Embed Size (px)
Citation preview

1664
8.9 Chemical Reactors: Basic Control Strategies
D. C. KENDALL, W. F. SCHLEGEL (1970) H. I. HERTANU (1985)
F. MOLNÁR (1995) B. G. LIPTÁK (1995, 2005)
INTRODUCTION
It should be noted that the coverage of this section and thatof the next one (8.10) are similar. If you are interested inreading a detailed and complete treatment of the subject ofchemical reactor control, read this section. On the other hand,if you have little time and are an experienced process controlengineer, familiar with the basics of chemical reactor control,and want only to refresh your memory about the most impor-
This section is started with a description of reactor char-acteristics, reaction rates, and time constants. This is followedby a discussion of the various methods of reactor temperaturecontrol, initial heat-up control, end-point detection, pressure,and safety controls. Other aspects of reactor control are cov-
batch sequencing, optimization, and modeling of chemicalreactor controls.
Chemical reactor designs include the continuous stirredtank reactors (CSTRs), the batch stirred tank reactors(BSTRs), the tubular reactors, and the packed bed reactors.The optimization of batch and continuous chemical reactorshas many potential benefits, including increase in productiv-ity and improvement in safety, product quality, and batch-to-batch uniformity. The combined impact of these factors onplant productivity can approach a 25% improvement.1
Such overall results are the consequences of many indi-vidual control loops and control strategies. These loops willprogram temperature and pressure and maintain concentrationand safety, while providing sequencing and record-keepingfunctions. All elements of the overall chemical reactor controlsystem are discussed in this chapter.
REACTOR DESIGNS AND CHARACTERISTICS
In a batch cycle, there is no steady state and therefore no“normal” condition at which controllers could be tuned. Thedynamics of the batch process vary with time; thus, the pro-
cess variables, the process gains, and time constants also varyduring the batch cycle. In addition, there are the problems ofrunaway reactions and batch-to-batch product uniformity.
Runaway reactions occur in exothermic reactions, inwhich an increase in temperature speeds up the reaction,which in turn releases more heat and raises the temperaturefurther. In order to counter this positive feedback cycle,highly self-regulating cooling systems are required. One ofthe most self-regulating cooling systems is a bath of boilingwater, because it needs no rise in temperature to increase itsrate of heat transfer. Endothermic reactions are inherentlyself-regulating.
Batch-to-batch uniformity is a function of many factors,from the purity of reactants, catalysts, and additives to therepeatability of controllers serving to maintain heat and mate-rial balance. Before addressing such complex topics, it isnecessary to review the basic batch process.
Most batch cycles are started by charging reactants intothe reactor and then mixing and heating them until the reac-tion temperature is reached. The reaction itself is frequentlystarted by the addition of a catalyst. Exothermic reactionsproduce heat, and endothermic reactions consume heat. Thereactor itself can be isothermal, meaning that it is operatedat constant temperature, or adiabatic, meaning that heat isneither added nor removed within the reactor; the reaction iscontrolled by other means, such as the manipulation of pres-sure, catalyst, and reactants.
Chemical reactions can follow quite complex paths andsequences, but for engineering purposes such as equipmentdesign and control system analysis, most reactions can beconsidered as one of four types: irreversible, reversible, con-secutive, or simultaneous. Most reactions are reversible — thatis, there is a ratio in product-to-reactant concentration thatbrings about equilibrium. Under equilibrium conditions theproduction rate is zero, because for each molecule of productformed there is one that converts back to its reactant molecules.
The equilibrium constant (K) describes this state as theratio of forward- to reverse-rate coefficients. The value of Kis also a function of the reaction temperature and the type ofcatalyst used. K naturally places a limit on the conversion
M
Flow sheet symbol
© 2006 by Béla Lipták
tant aspects of their control and optimization, read Section8.10.
ered in Sections 8.8, 8.10, and 8.11, covering the topics of

8.9 Chemical Reactors: Basic Control Strategies 1665
that can be achieved within a particular reactor, but conver-sion can usually be increased, if at least one of the followingchanges can be made:
• Reactant concentration can be increased• Product concentration can be decreased through sep-
aration or withdrawal• Temperature can be lowered by increased heat removal
in reversible exothermic reactions• A change in operating pressure can be affected (this
increases conversion only in certain reactions)
The catalyst does not take part in the reaction, but it doesaffect the reaction rate (k). Some catalysts are solids and arepacked in a bed; others are fluidized, dissolved, or suspended.Metal catalysts are frequently formed as flow-throughscreens. Whatever their shape, the effectiveness of the cata-lyst is a function of its active surface, because all reactionstake place on that surface. When it is fouled, the catalystmust be reactivated or replaced.
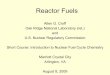
The time profiles of heat release, operating temperature,and chemical concentrations are illustrated in Figure 8.9a fora consecutive reaction,2 in which first ingredient A is con-
verted into intermediate product B, and then intermediateproduct B reacts to form final product C. The reaction tem-perature is controlled so as to maximize the production of Cwhile minimizing the cycle period.
Reaction Rates and Kinetics
The reaction rate coefficient exponentially increases withtemperature. The activation energy (E) determines its degreeof temperature dependence3 according to the Arrheniusequation:
8.9(1)
wherek = specific reaction rate coefficient (min−1)α = pre-exponential factor (min−1)E = activation energy of reaction (BTU/mole)R = perfect gas constant (1.99 BTU/mole-°R)T = absolute temperature (°R)
Figure 8.9b illustrates the strong dependency of the reac-tion rate coefficient (k) on reaction temperature3 for the valuesof α = e29 and E/R = 20,000.
Figure 8.9c illustrates the three basic reactor types: 1)plug flow, 2) continuous stirred tank, and 3) batch; it math-ematically defines their fractional conversion of the reac-tant(s) into product (y).
Because the continuous plug flow-type reactor is domi-nated by dead time, its temperature control is difficult. Onthe other hand (as shown in Figure 8.9c), the plug flow reactorgives higher conversion than a back-mixed reactor operatingunder the same conditions. If the reaction rate is low, a longtubular reactor or a larger back-mixed reactor is required toachieve reasonable conversions.
In a batch reactor, after the initial charge there is noinflow or outflow. Therefore, an isothermal batch reactor issimilar in its conversion characteristics to a plug-flow tubularreactor. If the residence times are similar, both reactors will
FIG. 8.9a Concentration, temperature, and heat variables are shown as afunction of time for a consecutive reaction, where A is first convertedto B and then B into C. In this reaction the heat generated by thereaction is greater during the conversion of A to B, but the reactortemperature is controlled at an optimum setting to ensure maximumconversion in a minimum amount of time.2
A
Reaction: A B C
BC
Conc
entr
atio
nRe
acto
r tem
pera
ture
Hea
t gen
erat
ed
Time
Time
Time
FIG. 8.9b The influence of temperature on reaction rate coefficient is substantial.3
0
1
2
3
200 220Temperature, °F
240 260
K, m
in–1
k e E RT= −α ( / )
© 2006 by Béla Lipták

