Embed Size (px)
Citation preview

A SIMPLIFIED PROCESS FOR
METAL AND NONCOMBUSTIBLE SEPARATION FROM
MSW PRIOR TO W ASTE-TO-ENERGY CO RSION
Garry Kenny and Edward J. Sommer Jr. National Recovery Technolog ies, I nc.
Nashville, Tennessee
ABSTRACT
Mass balances for precombustion separation of metals and noncombustibles from municipal solid waste is reo ported for a front-end processing system operating in conjunction with a municipal solid waste energy recovery facility. Two 'process units, which utilize a combination of mechanical, electronic, pneumatic and magnetic elements, effect the materials separation. Process power consumption is less than 3 kW'h per ton of throughput.
INTRODUCTION
During the last decade the increased awareness by regulatory agencies and citizens' groups of the need for safe, stable and cost effective solid waste disposal has led to more restrictive operation and siting of landfills. In response, a number of facilities have been constructed for thermal conversion of municipal solid waste (MSW) prior to disposal, providing both energy recovery and volume reduction. Materials recovery from MSW is, however, not as widely practiced.
Experience at refuse derived fuel (RDF) plants indicates that cost effective mate�ials separation requires less complex and less energy intensive processes. This is particularly true if materials recovery is to be viable in areas with 50 to 500 TPD (46 to 460 tpd) of refuse.
Mass burn facilities provide energy recovery and volume reduction but in general do not provide materials recovery. Selection of the refuse, however, is practiced by nearly all operating mass burn facilities, indicating the desirability of front-end separation. It is apparent that removal of noncombustibles before burning would improve the efficiency of energy recovery. As the need for
•
thermal reduction prior to landfilling reacheS' rural areas the ability to select refuse from a large base is limited. In these areas separation of the MSW before introduction into modular or unit combustors has increased importance.
There is a stated need [1] for a simple, energy efficient process for separation of MSW. Materials separation has application in mass burn facilities, in RDF production as a process step prior to shredding, in digestion, pyrolysis and compo sting processes, and in transfer stations as a means to provide metals recovery. This paper describes a new separation process which provides metals recovery and noncombustible removal from solid waste.
DESIGN BASIS OF THE MSW SEPARATION PROCESS
Since energy revenues provide the primary source of income for thermal reduction plants, combustible loss by the process must be minimized. Removal of noncombustibles is important, as glass, grit and aluminum act as binder mediums enhancing clinker formation. Aluminum recovery can provide revenue of up to $1 0.00 per ton of refuse. Ferrous metals have a variable market value, but warrant removal to avoid their detrimental effect on ash removal systems and ash toxicity.
It has been observed by several authors' [2,3] that impact shredding prior to separation can be counterproductive to separation processes. The use of trommels as a first processing step avoids the loss or reduction, inherent in shredding, of the separable characteristics of refuse. Trommels, however, function primarily as size separators, whereas density separation is more effective for removing metals, glass, grit and high moisture noncombustibles from lighter paper and plastic combustibles.
574

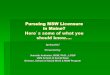
I FIG. 1 VIEW OF THE PRIMARY SEPARATOR, THE RFH. THE COLLECTOR FOR THE ALUMINUM
CONCENTRATOR IS SEEN AT THE RIGHT END OF THE RFH
In general it is desirable that a separation process line have:
(a) a minimum number of transitions and material handling steps;
(b) relatively low electrical power consumption; (c) means to concentrate the 0.25 percent to 1 per
cent aluminum fraction into a manageable volume before fmal separation;
(d) a high efficiency aluminum recovery process yield-ing a clean aluminum product;
(e) simplicity of mechanical design; (f) minimal combustible loss. A process line designed to meet these criteria was con
structed and installed on-site with the 200 TPD (182 tpd), municipally owned, Summer County Resource Authority mass burn plant in Gallatin, Tennessee. The separation facility is operated as a private entity by National Recovery Technologies, Inc. The function of the operation is to demonstrate the feasibility of the separation process and to obtain plant operating data.
575
Effects on the operation of the energy recovery plant due to noncombustible removal prior to combustion are provided in another paper [4] .
MATERIALS SEPARATION FACILITY AT
GALLATIN, TENNESSEE
The 250 TPD (227 tpd) separation facility is housed in a 6250 sq ft (580 m2), three level building which is attached to the energy recovery plant. Refuse is supplied to the input conveyor by the Resource Authority crane. The separation is performed by two units: (a) the primary separator, and (b) the aluminum recovery system. Material transport is accomplished with three conveyors and several slides. Processed waste is returned to the Resource Authority storage pit by conveyor via an opening in the storage pit wall.
The primary separator (Fig. 1 ) performs three functions: (a) liberation, (b) ferrous separation, and (c) noncombustible removal. The aluminum recovery system

