Embed Size (px)
Citation preview

Manufacturing Rev. 7, 34 (2020)© S.R. Oke et al., Published by EDP Sciences 2020https://doi.org/10.1051/mfreview/2020029
Available online at:https://mfr.edp-open.org
REVIEW
An overview of conventional and non-conventional techniquesfor machining of titanium alloysSamuel Ranti Oke1,2, Gabriel Seun Ogunwande3, Moshood Onifade4, Emmanuel Aikulola3, Esther Dolapo Adewale3,Olumide Emmanuel Olawale3, Babapelumi Ebun Ayodele5, Fredrick Mwema6, Japheth Obiko7,and Michael Oluwatosin Bodunrin8,9,*
1 Department for Management of Science and Technology Development, Ton Duc Thang University, Ho Chi Minh City,Vietnam
2 Faculty of Civil Engineering, Ton Duc Thang University, Ho Chi Minh City, Vietnam3 Department of Metallurgical and Materials Engineering, Federal University of Technology Akure, PMB 704, Ondo State,Nigeria
4 Department of Mining and Metallurgical Engineering, University of Namibia, P.O. Box 3624, Ongwediva, Namibia5 National Agency for Science and Engineering Infrastructure, PMB 391 Garki, Abuja, Nigeria6 Department of Mining, Materials and Petroleum Engineering, Dedan Kimathi University of Technology, Nyeri, Kenya7 Department of Mechanical Engineering, Jomo Kenyatta University, Nairobi, Kenya8 School of Chemical and Metallurgical Engineering, University of the Witwatersrand, Johannesburg 2050, South Africa9 African Academy of Sciences, Nairobi, Kenya
* e-mail: m
This is anO
Received: 8 June 2020 / Accepted: 23 August 2020
Abstract.Machining is one of the major contributors to the high cost of titanium-based components. This is asa result of severe tool wear and high volume of waste generated from the workpiece. Research efforts seeking toreduce the cost of titanium alloys have explored the possibility of either eliminating machining as a processingstep or optimising parameters for machining titanium alloys. Since the former is still at the infant stage, thisarticle provides a review on the common machining techniques that were used for processing titanium-basedcomponents. These techniques are classified into two major categories based on the type of contact between thetitaniumworkpiece and the tool. The two categories were dubbed conventional and non-conventional machiningtechniques. Most of the parameters that are associated with these techniques and their correspondingmachinability indicators were presented. The common machinability indicators that are covered in this reviewinclude surface roughness, cutting forces, tool wear rate, chip formation and material removal rate. However,surface roughness, tool wear rate andmetal removal rate were emphasised. The critical or optimum combinationof parameters for achieving improved machinability was also highlighted. Some recommendations on futureresearch directions are made.
Keywords: Titanium alloys / lubrication conditions / tool wear rate / finite element simulations /cutting forces / surface roughness / material removal rate
1 Introduction
Despite the attractive combination of properties that hasseen titanium and its variants transcend predominantlyfrom the aerospace and military applications in the 1950sto other niche applications � automotive, chemical, andbiomedical � as we have today, the challenge of difficultmachining is still persistent [1,2]. Hence, the long covetedwidespread use of titanium-based alloys remains far frombeing realised. The attributes of titanium and its alloys
penAccess article distributed under the terms of the CreativeComwhich permits unrestricted use, distribution, and reproduction
which include low thermal conductivity, low elasticmodulus, high chemical reactivity and high temperaturestrength qualify titanium-based alloys as difficult-to-machine material [3,4]. In fact, titanium and nickel-basedalloys are considered the most difficult-to-machinestructural materials used in engineering applications [5].The poor thermal conductivity of titanium and itsvariants, the heat generated at the interface betweenthe tool and workpiece and low volumetric heat capacityof titanium and its alloys retard dissipation of heat to thesurrounding. So, about 80% of the heat generated at theinterface is conducted by the tool, hence causing rapid toolwear [6–9]. The low elastic modulus of titanium alloys
monsAttribution License (https://creativecommons.org/licenses/by/4.0),in any medium, provided the original work is properly cited.

2 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
leads to high spring back which causes vibrations duringmachining and ultimately results in poor surface finish[8,10]. This poor surface finish is not desirable in machinedtitanium workpiece as they may contain stress raisers likecracks [3,4] which would initiate fatigue failure under in-service conditions. The difficulty experienced duringmachining of titanium-based alloys varies with alloychemistry, machining techniques, design and geometry ofcutting tools and components, to mention a few.
A corollary to difficult machining of titanium-basedalloys is high cost of manufacturing.Machining remains themost significant factor contributing to the high cost oftitanium and its alloys [11]. The process accounts for 40%of the total cost of manufacturing titanium-based compo-nents [12]. Additionally, nearly 95% of bulk titaniummaterial is machined away as swarf when manufacturingsome aerospace grade components [12,13]. To fully takeadvantage of the high specific strength, excellent corrosionresistance and excellent biocompatibility of titanium-based alloys when making highly efficient automotiveengines and affordable biomedical implants for orthopedictreatments, the challenges posed by machiningduring processing of titanium-based components must beresolved.
Research efforts seeking to solve this problem haveexplored two major approaches. The first approach is amore recent one and it involves developing processingroutes that minimize or exclude machining as one of theprocessing steps. Notable examples are conventionalpowder metallurgy or additive manufacturing processes[14–16] for producing near-net shaped components. Themajor disadvantage these techniques have is that large andcomplex shaped components are not be easily manufac-tured. Other examples of the first approach are advancedsolid-state processes like FAST-forge [11,17] and FAST-DB processes [18]. These processes have been used toproduce near-net shaped profiles with comparable proper-ties to wrought alloys produced from conventionalprocessing routes. In the FAST-forge process, titaniumpowder or swarf is consolidated using a combination of fieldassisted sintering technology (FAST) and a one-stepprecision hot forging, to produce a near-net shaped profile.FAST-DB is a process of developing functionally gradednear-net shaped components by consolidating powders ofdissimilar metals or alloys using FAST-forge process. Thefunctionally graded components are produced as a result ofdiffusion bonding (DB) between the dissimilar powders[17]. Since these advanced techniques are still at the infantstage and still requires lots of research efforts to fullybecome a commercially viable process, the availableliteratures on this approach are limited and are notconsidered beyond this point in this review.
The second approach involves optimising machiningparameters with the global objective of achieving thehighest possible productivity and minimal waste genera-tion [19–21]. Optimisation has become necessary because ofthe large number of parameters that influence themachinability of titanium alloys [4,22]. These parametersare interdependent and their influence on machinabilityvaries with different machining techniques. The differentparameters influencing machining are presented in the
subsequent sections of this review. Waste reduction duringmachining is imperative because it is a major criterion thatmust be met to achieve sustainable manufacturing. To thisend, machinability indicators such as cutting forces andtool wear rate must be lowered, tool life must be enhanced,chip formation must be easily controlled, surface finish ofworkpiece must improve, and metal removal rate must bemaximized.
With the availability of numerous machining techni-ques, it is impossible to capture all the parameters affectingmachinability in a single study. Hence, researchers havestudied different sets of machining parameters with the aimof achieving the aforementioned objectives. This resulted ina huge number of publications on machining of titaniumalloys such that each machining technique has a wide rangeof articles which considered the effects of differentcombination of machining parameters on some machin-ability indicators. To date, it is extremely challenging towrite a comprehensive review article on the machining oftitanium alloys [4]. However, the large number of researcharticles on titanium alloys has called for a good number ofhigh-quality reviews which focused on the different aspectsof machining. For example, Ezugwu andWang [6] reviewedthe machinability of titanium alloys and provided detailedinformation on the effect of cutting parameters on somemachinability indicators. They established that tungstencarbide tools offered the best performance during machin-ing of titanium alloys. Raman et al. [23] carried out acritical review on the performance of cutting tools duringhigh speed milling and turning of titanium alloys. Theyindicated that binderless cubic boron nitride (BCBN) toolsare best suited for high speed machining. Veiga et al. [4] intheir review on machinability of titanium alloys focused onturning process and gave a detailed account on theinfluence of titanium properties on several machinabilityindicators. Niknam et al. [3] in their review on machinabil-ity and machining of titanium alloys focused on millingprocess and established that high surface temperature wasthe main reason for poor surface roughness. They coveredextensively the different factors affecting chip formationduring machining of titanium alloys. These above statedexamples focused on one or more aspects of machiningtechniques that involve direct contact between cutting tooland the workpiece. In other reviews, Gupta et al. [24]among other researchers [25] have focused on machiningtechniques that do not require contact between the tool andthe workpiece.
In this paper, we have identified different machiningtechniques and group them into conventional and non-conventional techniques based on the contact between thetool and the workpiece. Each category of machiningtechniques has several review articles which has helpedreaders to keep up with the recent advances in titaniummachining, but to the best of the authors’ knowledge, asingle review article which covers both conventional andnon-conventional machining techniques is rarely available.Hence, we attempt to provide a succinct review whichcaptures the prominent machining techniques for titaniumprocessing. The authors believe that this review will be ofgreat benefit to researchers who are just developing newinterest in titanium machining as it gives a succinct

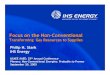
Fig. 1. Tool crater section measurement of ISOK30WC (a) wear of rake face and (b) crater geometry with cutting speed=90m/min,feed=0.1mm/rev, cutting time=5min, reuse with permission from Springer Nature, Yang et al. [46].
S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 3
account of the different machining techniques, theimportant machining parameters and key machinabilityindicators. The experienced and new researchers can easilyrefer to the wide range of other research and review articlesthat are captured in this paper for further reading. Thispaper did not cover the description of machining operationsas there are numerous comprehensive reviews [8,25–29] ona specific type of machining technique for titanium alloys.
2 Machining techniques
There is an increase in the demand for titanium alloysespecially in the aerospace industries [30,31]. In aerospaceindustries, titanium alloys are not only used for making fanblades, landing gear and other engine parts, but also formaking fasteners for new lightweight carbon fiber fuselageand wings [32]. An example is the transition to carbon fiberfuselage and wings in Airbus A380-800, a major changefrom the materials selected for Airbus A340 [32,33]. Thechoice of using titanium alloys particularly for carbon fibrefuselage fasteners is informed by its superior compatibilitywith carbon in comparison to aluminum alloys [33]. Also,increase in bone fractures in the ageing population hasincreased the demand for affordable titanium-basedimplants and medical devices for orthopedic and dentaltreatments [34–36]. Consequently, a wide range ofmachining techniques are now being explored to increaseproduction of titanium parts [37]. These techniques arediscussed under the broad topics of conventional machin-ing and non-conventional machining.
3 Conventional machining
The major signature of conventional machining is thatthere is direct contact between the cutting tool and theworkpiece. As shown in Supplementary Table S1, thedifferent machining operations under this category includeturning, milling and drilling which are performed under dryor wet conditions [38–40]. These operations have other
variants such as micro milling, face milling, planar milling,angular milling, horizontal drilling, directional drilling,ultra-precision machining to mention a few [41–43].Table S1 suggests that Ti-6Al-4V was mostly investigatedand the different cutting parameters that were consideredare equally listed. The parameters for these operations aresimilar but machining conditions are not the same.Researchers had often investigated the influence ofparameters such as depth of cut, spindle speed, spindlepower, cutting material, cutting speed, feed rate onmachinability indicators such as the tool wear rate, chipformation and surface roughness of the workpiece. Thedisparities in machining conditions make it difficult tocompare results. In conventional machining, one of thecommon practices to date is to cut titanium at lowercutting speed but with high depth of cut [33,44]. Thismakes it impossible to achieve typical rapid productionrate that is obtainable in steel machining. Damage toworkpiece and cutting tools has been reported as the majorchallenge faced when machining titanium-based alloysusing any of the conventional machining operations [45].Figures 1 and 2 show cutting tool damage characterized byflank wear, crater wear and rake face wear [46,47].
Tominimize tool wear rate, improve surface integrity ofworkpiece, understand dominant mechanisms for tool wearand establish optimal parameters for specific machiningoperation, different conditioning of the workpiece or toolwere performed. The conditioning approach involved usinglubrication [48–50], laser or plasma heating, cryogeniccooling [49], intermittent cutting [51] or combination oftwo or more of these conditions [52–54]. Additionally, thein-service performance of existing and newly modifiedcutting tools was evaluated [9,55–58].
3.1 Conditioning of workpiece or tool
This section provides an overview of the differentconditioning methods that have been used to reduce toolwear and surface roughness of workpiece during conven-tional machining of titanium and its variants. To fully