1666 Control and Optimization of Unit Operations
provide the same conversions. Batch reactors are usuallyselected when the reaction rates are low, when there are manysteps in the process, when isolation is required for reasonsof sterility or safety, when the materials involved are hard tohandle, and when production rates are not high.
As shown in Figure 8.9d, the batch (or tubular) reactoris kinetically superior to the continuous stirred tank reactor.2
The batch reactor has a smaller reaction time and can producethe same amount of product faster than the back-mixed one.
Reactor Time Constants
The amount of heat generated by an exothermic reactorincreases as the reaction temperature rises. If the reactor isoperated without a temperature controller (in an open loop),an increase in the reaction temperature will also increase heatremoval, because of the increase in ∆T between process andcoolant temperatures. If an increase in reaction temperatureresults in a greater increase in heat generation than in heatremoval, the process is said to display positive feedback; assuch, it is considered to be “unstable in the open loop.”
The positive feedback of the open-loop process can becompensated for by the negative feedback of a reactor tem-perature controller, which will increase the heat removal rateas the temperature rises. The addition of such a feedbackcontroller can stabilize an open-loop unstable process onlyif the control loop is fast and does not contain too much deadtime. Cascade control can increase speed, and maximizedcoolant flow can reduce dead time. Shinskey3 suggests thatif the dead time can be kept under 35% of the thermal timeconstant of the reactor, the process can be stabilized, whereasif it approaches 100% the reactor will not be controllable.
A real reactor has several lags and delays, including thoseof measurement and heat removal, as illustrated in Figure 8.9e.
FIG. 8.9c Conversion equations and conversion vs. temperature characteris-tics vary with reactor design.2,3
VF
= 4
VF
2
1.0
0.8
0.6y
y
0.4
0.20
1.0
0.8
0.6
0.4
0.2
0
180 200 220 240Temperature, °F
Temperature, °F
Continuous stirred tank reactor
260
Z = O Z = L
V
y = 1 – e–kV/F = 1 – e–kL/v
y = 1 – e–kt
y = 1 – =11 + kV/F
180 200 220 240 260
F
1
Plug flow reactor
= 4 2 1
Batch reactor
V
V
kV/F1 + kV/F
Where :
L = Z – Axial distance (ft)
F – Feed rate (ft3/min)k – Reaction rate (min–1)t – Time (min)T – Temperature (°F)v – Velocity (ft/min)V – Reactor volume (ft3)y – Fractional conversion
FIG. 8.9d Batch reactors have better conversion efficiencies than back-mixedreactors.2
FIG. 8.9e There are four interacting time lags in a chemical reactor process.By minimizing the process gain, the controller gain can be maxi-mized, and the narrower the proportional band the more sensitivethe control loop will be.3
Conv
ersio
n (y
)
Reaction time
Batc
h or
plu
g flo
wCo
ntin
uous
stirred tank type
TC
OverflowFw, TC2
Coldwater
e process gain: KP =
Fw, Tw
F – Fw, TC2
TC2 – Tw
Fw
F, TC1
T2 Tc
T1
2T
43
1
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1667
The equations for calculating the thermal, reactor wall,coolant, and thermal bulb time delays are listed below.3 Typ-ical values of these time constants are:
τ1 = thermal time constant = 30–60 minτ2 = reactor wall time constant = 0.5–1.0 minτ3 = coolant time constant = 2–5.0 minτ4 = thermal bulb time constant = 0.1–0.5 min (can be
minimized by the use of bare bulbs)
Thermal time constant:
8.9(2)
Reactor wall time constant:
8.9(3)
Coolant time constant:
8.9(4)
Thermal bulb time constant: 8.9(5)
whereA = heat-transfer area, ft2
A4 = surface area of bulb, ft2
C = specific heat of coolant, BTU/(lb)(°F)C1 = specific heat of reactants, BTU/(lb)(°F)C2 = specific heat of wall, BTU/(lb)(°F)C4 = specific heat of bulb, BTU/(lb)(°F)k1 = heat-transfer coefficient, BTU/(h)(ft2)(°F)k2 = thermal conductivity, BTU/(h)(ft2)(°F/in)k3 = heat-transfer coefficient, BTU/(h)(ft2)(°F)l = wall thickness, in.
Q = rate of heat evolution, BTU/hT = reactor temperature, °F
T1 = wall temperature, °FT2 = outside wall temperature, °FTc = average coolant temperature, °F
W1 = weight of reactants, lbW2 = weight of wall, lbW3 = weight of jacket contents, lbW4 = weight of bulb, lb
The total dead time in the loop is the sum of jackettransport lag, the dead time due to imperfect mixing, andmiscellaneous smaller contributing factors. The dead timedue to jacket displacement can be reduced by increasing thepumping rate. This should be kept under 2 min in a well-designed reactor.3 The dead time caused by imperfect mixingcan be reduced by increasing the agitator pumping capacity.In a well-designed reactor it should be held to less than 10%of the thermal time constant τ1.
In the case of a typical reactor, the period of oscillationmight be around 30 min. This period approximately equalsfour dead times; therefore, the total dead time of such a loopis around 7.5 min. In the case of interacting controllers, thecorrect setting for such a controller would be 7.5 min forboth integral and derivative times.
Two types of reactors are used in chemical plants: con-tinuous reactors and batch reactors. Continuous reactors aredesigned to operate with constant feed rate, withdrawal ofproduct, and removal or supply of heat. If properly controlled,the composition and temperature can be constant with respectto time and space. In batch reactors, measured quantities ofreactants are charged in discrete quantities and allowed toreact for a given time, under predetermined controlled con-ditions. In this case, composition is the function of time.
TEMPERATURE CONTROL
The control loop features required during heat-up are sub-stantially different from those needed during an exothermicreaction or those required during stripping or refluxing. Eachwill be discussed in the following paragraphs, starting withthe controls of exothermic reactors.
Reaction temperature is frequently selected as the con-trolled variable in reactor control. It may be necessary tocontrol reaction rate, side reactions, distribution of side prod-ucts, or polymer molecular weight and molecular weightdistribution. All of these are sensitive to temperature. It isfrequently necessary to control reaction temperature to within0.5°F (0.28°C). Many reactions are exothermic. In order tocontrol reaction temperature, the released heat must beremoved from the system as it is liberated by the reactants.
A simple temperature control scheme is depicted inFigure 8.9f. The reaction temperature is sensed, and the flowof heat-transfer medium to the reactor jacket is manipulated.For many installations this scheme is considered to be unsat-isfactory because of the reactor nonlinearity and dynamicfeatures. This “once-through” method of cooling is undesirable
τ11 1
1
1 11= = −W C
k A
W C
QT T( )
τ 22 2
2
2 21 2= = −
W C l
k A
W C
QT T( )
τ 33
3
32= = −W C
k A
W C
QT Tc( )
τ 44 4
1 4
= W C
k A
FIG. 8.9f In chemical reactors with once-through cooling, the coolant tem-perature is not uniform and the process dead time varies with load.
Heat transfermedium supply
TIC TT
Return
M
© 2006 by Béla Lipták

1668 Control and Optimization of Unit Operations
because the coolant temperature is not uniform. This cancause cold spots near the inlet and hot spots near the outlet.
Another disadvantage of this configuration is the variableresidence time of the cooling water within the jacket as theflow rate changes. This causes the dead time of the jacket tovary, which in turn necessitates the modification of the con-trol loop tuning constants as the load varies. In addition, whenthe water flow is low, the Reynolds number will drop off,and with it, the heat-transfer efficiency will also diminish.Low water velocity can also result in fouling of the heat-transfer surfaces.
For all the above reasons, the recirculated cooling waterconfiguration shown in Figure 8.9g is more desirable,because it guarantees a constant and high rate of water cir-culation. This keeps the jacket dead time constant, the heat-transfer coefficient high, and the jacket temperature uniform,thereby eliminating cold and hot spots.
The f luid velocity in the reactor jacket is maintainedhigh enough to produce satisfactory film coefficients forheat transfer. The fluid velocity can be further increasedby additional jets. In addition, the liquid is circulated at ahigh enough rate to keep the temperature gradient in theheat-transfer medium, as it passes through the jacket, at ahigh enough level to maintain the jacket wall temperaturesthroughout the reactor. This keeps the jacket dead timeconstant and eliminates fouling of the heat-transfersurfaces.
Because the jacket provides a constant heat-transfer area,when the cooling load is low, the process is sensitive and theprocess gain is large. As shown in Figure 8.9h, as the loadrises, the process gain drops in a nonlinear manner. Thevariable process gain can be partially compensated for byusing a variable gain control value (equal-percentage valve);thereby, when the process gain drops, the valve gain risesand the total loop gain remains relatively constant.
Figure 8.9i illustrates the temperature response of anyuncontrolled chemical reactor to a step change in load,assuming that the coolant is applied in a once-through manner
temperature response at low loads, and the dotted line depictstemperature response at high loads.
Both dead time and the process gain increase as the loaddrops. In other words, at low loads it takes longer for theprocess to start responding, but once it has, the full responsedevelops quickly. At high loads the opposite is the case.
Cascade Control
A superior method of reactor temperature control, a cascadeloop, is depicted in Figure 8.9j. Here the controlled process
FIG. 8.9gIf the cooling water is recirculated around the jackets of chemicalreactors, the water temperature will be more uniform, the processdead time will be minimized, and the heat transfer will bemaximized.
TICTT
Return
Supply ofheat transfer
medium
M
MFIG. 8.9hThe sensitivity (gain) of a jacketed reactor drops in a nonlinearmanner as the cooling load rises because the increasing amount ofheat must be transferred through a fixed heat-transfer area. Becausethe gain of an equal-percentage coolant control valve linearly riseswith load, using such a valve will partially compensate for thenonlinearity of the gain of a jacketed reactor.6
FIG. 8.9i In a chemical reactor with a once-through jacket, without a watercirculating pump, both the dead time and the gain of the processdrop as the cooling load rises.
Chemicalreactor
gain
Process gain, sensitivity% Batch temperature
% Change in coolant flow
= % Control valvegain
Cooling load (–BTU)
[ ]
Tem
pera
ture
T2
(Td)H
T1
0
Slope = (Rr)L
Slope = (Rr)H
Low load responseHigh load response
Td = Dead timeRr = Reaction rate (related to gain)
Time
(Td)L
© 2006 by Béla Lipták
(Figure 8.9f), without recirculation. The solid line depicts the

8.9 Chemical Reactors: Basic Control Strategies 1669
variable (reactor batch temperature, hereafter called reactor tem-perature), whose response is slow to changes in the heat-transfermedium flow (manipulated variable), is allowed to adjust theset point of a secondary loop, whose response to coolant flowchanges is rapid. In this case, the reactor temperature controllervaries the set point of the jacket temperature control loop.
The purpose of the slave loop is to correct for all outsidedisturbances, without allowing them to affect the reactiontemperature. For example, if the control valve is sticking orif the temperature or pressure of the heat-transfer mediachanges, this would eventually upset the reaction tempera-ture, if the control system was configured as in Figures 8.9for 8.9g but not in Figure 8.9j.
This is because in Figure 8.9j the slave would notice theresulting upset at the jacket outlet and would correct for itbefore it had a chance to upset the master. As pointed out in
process lags should be distributed between master andslave loops in such a way that the time constant of the slaveis one tenth that of the master. Cascade loops will not functionproperly if the master is faster than the slave.
It is preferred that the slave controller be used to maintainthe jacket outlet (and not inlet) temperature, because this waythe jacket and its dynamic response is included in the slaveloop. Another advantage of this configuration is that itremoves the principal nonlinearity of the system from themaster loop, because reaction temperature is linear withjacket-outlet temperature.
The nonlinear relationship between jacket-outlet temper-ature and heat-transfer-medium flow is now within the slaveloop, where it can be compensated for by an equal-percentagevalve, whose gain increases as the process gain drops off(Figure 8.9h). In most instances the slave will operate prop-erly with proportional-plus-derivative or proportional onlycontrol, which is set for a proportional band of 10–20%.
The period of oscillation of the master loop is usuallycut in half as direct control is replaced by cascade. This mightmean a reduction from 40 to 20 min in the period and acorresponding reduction of perhaps 30 to 15% in the propor-tional band.3 The derivative and integral settings of an inter-acting controller would also be reduced from about 10 minto about 5 min. This represents a fourfold overall loop per-formance improvement.
Using jacket-inlet temperature as an override or measure-ment for the slave may be useful in cases in which the jackettemperature must be limited, e.g., when the reactor is usedas a crystallization unit, or in safety systems that serve toprotect glass-lined reactors from thermal shock. Such protec-tion might be needed when hot water is generated by directinjection of steam (see Figure 8.9k).
If it is desired to reduce the heat-up time by applyingdirect steam heating to the reactor jacket and to use bothwater and methanol as cooling media in the same system,the configuration in Figure 8.9k can be considered. In orderto guarantee that water and methanol will not intermix, evenaccidentally, in addition to the coolant control valve (TCV-2), tight shut-off on/off valves are provided on both coolants(V3 and V4). Such a control system can be operated in avariety of modes.
In Figure 8.9k five operating modes are listed. These canbe implemented with positive interlocks. The return flow pathis selected to match the type of coolant supply and is providedwith a back-pressure regulator to prevent draining of thejacket.
If heat needs to be added in some phases of the reactionwhile in other phases it must be removed, the controls must
a cascade temperature control system with provisions forbatch heat-up. The heating- and cooling-medium controlvalves are split-range controlled, such that the heating-medium control valve operates between 50 and 100% controloutput signal and the cooling-medium control valve operatesbetween 0 and 50%.
It is important to match the characteristics of the valves(zero point) and to avoid nonlinearity at the transition, whichcan result in cycling. It is equally undesirable to keep bothvalves open simultaneously, because it results in energy
arrangement, because in case of air failure the heating valveis closed and the coolant valve is opened.
Figure 8.9l also shows an arrangement whereby an uppertemperature limit is set on the recirculating heat-transfer-medium stream. This is an important consideration if theproduct is temperature-sensitive or if the reaction is adverselyaffected by high reactor wall temperature. In this particularcase, the set point to the slave controller is prevented fromexceeding a present high-temperature limit.
Another feature shown is a back-pressure control loop inthe heat-transfer-medium return line. This may be needed toimpose an artificial back-pressure, so that during the heat-up
FIG. 8.9jThe addition of a cascade control loop to a chemical reactor that isprovided with coolant recirculation reduces the period of oscillationof the master temperature controller.
TT TT
PID
Return
Supply ofheat transfer
mediumEqual%
TRCMaster Setpoint
Slave(proportional
only 15%)
TRC
M
M
© 2006 by Béla Lipták
be configured in a two-directional manner. Figure 8.9l depicts
waste. The control system shown in Figure 8.9l is a fail-safe
the detailed discussion of cascade systems in Section 2.6, the

