUINAS SEMI-CRÍTICAS
Existen máquinas que son esenciales para parte del proceso productivo, pero no en su
totalidad. Estas requieren de cuidado, pues su detención significa una disminución de
producción que puede afectar en la confiabilidad de un pedido.
6.2.3 MÁQUINAS NORMALES O NO CRÍTICAS
Estas máquinas no son esenciales para operación continua de la planta, pero de algún
modo aportan en los procesos productivos. Es importante controlarlas para una buena
organización de los stocks de repuestos.
Según los requerimientos de producción, las máquinas y equipos deben funcionar una
cantidad de tiempo determinado, exigiendo una disponibilidad en cada caso. Un paro de
planta no programado trae como consecuencia una serie de gastos directos como mano de
obra, repuestos, servicios contratados, y costos indirectos como son la pérdida de producción,
seguridad, energía, y muchos otros. Es por esto que la planificación y programación de la
mantención debe ser cuidadosa y destinar todos los recursos tecnológicos y humanos para
maximizar el número de horas disponibles de una máquina o equipo, con el mínimo costo y
máxima seguridad.
Para máquinas consideradas como críticas, la detección temprana de fallas puede traer
grandes beneficios. Además de permitir una buena planificación de la mantención, evitando
problemas imprevistos, las técnicas de detección incipiente de fallas nos entregan gran
información para un buen manejo de los stocks de repuestos.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

56
6.3 VENTAJAS DEL MANTENIMIENTO PREDICTIVO
Reduce el tiempo de parada al conocerse exactamente que órgano es el que falla.
Permite seguir la evolución de un defecto en el tiempo.
Optimiza la gestión del personal de mantenimiento.
Requiere una plantilla de mantenimiento más reducida.
La verificación del estado de la maquinaria, tanto realizada de forma periódica como de
forma continua, permite confeccionar un archivo histórico del comportamiento mecánico
y operacional muy útil en estos casos.
Conocer con exactitud el tiempo límite de actuación que no implique el desarrollo de un
fallo imprevisto.
Toma de decisiones sobre la parada de una línea de máquinas en momentos críticos.
Confección de formas internas de funcionamiento o compra de nuevos equipos.
Permitir el conocimiento del historial de actuaciones, para ser utilizada por el
mantenimiento correctivo.
Facilita el análisis de las averías.
Permite el análisis estadístico del sistema.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

57
6.4 EVALUACIÓN Y METAS DEL MANTENIMIENTO PREDICTIVO
La evaluación y metas del mantenimiento predictivo consta de tres pilares
fundamentales como: vigilancia de maquinas, pronostico de vida y diagnostico de fallas los
que se detallaran a continuación.
6.4.1 VIGILANCIA DE MÁQUINAS
La función principal de la vigilancia de máquinas es detectar cuando existe un
problema, ya sea incipiente o avanzado, y determinar cuan mala es la condición en que se
encuentra. Suponiendo que existen variables físicas medibles (temperatura, variaciones de
velocidad, estado vibracional, etc.), se puede determinar el estado de una máquina, esto
siempre y cuando exista una correcta elección de las variables a controlar y de la(s) técnica(s)
a utilizar.
Debido a la diversidad de fallas o problemas que se pueden presentar en un equipo, es
muy difícil encontrar casos generales o recetas. Es más, dos fallas en equipos con iguales
características no evolucionan de la misma forma, es por esto que la etapa de vigilancia se
transforma en una base muy importante para un posterior análisis.
Para estructurar un programa de vigilancia de máquinas y lograr un control sobre los
distintos equipos que la componen, se tiene que:
Conocer el funcionamiento de la máquina en terreno y los elementos que la componen.
Identificar las fallas a controlar en cada máquina y equipo.
Determinar que síntomas monitorear.
Utilizar técnicas para detección incipiente de fallas.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

58
La vigilancia de máquinas usa diferentes técnicas, las cuales usadas en forma
combinada pueden predecir la mayoría de los problemas mecánicos, eléctricos, aerodinámicos
o hidrodinámicos encontrados en las plantas industriales. A continuación en la tabla se
indican las técnicas más utilizadas para la vigilancia de las máquinas.
TABLA Nº 9 TÉCNICAS MAS UTILIZADAS EN LA VIGILANCIA DE MAQUINAS
Para máquinas consideradas críticas, la detección temprana de fallas puede traer
muchos beneficios. Una vez detectado el problema, se pueden realizar seguimientos y
vigilancias especiales, logrando diagnósticos acertados y aumentando la confiabilidad de los
pronósticos de vida.
Técnica Aplicación
Análisis periódico de vibraciones Todos los equipos rotatorios.
Análisis de aceites y de partículas en
desgaste
Equipos críticos de baja velocidad.
Termografía. Componentes eléctricos, aislamientos
térmicos.
Análisis de estator en motores y ensayo de
pulsaciones eléctricas.
Degradación del estator del motor,
degradación del aislamiento.
Análisis espectral de la corriente de un
motor. Estado de las barras del rotor, excentricidad.
Análisis ultrasónico ambiental. Fugas de fluido a presión, fugas de vacío,
trampas de vapor, válvulas, condensadores.
Pulsos de eco ultrasónico Espesores de estanques y cañerías.
Detección de fisuras o falta de adherencia
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

59
En máquinas de baja velocidad las técnicas de ondas de esfuerzo, permiten detectar
fallas que se producen en algunos elementos críticos de ellas como son descansos, engranajes,
acoplamientos, etc., que es uno de los problemas que enfrenta el análisis espectral de
vibraciones.
La adquisición de datos es el paso más importante en la evaluación de la condición de
la máquina. Los puntos de medición deben ser estudiados cuidadosamente según la aplicación
o el tipo de máquina, y el transductor debe ser ubicado en la zona de carga. La zona de carga
depende de la geometría interna de la máquina y de las distintas fallas que generan cargas
axiales o radiales.
Para las mediciones en terreno, se pueden seleccionar puntos en donde se realizan
periódicamente según una ruta programada, o también se miden cuando el equipo emite algún
síntoma de problemas. En máquinas consideradas como críticas, como son las máquinas
papeleras, secadoras, calderas etc. la disponibilidad es muy exigente y se deben hacer
seguimientos a aquellos problemas que puedan traer alguna consecuencia grave.
6.4.2 DIAGNÓSTICO DE FALLAS
Al producirse un problema en una máquina o equipo, existe algún cambio en las
variables que se están vigilando. Algunos de estos cambios son perceptibles por los sentidos
humanos, y pueden ayudar en el análisis. En esta etapa se debe diagnosticar cual es la falla
que se ha generado, lo cual requiere de un gran conocimiento de el funcionamiento del sistema
y un grado de experiencia del usuario.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

60
La importancia de un diagnóstico de falla acertado es vital en el caso de máquinas
críticas, donde los costos por pérdida de producción hacen que la detención de una de estas
máquinas para su inspección resulte prohibitivo económicamente.
Como se verá más adelante, las distintas fallas que se pueden diagnosticar en máquinas
rotatorias hacen que en esta etapa se reúna toda la información necesaria y no se deben hacer
diagnósticos sin utilizar todas las herramientas como en este caso son el análisis espectral de
vibraciones y la demodulación. Es más, estas técnicas deben ser también complementadas con
análisis de aceites, temperatura y otros ensayos no destructivos si son requeridos.
6.4.3 PRONOSTICO DE VIDA
Determinar cuánto tiempo puede funcionar la máquina sin riesgo una vez
diagnosticado un problema en ella.
Una vez diagnosticado el problema, ya sea incipiente o más avanzado, se deberá estimar
cuanto tiempo puede funcionar la máquina sin que ella corra ningún riesgo. Un imprevisto en
una máquina crítica es muy costoso y un mal pronóstico puede traer consecuencias. Es por
esto que se destinan recursos para adquirir la tecnología necesaria que, junto con la
experiencia del usuario, permitan establecer pronósticos de vida acertados.
Es importante destacar que existe una gran dificultad para hacer un pronóstico preciso
y cambiar un elemento justo antes que falle. Los problemas que se presentan en máquinas
rotatorias son de diversa naturaleza y su comportamiento va a depender de sus características
y condiciones de funcionamiento.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

61
Para determinar la condición mecánica de una máquina por medio de la vibración
emitida, es necesario evaluar la severidad vibratoria. Para problemas como desbalanceo y
desalineamiento existe una norma, actualmente vigente, que evalúa la severidad vibratoria. La
norma ISO 10816 en su tercera parte, incluye las máquinas con potencias de más de 15 KW, y
velocidades entre 120 RPM. y 15000 RPM., entregando valores de alarma en amplitud RMS,
velocidad y desplazamiento.
Existen otros tipos de fallas, especialmente en máquinas de baja velocidad, en las
cuales el análisis espectral encuentra algunos problemas. En estos casos, y como se verá más
adelante, las técnicas de ondas de esfuerzo permiten identificar las fallas con más exactitud.
Los pronósticos de vida requieren de una gran experiencia del analista. Además de
utilizar técnicas de diagnóstico y todas las herramientas necesarias, este deberá manejar otros
conceptos que pueden ayudar a una buena planificación, evitando así cualquier imprevisto.
6.5 EVALUACIÓN DE LA CONDICIÓN SEVERIDAD VIBRATORIA
En la vigilancia de las maquinas rotatorias, una de las preguntas fundamentales que es
necesario responder es ¿Cuándo es demasiada vibración para una maquina o estructura
determinada? o dicho de otra forma que tan severa es la vibración a la que esta sometida la
maquina o estructura. Para definir la severidad de una vibración, es necesario definirla
respecto al daño específico que esta puede generar.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

62
6.5.1 NORMATIVA EN EL ANÁLISIS DE VIBRACIONES
Respecto a las máquinas rotatorias.
La normativa actual existente da criterios de evaluación de la severidad vibratoria
respecto a:
La condición operacional de la máquina.
Ensayos de aceptación de máquinas.
ISO 10816-1. "Mechanical vibration Evaluation of machine vibration by measurements
on non-rotating parts. Part 1 General guidelines" establece los parámetros a medir,
procedimientos, instrumentación y condiciones de operación recomendados para tomar las
mediciones.
Para su evaluación divide a las máquinas de acuerdo a su tamaño (potencia), de acuerdo
al tipo de máquina y de acuerdo a su sistema de montaje. Califica el nivel vibratorio en cuatro
calidades: A, B, C y D.
El nivel vibratorio de calidad A corresponde al de una máquina en buen estado y debería
ser el valor de aceptación para una máquina nueva. En el otro extremo, una calidad de
vibración D se considera ser suficientemente severa como para causar daño a la máquina.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

63
Rangos de
calificación
Rango de
velocidad
RMS
(mm/s)
Tipos de maquinas
Clase I
Clase II Clase III Clase IV
0.28 0.18 a 0.28
A A
A A
0.45 0.28 a 0.45
0.71 0.45 a 0.71
1.12 0.71 a 1.12 B
1.8 1.12 a 1.8 B
2.8 1.8 a 2.8 C B
4.5 2.8 a 4.5 C B
7.1 4.5 a 7.1
D
C 11.2 7.1 a 11.2
D C
18 11.2 a 18 D
28 18 a 28 D
TABLA Nº 10 NORMATIVA DE EVALUACIÓN DE SEVERIDAD VIBRATORIA EN MAQUINAS ROTATIVAS SEGÚN ISO 10816-1
TIPO DE MAQUINA ( ENTRE 10 Y 200 REV/S)
Clase I Maquinas pequeñas bajo 15 KW, (20HP)
Clase II Maquinas de tamaño mediano de 15 a 75 KW, o maquinas rígidamente
montadas hasta 300 KW.
Clase III Maquinas grandes sobre 300 KW montadas en soporte rígidos.
Clase IV Maquinas grandes sobre 300 KW montadas en soportes flexibles.
TABLA Nº 11 EVALUACIÓN DE MAQUINAS DE ACUERDO A TAMAÑO (POTENCIA), DE ACUERDO
AL TIPO DE MAQUINA Y A SU NIVEL DE MONTAJE
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

64
CALIDAD DE LA VIBRACIÓN
A Buena
B Satisfactoria
C Insatisfactoria
D Inaceptable
TABLA Nº 12 CALIDAD DE LA VIBRACIÓN EN MAQUINAS ROTATORIAS
Esta normativa utiliza para evaluar la severidad de vibraciones de baja frecuencia (f <
10 Hz) el desplazamiento RMS, para vibraciones de frecuencias intermedias (10 f 1000 Hz)
la velocidad RMS, y para vibraciones de alta frecuencia (f > 1000 Hz) la velocidad RMS.
Esto considerando el hecho que a bajas frecuencias el problema más serio que generan las
vibraciones son los esfuerzos o la fatiga a bajos ciclos; en el rango medio de frecuencias es el
efecto de la fatiga y a altas frecuencias son las fuerzas de inercia que generan las vibraciones.
Para las máquinas con descansos hidrodinámicos, que es el caso en general de
máquinas críticas grandes, esta normativa ISO 10816 es complementada con el estándar ISO
7919-1: “Mechanical vibration of non- recip rocating machines. Measurement on rotating
shafts and evaluation criteria".
Este último estándar establece límites para las vibraciones del eje de la máquina con el
objeto de:
Evitar sobrecargas dinámicas excesivas sobre los descansos, los cuales pueden dañar el
metal blanco.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