Fig. 2. SEM image of the worn surface of (a) cBN rake face and (b) cBN flank face under through coolant turning with cuttingspeed=250m/min, feed=0.1mm/rev, and depth of cut= 0.15mm and cutting time=55s, reuse with permission from Springer Nature,Aramesh et al. [47].
4 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
appreciate the importance of these conditioning methods,the effects of dry machining on cutting forces, tool life andsurface finish are first described. Tool wear rate andsurface roughness are machining responses that are usedto measure tool life and surface finish of the workpiece.The various conditioning methods covered in this sectionare discussed based on tool wear rate and surfaceroughness.
3.1.1 Dry machining
As mentioned earlier, machining titanium and its alloyscomes with generation of heat at machining zone, highspring back, diffusion of elements between the tools andworkpiece. All these affect the surface finish of theworkpiece and the tool life [3,6]. In dry machining, dueto lack of externally aided cooling, heat is generated at thetool-chip interface of the machining zone and does notdissipate easily to the surroundings. Hence, heat isconducted by the tool and causes rapid tool wear. Forexample, tungsten carbide tool that is supposed to be one ofthe best cutting tools for titanium machining has a tool lifeof <5min when used under dry machining conditions andthis is even less at higher cutting speed [8,59]. The use ofcoated tools was explored as an alternative to increase toollife in dry machining, it was found that tool life could beextended to about 10min based on optimised cuttingparameters, but the challenge of built up edges which increasesurface roughness remained [8].Generally, the surfacefinish ofworkpiece during dry machining is poor, at low cuttingspeed, titanium undergoes strain hardening which promotesthe formation of built up edges. These built up edges areprecursors to poor surface finish of titanium workpiece.
While high temperature generated during dry machin-ing may be beneficial in terms of lowering cutting forces, itdoes not necessarily translate to improved tool life orsurface finish. Therefore, high rate of tool wear and poorsurface finish induced by thermal and residual stressesmake dry machining unattractive for shaping titanium andits alloy [48]. To improve surface roughness and tool life,different external assisted conditions were developed to
improve machining response. Of these conditions, lubrica-tion techniques using different cutting fluids are firstdiscussed in Section 3.1.2.
3.1.2 Lubrication
Lubrication techniques can be classified into continuousflooding lubrication or minimum quantity lubricationdepending on the volume and flow rate of cutting fluidthat is applied during machining. Typical cutting fluidsinclude water-based emulsion which contains complexpetrochemical compounds and vegetable oil-based fluidssuch as canola oil, palm oil, castor oil, sesame oil andsunflower oil [8]. The formulation of the different cuttingfluids, and advantages and disadvantages have beenhighlighted by Osman et al. [60]. Flooding of the machiningzone with cutting fluids of about 100L/h is a commonpractice in conventional machining as it provides coolingeffect and lubrication [61]. Depending on the choice ofcutting fluid, the heat generated at the cutting area iseffectively cooled using water as cutting fluid for example,the continuous flooding helps in effectively removing chipswhich also conduct away the heat generated [10]. Shouldthe fluid contain lubricant like soluble or straight oil aswater cannot lubricate effectively, it reduces the coefficientof friction at the tool-chip interface [8,10]. Consequently,this improves surface finish of workpiece and the tool life.Namb and Paulo [62] investigated machinability of Ti-6Al-4V at varied cutting speed of 45, 90, 135m/min, depth ofcut of 0.5 and 0.75mm and feed rate of 0.1,0.2 and 0.3mm/rev. They found that tool life increased by 30% incomparison with dry machining when cutting fluidcontaining 75% water was applied. Cutting at highercutting speed of about 135m/min and feed rate of 0.3mm/rev was possible and excellent surface finish was obtainedon the machined Ti-6Al-4V.
It has been reported that increasing the pressure ofcutting fluids during wet machining improves tool life andsurface finish of titanium alloys [49]. High pressure waterjet assisted machining (HPWJAM) has also beenperformed on Ti555-3 alloy, it was reported that chips

S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 5
were broken by the water at optimal pressure of 200 barand this resulted in lowering the temperature at the tool tipand improving tool life from eight minutes in drymachining to twenty-two minutes in HPWJAM. At alower pressure of 100bar, cutting forces was reduced by23% [63]. In another study, Ayed and Geriman [64]reported that the tool life increased by a factor of 8 duringHPWJAM of Ti555-3. The cutting speed of up to75mm/min gave good machinability but above this speed,the HPWJM was ineffective. The tool notch wear wassignificantly affected by feed rate due to high strain ratesensitivity of the alloy. The wear mechanism changed fromplastic deformation, adhesion and abrasion to solelyadhesion when lubrication changed from conventional toHPWJAM. Similar observation of reduction in cuttingforces and residual stresses have been reported by otherauthors on high pressure water jet assistedmachining of Ti-6Al-4V alloy [65–67].
The major drawback of continuous flooding machiningis that it does not meet the requirements for sustainablemanufacturing. There are concerns on environmentalsafety due to disposal of used cutting fluids. Also, highenergy consumption associated with pumping of thecutting fluids is another challenge. Therefore, researchershave considered alternative lubrication techniques such asminimum quantity lubrication (MQL) [49] or minimumquantity cooling lubrication (MQCL) [68] and atomiza-tion-based cutting fluids (ACF) [69] where only about 50�100mL/h of cutting fluid are required to achieve improvedtool life and surface integrity of the titanium workpiece.A comprehensive review of these techniques was donerecently by Revuru, et al. [8] on Ti-6Al-4V and Pervaizet al. [50] on Ti6Al-4V and other biomedical grade alloys�Ti 6Al7Nb, Ti13Nb13Zr and Ti12Mo6Zr. The summary ofthe review articles indicated that MQCL offer the bestmachinability in comparison with other techniques such asdrymachining and continuous floodingmachining. Cuttingforces and tool wear were lowered due to lubrication effectof the oil mist while compressed air offered cooling whichalleviated thermal stresses during machining [49,70].MQCL offered good machinability in Ti-6Al-4V evenat high feed rate (0.3mm/rev) and cutting speed(150mm/min) when flow rate was 100ml/hr [71]. Thiswas possible because the compressed air and oil penetratedinto the tool-workpiece interface. Like the traditionalflooding technique, the MQCL technique was improvedthrough the introduction of nano particles like Cu, MoS2,Al2O3 and graphite [70] that act as solid lubricants orthrough combination with other process like cryogeniccooling [70]. However, the authors reported that thisapproach was not cost effective and may not be sustain-able. Overall, there is need for more studies involvingoptimisation of MQCL technique because studies fromseveral authors show that machining outcomes aresignificantly dependent on cutting parameters, flow rateof the fluid as well as alloy chemistry [10,60,72,73].
Apart from the lubrication techniques discussed in thissection. The other externally assisted machining techni-ques include thermal assisted machining [74], cryogenictreatment [54] and electro-pulse treatment. [43,75]. Thesetechniques are discussed in Sections 3.1.3 to 3.1.5.
3.1.3 Laser assisted machining
Titanium alloys such as a+b Ti-6Al-4V and near betaTi553 exhibit high temperature strength but the near alphaalloys such as BTi-6431S have even higher high tempera-ture strength in comparison with the a+b and near betaalloys such that they could maintain their strength up to600 °C. Consequently, thermal assistant in form of pre-treatment using induction heating is applied to theworkpiece to soften the material before machining.It was reported that cutting forces reduced significantlyusing this approach, but high thermal load on the tool ledto rapid tool wear [52]. The use of laser or plasma as heatsource in thermal assistant machining offers localizedheating at the region to be machined such that only thevolume of metal to be removed is targeted. Laser heatsource is preferred to plasma due to higher heating density,controllable spot size and heat affected depth [42].The effect of laser assisted machining on cutting forces,tool life and surface integrity of machined parts waspreviously investigated. Findings have shown that cuttingforces reduced under laser assisted machining conditionregardless of alloy compositions. The heat from the lasersoftens the work material and consequently reduces theenergy required for cutting. In contrast, findings on theeffect of laser assisted machining on tool life and surfacefinish have been inconsistent. Sun et al. [76] and Dandenkeret al. [77] have reported significant improvement in tool lifewith laser assisted machining of Ti-6Al-4V alloy, whileBermingham et al. [78,79] reported that temperatureincrease from thermal assistance of the laser enhanceddiffusion induced tool wear, hence reducing the tool lifeduring machining of Ti-6Al-4V. This was corroborated bythe finding of Gao et al. [80] during laser assistedmachiningof near alpha alloy. It was reported that laser assistedmachining cannot significantly improve tool life duringmachining of BTi-6431 S. On the surface roughness ofmachined titanium parts, LAM effect has remainedinconclusive as divergent results were obtained.Additionally, studies on LAM have focused more onevaluating cutting forces, tool life and chip formation. Theeffect of LAM on chip formation of titanium alloys is highlydependent on machining parameters and alloy composi-tion. Sun et al. [81] evaluated the effect of laser beamon chip formation during laser assisted machining ofTi-6Al-4V. They found that two types of segmented chipsand additional continuous chip were formed. The nature ofthe chips formed and transition of the chip from one form tothe other were strongly influenced by cutting speeds andlaser power. At low and high cutting speeds different typesof segmented chips were observed while the continuouschip that was formed in between the segmented chips wasstrongly influenced by laser power.
Braham-Brouchnak et al. [52] conducted a study on thelaser assisted machining of Ti553-3 alloy, a more difficult-to-machine alloy than Ti-6Al-4V. The researchers adoptedoptimised parameters recommended by Germain et al. [82]for laser positioning during machining of Ti-6Al-4V.For the Ti-5533 alloy, the authors found that laserassistance reduced cutting forces significantly especiallywhen surface temperature is high, but surface roughness

Fig. 3. Observation of white bands in the shear zones of chip formed during laser assisted machining of Ti555-3 alloy, cutting speed =90m/min and feed=0.15mm/rev, cutting tool=CP 500, reuse with permission from Springer Nature, Bouchnak et al. [52].
6 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
was not affected. The surface temperature was greatlyinfluenced by cutting parameters and it increased withdecreasing depth of cut, cutting speed and feed rate. Thealloy exhibited white bands within the shear zones of thechip (Fig. 3) as evidence of severe plastic deformation oradiabatic heating during machining. This differ from theobservation of Germain et al. [82] on laser assistedmachining of Ti-6Al-4V where such white bands werenot seen.
In another study on Ti-6Al-4V and BTi-6431S near-alpha titanium alloy, it was also found that varying laserpower has significant effect on the cutting forces and thiseffect is alloy dependent. Average reduction of cutting forcewas 31.96% in Ti-6Al-4V when laser power was observedwith laser power of 1382W while 16.95% reduction wasreported for the same laser power in BTi-6431S near-alphatitanium alloy. Additionally, tool wear mechanismchanged from flank wear in conventional machining todiffusion mechanism in laser assisted machining of bothalloys [80].
3.1.4 Cryogenic cooling
Cryogenic conditioning involves the use of liquid nitrogenwith temperature of ‑196 °C to either treat the cutting toolor cool the cutting zone during machining [83].The advantage of this approach is that it is environmen-tally friendly because the use of lubricants that are notenvironmentally friendly is eliminated. Some researchersreported that tool wear rate was reduced since workpiecewas less sticky and coefficient of friction was minimizedwhen cryogenic cooling was applied [8,53]. Additionally,feed force and cutting force were significantly reduced upto 50% under optimised conditions during machining ofTi-6Al-4V [84,85]. In a recent study by Park et al. [49], itwas shown that cryogenic treatment was only beneficial atthe initial stage of milling as tool wear rate and cuttingforces reduced. However, with increasing milling time,Ti-6Al-4V hardens as a result of the continuous cooling byliquid nitrogen. Therefore, cutting forces and tool wear rateincreased with prolonged milling time. It was recom-
mended that cryogenic treatment should only beapplied on the tool to prevent tool wear and to reducecutting force.
On the surface roughness of machined workpiece,researchers have shown that cryogenic treatment of tooloffer superior surface finish over dry machining andcontinuous flooding machining [53,86]. It is important topoint out that researchers focused more on understandingthe effect of cryogenic cooling on tool wear rate, chipformation and cutting force rather than surface finish of theworkpiece.
3.1.5 Electro-pulse treatment and intermittent cutting
Single point diamond turning (SPDT) also known as ultra-precision machining (UPM) [51] is becoming an attractivemachining operation for titanium alloys. However, due topoor surface integrity and high rate of tool wear caused bythe chemical and mechanical interaction of titanium alloysand the tools, the process has suffered some setbacks.Research efforts are underway to improve SPDT viaelectro-pulse treatment (EPT) and intermittent cutting.Wu and To [75] showed that the EPT improved theplasticity of Ti-6Al-4V by refining the grains as EPTfrequency increased. This led to improved machining interms of lower surface roughness in the nanometer rangeand cutting forces (Fig. 4) when compared to SPDTwithout electro-pulse treatment. The improvement insurface roughness is also shown in the surface topographyimage presented in Figure 5. Shallow valleys and shortridges are evident after EPT.
Apart from the electro-pulse treatment, Yip and To[43,87] in different studies showed that using magnetic fieldgenerated eddy current damping effect or intermittentcutting enhanced surface finish of Ti-6Al-4V and thematerial removal rate. The intermittent cutting wasachieved by pre-cutting microgrooves on the Ti-6Al-4Valloy prior to SPDT. Thesemicrogrooves served as physicalspaces which allow for escape of heat from the diamondcutting zone during SPDT and consequently improvedmachinability of the alloy.