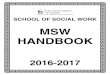
combines the functions of aluminum concentration and subsequent separation. A schematic of the material flow is shown in Fig. 2. A computer is used to control certain process functions in response to input from sensor stations. Input data are processed by the computer and output as operation status displays. A summary of the data is stored on a magnetic disk at the end of each shift.
THE PRIMARY SEPARATOR
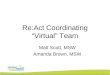
The primary separator (termed the RFH) is a rotating cylinder 9.5 ft (2.9 m) in diameter and 16 ft (4.9 m) in length. It is divided into sections,
. as can be seen in Fig.
3. The RFH has three functional sections: (a) the entrance section which has 7 large lifters at
tached to the cylinder wall, each 8 in. (20 cm) high and 6 ft (1.8 m) in length;
(b) the center or magnetic section which has 7 permanent magnet units attached to the cylinder wall, each 42 in. (107 cm) in length with a surface magnetic field of 1 kG;
(c) the exit or noncombustible lifter section which has 56 lifters attached to the cylinder wall, each 1 1/2 in. (3.8 cm) high and 45 in. (114 cm) in length.
The input section of the primary separator liberates bagged waste and mixes it by repeated lifting and dropping of the refuse. The "trash bags" are opened with the aid of cutter blades on the lifters. The glass is broken in this section to facilitate separation by the small lifters at the exit end of the cylinder. The breaking of the bags and glass is the only physical alteration of the refuse components performed by the system.
The cylinder rotates at 60 percent critical speed. At this rate the trajectory of the material in the noncombustible section is such that the separated material falls past the center of the cylinder and onto an inclined chute located near the down rotation side of the drum. The separated ferrous material is scraped from the magnets and removed via a chute located under, and extending beyond, the noncombustible chute. The chutes are supplied with moderate airflow to remove light combustibles from the metal and noncombustibles before exiting the cylinder.
The magnetic section of the cylinder removes the ferrous from the liberated refuse. Location of the ferrous removal in the cylinder reduces the material handling required and has several additional advantages:
(a) the refuse is exposed directly to the magnet surface;
(b) the refuse is exposed to multiple passes of the magnets;
(c) combustible material trapped at the magnet/ ferrous interface is dropped directly back into the refuse
576
flow when the ferrous is removed from the magnets inside the cylinder.
At present the ferrous metal is scraped from the magnets by a rubber blade (lifetime approximately 1000 tons). The permanent magnet flites have shown no measurable decreases in magnetic field strength in 18 months of operation. The use of electromagnets is a planned improvement which would eliminate the need for a scraper mechanism and allow more time. for air cleaning of the ferrous as it falls away from the magnets. In addition, more magnet units could be positioned around the cylinder. With the present system the number of magnetic lifters is limited as metal scraped from one lifter is sometimes captured by the upcoming lifter.
The lifters at the exit end of the cylinder perform both a size and density separation in that they collect material which (a) in the majority is 2 in. (5 cm) or less in size, (b) is dense enough to have migrated to the bottom of the refuse layer in the cylinder due. to the agitation from the cylinder rotation, and (c) is sufficiently dense to overcome the air flow out of the removal chute.
The rotating cylinder has several desira:ble mechanical characteristics as compared to trommels. Holes are not required in the cylinder wall and the drive and support wheels are not exposed to abrasive outfall. Dust containment is integral to the cylinder, and material handling is simplified as there is no underflow conveyor. The input conveyor supplies feed to the primary separator through a flexible wall which provides a dust seal at the inlet to the cylinder.
A special requirement of the cylinder system is that material must be removed from the interior of the device. This requires a minimum diameter to provide adequate clearance. With the 9.5 ft (2.9 m) diameter cylinder no jamming problems have been experienced except for occasions when numerous 6 ft by 12 ft (1.8 m by 3.7 m) flattened cardboard sheets were fed into the RFH. Wooden pallets are occasionally lifted into the noncombustible chute; however on the average less than 4 percent of the shift period is devoted to clearing such jams. The material which exits the primary separator is liberated from "trash bags", mixed and free of a majority of the ferrous metal and small dense particles such as glass and grit.
ALUMINUM RECOVERY SYSTEM
Aluminum separation requires that forces selective to aluminum be generated in the refuse. Eddy current separators capable of generating the required forces have been available for some time [5]. These systems are, however, limited in volume throughput due to the necessity of exposing the entire feed to intense, time-varying magnetic fields.
•

Vl
-..J
-..J
INP
UT
/
CO
NV
EY
OR
8
, , I
... J
I�
BAG
HOU
SE
8
EX
HAU
ST
F
AN
SL
IDE
RO
TA
RY
F
UE
L
----I
PU
LSE
D E
DD
Y
LD (
RF
H)
E AUMINJ
M
CONCEN
TR
ATO
R
(EL
PAC
)
PROCE
SS
ED
WAS
TE
FR
PCT
ION
/GRI
T/
DIR
T
. ...
BlNS
-...
CU
RRE
NT
SOR
TE
R
(PUlS
OR
T)
WASIE
AL
UM
INUM
TO
FL
ATT
EN
ER
BL
OW
ER
FL
AT
TEN
ER
BL
OW
ER
MA
TER
IALS
F
LO
W
DIA
GR
AM
-
--
-�
--
--
----
- --
--
--
�-
----
----- -
----
--
_.
.
--
--
--
FIG
. 2