65
Que los desplazamientos vibratorios del eje sean compatibles con los juegos internos del
rotor con las partes fijas de la máquina (estator, sellos). La severidad vibratoria la
cuantifica este estándar por la medición del desplazamiento vibratorio máximo del eje
respecto al descanso.
Respecto a máquinas con movimiento alternativo.
Las razones porque se establecen límites para las vibraciones (en general aplicado a
cualquier parámetro medido) son de dos tipos:
Limites absolutos son establecidos para avisar de condiciones que podrían resultar en
fallas.
Limites para el cambio en los valores, los cuales son establecidos para proveer un aviso
temprano de variaciones anormales.
En el caso de máquinas con movimiento alternativo los estándares existentes para
evaluar la severidad de sus vibraciones tienen objetivos diferentes que para el caso de las
máquinas rotatorias, ver ISO 10816-1: "Mechanical vibration. Evaluation of machina
vibration by measurement on non-rotating parts. Part 6: Reciprocating machines with power
rating above 100 kW.
Una máquina con movimiento alternativo, como ser un motor Diesel, es una máquina
robusta diseñada para soportar los esfuerzos que generan las explosiones que se producen
dentro de ella. De aquí, que los esfuerzos generados por las vibraciones son para este tipo de
máquinas, marginales.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

66
La normativa evalúa la severidad vibratoria no para considerar el efecto sobre la
máquina misma, sino que considera el efecto que ella tiene en elementos montados sobre la
máquina (bombas, intercambiadores de calor, instrumentos, etc.) y los conectados a ella
(tuberías, fundaciones, etc.).
Respecto a las estructuras.
Existen normativas al respecto, tales como ASA 95-1990 ó ANSI S2.47: "American
National Standard. Vibration of Buildings. Guidelines for the measurement of vibrations and
evaluation of their effects on buildings".
Esta normativa, a diferencia de la existente para las máquinas, no da valores numéricos
que permitan la evaluación de la severidad de la vibración. Esta normativa es solamente
cualitativa. Indica los diferentes factores que deben ser considerados para su evaluación; como
tomar en cuenta los diferentes tipos de estructuras o edificios existentes; las magnitudes y
métodos de medición que pueden ser usados y los diferentes procedimientos de cálculo a
utilizar para evaluar las vibraciones medidas.
El hecho de que la normativa existente para las máquinas de valores que permite
evaluar la severidad de sus vibraciones se debe a que la razón entre las diferentes dimensiones
de una misma máquina es relativamente constante, lo que permite relacionar niveles
vibratorios y esfuerzos generados por ellos. Sin embargo, esto no sucede en las estructuras,
donde las dimensiones relativas en las tres direcciones de ellas pueden variar
considerablemente.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

67
Respecto a las personas.
La norma más importante y ampliamente conocida es la norma ISO 2631: "Mechanical
vibration and shock. Evaluation of human exposure to whole-body vibration. Part 1: General
requirements", cuya primera edición apareció en 1972. La revisión más reciente corresponde
a 1997.
Este estándar define y da valores numéricos para los límites de exposición a los que
puede estar sometido un ser humano. Estos límites establecen valores que permiten
cuantificar diferentes efectos de las vibraciones sobre el individuo:
Daño en la salud o seguridad de las personas.
Disminución de la eficiencia en el trabajo.
Disminución del confort de la persona.
Las quejas médicas incluyen dolor vertebragénico, deformaciones de la columna
vertebral, fatiga, enfermedades de los músculos del esqueleto, desórdenes hemorroidales, etc.
Esta norma utiliza para evaluar la severidad vibratoria la aceleración RMS entre 1 y 80 (Hz)
medida en tres direcciones mutuamente ortogonales. Limita el nivel vibratorio de acuerdo a la
frecuencia de la vibración.
Los valores más bajos corresponden a los rangos de frecuencia donde se encuentran las
frecuencias naturales de vibrar de los diferentes órganos del ser humano. Por ejemplo, la
frecuencia natural longitudinal (de cabeza a pies) de un ser humano se considera que está entre
4 y 8 (Hz). Las transversales (espalda a pecho y de derecha a izquierda) están entre 1 y 2 (Hz).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

68
CAPITULO Nº 7
VIBRACIONES MECÁNICAS
7.1 TODAS LAS MAQUINAS VIBRAN
Seguramente cada persona involucrada en el tema de mantenimiento ya escuchó hablar
sobre monitoreo de condición de maquinas, simplemente significa que cada máquina será
sometida a un 'chequeo de funcionamiento', normalmente con una inspección de vibraciones.
En el caso más simple, el instrumento recolector analizador de vibraciones proveerá de
un espectro y un valor numérico, el cual podrá ser analizado y comparado con valores de un
estándar o una norma, para indicar el estado de la máquina, por ejemplo `bueno', 'satisfactorio'
o 'malo' según (DIN ISO 10816-3) sin embargo hoy, las normas son el apoyo necesario para
apoyar un diagnostico, pero no lo es todo, existe también el análisis espectral, que permite el
análisis del espectro en frecuencias, que define la condición real de la maquina y no solo su
severidad vibratoria
Vibración excesiva implica:
Aumento del desgaste
Reducción del tiempo de funcionamiento de la máquina
Aumento en el esfuerzo de reparación
Una mala calidad del producto
Un consumo de energía elevado
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

69
El tiempo muerto, la pérdida de producción y la reparación, dan lugar a altos costos.
La supervisión de condición de maquinaria no sólo ahorra dinero, sino que también se paga a
largo plazo, con la operación de maquinaria sin problemas.
Supervisión de condición vibracional vale la pena, niveles de vibración bajos,
significan:
Menos desgaste mecánico y mejor calidad de producción y calidad del producto.
Menos carga y tensión en los rodamientos y por tanto intervalos de servicios más
largos.
Menor desgaste del acoplador, desgaste reducido de elementos de sello.
Menos impurezas y pérdidas de lubricante mínimas.
Menor gasto de energía.
Largo funcionamiento de maquinaria, menos reparaciones, menos costos.
FIGURA Nº 10 EXCESIVA VIBRACIÓN DE LA MAQUINA ES LA CAUSA DE MUCHOS PROBLEMAS
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

70
7.2 CAUSAS DE LAS VIBRACIONES MECÁNICAS
Son muchas, pero básicamente las vibraciones se encuentran estrechamente
relacionadas con tolerancias de mecanización, desajustes, movimientos relativos entre
superficies en contacto, desbalances de piezas en rotación u oscilación, es decir, todo el campo
de la técnica.
Los fenómenos anteriormente mencionados producen casi siempre un desplazamiento
del sistema desde su posición de equilibrio estable originando una vibración mecánica.
7.3 CONSECUENCIAS DE LAS VIBRACIONES
La mayor parte de vibraciones en máquinas y estructuras son indeseables porque
aumentan los esfuerzos y las tensiones y por las pérdidas de energía que las acompañan.
Además, son fuente de desgaste de materiales, de daños por fatiga y de movimientos y ruidos
molestos.
Todo sistema mecánico tiene características elásticas, de amortiguamiento y de
oposición al movimiento; unas de mayor o menor grado a otras; pero es debido a que los
sistemas tienen esas características lo que hace que el sistema vibre cuando es sometido a una
perturbación.
Toda perturbación se puede controlar, siempre y cuando anexemos bloques de control
cuya función de transferencia sea igual o invertida a la función de transferencia del sistema.
Si la perturbación tiene una frecuencia igual a la frecuencia natural del sistema, la amplitud de
la respuesta puede exceder la capacidad física del mismo, ocasionando su destrucción.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

71
7.4 INTRODUCCIÓN AL ANÁLISIS DE VIBRACIONES
Los equipos que contienen partes móviles poseen una gran variedad de frecuencias de
vibración. Estas frecuencias son gobernadas por la naturaleza de la fuente de vibración, y
puede variar en un amplio rango o espectro. Por ejemplo, la frecuencia de vibración asociada
con una caja de engranajes incluye la frecuencia primaria de rotación del eje, y sus armónicos,
además de la frecuencia de contacto de los dientes, para cada set de engranajes, las frecuencias
del paso de bolas de los rodamientos, etc. Si alguna de estas componentes comienza a fallar,
sus vibraciones características cambian, y es mediante el análisis de vibraciones que se
detectan y analizan estos cambios.
El análisis de vibraciones cuando está aplicado correctamente, permite al
“vibroanalista” detectar pequeños defectos mecánicos incipientes mucho antes de que estos
presenten una amenaza en contra de la integridad de la máquina.
Debido a que las vibraciones poseen tres diferentes magnitudes para ser evaluadas,
desplazamiento, velocidad y aceleración, es necesario, primeramente decidir cuál de las tres
magnitudes se va a medir y que sensor se va a utilizar. En general, un sensor de
desplazamiento es más sensible a la baja frecuencia, un sensor de velocidad a los rangos
medios y un sensor de aceleración a la alta frecuencia. También es bueno señalar que una
vibración grabada como desplazamiento versus frecuencia se puede convertir en una gráfica
de velocidad versus frecuencia por el procedimiento de diferenciación.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

72
La diferenciación involucra una multiplicación por la frecuencia, eso quiere decir que
la velocidad de la vibración a cualquier frecuencia es proporcional al desplazamiento
multiplicado por la frecuencia. Para obtener aceleración desde velocidad, se requiere otra
diferenciación, y eso resulta en otra multiplicación por la frecuencia.
Otro parámetro importante de las vibraciones es la “Fase”. La fase es una diferencia de
tiempo relativa entre dos señales. Como regla, las mediciones de fase no son practicadas
durante las rutinas de mediciones de vibración, pero pueden proporcionar importante
información cuando un problema es detectado. (Por ejemplo, desbalanceo, desalineamiento,
excentricidades en engranajes, etc.).
Los Sistemas Expertos en análisis de vibraciones han crecido rápidamente en el último
tiempo. Estos softwares son la parte del sistema de mantenimiento predictivo que examina
automáticamente los datos de vibraciones grabados. Algunos son capaces de encontrar y
diagnosticar problemas con tanta consistencia como un analista de vibraciones experimentado.
El primer paso para el análisis de vibraciones de máquinas es la identificación del peak
espectral que corresponde a la velocidad de rotación del eje, o sea al llamado peak 1x rpm, o
fundamental. También se llama peak de primer orden. En máquinas con varios ejes, cada eje
tendrá un peak característico 1x.
Muchas veces, los peak 1x del eje van acompañados de una serie de armónicos o
múltiplos enteros de 1x, lo cual ayuda a confirmar la velocidad de giro del eje. La tabla 13
entrega una serie de definiciones que resulta conveniente conocer.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

73
Componente Definición
Sincrónica Componente cuya frecuencia es igual a la velocidad de giro de la
máquina. (1x rpm o 1x)
Subsincrónica Componente cuya frecuencia es menor que la velocidad de giro de la
máquina. (Por ejemplo, 0,48x rpm o 0,48x
No Sincrónica
Componente cuya frecuencia es mayor que la velocidad de giro de la
máquina y no es múltiplo entero de ella. (Por ejemplo, 3,14x rpm o
3,14x)
Armónica
Componente cuya frecuencia es un múltiplo entero de otra frecuencia.
(Por ejemplo, 1x, 2x, 3x,... son armónicos de la velocidad de rotación
o armónicos sincrónicos. fc, 2fc, 3fc, son armónicos de fc.)
Subarmónico
Componente cuya frecuencia es una fracción de otra frecuencia. (Por
ejemplo, x/2, x/3, 2x/3, x/4,... son subarmónicos de la velocidad de
rotación.)
TABLA Nº 13 PARÁMETROS DE LAS VIBRACIONES SEGÚN LOS PEAK (1X, 2X, X/2, 1X/4)
Para ayudar en la determinación de problemas de máquinas es muy útil obtener datos
de vibración de cada punto de medición en tres direcciones. Estas direcciones se llaman
Axial, Horizontal y Vertical. Axial es la dirección paralela al eje. Horizontal y Vertical
corresponden a ambos planos en forma radial con respecto al eje.
En máquinas montadas verticalmente se acostumbra considerar al plano perpendicular
a la caja de conexiones del motor (mufa) como la dirección horizontal.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

74
FIGURA Nº 11 DIRECCIONES DE LOS PUNTOS DE MEDICIÓN
7.5 FUNDAMENTO DEL ANÁLISIS DE VIBRACIONES
Mediante el Análisis de Vibraciones se determina la condición de las máquinas
rotativas definiendo el grado de desbalanceo, desalineamiento, presencia de holguras
mecánicas, bases y cimentaciones insuficientes, desgaste de piezas internas, interferencia de
engranajes, etc. La vibración mecánica es un parámetro muy sensible que informa de la
condición del equipo.
El Análisis de Vibraciones requiere de toda la información de la cadena cinemática, el
tipo de rodamientos, las velocidades de giro, el número de dientes del las ruedas dentadas, el
número de aspas de los ventiladores, las condiciones de soporte, etc.
La vibración mecánica se transmite a través de bases y estructuras causando fatiga en
elementos estáticos y a veces vibraciones moduladas en el entorno. La severidad de vibración
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