Fig. 4. Reduction in (a) cutting forces and (b) surface roughness due to Electro Pulse Treatment during ultra-precision machining ofTi-6Al-4V, reused with permission from Springer Nature, Lou et al. [51].
Fig. 5. Surface topographies of ultra-precision machined Ti-6Al-4V sample, (a) before EPT and (b) with EPT, reuse withpermission from Springer Nature, Lou et al. [51].
Fig. 6. Thickness of TiC layer as a function of molybdenumequivalent, reuse with permission from Elsevier, Hatt et al. [33].
S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 7
3.1.6 Exploration of cutting tools
The different tool types and grades that are used inconventional machining operations are listed in Table S1[117,119–121,124–132]. Although different tool wear mech-anisms such as plastic deformation, adhesion and abrasionwere mentioned in the preceding paragraphs, crater wearhas been reported as the main mechanisms affecting the lifespan of cutting tools especially at cutting speed of 61–122m/min [33,88]. Crater wear is considered as theprecursor for flank wear since crater wear must cause edgedamage before plastic deformation progresses to the toolflank [32,33]. Hatt et al. [32,33] have recently investigatedthe mechanism of crater wear in detail. They establishedthat diffusion bond occurred between the workpiece andthe tool, resulting into the formation of (Ti,V)C layer. Thisdiffusion bond was caused by chemical reaction at theinterface of the workpiece and WC tool. It was reportedthat all titanium alloys form diffusion bond with the toolexcept Ti-6246 and this can be described in terms of therelationship between the thickness of the TiC layer formedand molybdenum equivalent. As shown in Figure 6, TiChas higher thickness in commercially pure titanium, butthe thickness of the layer depleted with increasingmolybdenum equivalent in a+b and b alloys. SEMimages corroborating this hypothesis are presented inFigure 7. They concluded that TiC reduced the propensity
of cutting tool to crater wear and as such commerciallypure titanium and other alpha alloys have bettermachinability in comparison with other types of titaniumalloys.
As shown in Table S1, Tungsten carbide based tools aremostly used in conventional machining [53,86], butresearchers have explored different alternatives to mini-mize or prevent tool wear through coating, imprintingmicrogrooves, electrical insulation [39] or comparingdifferent tools with newly designed ones. Maity andPradhan [89] reported that improved machinability wasobtained when microgrooves were imprinted on the rake

Fig. 7. SEM-BSE images of the TiC reaction layer interface between the Wc-6%Co tool insert and CP-Ti;Ti-834; Ti-407; Ti-64;Ti-54M; Ti575; and Ti-6246 reuse with permission from Elsevier, Hatt et al. [33].
8 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
surface of the tool prior to machining. Ren et al. [9]compared PCD and PCBN tools during dry turning oftitanium. It was reported that polycrystalline diamond(PCD) tool had better wear resistance to polycrystallinecubic boron nitride (PCBN) tool. It also offered superiorsurface finish at high cutting speed. Pervaiz et al. [59]showed that TiAlN coated inserts using physical vapourdeposition (PVD) performed better at high cutting speed(90mm/min) than the uncoated inserts, but uncoatedcutting inserts should be used at lower cutting speed asthey offered better machinability in that condition.An et al. [55] compared (Ti,Al)N+TiN and Ti (C, N)+Al2O3+TiN coated and uncoated tools during facemilling of Ti-6242S and Ti-555 alloys. The (Ti,Al)N+TiN tool was coated using physical vapour depositionwhile (Ti,Al)N+TiN was coated using chemical vapourdeposition. They found that (Ti,Al)N+TiN coated tool hadsuperior wear resistance and exhibited longer tool life underall face milling conditions. In general, the uncoatedexhibited inferior machining performance in comparisonwith the coated. The uncoated tool suffered severely fromadhesive and abrasive wear.
3.1.7 Summary of conventional machining processes
The studies above clearly indicate that researchers haveconsidered different approaches [90–100] to improve lifespan of cutting tools and machinability of titanium alloysin general. However, due to the large number of variablesinvolved, improved machinability is restricted to thespecific machining operation and type of alloy investigated.In fact, inmost cases, only a few of the factors that influencemachining are accommodated in experiments in order toavoid large experimental matrix and associated cost.Consequently, mathematical modelling, numerical simula-tion, Taguchi experimental design, full factorial experi-mental design and finite element modelling are now beingutilised in studying the influence of machining parameterson the tool life and machinability of titanium alloys[20,38,67,90–92]. These paved way for incorporating a largenumber of machining variables for modelling and simu-lations and the outcomes are validated experimentally.The benefit of adopting these research methods is that costof experiment can be reduced significantly and the bestcombination of parameters for a specific machining
operation can be obtained. Despite these efforts, thedependency of machining outcomes on alloy chemistry andthe huge amount of material machined away as swarfduring conventional machining techniques make it imper-ative to explore non-conventional machining operations.Additionally, the improvements in machinability usingthese conventional techniques have not necessarily trans-lated to higher production rate in manufacturing oftitanium-based components.
3.2 Non-conventional machining
Over the years there have been campaigns to develop newmethods that would resolve the difficulties associated withcutting tools during machining of titanium alloys and otherhard-to-cut metals. Therefore, machining operations whichdo not require any form of contact between the tool and theworkpiece began to gain attention. Some of the commonmachining techniques covered in this review includeelectrochemical machining (ECM) [101], laser beammachining (LBM) [81,102], electrical discharge machining(EDM) [103], chemical machining [104] and magneticabrasive finishing, a surface finishing technique [105,106].Among these techniques, the chemical machining processhas not received so much attention in recent time.The process involves masking the area of the titaniumworkpiece that is not to be machined with a chemicallyresistant material while the area to be machined isdissolved in a strong chemical reagent [104]. The othernon-conventional machining techniques started as far backas early 1940s when titanium alloys began to emerge as apotential commercial material. To date, ECM, LBM andEDM are still very much in use and still receivingconsiderable amount of attention from researchers. Thesame principle of non-contact between the tool and theworkpiece hold for ECM, LBM and EDM. The problems ofhigh rate of tool wear and residual stresses on workpiecethat are associated with conventional machining arecontrolled to a higher degree. However, incidence of heataffected zone and recast layers have been reported inelectric discharge machining [107,108] as well as laser beammachining [109]. This is because materials removal in LBMand EDM processes is achieved by melting and evapora-tion. Figure 8 shows the recast layers formed on the surfaceof Ti-3Al-2.5V subjected to powder mixed dielectric

Fig. 8. Recast layers shown in scanning electron images of Ti-6Al-4V subjected to mixed powder dielectric during micro-EDM atdifferent concentrations (a) 6 g/l, (b) 8 g/l, (c)10 g/l and (d) 12 g/l, reuse with permission from Elsevier, Sharma et al. [108].
S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 9
micro-EDM [108]. The major advantage of non- conven-tional machining processes is that machining of any hard-to-cut metal to high accuracy is possible regardless of thecomplexity of the shape. These processes can also be usedfor machining at both large and micro scales, butmachining at micro scale may require additional accessorylike in the case of wire or vibration assisted ECM [110,111]and jet-ECM [112]. Another non-conventional machiningprocess that differs from the LBM, EDM and ECM isultrasonic machining (USM) [113]. The process waspatented in the 1950s and was originally developed todrill holes in brittle materials such as ceramics withhardness higher than HRC 40 [27,29,42,114]. However, ithas been applied successfully on titanium alloys and othertough materials [29,114]. This technique differs from othernon-conventional techniques in that there is an indirectcontact between the workpiece and the tool, leading toreduced tool life, but the ultrasonic vibration limits toolwear in comparison with the conventional machiningprocess. Additionally, the problem of recast layer andheat affected zone experienced in EDM and LBM areeliminated.
The detailed descriptions of all the principles ofoperation of the various non-conventional machiningtechniques are well documented [25,27,28] and as such,not within the purview of this paper. Table S2 showsa summary of some of the research work that was carriedout on the non-conventional machining of titanium and itsalloys. Similar to the conventional machining in Table S1,Ti-6Al-4V is the most investigated alloy. In these studies,the researchers measured machinability with two primaryindicators which include the material removal rate (MRR)
and surface roughness (Ra). The independent parametersthat affect the MRR and Ra when these non-conventionaltechniques are used are presented in Table 1. Researchersvary these parameters and report on the optimumcombination of parameters for efficient machining oftitanium alloys.
3.2.1 Electrical discharge machining
Recently, researchers have conducted more studies on theEDM process than other non-conventional techniques.Hence, the higher number of articles published on a widerange of studies involving the EDM processes. Two criticalreview articles on the principles of EDM and theirparametric effects on machinability of titanium alloyswere published recently [25,28]. The authors highlightedthe different parameters affecting MRR, tool wear andsurface roughness in EDM machining. Additionally, theynoted that outstanding progress has been made using amixed machining method like ultrasonic assisted EDMover other EDM processes including wire-EDM, sinkingEDM, powder EDM and micro EDM. When carrying outEDM at micro scale, electrode wear was considered as themajor concern because it determines sparking conditionsfor metal removal. They indicated that copper electrodehas low wear rate in comparison with graphite, brass andzinc but, it offered less MRR in micro- EDM and EDM atlarger scales. Tubular electrode was reported to havesuperior resistance to tool wear when compared withcylindrical tool. Therefore, tool material and geometry areimportant factors to consider when selecting micro-EDMtool. They mentioned that recast layer which is one of

Table 1. Typical parameters considered during non-conventional machining.
Parameters Machining techniques
EDM USM LBM ECM
Material removal rate * * * *Tool /Electrode wear rate * * * *Surface roughness * * * *Electrolyte fluid velocity, m/s – – – *Applied voltage * – – *Type of electrolyte used / Dielectric fluid * – – *Concentration of electrolyte – – – *Initial interelectrode gap thickness, mm * – – *Back pressure of electrolyte – – – *Flow rate – – – *Pulse frequency * – * –
Duty ratio * – – –
Pulse on/off time * – – –
Pulse interval/duration * – * –
Track displacement – – – *Layer thickness – – * –
Lamp current intensity – – * –
Tool scan speed – – – *Gas Pressure – – * –
Interval time – – * –
Power * * * *Slurry type – * – –
Slurry grit size – * – –
Slurry concentration – * – –
Tool type * * – *
* parameters considered; � parameters that are excluded.
10 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
the challenges of micro-EDM process can be well controlledby controlling the voltage of the process.
Table 2 shows some of the dielectric fluids that wereused for EDM of titanium and its alloys. Dielectric fluidshave been identified as a critical parameter that hassignificant influence on EDM performance [133,134].Figure 9 shows some of these fluids and their effects onMRR, relative electrode wear rate (REWR) and surfaceroughness. It can be seen that the use of compounddielectric fluid containing water, tap water and 0.5 vol.%hydrogen peroxide showed higher MRR and lower toolwear in comparison with other dielectric fluids such askerosene, EDM oil and other variants modified throughsilicon carbide (SiC) or Aluminum (Al) powder.
With moderate increase in viscosity of dielectric fluidcombined with the use of rotating electrode, MRR can beimproved [135].
For large scale EDM, pulse on time, and peak currentare the most significant factors which affect the overallperformance of the EDM process. Also, rotating electrodemay increase surface roughness and high electricaldischarge often induce surface defects on the surface ofthe titanium workpiece. Hybrid process such as integrating
USM and EDM has been reported to improve dischargeefficiency, improve MRR and minimize thickness of recastlayer [135].
3.2.2 Electrochemical machining
Electrochemical machining (ECM) is a controlled anodicdissolution process for shaping titanium and its alloys[101,104]. In recent times, it has received more researchattention from researchers than the LBM and USMtechniques. Dyaminor et al. [142] showed that it waspossible to reduce the machining time of a titaniumrotor cast blade for vortex pump using electrochemicalmachining. The machining was performed in 15–20% NaClat 20–25 °C, 45–65 A cm2. A good surface finish ranked asclass 6–7 was obtained but rounding of the blade edges wascompleted on a lathe machine.
In ECM, the choice of electrolyte has been identified asone of the critical parameters for successful machining oftitanium and its alloys. Bernard [101] investigated theelectrochemical machining of CP-Ti, Ti-2.5Cu, Ti-6Al-4Vand Ti-4Al-4Sn-4Si in potassium bromide electrolytesof varying concentrations. These alloys are essentially