LIFTER SECTION
FERROUS SECTION
NONCOMBlJStlBLE SECTION
r-----.- . ------ . ----+--- . _ _ _ _ --1._ - -----h
•
•
-- MAGNET WIPER
I ���;;:::::d . �----t
-l
•
SYSTEM BOUNDARY
. ---f--"--:'- -------+�·----------I· ------� L1FTE
CUTT E SMALL L1FTERS-
FERROUS CHUTE TO STORAGE BI
NON COMBUSTIBLE CHUTE TO STORAGE BIN--"'/
RF'H SCHEMAT C ��--- - - -------- - -
-�----- -
FIG.3
Since the feed stream normally contaiils at most 1 percent to 2 percent aluminum, considerable energy and cost reduction can be realized by concentration of the aluminum into a reduced volume feed for the eddy current unit. A process developed to accomplish the desired concentration uses electronic detection of the aluminum in conjunction with pneumatic removal (Fig. 5). The unit is teImed the ELPAC. The refuse is passed over a row of detector coils which span the width of the feed stream. The coils electronically scan the refuse stream for nonferrous metal; ferrous metal can be distinguished from the nonferrous. When a nonferrous object is detected the appropriate air valve is momentarily actuated, supplying an air pulse to a nozzle positioned at the refuse exit side of the detector coil. The air pulse removes a section of the refuse containing the nonferrous object.
The aluminum concentrator unit is comprised of 10 detector coils with adjacent air valves mounted at the bottom edge of a slide. The slide is located at the exit end of the primary separator. A collector enclosure for the con-
centrator, which surrounds the exit end of the cylinder, also functions to contain dust liberated by the primary separator and the air nozzles. Air consumption for the concentrator is approximately 3 CFM per ton/hr (5.6 m3/h per t/h) of feed with 0.25 percent aluminum content. Cycle time for the detection and air valve actuation is 2 msec. The ELPAC unit reduces the volume of the waste, in which the aluminum is contained, by approximately 90 percent.
The removed section of refuse containing the nonferrous metal object is collected and conveyed to an eddy current separator. The detector sensitivity is adjusted to reject a majority of the light foil and electrically conductive wrappings, providing a concentrate whose metallics are primarily aluminum containers and heavy foil.
578
The concentrated aluminum fraction is passed over a pulsed, eddy current separator, termed the PULSORT, (Fig. 5). The eddy current magnet is activated by a detector coil circuit for a 'period sufficient to separate the aluminum from the surrounding refuse (in practice

RFH
EXHAUST TO DUST COLLECTOR,,\
ELECTRONIC METAL DETECTORS
t+VZZLES • -
'\ " �
I
I
AIR COMPRESSOR ELA\C CONTROL
UNIT �---- - ----..;;..;..;.;.,..;.- . --
,
•
d J "' � Il \ l> �
d ) \�'\� " '>
--PULSORT FEED CONVEYOR
.' .. ,
__ COMBUSTIBLE REFUSE SLIDE
ELA\C SYSTEM BOUNDARY
ELPAC SCHEMATIC - .. -- - - ---- -- - - .--�--. --- -- --- - - ---- --- --- ----.----
FIG.4 •
15 msec). Pulse operation of the magnet reduces the system power consumption and prevents ferrous material which may be present in the feed from interrupting the refuse flow. Reject from the aluminum recovery system is recombined with the outflow from the primary separator and returned to the Resource Authority storage pit.
The eddy current magnet is positioned at 20 deg. from vertical; feed stream speed over the magnet is approximately 5 ft/sec (1.5 m/sec) to minimize bed depth. The magnetic force on aluminum beverage containers is sufficient to propel the containers 5 ft to 10 ft (1.5 to
579
3 m) from the magnet. The aluminum is ejected through the relatively thin bed depth to minimize nonmetallic carryover. Even so, some air flow is required to prevent paper from falling into the product chute. At Gallatin approximately 60 percent of the aluminum removed by the magnet is in the form of beverage containers. The balance of the aluminum product is heavy foil and flat stock. Any ferrous content is removed by a flattener/ blower magent unit which also densifies the aluminum product for shipping.

..,.-PULSORT FEED CONVEYOR
+---- - ����--DETECTION
•
•
COIL.----..,
MAGNET-----;
TROL PANEL I
-- ALUMINUM FRACTI ON
---' ----- . �-t_t--
COMBUSTI BLE RETURN CONVE
.�""----. ---'-PULSORT SYSTE M BOUND AR Y
PULSORT
ALUMINUM TO FLAT TENER BLOWER
SCHEMATC
FIG.5
THE COMPUTER MONITOR SYSTEM
The refuse flow and operation of the separation units is monitored by two sensor stations located at the input and output conveyors. Each station is composed of a load cell transducer and a metal detector circuit, with a sensing coil located under the conveyor belt. The stations are monitored by a computer that calculates feed rate and signals overweight conditions and metals in the conveyor burden. The conveyor load cell signals are processed by the computer and displayed as percent material removed during the separation process. This provides the plant operator a quantitative measure of the removal efficiency while the plant is operating. Metal detected by the sensor at the output conveyor is recorded by a strip chart re-
580
corder. An indicator light, located at the processed waste conveyor picking station, flashes if the metal detector signal exceeds a present level. Software is being developed to allow the computer to integrate the ferrous and non· ferrous signals and display the results as a quantity indio cating metallics in the fuel product.
The input conveyor is driven by a variable speed motor controlled by the separation plant computer. Input signals
•
from the load cells allow the belt speed to be modulated to maintain a constant feedrate. The feedrate to be main· tained is selected by the plant operator. The system, since installation in August 1983, has been found to be effective in smoothing input feed variations resulting from the batch feeding provided by the crane.