1670 Control and Optimization of Unit Operations
cycle no water leaves the recirculation loop and therefore thepump does not experience cavitation problems.
Limitations of Cascade Control Figure 8.9m illustrates acascade loop consisting of three controllers in series. Themaster is the reaction temperature controller, the primaryslave is the jacket temperature controller, and the secondaryslave is the valve position controller (see Sections 6.2 and6.12).
A positioner is a position controller that detects the open-ing of the valve and corrects for any deviations between mea-surement (the mechanically detected position) and set point.In such a hierarchical arrangement, only the master can con-trol its variable independently; the slave controller set pointsmust be freely adjustable to satisfy the requirements of themaster.
Reset Windup Whenever the master is prevented frommodifying the set point of the slave — because of a limiter,such as in Figure 8.9m, or because the slave has been manuallyswitched from remote to local set point — reset windup canoccur. Reset windup is the integration of an error that thecontroller is prevented from eliminating. Consequently, the
FIG. 8.9k Multimedia reactor jacket temperature control system that allows heating by direct steam injection and cooling by either water or methanol.
TT
TTM
MasterTRC
R/A
R/A
ER
TRC
TY
Slave
Directsteam
injector
Steamheatingmedium
Coolingwater
return ordrain
Coolingwatersupply
Methanolreturn
Methanolsupply
TCV2
TCV1
FO0–50%
FC50–100%
Coolingmedium
HICManual loading
station to settemperature
limit
PIC
V1
<
V5
V2
V3
V4
P
P
V6
CondensateHeat transfermode
Valve status (O = open)TCV1 V1 V2 V3 V4 V5 V6
00
0 0 0 0
00 0 0
0 0
0 0 0 0
0 0 0
TCV2Direct steamheat
Cooling bywater
Heat by water
Heat or coolby waterCoolby methanol
FIG. 8.9l Two-directional cascade loop with a maximum limit on jacket tem-perature allows heat to be added in some phases of the operationand removed in others.
M
TT
TY
TT
TRCMaster
R/A
R/A
SlaveTRC
HICManual loading
station to settemperature
limit
<
PIC
Return
Coolingmedium
Heatingmedium
M
FO0–50%
FC50–100%
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1671
controller output is saturated at an extreme value. Once satu-rated, the controller is ineffective when control is returneduntil an equal and opposite area of error unsaturates it.
This problem is eliminated by the external reset (ER) shownin Figure 8.9m. The external reset signal converts the contribu-tion of the integral mode to just a bias (Equation 2.28[7]) andthereby stops the integral action whenever the slave is not onset point. This feature eliminates the need for switching themaster to manual and thereby also eliminates the need for theauto/manual station. In addition, it eliminates reset windupupset due to start-ups, shutdowns, or emergency overrides.Whenever external reset is used the slave must have someintegral to eliminate the offset; otherwise, the slave offset wouldcause an offset in the master.
Another limitation is that the cascade loop will be stableonly if each slave is faster than its master. Otherwise, theslave cannot respond in time to the variations in the masteroutput signal, and a cascade configuration will in fact degradethe overall quality of control. A rule of thumb is that theperiod of oscillation of the slave should not exceed 30% ofthe period of oscillation of the master loop. This requirementis not always satisfied.
For example, in Figure 8.9m it is important to select valvepositioners that are faster than the slave temperature control-ler on the jacket. Similarly, the jacket control loop shouldcontain less dead time than its master, which would usuallynot be possible if a once-through piping configuration (Figure8.9f) is used.
One possible method of reducing the dead time of thecascade slave loop is to move the measurement from thejacket outlet (Figure 8.9j) to the jacket inlet. This usually is
not recommended, because when this is done, the slave willdo much less work because the nonlinear dynamics of thejacket (Figure 8.9h) have been transferred into the masterloop.
Multiple Heat-Transfer Media The use of a single coolantand single heating media (shown in Figure 8.9m) is ofteninsufficient or uneconomical. If one type of coolant (or heat-ing media) is less expensive than another—for example, thecold water used in the system in Figure 8.9n might be lessexpensive than the chilled water—it is desirable to fullyutilize the first before starting to use the second.
For best performance, the fact that there are three valvesshould be transparent to the temperature controllers. Theirgain should be the same, and their combined range shouldappear as the straight line in Figure 8.9h. This is not easy toachieve, particularly when the valves are nearly closed (seeFigure 6.7e in Chapter 6 for a discussion of valve gains),which happens to be the case when the controller output is11 PSIG in Figure 8.9n.
Therefore, some users prefer to provide some overlap sothat the water valve might start opening at 11 PSIG, whilethe steam valve does not close fully until the signal drops to10.5 PSIG. Overlapping at the transition points improvescontrol quality but at the price of energy efficiency.
Figure 8.9n also shows that the destination of the return-ing water should not be selected on the basis of the origin ofthat water but rather should be based on temperature. Thiswill reduce the upset caused in the plant utilities when areactor switches from heating to cooling.
FIG. 8.9mIf the control valves are provided with positioners, there will be three controllers in series in a cascade loop. It is recommended that allcascade masters be provided with an external reset from the measurement of their slave controller.
< SPSlave #1
Slave #2
Slave #2
Steam
>
P
P
Masterset-point
PIDR/A
R/APB = 10–20%I = some
TRC output
0% 0% 100%00 0
00
rottlingrottling25
5075
100 100
Steam valveopening
Water valveopening
Opens50–0%
Opens50–100%
ColdwaterFO (=%)
FC (=%)SP = Set pointER = External reset
TRC TRCTY
ER
TT
Manual loadingstation to settemperature
limits
HIC
© 2006 by Béla Lipták

1672 Control and Optimization of Unit Operations
Figure 8.9o describes a reactor with a separate chilledwater coil. This coil is inoperative until the cold water valveapproaches full opening. When the valve position controller(VPC) detects that condition, it starts opening the chilled
water valve. The resulting increased heat removal will causethe temperature cascade loop to close the cold water valveuntil it drops to the setting of the VPC.
Figure 8.9p serves the same purpose as the systemdepicted in Figure 8.9k, except that the designer placed thethrottling valve for the coolant into the return flow path sothat a separate back-pressure regulator would not be needed.
FIG. 8.9n When multiple coolants are available, the total cost of cooling canbe minimized by split-range sequencing of the valves.4
TRC
TT
SP
ER
Masterset-point
TRC
TSH
FO
FC CWR
CHW CW3-way
O C
C OCW
Stm.
3 5 7 9TRC output (PSIG)
11 13 15
Chilledwater
Coldwater
3–7 PSIGFO
FO
FC
FC Steam
7–11 PSIG
11–15 PSIG
CHWR
I/P
S
P
P
P
FIG. 8.9o In this configuration, the higher-cost chilled water is used only whenthe availability of the lower-cost cold water is insufficient to meet thetotal demand for cooling.3 In all cases, when a separate heat-transfersurface is used for auxiliary cooling, the valve position controller(VPC) is needed to manipulate the flow of the auxiliary coolant.
TC
Chilledwater
Setpoint
Setpoint5%
Integralonly
Hotwater
Coldwater
Opens 50–100%
Opens 50–0%
FC
FO
TC
VPC
FIG. 8.9p Multimedia temperature control system with coolant control valve in the return line.
M
Master
R/A
R/A
ERTRC
TRC
HICTY
TCV2
Manual loadingstation to set high
temperaturelimit
TCV1
Directsteam
injector
Cooling medium
Condensate
V6
V1
V2
V3
V4
V5
Steamheatingmedium
Coolingwater
return ordrain
Coolingwatersupply
Methanolreturn
Methanolsupply
FO0–50%
FC50–100%
TT
TT Slave
<
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1673
Pressure-Compensated Temperature Control
In a process where the reactor pressure is a function of batchtemperature (e.g., the reactor pressure is essentially the vaporpressure of one of the major components in the reaction),this pressure may be sensed and used to speed up temperaturecontrol. In large polymerization reactors having low heat-transfer coefficients and large changes in heat evolution, theconventional temperature cascade loop is not fast enough. Onthe other hand, pressure measurement gives an almost instan-taneous indication of changes in temperature.
Figure 8.9q illustrates the application of a pressure-com-pensated temperature control system to a reactor with bothjacket and overhead condenser cooling (U.S. Patent No.3,708,658, January 2, 1973, assigned to Byrd Hopkins of theMonsanto Company). This same approach can also beapplied to reactors with jacket cooling only. Under steady-state conditions the reactor temperature (Tm) is on setpoint,set by the cam programmer, and therefore the calculatedtemperature Tc = Tm.
When an upset occurs, the pressure transmitter (PT) willdetect it first, causing the calculated temperature (Tc) to
change as the AP part of the expression is changed. This willmake the measurement of TC-1 much faster than it otherwisewould have been; it also allows the overhead condenser tostart removing the excess heat even before the temperaturetransmitter (TT-1) is able to detect it. After each dynamicupset, the PI controller slowly returns the calculated temper-ature (Tc) to equal the measured temperature (Tm). This thenautomatically reestablishes the correct pressure-temperaturerelationship as the composition in the reactor changes.
The net result is the ability to operate the reactor at amuch higher reaction rate, thereby obtaining higher produc-tivity than was possible with temperature control alone.
TC-1 in Figure 8.9q would normally be provided withproportional and derivative control modes only. When TC-1is on set point, the output signal returns to a value set by anadjustable internal bias. If the preferred means of cooling isthrough the jacket, then this bias will be set to a low value,but not to zero.
If there is only a single manipulated variable, the controlsystem would be configured as in Figure 8.9r. The controlmodes are distributed between the measured variables sothat integral action will act on the slowly responding tem-perature, while derivative action is applied to the more sen-sitive pressure.5
The derivative time setting will be much shorter than theintegral, because pressure responds faster than temperature.Integral action cannot be applied to the pressure measure-ment, because the pressure can vary even under constanttemperature conditions (as a result of variation in feed com-position or catalyst activity), and the intent here is to use thepressure loop only in the unsteady state.
Naturally, integral action is applied to the temperaturemeasurement signal, because it is steady-state temperature
FIG. 8.9q Pressure-compensated temperature control can be used to improvethe control system’s speed of response. (Adapted from Byrd Hopkins,U.S. Patent No. 3,708,658.)
CT
Steam
Heatexchanger
PumpCooling water
supply
Coolingwaterreturn
CAMprogrammer PI
Controller
SP
SP AX
PT
AP
P
Condenser
++
PDTC1
TT1
TT2
Tc
Tm
Tc = AP + To
To = B∫(Tm – Tc)dt
TC3
∑
TC2
FIG. 8.9r The derivative mode can be applied to the quickly responding pro-cess variable (pressure), and the integral mode can be applied tothe more slowly responding process variable (temperature).
M
M
PT
TT TT
Master Setpoint
Slave(Proportional
only 15%)
Supply ofheat transfer
mediumEqual%
Return
TRCPIdP/dt Σ
TRC
PY TY
© 2006 by Béla Lipták