Table 2. Effect of different dielectric fluids on titanium alloys under eclectic discharged machining.
Dielectric fluids Powder Additives/Compositions
Alloys Effect Ref.
EDM oil B4C Ti-6Al-4V MRR increased; Ra reduced; and EWR increased. [136]EDM oil Al,Cr,SiC, Fe gTiAl Al gave the highest MRR and lowest
Ra among the additives.[137]
Pure water SiC Ti-6Al-4V MRR increased; Ra reduced. [138]Pure water Urea CP-Ti MRR improved; EWR increased; and wear
resistance of machined surface of workpieceimproved due to formation of TiN thin layer.
[139]
Distilled water – Ti-6Al-4V Distilled water showed superior performancein comparison with kerosene in terms ofimproved MRR and surface finish
[140]
Kerosene SiC, Al Ti-6Al-4V SiC mixed with kerosene offered the best MRR.Using either Al or SiC led to inferior surface roughness
[141]
Compounddielectric fluid
Water, tap waterand 0.5 vol. %hydrogen peroxide
TC4 MRR, EWR and Ra are all improved in comparisonwith kerosene and distilled water.
[135]
Fig. 9. Effect of dielectric fluids on MMR, REWR and surfaceroughness during EDM on Ti-6Al-4V, reuse with permission fromSpringer Nature, Wang et al. [135].
S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 11
classified as a and a+b alloys. It was found that thematerials dissolved in these solutions at the transpassiveregion with efficiencies greater than 100% except at lowcurrent densities where significant passivation of alloysoccur, and material removal rate is depleted. The authorconcluded that the addition of NaCl to the potassiumbromide solutions improved dissolution of materials at lowcurrent densities. Liu et al. [112] also showed that mirrorlike surface finish of machined titanium was obtained inNaCl, but NaNO3 yielded uneven metal removal which ledto poor surface finish. Davydor et al. [143] published areview article on the electrochemical machining of titaniumexplaining how combinations of electrolytes could helpimprove the effectiveness of the process. They reportedthat the amount of titanium in the alloys have significantinfluence on the choice of electrolytes to be used andthe overall performance of electrochemical machining.
However, no attention was given to optimisation of otherparameters that influence the effectiveness of the process.Recently, it was shown that modifying tool geometryalongside electrolyte combinations could help improvesurface finish of titanium alloys machined using the ECMprocess. Yu et al. [116] studied the electrochemicalmachining of titanium in NaCl-ethylene glycol electrolyte.The study focused on solving the problem of electrolyterefreshment by using rotary helical electrode whichfacilitated easy removal of electrolysis products. Variedelectrolytes were used, and results showed that 1 Mol/LNaCl-ethylene glycol electrolyte was suitable for machin-ing titanium with good surface finish and high precision.Optimum conditions were 11V, 400 rpm spindle speed,200 kHz, electrode feed rate of 0.3mm/s and duty ratio of30%.
Hizume and Natsu [144] evaluated the influence ofmachining parameters on ECM characteristics of titaniumalloy. One major challenge they addressed was the removalof passive film formed on the machined surface at lowcurrent density. Current density varies during scanning bythe tool and this causes uneven surface during machining.They showed that optimizing the voltage could helpmitigate uneven surface during ECM of titanium alloys.Apart from the voltage of the ECM system, electrolyte flowis another parameter that was considered by researchers.Dhobe et al. [115] investigated the surface characteristics oftitanium subjected to different velocity of electrolyte flowand voltage. They found that higher flow velocity andapplied voltage increased material removal rate and thesurface finish was improved. Surface roughness was withinthe acceptable range for biomedical implants. Titaniumoxide layer was found on machined surface henceimproving corrosion and chemical resistance of thetitanium (CP-Ti) workpiece.
Since ECM was successfully applied on both a anda+b titanium alloys, some researchers considered tryingthe process on b titanium alloys which are considered

12 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
more difficult to machine using the conventional techni-ques. Liu et al. [112] evaluated the jet electrochemicalmachining (JECM) of Ti-10V-2Fe-3Al alloy. A schematicrepresentation of the JECM process is shown in Figure 10.The alloy had poor machinability when subjected to
Fig. 10. Schematic representation of jet ECM process, reusewith permission from Elsevier, Liu et al. [112].
Fig. 11. SEM images showing (a) microgroove (s-shaped) feature(c) B and (d) C, reprinted with permission from Elsevier, Liu et a
mechanical machining but was successfully machinedusing ECM with the optimum machining parametersbeing 24V, 0.6mm IEG, 2.1 L/mm flow rate and 15%NaCl. This combination of parameters yielded a materialremoval rate of 10.062 g/min. JECM allows for multidi-rectional flow of electrolyte and this makes it a potentialprocess for the manufacture of 3D components with highdimensional accuracy. Liu et al. [118] explored thefeasibility of making groove on Ti-1023 alloy (Fig. 11)using JECM. Applied voltages, IEG, electrolyte flow rate,nozzle travelling speed were varied to find the optimumprocess condition. It was found that 24V, 0.6mm IEG,2.1 L/min flow rate and 23mm/s nozzle travelling ratewere the optimum parameters for generating highcomplex surface structure on Ti-1023 alloy. Averagesurface roughness was 0.273mm, machining occurredbeyond the breakdown potential.
Similar to the EDM process, ECM could also be used toachieve machining at microscale regardless of the alloytype. Wang et al. [111] showed that the combined use ofNaCl and NaNO3 could effectively be used for electro-chemical machining of deep narrow slits on TB6 alloy.The authors developed a vibration apparatus whichstabilized the process. A vibration frequency of 50Hzand amplitude of 0.05m yielded a max feed rate of2.2mm/min and led to an excellent surface finish andefficient current distribution. Anasane and Bhattacharyya[145] assessed the fabrication of microfeatures on titanium
machined by JECM with details of different marked areas (b) A,l. [112].

Fig. 12. Possible factors affecting beam machining performance (metal removal rate and surface roughness), reuse with permissionfrom Springer Nature, Ahmed et al. [109].
Table 3. RSMFCCCD and the selected experimental results, reuse with permission from Springer Nature, Ahmed et al.[109].
Run order I (%) f (kHz) V (mm/s) TD (mm) LT (mm/scan) MRRth (mm3/8) MRRact (mm3/8) MRR (%) Ra (mm)
1 75 20 200 12 1 24.00 18.00 75 1.002 75 20 200 8 1 16.36 20.45 125 1.133 80 15 300 10 2 66.67 33.33 50 1.274 75 10 400 8 1 30.51 38.14 125 1.175 80 15 300 10 2 66.67 33.33 50 1.14
S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 13
by ECM micromachining. It was found that microtoolcould help reduce the voltage for anodic dissolution oftitanium from typical range of 10–12V to 6–7V. Microtoolvibration could deliver a current density of 0.28–0.43 A/mm2 for controlled anodic dissolution of titanium alloy. Athigher voltages, microtool vibration led to stray currentswhich caused a tapered hole. The authors recommendedthat insulation coating of microtools used in ECM couldhelp improve the process and prevent the formation oftapered hole. He et al. [110] also showed that a diamondshaped hole could be generated on a TC4 titanium alloyusing a multi-physical field coupling for generatingvibrations assisted electrochemical machining. The vibra-tion facilitated a reciprocating motion of the cathode toolsuch that insoluble matter was discharged in the surface ofthe titanium alloy in the processing region. The findingsfrom these works suggest that vibration assisted ECMcould potentially offer significant progress in terms ofmachinability of titanium alloys as already noted invibration assisted EDM.
3.2.3 Laser beam machining
Prior to 2008, a few studies were carried out on laser beammachining of titanium-based alloys. The findings of thesestudies were captured by Dubey and Yadava [146] in theirreview. They reported that CO2 and Nd.YAG lasers werethe most common lasers that were available. The laserswere used for machining large parts from metallic
workpiece and had the potential for machining micro-parts. Due to limited amount of studies on micro-machining using laser, they concluded that lasermachining of thick workpiece for microparts needconsiderable amount of research work. They reportedthat obtaining optimum parameters for laser machiningwould improve machining outcomes but using singleobjective during optimisation may not yield the bestresults as improvement in one objective may affect theother objectives. Hence, they suggested that researchersshould incorporate multi-objective optimisation toimprove the overall performance of LBM. As at 2008,they recommended that parameters such as beam spotdiameter, thermal conductivity and reflectivity of work-piece must be considered when improving laser beammachining in subsequent works. The studies carried outsince the review of Debby and Yedava in 2008 [106] haveconsidered one or more of their recommendations. Forexample, the machinability of Ti-6Al-4V using laser beammachining was explored by Ahmed et al. [109] in 2019.They showed that machinability indicators such as metalremoval rate and surface roughness of titanium areinfluenced by a wide spectrum of parameters as shown inFigure 12. The parameters considered are shown inTable 3.
Of these variables, five parameters which include lampcurrent intensity (I), pulse frequency (f), scanning speed(V), track displacement (TD) and layer thickness (LT)were varied, and their influence on material removal rate

Table 4. Optimisation selection criteria and other details, reuse with permission from Springer Nature, Ahmed et al.[109].
Response Goal Lower Target Upper Fit
MRR Target 0 100.00 383.33 100.00Ra Minimum 0.97 7.75 0.965
Table 5. Response prediction and solutions from mathematical models, reuse with permission from Springer Nature,Ahmed et al. [109].
Run order I(%)
f(kHz)
V (mm/s) TD (mm) LT (mm/scan) Ra fit MRR fit CD
1 75 10.3 249.58 12 1.12 0.965 100.00 1.0002 75 10.7 400 8.66 1.07 0.975 110.13 0.9813 75 20 212.18 8.29 1.06 0.971 114.98 0.9724 77.63 18.05 390.79 8.11 1.07 1.022 95.39 0.9725 75.98 20 306.95 8 1 0.966 93.18 0.965
14 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
and surface roughness was established. The authors usedMRR and surface roughness as multiple-objective func-tions to be optimised, they targeted a machine response of100% MRR and surface roughness (Ra) of 0.967 asindicated in Table 4. They noted that having absolutecontrol of the laser beam machining such that 100%material removal rate and good surface finish are achievedper laser scan is difficult to achieve experimentally. Hence,Response Surface Method (RSM)-based face-centeredcentral composite design (FCCCD) and analysis ofvariance (ANOVA) were used to optimize LBM para-meters and these optimised parameters were validatedexperimentally. The results obtained from optimisationindicated that the targeted 100% material removal rateand Ra of 0.965 could be achieved when machiningparameters were set to laser intensity �75%, pulsefrequency �10.33Hz, scanning speed �230m/s, trackdisplacement �12mm and layer thickness �1.11mm asshown in Table 5. The composite desirability was found tobe 1.00 which suggested that the model was robust. Theseoptimised parameters were validated experimentally andMRR was 97.75%, a value that was 2.25% less than thepredicted MRR, while Ra was 0.9 which was about 5% lessthan the model prediction.
Farasati et al. [147] in another study optimised the lasermicromachining of Ti-6Al-4V using response surfacemethodology and analysis of variance. Taper hole andmaterial removal rate were the multiple indicators thatwere used to assess machinability of the alloy, it was foundthat material removal rate was significantly influenced bywait time while taper hole was largely controlled by laserpower and pulse frequency. Experimental verification ofthe optimised machining parameters showed that an errorof about 10% was obtained.
In addition to laser micromachining in air, underwaterlaser machining of titanium alloys has been explored bysome researchers. This technique reduces heat affectedzones, thermally induced defects and microcracks that areassociated with laser beam machining in air [148–150].
3.2.4 Ultrasonic machining
Ultrasonic machining was patented in 1951 by LewisBalamuth [151]. It is a non-thermal and non-chemicalprocess and does not cause residual stress or metallurgicalchanges to the workpiece. It was originally designed formachining of ceramics and other brittle materials.The process has now been successfully applied on titaniumalloys. The combination of operating parameters deter-mines relative productivity irrespective of the property ofthe workpiece and tool. Generally, subzero temperature ispreferred to ambient and high temperatures when carryingout ultrasonic machining. Other factors that contribute tohigher material removal rate is high slurry concentrationand larger abrasive grits [29]. Churi et al. [113] evaluatedthe influence of process parameters such as feed rate,spindle speed and ultrasonic power on the cutting force,material removal rate and surface roughness. It was foundthat increasing feed rate and spindle speed increased thecutting force, metal removal rate and surface roughness.However, spindle speed did not have any significant effecton material removal rate. Their study showed that surfaceroughness decreased when ultrasonic power was increased,but it does not have any influence material removal rate.The effect of ultrasonic power on cutting force (Fig. 13)showed that below a critical ultrasonic power value of 50%,the cutting force reduced. Beyond this value, cutting forceincreased.
Singh and Khamba [114] showed that it was possible todrill holes in titanium and its alloys without surfacedamage like cracking. They emphasised that hardness ofthe workpiece was not the criteria for obtaining highmaterial removal rate but combined effect of compositionof titanium alloys and the mechanical properties relative tothe tool. Singh and Khamba [90] showed throughmathematical modeling that tool wear rate in ultrasonicmachining of titanium-based alloys is significantly affectedby tool type (stainless steel), ultrasonic power rating(450W), and slurry grit size (500 grit). Kumar and