OPERATION OF THE SEPARATION PLANT
Data on the operation of the recovery plant have been taken since processing began in August of 1982. Each shift is 10 hr in length with 8 hr allocated for processing and 2 hours for maintenance and cleanup. The plant operates 7 days a week; a shift operator and a laborer are required to operate the facility. The two crews are coordinated by a plant supervisor who performs during testing and supervises plant modification.
Process availability from May 1983 through mid September 1983 was 82 percent. The Resource Authority crane was inoperative 9 percent of the time; the materials recovery facility was inoperative 11 percent of the time. In December 1983 wider drive wheels and support rings were installed on the RFH. As a result the materials recovery facility downtime for December 1983 and January 1984 decreased to 4 percent. The average feedrate during the May to September 198� period was 15 tons/hr (12.3 t/h). The system has operated at 30 tons/hr (27 t/h) for a period of hours. On .several occasions 180 tons (162 t) were processed during a 10 hour shift. Since December the average feedrate per shift has been 12tons/hr (9.8 t/h), limited primarily by crane operating capacity.
PLANT OPERATING DATA
During the first 13 months of operation, from August 1982 through August 1983, a number of modifications were made to the process line. The transition from the input conveyor to the primary separator was changed from a drop arrangement to a slide and ring seal. Initially the ferrous and glass/grit fractions were combined. This was changed to a separate chute design in April of 1983. Until April 1983 the aluminum concentrator was operated using a six detector coil prototype module, spanning 60 percent of the feed stream width. A 10 coil module was installed in April but developed several broken coils due to impact from large objects. An epoxy impregnated coil module which has a reinforced backplate was installed: no coil failures of this unit have been experienced with approximately 8000 tons (7300 t) of refuse having been processed to date.
A summary of the separation plant operation is shown in Table 1. The table details feed processed, power consumed and removal quantities for the aluminum, ferrous and noncombustible fractions from beginning of operation to August 1983. The aluminum recovery quantities are for beverage containers only; during this period foil did not have an available market. The average process and utility electrical power required for plant operation during
•
the 13 month period was 2.19 kW·h/ton (2.4 kW·h/t). •
581
TABLE 1 MATERIALS RECOVERY PLANT
OPERATION SUMMARY GALLATIN, TENNESSEE
8/82 to 4/83 4/83 to 8/83 12/83 to
4/84
Waste Processed
(tons) 13,602 12,130 8,298
Electrical
(kW'h) 32,403 23,000 27,800
kW'h/ton 2.4 1.9 3.3
REMOVAL
Ferrous
(tons) -- 406 343
(% of total) -- 3.36% 4.1
Gla .. /Grlt
(toni) - - 866 796
(% of total) -- 6.4% 9.8
Combined
Ferrous/Glass/Gr it
(tons) 1669 1061 1138
(% of total) 11.6% 8.7% 13.7%
Aluminum Cans
(tons) 18.3 14.2 133
(% of total) 0.13% 0.12% 0.16
This power consumption figure may be compared to RDF plants which require 20 to 50 kW'h/ton (18 to 46 kW'h/t) of processed refuse. A detailec\ breakdown of the power usage by the various plant components is given in Table 2.
During this period numerous oversize bulky wastes (OBW) were observed in the feed. The objects included refrigerators, engine blocks, steel banding, stoves, drive lines and other noncombustibles. In order to reduce the energy recovery plant ash drag loading, those OBW's are removed from the belt and deposited in the noncombustible bin. Since Gallatin is, to our knowledge, unique in receiving all the waste from a rural county, a record was kept of the number of typical OBWs removed during a 24 day period representing 1989 tons (1809 t) of processed refuse. These data (Table 3) may be useful in the design of plants which will receive waste which is not selected.
RAW WASTE CHARACTERIZATION
During a 37 day period from August 8, 1983 to September 13, 1983 a characterization of the raw waste was obtained by hand sorting 20 to 30 lb (9.2 to 12.5 kg) samples of the waste taken from the crane bucket. The samples were taken two to three times a day for a total of 1 1 days, representing samplings from 1056 tons (972 t)