75
tiene que ver con las frecuencias resonantes del sistema que pueden llevar a condiciones
críticas e inestables.
En un sistema de mantenimiento predictivo mediante análisis de vibraciones se estudia
la evolución del comportamiento vibracional de las máquinas, de manera que identificando las
causas se encuentra el momento oportuno para tomar una acción correctiva, por ejemplo un
cambio de rodamiento.
7.6 PARÁMETROS DE LAS VIBRACIONES
Frecuencia: Es el tiempo necesario para completar un ciclo vibratorio. En los estudios de
Vibración se usan los CPM (ciclos por segundo) o HZ (hercios).
Desplazamiento: Es la distancia total que describe el elemento vibrante, desde un extremo al
otro de su movimiento.
Velocidad y Aceleración: Como valor relacional de los anteriores.
Dirección: Las vibraciones pueden producirse en 3 direcciones lineales y 3 rotacionales.
Frecuencia natural: Es la frecuencia propia de un cuerpo o sistema al poseer elementos
elásticos e inerciales. Es la frecuencia resultante de la vibración libre.
Resonancia: Es cuando la excitación es de frecuencia igual a la frecuencia natural.
Vibración: Es el movimiento de vaivén que ejercen las partículas de un cuerpo debido a una
excitación.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

76
7.7 VIBRACIÓN MECÁNICA
Se define en numerosos libros a la vibración mecánica como el movimiento oscilatorio
de una máquina, de una estructura o parte de ella, alrededor de su posición original de reposo.
Esta vibración genera una onda mecánica que se propaga a través de la estructura hasta que se
disipa completamente. Las características de la onda, amplitud, frecuencia y fase están
expresadas en la siguiente ecuación que es conocida como la ecuación de la onda.
Ecuación de onda D(t)= Do Sen( 2f t+ ) En donde
Do = desplazamiento máximo o desplazamiento pico
f = frecuencia
= fase
Esta onda es medida por medio de un transductor o sensor de vibraciones y es descrita
por sus parámetros: desplazamiento, velocidad y aceleración.
V(t)=dt
tDd ))(( = Vo Sen( 2t++90º )
A(t)= 2
2 )())((dt
tDddt
tVd =Ao Sen( 2t+ +180º)
En donde Vo =Do ; Ao =Vo
Esta onda es el movimiento de vaivén de las moléculas de un cuerpo o sistema debido
a que posee características energéticas cinéticas y potenciales, cualquiera que sea el caso, la
excitación es el suministro de energía.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

77
Como ejemplos de excitación instantánea tenemos el golpeteo de una placa, el rasgueó
de las cuerdas de una guitarra el impulso y deformación inicial de un sistema masa resorte, etc.
Como ejemplo de una excitación constante tenemos el intenso caminar de una persona sobre
un puente peatonal, un rotor desbalanceado cuyo efecto es vibración por desbalance, el motor
de un automóvil, un tramo de retenedores es una excitación constante para el sistema
vibratorio de un automóvil, etc.
FIGURA Nº 12 ESQUEMA DE OBTENCIÓN DE LA SEÑAL VIBRATORIA
Una forma sencilla de ilustrar una vibración mecánica, su medición con un transductor
y su elasticidad que se representa esquemáticamente por un resorte, como se muestra en la
figura Nº 12. El transductor de vibraciones esta rígidamente unido a la superficie externa del
cojinete de la maquina, y por tanto, se mueve de la misma forma que el y mide el movimiento
de este elemento. Si la superficie del cojinete se mueve o vibra hacia arriba y hacia abajo
significa que ella o su unión a la base es elástica (para permitir estos movimientos).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

78
7.8 VIBRACIÓN ARMÓNICA SIMPLE
El movimiento armónico es la forma más simple de vibración. Se obtiene por ejemplo,
cuando se hace vibrar libremente un sistema masa-resorte o un péndulo, como se indica en la
figura. En la posición de equilibrio, las fuerzas sobre el cuerpo de masa m se anulan y por lo
tanto este tiende a permanecer en reposo en esa posición. Si el cuerpo se saca de esta posición
desplazándolo, por ejemplo a la posición indicada
por el numero 1 en la figura Nº 13, y luego se
suelta, el cuerpo vibrara con un movimiento
armónico.
Si se grafica la ubicación respecto a su
posición de equilibrio (llamado desplazamiento)
que va teniendo el cuerpo en diferentes instantes
versus el tiempo, se obtiene una curva senoidal o
armónico. Como se aprecia en la figura se
observa que el desplazamiento vibratorio d (t)
varia continua y periódicamente entre cero,
desplazamiento máximo hacia la derecha, cero,
desplazamiento máximo hacia la izquierda, cero,
etc.
d(t): desplazamiento vibratorio, distancia a la
cual se encuentra el cuerpo en cualquier instante
de tiempo t (en algunos textos llamado amplitud).
FIGURA Nº 13 GENERACIÓN DE LA VIBRACIÓN ARMÓNICA SIMPLE
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

79
D0: desplazamiento pico, o desplazamiento máximo o amplitud del desplazamiento.
DPP: desplazamiento pico a pico o máxima distancia que se desplaza la masa mientras vibra.
La posición instantánea del cuerpo vibrante respecto a su posición de equilibrio, o
desplazamiento vibratorio d(t) puede ser expresado matemáticamente por la ecuación.
D(t)= Do Sen( 2f t+ )
Ecuación de onda (1)
Donde
Do: es el desplazamiento pico.
f: es la frecuencia de vibración.
: es la fase de vibración.
7.9 DIRECCIÓN DE LA VIBRACIÓN
La dirección de la vibración entrega información acerca del problema. Si la dirección
de la vibración es horizontal, hay desalineamiento paralelo vertical; si la dirección es en
sentido vertical, hay desalineamiento paralelo horizontal; si el desalineamiento es angular, se
generan altas componentes axiales. El caso común es el desalineamiento combinado, por lo
que la componente axial es significativa en este tipo de problemas y debe ser incluida en la
adquisición de datos.
Las fuerzas debidas al desalineamiento pueden ser distintas en las diferentes
direcciones, y una componente horizontal desalineada puede ir acompañada de una vertical
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

80
bien alineada. Este tipo de información es de vital importancia para un buen diagnóstico y en
especial para el pronóstico de vida de los equipos.
Una característica que es importante considerar es el grado de desalineamiento
dependiente de la temperatura. Todos los materiales se dilatan al aumentar su temperatura,
este es el caso de un motor eléctrico que se calienta y una bomba que puede calentarse o
enfriarse según el fluido que maneja. Los cambios de temperatura producen dilataciones muy
lentas en los equipos, lo que cambia su condición de alineamiento.
La mayor parte de los problemas de desalineamiento no son detectados con
anticipación y sólo son corregidos cuando el acoplamiento, los ajustes en el eje o los
rodamientos, se dañan hasta quedar fuera de servicio. Bajo estas condiciones, la señal
obtenida puede aparecer con componentes de baja amplitud, y varios armónicos,
confundiendo el diagnóstico con una holgura o un problema de poca importancia.
Para detectar este tipo de problemas se requiere de una vigilancia periódica de los
equipos, y que las diferencias en el tipo de acoplamiento, velocidad de giro y condiciones de
operación de los equipos hacen que cada falla sea un caso particular de diagnóstico.
7.10 AMPLITUD DE LA VIBRACIÓN
Si se logra identificar un problema, es decir una componente que es síntoma de una
falla, debemos realizar un seguimiento. Para determinar el grado de avance de una falla es
necesario establecer parámetros en los cuales se pueda dar cuenta de la condición de la
máquina.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

81
Este parámetro está representado por la amplitud de la vibración, y nos permite
establecer niveles de alarma o de alerta. Existen tres maneras diferentes para expresar los
niveles de la amplitud de vibración. Estas son:
Valor peak to peak: Es la distancia entre el peak superior e inferior de la señal, este valor es
expresado con mayor frecuencia para especificar la amplitud del desplazamiento.
Valor peak: El valor peak es la medida del valor cero a un peak superior o inferior de la señal.
Este valor es usado para describir el nivel de la vibración medido con un velocímetro o con un
acelerómetro.
Valor RMS: El valor raíz media cuadrada (root medium square) proporciona la medida de la
magnitud de las fluctuaciones de las señal. Este valor corresponde a la raíz cuadrada de un
número dado de puntos bajo la curva, es una magnitud que estima la energía de la vibración en
un periodo de tiempo T. Toma en cuenta el historial total de la señal y es usado en la ISO
10816-1 para definir la severidad vibratoria.
Cuando se especifica el nivel de vibración de una máquina o equipo, debe utilizarse en
lo posible el valor RMS.
7.11 FRECUENCIA DE LA VIBRACIÓN
Frecuencia de vibración (f), esta definida como el número de ciclos u oscilaciones que
afectan a un cuerpo en cada segundo.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

82
Esta relacionada con el periodo de la vibración T, definida como el tiempo que demora
el cuerpo en efectuar una oscilación, a través de la siguiente ecuación
f(Hertz o ciclos/seg.)=1/T (seg./ciclo) (2)
7.11.1 FASE DE LA VIBRACIÓN
Indica en la ecuación (1) una referencia del instante en que se comienza a medir el
tiempo. Si el tiempo se comienza a medir (t=0) en el instante t1, entonces φ=-90o y d(t=0) = -
Do (el signo negativo indica que el cuerpo en ese instante se encuentra a la izquierda de la
posición de equilibrio).
Si el tiempo se empieza a medir (t=0) en el instante t3, entonces φ=0o y d(t=0) = 0 y si
el tiempo se mide desde t5, entonces φ=90o y d(t=0) = Do. Es decir, la fase de la vibración
puede tomar cualquier valor dependiendo de la referencia para t=0 y por lo tanto no es una
característica física de la vibración, como lo es su amplitud y frecuencia.
La frecuencia circular o velocidad angular, ω, expresada en (Rad./seg.) es otra forma
de expresar la frecuencia de la vibración. La relación entre ω y f esta dado por la siguiente
ecuación.
(3)
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

83
Y el desplazamiento vibratorio queda expresado entonces como:
(4)
De la ecuación (4) puede verse claramente que un ciclo completo de la vibración tiene
lugar cuando ωt ha pasado a través de 360o o sea 2π radianes.
7.11.2 DESFASE O DIFERENCIA DE FASE
Entre dos vibraciones, es la posición relativa, expresada en grados, entre dos puntos
que vibran a una frecuencia. Debido a la diferencia de fase φ = φ1 - φ2, las dos vibraciones no
llegan a sus posiciones extremas al mismo tiempo, ya que una de ellas estará φ/ω seg. detrás
de la otra.
Nota: el ángulo de desfase solo tendrá significado si se trata de dos vibraciones con la
misma frecuencia.
FIGURA Nº 14 ESQUEMA DE DIFERENCIA DE FASE
d(t)
D 2D 1
1 ciclo = 360º
2 IIII0
0 w t
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

84
7.12 VELOCIDAD VIBRATORIA
Es una medida de la rapidez con que se esta moviendo un punto mientras esta
vibrando. La velocidad vibratoria es cero cuando la masa de la figura 13 llega a sus
posiciones extremas, puesto que en estos puntos la masa se detiene.
La velocidad es máxima cuando la masa pasa por la posición de equilibrio, positiva
cuando se mueve hacia la derecha y negativa cuando se mueve hacia la izquierda. De esta
figura (figura 15), se observa que la velocidad vibratoria esta adelantada en 90o respecto al
desplazamiento, es decir, llega a su valor máximo pasa por cero un cuarto de oscilación (90o)
antes del desplazamiento.
7.13 ACELERACIÓN VIBRATORIA
Es la rapidez de cambio de la velocidad en el tiempo. Debe recordarse que de acuerdo
al segunda ley de newton, la aceleración a=F/m, donde F es la fuerza resultante actuando sobre
la masa m. es decir, entre mayor es la rapidez de cambio de la velocidad, mayor serán las
fuerzas sobre la masa m debido a la mayor aceleración, para el sistema masa resorte de la
figura Nº 15 (ver anexo Nº 9) las mayores fuerzas que actúan sobre la masa m ocurren cuando
el resorte esta mas comprimido.
En su posición extrema izquierda el resorte esta en su posición mas estirada y ejerce
sobre la masa m la mayor fuerza hacia la izquierda (dirección negativa) y por lo tanto la
aceleración máxima (aceleración pico) negativa.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

