Embed Size (px)
Citation preview

Summary. The risk of overloading an atmospheric mud/gas separator (MGS) during high-volume gas kill operations can be minimized. This paper presents the theory and procedure for minimizing this risk for hightemperature/high-pressure (HT/HP) wells. The method can be used to set criteria for selecting the kill method and for separator sizing.
570
A Method for Handling Gas Kicks Safely in High.Pressure Wells Eric Low, SPE, and Case Jansen,· Deminex U.K. Oil & Gas Ltd.
Introduction The number of HT /HP wells being drilled in the North Sea has increased rapidly. Pressures > 15,000 psi are common with associated temperatures > 350 of. The drilling and exploitation of these reservoirs have been described as the new challenge to the drilling industry. 1 However, serious wellcontrol incidents have compelled the industry to re-examine the equipment and procedures used to drill these wells. 2
This paper examines a major shortcoming identified recently: the ability of rig equipment to separate and vent large gas volumes from mud safely. Venting rates from kicks in high-pressure wells can approach the equivalent production of a commercial gas well.
If the separator is overloaded, gas will be blown back into the shale shaker room and other mud-processing facilities, creating an extremely hazardous environment with a high explosion risk. Also; live crude, condensate, and drilling mud will be expelled by the gas through the gas vent line. On offshore rigs, where the vent line often discharges at the top ofthe derrick, the liquids will fall back to the drilling rig or platform. This creates a fire or explosion hazard. The volatile condensate/oil mixture will accumulate close to the deck in any void space and can be ignited by a spark. The hazards of MGS blowdown are apparent.
High reservoir pressures and temperatures increase the surface gas volume per unit volume of gas influx. The ability of rig gasprocessing equipment to handle such increased volumes concerns the industry. Normal practice does not take into account the limitations of the separator but instead concentrates on well control, assuming that the MGS can handle whatever gas volume is present.
The problem is clear. As we continue to explore for oil and gas in deeper and higher pressure reservoirs, we often exceed the safe operating limits of the MGS. Separator modification and redesign has improved its capacity considerably, but space restrictions, especially on mobile rigs, impose an inher-
"Now at Deminex Norge.
Copyright t 993 Society of Petroleum Engineers
ent limitation. Our lack of understanding of the complex separation process has done little to improve operating procedures and practices.
In this paper, the separation process is considered from a functional standpoint, and a procedural method is developed to reduce the risk of blowdown in an MGS. This procedural method may impose limitations on a poorly designed separator that render the separator unsuitable for high-pressure work, but this method illustrates how blowdown can be inhibited in any separator. On the basis of the initial kick parameters, criteria are produced for selection of the kill method and parameters.
GaS-Handling Process The atmospheric MGS, often called a "poor-boy" degasser or gas buster, had humble beginnings. It originally consisted of a large-diameter pipe that stood in a mud pit; gas was vented through the open top. Modem versions are similar, but most now include a smaller-diameter vent line to discharge the gas farther from the rig. Evolution essentially stopped here. The only noteworthy introduction has been internal baffles. For many years, the only changes made to the MGS were to make it smaller and lighter to save space and weight, thus reducing the gas-handling capacity. More recently, as a result of increased deep, highpressure drilling, this trend has been reversed. Larger MGS's, larger-diameter vent lines, and longer mud seals now are the order of the day. Upgraded separators still are affected by the severe space limitations of drilling units.
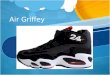
Fig. 1 illustrates a typical modem MGS with the following features.
1. Internal baffles to encourage gas breakout from the mud.
2. Large-diameter vent lines to reduce backpressure caused by the gas venting friction.
3. Extended dip tubes, often into the trip tank, to improve the mud seal integrity.
4. The recent addition of vessel pressure gauges to monitor the approach of blowdown.
5. Hydrostatic head sensors to monitor the mud seal for excessive gas cutting or oil or
June 1993 • JPT

1. Gas Vent Line 2. Pressure Sensor 3. Spray Tube 4. Baffle Plates 5. Dip Tube 6. Hydrostatic Sensor 7. Choke Manifold 8. Automatic Choke 9. Choke Line
10. Mud Processing Facilities
Fig. 1-Typical MGS.
condensate contamination, which could reduce the mud seal integrity.