1674 Control and Optimization of Unit Operations
that determines product quality, and integral action willensure its return to set point.
Temperature Controlled by Boiling Coolant Gas phase reac-tions (such as ammonia synthesis) are usually conducted atrelatively high temperatures and pressures. Because of thecompeting reactions taking place in parallel with the mainreactions, productivity and partial pressures are interrelated.
For example, in an ammonia synthesis process, a pressureincrease is required to increase production when the ammoniaconcentration is low. On the other hand, a pressure decreaseis required to increase production when the ammonia con-centration is high.5 If inerts are also present, partial pressuresare usually determined by detecting both the total pressureand the gas composition.
In such processes, which are both temperature- andpressure-sensitive, a very stable heat removal system is desired.If the reactor jacket is filled with boiling water, the rate of heatremoval can vary without causing a change in the jacket tem-perature. Figure 8.9s illustrates such a cascade system. In orderto increase the sensitivity of the loop, pressure is selected asthe controlled variable for the slave controllers.
Temperature Controlled by Feed Rate In a hydrocrackingreactor (Figure 8.9t), product quality, catalyst life, and pro-ductivity are each a function of accurate temperature control.In this process, the reaction rate is fast, residence time is afew seconds, and reactant concentration is low. This combi-nation would allow the reaction temperature to be controlledby manipulating the feed rate. If it is desirable to set produc-tion rate, and therefore feed rate independently of coolingcapacity, the temperature can be controlled by throttling adiluent.
In Figure 8.9t the diluent is hydrogen, which is admittedunder separate temperature controls into each zone. Theintroduction of hydrogen diluent lowers the reaction rate byreducing the reactant concentration and also by cooling.
The temperature of the batch at any one time is a functionof the balance between the exothermic heat that is generatedand the quantity of heat that is being removed by the coolant.If the two are not in balance, the batch temperature changes.
In the previously described control schemes, the exother-mic heat was uncontrolled, and the cascade loop controlledthe batch temperature by adjusting the coolant flow to matchthat load. In some of the fast and more stable processes, thisconfiguration can be reversed, as shown in Figure 8.9u. Herethe rate of cooling is fixed (at a relatively high rate) and thetemperature controller (TRC-4) is adjusting the reagent flow(exothermic heat generation) to maintain a balance.
At the beginning of the batch the concentrations of pre-charged other reactants are high, the concentration of the prod-uct in the batch is low, and therefore the process gain is veryhigh. As the reaction progresses, product concentration rises,unreacted reactant concentrations drop, and, as a consequence,the gain of the process also drops. By the end of the reaction,the process gain (Gp) can be reduced 10- or 100-fold.
As was shown in Figure 2.1x in Chapter 2, good controlrequires that the gain product of the loop be constant. There-fore, as Gp drops it is necessary to increase the controllergain (Gc) in proportion. This is done by FY-1 in Figure 8.9u,which measures the total amount of reactant charged andincreases the gain of TRC-4 as that total rises. The functionof the reaction rate (FY-1) is nonlinear reaction-specific. TT-2 provides a feedforward signal so that if the coolant tem-perature would rise and thereby the cooling rate would dropoff, this would also decrease the gain of TRC-4, therebymaking it cause a smaller change in slave set point.
The set point of the slave (FRC-1) is limited by the low-signal selector TY-4. It compares two limits to the set pointof FRC-1, generated by TRC-4 and picks the lowest of thethree signals. During start-up, safety is served by KT-4, which
FIG. 8.9s Exothermic reactors can be stabilized by the internal heat sink, whichis provided by the boiling coolant in the jacket.5
LC
Feedwater
Steam to header
Set point
TT
TC
PC
PT
FIG. 8.9t In some processes, the reaction rate (and reaction temperature) canbe reduced by lowering the concentration of the reactant. This isusually done by introducing more diluent (in this case, hydrogen).5
TC
PC
TC
Hydrogen
Hydrocarbon
Catalystbeds
Hydrogen
Product + Hydrogen
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1675
ramps the slave set point up at a safe rate to protect againstovershooting. The slave (FRC-1) is preloaded to minimizestart-up overshoot or transients.
The amount of preload is based on experience and servesto stabilize the loop more quickly than if the initial value ofthe FRC-1 output was zero. The main advantage of suchcontrol systems is that they minimize the batch reaction timeand thereby maximize plant productivity.
Model-Based Temperature Control
When a reaction is highly exothermic and if runaway reac-tions can occur, the use of a model-based control system isjustified. In order to develop the total model, three componentmodels need to be developed:
1. Equipment model, describing the effect of heat-transfermedia on reactor temperature (Tr)
2. Kinetic model, describing the effect of Tr on the chem-ical reaction
3. Calorimetric model, describing the effect of reactionrate on Tr
7
When an exothermic reaction is taking place within thereactor, a feedback cascade loop such as that shown inFigure 8.9m is needed to provide stable temperature controlby matching the rate of heat removal to the rate of heat gen-eration. If the TRC in Figure 8.9m was tuned at a time whenthere was no reaction taking place within the reactor, it willnot perform properly when exothermic heat is being generated.
If the gain of the master TRC is fixed, the loop mightbecome unstable if the reaction is autocatalytic (does notrequire a catalyst). Model-based controls can improve onsuch performance. One such model-based approach is touse a heat-release rate estimator. The rate of heat release (Qin Figure 8.9v) can be estimated on the basis of reactor
FIG. 8.9uIf the amount of cooling is constant, the cascade slave of the reactor temperature controller can be the reactant flow controller. Becausethe process gain drops off as the production rate rises, the gain of the cascade master controller (TRC-4) can be automatically increasedas a function of total reactant charged.
HIC
TY4
TT4
FRC1
FT1
ReactantFeed M
TRC4
Rate of rampfor startup
Calculated gain
PIC
HIC3
TT2
TY2
FY1
FQT1 Total reactant
charged (FQ)
f (FQ)
+
Openedto 90%
Coolantsupply
Coolantreturn
R/Amaster
Slavewith
preload
KT4
Highlimit4
Σ+
© 2006 by Béla Lipták