S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 15
Khamba [42] used dimensional analysis to model materialremoval rate for ultrasonic machining of titanium alloy.They found that optimum MRR can be achieved by usinga tool material of higher hardness (cemented carbide),higher power rating (400W), coarse slurry (220 grit) andhard abrasive (B4C). The most significant parameter forobtaining higher material removal rate was power ratingfactor as it accounted for 42%, followed by abrasive type,slurry grit size (17.2%) and tool materials (13.2%). Kumar[123] investigated the relationship between the surface
Fig. 13. Effect of ultrasonic power on cutting forces in USM,reuse with permission from Taylor and Francis, Churi et al. [113].
Fig. 14. Possible factors affecting ultrasonic machining performpermission form Springer Nature, Kumar [123].
integrity andmicrohardness of ultrasonic machined CP-Ti.Figure 14 shows the cause and effect diagram thatsummarised the parameters considered in their study.Taguchi experimental design and ANOVA was used inoptimising the USM parameters. It was found that theoptimum value of surface roughness was 0.36mm whentough and ductile tool (titanium alloy), brown aluminaslurry (softer) with very fine grit size of 18mm and lowestpower rating of 100W were used. On the microhardness ofthe workpiece, they established that an inverse relationshipexists between microhardness and the rate of energy inputin the workpiece. Hence hardness increased as rate ofenergy input decreased in the workpiece. ANOVAwas usedto determine the major factors influencing the rate ofenergy input; it was shown that slurry size and powerrating were the two major contributors to energy input at45% and 27.2% respectively. To reduce the time andresources involved in measuring surface roughness ofmachined parts, the researchers correlated the microhard-ness values obtained from the workpiece with the surfaceroughness using quadratic regression. As indicated inFigure 15, the microhardness of the workpiece after USMoperation can be used to estimate the surface roughness ofthe workpiece.
3.2.5 Magnetic abrasive finishing
Magnetic abrasive finishing (MAF) is a non-conventionalmachining process where machining is carried out underthe influence of magnetic field and magnetic abrasiveparticles. It was first developed in the 1930s but was onlyfinalised in the 1960s [152]. The process has developed intoa full-blown finishing process in the last 10 years [152]. Both
ance (metal removal rate and surface roughness), reuse with

Fig. 15. Correlation between surface roughness (SR) and micro-hardness, reuse with permission from Springer Nature, Kumar[123]. Fig. 16. Schematic representation ofMAF, (a)magnetic brush is
formed once magnetic field is applied between the magnetic poles;(b) magnetic brush contacts the micro-peak at the surface of theworkpiece; and (c) the surface peak is removed. Reuse withpermission from Elsevier, Fan et al. [158].
Fig. 17. Flow chat describing the preparation of MAF finishingmedia, reuse with permission from Elsevier, Fan et al. [158].
16 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
ferrous and nonferrous metals can be machined using thisprocess [153,154]. The major advantage of this process isthat workpiece can be machined to obtained high qualitysurface finish in the nanometer range. Also, planar surfacefinish, cylindrical surface finish, intricate parts andfinishing of other complex shaped profiles can be achievedusing MAF [105,106,155]. Like other non-conventionalmachining process, a huge number of parameters influenceMAF performance. These parameters include magneticabrasive type, abrasive particle, magnetic device, work-piece material, working gap, grinding oil, rotational speed,finishing time and axial vibration. The most prominentmachinability indicator is surface roughness althoughmetal removal rate, removal weight and dimensionalaccuracy are equally measured as machining responses[152].
A brief schematic description of the MAF principle ispresented in Figure 16 where magnetic brush is formedbetween the working gap between the magnetic poles andworkpiece upon the application of magnetic field.The magnetic brush contacts the workpiece and removesthe metal at the surface to obtain a fine surface finish. Moredetailed information on the process principles, criticalparameters and limitations of this process can be found inHeng et al. [152]. The review of Heng et al. [152] did notrefer to any study that involvedmagnetic abrasive finishingof titanium and its alloys. Since high quality surface finishis a critical requirement for high performance titaniumalloys used in aerospace, automotive and biomedicalindustries, the different MAF approaches that researchersexplored to enhance the surface finish of titanium alloys arepresented in the succeeding paragraphs.
Barman and Das [155,156] developed a novel magneticpolishing tool from Nd-Fe-B alloy and optimised thegeometry, dimensions and configuration for the purposeof improving the surface finish of Ti-6Al-4V alloy.They designed two tool paths namely parallel and spiralpaths for the MAF and evaluated the effect on surfaceroughness of the Ti-6Al-4V. They found that the parallelpath offered the best surface finish. Surface roughness ofthe workpiece was reduced from 180 nm to 10 nm, a 94.4%reduction. The optimum parameters which influenced this
result were tool speed of 12000 rpm, 1mm working gap and6.30 hours finishing time.
Burman and Das [157] showed that Ti-6Al-4V implantto be used for femoral knee joint can be polished to therequired 3D surface finish using magnetic field assistedfinishing process. The optimum parameters for achievingthe surface roughness in the nanometer range of 5–16 nmwere tool speed of 901 rpm, 0.6mm working gap and 4.30finishing time.
Fan et al. [158] developed a finishingmedia containing acombination of shear thickening fluid, carbonyl iron(250mm) and silicon carbide (150mm) particles asillustrated in Figure 17. The finishing media was used to

S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 17
enhanceMAF of Ti-6Al-4Vworkpiece. The finishing mediacontained different concentrations (10%, 15%, 17% and20%) of the shear thickening fluid. The surface roughness ofthe workpiece was reduced from 1.57mm to 54 nmrepresenting an improvement of 95% in surface finish.The optimum parameters that was used to achieve thisimprovement were feed rate of 15000mm/min, spindlerotational feed of 900 rpm, 15% shear thickening fluid and0.8mmworking gap. Li et al. [159] showed that the shape ofthe magnetic head had significant influence on theperformance of MAF when used for surface polishing of1mm Ti-6Al-4V wire. They investigated different taperangles (0, 25, 35°) and found that at taper angle of 37°, toolspeed of 800 rpm, processing time of 300s and abrasiveparticle size of 178mm, the surface roughness of 1mmTi-6Al-4V wire was reduced to 0.28mm from 0.9mm.
Similar to the EDM process, MAF can be improvedby incorporating ultrasonic vibration or electrolyticassistance [153,160]. These hybrid machining methodshave been applied mostly on steel, but Zhou et al. [160]reported that the surface integrity and fatigue strengthof titanium part can be improved using ultrasonicmagnetic abrasive finishing. They found that surfaceroughness reduced from 1.38 to 0.4mm. Also, the tensilestress of a milled titanium part changed from 280MPa tocompressive 20MPa after ultrasonic magnetic abrasivefinishing.
3.2.6 Summary of non-conventional machining processes
From these studies, more parameters are involved duringnon-conventional machining operations in comparisonwith the conventional machining. Despite this, for eachtechnique, researchers have established the criticalparameters that have major influence on the metalremoval rate and surface roughness for the differentmachining techniques. Although most of these studieshave focused on Ti-6Al-4V alloy, the non-conventionalmachining techniques have been used to successfullymachine some a+b and b titanium alloys that arereportedly more difficult-to-machine using the conven-tional techniques. This suggests that alloy chemistry maynot significantly cause difficulty when adopting thesetechniques in machining a wide range of titanium alloys.Only a few studies on these techniques focused onelectrode or tool wear, this suggests that tool wear ratein is not a major concern in most of these techniques as thecase would be in conventional machining operations.There is no direct evidence indicating that thesetechniques increase production rate, but ability to controlmaterial removal rate without significant degradation oftool suggest that waste generation frommachining processcould be lesser than in conventional machining. Rapid toolwear which is common in some conventional machiningcontributes to the volume of waste generated and highcost of machining. Also, poor surface finish resulting fromdamaged tool contributes to waste incurred from theconventional machining process. Hence, non-conventionaltechniques may offer cost effectiveness in machining oftitanium and its alloys, but this must be investigated toascertain this claim.
3.3 Comparing conventional and non-conventionalmachining techniques
From the results presented in the articles considered in thisreview, it was difficult to compare the various machinabili-ty indicators obtained from conventional and non-conventional machining techniques. This is becauseresearchers explored different machining conditions evenfor the same alloy and machining technique. Furthermore,the machinability indicators for the broad categories ofmachining techniques differ to some extent. For example,conventional machining techniques reported mostly onchip formation, cutting forces and tool life while non-conventional techniques reported on metal removal rateand electrode wear rate for techniques where electrodes areused. The onlymachinability indicator that is prominent inboth categories of machining techniques is surfaceroughness. Hence, in this section, we compare theperformance of conventional and non-conventional ma-chining techniques using surface roughness as a criterion.Table 6 present the surface roughness of differentmachining techniques obtained at the different optimummachining conditions for different alloys. We note thatexcept for ultra-precisionmachining andmagnetic abrasivemachining, the surface roughness values of the alloys werein the micrometer range (0.7–4.22mm) regardless of thecategory of machining techniques. It is unclear whichmachining technique will be more affordable if a targetedsurface roughness value is to be achieved. It is the opinionof the authors that research in this direction may helpprovide insights into cost reduction of titaniummachining.UPM andMAF, although they belong to different categoryof machining techniques, they offer very fine surface finishin the nanometer range. Therefore, researchers mayconsider studying which of these techniques is affordableshould a target of 10 nm surface roughness be set. Similarapproach can be applied to other machinability indicators.Tool wear rate can be set as targeted criterion forcomparing machining techniques and determining themost effective in terms of cost, performance and versatility.
4 Summary and future directions
Titanium based alloys are difficult-to-machine, hence theircomponents are highly priced. The challenges associatedwith titanium machining include high rate of tool wear,poor surface finish of workpiece, high energy consumption,low productivity during manufacturing and high rate ofwaste generation from machined workpiece. These chal-lenges have been ascribed to low thermal conductivity, lowmodulus of elasticity, high temperature strength andchemical composition of titanium alloys. The machiningtechniques used for the manufacturing of titanium-basedcomponents were reviewed and classified based on contactbetween the workpiece and tool. The first category ofmachining is the conventional machining operations whichinvolve contact between the workpiece and the tool, whilethe second category are non-contact machining processesor non-conventional machining techniques. The conven-tional operations are essentially milling, drilling and

Table 6. Surface roughness as a function of conventional and non-conventional machining techniques.
Machining Techniques Category Alloys Surface roughness (mm) Ref.
Fiber laser micro machining Conventional Ti-6Al-4V 4.22 [45]Laser-assisted machining Conventional Ti5553 1.83 [52]Turning machining (Wet) Conventional Ti-6Al-4V 1.83 [10]Machining /MQCL Conventional Ti-6Al-4V 0.80 [68]Ultra‑precision machining Conventional Ti-6Al-4V 0.014 (14 nm) [43]Ultra-precision machining Conventional Ti-6Al-4V 0.017 (17 nm) [51]Wire electric discharge machining Non-conventional CP-Ti; Grade 2 2.48 [122]Electrical discharge machining Non-conventional Ti-6Al-4V 3.00 [161]Electrical discharge machining Non-conventional CP-Ti; Grate 2 2.96 [162]Laser beam machining Non-conventional Ti-6Al-4V 2.37 [109]Jet electrochemical machining Non-conventional TB6 0.78 [118]Jet electrochemical machining Non-conventional TB6 0.23 [112]Jet electrochemical machining Non-conventional Ti1023 0.27 [118]Electrochemical machining Non-conventional TB6 0.75 [111]Electrochemical machining (ECM) Non-conventional Pure titanium 2.40 [115]Magnetic abrasive finishing Non-conventional Ti-6Al-4V 0.010 (10 nm) [155]Magnetic abrasive finishing Non-conventional Ti-6Al-4V 0.054 (54 nm) [158]
18 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
turning, while the non-conventional processes are electricaldischarge machining, laser beam machining, electrochemi-cal machining, ultrasonic machining andmagnetic abrasivefinishing. Tool wear rate, cutting forces, chip formation andsurface roughness are the typical machineability indicatorsthat are evaluated in the conventional machining techni-ques, while material removal rate and surface roughness arethe major machinability indicators that are measured innon-conventional machining techniques. Althoughresearchers provided optimum parameters for achievingthe machinability indicators in both categories of machin-ing techniques, it was obvious that critical parameters forobtaining good machinability is only specific to a type ofoperation or alloy. Some of the notable findings reported onthe improvement of machinability of titanium alloys for thetwo categories of machining techniques are stated asfollows:
– In conventional machining, lubrication and cooling areessential for improved machinability. The use of MQCLhas been found to be effective in reducing cutting forces,improve tool life, enhance surface finish of titaniumworkpiece and reduce environmental pollution.–
Combining MQCL with cryogenic cooling of cutting toolor adding nano-sized solid lubricants like graphite,alumina and boron carbide could further enhancemachinability of titanium alloys. However, this approachis considered expensive.–
Carbide tools remain the most preferred cutting tool formachining titanium alloys. The performance of thesetools may be enhanced through coating to improvemachinability outcomes.–
Intermittent cutting and electro-pulse treatment inultra-precision machining are effective in obtaining veryfine surface finish in the nanometer range.–
In non-conventional machining, EDM and ECM are themost investigated techniques. The choice of dielectricfluid and electrolyte play significant role in achievinggood machinability in EDM and ECM respectively.–
In EDM, compound dielectric fluid has been noted tohave superior performance over other dielectric fluidssuch as EDM oil, kerosene, distilled water and othervariants which has alumina, silicon carbide and boroncarbide as solid additives.–
In ECM, NaCl electrolyte has been found to be moreeffective in improving machining outcomes. However,the flow velocity and flow direction of the electrolytesmust be optimised.–
The type and size of abrasive particles have significanteffect on machining outcomes during USM of titaniumalloys. Selecting the preferred abrasive particles dependson alloy chemistry.–
There is limited amount of studies on MAF oftitanium alloys in comparison with other non-conven-tional techniques, however a very fine surface finish in thenanometer range can be obtained. The shape of themagnetic head and developing novel finishing abrasivemedia have significant influence on surface finish of theworkpiece.–
Hybrid machining techniques such as USM-EDM, Ultra-sonic-MAF are generally reported to offer superiormachinability in comparison with the individual techni-ques.Despite the above improvements, this review revealedthat there was insufficient evidence to conclude thatincreased productivity and cost reduction could beattained using either of the conventional and non-conventional machining techniques. Therefore, futureresearch directions should consider the following:

S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 19
–
Machinability of titanium alloys is sensitive to alloycomposition and results have shown that optimisedparameters for machining are only valid for alloy typeand specific machining operation. Ti-6Al-4V alloy hasdominated the research conducted on machining oftitanium and its alloys, other commercial and experi-mental alloys should be consideredmore in future work toallow for comparison of results.–
Due to large number of variables involved in machiningof titanium alloys, research methods are designed toinclude coupled computational and experimental ap-proach to minimize both research and manufacturingcost. The research designs often entail either Taguchiexperimental design or full factorial design, finite elementmodeling, statistical analysis, artificial neural networksand experimental validation. Despite these efforts, it isdifficult to compare machining outcomes because of thedisparities between the parameters investigated. It isrecommended that existing data should be used tostandardize the range of parameters to be investigated byresearchers in the future. This will allow easy comparisonof results reported in literatures as well as easycomprehension of the new developments in machiningof titanium alloys.–
Some studies should focus on cost evaluation andcomparative analyses between machining techniquesusing machinability indicators as targets. These studieswould reveal machining techniques that offer the bestperformance in terms of cost effectiveness and increasedproduction rate for targeted machinability indicators.Supplementary Material
Supplementary Table S1. Conventional machining oper-ations with parameters.Supplementary Table S2. Non-conventional machiningtechniques.The Supplementary Material is available at https://doi.org/10.1051/mfreview/2020029.
Acknowledgements.This work was supported through the AESA-RISE Fellowship Programme [ARPDF 18-03], African MaterialsScience and Engineering Network (A Carnegie-IAS RISEnetwork) and the DST-NRF Centre of Excellence in StrongMaterials. AESA-RISE is an independent funding scheme of theAfricanAcademyofSciences(AAS) implementedwiththesupportofCarnegie Corporation of New York. At The AAS, AESA-RISE isimplemented through AESA, the Academy’s agenda and program-matic platform, created in collaboration with the African UnionDevelopmentAgency (AUDA-NEPAD).Theviewsexpressed in thispublication are those of the author(s) andnot necessarily those of theAAS, AUDA-NEPAD or Carnegie Corporation.
References
1. C. Leyens, M. Peters, Titanium and titanium alloys:fundamentals and application, Wiley-VCH, Germany,2003
2. M.O. Bodunrin, J.A. Omotoyinbo, Development of low-costtitanium alloys: a chronicle of challenges and opportunities.Mater. Today Proc. (2020) https://doi.org/10.1016/j.matpr.2020.02.978
3. S.A. Niknam, R. Khettabi, V. Songmene, Machinability andmachining of titanium alloys: a review. In: J.P. Davim,editor. Mach. Titan. Alloys, Springer, Berlin, Heidelberg2014, pp. 1–30
4. C. Veiga, J.P. Davim, A.J.R. Loureiro, Review onmachinability of titanium alloys: the process perspective,Rev. Adv. Mater. Sci. 34 (2013) 148–164
5. X. Liang, Z. Liu, B. Wang, State-of-the-art of surfaceintegrity induced by tool wear effects in machining process oftitanium and nickel alloys: a review, Measurement 132(2019) 150–181
6. E.O. Ezugwu, Z.M. Wang, Titanium alloys and theirmachinability—a review, J. Mater. Process Technol. 68(1997) 262–274
7. S.H. You, J.H. Lee, S.H. Oh, A study on cutting character-istics in turning operations of titanium alloy used inautomobile, Int. J. Precis. Eng. Manuf. 20 (2019) 209–216
8. R.S. Revuru, N.R. Posinasetti, V.R. Vsn, Application ofcutting fluids in machining of titanium alloys—a review, Int.J. Adv. Manuf. Technol. 91 (2017) 2477–2498
9. Z. Ren, S. Qu, Y. Zhang, F. Sun, X. Li, C. Yang, Machiningperformance of PCD and PCBN tools in dry turningtitanium alloy Ti-6Al-0.6Cr-0.4Fe-0.4Si-0.01B, Int. J. Adv.Manuf. Technol. 102 (2019) 2649–2661
10. R.S. Revuru, J.Z. Zhang, N.R. Posinasetti, T. Kidd,Optimization of titanium alloys turning operation in variedcutting fluid conditions with multiple machining perfor-mance characteristics, Int. J. Adv. Manuf. Technol. 95(2018) 1451–1463
11. N.S.Weston,M. Jackson, FAST-forge� a new cost-effectivehybrid processing route for consolidating titanium powderinto near net shape forged components, J. Mater. Process.Technol. 243 (2017) 335–346
12. SAmaterials. Why Titanium is So Expensive. Stanf AdvMater 2014. https://samaterials.wordpress.com/2014/07/29/why-titanium-is-so-expensive/ (accessed October 22,2016)
13. N.S. Weston, M. Jackson, FAST-forge of titanium alloySwarf: a solid-state closed-loop recycling approach foraerospace machining waste, Metals 10 (2020) 296
14. L. Bolzoni, E. Herraiz, E.M. Ruiz-Navas, E. Gordo, Studyof the properties of low-cost powder metallurgy titaniumalloys by 430 stainless steel addition, Mater. Des. 60 (2014)628–636
15. L. Bolzoni, E.M. Ruiz-Navas, E. Gordo, Understanding theproperties of low-cost iron-containing powder metallurgytitanium alloys, Mater. Des. 110 (2016) 317–323
16. P.G. Esteban, L. Bolzoni, E.M. Ruiz-Navas, E. Gordo, PMprocessing and characterisation of Ti–7Fe low cost titaniumalloys, Powder Metall. 54 (2011) 242–252
17. J. Pope, M. Jackson, FAST-forge of diffusion bondeddissimilar titanium alloys: a novel hybrid processingapproach for next generation near-net shape components,Metals 9 (2019) 654
18. J.J. Pope, E.L. Calvert, N.S. Weston, M. Jackson, FAST-DB: a novel solid-state approach for diffusion bondingdissimilar titanium alloy powders for next generation criticalcomponents, J. Mater. Process. Technol. 269 (2019) 200–207

20 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
19. M.K. Gupta, P.K. Sood, V.S. Sharma, Machining param-eters optimization of titanium alloy using response surfacemethodology and particle swarm optimization underminimum-quantity lubrication environment, Mater. Manuf.Process 31 (2016) 1671–1682
20. S. Vijay, V. Krishnaraj, Machining parameters optimizationin end milling of Ti-6Al-4V, Proc. Eng. 64 (2013) 1079–1088
21. S. Kumar, A. Batish, R. Singh, T.P. Singh, A hybridTaguchi-artificial neural network approach to predictsurface roughness during electric discharge machining oftitanium alloys, J. Mech. Sci. Technol. 28 (2014) 2831–2844
22. K. Gupta, R.F. Laubscher, Sustainable machining oftitanium alloys: a critical review, Proc. Inst. Mech. Eng.Part B 231 (2017) 2543–2560
23. M. Rahman, Z.-G. Wang, Y.-S. Wong, A Review on high-speed machining of titanium alloys, JSME Int. J. Ser. C 49(2006) 11–20
24. V. Gupta, B. Singh, R.K.Mishra,Machining of titanium andtitanium alloys by electric discharge machining process: areview, Int. J. Mach. Mach. Mater. 22 (2020) 99
25. J.E. Abu Qudeiri, A.-H.I. Mourad, A. Ziout, M.H. Abidi, A.Elkaseer, Electric discharge machining of titanium and itsalloys: review, Int. J. Adv. Manuf. Technol. 96 (2018)1319–1339
26. Y. Natarajan, P.K. Murugesan, M. Mohan, S.A. Liyakath,A. Khan, Abrasive water jet machining process: a state of artof review, J. Manuf. Process. 49 (2020) 271–322
27. A.K. Singh, D.P.S. Rao, A review on ultrasonic machining oftitanium alloys, International Journal of Research andScientific Innovation (IJRSI) 7 (2018) 81–87
28. N. Singh, P.S. Bharti, A review on micro electric dischargemachining of titanium alloys, Mater. Today Proc. (2019),https://doi.org/10.1016/j.matpr.2019.08.235
29. R. Singh, J.S. Khamba, Ultrasonic machining of titaniumand its alloys: a review, J. Mater. Process. Technol. 173(2006) 125–135
30. R.R. Boyer, Titanium for aerospace: Rationale andapplications, Adv. Perform. Mater. 2 (1995) 349–368
31. R.R. Boyer, An overview on the use of titanium in theaerospace industry, Mater. Sci. Eng. A 213 (1996) 103–114
32. O. Hatt, Z. Lomas, M. Thomas, M. Jackson, The effect oftitanium alloy chemistry on machining induced tool craterwear characteristics, Wear 408–409 (2018) 200–207
33. O. Hatt, P. Crawforth, M. Jackson, On the mechanism oftool crater wear during titanium alloy machining. Wear374–375 (2017) 15–20
34. M. Niinomi, Recent research and development in titaniumalloys for biomedical applications and healthcare goods, Sci.Technol. Adv. Mater. 4 (2003) 445–54
35. H.J. Rack, J.I. Qazi, Titanium alloys for biomedicalapplications, Mater. Sci. Eng. C 26 (2006) 1269–1277
36. L.-C. Zhang, L.-Y. Chen, A Review on Biomedical TitaniumAlloys: Recent Progress and Prospect, Adv. Eng. Mater. 21(2019) 1801215
37. Yu.B. Egorova, S.V. Skvortsova, R.A. Davydenko, N.G.Mitropol’skaya, Methods for improving the effectiveness ofmachining of titanium and its alloys, Inorg. Mater. Appl.Res, 4 (2013) 46–51
38. J.D. Kechagias, K.-E. Aslani, N.A. Fountas, N.M. Vax-evanidis, D.E. Manolakos, A comparative investigation ofTaguchi and full factorial design for machinability predic-tion in turning of a titanium alloy, Measurement 151 (2020)107213
39. V.F. Pegashkin, V.I. Golubev, V.V. Medison, Use ofelectrical insulation of the cutting tool to increase tool lifewhen machining titanium alloys, Int. J. Adv. Manuf.Technol. 74 (2014) 599–614
40. N. Varote, S.S. Joshi, Microstructural Analysis of MachinedSurface Integrity in Drilling a Titanium Alloy, J. Mater.Eng. Perform. 26 (2017) 4391–4401
41. F. Hojati, A. Daneshi, B. Soltani, B. Azarhoushang, D.Biermann, Study on machinability of additively manufac-tured and conventional titanium alloys in micro-millingprocess, Precis. Eng. 62 (2020) 1–9
42. J. Kumar, J.S. Khamba, Modeling the material removal ratein ultrasonic machining of titanium using dimensionalanalysis, Int. J. Adv. Manuf. Technol. 48 (2010) 103–119
43. W.S. Yip, S. To, Sustainable Ultra-Precision Machining ofTitanium Alloy Using Intermittent Cutting, Int. J. Precis.Eng. Manuf. �Green. Technol. 7 (2020) 361–373
44. J. Sun, Y.B. Guo, Material flow stress and failure inmultiscale machining titanium alloy Ti-6Al-4V, Int. J. Adv.Manuf. Technol. 41 (2009) 651–659
45. A. Pramanik, Problems and solutions in machining oftitanium alloys, Int. J. Adv. Manuf. Technol. 70 (2014)919–928
46. S. Yang, G. Zhu, J. Xu, Y. Fu, Tool wear prediction ofmachining hydrogenated titanium alloy Ti6Al4V withuncoated carbide tools, Int. J. Adv. Manuf. Technol. 68(2013) 673–682
47. M. Aramesh, H.M. Attia, H.A. Kishawy, M. Balazinski,Observation of a unique wear morphology of cBN insertsduring machining of titanium metal matrix composites(Ti-MMCs); leading to new insights into their machinabili-ty, Int. J. Adv. Manuf. Technol. 92 (2017) 519–530
48. U. Heisel, M. Lutz, D. Spath, R. Wassmer, U. Walter,Application of Minimum Quantity Cooling LubricationTechnology in Cutting Processes 6 (1994)
49. K.-H. Park, M.A. Suhaimi, G.-D. Yang, D.-Y. Lee, S.-W.Lee, P. Kwon, Milling of titanium alloy with cryogeniccooling and minimum quantity lubrication (MQL), Int. J.Precis. Eng. Manuf. 18 (2017) 5–14
50. S. Pervaiz, S. Anwar, I. Qureshi, N. Ahmed, RecentAdvances in the Machining of Titanium Alloys usingMinimum Quantity Lubrication (MQL) Based Techniques,Int. J. Precis. Eng. Manuf. �Green. Technol. 6 (2019)133–145
51. Y. Lou, H. Wu, Improving machinability of titanium alloyby electro-pulsing treatment in ultra-precision machining,Int. J. Adv. Manuf. Technol. 93 (2017) 2299–2304
52. T. Braham, Bouchnak, G. Germain, A. Morel, J.L. Lebrun,The influence of laser assistance on the machinability of thetitanium alloy Ti555-3, Int. J. Adv. Manuf. Technol. 68(2013) 2471–2481
53. U. Kumar, P. Senthil, A comparative machinability studyon titanium alloy Ti-6Al-4V during dry turning by cryogenictreated and untreated condition of uncoated WC inserts,Mater. Today Proc. (2019) S2214785319333644
54. D. Biermann, H. Abrahams, M. Metzger, Experimentalinvestigation of tool wear and chip formation in cryogenicmachining of titanium alloys, Adv. Manuf. 3 (2015)292–299
55. Q. An, J. Chen, Z. Tao, W. Ming, M. Chen, Experimentalinvestigation on tool wear characteristics of PVD and CVDcoatings during face milling of Ti 6242S and Ti-555 titaniumalloys, Int. J. Refract. Met. Hard. Mater. 86 (2020) 105091