TABLE 2 SYSTEM COMPONENT POWER
CONSUMPTION
SYSTEM
COMPONENT
CONVEYORS
Input
Transfer
Return
SEPARATOR
Drive
Combustible
Removal
ALUMINUM
SYSTEM
Concentrator
Separation
Flattner
PLANT
Lighting
Pump
Exhaust
Heating
TOTAL
GALLATIN, TENNESSEE
CONNECTED
HORSEPOWER
2.0 0.7 2.0
20.0
7.0
15.0 15.0
5.0
4.0 2.0 5.0 1.0
---
63.7
POWER
(KW)
0.7 0.2 0.4
9.0
4.8
8.8 0.8 0.5
4.0 0.9 4.2 0.5
---
34.8
of refuse. Each sample was sorted into a combustible, ferrous and a glass/grit fraction. The glass/grit fraction was composed primarily of glass, rocks and fmes, nominally 1/2 in. (1.2 cm) in size. The results are shown in Table 4.
PROCESSED WASTE CHARACTERIZATION
To determine the removal efficiency of the separation system the processed waste was sampled for 13 days during August and September of 1983. The samples were taken by removing all material from a 2 ft (0.6 m) length of the 5 ft (1.5 m) wide output conveyor belt. The material was removed before the handpicking station on the hour and after the station on the half hour. This process resulted in the taking of 9 to 11 processed samples in addition to taking a like number of processed and handpicked samples. During the 13 day test period a total of 1254 tons of waste was processed by the separation facility. The average feedrate during the test period was 11.5 tons/ hr (10.5 t/h).
Material removed from the belt was hand sorted into combustible, ferrous and glass/grit fractions. The samples were then weighed and recorded. The results of the test are given in Table 5 for the processed material and in
TABLE 3 OVERSIZE BULKY WASTES REMOVED
AFTER SEPARATION
GALLATIN, TENNESSEE
TOTAL TONNAGE PROCESSED -- 1989 T (1809 t)
ITEM NUMBER EXPECTED FREQUENCY
(per 100 tons -91 t)
Metal Containers 1499 75.00 (1 to 5 Gal)
large Aluminum 313 15.70 large Rocks 261 13.00 Steel Banding Mass 148 7.40 Wood Pallets 133 6.70 55 Gal Steel Drums 121 6.10 Metal Turnings Mass 45 2.30 Bicycle Frames 25 1.30 Mattresses 20 1.00 Wheels 6 0.30 Auto Differential 1 0.05 Motor Block 1 0.05 Dishwasher 1 0.05 Safe 1 0.05
Table 6 for the material that was processed and hand picked. In Tables 5 and 6 the processed material constituent percentages are compared to those found for the raw waste. The data indicate that removal efficiency is approximately 85 percent for ferrous metal and 60 percent for the glass/grit fraction.
During this period an additional set of noncombustible lifters (making a total of 56) was added to the primary separator to improve the noncombustible removal. After this modification the following test was performed to characterize the processed waste being returned to the pit. Samples were removed from the output belt (as before) over a one hour period, combined and quartered until two samples were obtained. The samples were dried at 110°C until weight loss abated (3 hr), and then divided into constituent parts, as defmed in [6]. Utilizing tables giving Btu, volatile, fixed carbon, ash and sulphur per pound for the constituent parts, a proximate analysis was constructed. The results are presented in Tables 7 and 8.
COM BUSTI B LE LOSS
To obtain an approximate value for combustible loss to the glass/grit fraction samples of that fraction were taken
582

TABLE 4 RAW WASTE CHARACTERIZATION
GALLATIN, TENNESSEE
RAW WASTE CHARACTERIZATION
Gallatin, Tennessee DATE COMBUSTIBLE FERROUS GLASS/GRIT
(In pounds) 8-08-83 25 0.0 6.0 8-09-83 28 2.5 7.0 8-11-83 22 7.0 7.0 8-17-83 50 11.0 4.4 8-19-83 56 2.5 5.9" 8-22-83 71 10.5 15.0 � 8-24-83 61 1.8 9.0 8-25-83 64 2.8 10.5 8-30-83 42 0.1 8.5 8-31-83 27 6.0 7.5 9-13-83 45 0.3 6.7
--- ---- ----
TOTAL 491 44.5 87.5.
% of TOTAL 78.8% 7.1% 14.0%
TABLE 5 PROCESSED WASTE CHARACTERIZATION
GALLATIN, TENNESSEE
BEFORE HAND SORTING
PROCESSED WASTE CHARACTERIZATION
Gallatin, Tennessee Before Hand Sorting
DATE COMBUSTIBLE FERROUS GLASS/GRIT
8-05-83 8-08-83 8-09-83 8-10-83 8-11-83 8-15-83 8-16-83 8-17-83 8-19-83 8-22-83 8-23-83 8-24-83 8-25-83
TOTAL
(In pounds) 119 5.5 103 0.0 105 0.0
55 0.4 13 0.0
143 3.6 125 3.1
97 4.1 114 0.2 143 2.3
13 0.0 69 1.0
119 0.5 --- - ---
1218 20.7
% of TOTAL 90.8% 1.5%
% Removal (using raw waste characterization) 81%
10.5 10.5
2.0 1.8 0.5
14.9 7.0
11.8 8.7
13.8 1.8 9.0 9.8
----
102.1
7.6%
53%
583
TABLE 6 PROCESSED WASTE CHARACTERIZATION
GALLATIN, TENNESSEE
AFTER HAND SORTING
PROCESSED WASTE CHARACTERIZATION
Gallatin, Tennessee After Hand Sorting
DATE COMBUSTIBLE FERROUS
8-05-83 104 8-08-83 91 8-09-83 101 8-10-83 37 8-11-83 16 8-15-83 140 8-16-83 101 8-17-83 121 8-19-83 122 8-22-83 101 8-23-83 16 8-24-83 56 8-25-83 118
---
TOTAL 1124
% of TOTAL 92.9%
% Removal (using raw waste characterization)
(In pounds) 3.5 0.0 0.0 2.0 1.0 0.9 0.4 0.0 0.3 0.7 0.1 0.9 1.5
----
11.3
0.9%
89%
GLASS/GRIT
9.5 2.0 6.5 1.7 1.1 7.5 9.3 5.7 8.3 6.6 1.6 3.5
10.8 ----
74.1
6.1%
63%
three times a day during a three week period prior to in· stallation of the additional noncombustible lifters. The samples were mixed from each week's sampling and the density determined. The density of the three samples (1295 g, 956 g, 1211 g) were 57.4 lb/ft3, 41.8 lb/ft3 and 56.7 lb/ft3 (0.92 g/ml, 0.67 g/ml and 0.91 g/ml). A 191 g portion of one sample was then dried at 11O°.c until the weight remained constant. The moisture content by this method was found to be 22.6 g or 11.8 percent. The sample was then combusted using a torch until there was no evidence of embers. The weight loss was 19.0 g or 9.9 percent. Taking 7.s percent as a typical noncombustible removal percentage the indicated combustible loss is less than 1 percent of the incoming combustibles. The method described is admittedly crude, but is indicative of minimal combustible loss via the glass/grit friction. Combustible loss to the ferrous fraction has not been quantified, but by visual inspection appears to be on the same order as loss to the glass/grit fraction.
After installation of the additional noncombustible lifters the glass/grit fraction increased to 15 percent for a 50.7 ton (46 t) test. A 3 lb (1.4 kg) sample of the noncombustible fraction was tested as above. The sample was