85
En la posición de equilibrio, la fuerza del resorte, y por lo tanto la aceleración, es cero,
pues el resorte en esa posición no esta estirado ni comprimido.
FIGURA Nº 15 ESQUEMA DE DESPLAZAMIENTO, VELOCIDAD Y ACELERACIÓN PARA UNA VIBRACIÓN ARMÓNICA SIMPLE
7.14 TIPOS DE VIBRACIONES
Vibración libre: es cuando un sistema vibra debido a una excitación instantánea.
Vibración forzada: es cuando un sistema vibra debida a una excitación constante.
Esta importante clasificación nos dice que un sistema vibra libremente solo y solo si
existen condiciones iniciales, ya sea que suministremos la energía por medio de un pulso
(energía cinética) o debido a que posee energía potencial, por ejemplo deformación inicial de
un resorte.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

86
Esta energía es disipada por el fenómeno llamado amortiguación, en ocasiones es
despreciable, aun cuando la energía es disipada durante la vibración, en el caso de la vibración
forzada esta descompensada por la excitación constante.
Vibración amortiguada: es cuando la vibración de un sistema es disipada.
Vibración no amortiguada: es cuando la disipación de energía se puede disipar para su estudio.
El amortiguamiento es un sinónimo de la perdida de energía de sistemas vibratorios.
Este hecho puede aparecer como parte del comportamiento interno de un material, de
rozamiento, o bien, un elemento físico llamado amortiguador.
Vibración lineal: si los componentes básicos de un sistema tienen un comportamiento lineal la
vibración resultante es lineal.
Vibración no lineal: se produce si alguno de sus componentes se comporta como no lineal.
7.15TIPOS DE VIBRACIONES MECÁNICAS
Vibración debida a desbalance.
Vibración debida a falta de alineamiento.
Vibración debida a excentricidad.
Vibración de rodamientos con elementos rodantes defectuosos.
Vibración debida a descansos planos defectuosos.
Vibración debida a solturas mecánicas.
Vibración debida a bandas de accionamiento.
Vibración debida a problemas de engranaje.
Vibración debida a fallas eléctricas.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

87
7.15.1 VIBRACIÓN DEBIDA A DESBALANCE
El desbalance de la maquinaria es una de las causas más comunes de la vibración. En
muchos casos, los datos arrojados por un estado de desbalance indican:
La frecuencia de vibración se manifiesta a 1x las rpm de la pieza desbalanceada.
La amplitud es proporcional a la cantidad de desbalance.
La amplitud de la vibración es normalmente mayor en el sentido de medición radial,
horizontal o vertical (en las maquinas con ejes horizontales).
El análisis de fase indica lecturas de fase estables.
La fase se desplazará 90º si se desplaza el captador 90º.
El origen de la componente 1x es fácil de entender, debido a que el punto pesado
pasa frente al transductor una vez en cada revolución, esto también explica el desfase entre las
componentes radiales.
La componente a 1x, cuando el problema predominante es desbalanceamiento debe ser
al menos el 80% del valor global del espectro de frecuencias. (Puede ser entre un 50% y un
80% si existen otros problemas, además del desbalanceamiento).
Nota:
El desbalance de un rotor saliente a menudo tiene como resultado una gran amplitud de la
vibración en sentido axial, al mismo tiempo que en sentido radial.
En un desbalance siempre esta presente y dominante la componente 1x, sin embargo, un
espectro con componente 1x dominante no indica que el problema sea desbalanceamiento,
ya que como se verá a continuación este también puede ser desalineamiento.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

88
7.15.2 VIBRACIÓN DEBIDA A FALTA DE ALINEAMIENTO.
En la mayoría de los casos los datos derivados de una condición de falta de
alineamiento indican lo siguiente:
La frecuencia de vibración es de 1x rpm; también 2x y 3x rpm en los casos de una grave
falta de alineamiento.
La amplitud de la vibración es proporcional a la falta de alineamiento.
La amplitud de la vibración puede ser alta también en sentido axial, además de radial.
El análisis de fase muestra lecturas de fase inestables.
La falta de alineamiento, aun con acoplamientos flexibles, produce fuerzas tanto
radiales como axiales que, a su vez, producen vibraciones radiales y axiales.
Nota: Uno de los indicios más importantes de problemas debidos a falta de alineamiento y a
ejes torcidos es la presencia de una elevada vibración en ambos sentidos, radial y axial. En
general, cada vez que la amplitud de la vibración axial sea mayor que la mitad de la lectura
radial más alta, hay un buen motivo de sospechar la existencia de un problema de alineamiento
o eje torcido.
Los tres tipos básicos de falta de alineamiento en el acoplamiento son: angular, en
paralelo y una combinación de ambos.
Una falta de alineamiento angular sujeta principalmente los ejes de las maquinas accionadora
y accionada a vibración axial igual a la velocidad de rotación (rpm) del eje.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

89
La falta de alineamiento en paralelo produce principalmente vibración radial con una
frecuencia igual al doble de la velocidad de rotación del eje.
FIGURA Nº 16 TIPOS DE DESALINEAMIENTO (PARALELO – ANGULAR)
7.15.3 VIBRACIÓN DEBIDA A EXCENTRICIDAD
La excentricidad es otra de las causas comunes de vibración en la maquinaria rotativa.
Excentricidad en este caso no significa ovalización, sino que la línea central del eje no es la
misma que la línea central del rotor, el centro de rotación verdadero difiere de la línea central
geométrica.
La excentricidad es en realidad una fuente común de desbalances, y se debe a un mayor
peso de un lado del centro de rotación que del otro. Una manera de diferenciar entre
desbalance y excentricidad en este tipo de motor es medir la vibración con filtro afuera
mientras el motor está funcionando bajo corriente. Luego, se desconecta el motor, observando
el cambio de la amplitud de vibración.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

90
Si la amplitud se reduce gradualmente mientras el motor sigue girando por inercia, es
muy probable que el problema sea debido a desbalance; Si, en cambio, la amplitud de
vibración desaparece en el momento mismo en que el motor es desconectado, el problema es
seguramente de naturaleza eléctrica, y es muy posible que se deba a excentricidad del
inducido.
La excentricidad en rodetes o rotores de ventiladores, sopladores, bombas y
compresores puede también crear fuerzas vibratorias. En esos casos las fuerzas son el
resultado de fuerzas aerodinámicas e hidráulicas desiguales que actúan contra el rotor
7.15.4 VIBRACIÓN DE RODAMIENTOS CON ELEMENTOS RODANTES
DEFECTUOSOS
La detección de fallos en los rodamientos mediante el control de vibraciones consiste
en determinar las frecuencias normales de los defectos en los rodamientos. Cada vez que se
pasa sobre un defecto del rodamiento se produce un peak en la vibración. La repetición de
este peak depende de la ubicación del defecto en el rodamiento (Cubeta interior o exterior,
elemento rodante, o canastillo.), de la geometría del rodamiento y de su velocidad.
Falla de Rodamientos – Otras causas
Los rodamientos no fallan prematuramente a menos que alguna otra fuerza actúe sobre
ellos; y tales fuerzas son generalmente las mismas que ocasionan vibración.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

91
Causas comunes de fallas en los rodamientos de elementos rodantes:
Carga excesiva.
Falta de alineamiento.
Defectos de asientos del eje y/o de las perforaciones en el alojamiento.
Montaje defectuoso.
Ajuste incorrecto.
Lubricación inadecuada o incorrecta.
Sellado deficiente.
Falsa brinelación (Deformación bajo carga).
Corriente eléctrica.
FIGURA Nº 17 COMPONENTES PRINCIPALES DE UN RODAMIENTO
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

92
7.15.4.1RODAMIENTO CON ELEMENTOS RODANTES DESALINEADOS
Un rodamiento desalineado generará una componente 1x significativa y algo de 2x en
el espectro de vibración, por lo general de manera predominante en la dirección axial. En
algunos casos, la dirección dominante puede ser radial. Un rodamiento desalineado casi
siempre provocará tonos de rodamiento fuertes, así como altos niveles de 1x y 2x.
7.15.4.2 HOLGURAS DE RODAMIENTOS CON ELEMENTOS RODANTES
Un juego excesivo en un rodamiento con elementos rodantes producirá armónicos de
1x usualmente de un rango de 2x hasta 8x. Holgura extrema generalmente producirá
componente de medio orden, en múltiplos de 0,5x.
Holgura en otras partes de la máquina también producirá armónicos 1x y a veces
armónicos 0,5x, así que esto no es una señal que permite concluir la presencia de juegos en los
rodamientos.
Nota: la vibración generada por el rodamiento normalmente no es transmitida a otros puntos
de la máquina. Por lo tanto, el rodamiento defectuoso es generalmente el que se encuentra
más cerca del punto donde ocurre el mayor nivel de vibración de este tipo.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

93
7.15.4.3 FRECUENCIA DE FALLA GENERADA POR LOS ELEMENTOS
RODANTES
Las frecuencias de falla están relacionadas con las frecuencias de los elementos
rodantes y estas son frecuencia de paso de las bolas por la pista externa (BPFO), frecuencia de
paso de las bolas por la pista interna (BPFI), frecuencia de giro del tren de elementos (FTF) y
frecuencia de paso de las bolas (BSF).
La Figura Nº 18 representa su posición y forma de calcular.
FTF:
cos1
2 PdBdRPS
BPFI:
cos1
2 PdBdRPSNb
BPFO:
cos1
2 PdBdRPSNb
BSF:
2
2
cos12 Pd
BdRPSBd
Pd
RPS: Revoluciones por segundo.
Bd: Diámetro de las bolas o rodillos.
Nb: Número de bolas o rodillos.
Pd: Paso diametral.
: Angulo de contacto.
FIGURA Nº 18 FRECUENCIAS CARACTERÍSTICAS DE LOS RODAMIENTOS Y SUS ELEMENTOS
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

94
BPFI, BPFO: estas frecuencias son generadas cuando las bolas o rodillos pasan por
algún punto defectuoso en las pistas. Debido a las condiciones de diseño, la frecuencia
generada es el producto del nº de bolas por la frecuencia de rotación.
En la pista externa, el valor de la componente de frecuencia (BPFO) es un 40% de este
cuociente y en la pista externa (BPFI) un 60%, esto debido que en cada giro pasa más bolas
por la pista interna que por la pista externa.
FTF: esta frecuencia corresponde a la frecuencia que gira toda la unidad, incluido
todos los elementos.
BSF: la frecuencia de giro de las bolas o rodillos se genera cuando un defecto en los
elementos golpea en las pistas en cada giro. A veces puede aparecer dos veces este valor
tomando en cuenta que la bola golpea dos veces (una en cada pista).
Debido a que las bolas no siempre golpean en las pista cuando están en la zona de
carga, la amplitud de estas es pequeña, pero pueden aparecer como bandas laterales de alguna
otras frecuencia separadas por la BSF.
7.15.5 VIBRACIÓN DEBIDA A DESCANSOS PLANOS DEFECTUOSOS
Elevados niveles de vibración, ocasionados por descansos planos también conocidos
como cojinetes planos o chumaceras son generalmente el resultado de una holgura excesiva
(causada por desgaste debido a una acción de barrido o por erosión química), solturas
mecánicas, o problemas de lubricación.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

95
7.15.6 VIBRACIÓN DEBIDA A SOLTURAS MECÁNICAS
La soltura mecánica y la acción de golpeteo (machacado) resultante producen
vibración a una frecuencia que a menudo es 2x, y también múltiplos más elevados, de las rpm.
La vibración puede ser resultado de pernos de montaje sueltos, de holgura excesiva en los
rodamientos, o de fisuras en la estructura o en el pedestal de soporte.
La vibración característica de una soltura mecánica es generada por alguna otra fuerza
de excitación, como un desbalance o una falta de alineamiento. Sin embargo, la soltura
mecánica empeora la situación, transformando cantidades relativamente pequeñas de
desbalance o falta de alineamiento en amplitudes de vibración excesivamente altas.
Corresponde por lo tanto decir que la soltura mecánica permite que se den mayores
vibraciones de las que ocurrirían de por sí, derivadas de otros problemas.
Nota: Una soltura mecánica excesivo es muy probable que sea la causa primaria de los
problemas cuando la amplitud de la vibración 2x las rpm es más de la mitad de la amplitud a
la velocidad de rotación, 1x las rpm.
7.15.7 VIBRACIÓN DEBIDA A BANDAS DE ACCIONAMIENTO
Las bandas de accionamiento del tipo en “V” gozan de mucha popularidad para la
transmisión del movimiento puesto que presentan una alta capacidad de absorción de golpes,
choques y vibraciones.
Los problemas de vibración asociados con las bandas en “V” son clasificados
generalmente por:
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