S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 21
56. D. Bai, J. Sun, W. Chen, T. Wang, Wear mechanisms ofWC/Co tools when machining high-strength titanium alloyTB6 (Ti-10V-2Fe-3Al), Int. J. Adv. Manuf. Technol. 90(2017) 2863–2874
57. T. Li, T. Shi, Z. Tang, G. Liao, J. Han, J. Duan,Temperature monitoring of the tool-chip interface forPCBN tools using built-in thin-film thermocouples inturning of titanium alloy, J. Mater. Process. Technol. 275(2020) 116376
58. J. Kertesz, R.J. Pryor, D.W. Richerson, R.A. Cutler,Machining Titanium Alloys with Ceramic Tools, JOM 40(1988) 50–51
59. S. Pervaiz, I. Deiab, B. Darras, Power consumption and toolwear assessment when machining titanium alloys, Int. J.Precis. Eng. Manuf. 14 (2013) 925–936
60. K.A. Osman, Ü.H.Ö. nver, U. Seker, Application ofminimum quantity lubrication techniques in machiningprocess of titanium alloy for sustainability: a review, Int. J.Adv. Manuf. Technol. 100 (2019) 2311–2332
61. R. Evans, 2 � Selection and testing of metalworking fluids.In: V. P. Astakhov, S. Joksch, editors. Metalwork. FluidsMWFs Cut. Grind., Woodhead Publishing; 2012, p. 23–78
62. M. Namb, D. Paulo, Influence of Coolant inMachinability ofTitanium Alloy (Ti-6Al-4V), J. Surf. Eng. Mater. Adv.Technol. 1 (2011) 9–14
63. T.B. Bouchnak, Etude du comportement en sollicitationsextrêmes et de l’usinabilite d’un nouvel alliage de titaneaeronautique: le ti555-3. phdthesis, Arts et MétiersParisTech, 2010
64. Y. Ayed, G. Germain, High-pressure water-jet-assistedmachining of Ti555-3 titanium alloy: investigation of toolwear mechanisms, Int. J. Adv. Manuf. Technol. 96 (2018)845–856
65. M. Vosough, V. Kalhori, P. Liu, I. Svenningsson, Influence ofhigh pressure water-jet assisted turning on surface residualstresses on Ti-6AL-4V alloy by measurement and finiteelement simulation, 2004, p. 107–113
66. M. Vosough, F. Schultheiss, M. Agmell, J.-E. Ståhl, Amethod for identification of geometrical tool changes duringmachining of titanium alloy Ti6Al4V, Int. J. Adv. Manuf.Technol. 67 (2013) 339–348
67. Y. Ayed, C. Robert, G. Germain, A. Ammar, Developmentof a numerical model for the understanding of the chipformation in high-pressure water-jet assisted machining,Finite. Elem. Anal. Des. 108 (2016) 1–8
68. S. Pervaiz, A. Rashid, I. Deiab, C.M. Nicolescu, Anexperimental investigation on effect of minimum quantitycooling lubrication (MQCL) in machining titanium alloy(Ti6Al4V), Int. J. Adv. Manuf. Technol. 87 (2016)1371–1386
69. S. Ganguli, S.G. Kapoor, Improving the performance ofmilling of titanium alloys using the atomization-basedcutting fluid application system, J. Manuf. Process 23(2016) 29–36
70. K.-H. Park, G.-D. Yang, M.-G. Lee, H. Jeong, S.-W. Lee, D.Y. Lee, Eco-friendly face milling of titanium alloy, Int. J.Precis. Eng Manuf. 15 (2014) 1159–1164
71. Pervaiz, et al. � 2016 � An experimental investigation oneffect of minimum.pdf n.d.
72. X. Qin, L. Gui, H. Li, B. Rong, D. Wang, H. Zhang, et al.Feasibility Study on the Minimum Quantity Lubrication inHigh-Speed Helical Milling of Ti-6Al-4V, J. Adv. Mech. Des.Syst. Manuf. 6 (2012) 1222–1233
73. G. Le, Coz, M. Marinescu, A. Devillez, D. Dudzinski, L.Velnom, Measuring temperature of rotating cutting tools:Application to MQL drilling and dry milling of aerospacealloys, Appl. Therm. Eng. 36 (2012) 434–441
74. A.K. Parida, K. Maity, FEM and experimental analysis ofthermal assisted machining of titanium base alloys,Measurement 152 (2020) 107292
75. H.B. Wu, S. To, Effects of electropulsing treatment onmaterial properties and ultra-precision machining oftitanium alloy, Int. J. Adv. Manuf. Technol. 82 (2016)2029–2036
76. S. Sun, M. Brandt, M.S. Dargusch, Thermally enhancedmachining of hard-to-machine materials—A review, Int. J.Mach. Tools. Manuf. 50 (2010) 663–680
77. C.R. Dandekar, Y.C. Shin, J. Barnes, Machinabilityimprovement of titanium alloy (Ti-6Al-4V) via LAM andhybrid machining, Int. J. Mach. Tools. Manuf. 50 (2010)174–182
78. M.J. Bermingham, W.M. Sim, D. Kent, S. Gardiner, M.S.Dargusch, Tool life and wear mechanisms in laserassisted milling Ti-6Al-4V, Wear 322–323 (2015)151–163
79. M.J. Bermingham, P. Schaffarzyk, S. Palanisamy, M.S.Dargusch, Laser-assisted milling strategies with differentcutting tool paths, Int. J. Adv. Manuf. Technol. 74 (2014)1487–1494
80. Y. Gao, G. Wang, M.J. Bermingham, M.S. Dargusch,Cutting force, chip formation, and tool wear duringthe laser-assisted machining a near-alpha titaniumalloy BTi-6431S, Int. J. Adv. Manuf. Technol. 79(2015) 1949–1960
81. S. Sun, M. Brandt, M.S. Dargusch, The Effect of aLaser Beam on Chip Formation during Machining ofTi6Al4V Alloy, Metall. Mater. Trans. A 41 (2010)1573–1581
82. G. Germain, P. Dal Santo, J.L. Lebrun, Comprehension ofchip formation in laser assisted machining, Int. J. Mach.Tools. Manuf. 51 (2011) 230–238
83. Y. Ayed, G. Germain, A.P. Melsio, P. Kowalewski, D.Locufier, Impact of supply conditions of liquid nitrogen ontool wear and surface integrity when machining the Ti-6Al-4V titanium alloy, Int. J. Adv. Manuf. Technol. 93 (2017)1199–1206
84. S.Y. Hong, Y. Ding, W. Jeong, Friction and cutting forces incryogenic machining of Ti-6Al-4V, Int. J. Mach. Tools.Manuf. 41 (2001) 2271–2285
85. M. Dhananchezian, M. Pradeep Kumar, Cryogenic turningof the Ti–6Al–4V alloy with modified cutting tool inserts,Cryogenics 51 (2011) 34–40
86. U. Kumar, P. Senthil, Performance of cryogenic treatedmulti-layer coated WC insert in terms of machinability ontitanium alloys Ti-6Al-4V in dry turning, Mater. TodayProc. (2019) S2214785319333656
87. W.S. Yip, S. To, Sustainable manufacturing of ultra-precision machining of titanium alloys using a magneticfield and its sustainability assessment, Sustain. Mater.Technol. 16 (2018) 38–46
88. P.D. Hartung, B.M. Kramer, B.F. von Turkovich, ToolWear in Titanium Machining, CIRP Ann. 31 (1982)75–80
89. K. Maity, S. Pradhan, Investigation of FEM Simulation ofMachining of Titanium Alloy Using Microgroove CuttingInsert, Silicon. 10 (2018) 1949–1959

22 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
90. R. Singh, J.S. Khamba, Mathematical modeling of tool wearrate in ultrasonic machining of titanium, Int. J. Adv. Manuf.Technol. 43 (2009) 573–580
91. M.H. Ali, M.N.M. Ansari, B.A. Khidhir, B. Mohamed, A.A.Oshkour, Simulation machining of titanium alloy(Ti-6Al-4V) based on the finite element modeling, J. Braz.Soc. Mech. Sci. Eng. 36 (2014) 315–324
92. R. Li, A.J. Shih, Finite element modeling of 3D turning oftitanium, Int. J. Adv. Manuf. Technol. 29 (2006)253–261
93. M.I. Sadik, E. Coronel, M. Lattemann, Influence ofcharacteristic properties of PCD grades on the weardevelopment in turning of b-titanium alloy (Ti5Al5V5-Mo3Cr), Wear 426–427 (2019) 1594–1602
94. A. Shokrani, I. Al-Samarrai, S.T. Newman, Hybridcryogenic MQL for improving tool life in machining of Ti-6Al-4V titanium alloy, J. Manuf. Process 43 (2019) 229–243
95. L.M. Hlaváč, L. Gembalová, P. Štěpán, I.M. Hlaváčová,Improvement of abrasive water jet machining accuracy fortitanium and TiNb alloy, Int. J. Adv. Manuf. Technol. 80(2015) 1733–1740
96. S. Jeelani, K. Ramakrishnan, Surface damage in machiningtitanium 6Al-2Sn-4Zr-2Mo alloy, J. Mater. Sci. 20 (1985)3245–3252
97. R. Lapovok, A.Molotnikov, Y. Levin, A. Bandaranayake, Y.Estrin, Machining of coarse grained and ultra fine grainedtitanium, J. Mater. Sci. 47 (2012) 4589–4594
98. Z. Liu, J. Xu, S. Han, M. Chen, A coupling method ofresponse surfaces (CRSM) for cutting parameters optimi-zation in machining titanium alloy under minimum quantitylubrication (MQL) condition, Int. J. Precis. Eng. Manuf. 14(2013) 693–702
99. K.-H. Park, G.-D. Yang, M.A. Suhaimi, D.Y. Lee, T.-G.Kim, D.-W. Kim, et al. The effect of cryogenic cooling andminimum quantity lubrication on end milling of titaniumalloy Ti-6Al-4V, J. Mech. Sci. Technol. 29 (2015)5121–5126
100. Z. Ping,W. Youqiang, Research onHigh SpeedMachining ofTC17TitaniumAlloy Under Extreme Environments, Trans.Indian Inst. Met. 71 (2018) 831–839
101. J. Bannard, On the electrochemical machining of sometitanium alloys in bromide electrolytes, J. Appl. Electro-chem. 6 (1976) 477–483
102. S. Sun, J. Harris, Y. Durandet, M. Brandt, Effect of laserbeam on machining of titanium alloys, Pac. Int. Conf. Appl.Lasers. Opt. 2008 (2008) 44–49
103. H. Jing,M. Zhou, J. Yang, S. Yao, Stable and Fast ElectricalDischarge Machining Titanium Alloy with MIMO AdaptiveControl System, Procedia. CIRP 68 (2018) 666–671
104. J.F. Kahles, M. Field, D. Eylon, F.H. Froes, Machining ofTitanium Alloys. JOM 37 (1985) 27–35
105. W. Song, Z. Peng, P. Li, P. Shi, S.-B. Choi, Annular SurfaceMicromachining of Titanium Tubes Using a Magnetorheo-logical Polishing Technique, Micromachines 11 (2020)314
106. Y. Wang, D. Hu, Study on the inner surface finishing oftubing by magnetic abrasive finishing, Int. J. Mach. Tools.Manuf. 45 (2005) 43–49
107. A. Sharma, M.D. Sharma, R. Sehgal, Experimental Study ofMachining Characteristics of Titanium Alloy (Ti-6Al-4V),Arab. J. Sci. Eng. 38 (2013) 3201–3209
108. D. Sharma, S. Mohanty, A.K. Das, Surface modification oftitanium alloy using hBN powder mixed dielectric throughmicro-electric discharge machining, Surf. Coat. Technol.381 (2020) 125157
109. N. Ahmed, S. Ahmad, S. Anwar, A. Hussain, M. Rafaqat, M.Zaindin, Machinability of titanium alloy through lasermachining: material removal and surface roughness analysis,Int. J. Adv. Manuf. Technol. 105 (2019) 3303–3323
110. Y. He, W. Gan, F. Yin, J. Zhao, B. Xu, Q. Yu, et al.Multi-physical field coupling for vibration feed electrochem-ical machining of diamond-shaped hole in titanium alloy,Int. J. Adv. Manuf. Technol. 106 (2020) 1409–1420
111. F. Wang, J. Zhao, Y. Lv, Z. Yang, J. Yao, Y. He, et al.Electrochemical machining of deep narrow slits on TB6titanium alloys, Int. J. Adv. Manuf. Technol. 92 (2017)3063–3071
112. W. Liu, S. Ao, Y. Li, Z. Liu, Z. Wang, Z. Luo, et al. Jetelectrochemical machining of TB6 titanium alloy, Int. J.Adv. Manuf. Technol. 90 (2017) 2397–2409
113. N.J. Churi, Z.J. Pei, C. Treadwell, Rotary ultrasonicmachining of titanium alloy: Effects of machining variables,Mach. Sci. Technol. 10 (2006) 301–321
114. R. Singh, J.S. Khamba, Investigation for ultrasonicmachining of titanium and its alloys, J. Mater. ProcessTechnol. 183 (2007) 363–367
115. S.D. Dhobe, B. Doloi, B. Bhattacharyya, Surface character-istics of ECMed titanium work samples for biomedicalapplications, Int. J. Adv. Manuf. Technol. 55 (2011)177–188
116. N. Yu, X. Fang, L. Meng, Y. Zeng, D. Zhu, Electrochemicalmicromachining of titanium microstructures in an NaCl-ethylene glycol electrolyte, J. Appl. Electrochem. 48 (2018)263–273
117. Y. Liu, N. Qu, Obtaining high surface quality in electrolytejet machining TB6 titanium alloy via enhanced producttransport, J. Mater. Process Technol. 276 (2020) 116381
118. W. Liu, Z. Luo, Y. Li, Z. Liu, K. Li, J. Xu, et al. Investigationon parametric effects on groove profile generated on Ti1023titanium alloy by jet electrochemical machining, Int. J. Adv.Manuf. Technol. 100 (2019) 2357–2370
119. S. Sarkar, S. Mitra, B. Bhattacharyya, Parametricoptimisation of wire electrical discharge machining of gtitanium aluminide alloy through an artificial neuralnetwork model, Int. J. Adv. Manuf. Technol. 27 (2006)501–508
120. B.B. Pradhan, M. Masanta, B.R. Sarkar, B. Bhattacharyya,Investigation of electro-discharge micro-machining of tita-nium super alloy, Int. J. Adv. Manuf. Technol. 41 (2009)1094–1106
121. A. Secilmis, A.M. Olmez, M. Dilmec, H.S. Halkaci, O. Inan,Determination of optimal EDM machining parameters formachined pure titanium-porcelain adhesion, Int. J. Adv.Manuf. Technol. 45 (2009) 55–61
122. A. Kumar, V. Kumar, J. Kumar, Multi-response optimiza-tion of process parameters based on response surfacemethodology for pure titanium using WEDM process, Int.J. Adv. Manuf. Technol. 68 (2013) 2645–2668
123. J. Kumar, Investigations into the surface quality and micro-hardness in the ultrasonic machining of titanium (ASTMGRADE-1), J. Braz. Soc. Mech. Sci. Eng. 36 (2014)807–823