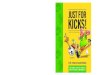
Fig. 2 shows the mud/gas separation process. The gas/mud/oil/condensate mixture is circulated from the well through the drilling choke. The gas now expands rapidly and cools in these near-atmospheric conditions, accelerating the mixture through the choke manifold directly to the MGS spray tube. The free gas is released, and the spray action releases a high proportion of the gas entrained in the mud. The mud and liquid components then cascade over a series of baffle plates, which increases retention time in the separator and provides further agitation to encourage the release of additional entrained gas. The liquid discharge is gravity fed to the dip tube, where the liquid replaces the old mud in the tube, which returns to the mud-processing facilities. The separated gas takes the path ofleast resistance, the gas vent. This vent safely discharges the gas some distance from the rig. The process is simple, if somewhat crude, but has the major advantage of preventing blockages, which could easily happen considering the high solids content of drilling mud.
By far the largest proportion of gas is released during primary separation, which occurs during initial impact on entry to the separator. The gas must then travel through the mud spray to the gas vent.
Separation Capacity. Prieur3 outlines a criterion for calculating the separation capacity of an MGS based on API Spec. 121.4 Prieur states that effective separation can be achieved only when the settling velocity of the liquid droplets exceeds the upward velocity of the gas stream. The separation capacity can be calculated from
JPT • June 1993
_Mud
_ Mud/Gas at Pressure
!ISlJ Mud/Gas at Atmospheric
Fig. 2-Separation process.
the liquid density, gas density, gas flow rate, and cross-sectional flow area. He quotes the following equation for the maximum allowable superficial velocity for good separation4 :
(va)max=K[(PL -Pg)/Pg]o.S, ...... (1)
where K = constant depending on design and operating conditions quoted in AP1 Spec. 121. The range for 5-ft vertical separators is 0.12 to 0.24 ft/sec and for lO-ft vertical separators is 0.18 to 0.35 ft/sec. The lowest in the range should be selected to give the maximum safety margin.
The following equation for separation capacity can be derived from Prieur's conclusions:
qsp=7rr~A(va)max' .............. (2)
Fig. 3 illustrates the typical range of values this equation will give for various mud weights and separator sizes.
Note that Eq. 1 is valid for the separation of liquid droplets larger than 100 J..tm only if (1) the operating temperature exceeds the oil cloud point, (2) the operating temperature exceeds the gas hydrate point, (3) the liquid has a minimal or no foaming tendency, and (4) uniform flow exists.
It is not possible yet to assess with any degree of confidence whether any of these conditions apply to the mud/gas separation process. In particular, the requirement for uniform flow is probably the most difficult to achieve because the flow can vary from 100% gas to 100% mud. This rudimentary expression of mud/gas separation unfortunately is the best available in the industry. It has been applied widely and appears to give reasonable results.
The construction of Eq. 1 is not the purpose of this paper, so the equation has been accepted and used as stated. The development of a more realistic expression should be a priority because it is a fundamental building block for advancing our knowledge on this subject.
Blowdown Capacity. The second important limiting criterion for MGS's is blowdown capacity: the gas rate that will create sufficient backpressure in the vessel, from friction in the gas vent line, to overcome the hydrostatic fluid head in the dip tube.
The U.K. Dept. of Energy 5 favors a calculation based on a light crude oil (0.3 psi/ft) in the mud seal. This calculation accounts for the possibility of condensate or light crude being a constituent of the influx and contaminating the mud. The maximum safe working pressure of the separator, (Psp)max, can be expressed as
(Psp)max=Lm . ................. (3)
Eq. 3 may be invalid if the mud seal arrangement does not contain a substantial mud volume (e.g., "u" tube) in which case an overall 0.3-psi/ft gradient should be applied.
Pressure gauges fitted to the separator vessel to monitor for blowdown must be highaccuracy/low-pressure gauges because the maximum safe working pressure will normally be < 9 psi.
The blowdown capacity can be calculated with the Weymouth equation. 6 The Weymouth equation is a gas pipeline expression commonly used to calculate friction losses in small-diameter pipelines. The fol-
571

"Normal practice does not take into account the limitations of the separator but instead concentrates on well control, assuming that the MGS can handle whatever gas volume is present."
lowing form of the equation should be used to calculate the gas flow rate:
qg =433.45(Tabs /Pa)df-667 [(prp -P'lJ/
Leq'Y gTz]O.S. . .................. (4)
Typical solutions to this equation are 15 to 20 MMscflD for an 8-in.-diameter vent line and 25 to 35 MMscflD for a lO-in.diameter vent line.