96
Reacción de la banda a otras fuerzas, originadas por el equipo presente, que causan
alteraciones.
Vibraciones creadas por problemas de la banda en sí.
Las bandas en “V” son consideradas a menudo como fuente de vibración porque es
fácil ver las bandas que saltan y se sacuden entre poleas. Por lo general, el reemplazo de las
bandas es a menudo una de las primeras tentativas de corrección de los problemas de
vibración. Sin embrago es muy posible que la banda esté sencillamente reaccionando a otras
fuerzas presentes en la maquina. En tales casos las banda es solamente un indicador de que
hay problemas de vibración y no representan la causa misma.
La frecuencia de vibración de las bandas es el factor clave en la determinación de la
naturaleza del problema. Si la banda está sencillamente reaccionando a otras fuerzas de
alteración, tales como desbalance o excentricidad en las poleas, la frecuencia de vibración de
la banda será probablemente igual a la frecuencia alterante. Esto significa que la pieza de la
máquina que realmente está causando el problema aparecerá estacionaria bajo la luz
estroboscópica del analizador.
Nota: Si es defecto de la banda, la frecuencia de vibración será un armónico (1, 2, 3 ó 4) de las
RPM de la banda. Es fácil determinar las rpm de una banda de la siguiente manera:
Donde: Dp = diámetro de la polea.
Lp = longitud de la polea
LppoleaRpmDpbandaRPM )()(
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

97
7.15.8 VIBRACIÓN DEBIDA A PROBLEMAS DE ENGRANAJE
La vibración que resulta de problemas de engranaje normalmente ocurre a una
frecuencia igual a la frecuencia de engrane del set de engranajes (Piñón – Corona), es decir, la
cantidad de dientes del engranaje multiplicada por las rpm. Por esta razón el daño localizado
en un engranaje resultará en componentes de frecuencia elevada y esto será modulado por las
rpm del engranaje. Esto causa bandas laterales a distancia de 1x alrededor de la frecuencia de
engrane. En este caso que se producen bandas laterales, se pueden determinar con exactitud
qué engranaje tiene un defecto, por las distancia de las bandas laterales.
Problemas comunes de los engranajes, que tienen como resultado vibración a la
frecuencia de engrane, comprenden el desgaste excesivo de los dientes, inexactitud de los
dientes, falta de lubricación y materias extrañas atrapadas entre los dientes.
En el caso de engranajes excéntricos o ejes con flexión, la excentricidad del engrane
generará una banda lateral a cada lado de la frecuencia de engrane a distancia de las rpm del
eje con flexión o del engrane excéntrico.
No todos los problemas de engranajes generan frecuencias de vibración iguales a las
frecuencias de engrane. Si un engranaje tiene un solo diente roto o deformado, por ejemplo, el
resultado puede ser una frecuencia de vibración de 1x las rpm. Mirando la forma de onda de
esa vibración, la presencia de señales impulsivas permitirá distinguir entre este problema y las
demás averías que también generan frecuencias de vibración de 1x las rpm. Desde luego, si
hay más de un diente deformado, la frecuencia de vibración es multiplicada por una cantidad
correspondiente.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

98
La amplitud y frecuencia de vibración debida a los engranajes pueden también parecer
erráticas a veces. Dicho tipo de vibración errática ocurre normalmente cuando un conjunto de
engranajes está funcionando en condiciones de carga muy liviana. En tales condiciones la
carga puede desplazarse repetidamente de un engranaje a otro de modo irregular.
Nota: Los problemas de rodamientos son predominantes en el punto de falla de los mismos,
mientras que los problemas de engranajes pueden ser detectados en dos o más puntos de la
maquina.
7.15.9 VIBRACIÓN DEBIDA A FALLAS ELÉCTRICAS
Esté tipo de vibración es normalmente el resultado de fuerzas magnéticas desiguales
que actúan sobre el rotor o sobre el estator. Dichas fuerzas desiguales pueden ser debidas a:
Rotor que no es redondo.
Descansos planos del inducido excéntricos.
Falta de alineamiento entre el rotor y el estator; entrehierro no uniforme.
Perforación elíptica del estator.
Devanados abiertos o en corto circuito.
Hierro del rotor en corto circuito.
En líneas generales, la frecuencia de vibración resultante de los problemas de índole
eléctrica será 1x las rpm, y por tanto se parecerá a desbalance. Una manera sencilla de hacer
la prueba para verificar la presencia eventual de vibración eléctrica es observar el cambio de la
amplitud de la vibración en el instante en el cual se desconecta la corriente de esa unidad.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

99
Si la vibración desaparece en el mismo instante en que se desconecta la corriente, el
problema con toda seguridad será eléctrico. Si solo decrece gradualmente, el problema será de
naturaleza mecánica.
Las vibraciones ocasionadas por los problemas eléctricos responden generalmente a la
cantidad de carga colocada en el motor. A medida que se modifica la carga, la amplitud y/o
las lecturas de fase pueden indicar cambios significativos. Esto explica por qué los motores
eléctricos que han sido probados y balanceados en condiciones sin carga muestran cambios
drásticos de los niveles de vibración cuando vuelven a ser puestos en servicio.
Los sensores de vibración, los métodos de procesamiento de señales y las técnicas de
análisis de espectral han probado, a través del tiempo, ser de limitada efectividad en la
detección de fallas de rodamientos cuando las frecuencias de fallas características están bajo 1
Hz (60 cpm).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

100
CAPITULO Nº 8
MEDICIONES, MÉTODOS Y MATERIALES A UTILIZAR
8.1 MEDICIÓN DE LA VIBRACIÓN
Para llevar a cabo el análisis de vibraciones en el motor hidráulico del digestor
continuo, se utilizara la técnica de análisis Espectral o frecuencial, complementada con la
técnica de Demodulación, para lograr realizar un diagnostico mas certero.
8.1.1 ANÁLISIS ESPECTRAL
El punto de partida del diagnóstico de fallas en máquinas rotatorias es el análisis
frecuencial o espectral de las vibraciones que son medidas en puntos específicos de una
máquina o equipo. Esta técnica consiste en descomponer la señal en el dominio del tiempo,
captada por un sensor de vibraciones muy sensible (0.500 mV/g, ver anexo Nº 10), en sus
componentes (espectrales o frecuenciales) que la generaron, y luego asociar dichas
componentes con las fuerzas dinámicas actuando sobre la máquina, se realiza en baja
frecuencia
Las frecuencias generadas son las componentes más fáciles de identificar debido a que
ellas pueden ser calculadas si se conoce la geometría interna del elemento y la velocidad de
rotación de la máquina. Es más, algunas de las frecuencias calculadas pueden estar presentes
en la mayoría de las máquinas sin que eso sea un indicador de un problema de vibración.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

101
8.1.2 ANÁLISIS DE DEMODULACIÓN
Una de las formas de determinar una falla incipiente, consiste en determinar la
envolvente de la señal vibracional. El principio básico se basa en el hecho de que
determinados fenómenos físicos producen una modulación de amplitud y/o frecuencia. Entre
las causas de estos fenómenos están:
Roce o fricción producidos periódicamente
Resonancias estructurales excitadas por impactos periódicos
Vibraciones características en diversos componentes de la máquina, tales como
frecuencias de engrane, frecuencia de paso de los álabes o algún otro elemento.
El proceso de Demodulación consiste en modelar el peak producido en la onda de
esfuerzo, mediante una representación de su envolvente de amplitud, utilizando las
propiedades del equipo analizador, este captura la señal a alta frecuencia analizando en
aceleración y la traslapa en baja frecuencia para ser analizada, para esto genera cuatro
promedios en un 67% por vez, el 33% restante es nueva información para la generación de un
nuevo promedio. Para llevar a cabo esta operación se utilizara un sensor de alta frecuencia
100mV/g (ver anexo Nº 10).
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

102
8.2 METODOLOGÍA UTILIZADA
Las componentes espectrales de la aceleración aumentan de forma exponencial al
aumentar la frecuencia (ver figura Nº 19), este método en particular no será utilizado ya que
entrega la información muy reducida, como muestra la figura solo en alta frecuencia (en el
costado derecho del analizador de datos 2120), mientras que en baja es muy poca la
información recopilada, lo que implica un mayor trabajo y una menor eficiencia a la hora de
emitir un diagnostico de falla en la maquina.
00 200 400 600 800 1000
0,5
1
1,5
2
Frecuencia en Hz
ACELERACIÓN
RMS
FIGURA Nº 19 CURVA DE MEDICIÓN DE LA VIBRACIÓN EN ACELERACIÓN
Las componentes espectrales del desplazamiento disminuyen de forma exponencial al
aumentar la frecuencia (ver figura Nº 20), esto quiere decir que solo es capas de recolectar
información mas precisa y confiable solo en baja frecuencia, descartando lo que acontece en
alta frecuencia, actuando inversamente en el caso de la aceleración, por el mismo motivo que
el método anteriormente mencionado se descartara ya que implica una mayor dificultad y una
menor eficiencia a la hora de emitir un diagnostico.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

103
00 200 400 600 800 1000
20
40
60
80
Frecuencia en Hz
DESPLAZAMIENTO
10
30
50
70
Micrones
FIGURA Nº 20 CURVA DE MEDICIÓN DE LA VIBRACIÓN EN DESPLAZAMIENTO
La componente espectral de la velocidad actúa de forma constante con el aumento de la
frecuencia (ver figura Nº 21), este método será el utilizado para medir las vibraciones en el
motor hidráulico del digestor continuo ya que nos permitirá visualizar de forma mas clara el
espectro en velocidad tanto en alta como en baja frecuencia, obteniendo de esta manera una
información mas exacta de las vibraciones en el interior del motor, logrando emitir un
diagnostico mas exacto de los acontecimientos que pudiesen estar ocurriendo en dicha
maquina.
00 200 400 600 800 1000
1
2
3
4
Frecuencia en Hz
VELOCIDAD
mm/seg
FIGURA Nº 21 CURVA DE MEDICIÓN DE LA VIBRACIÓN EN VELOCIDAD
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

104
8.3 PUNTOS DE MEDICIÓN EN EL MOTOR
Las ondas de esfuerzo son generadas en el área de contacto entre los elementos
rodantes y los caminos de rodadura e irradiados de una forma semiesférica desde la superficie
en contacto al alojamiento del rodamiento o, en el caso de los engranajes, desde las superficies
en contacto de los dientes del juego de engranajes y transmitidas hasta los rodamientos. Las
ondas de flexión introducen rizado en las superficies lo cual es detectado por el acelerómetro.
Estas ondas, debido a su alta frecuencia, se amortiguan a causa de los cambios de
medio y de la distancia misma. El punto de medición debe, por tanto, situarse directamente
sobre el alojamiento del rodamiento, debiendo ser el recorrido de la señal transmitida, lo más
ininterrumpida entre el área de contacto y el punto de medición. El punto de medición debe
ubicarse dentro de la ventana de transmisión del rodamiento (ver figura Nº 22).
FIGURA Nº 22 VENTANA DE TRANSMISIÓN DE UN RODAMIENTO
Las ondas de esfuerzo con mayor amplitud son emitidas desde la zona cargada de las
superficies en contacto. Para cargas radiales la zona cargada cubre un sector de ± 45º a ambos
lados de la dirección de la carga. Para cargas axiales, dicha zona es de 360º.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

105
Debido a que la transmisión de las ondas de esfuerzo al alojamiento del rodamiento
está limitada por el ancho del rodamiento, la transmisión directa de los impulsos se restringirá
a un sector de ± 60º desde la perpendicular a la superficie en contacto. Estas limitaciones
definen la ventana de transmisión para la detección directa de las ondas de esfuerzo.
Cada elemento mecánico, equipo, maquina etc. presenta características vibratorias
similares, pero cada equipo tiene características diferentes dentro de las cuales podemos
destacar su posición de trabajo, geometría entre otras, por este motivo se escogen diferentes
puntos de medición en cada maquina (teniendo siempre presente que se trata de seguir el
sentido de las vibraciones, desde donde se origina hasta donde se manifiesta con mayor
fuerza), en el caso del motor hidráulico se escogieron los siguientes, (ver figura Nº 23).
FIGURA Nº 23 PUNTOS DE MEDICIÓN EN EL MOTOR HIDRÁULICO
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

106
Los puntos de medición deben ser localizados en la zona de carga, dentro de los límites
de la ventana de transmisión, estos nos permitirán obtener la mayor cantidad de información
de los movimientos y energía disipada en el motor, tras previo análisis realizado. Los puntos
escogidos fueron ocho; 3 verticales, 3 horizontales y 2 axiales.
Se deberá tener presente que una de las mayores dificultades para medir este motor es
que es hidráulico, el que absorbe en gran parte la energía disipada por impactos o roce de sus
elementos bajo una condición de falla en su interior, además se debe considerar la baja
velocidad a la que opera este equipo (7 RPM aproximadamente), permitiéndonos medir solo
un porcentaje de sus vibraciones, por lo que la selección de los instrumentos y el ajuste de una
banda ideal es muy importante, tanto para la obtención de datos, como para la correcta
emisión de un diagnostico certero.
8.4 ANCHO DE BANDA
Uno de los factores que influye en la visualización de la fundamental o 1X junto con la
grafica del espectro vibratorio es el termino ancho de banda. El cual se detallara a
continuación tras previo desarrollo de cálculos.
Número de líneas entregadas por el analizador 2120 para cálculo de ancho de banda:
100, 200, 400, 800, 1600, 3200 y 6400 líneas. Es por este motivo, que para los cálculos
realizados en búsqueda de un ancho de banda debemos ajustarnos a uno de estos valores
predeterminados por el analizador, tratando de conseguir la mayor claridad posible para el
análisis del espectro vibratorio.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