1676 Control and Optimization of Unit Operations
temperature (Tr) and jacket-inlet temperature (Tj in) in accor-dance with:
8.9(6)
In exothermic reactions, Q is the major load variation thattends to upset the stability of the temperature controls. Oncethis disturbance load is estimated, it is possible to feedfor-ward that estimate to the slave set point as a bias. This biasrelay is TY-2 in Figure 8.9v, and the feedforward bias (FF)it adds to the slave set point is a function of Q. The feedbackmaster (TRC-1) naturally corrects the total effect on thejacket temperature set point and thereby overcomes the errorsin the feedforward model.
The gain of the feedback master (TRC-1) is varied as afunction of Q [Gain = f(Q)]. As Q increases, the process gaindrops, and therefore the gain of this nonlinear adaptive-gainfeedback controller is increased in order to keep the gainproduct for the loop constant.
INITIAL HEAT-UP
In most chemical reactions, a certain temperature must bereached in order to initiate the reaction. An ideal reactortemperature controller will permit rapid automatic heat-up toreaction temperature without overshoot and then accuratelymaintain that reaction temperature for several hours. This isa difficult goal to accomplish, because the dynamics of thecontrolled process will go through a substantial change asthe heat load first drops to zero and then the cooling loadgradually evolves when the reaction is started.
The master temperature controller is usually a three-modeone, tuned for the exothermic phase of the reaction cycle. Itmight have a 30% proportional band and a 5 minute settingfor both integral and derivative. If such a controller were kepton automatic during heat-up, a substantial temperature over-shoot would result (Figure 8.9w) because of windup. There-fore, the conventional PID controller must be supplementedwith added features to provide it with the required start-upcharacteristics.
The added feature is either the “batch unit” or the “dualmode unit,” depending on the proportional band. If it is lessthan 50%, the batch unit will give good results, whereas if a
FIG. 8.9vHeat-release estimator increases the gain of the master temperature controller (TRC-1) when the estimated total exothermic heat releaserises and, as a consequence, the process gain in a batch reactor drops.
Heat releaseestimator
Q = (Tr – K1Tjin + K3)/K2
Q = f(Tr, Tjin)
Tjin
Tr
Reactantsat constantrate TT
3
TT1
TY1
TY2
Biasrelay
TRC1
TRC2
TT2
Gain = f(Q)PID
R/AR/APB = 10–20%
SP
Opens50–0%
Slave #1
Slave #2
Slave #2
P
PSteam
Opens50–100%
FC(=%)
Coldwater
FF = KQ
FO (= %)
ER
+ +
Q T K T K Kr j= − +( )/1 3 2in
FIG. 8.9wTemperature overshoot can be eliminated by properly adjusting a“batch unit.”3
SP
MBatch, no preload
Batch, with preload
Without batch
Tem
pera
ture
Time
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1677
proportional band wider than 50% is required, the dual-modeunit will be more effective.
The Batch Unit
Without the batch unit, the PI controller illustrated inFigure 8.9x would receive a feedback signal (F) equaling theoutput (O). Therefore, whenever there is an error (E), theoutput signal is driven continuously by the positive feedbackthrough I (a first-order lag, having a time constant I) until Breaches the saturation limit. Once in this saturated state (thereset is wound up), the output signal “O” will equal “B” evenif the error has returned to zero. This is the reason that inFigure 8.9w the temperature keeps rising even after it hasreached set point (SP = M, E = O).
Without the batch unit, therefore, control action cannotbegin until an equal and opposite area of error is experienced.This is why reset windup always results in overshoot andwhy this windup must be eliminated by the addition of thebatch unit shown in Figure 8.9x.
Under normal operation, the output to the valve is belowthe high limit. Therefore, G is positive and the amplifierdrives D upward, which causes O to be less than C. In thisstate, the low selector selects O as the feedback signal, andthe controller behaves as a conventional PI controller.
When O exceeds HL, the amplifier drives down D, C, F,and B and thereby limits O from exceeding the HL setting.
It is also necessary to provide a low limit (called preload)to the feedback signal; otherwise, the opposite of an over-shoot would be experienced — an excessively sluggishapproach to set point, as shown in Figure 8.9w by the “nopreload” curve. If the PL setting did not prevent the feedback(F) from dropping too low at times of high error (such as atthe beginning of heat-up), B could saturate at the low limit,keeping output (O) below zero even when the measurementhas returned to set point. With preload, the controller output“O” will equal PL when the error is zero.
It can be seen from the above that a PID-type batchcontroller requires a total of five adjustments, because HLand PL must be set and the three control modes must betuned. HL should be set at the maximum allowable jacketwater temperature, which would then eliminate the need fora separate limit, such as the HIC in Figure 8.9l.
The correct setting for PL is the master controller outputat that time when reaction has started and a steady state hasbeen reached between the generation and the removal of theheat of reaction. If, for example, the jacket water temperatureduring steady state is 90°F, this value could be selected asthe preload setting, which will be the output of the master(and the set point of the slave) when the reaction temperaturehas been reached.
Actually, the PL setting should be a few degrees lowerthan this value, say 87 or 88°F, to allow for the contributionof the integral action of the controller from the time theproportional band is entered to the time where the set pointis reached. This is illustrated in Figure 8.9y.
Dual-Mode Controller
The effectiveness of the batch unit, described earlier, is lostwhen the reactor requires a wide proportional band, say in excess
FIG. 8.9x The batch unit disables the integral control mode until the error isnearly zero.3 Thereby, the batch unit maintains the controller outputat its limit.
Setpoint(SP)
Measurement(M)
Preload(PL)
C
D GA–
Feedback(F)
Output tovalve
A first-orderlag having atime constant
Batchamplifier
Batch unit
High limit(HL)
+
+
+ B+ Σ
Σ
Σ
–
Error(E )
Proportionalmode100PB
100 E/PB
I
O = B + 100 E/PB O
O
O
I
<
>
FIG. 8.9y If preload is correctly set, overshoot will be eliminated and heat-up time will still be held at a minimum.3
Reactiontemperature
30% preload
Setpoint
Reset begins
0% output50%
100% output
100% output means full heating 0% output means full cooling 30% output might correspond to the normal level of cooling at steady state
Proportionalband
Time
© 2006 by Béla Lipták

1678 Control and Optimization of Unit Operations
of 50%. With a wide band (as shown in Figure 8.9y) reset actionwould begin much earlier, which would lengthen the heat-uptime. In such a case, the dual-mode unit (Figure 8.9z) is theproper selection.
In the dual-mode unit, the preload is estimated as in thecase of the batch unit, but it is not reduced for integral correc-tion. It is not lowered from 90°F to 87 or 88°F in our example,because in this case reset does not begin until the error is zero.
The sequence of operation is as follows:
1. Full heating is applied until the reactor is within 1 or 2%of its set-point temperature. This margin is set by theminimum error setting (Em). During this state SS-1 andSS-2 are in position “A.”
2. When E drops to Em, time delays TD-1 and -2 arestarted, and full cooling is applied to the reactor for aminute or so to remove the thermal inertia of the heat-up phase. When TD-1 times out the period requiredfor full cooling, SS-1 switches to position “B” and thePID controller output is sent to the slave as set point.This output is fixed at the preload (PL) setting, whichcorresponds to the steady-state jacket temperature(estimated in our example as 90°F).
3. When the error and its rate of change are both zero,estimated by TD-2, this time delay will switch SS-2to position “B.” This switching also transfers the PIDloop from manual to automatic, with its external feed-back loop closed.
If properly tuned, the dual-mode unit is the best possiblecontroller, because by definition, optimal switching isunmatched in the unsteady state by any other technique.3 Onthe other hand, this loop requires seven settings. Three ofthese—P, I, and D—pertain only to the steady state of the
process; the other four—PL, Em, TD-1, and TD-2—willdetermine start-up performance. The effect of these adjust-ments is self-evident:
Em should be increased in case of overshoot and low-ered if undershoot is experienced.
PL has the same effect as in Figure 8.9w.TD-1, if set too long, will bring the temperature down
after the set point is reached.TD-2 is not very critical.
Figure 8.9aa illustrates that from the start-up perfor-mance of the reactor, it can be determined which setting needsadjustment.
Rate of Temperature Rise Constraint
In highly unstable, accident-prone reactors that have a historyof runaway reactions, an added level of protection can beprovided, based on the permissible rate of temperature rise
FIG. 8.9z The dual-mode controller switches from full heating to full cooling, which is then followed by switching to PID control with preload. It isused for optimum start-up of potentially unstable batch reactors. The value of ∆Em is the minimum error setting, which corresponds to astate when the measurement has approached the set point to within 1 or 2%.
PID
Feedback(F)
SS1
SS2
Outputvalve or
slave
On-off
100% when E > Em
SS–1 and 2
0% when E < Em
TD-1&2
Temperature
Setpoint (SP)∆Em
Em
Time
PID control
Full heatingFull cooling
Measurement(M)
Measurem
ent (M)
Error (E)+
–
+
–Σ
Σ
Setpoint(SP)
Preload(PL)
AB
B
A O
FIG. 8.9aaIt is possible to diagnose the tuning constants used in dual-modeloops on the basis of the reactor’s start-up performance.3
Temperature
SP
Time
EmToo great
TD-IToo long
PLToo high
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1679
during heat-up. This is usually superimposed on the previ-ously discussed control systems on a selective basis as asafety backup. The protection is provided by first calculatingthe actual rate of temperature rise in units of °F/min and thensending it as the measurement signal to the RRIC controllerin Figure 8.9bb.
The set point of this controller is programmed as a func-tion of the heat-up state. Toward the end of the heat-up period,when the reaction temperature has been almost reached (theerror is near zero), the value of the permissible rate of riseis set to be much lower than at the beginning of heat-up.Doing so prevents the process from building up a thermalinertia as it approaches the region of potential instability.
Model-Based Heat-Up Control
Model-based heat-up algorithms can be configured in twoblocks, the “predictor block” and the “corrector block.” Thepredictor block is a process model of the reactor and servesto determine the amount of heat input required (Qh) at anypoint in the batch heat-up cycle, so as to minimize the heat-up period while eliminating overshoot.
The corrector block serves to refine the model by cor-recting the constants and calculation parameters in the pro-cess model by comparing the model to the actual process.
heat-up control system.The variable manipulated by the “predictor” is the heat
input rate (Qh), which initially is set to maximum, similar tothe action of the dual-mode control algorithm in Figure 8.9z.The difference with the dual-mode strategy is that here (in
set point, the manipulated variable is not switched to coolingbut to a minimum rate of heating (Qh)min. The switchingfrom (Qh)max to (Qh)min occurs when the steady-state reac-tor model indicates that with the amount of heat already
introduced, once the reactor reaches its new steady state, itstemperature will match the set point.
Adaptation The nature of the batch reactor process is suchthat it never reaches a steady state. The process is in a con-tinuous state of transformation and change; therefore, thecontrol system parameters should also be in a continuousstate of change. Some of these changes are rather drastic; forexample, when the system switches from heating to cooling.When such changes occur, the controller parameters must bechanged immediately and equally drastically, which is usu-ally done by “programmed adaptation,” meaning that the PIDalgorithm settings for the various stages of the reaction cycleare stored in a table and are recalled as needed.
Adaptation of tuning constants can also occur slowlyusing various adaptive algorithms (Chapter 2) as a functionof various measurements, such as, for example, the rising ofthe level (mass) in the reactor or the reduction in the exo-thermic heat release as the reaction rate drops off. Adaptationcan also be based on various rules of thumb, such as utilizingthe rate of temperature rise during heating up the reactor topredict the reactor time constants, which in turn can be usedto tune the temperature controller.
Initialization, Preload, and Feedforward When the transi-tion from heat-up to the reaction phase takes place, it isimportant that the temperature controller be properly “initial-ized” (placed into the correct initial state). That means thatthe controller must be provided with the proper tuning con-stants and bias (output signal at zero error) that will makethe transition smooth. This initialization of the controller isoften called preloading. As was shown in Figure 8.9w, theuse of the right amount of preload is essential to obtainmaximum heat-up rate without overshoot.
In a batch process, where the same product is made inconsecutive batches, preload is often determined empirically.This means that if in batch #19 the transition to reactionphase was stable and the controller output at the beginningof that phase was 52%, it is a fairly safe assumption that inbatch #20 the same 52% preload will also provide stabletransition. In some reactor heat-up applications the preloadcan also be predicted on the basis of the rate of temperaturerise during heat-up.
Feedforward features can also be incorporated into theoverall control system. For example, in Figure 8.9n one couldfeedforward a change in the set point in the master directlyinto a change in the set point of the slave, if a bias unit wasinserted to detect the master set point and to generate thecorrect amount of change based on that measurement. Bysuch feedforward action, the integral-mode offset error,caused by set point change, can be reduced.
This is a good feature, because even if the control algo-rithm is so configured that the proportional and derivativemodes act only on the measurement (Section 2.3 in Chapter2), the integral mode usually acts on the total error, andtherefore it is responsive to set-point changes.
FIG. 8.9bb The rate of temperature rise constraint is usually incorporated asadded protection.
Output fromTIC master
O
Σ
Actualrise
Permissiblerate of rise
SP
E
Outputto slave
ExternalfeedbackRRIC
Reactortemperature
measurement(M)
Reactortemperature
setpoint(SP)
Memorized relationshipbetween allowable rateof temperature rise anddeviation from setpoint
M–
+
M dT/dt
°F/min
(°F/min)
°F/minError
(E)
<
PRIC-rate of rise controller
© 2006 by Béla Lipták
Figure 8.9cc), as the reactor temperature approaches its target
Figure 8.9cc illustrates the operation of such a model-based