The blowdown capacity, as calculated above, assumes that there is no liquid carryover to the vent. Comparing Fig. 3 with the typical solutions quoted above indicates that the separation capacity is exceeded, so liquid carryover must occur. The blowdown capacity, therefore, depends not only on the gas rate but also on the proportion of mud vented with the gas. The Weymouth equation gives good results if only dry gas is processed. The separation capacity rate also ensures that only gas is vented. Between these two capacity figures, variable conditions allow for variable mud/gas ratios in the vent line. The blowdown pressure (Eq. 3) will be approached rapidly as mud content increases in the vent line.
Some older MGS designs with short (3 to 4 ft) mud seals and small (6-in.) vent lines can have separation capacities that exceed their blowdown capacity. Such separators will have very low gas-handling capacities, and safe separator working pressures can be < I psi. Thankfully, most of these separators have been replaced; they should be avoided, even for normally pressured wells.
So far we have determined the two primary capacity figures and how to calculate them for an MGS under specific conditions. For typical modern oilfield MGS's, a safety factor of 5 to 10 exists between separation and blowdown capacity. This safety factor is important because it provides for the various conditions that exist during a well kill.
We can conclude that if a modern separator can be controlled to operate at or below its separation capacity, the risk of blowdown is virtually eliminated.
572
10 MMSCFD
8
6
0 8 9 10 11 12 13 14 15 16 17 18 19 20
Mud Weight (ppg)
20" Separator -+- 24" Separator -+- 3~'' Separator
-a- 36" Separator ~ 42" Separator -+- 48" Separator
Fig. 3-Separation capacity.
Controlling the Separator During well kill operations, well control is always emphasized. The concept of adjusting well kill parameters to control the MGS may appear foolish or even dangerous. "If the separator can't handle it, then change the separator" has been the main thrust of the industry's approach to the problem. One major well kill parameter, however, is selected arbitrarily: the kill pump rate. This parameter controls the rate that the mud/gas mixture enters the MGS.
Consider I bbl of mud/gas mixture displaced through the choke. The gas will expand rapidly in the near-atmospheric conditions, but the mud will not. The worst possible case occurs if the barrel contains 100% gas. The whole barrel then will expand, providing the maximum rate at which gas can enter the MGS. Ifwe can adjust this maximum rate to the separation capacity of the separator, we shall have gained control under the worst possible scenario.
The kill pump rate at which 1 bbl of 100% gas is expelled through the choke into the MGS at its separation capacity can be calculated with the normal gas laws:
Plq/Tlz l =P2qsp/T2z2, .......... (5)
or
q=(P2qsp/PI)(Tl z I /T2Z2) . ....... (6)
For Eq. 6, PI must be calculated from initial kick parameters, P2 can be verified with the Weymouth equation, TI is unknown, but can be estimated (the lowest TI can be is ambient North Sea temperature-i.e., 40°F), and T2 is unknown, so it must be estimated. Because we are concerned mainly with high gas rates, adiabatic expansion may result in extremely low temperatures. However, if we select O°F we obtain a worst case for q. Note that it is the ratio TI/T2 that is important, not the absolute values. z I has a significant influence on the result and should not be ignored. It can be obtained from gas tables or calculated with an iterative routine by computer. Be-
cause the conditions inside the separator will be close to atmospheric, z2 = I should be used.
Although we have had to estimate the temperatures, the other variables are known or can be calculated. PI is the only variable that has not yet been addressed.
Calculating the Casing Pressure. The maximum possible casing pressure that any given kick can generate will occur if the entire kick volume is gas and that gas is immediately upstream of the choke in an expanded condition at the pressure required to balance the bottornhole pressure (BHP). This is the classical view of the well-control mechanism and does not account for kick dispersion or for gas solubility in oil-based mud. Gas solubility and miscibility in oilbased mud have attracted a great deal of attention lately, especially in relation to highpressure wells. 7-11 The effects of these phenomena can be significant, and all personnel involved in well control should be made aware of this. However, if gas is still in solution in the oil component of the mud, the gas rate entering the MGS will necessarily be reduced owing to the presence of the mud. Gas solubility and dispersion have some benefits. They reduce gas rates at surface and at maximum casing pressures. The classical view, therefore, provides an optimal basis for the worst-case approach we opted for. It is fully consonant with the previously mentioned premise that the highest gas rates are produced when 100% gas expands through the choke.