107
8.4.1 AJUSTE ANCHO DE BANDA PARA VISUALIZACIÓN DEL ESPECTRO
Datos del motor
RPM motor = 7
Numero de pistones = 32 (pero trabajan en 2 tiempos) “16”
Constante para ver el espectro 3.5 veces = 3.5
Ancho de banda estimado.
AB= (7х 16 х 3.5) = 392 ≈ 1000
La ecuación anterior da como resultado 392 como valor mínimo de ancho de banda a
trabajar, el que resulta demasiado pequeño a causa de la reducida velocidad del motor (7 RPM
aproximadamente), motivo por el cual se utilizara un ancho de banda de 1000, valor el cual no
afecta en la medición pero nos permite una mejor nitidez del espectro.
A continuación se analizaran dos casos de prueba para determinar el ancho de banda
con el cual podríamos trabajar los que se detallaran como sigue:
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

108
8.4.1.1 CASO Nº 1
El objetivo principal en el cálculo o determinación del ancho de banda es poder
apreciar de forma clara y completa la fundamental (1X), dentro del espectro vibratorio.
En el caso Nº 1 se estimo un ancho de banda de 15000 con 6400 líneas de resolución,
el cual arroja como resultado tres líneas de resolución para captar la fundamental, teniendo
presente que la máxima eficacia se logra captando la fundamental lo mas cercana a la cresta
del espectro vibratorio, capturando a su vez la mayor información posible, lo que se logra para
este caso mediante el empleo de tres líneas con una amplitud de 2.34 antes de alcanzar la
fundamental (ver figura Nº 24).
AB= 6400
15000 = 2.34 2.34 х 3 = 7.03
2.34
4.68
7.03 = 1X
15000 AB
CSI 21206400 Lineas
FIGURA Nº 24 GRAFICO DE OBTENCIÓN DE LA FUNDAMENTAL CON UN ANCHO DE BANDA DE
15000 HZ Y 6400 LÍNEAS
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

109
8.4.1.2 CASO Nº 2
En el caso Nº 1 se encontró un resultado óptimo de trabajo, pero no conforme con ello
se realizaron nuevos cálculos en pos de minimizar el tiempo de análisis, obtener mayor
información del espectro y ser más precisos, lo que arrojo los siguientes resultados.
Para el estudio Nº2 se estimo un ancho de banda de 9000 con 6400 líneas como en el
caso anterior, lo que dio como resultado una amplitud menor entre cada línea dentro del
espectro vibratorio (1.40), permitiendo de esta manera obtener un numero mayor de líneas (5)
antes de alcanzar la fundamental (ver figura Nº 25).
AB= 64009000 = 1.40 1.40 х 5 = 7
1.40
4.2
7 = 1X
9000 AB
2.8
5.6
CSI 21206400 Lineas
FIGURA Nº 25 GRAFICO DE OBTENCIÓN DE LA FUNDAMENTAL CON UN ANCHO DE BANDA DE
9000 HZ Y 6400 LÍNEAS
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

110
8.5 INSTRUMENTACIÓN UTILIZADA
La metodología Peak Value es una técnica moderna que se ha venido implementando
recientemente en algunos analizadores modernos de vibraciones mecánicas, como es el caso
del utilizado para esta investigación: el Analizador de Maquinaria 2120 de CSI. A
continuación se entregarán algunos detalles de este analizador y de algunos accesorios,
sensores de alta y baja frecuencia, (ver anexo Nº 11) que fueron utilizados con él, además de
una breve descripción del software RBMware, el sistema experto de CSI que constituye un
verdadero centro de operaciones para el analizador.
8.5.1 ANALIZADOR DE DATOS CSI 2120
El analizador CSI 2120 es un instrumento alimentado por baterías, de poco peso y con
capacidad de realizar todo tipo de estudios sobre máquinas basados en el análisis de espectros
(FFT) y onda (Osciloscopio). Se utiliza en aplicaciones como colector de datos, analizador de
vibraciones, balanceador de rotores y alienador de ejes acoplados.
FIGURA Nº 26 RECOLECCIÓN DE DATOS UTILIZANDO UN ANALIZADOR CSI 2120
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

111
Entre sus características operativas adicionales se encuentra la monitorización de
espectros en tiempo real, la adquisición de datos con señal de disparo (Trigger), el promediado
sincrónico de señales y análisis de ruido en 1/3 de octava.
Ventajas CSI 2120
Compatibilidad total con sistemas de colectores de datos
Familiarización con software
Toma de datos según señales de proceso programables
Información on-line
Conectividad con otras plantas
Crecimiento a bajo costo
Toma de datos fuera de ruta
Desventajas CSI 2120
Menos amigable con operación
Sin alarma
No integra otras tecnologías
8.5.1.1 FILTROS PASA ALTOS
Los siguientes filtros pasa altos están disponibles para ser usados con la técnica
PeakVue.
500 Hz 1.000 Hz 2.000 Hz 5.000 Hz 10.000 Hz 20.000 Hz
TABLA Nº 14 FILTROS PASA ALTOS DISPONIBLES EN EL ANALIZADOR 2120
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

112
Especificaciones técnicas del analizador se adjuntan en el anexo Nº 12. Además, a
continuación se destaca la técnica de promediación Order Tracking, muy utilizada durante la
etapa de mediciones.
8.5.1.2 ORDER TRACKING
Order Tracking es una técnica de promediación que permite al analizador 2120 ajustar
automáticamente la adquisición de datos a partir de los cambios en la velocidad de giro
(rpm) de la máquina. Se usa principalmente en máquinas de velocidad variable.
Debido a los cambios de velocidad que experimentan algunas máquinas durante su
funcionamiento, los peak asociados con ciertas fallas de máquina frecuentemente enturbian
con muchas frecuencias el espectro, lo que hace difícil determinar que peak están asociados
a 1x, 2x, etc. y prácticamente imposible identificar frecuencias de fallas de rodamientos,
frecuencias de correas y otras frecuencias de fallas características.
Order Tracking debe ser usado con un tacómetro que proporcione un pulso por
revolución. La señal de vibración que es medida por el 2120 es automáticamente ajustada
sobre la base de los intervalos de tiempo entre cada uno de los pulsos.
8.5.2 FOTOTACÓMETRO 404B
Un fototacómetro es un instrumento empleado para medir la velocidad angular de un
mecanismo en revoluciones por minuto, a través de un sistema óptico.
El fototacómetro infrarrojo modelo 404B de CSI es apropiado para uso exterior debido
a que su sensor infrarrojo es prácticamente inmune a la luz ambiental.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

113
Cuando es usado con un analizador CSI, el fototacómetro provee una señal tacométrica
de referencia para aplicaciones que incluyen mediciones de velocidad de giro, promedios
sincrónicos en el tiempo, balance de maquinaria, mediciones de fase, etc.
FIGURA Nº 27 FOTOTACÓMETRO 404B DE CSI
8.5.3 SOFTWARE
El software utilizado para procesar la información recopilada en las mediciones de
terreno realizadas al digestor continuo de la planta es RBMware versión 4.8. Este programa es
una herramienta muy valiosa al momento de evaluar la condición de los rodamientos
analizados ya que posee una base de datos, en la cual se puede cargar el número del
rodamiento que se este analizando por medio de sus espectros.
Para esto el programa calcula las frecuencias de falla de dicho elemento rodante y
luego las compara con los peak obtenidos del análisis, desplegando en pantalla la información
en forma muy clara y precisa, ya que posee a su vez herramientas que permiten dominar
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

114
algunas variables de la medición, lo que permite manipular el espectro sin alterar la
información que este nos entregue del equipo que se esta analizando.
RBMware automatiza en gran medida las tareas relativas a la toma de datos
predictivos. El trabajo de toma de datos comienza normalmente por la descarga de una o
varias rutas desde el computador PC al analizador de maquinaria. Cada ruta es una lista
ordenada de máquinas y sus correspondientes puntos de medida asociados para que el técnico
analista pueda hacer un buen seguimiento de la toma de datos, indicando para cada punto las
condiciones de almacenamiento de información en forma de espectro, onda o ambos.
FIGURA Nº 28 COMUNICACIÓN ANALIZADOR/PC
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

115
8.6 MEDICIONES Y ANÁLISIS ESPECTRALES
Al momento de realizar las mediciones en el motor hidráulico, se utilizaron los
resultados obtenidos en el caso Nº 2 anteriormente expuesto, en lo que respecta al calculo del
ancho de banda y número de líneas, con que el equipo analizador recolectara la información al
efectuar la medición en terreno, ya que con esta configuración mas la instrumentación
correspondiente se obtendrá la mayor cantidad posible de información y en forma clara en
cada uno de los puntos de análisis, algunas imágenes de las mediciones realizadas en el motor
se integraran como anexo Nº 13.
Para el análisis vibratorio de nuestro motor hidráulico debemos considerar que es un
motor industrial Marathon MB 1600 de Hagglunds (para ver mas información del motor
consultar planos de instalación en anexo Nº 14), el cual consta de tres rodamientos (SKF
29426E, SKF NCF 2940V y SKF 23060) los que serán analizados en forma independiente en
busca de fallas incipientes o avanzadas (BSF, FTF, BPFO, BPFI). Como la cantidad de
espectros es alta, solo se incorporaran los más relevantes o que presenten algún compromiso
por parte del rodamiento en referencia a su frecuencia de falla.
Gracias a la versatilidad del software RBMware el análisis es relativamente simple ya
que al cargar el numero de rodamiento en su base de datos este calcula las frecuencias de falla
para cada tipo de anomalía en el elemento rodante (se explican en el capitulo Nº 7.15.4.3
Frecuencia de falla generada por los elementos rodantes). Luego despliega sobre el espectro
las frecuencias de falla, las que de presentarse deben coincidir sus peaks, con alguna
frecuencia de falla entregada por el software, destacada en color rojizo y designada en su
parte superior por una letra, dependiendo de la falla que se este evaluando(BSF, FTF, BPFO,
BPFI) y su correspondiente frecuencia.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

116
8.6.1 RODAMIENTO SKF 29426E: Puntos de medición
1 Horizontal
1 Vertical
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MH1 MOTOR HIDRAULICO 1 HORIZONTAL
RutaEspectro 25-Mar-09 15:43:18
GLOBAL= 1.13 V-DG RMS = .9773 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 29426E D=BPFI
D D D D D D D D D D D D
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV1 MOTOR HIDRAULICO 1 VERTICAL
RutaEspectro 25-Mar-09 15:45:15
GLOBAL= .6096 V-DG RMS = .5043 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.05
0.10
0.15
0.20
0.25
0.30
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 29426E C=BPFO
C C C C C C C C C C C C
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

117
1 Axial
2 Horizontal
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MA1 MOTOR HIDRAULICO 1 AXIAL
RutaEspectro 25-Mar-09 15:47:21
GLOBAL= .3328 V-DG RMS = .2239 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.03
0.06
0.09
0.12
0.15
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 29426E B=BSF
BBBBBBBBBBBB
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MH2 MOTOR HIDRAULICO 2 HORIZONTAL
RutaEspectro 25-Mar-09 15:50:57
GLOBAL= .6216 V-DG RMS = .5805 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.05
0.10
0.15
0.20
0.25
0.30
0.35
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 29426E D=BPFI
D D D D D D D D D D D D
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

118
2 Vertical
3 Vertical
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV2 MOTOR HIDRAULICO 2 VERTICAL
RutaEspectro 25-Mar-09 15:53:27
GLOBAL= .5285 V-DG RMS = .4846 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.06
0.12
0.18
0.24
0.30
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 29426E C=BPFO
C CC C C CC C C C C C
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV3 MOTOR HIDRAULICO 3 VERTICAL
RutaEspectro 25-Mar-09 15:57:14
GLOBAL= .9797 V-DG RMS = .9276 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.1
0.2
0.3
0.4
0.5
0.6
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 29426E C=BPFO
C C C C C C C C C C C C
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

119
3 Axial
Demodulación 1 Horizontal
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MA3 MOTOR HIDRAULICO 3 AXIAL
RutaEspectro 25-Mar-09 15:59:56
GLOBAL= .8030 V-DG RMS = .4256 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.05
0.10
0.15
0.20
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 29426E C=BPFO
C C C C C C C C C C C C
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MH1 MOTOR HIDRAULICO 1 HORIZONTAL
AnalizarEspectro 25-Mar-09 16:16:14 (Demod-HP 1000 Hz)
RMS = .0148 CARGA = 100.0 RPM = 7. (.12 Hz)
0 2000 4000 6000 8000
0
0.002
0.004
0.006
0.008
0.010
Frecuencia en CPM
RM
SAce
lera
ción
en
G-s
>SKF 29426E D=BPFI
DDDDDDDDDDDD
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