TABLE 7 PROCESSED FUEL PROXIMATE ANALYSIS CONSTRUCTION SHEET NATIONAL RECOVERY TECHNOLOGIES, INC.
GALLATIN, TENNESSEE .
Sample Date: September 20, 1983
Sample Time: 1400
Sample Lb (rec'd): 3.81
Sample Lb (dry): 2.95
--------- Reference Values (Dry) --------
Newsprint
Other Paper
Textiles/Garments
Plastics, film
Plastics, rigid
Food Waste
Wood
Yard Waate
SweepinSI
Ferrous
Aluminum
Nonferrous
Glass, Rock, etc.
% % Fixed % % Volatiles Carbon Ash Sulfur Btu/Lb --------- ------ ---- ------ ------
86.40%
85.40%
83.80%
87.50%
88.90%
79.70%
80.80%
66.60%
59.90%
o
o
o
o
12.20% 1.40% 0.15% 8560
9.50% 5.15% 0.12% 8121
11.10% 5.10% 0.23% 8676
0.07% 12.40% 0.03% 15510
4.77% 6.38% 0.05% 16824
12.80% 7.51% 0.52% --8283 \
15.10% 4.09% 0.10% 8932
15.10% 18.30% 0.14% 7442
6.65% 33.50% 0.20% 6107
SUBTOTAL • • • •
o 100% o o
o 100% o o
o 100% o o
o 100% o o
SUBTOTAL • • • •
Sample Weights --------
0.488
1.500
0.331
0.069
0.100
0.038
0.006
0.000
0.169
2.700
0.013
0.069
0.000
0.169
0.250
TOTAL WEIGHT . . • 2.950
ANALYSIS (Dry)
% Fixed Volatiles Carbon
% Ash Sul fur Btu/Lb
--------- ------ ---- ------ ------
76.78% 8.83% 14.42% 0.13% 7923
% Moisture --------
22.6% --------------------------------------.-- --------
584

TABLE 8 PROCESSED FUEL PROXIMATE ANALYSIS CONSTRUCTION SHEET
NATIONAL RECOVERY TECHNOLOGIES, INC.
GALLATIN, TENNESSEE
Sample Date: October 11, 1983
Sample Time: 930
Sample Lb (rec'd): 3.25
Sample Lb (dry): 2.43
Newsprint
Other Paper
Textiles/Garments
Plastics, film
Plastics, rigid
Food Waste
Wood
Yard Waste
Sweepings
Ferrous
Aluminum
Nonferrous
Glass, Rock, etc.
ANALYSIS (Dry)
--------- Re ference Valu�s (Dry) --------
% % Fixed % % Volatiles Carbon Ash Sulfur Btu/Lb --------- ------ ---- ------ ------
86.40% ·12.20% 1.40% 0.15% 8560
85.40% 9.50% 5.15% 0.12% 8121
83;80% 11.10% 5.10% 0.23% 8676
87.50%
88.90·%
79.70%
80.80%
66.60%
59.90%
o
o
o
o
%
0.07% 12.40% 0.03% 15510
4.77% 6.38% 0.05% 16824
12.80% 7.51% 0.52% 8283
15.10% 4.09% 0.10% 8932
15.10% 18.30% 0.14% 7442
6.65% 33.50% 0.20% 6107
o
o
o
o
% Fixed
100%
100%
100%
100%
%
SUBTOTAL
o
o
o
o
SUBTOTAL
• • • •
o
o
o
o
• • • •
TOTAL WEIGHT . • •
% Volatiles Carbon Ash Sulfur Btu/Lb --------- ------ ---- ------ ------
79.28% 9.31% 11.42% 0.15% 8418
Sample Weights --------
0.219
0.938
0.844
0.125
0.056
0.038
0.000
0.063
0.000
2.281
0.000
0.000
0.113
0.038
0.150
2.431
% Moisture --------
25.2% ---------------------------------------------------------------------
585

TABLE 9 ALUMINUM CONTENT WASTE CHARACTERIZATION
GALLATIN, TENNESSEE
DATE
1983 TONS
09/29 11.3
09/30 4.6
10/03 6.2
10/05
10/05
10/10
10/11
10/12
9.9
5.9
2.9
3.4
5.5
10/13 11.6
10/17
11/02
11/29
12/22
6.0
6.9
5.6
5.0
TOTAL 84.8
------- ALUMINUM -------
-- CANS --
NO. LBS FOIL OTHER
1643 74.9 19.6 19.5
467 21.4 7.9 5.5
384 18.6 18.0 2.6
811 37.1 23.3 16.9
953 47.2 7.9 3.2
110 5.8 1.9 5.7
245 12.9 3.6 3.3
400 15.1 11.9 9.0
1047 47.6 25.5 11.5
382 18.8 8.7 2.6
586 27.5 11.6 8.2
422 20.3 19.6 4.7
290 13.3 6.8 9.8
7740 360.5 166.1 102.5
586
---- COMPOSITION ----
%CANS %FOIL %OTHER
0.33% 0.09% 0.09%
0.23% 0.09% 0.06%
0.15% 0.15% 0.02%
0.19% 0.12% 0.09%
0.40% 0.07% 0.03%
0.10% 0.03% 0.10%
0.19% 0.05% 0.05%
0.14% 0.11% 0.08%
0.21% 0.11% 0.05%
0.16% 0.07% 0.02%
0.20% 0.08% 0.06%
0.18% 0.18% 0.04%
0.13% 0.07% 0.10%
0.21% 0.10% 0.06%