To calculate the maximum possible casing pressure, we can turn to any good wellcontrol textbook to obtain the equations or we can derive them from first principles. The driller's method should be used in this calculation because, if the effect of killweight mud is ignored, the calculation is simplified and will result in a worst-case casing pressure. This is recommended regardless of the kill method used to increase the safety margin.
June 1993 • JPT

The formula for calculating the maximum possible casing pressure is
(Pcs)max =0.5{X +[X2 +4(pws VbhTjZjgm)
l(VannTbhZbh)] 0.5 }, ............... (7)
where X=Pws-[(LclVclIVann)+Drv
-Lcl]gm'
Kick Decision Model A kick decision model (KDM) was developed to establish a logical basis for determining whether a given gas influx could be handled safely by the MGS of the rig. Ifnot, it would be safer to bullhead this influx back to the formation. However, there are several serious concerns with bullheading.
1. What bullhead pressure will be required?
2. Will the well-control equipment withstand this pressure?
3. Will the wellbore withstand this pressure?
4. Will an underground blowout occur if the formation is fractured?
5. Can the influx be pumped back into the formation if this influx has dispersed in the mud?
These are all unknown risks. Even if an injection rate can be established, is the influx being pumped back or is mud being pumped into a weaker zone? At best, bullheading can be considered only an influx disposal method. It is not a kill method because kill circulations will still be required. Bullheading sometimes can be the safest option, but if the influx can be disposed of safely at surface, circulating normally will carry far less risk.
To fulfill the objective of the KDM as a decision-making tool, the KDM must be based on initial kick parameters and must be able to be run immediately after a kick is taken. The chances of a successful bullheading operation are enhanced greatly if this procedure is attempted when the influx is still close to the zone of origin.
The theoretical basis of the KDM has been detailed in preceding sections. First, the model calculates the safety factor between separation and blowdown capacity for the mud weight in use. Second, it dynamically links the initial kick parameters with the separation capacity of the MGS to give the resulting kill pump rate (Eq. 6). These two parameters are themselves an assessment of the MGS's ability to handle the influx. The lower the values, the poorer the MGS design. The time it takes to circulate the influx out at surface will be the criterion, and this length of time may be impractical. The KDM only shows what will be involved in killing the well safely. The judgment of what route should be taken is influenced by other considerations, including weather, equipment, and crew experience.
The form of these calculations lends itself to computerization for speed and accuracy. The fixed geometric data and most of the basic data can be preprogrammed easily in data files. This limits the input requirement to the initial kick parameters, which
JPT • June 1993
Fig. 4-0verload MGS.
makes the computer model quick and simple to use. The model results are illustrated in the examples.
Well-Control Procedure. Assuming that the KDM results have been used to assist in selection of the kill method and it has been decided to circulate out the influx, preparation and calculations for the kill program then proceed normally. The reduced kill pump rate may be selected to begin the kill, but this is unnecessary and in some circumstances may prolong the strain on equipment and personnel. The reduced kill pump rate is required only when the influx reaches surface.
The reduction of heat dissipation from the influx is a very sound argument for circulating out gas kicks as fast as practical. Two main advantages can be achieved from keeping the influx' as warm as possible.
1. Gas expansion through the choke will be reduced if the gas is warmer. The KDM can be used to confirm this effect.
2. A warm gas at surface reduces the risk of hydrate formation. The initial temperature used when examining adiabatic expansion has a dramatic effect on the final temperature.
Therefore, the recommended initial kill circulation rate should be as high as the (1) choke manipulation for startup, (2) weighting up of mud (wait-and-weight method), and (3) sufficient time to react to pressure anomalies will allow.
The kill proceeds normally until the influx approaches surface, when the reduced kill pump rate from the KDM must be applied. Changing the kill circulation rate during a kill is a procedure commonly taught and practiced in well-control courses. It is recommended that circulation be stopped and that the well be shut in before establishing the new rate. The rate change should be made well before the influx reaches surface to establish the new rate before the pressure fluctuations of gas being expelled at surface begin. Shut-in should take place when the
" .. as a result of deep, high.pressure drilling, ... larger MGS's, larger.diameter vent lines, and longer mud seals now are the order of the day."
influx is approximately 3,500 to 4,000 ft from surface to provide an adequate safety margin. For larger influxes, earlier shut-in would be prudent.