1680 Control and Optimization of Unit Operations
SPECIAL AND OPTIMIZING STRATEGIES
Maximized Production by Constraint Optimization
In exothermic reactions, one of the critical safety constraintsis coolant availability. That limitation is automatically con-
figured into the control loop of a continuous reactor, illus-trated in Figure 8.9dd. Here, the optimizing controller (OIC)detects the opening of the coolant valve, and if it is less than90% open, it admits more feed by increasing the set point ofthe FRC. Thus, production rate is always maximized, butonly within the safe availability of the coolant. When the
FIG. 8.9cc The model-based heat-up strategy controls the point of switching from maximum to minimum heating. This switching occurs when the modelpredicts that enough heat has been introduced for the reactor temperature to reach its set point (top), once the new steady state is reached.The lower half of the figure shows the roles of the corrector and predictor segments of the system.
120
90
60
Tem
pera
ture
, val
ve o
peni
ng (%
)
30
00 20 40 60 80
(Qh)max
Setpoint
Reactortemperature (Tr)
Manipulated variable(steam valve opening–Qh)
Jacket temperature (Tjin)
Temperature predictedby the steady statemodel.
(Qh)min
Time, min
Heatup targetsetpoint
Corrected modelparametersCorrector
Tjin Tr
Predictor
Qh
P
SteamFC(=%)
TT1
TT3
TT2
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1681
coolant valve opens beyond 90%, production rate is loweredso that the reactor will never be allowed to run out of coolant.
Another safety feature shown in Figure 8.9dd is the reac-tion failure alarm loop (RA). This loop compares the reactantcharging rate to the reactor with the heat removal rate fromthe reactor and actuates an alarm if the charging rate is insubstantial excess.
In Figure 8.9dd, the valve position controller (OIC)maintains the feed rate as high as the cooling system canhandle. This results in a variable production rate, becausechanges in coolant temperature or variations in the amountof fouling of the heat-transfer areas will change production.
The dynamic response of the reactor temperature tochanges in reactant flow is not favorable. A change in feedflow must change the reactant concentration before a changein reaction rate (and therefore in heat evolution) can changethe reaction temperature.
Reactant concentration adds a large secondary lag to thevalve position control loop. This necessitates the use of athree-mode controller,5 which in turn limits the applicationto stable loops only. The slower the OIC loop (the longer itslag), the lower should be the set point of OIC in Figure 8.9dd,to provide the required margin for stability.
Maximizing Batch Reactor Production In a batch reactor,production rate increase with temperature, and therefore pro-
duction can be maximized by maximizing temperature. Thiscan be accomplished by a valve position controller that raisesthe batch temperature set point whenever the coolant valveis less than 90% open.
Unfortunately, the dynamic characteristics of this loopare also undesirable because of the inverse response of theloop.5 When the coolant valve opens to more than 90%, theVPC will lower the set point of the temperature controller.This will temporarily increase the demand for coolant,although once the excess sensitive heat is removed, it willlower it. The longer the dead time introduced by this inverseresponse, the large the margin needed for safety and stability,and hence the lower the set point of the VPC.
When the concentration time constant is equal to or largerthan the thermal time constant, temperature control throughfeed flow manipulation is no longer practical.5 In such reac-tors, only the manipulation of the coolant will give stableoperation. The strategy of valve position control is still usefulin such applications, but in these cases it must manipulatesupplementary cooling.
Heat Release Control
By multiplying the jacket circulation rate by the differencein temperature between inlet and outlet, it is possible todetermine the amount of heat released or taken up by thereaction. The reaction is in an endothermic state when thevalue of Q in Figure 8.9ee is negative, and it is in an exo-thermic phase when Q is positive.
Under steady-state conditions, at high circulation ratesthe difference between To and Ti is about 5°F or less. The
FIG. 8.9ddThe reaction rate in this continuous reactor is continuously matchedto the full available capacity of the cooling system.
Optimizing controllerset to hold
90% cooling load
PID
OIC
FRC
TRC TRC
FRC
FY
TT TT
PIC
FYFT
FT
RS RA
Ratiosetting
M
M
Coolantreturn
CoolantsupplyProduct
Set
Reactionfailurealarm
FeedA
FeedB
Set
X
∆
FIG. 8.9ee To correctly determine the instantaneous amount of heat release,the jacket inlet temperature reading must be delayed by the resi-dence time of the jacket, so that the ∆T transmitter will be dynam-ically compensated.3
TRC
TT Overflow
Water
Steam
TC
TT
∗
∗ RTD sensors
Reactor
Delay
DP
F2 F QX QR
∆T
∆T
+To
–Ti
√
© 2006 by Béla Lipták

1682 Control and Optimization of Unit Operations
method of reading this ∆T is critical, because during loadchanges, dynamic compensation is needed. As more coolingis requested, the jacket inlet temperature will drop, and thejacket outlet temperature will stay unaffected until the jacketcontents are displaced. If Q is to be used for control purposes,such dynamic errors must be removed by compensation.
This is accomplished by delaying the jacket inlet tempera-ture into the ∆T transmitter by a time equal to the delay throughthe jacket.3 In Figure 8.9ee, this is accomplished by simulatingthe jacket using a length of tubing whose dead time is adjustableby changing the flow rate through it. A similar result can beobtained by placing an inverse derivative relay, set for a jacketdisplacement time of, say, 30 secs, into the transmitter outputsignal; the desired goal can also be reached by electronicallysimulating the transportation lag in digital systems.
The correct selection of the ∆T transmitter is very impor-tant, because in order to be able to detect Q within a ±1%error, the ∆T must be detected within ±0.2°F (±0.01°C). Thiscan be accomplished only by using the best quality RTD-typetransmitters that can provide spans, which are as narrow as −5to 0 to +5°F. When the absolute value of the jacket temperaturecan vary from, say, 50 to 250°F throughout the reaction cycle,it will also be necessary to correct the calibration of the ∆Ttransmitter as the absolute temperature changes.
Once the value of Q is accurately determined, it can beused for many purposes. The instantaneous value of Q signalsthe rate of heat removal or addition, and the time integral ofQ gives the total heat that has been added or removed. Achange in the value of ∆T under standard conditions cansignal fouling and the need for cleaning the reactor heat-transfer surfaces.
Stripping and Refluxing Controls
During stripping or refluxing phases, the reactor might becontrolled on the basis of heat input (Q), because refluxingtends to be done at constant temperature, and the increase intemperature during stripping is usually too small for controlpurposes. Therefore, the system would be switched automat-ically from temperature control (Figure 8.9ee) to heat inputcontrol (Figure 8.9ff) whenever the reactor enters a strippingor refluxing phase.
The heat input during refluxing is usually set to be suf-ficient to maintain a state of slow boiling. During stripping,the heat input is usually set to complete the stripping in someempirically established time period; for example, an hour ortwo.
The time integral of Q represents the total reaction heat,which is an indicator of product concentration or percentageconversion. It can be used to introduce additives at predeter-mined conversions and to determine reaction endpoint.Through these automated steps, the need for taking grabsamples can be eliminated. This in turn will result in reducedoverall cycle time and, therefore, in increased productionrate. The control of vacuum strippers will be discussed in thePressure Control subsection.
Constant Reaction Rate
Optimization of a chemical batch reactor usually means thatits throughput is maximized while the operating costs are min-imized. These goals can be met by simple, traditional tech-niques such as by optimizing the utility distribution in such away that no reactor is held up in its reaction sequence becauseit has to wait for the availability of a particular resource.
Other obvious optimization techniques include theincreasing of the reactant charging rates, the maximizationof reactor heat-up or cool-down rates, and the maximizedutilization of coolant availability during the exothermic reac-tion itself (Figure 8.9dd). When attempting to maximize theheat removal capability of a reactor, one can also precool thereactants prior to charging them to the reactor.7
Figures 8.9ee and 8.9ff show how the reaction rate canbe measured in a reactor by detecting the exothermic heatrelease. Figure 8.9v shows a method to estimate the rate ofheat release. Whether an accurate measure or just an estimateof the heat release rate (Q) has been made, that informationcan be used for control.
In Figure 8.9v, the heat release rate was used only as thebasis for adjusting the gain of the TRC master and as a feed-forward anticipator. However, it can do more, because byconverting the nonlinear reaction rate of the batch into a linearrate, the batch reaction time is much reduced.
As shown in Figure 8.9gg, the batch reaction is com-pleted much faster when the reaction rate is constant (linear)than when a nonlinear (first- or second-order) curve describes
FIG. 8.9ff Control can be switched from temperature control to heat inputcontrol as the reaction cycle enters a stripping or refluxing phase.
Reactor
TRC
TTTT
Overflow
Water
SteamDelay
DP
F2 F Q
+To
–Ti
TC
Reaction stripping/refluxing
SPQRC
FB
Q
FB
X√
∆T∗
∗ with RTD sensors
∆T
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1683
its time characteristics.7 In order to keep the reaction ratefrom dropping off, the reaction temperature has to beincreased (it is a nonisothermal batch reaction).
Changing the operation of a batch reactor from a constantreaction temperature to a variable reaction temperature mode
(Figure 8.9b) is not an easy proposition to carry out.11 Oneof the disadvantages of a nonisothermal operation is that theformed products might change as the reaction temperaturechanges. Yet, in some processes, the economic advantagesoutweigh the required complexities in modeling and control.
One possible configuration is to use the reactor shown inFigure 8.9v, in which the reactant is charged at constant rate,and use the heat-release estimator in that figure to modifythe set point of TRC-1 in such a way that the reaction ratewill be held constant. For some reactions the temperaturesettings required to provide constant reaction rates can becalculated, while for more complete reactions it is necessaryto determine them experimentally.
Figure 8.9hh shows a cascade configuration in which thereaction rate controller (XRC-4) is the master, and it adjusts thebatch temperature (TRC-1) set point so as to keep the reactionrate constant. The measurement to the reaction rate controllercan come from a heat-release estimator (Figure 8.9hh) or fromthe actual measurement of the exothermic heat release (Q inFigures 8.9ee and 8.9ff).
ENDPOINT DETECTION
The reliable determination of batch cycle endpoint is impor-tant for two reasons:
1. One way to increase plant productivity is to reducebatch cycle time.
FIG. 8.9ggThe batch reaction time is a function of the reaction rate within thereactor. If constant rate is maintained, the batch reaction time canbe drastically reduced.7
First-order reaction
At/Ao
1.00
0.75
0.50
0.25
0.000 100 200
Reaction time(min)
Batch completiontime if reactionrate is constant
300 400 500
= –k, AdAdt
Second-order reaction
Constant-rate policy
= –k2A2d∆dt
FIG. 8.9hhNonisothermal (variable reaction temperature) batch reactor control can shorten the batch cycle time by keeping the reaction rate constant.
TT1 TT
2
TT3
XRC4
Heat releaseestimator
Reactionrate
controller
SP
SP SP
Desired reactionrate
FF = KQ
Reactantsat constantrate
Tjin
TrSlave
#1
Slave #2
Slave #3P
PSlave #4
Steam
FO(=%)
FC(=%)
Coldwater
R/APB = 10–20%
Opens50–0%
Opens50–100%
ER
PID +
+Q = f (Tr, Tjin)
Q = (Tr – KtTj in + K3)/K2
TRC1
TRC2
TY2
© 2006 by Béla Lipták