found to contain 21.3 percent moisture and 11.3 percent combustibles. This indicates a combustible loss of 1.7 percent. Noncombustible removal is indicated to be quite high. Three 1 ft3 samples of the noncombustible fraction were obtained and weighted. The sample weights were 31 lb (14 kg), 62 Ib (28 kg), and 27 Ib (12 kg), giving an average density of 40 Ib/ft3 (642 kg/m3) for the noncombustible glass/grit fraction.
ALUMINUM RECOVERY
Aluminum comprises a small Oess than 1 percent) fraction of the Gallatin refuse stream. Consequently, it was decided that an accurate measure of the aluminum content would require handsorting of a large quantity of waste. The test procedure used was to operate the separation plant at a suffiCiently low feedrate (5 tons/hr 4.6 t/h) to allow handsorting of the refuse stream by four plant personnel.
Results of the testing are shown in Table 9. On thirteen different days a total of 84.3 tons (62.0 t) of refuse was sorted for aluminum beverage containers, foil and other aluminum. The average aluminum beverage can content obtained, as shown, is 0.21 percent. The average percentage of aluminum beverage cans recovered from 8/82 to 8/83 was 0.13 percent (two to three handpickers were often employed during this period), giving an aluminum beverage can recovery for this period of 62 percent.
To detennine the aluminum recovery efficiency during operation of the system in January 1984 (at 12 TPH average), the follOWing test was performed. One hundred representative aluminum cans were marked by painting. The cans were then seeded into the input raw waste at a rate of 1 can each 30 sec for a 30 min period. The number of cans separated by the system and the number handpicked (one handpicker employed) were then counted and recorded. The results are shown in Table 10. Data from the 5 tests show a 60 percent average aluminum recovery rate for the system. Handpicked recovery was an average of 16 percent, giving a total average recovery of 76 percent. The last trailer of flattened aluminum cans shipped weighed 5.7 tons (5.2 t). The cans were separated from 3573 tons (3251 t) of processed refuse, giving an aluminum recovery of 76 percent (content at 0.21 percent). Modifications planned for the aluminum recovery system are expected to increase the system recovery an additional 10 to 20 percent.
MOISTURE AND COMBUSTI BLE CONTENT
In December 1983 and January 1984 an additional test was conducted to determine the moisture and combustible content of the raw refuse, the fuel product and the
DATE
1-11-84
1-13-84
1-16-84
1-23-84
1-27-84
TABLE 10 ALUMINUM CAN RECOVERY
GALLATIN, TENNESSEE
100 marked cans seeded during a 30 minute period
FEEDRATE SYSTEM HANDPICKED TOTAL (TPH) RECOVERY RECOVERY RECOVERY
13 60 17 77 1 1 62 17 79 11 58 23 81 12 56 14 70 13 63 9 72
--- --- - - -
AVERAGE 60% 16% 76%
glass/grit stream. Samples weighing 5 to 10 lb (2.3 to 4.6 kg) were obtained from each of the streams while the plant was in operation at 10 to 15 tons/hr (9.1 to 14 t/h) feedrate. The samples were obtained from the same section of refuse (as well as could be managed) as it moved through the system.
The samples were then quartered until a 1 to 2 Ib (0.4 to 0.9 kg) representative portion of each sample was obtained. The samples were weighed before drying in an oven at 110°C until weight loss abated, and the weight loss recorded. The dried samples were then combusted using a torch until there was no evidence of embers, and weighed. The data obtained are shown in Table 11. The density was obtained for six samples of the noncombustible fraction. It was found to average 30 Ib/ft3 (481 kg/m3). The combustible content of the fuel stream was found, on the average, to be 19 percent higher than for the raw waste, and 47 percent higher than for the glass/ grit stream.
The moisture content of the fuel stream was found to be 6 percent higher than for the raw waste. This was considered unusual since paper goods constitute a majority of the combustible portion of refuse and it is unlikely that moisture is added to the combustibles during the separation process. If it is assumed that the noncombustible portion of each sample contains only 10 percent of the total moisture in each sample (since the constituents are glass, metal, grit, etc.), then an "adjusted" moisture content may be calculated for the combustible portion of each sample. The method used was: adjusted percent moisture = 100 (0.9 x % moisture)/(0.9 x % moisture + % combustible of total sample).
587
Given this assumption the estimated moisture content of the combustible fraction of the faw, fuel and glass/grit streams are, respectively, 27 percent, 28 percent, and 55 percent. The adjusted raw and fuel moisture content percentages are consistent with each other as may be expected. If the 55 percent moisture content of the combustible fraction of the glass/grit stream is accurate, the