There are other significant advantages to stopping the kill at this point. Final checks can be made to prepare for receiving the gas at surface. This also is a good time to begin methanol injection into the chokeline. This practice is becoming more common owing to increasing awareness of the risk of hydrate formation. Stopping the kill also provides an opportunity to check well pressures and mud volumes before entering this critical phase of the kill.
The kill continues with the reduced kill pump rate or an even lower rate. The reduced rate allows more time for the choke manipulation required when the gas reaches surface. Use of the lower rate also allows more time to read and react to MGS pressure changes and to blowout preventer (BOP) and chokeline temperature changes.
Although this technique will drastically reduce the risk of MGS blowdown, contingency plans should always be in place in case blowdown occurs. Blowdown will first be detected by the MGS vessel pressure gauge, but reaction to and implementation of these plans will have to be speedy.
Procedure Summary. 1. Begin kill with the highest practical kill
pump rate. 2. Shut down the kill and shut in the well
when the influx is still some distance from surface.
3. Prepare for handling the influx at surface, check equipment, and confirm well pressures and mud volumes. Begin methanol injection (if required).
4. Resume kill circulation with the reduced kill pump rate, maintaining that rate until all the gas is expelled.
5. Monitor MGS vessel pressure and be prepared to proceed with the blowdown contingency plan if required.
573

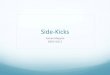
Application to North Sea Well Kicks Example 1. This method was applied retroactively to North Sea well kicks with known parameters to validate the KDM. In one example of a well kick, in a 12IA-in. hole, the MGS was overloaded (see Fig. 4). The initial kick parameters were shut-in drillpipe pressure, 2,433 psi; shut-in casing pressure, 2,553 psi; pit gain, 25 bbl; true vertical depth (TVD), 7,800 ft; mud (oilbased) weight in use, 10.6 Ibm/gal; and bottornhole static temperature (BHST), 180°F (estimated). The following data also are required for the calculations: Lel=40.0 ft, Vel =0.0087 bbllft, Vann =0.1245 bbl/ft, di =6.0 in., Leq =0.0652 miles, Ti = 1.208 ft, and K =0.12. The typical North Sea gas specific gravity relative to air, 0.7, was used.
The kick was circulated out at 30 strokes/minute (3.47 bbllmin). The KDM was run with the well data listed above, and the results indicated that the kill pump rate should have been reduced to 0.8 bbl/min to prevent liquid carryover to the gas vent. Although the eruption was short lived-l to 2 minutes-gas rates could have reached more than 7 MMscf/D during that period.
This example shows that ifKDM concepts had been applied, this dangerous incident may have been avoided.
Example 2. Turner2 published the data for this example. Some peripheral geometric data were not included in Turner's publication, but these have been assumed from general rig layouts. In Turner's publication, Well E experienced a severe kick in a 9.5-in. hole at 14,818 ft. Severe gassing and freezing were reported when the influx was at surface. The initial kick parameters were shut-in drillpipe pressure, 4,400 psi; shutin casing pressure, 5,300 psi; pit gain, 90 bbl; TVD, 14,818 ft; mud weight in use, 12.2 Ibm/gal; and BHST, 260°F (estimated). The following data also are required for the calculations: Lel=400.0 ft, Vel=0.<t>87 bbl/ft, Vann =0.0634 bbl/ft, d j =8.0 in., Leq =0.062 miles, Ti = 1.208 ft, and K=0.18. The typical North Sea gas specific gravity relative to air, 0.7, was used.
The KDM calculations show that a maximum kill pump rate of 1.0 bbllmin should have been used. A secondary kick was allowed into the wellbore, however, resulting in 8,OOO-psi casing pressure. The KDM was adjusted to reflect this situation, with a resulting kill rate of 0.7 bbllmin.
This was a problematic kill, partly because of the large gas/condensate disposal problem. The KDM could have assisted with this problem to reduce severe gassing of the rig.