1684 Control and Optimization of Unit Operations
2. If the reaction continues beyond the optimal endpoint,the process yield can be reduced due to side reactions.
In batch reactors, if the completion of the reaction cannotbe reliably detected, it is common practice to terminate reactantflow on the basis of total charge. This can be based on flow orweight measurements. In other reactions, the endpoint isaccompanied by the fall or rise of the reaction pressure. Thischange in pressure can be used to have a pressure switch orpressure controller to shut off the reactant flow (Figure 8.9ii).In still other reactions, the total reaction heat signals the end-
pH Endpoint If some analytical property, for example, pH,is used in detecting the endpoint, it is important to realizethat during most of the reaction the measurement will beaway from set point. Therefore, integral action must not be
used, because it would saturate and overshoot would result.This is one of the few processes in which the proper selectionof control modes is a proportional plus derivative with zerobias, modulating an equal-percentage reagent valve.
If the derivative time is set correctly, the valve will shutquickly as the desired endpoint pH is reached. With exces-sively long derivative time setting, the valve will close pre-maturely, but this is not harmful because it will reopen aslong as the pH is away from the set point.
For the measurement of pH, conductivity, and resistivity,on-line analyzers are available. The pH probe shown inFigure 8.9jj can be used for on-line measurement in a glass-lined reactor. When maintenance or recalibration is neededor when the reactor is empty, the probe can be lifted by apneumatic actuator and immersed into buffer a solution toprotect it from getting dry.
In some cases it might be preferred to keep the pH sensoroutside the reactor and bring a sample of the reactor contentsto it. Figure 8.9kk illustrates such a design configuration.
In other installations, such as in fermenters, the prefer-ence is for the use of side entry, retractable pH probes. Theseare illustrated in Figure 8.9ll. Other pH probe designs aredescribed in Section 8.48 in Chapter 8 of the first volumeof this handbook.
If one reactant is charged to the reactor in substantialexcess to the others, this will usually guarantee the complete
FIG. 8.9ii One of the reactants can be added at the same rate as it is consumed(inventory control), if the phase of that reactant is different from thephase of the other streams entering the reactor.3
PC Gaseousproduct
Liquidreactant
Liquidreactant
Liquidpurge
Liquidproduct
Gaseousreactant
Gaseousreactant
FR
End pointcontroller
LC
PC
End pointcontroller Gas
purge
FC
FC
LC
FRFIG. 8.9jj The immersion-type pH probe can be used in chemical reactors.
Pneumatic actuator
Sampling system
pH electrode
Temperature sensor
© 2006 by Béla Lipták
point, as was illustrated in Figures 8.9ee and 8.9ff.

8.9 Chemical Reactors: Basic Control Strategies 1685
conversion of the other reactants, and endpoint control is notrequired, unless the product is also used as the recycle stream.If the reactants are fed to the reactor in the same proportionin which they react, endpoint control is required. If the reac-tants and product are all in the same phase (all liquids or all
gases), the endpoint is usually determined through the use ofan analyzer, such as the pH unit.
On the other hand, when the reactants are in differentphases, the endpoint can be controlled on the basis of levelor pressure. As was shown in Figure 8.9ii, if the product is
FIG. 8.9kkThe design components of a chemical reactor sampling system.12
Sample out
pH probe
Pump with Teflon diaphragm is frequentlyused for its ideal flow rate, corrosionresistance and minimal damage to crystals
Sample return
Liquid/gas addition
Ball valve of glass and Teflon-also servesas sight glass for liquid monitoring
Sampler
FIG. 8.9llRetractable, side-entry probe designs.
Inserted state
2.5" (65 mm)
Retracted state
Cleaning fluid
inlet
Cleaning
fluid
outlet
23" (590 mm)
ca. 18" (460 mm)ca.1.4" (35 mm)
15°
© 2006 by Béla Lipták

1686 Control and Optimization of Unit Operations
gas, the endpoint is maintained by the level controller,whereas if the product is liquid, the endpoint control is basedon pressure. When this pressure rises, that is an indication ofexcess gaseous reactant accumulation in the reactor. Inresponse, the pressure controller (PC) will lower the gas flow;thereby, it will increase the liquid reactant concentration byincreasing its relative flow. This in turn will increase gasconsumption, and the balance will be reestablished and thecorrect endpoint maintained.
Residence Time Control
In continuous reactors it is usually desirable to provide aconstant residence time for the reaction. If the productionrate (inflow to the reactor) varies, the most convenient wayof keeping the residence time constant is to maintain a con-stant ratio between reactor volume (V) and reactor outflow(F). The ratio V/F is the residence time, where the volume(V) can be approximated by a level measurement, and F canbe measured as outflow. Figure 8.9mm illustrates a residencetime control system using this approach.
All reactions with a liquid product can benefit from res-idence time control. This requires the combination of thefeatures in the control system shown in Figures 8.9ii and8.9mm, resulting in Figure 8.9nn.
Analyzers for Endpoint Detection
Probe-type analyzers do not require sampling systems,because the analyzer itself is inserted directly into the pro-cess. In the case of chemical reactors, analyzers can beinserted into either the reactor vessel or the discharge piping.Regardless of their locations, probes will give accurate read-ings only when clean. Therefore, automatic cleaning of suchon-stream analyzer probes is a good idea.
Figure 8.9oo illustrates a flow-through, brush-type probecleaner assembly that is provided with a sight glass, allowingvisual observation of the cleanliness of the probe. Such unitsare also available with spray nozzle attachments for water orchemical cleaning of the electrode.
One common method of endpoint detection is the mea-surement of viscosity either by monitoring the torque on theagitator or by using viscosity sensors. Such a viscometer canbe inserted in pipelines or directly into the reactor. It isessential that they be located in a representative area and betemperature-compensated.
In reactions in which the endpoint can be correlated todensity, some of the more sensitive and less maintenance-prone densitometers can also be considered (Chapter 6 inVolume 1). The radiation-type design tends to meet theserequirements if pipe line installation is acceptable. These
FIG. 8.9mmResidence time control is accomplished by maintaining a constantratio between reactor volume and reactor outflow.
LT LY
FT
FRC
Product
HIC
M
FT
FRC
FT FYX
FRC
Set Productionrate
FeedA
FeedB
Ratiosetting Manual setting
of adjustableresidence time (V/F)
V/F
V %
F
SP
FIG. 8.9nn In this control system, where the product is in the liquid phase, theendpoint control is based on pressure, while the residence timecontrol is based on level.
LT
PT
PC End pointcontrol
LY
FT
FRC
Product
HIC
FT
FRC
FT FYX
FRC
Set
Gas
Liquid
Ratiosetting Manual setting
of adjustableresidence time (V/F )
V/F
V %
F
SP
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1687
units can operate with a minimum span of 0.05 specificgravity unit and an error of ±1% of that span, or an absoluteerror of ±0.0005 specific gravity.
In a number of reactions, refractometers (Section 8.52 inChapter 8 in Volume 1) have been found to be acceptablesolutions to endpoint detection. In many installations, theyare used as laboratory devices: A grab sample is brought tothe bench analyzer. In other installations, they are used on-stream. When the refractive index (RI) analyzer is on-stream,human error tends to be reduced and analysis time is short-ened, with a corresponding increase in productivity.
On the other hand, an on-stream installation requiresmore maintenance attention, because the RI measurementmust be made to high precision, such as ±0.0005 RI units.This requires accurate temperature compensation, plus pro-tection of the heat-sensitive photocells through cooling,which are time-consuming and expensive to replace whenruined by high temperature.
If the endpoint of a reaction is detectable by such mea-surements as a change in color or opacity, or the concentra-tion of suspended solids, the self-cleaning probe shown inFigure 8.9pp can be considered. Here, the reciprocating pis-ton in the inner cavity of the probe not only serves to cleanthe optical surfaces with its wiping seals but also guaranteesthe replacement of the sample in the sampling chamber byfresh material upon each stroking of the piston. The temper-ature considerations and limitations mentioned in connectionwith the RI analyzer also apply here.
If the endpoint of the reaction is detectable by infrared (IR)beam attenuation, such analyzers can also be put on-stream orcan be inserted in pipelines and will detect the attenuated totalreflectance of the IR beam. This type of analyzer is particularlysuitable for the detection of water in hydrocarbons.
In addition to the analyzers discussed above a wide vari-ety of computer-supported fiber-optic probes (FOPs) are alsoavailable for on-line analysis. Other analyzers, such as thegas chromatograph (GC), the high-pressure liquid chromato-graph (HPLC), and the mass spectrometer (MS), are alsopowerful analytical tools and are available both as laboratoryor on-line devices. For an in-depth discussion of all the ana-lyzers available, refer to Chapter 8 in the Process Measure-ment and Analysis volume of this handbook.
Product Quality Control
Measuring the composition of the contents of a chemicalreactor is a method that can help maintain product quality incontinuous reactors and can detect endpoints in batch reac-tors. The analyzers are limited by sampling difficulties, bythe intermittent nature of some models, and by incompletemixing within the reactor. Because sampling and samplepreparation result in dead time, sampling time should beminimized or eliminated altogether; this can be done byplacing the sensor directly into the reactor, which results intight control and fast response.
Because analyzers in general are low-reliability and high-maintenance devices, most users are reluctant to close anautomatic loop around them. The main concern is that thefailure of the analyzer might cause a hazardous condition bydriving the reactor into an unsafe state. As shown inFigure 8.9qq, this concern can be alleviated by the use of
FIG. 8.9ooBrush cleaner with optional water jet.
Electrode
Tefonbrush
assembly
2.96" (75.3 mm)
Flowcell with
1" NPT (25 mm)connections
Solenoid controlledpneumatic
actuator withspeed control
1/4" NPT (6.35 mm)spray nozzle
FIG. 8.9ppProbe-type, self-cleaning suspended solids detector. (Courtesy of
Glass tubeSamplingchamber
Lightsource
Wipingseal
(Patented)
PhotocellReciprocating
piston
Opticalsurface
© 2006 by Béla Lipták
Monitek Technologies Inc., a Metrisa Company, http://www.monitek.com)