TABLE 1 1 PERCENTAGE MOISTURE AND COMBUSTIBLE CONTENT
(COMBUSTIBLE CONTENT, DRY BASIS)
GALLATIN, TENNESSEE
DATE FUEL RAW GLAS'S/GRIT
Moisture Comb. Moisture Comb. Moisture Comb.
12/06/83 27 75 30 71 22 32 12/07/83 34 72 19 39 23 40 12/15/83 37 53 22 33 29 20 12/22/83 30 86 10 56 15 60 12/29/83 15 88 29 79 53 29 01/12/84 20 87 07 66 29 33 01/19/84 17 67 25 '50 29 12 01/26/84 17 85 14 70 30 17
- - -- -- -- -- --
Average 25% 77% 19% 58% 29% 30%
Assuming 90% of the moisture is contained in the combustible fraction of each sample.
Adjusted Moisture Content
FUEL
28%
removal of this fraction would benefit the fuel value of the waste. Measurement of the Btu content of the three streams is planned to augment the test described above. It should be noted that moisture percentage differences between the raw and fuel fractions may also be due to uncertainties inherent in the sampling technique.
MATERIALS RECOVERY PLANT REVENUE
Revenue from operation of the materials recovery facility is derived from aluminum sales and a processing fee paid by the Resource Authority. The aluminum is sold through a local scrap dealer for SI040/ton; net proceeds after processjng by the scrap dealer average S970/ton. The processing fee of S2.00/ton is currently being paid by the Resource Authority, based on the quantity of refuse re· ceived by the Authority. A contract has b�en obtained for the sale of 220 tons (200 t) of ferrous product at $30/ton based on a test sample. If the 220 ton product is accept· able, a long term contract will be negotiated. Operating
588
RAW GLASS/GRIT
27% 55%
and maintenance costs for the facility are $2.96/ton ($2.68/t), exclusive of revenues.
SAFETY EXPERIENCE
The materials recovery plant has experienced no fires or explosions in 18 months of operation, representing more than 34,000 tons (31,000 t) of processed waste. Personnel accidents during both construction and plant operation have been confined to occasional minor cuts and bruises. In addition, health records of the plant personnel indicate no adverse effects related to the work environment.
SUMMARY
A demonstration materials recovery facility has been constructed which utilizes few moving components. Aluminum recovery and on·line process data are obtained using primarily electronic means. Plant availability is cur· rently 91 percent. Electrical power consumption averages 2.5 kW·h/ton while processing 10 to 15 tons/hr (0.9 to

14 t/h). Aluminum recovery is 70 percent to 80 percent and ferrous recovery is 80 to 90 percent .. Noncombus· tible removal efficiency is 60 to 80 percent while the combustible loss is on the order of a few percent. The fuel product is provided to two mass fired combustors which during operation show 8 to 10 percent increased steam output rate and 20% enhanced availability as compared to raw waste operation [4] . No explosions or fires have been experienced.
ACKNOWLEDGEMENTS
The authors would like to thank the Summer County Resource Authority of Gallatin, Tennessee for their
•
cooperation in this unique joint operation and experi· ment. The Plant Manager, Mr. Jerry Metcalf and Chief of Operations, Mr. Sherman Patton were particularly helpful. Sincere appreciation is expressed to Mr. Herbert I. HoI· lander of Sanders & Thomas, Inc., for his honest appraisal of the potential of the process, his assistance and sugges· tions. Appreciation is also expressed to Mr. James Kearley, Mr. Robert Goldsby and Mr. Ken Cannon of National Recovery TechnolOgies, Inc. for their valuable assistance in obtaining data and in the preparation of this paper.
PROPRIETARY NOTICE
The equipment described in this paper, the drum separator (called the RFH or primary separator) and the aluminum concentrator (called the ELPAC) are both the subject of pending patents.
REFERENCES
[11 Velzy, C. 0., "Energy Recovery from Solid Wastes: Op· portunities and Problems," Proceedings of the 1980 National
Waste Processing Conference, Washington, D.C., May 11-14, 1980, ASME, pp. 1-4.
(2) Nollet, A. R. and Sherwin, E. T., "Air Classify First, Then Shred," Proceeding, of the Eighth National Waste Procming Conference, Chicago, Illinois, May 1978, ASME.
[3] Woodruff, K. L. and Bales, E. P., "Preprocessing of Municipal Solid Waste for Resource Recovery with a Trommel -Update 1977," Proceedings of the 1978 National Waste Processing Conference, New York, ASME, pp. 249-257 .
[4] Sommer, E. 1., lr., and Kenny, G. R., "Effects of Ma· terials Recovery on Waste-to-Energy Conversion at the Gallatin, Tennessee Mass Fired Facility," Paper submitted to The 1984 National Waste Processing Conference, ASME.
[S) Sommer, E. 1., lr., and Kenny, G. R., "An Electromag· netic System for Dry Recovery of Nonferrous Metals from Shred· ded Municipal SoUd W�ste," Proceeding, of the Fourth Mineral Waste Symposium ITTRI, Chicago, IL., May 7-8, 1974, pp. 77-84.
[6] Hollander, H. I., Eller, V. L., Keiffer, 1. K. and Stephen· son, 1. W., "A Comprehensive Municipal Refuse Characterization Program," Proceedin" of the Ninth National WaIte Procellinl Conference. Washlnaton, D.C., May 1980, AS ME pp. 221, 237.
KEY WORDS: Aluminum • Bulky Waltll • Concentra
tion • Ferroul • Nonferroul • Rotating Drum. Separator
• Volume Reduction
•
589