Example 3. Here, the kick decision and separator control concepts were integrated fully into the policies of Deminex U.K. Oil & Gas Ltd. when they drilled a highpressure well in Block 22/16b of the U.K. Continental Shelf in 1990. On this well, a severe kick was taken at 13,080 ft in a
574
12 IA-in. hole. The initial kick parameters were shut-in drillpipe pressure, 2,000 psi; shut-in casing pressure, 2,170 psi; pit gain, 7 bbl; TVD, 13,080 ft; mud (oil-based) weight in use, 13 Ibm/gal; and BHST, 276°F (calculated). The following data also are required for the calculations: Lcl= 400.0 ft, Vel =0.0087 bbllft, Vann =0.1237 bbllft, d; = 10.0 in., Leq =0.0642 miles, T;=1.239 ft, and K=0.18. The typical North Sea gas specific gravity relative to air, 0.7, was used.
The KDM was run and an anomaly was highlighted. The influx hydrostatic gradient was negative. This situation can occur if the influx volume has been underestimated, the influx has migrated, or pressure has been trapped during shut-in. None of these provided a satisfactory explanation in this case. Gauge error is believed to have caused the problem. The difference between the drillpipe and casing pressures is used in the gradient calculation. This value is small, and the normal inaccuracy of both gauges would be sufficient to account for the anomaly.
The reduced kill pump rate was calculated as 1.6 bbllmin. The kick was circulated out with the reduced kill pump rate throughout. The small volume of the influx made identification difficult even at surface. It did contain gas but in an insufficient amount to account for the entire volume.
Perhaps this illustration of the usefulness of the KDM is less-than-optimal, but it does indicate that the concept has been adopted and applied by a North Sea operator. The advantages of using the KDM on this occasion may have been limited, but its use provided clear insight, boosted confidence in the company's ability to dispose of the influx, and strengthened the company's resolve to devote 15 hours to completing the kill circulation.
Conclusions The procedural technique presented will inhibit atmospheric MGS blowdown during well-control operations. The technique has been verified with high-severity-kick data from North Sea wells. The following conclusions are drawn.
1. It is feasible and desirable to control the maximum rate at which gas enters an MGS.
2. The risk of blowdown in an MGS is reduced greatly if gas is limited to separation capacity.
3. A kill pump rate that expels the influx at a rate that does not exceed the separation capacity can be calculated.
4. This kill pump rate itself is an assessment of the ability of the MGS to handle the influx safely.
5. This assessment can be used as a basis for selecting optimal well-control procedures.
Acknowledgments We thank Deminex U.K. Oil & Gas Ltd., for whom this work was carried out, for their kind permission to publish this paper.
Thanks also are due Eric Turner, who encouraged us to publish.
Nomenclature
A = 86,400 seconds (conversion constant from seconds to days), t, seconds
dj = ID, L, in. DIV = TVD, L, ft gm = mud gradient, psi/ft
K = constant, Lit, seconds Lel = chokeline length, L, ft Leq = equivalent length, L, miles Lm = mud seal length, L, ft
P = pressure, m/Lt2, psi P a = atmospheric pressure, m/Lt2,
14.7 psi Pcs = shut-in casing pressure,
m/Lt2, psi Psp = MGS pressure, m/Lt2, psi Pws = shut-in BHP, psi PI = choke pressure with 100%
gas, m/Lt2, psia P2 = pressure in the separator
vessel that, at separation capacity rates, will be close to atmospheric pressure (14.7 psia), m/Lt2
q = kill pump rate, L31t, bbl/min qg = gas flow rate, L31t, sefID
qsP = separation capacity, L3/t, scf/D
Ti = internal radius, L, ft T = temperature, T, OR
Tabs = standard absolute temperature, T,520oR
Tbh = BHST, T, OR TI = gas temperature upstream of
the choke, T, OR T2 = temperature inside the
separator, T, OR va = allowable superficial velocity,
Lit, ft/sec V = volume, L3, bbl
Vann = annular volume, L3/L, bbllft Vbh = bottornhole influx volume,
L3, bbl Vel = chokeline volume, L3/L,
bbllft z = gas compressibility factor,
dimensionless Zbh = gas compressibility factor in
bottomhole conditions, dimensionless
Z I = gas compressibility factor in conditions upstream of the choke, dimensionless
Z2 = gas compressibility factor in the conditions inside the separator, dimensionless
'Y g = specific gravity of gas relative to air, dimensionless
Pg = gas density, m/L3, Ibm/ft3 PL = liquid density, m/L3, Ibm/ft3
Subscripts max = maximum
June 1993 • JPT

References 1. Low, E. and Seymour, K. P.: "The Drilling
and Testing of High-Pressure Gas Condensate Wells in the North Sea," paper SPE 17224 presented at the 1988 IADC/SPE Drilling Conference, Dallas, Feb. 28-March 2.