S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020) 23
124. A. Kumar, V. Kumar, J. Kumar, Semi-empirical model onMRR and overcut in WEDM process of pure titanium usingmulti-objective desirability approach, J. Braz. Soc. Mech.Sci. Eng. 37 (2015) 689–721
125. R. Chalisgaonkar, J. Kumar, Investigation of the machiningparameters and integrity of the work and wire surfaces afterfinish cut WEDM of commercially pure titanium, J. Braz.Soc. Mech. Sci. Eng. 38 (2016) 883–911
126. B. Khosrozadeh, M. Shabgard, Effects of hybrid electricaldischarge machining processes on surface integrity andresidual stresses of Ti-6Al-4V titanium alloy, Int. J. Adv.Manuf. Technol. 93 (2017) 1999–2011
127. S. Kumar, R. Singh, A. Batish, T.P. Singh, R. Singh,Investigating surface properties of cryogenically treatedtitanium alloys in powder mixed electric discharge machin-ing, J. Braz. Soc. Mech. Sci. Eng. 39 (2017) 2635–2648
128. R. Kumar, S. Roy, P. Gunjan, A. Sahoo, D.D. Sarkar, R.K.Das, Analysis of MRR and Surface Roughness in MachiningTi-6Al-4V ELI Titanium Alloy Using EDM Process,Procedia. Manuf. 20 (2018) 358–364
129. M.Y. Tsai, C.S. Fang, M.H. Yen, Vibration-assistedelectrical discharge machining of grooves in a titaniumalloy (Ti-6A-4V), Int. J. Adv. Manuf. Technol. 97 (2018)297–304
130. A. Kushwaha, T. Jadam, S. Datta, M. Masanta, AssessmentOf Surface Integrity During Electrical Discharge MachiningOf Titanium Grade 5 Alloys (Ti-6Al-4V), Mater. TodayProc. 18 (2019) 2477–2485
131. A.V.S. Ram Prasad, K. Ramji, M. Kolli, An ExperimentalInvestigation on Machining Parameters of Titanium AlloyUsing WEDM, Mater. Today Proc. 18 (2019) A12–A16
132. A.K. Sahu, S.S. Mahapatra, Performance analysis of toolelectrode prepared through laser sintering process duringelectrical discharge machining of titanium, Int. J. Adv.Manuf. Technol. 106 (2020) 1017–1041
133. A. Shard, D. Shikha, V. Gupta, M.P. Garg, Effect ofB4C abrasive mixed into dielectric fluid on electricaldischarge machining, J. Braz. Soc. Mech. Sci. Eng. 40(2018) 554
134. M. Kolli, A. Kumar, Assessing the Influence of Surfactantand B4C Powder Mixed in Dielectric Fluid on EDM ofTitanium Alloy, Silicon 11 (2019) 1731–1743
135. X.Wang, Z. Liu, R. Xue, Z. Tian, Y. Huang, Research on theinfluence of dielectric characteristics on the EDM oftitanium alloy, Int. J. Adv. Manuf. Technol. 72 (2014)979–987
136. M. Kolli, A. Kumar, Effect of dielectric fluid with surfactantand graphite powder on Electrical Discharge Machining oftitanium alloy using Taguchi method, Eng. Sci. Technol.Int. J. 18 (2015) 524–535
137. B. Jabbaripour, M.H. Sadeghi, M.R. Shabgard, H. Faraji,Investigating surface roughness, material removal rate andcorrosion resistance in PMEDM of g-TiAl intermetallic, J.Manuf. Process 15 (2013) 56–68
138. H.-M. Chow, L.-D. Yang, C.-T. Lin, Y.-F. Chen, The use ofSiC powder in water as dielectric for micro-slit EDMmachining, J. Mater. Process Technol. 195 (2008)160–170
139. B.H. Yan, H. Tsai Chung, F. Yuan Huang, The effect inEDM of a dielectric of a urea solution in water on modifying
the surface of titanium, Int. J. Mach. Tools. Manuf. 45(2005) 194–200
140. S.L. Chen, B.H. Yan, F.Y. Huang, Influence of kerosene anddistilled water as dielectrics on the electric dischargemachining characteristics of Ti-6A1-4V, J. Mater. ProcessTechnol. 87 (1999) 107–111
141. H.-M. Chow, B.-H. Yan, F.-Y. Huang, J.-C. Hung, Study ofadded powder in kerosene for the micro-slit machining oftitanium alloy using electro-discharge machining, J. Mater.Process Technol. 101 (2000) 95–103
142. R.D. Dyaminov, A.N. Mal’tsev, G.V. Kargin, Electro-chemical machining of titanium-rotor cast blades for vortexpumps, Chem. Pet. Eng. 13 (1977) 817–818
143. A.D. Davydov, T.B. Kabanova, V.M. Volgin, Electro-chemical machining of titanium. Review, Russ. J. Electro-chem. 53 (2017) 941–965
144. S. Hizume, W. Natsu, Influence of Machining Conditionson ECM Characteristics of Titanium Alloy in ShapeGeneration by Scanning Tool Electrode, Procedia. CIRP68 (2018) 746–750
145. S.S. Anasane, B. Bhattacharyya, Experimental investiga-tion into fabrication of microfeatures on titanium byelectrochemical micromachining, Adv. Manuf. 4 (2016)167–177
146. A.K. Dubey, V. Yadava, Laser beam machining—A review,Int. J. Mach. Tools. Manuf. 48 (2008) 609–628
147. R. Farasati, P. Ebrahimzadeh, J. Fathi, R. Teimouri,Optimization of laser micromachining of Ti-6Al-4V, Int. J.Lightweight Mater. Manuf. 2 (2019) 305–317
148. V. Tangwarodomnukun, P. Likhitangsuwat, O. Tevinpi-banphan, C. Dumkum, Laser ablation of titanium alloyunder a thin and flowing water layer, Int. J. Mach. Tools.Manuf. 89 (2015) 14–28
149. S. Duangwas, V. Tangwarodomnukun, C. Dumkum,Development of an Overflow-Assisted Underwater LaserAblation, Mater. Manuf. Process 29 (2014) 1226–1231
150. V. Tangwarodomnukun, Overflow-assisted laser machiningof titanium alloy: surface characteristics and temperaturefield modeling, Int. J. Adv. Manuf. Technol. 88 (2017)147–158
151. L. Balamuth,Method andmeans for removingmaterial froma solid body, US2580716A, 1952
152. L. Heng, Y.J. Kim, S.D. Mun, Review of Superfinishing bythe Magnetic Abrasive Finishing Process, High SpeedMach.3 (2017). https://doi.org/10.1515/hsm-2017-0004
153. X. Sun, Y. Zou, Study on Electrolytic Magnetic AbrasiveFinishing for Finishing Stainless Steel SUS304 Plane with aSpecial Compound Machining Tool, J. Manuf. Mater.Process 2 (2018) 41
154. P. Kala, P.M. Pandey, Comparison of finishing character-istics of two paramagnetic materials using double discmagnetic abrasive finishing, J. Manuf. Process 17 (2015)63–77
155. A. Barman, M. Das, Design and fabrication of a novelpolishing tool for finishing freeform surfaces inmagnetic fieldassisted finishing (MFAF) process, Precis. Eng. 49 (2017)61–68
156. A. Barman, M. Das, Toolpath generation and finishing ofbio-titanium alloy using novel polishing tool in MFAFprocess, Int. J. Adv. Manuf. Technol. 100 (2019) 1123–1135

24 S.R. Oke et al.: Manufacturing Rev. 7, 34 (2020)
157. A. Barman, M. Das, Magnetic field assisted finishingprocess for super-finished Ti alloy implant and its 3Dsurface characterization, J. Micromanufacturing 1 (2018)154–169
158. Z. Fan, Y. Tian, Q. Zhou, C. Shi, Enhanced magneticabrasive finishing of Ti-6Al-4V using shear thickening fluidsadditives, Precis. Eng. 64 (2020) 300–306
159. W. Li, Y. Chen, M. Cheng, Y. Lv, Effect of Magnetic HeadShape on Processing of Titanium Alloy Wire by MagneticAbrasive Finishing, Materials 13 (2020) 1401
160. K. Zhou, Y. Chen, Z.W. Du, F.L. Niu, Surface integrity oftitanium part by ultrasonic magnetic abrasive finishing, Int.J. Adv. Manuf. Technol. 80 (2015) 997–1005
161. M. Kolli, A. Kumar, Effect of Boron Carbide PowderMixed into Dielectric Fluid on Electrical DischargeMachining of Titanium Alloy, Procedia. Mater. Sci. 5(2014) 1957–1965
162. B. Kumar, Baroi, S. Kar, P. Kumar, Patowari, ElectricDischarge Machining of Titanium Grade 2 Alloy and itsParametric Study, Mater. Today Proc. 5 (2018) 5004–5011
Cite this article as: Samuel Ranti Oke, Gabriel Seun Ogunwande, Moshood Onifade, Emmanuel Aikulola, Esther DolapoAdewale, Olumide Emmanuel Olawale, Babapelumi Ebun Ayodele, Fredrick Mwema, Japheth Obiko, and Michael OluwatosinBodunrin, An overview of conventional and non-conventional techniques for machining of titanium alloys, Manufacturing Rev.7, 34 (2020)