120
Demodulación 1 Vertical
Demodulación 1 Axial
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV1 MOTOR HIDRAULICO 1 VERTICAL
AnalizarEspectro 25-Mar-09 16:17:19 (Demod-HP 1000 Hz)
RMS = .0282 CARGA = 100.0 RPM = 7. (.12 Hz)
0 2000 4000 6000 8000
0
0.005
0.010
0.015
0.020
Frecuencia en CPM
RM
SAce
lera
ción
en
G-s
Frec: Ordn: Espc:
957.61 136.80 .01504
>SKF 29426E B=BSF
BBBBBBBBBBB
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MA1 MOTOR HIDRAULICO 1 AXIAL
AnalizarEspectro 25-Mar-09 16:18:35 (Demod-HP 1000 Hz)
RMS = .0232 CARGA = 100.0 RPM = 7. (.12 Hz)
0 2000 4000 6000 8000
0
0.004
0.008
0.012
0.016
Frecuencia en CPM
RM
SAce
lera
ción
en
G-s >SKF 29426E
C=BPFO
CCCCCCCCCCCC
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

121
Observaciones
Tras analizar los espectros arrojados por las mediciones realizadas en terreno, podemos
observar que este elemento no presenta anomalías o fallas incipientes, que pudieran
manifestarse en cada una de las secciones del rodamiento por lo que este elemento no es
necesario intervención en el corto plazo, ya que su condición de trabajo es optima y sus peak
no coinciden con alguna frecuencia de falla. Cabe mencionar que los peak que se muestran
con mayor claridad en los espectros corresponden a la condición normal de funcionamiento
del motor y no necesariamente son peak generados por algún tipo de falla en este rodamiento.
8.6.2 RODAMIENTO SKF NCF 2940V: Puntos de medición 1 Horizontal
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MH1 MOTOR HIDRAULICO 1 HORIZONTAL
RutaEspectro 25-Mar-09 15:43:18
GLOBAL= 1.13 V-DG RMS = .9773 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF NCF2940V L=BPFI
L L L L L L L L L L L L
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

122
1 Vertical
1 Axial
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV1 MOTOR HIDRAULICO 1 VERTICAL
RutaEspectro 25-Mar-09 15:45:15
GLOBAL= .6096 V-DG RMS = .5043 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.05
0.10
0.15
0.20
0.25
0.30
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF NCF2940V K=BPFO
K K K K K K K K K K K K
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MA1 MOTOR HIDRAULICO 1 AXIAL
RutaEspectro 25-Mar-09 15:47:21
GLOBAL= .3328 V-DG RMS = .2239 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.03
0.06
0.09
0.12
0.15
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF NCF2940V K=BPFO
K K K K K K K K K K K K
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

123
2 horizontal
2 Vertical
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MH2 MOTOR HIDRAULICO 2 HORIZONTAL
RutaEspectro 25-Mar-09 15:50:57
GLOBAL= .6216 V-DG RMS = .5805 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.05
0.10
0.15
0.20
0.25
0.30
0.35
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF NCF2940V K=BPFO
K K K K K K K K K K K K
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV2 MOTOR HIDRAULICO 2 VERTICAL
RutaEspectro 25-Mar-09 15:53:27
GLOBAL= .5285 V-DG RMS = .4846 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.06
0.12
0.18
0.24
0.30
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF NCF2940V K=BPFO
K K K K K K K K K K K K
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

124
3 Vertical
Demodulación 1horizontal
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV3 MOTOR HIDRAULICO 3 VERTICAL
RutaEspectro 25-Mar-09 15:57:14
GLOBAL= .9797 V-DG RMS = .9276 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.1
0.2
0.3
0.4
0.5
0.6
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF NCF2940V L=BPFI
L L L L L L L L L L L L
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MH1 MOTOR HIDRAULICO 1 HORIZONTAL
AnalizarEspectro 25-Mar-09 16:16:14 (Demod-HP 1000 Hz)
RMS = .0148 CARGA = 100.0 RPM = 7. (.12 Hz)
0 2000 4000 6000 8000
0
0.002
0.004
0.006
0.008
0.010
Frecuencia en CPM
RM
SAce
lera
ción
en
G-s >SKF NCF2940V
K=BPFO
KKKKKKKKKKKK
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

125
Demodulación 1 Vertical
Demodulación 1 Axial
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV1 MOTOR HIDRAULICO 1 VERTICAL
AnalizarEspectro 25-Mar-09 16:17:19 (Demod-HP 1000 Hz)
RMS = .0282 CARGA = 100.0 RPM = 7. (.12 Hz)
0 2000 4000 6000 8000
0
0.005
0.010
0.015
0.020
Frecuencia en CPM
RM
SAce
lera
ción
en
G-s
Frec: Ordn: Espc:
957.61 136.80 .01504
>SKF NCF2940V L=BPFI
L L L L L L L L L L L L
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MA1 MOTOR HIDRAULICO 1 AXIAL
AnalizarEspectro 25-Mar-09 16:18:35 (Demod-HP 1000 Hz)
RMS = .0232 CARGA = 100.0 RPM = 7. (.12 Hz)
0 2000 4000 6000 8000
0
0.004
0.008
0.012
0.016
Frecuencia en CPM
RM
SAce
lera
ción
en
G-s >SKF NCF2940V
K=BPFO
KKKKKKKKKKKK
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

126
Observaciones
Una vez analizada las mediciones obtenidas en terreno, se logro concluir que dicho
rodamiento trabaja correctamente, donde los peak analizados no presentan ninguna anomalía
que pudiese representar una falla incipiente, ya que esta dentro de la misma línea de
funcionamiento con los demás elementos rodantes.
Al visualizar ambas formas de espectro, por medio del análisis frecuencial (en
velocidad) y la envolvente (en aceleración), se logro confirmar que el espectro obtenido es de
alta calidad en cuanto a su resolución, lo cual nos permite analizar este en toda su plenitud,
descartando de este modo cualquier falla.
8.6.3 RODAMIENTO SKF 23060: Puntos de medición 1 Horizontal
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MH1 MOTOR HIDRAULICO 1 HORIZONTAL
RutaEspectro 25-Mar-09 15:43:18
GLOBAL= 1.13 V-DG RMS = .9773 CARGA = 100.0 RPM = 45. (.76 Hz)
0 400 800 1200 1600 2000 2400
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 23060 J=BSF
J J J J J J J J J
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

127
1 Vertical
1 Axial
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV1 MOTOR HIDRAULICO 1 VERTICAL
RutaEspectro 25-Mar-09 15:45:15
GLOBAL= .6096 V-DG RMS = .5043 CARGA = 100.0 RPM = 11. (.19 Hz)
0 400 800 1200 1600 2000 2400
0
0.05
0.10
0.15
0.20
0.25
0.30
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 23060 L=BPFI
L L L L L L L L L L L L
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MA1 MOTOR HIDRAULICO 1 AXIAL
RutaEspectro 25-Mar-09 15:47:21
GLOBAL= .3328 V-DG RMS = .2239 CARGA = 100.0 RPM = 34. (.57 Hz)
0 400 800 1200 1600 2000 2400
0
0.03
0.06
0.09
0.12
0.15
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 23060 K=BPFO
K K K K K
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

128
2 Horizontal
2 Vertical
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MH2 MOTOR HIDRAULICO 2 HORIZONTAL
RutaEspectro 25-Mar-09 15:50:57
GLOBAL= .6216 V-DG RMS = .5805 CARGA = 100.0 RPM = 7. (.12 Hz)
0 400 800 1200 1600 2000 2400
0
0.05
0.10
0.15
0.20
0.25
0.30
0.35
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 23060 K=BPFO
K K K K K K K K K K K K
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV2 MOTOR HIDRAULICO 2 VERTICAL
RutaEspectro 25-Mar-09 15:53:27
GLOBAL= .5285 V-DG RMS = .4846 CARGA = 100.0 RPM = 23. (.38 Hz)
0 400 800 1200 1600 2000 2400
0
0.06
0.12
0.18
0.24
0.30
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 23060 J=BSF
J J J J J J J J J J J J
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

129
3 Horizontal
3 Vertical
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MH3 MOTOR HIDRAULICO 3 HORIZONTAL
RutaEspectro 25-Mar-09 15:55:23
GLOBAL= .7425 V-DG RMS = .6372 CARGA = 100.0 RPM = 5. (.09 Hz)
0 400 800 1200 1600 2000 2400
0
0.1
0.2
0.3
0.4
0.5
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 23060 K=BPFO
K K K K K K K K K K K K
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV3 MOTOR HIDRAULICO 3 VERTICAL
RutaEspectro 25-Mar-09 15:57:14
GLOBAL= .9797 V-DG RMS = .9276 CARGA = 100.0 RPM = 24. (.40 Hz)
0 400 800 1200 1600 2000 2400
0
0.1
0.2
0.3
0.4
0.5
0.6
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 23060 J=BSF
J J J J J J J J J J J J
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

130
3 Axial
Demodulación 1 Horizontal
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MA3 MOTOR HIDRAULICO 3 AXIAL
RutaEspectro 25-Mar-09 15:59:56
GLOBAL= .8030 V-DG RMS = .4256 CARGA = 100.0 RPM = 30. (.50 Hz)
0 400 800 1200 1600 2000 2400
0
0.05
0.10
0.15
0.20
Frecuencia en CPM
RM
SVel
ocid
ad e
n m
m/S
eg
>SKF 23060 J=BSF
J J J J J J J J J J J J
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MH1 MOTOR HIDRAULICO 1 HORIZONTAL
AnalizarEspectro 25-Mar-09 16:16:14 (Demod-HP 1000 Hz)
RMS = .0153 CARGA = 100.0 RPM = 48. (.80 Hz)
0 4000 8000 12000 16000
0
0.002
0.004
0.006
0.008
0.010
Frecuencia en CPM
RM
SAce
lera
ción
en
G-s
>SKF 23060 K=BPFO
K K K K K K K K K K K K
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

131
Demodulación 1 Vertical
Demodulación 1 Axial
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MV1 MOTOR HIDRAULICO 1 VERTICAL
AnalizarEspectro 25-Mar-09 16:17:19 (Demod-HP 1000 Hz)
RMS = .0290 CARGA = 100.0 RPM = 48. (.80 Hz)
0 4000 8000 12000 16000
0
0.005
0.010
0.015
0.020
Frecuencia en CPM
RM
SAce
lera
ción
en
G-s
>SKF 23060 K=BPFO
K K K K K K K K K K K K
05 - UNIDAD HID RAST FONDO 18-16005-N-NN-NM-MA1 MOTOR HIDRAULICO 1 AXIAL
AnalizarEspectro 25-Mar-09 16:18:35 (Demod-HP 1000 Hz)
RMS = .0238 CARGA = 100.0 RPM = 57. (.96 Hz)
0 4000 8000 12000 16000
0
0.004
0.008
0.012
0.016
Frecuencia en CPM
RM
SAce
lera
ción
en
G-s >SKF 23060
K=BPFO
K K K K K K K K K K K K
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

132
Observaciones
Tras analizar los espectros obtenidas en las mediciones en terreno podemos concluir
que la condición en la cual se encuentra este rodamiento es optima y no presenta desperfecto o
falla incipiente, ya que al analizar sus espectros no se encuentran peak coincidentes con su
frecuencia de falla, solo se puede apreciar mediante la envolvente en 1 vertical tres peak
cercanos a su frecuencia de falla, pero sin presentar una amplitud elevada o importante, pero
debe ser considerada. Esto se respalda observando los espectros de demodulación analizados
para este rodamiento, confirmando que el elemento rodante funciona correctamente y no es
necesaria intervención alguna, solo debe seguir siendo monitoreado periódicamente.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

133
CONCLUSIONES La técnica de análisis normal de vibraciones representa una gran herramienta para la
detección de fallas en máquinas rotatorias que componen los diversos procesos
productivos de las empresas. Sin embargo, se requiere de una gran inversión en tecnología
y capacitación, por lo que las empresas deben utilizar esta herramienta de manera muy
eficiente.
La técnica de Demodulación es un buen complemento del análisis normal de vibraciones
en la detección de fallas en máquinas rotatorias, y debe utilizarse para diagnósticos de falla
incipientes. El uso exclusivo de esta técnica puede dejar de lado información importante
en el análisis, que puede traer como consecuencia un pronóstico de vida equivocado.
Para problemas en rodamientos, la técnica de Demodulación permite detectar con
exactitud que parte del elemento está con problemas, siempre que esté en su etapa
incipiente. A medida que el defecto crece, la excitación que se produce pierde su carácter
impulsivo, y por lo tanto las frecuencias altas no se excitan de la misma forma y puede
llegar a creerse que el elemento se mejoró. En estos casos, se utiliza el análisis normal de
vibraciones que entrega más información de la severidad de la falla.
La complejidad que presentan algunas máquinas como lo es el motor hidráulico analizado
tanto en su geometría interna, como en algunas aplicaciones de velocidad o carga variable,
la dificultad de las mediciones en terreno, y otras variables externas como problemas de
transientes de temperatura, lubricación, o vibraciones inducidas por otros equipos, son un
problema ineludible y pueden llevar a diagnósticos errados. Es por esto que se debe
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