2. Turner, E.B.: "Well Control When Drilling With Oil-Based Mud-Recent British Experience in Deep Wells," Offshore Technology Report OTH 86 260, Her Majesty's Stationary Office, London (1986).
3. Prieur, J.M.: "Drilling and Control Aspects of High-Pressure Deep Wells," paper SPE 19245 presented at the 1989 SPE Offshore Europe Conference, Aberdeen, Sept. 5-8.
4. Spec. 12J Oil and Gas Separators, seventh edition API, Dallas (Oct. 1, 1989).
5. Safety Notice PED4 11170, U.K. Dept. of Energy, Her Majesty's Stationary Office, London, Nov. 1990.
6. Slider, H.C.: Worldwide Practical Petroleum Reservoir Engineering Methods, PennWell Publishing Co., Tulsa, OK (1983).
7.0'Bryan, P.L. and Bourgoyne, A.T. Jr.: "Swelling of Oil-Based, Drilling Fluids Resulting From Dissolved Gas," SPEDE (June 1990) 149-55.
8. O'Bryan, P.L. and Bourgoyne, A.T. Jr.: "Methods for Handling Drilled Gas in OilBased Drilling Fluids," SPEDE (Sept. 1989) 237-46; Trans., AIME, 287.
9. Thomas, D.C., Lea, J.F., and Turek, E.A.: "Gas Solubility in Oil-Based Drilling Fluids: Effects on Kick Detection," JPT(June 1984) 959-68.
10. O'Brien, T.B.: "Handling Gas in Oil Mud Takes Special Precautions," World Oil (Jan. 1981) 83-86.
11. Swanson, B.W. et al.: "Experimental Measurement and Modeling of Gas Solubility in Invert-Emulsion Drilling Fluids Explains Surface Observations During Kicks, " paper SPE 18371 presented at the 1988 SPE European Petroleum Conference, London, Oct. 16-19.
JPT • June 1993
General References
Turner, E.B.: "Rig Procedures and Handling Decisions for Kicks in Deep Hot Holes With OilBased Mud," Drilling and Production Training Centre, Aberdeen.
Hoopingarner, J.B. et al.: "Rig Modifications Meet New U.K. High-Pressure Requirements," paper SPE 19976 presented at the 1990 IADC/SPE Drilling Conference, Houston, Feb. 27-March 2.
White, D.B. and Walton, I.C.: "A Computer Model for Kicks in Water- and Oil-Based Mud," paper SPE 19975 presented at the 1990 IADC/SPE Drilling Conference, Houston, Feb. 27-March 2.
SI Metric Conversion Factors
bbl x 1.589 873 ft x 3.048*
ft3 x 2.83\ 685 OF (OF-32)/1.8 gal x 3.785412 in. X 2.54*
Ibm x 4.535 924 mile x 1.609 344"
psi x 6.894 757 OR °R/I.8
·Conversion factor is exact.
Provenance
E-OI = m3
E-OI = m E-02 = m3
= °C E-03 = m 3
E+OO = em E-OI = kg E+OO = Ian E+OO = kPa
= K
Original SPE manuscript, A Method for Handling Gas ,Kicks Safely in HighPressured Wells, received for review March 11, 1991. Revised manuscript received Nov. 19, 1992. Paper accepted for publication Jan. 4, 1993. Paper (SPE 21964) first presented at the 1991 SPE/IADC Drilling Conference held in Amsterdam, March 11-14.
JPT
Authors
Low Jansen
Eric Low Is a consultant drilling superintendent for Demlnex U.K. 011 & Gas Ltd. His experience with HPHT wells began in 1979, when he worked in the Tuscaloosa trend, with Chevron U.S.A. It continued with Ranger Oil U.K. Ltd •• where he became drilling manager. He holds a as degree in physics and a diploma In offshore engineering from Robert Gordon U. in Aberdeen. Ca .. Jan .. n Is head of Drl1l1ng with Deml· nex Norge In Stavenger. In 1964. he joined Royal Dutch Shell and worked as a drilling operations engineer In various countries. He Joined Demlnex In 1980 as drilling manager. In 1989-90, he was Involved in the programming and management of their first HTIHP well In the U.K. Jansen holds a as degree In mechanlcal engineering from the Technical U. at Delft, The Netherlands.
575