134
conocer el funcionamiento de la máquina o equipo en terreno, y ver la evolución de su
comportamiento mediante seguimientos periódicos, evitando así los imprevistos.
Los resultados de las mediciones efectuadas en el motor hidráulico y su análisis que es la
base de esta actividad terminal, no han arrojado ningún tipo de falla. Es por este motivo
que podemos concluir que este informe constituye una base para futuras mediciones y
análisis realizados a este equipo, ya que en este se establecen las bases necesarias, ajustes
y consideraciones que se deben realizar, si se quiere llevar a cabo este tipo de análisis y
obtener resultados confiables o mas precisos que nos permitan emitir un diagnostico mas
certero al momento de evaluar la condición vibratoria de el equipo estudiado, como lo fue
en nuestro caso el motor hidráulico que acciona el rastrillo de fondo del digestor continuo.
También es importante mencionar que los resultados obtenidos en el estudio del motor
hidráulico del digestor, son aplicables a otros equipos existentes en la C.M.P.C. Laja, ya
que existen procesos en los que la potencia suministrada es entregada por otras unidades
idénticas al equipo analizado. La información referente a sus números de rodamiento,
frecuencias de falla, ancho de banda y numero de líneas, entre otros ajustes, se han
integrado exitosamente a la base de datos del programa RBMware, fortaleciendo de esta
forma su base de datos, siendo de esta manera una nueva y efectiva herramienta, para
llevar a cabo un mas eficiente mantenimiento predictivo en sus instalaciones.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

135
BIBLIOGRAFÍA
Edgar Estupiñán, DIAGNÓSTICO DE FALLAS EN MÁQUINAS DE BAJA
VELOCIDAD UTILIZANDO ANÁLISIS DE VIBRACIONES, Facultad de Ingeniería,
Universidad de Concepción, Chile, 2001.
VCI, Manual de análisis de vibraciones, Florida, USA, 1992.
Pedro Saavedra G. “ANÁLISIS DE VIBRACIONES DE MÁQUINAS ROTATORIAS,
NIVEL 1, 1994, Universidad de Concepción, Facultad de Ingeniería, Depto. De Ingeniería
Mecánica.
Glenn D. White. “INTRODUCCIÓN A VIBRACIÓN DE MÁQUINAS”. Versión 1.75 ©
1995 DLI Engineering Corp.
SKF. “MANUAL SKF DE MANTENIMIENTO DE RODAMIENTOS”. © 1992 SKF.
M. Phillips, W. Kilbey. “BEARING DEFECTS DETECTION AT VERY LOW
FRECUENCIES”. © 1998, DoctroKnow®Aplication Paper, CSI.
CSI. “USER’S MANUAL FOR MODEL 2120 MACHINERY ANALYZER”. © 1996
Computational System, Incorporated.
Cyril M. Harris. “SHOCK AND VIBRATION HANDBOOK”. © 1988, Tercera Edición.
McGraw Hill book Company, Inc.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

136
PUBLICACIONES Y REFERENCIAS ELECTRÓNICAS
http://www.emersonprocess.com
Dave Druiff, Demodulation in Detail: CSI Model 750 Preprocessor Applications.
Todd Reeves, Vibration Analysis of Gears.
http://www.svdinc.com/classroom/classroom.html Diagnost method for rolling element bearing.
Maintenance Philoshopie.
http://www.predict-dli.com
Alan Friedman, Demodulation.
A. Barkov ,N. Barkova, Condition Assessment and Life Prediction of Rolling
Element Bearings
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

137
ANEXOS
ÍNDICE DE ANEXOS
ANEXO Nº 1 Esquema de proceso productivo CMPC Planta Laja. 139
ANEXO Nº 2 Vista panorámica del digestor continuo. 140
ANEXO Nº 3 Imágenes reductor, motor eléctrico. 141
ANEXO Nº 4 Motor hidráulico Marathon MB 1600. 142
ANEXO Nº 5 Datos técnicos de motores. 143
ANEXO Nº 6 Drenaje y purga del motor, montaje horizontal. 145
ANEXO Nº 7 Drenaje y purga del motor, montaje vertical. 145
ANEXO Nº 8 Instalación de la unidad hidráulica. 146
ANEXO Nº 9 Aceleración vibratoria. 147
ANEXO Nº 10 Acelerómetros. 147
ANEXO Nº 11 Analizador CSI 2120 y acelerómetros utilizados en las mediciones. 149
ANEXO Nº 12 Analizador CSI 2120, datos técnicos. 149
ANEXO Nº 13 Mediciones horizontales, verticales y axiales en el motor hidráulico. 153
ANEXO Nº 14 Planos esquemáticos de instalación del motor y la unidad hidráulica. 156
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

138
ANEXO Nº 1
ESQUEMA DE PROCESO PRODUCTIVO PLANTA
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

139
ANEXO Nº 2
VISTA PANORÁMICA DEL DIGESTOR CONTINUO
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

140
ANEXO Nº 3
IMÁGENES REDUCTOR, MOTOR ELÉCTRICO
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

141
ANEXO Nº 4
MOTOR HIDRÁULICO MARATHON MB 1600
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

142
ANEXO Nº 5
DATOS TÉCNICOS DE MOTORES
Unidad símbolo Métricos EE.UU. Potencia P = kW HP
Cilindrada Vi = cm3/rev. in3/rev.
Par específico TS = Nm/bar Ibf
Velocidad n = RPM RPM
Presión p = bar. Psi
Métricos
Tipo de motor
S index
Cilindrada
Vi
Par
Específico
Ts
Velocidad Nominal
n
Velocidad Máxima
n
Presión Máxima
p
Potencia máxima intermitente de
salida
P
MA 141 8890 141 56 80 350 254 MA 200 12575 200 38 55 350 254 MB 283 17768 283 385 50 350 390 MB 800-283 21 17768 283 80 130 350 575 MB 400 25145 400 28 35 350 390 MB 800-400 31 25145 400 36 50 350 515 MB 800-400 21 25145 400 56 95 350 515 MB 1150-400 21 25145 400 90 125 350 1031 MB 566 35561 566 28 35 350 515 MB 1150-566 21 35561 566 70 110 350 1031 MB 800-575 21 36121 575 42 65 350 515 MB 800 50265 800 18 25 350 515 MB 800-800 20 50265 800 28 45 350 515 MB 1150-683 21 42899 683 62 90 350 1031 MB 1150-800 21 50258 800 55 75 350 1031 MB 1150-975 21 61249 975 40 62 350 1031 MB 1150 72241 1150 38 53 350 1031 MB 1600-1375 21 86392 1375 30 43 350 1031 MB 1600 100529 1600 28 38 350 1031 MB 2400-1725 21 108383 1725 22 33 350 1546 MB 2400-1950 21 122520 1950 22 30 350 1546 MB 2400-2175 21 136657 2175 18 27 350 1546 MB 2400 150794 2400 16 24 350 1546 MB 3200 201059 3200 10 16 350 1580 MB 400 251323 4000 8 12 350 1580
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

143
DATOS TÉCNICOS DE MOTORES
Unidad símbolo Métricos EE.UU.
Potencia P = kW. HP.
Cilindrada Vi = cm3/rev. in3/rev.
Par específico TS = Nm/bar Ibf.
Velocidad n = RPM. RPM.
Presión p = bar. Psi.
EE.UU.
Tipo de motor
S index
Cilindrada
Vi
Par
Específico
TS
Velocidad Nominal
n
Velocidad Máxima
n
Presión Máxima
p
Potencia máxima intermitente de
salida
P
MA 141 542 7170 56 80 5000 340 MA 200 767 10170 38 55 5000 340 MB 283 1084 14390 385 50 5000 523 MB 800-283 21 1084 14380 80 130 5000 690 MB 400 1534 20340 28 35 5000 523 MB 800-400 31 1534 20340 36 50 5000 690 MB 800-400 21 1534 20340 56 95 5000 690 MB 1150-400 21 1534 20340 90 125 5000 1382 MB 566 2170 28780 28 35 5000 690 MB 1150-566 21 2170 28780 70 110 5000 1382 MB 800-575 21 2204 29240 42 65 5000 690 MB 800 3066 40680 18 25 5000 690 MB 800-800 20 3066 40680 28 45 5000 690 MB 1150-683 21 2618 34720 62 90 5000 1382 MB 1150-800 21 3067 40680 55 75 5000 1382 MB 1150-975 21 3738 49570 40 62 5000 1382 MB 1150 4408 58480 38 53 5000 1382 MB 1600-1375 21 5270 69920 30 43 5000 1382 MB 1600 6132 81360 28 38 5000 1382 MB 2400-1725 21 6611 87700 22 33 5000 2072 MB 2400-1950 21 7473 99150 22 30 5000 2072 MB 2400-2175 21 8336 110600 18 27 5000 2072 MB 2400 9198 122050 16 24 5000 2072 MB 3200 12265 162750 10 16 5000 2117 MB 400 15330 203440 8 12 5000 2117
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

144
ANEXO Nº 6
DRENAJE Y PURGA DEL MOTOR
Montaje horizontal
ANEXO Nº 7
DRENAJE Y PURGA DEL MOTOR
Montaje vertical
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

145
ANEXO Nº 8
INSTALACIÓN DE LA UNIDAD HIDRÁULICA
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

146
ANEXO Nº 9
ACELERACIÓN VIBRATORIA
ANEXO Nº 10
ACELERÓMETROS
El acelerómetro es uno de los transductores más versátiles, siendo el más común el
piezoeléctrico (cuarzo) por compresión. Este se basa en el principio, que cuando se comprime
un retículo cristalino piezoeléctrico, se produce una carga eléctrica proporcional a la fuerza
aplicada. La medición proporciona los siguientes parámetros: aceleración de la vibración,
velocidad de vibración y variación de vibración.
Vo
Vo
Vo
Do
Do
F máx
F máx
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

147
De este modo se caracterizan las vibraciones con precisión. Los acelerómetros son
portátiles y sus valores medidos se pueden almacenar parcialmente, los acelerómetros
utilizados se mostraran a continuación.
ACELERÓMETRO (de baja) 0,500 mV/g.
ACELERÓMETRO (de alta) 100 mV/g.
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

148
ANEXO Nº 11
ANALIZADOR CSI 2120 Y ACELERÓMETROS UTILIZADOS EN LAS
MEDICIONES
ANEXO Nº 12
ANALIZADOR CSI 2120, DATOS TÉCNICOS
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

149
DIMENSIONES FÍSICAS
Alto:273.1 mm, ancho:174.6 mm
espesor:38.1 mm
Peso: 2.15 Kg
Teclado de 41 teclas e iluminadas
Señales de entrada 2mA, 20V
(nominal).
Suministro de energía para sensor del
Instrumento
Temperatura de trabajo: 0-50°C
Humedad relativa: 0-95 %
Alimentación Eléctrica:
Batería recargable de 7.2 V 2.4
Amp.
Tiempo de recarga 2.5 Hrs.
Tipos de señales de entrada:
Señales dinámicas
Señales DC
Señales de taco generador
Señales de entrada teclado
Señales de entrada de temperatura
Display LCD
76.2*101.6 mm
320*240 pixeles
Pantalla iluminada
Entradas tipos de sensor:
Sensores portables.
Acelerómetros, sensores de velocidad,
sensores de temperatura
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

150
ESPECIFICACIONES PARA MEDICIÓN
Conversor A/D: 16 Bits
Numero de promedios: 1-9999
Modos de premediación;
Normal
Peak hold
order Trading
Full escala: 3mV a 21 V
Ventanas: Hanning o uniforme
Capacidad de almacenaje datos:
Memoria interna: 512 a 1 Mb
Memoria externa : 2 a 4 Mb
Rango de frecuencia:
10 Hz mínimo
40 Khz máximo
Integrador automático de
corrección
Nº de almacenamiento de espectros:
2000 espectros con 400 líneas de
resolución
incluyendo, espectros, formas de onda y
tendencia para 200-300 puntos de
Resolución: 100-3200 líneas o 6400
líneas de resolución
Impresión: por puerto serial con
impresora
Modelo 720
Medición Comunicaciones:
RS 232 por puerto serial
19.6 a 115.2 kb audios
Conexión por PC y redes
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

151
Acelerometro
Filtro paso alto Display
FFT
Cto. retenedor de peakCto. detector rectificador
Conversor A/DFiltro antialiasing
Frecuencia de muestreo 100 KHz
A40 KHz
1
2.56 x Fmax
Diagrama de bloque analizador CSI 2120
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

152
ANEXO Nº13
MEDICIONES HORIZONTALES, VERTICALES Y AXIALES EN EL MOTOR HIDRAULICO
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

153
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

154
ANEXO Nº 14
MOTOR UNIDAD HIDRÁULICA
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

155
ANEXO Nº 14
DIMENSIONES DEL MOTOR
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

156
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)

157
Create PDF files without this message by purchasing novaPDF printer (http://www.novapdf.com)