1688 Control and Optimization of Unit Operations
redundant sensors through a high signal selector.3 In case ofa “downscale” failure of one of the analyzers, the backupunit takes over automatically. An “upscale” failure in thisarrangement would shut down the reactor, providing safetyat the cost of production.
If neither an accident nor an interruption of productioncan be tolerated, three analyzers are required, arranged in a“voting” configuration. In such an arrangement, if one of thesensors disagrees with the others, it is automatically disre-garded and the “majority view” is used for closed-loop con-trol. Maintenance and recalibration of the defective sensorare then initiated. Another solution is to use a median selectorin combination with the three analyzers.
PRESSURE CONTROL
In gas phase reactions, in oxidation and hydrogenation reac-tions, or in high-pressure polymerization, the reaction rate isalso a function of pressure. If, in a batch reaction, the processgas is completely absorbed, the controls in Figure 8.9rr wouldapply. Here, the concentration of process gas in the reactantsis related to the partial pressure of the process gas in thevapor space. Therefore, pressure control results in the controlof reaction rate. This loop is fast and easily controlled.
Certain reactions not only absorb the process gas feedbut also generate by-product gases. Such a process mightinvolve the formation of carbon dioxide in an oxidation reac-tion. Figure 8.9ss illustrates the corresponding pressure con-trol system. Here, the process gas feed to the reactor is onflow control and reactor pressure is maintained by throttlinga gas vent line. This particular illustration also shows a con-denser, which is used to minimize the loss of productsthrough the vent.
In the case of continuous reactors, a system such asshown in Figure 8.9tt is often employed. Here the reactor isliquid full, and both the reactor liquid and any unreacted orresultant by-product gases are relieved through the same
FIG. 8.9qqIf an unsafe condition can only arise in one direction (high or lowconcentration), a high or low signal selector can protect the reactorfrom the consequences of analyzer failure.3
FIG. 8.9rr Reactor pressure controlled by gas makeup.
ARC R/A
Reactor
Analyzer Analyzer
Product
Reagent
FeedFC
>
FT
Processgas
PT
FR
PRC
M
FIG. 8.9ssReactor pressure controlled by vent throttling.
FIG. 8.9ttArrangements such as this can be used to control the pressure incontinuous reactors.
FT
Processgas
PT
M
Ventcondenser
Coolingmedium
FRC
PRC
Vent
FT
PTM
FRC
Feedgas
Feedliquid
PRC
Gas and liquidreactor effluent
FT
FRC
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1689
outlet line. Reactor pressure is sensed, and the overflow fromthe reactor is throttled to maintain the desired operating pres-sure. Process gas feed and process liquid feed streams are onflow control.
All these illustrations are simplified. For instance, it maybe desirable to place one of the flow controllers on ratio inorder to maintain a constant relationship between feedstreams. If the reaction is hazardous, and there is the possi-bility of an explosion in the reactor (for example, oxidationof hydrocarbons), it may be desirable to add safety devices,such as a high-pressure switch, to stop the feed to the reactorautomatically.
If one of the reactants differs in phase from both the otherreactants and the product, inventory control can be applied(Figure 8.9ii). In the case of gaseous products, the reactorlevel is controlled by modulating the liquid reactant; withliquid products, the gaseous reactant is modulated to keepreactor pressure constant. A purge is needed in both cases torid the reactors of inerts either in the liquid or in the gas phase.
Vacuum Control
Some reactions must be conducted under vacuum. The vac-uum source is frequently a steam jet-type ejector. Such unitsare essentially venturi nozzles with very little turndown. Thisconstant-capacity vacuum source is frequently matched tothe variable capacity reactor by wasting the excess capacityof the ejector. This is done by creating an artificial loadthrough the admission of ambient air.
When the vapor generation rate in the reactor is low, thesteam jet is still operating at full capacity, sucking in andejecting ambient air. The corresponding waste of steam canbe substantially reduced if the system shown in Figure 8.9uu
is applied. Here, a low-load condition is detected by thefact that the air valve is more than 50% open, and thisautomatically transfers the system to the “small” jet. A laterincrease in load is detected as the air valve closes (at around5%), at which point the system is switched back to the high-capacity jet.
Vacuum Stripping
When stripping is done by direct steam injection, the controlsshown in Figure 8.9ff are not applicable. The controls of avacuum stripper serve to remove the solvent and the unre-acted monomers from the batch in minimum time but withoutcausing foaming.
The steam addition to the stripper (FIC in Figure 8.9vv)is usually programmed as a function of time (FY). As thebatch gets more concentrated with polymer products andleaner in monomers or solvent, the more likely it is to foam,and therefore the rate of addition is reduced. This is usuallycontrolled by hardware or a software program (FY) thatrelates steam flow to time. This relationship is adjustable,and if foaming is experienced during a stripping cycle (LSHin Figure 8.9vv), the steam rate curve programmed in FY canbe lowered to avoid the repetition of foaming in the nextbatch.
The temperature of the batch is a function of (1) thebalance between the amount of heat introduced by the steamand (2) the amount of cooling caused by the vaporization ofthe monomers. The vacuum level in the stripper is thereforecontrolled by temperature. This guarantees that the vacuumis low enough so that all the solvents and monomers areremoved, but that it does not drop too low, to the point wherethe stripping steam would condense and would not beremoved by the vacuum but would cause dilution of thebatch.
REACTOR SAFETY
For a more detailed discussion of plant and control systemsafety, the reader is referred to Sections 4.11 and 5.8 of thisvolume. Here, only some of the “reactor-specific” safety con-cerns will be considered.
Safety problems can arise in chemical reactors as a resultof many causes, including equipment failure, human error,loss of utilities, or instrument failures. Depending on thenature of the problem, the proper response can be to “hold”the reaction sequence until the problem has been cleared orto initiate an orderly emergency shutdown sequence. Suchactions can be taken manually or automatically.
After a “hold” or “emergency” condition has beencleared, an orderly sequence of transitional logic is requiredto return the reactor to normal operation. It makes no differ-ence whether the emergency was caused by a pump or valvefailure or whether the reactor was put on hold to allow for
FIG. 8.9uuCost-effective operation of vacuum pressure controls can substan-tially reduce the waste of steam.
PTM
PRC S
PSHL PIC
Steam
Large
Air
Set at 50% and 5%
S
Small
© 2006 by Béla Lipták

1690 Control and Optimization of Unit Operations
manual sampling and laboratory analysis of the product: Areturn sequence is still required. The reentry logic determinesthe process state when the interruption occurred and thendecides whether to return to that process state or the previousone in order to reestablish the conditions that existed at thetime of the interruption.
A reactor control system should provide the followingfeatures:9
• The ability to maximize production• The ability to minimize shutdowns• The ability to maximize on-line availability of the
reactor• The ability to minimize the variations in utility and
raw material demand• The ability to provide smooth operation in terms of
constant conversion, yield, and product distribution • Easy start-up and shutdown
However, the overriding, primary design objective is thatthe reactor must be safe for both the operating personnel andthe environment.
Safety is guaranteed by monitoring both the potentialcauses of emergencies and their consequences. If the causeis detected and responded to in time, the symptoms of anemergency will never develop. It is for this reason that themonitoring of potential causes of safety hazards is preferred.
Some of the potential causes of emergencies and the methodsused to sense them are listed in Table 8.9ww.
Each of the above failures can actuate an annunciatorpoint to warn the operator and can also initiate a hold orshutdown sequence, if the condition cannot be corrected auto-matically. Automatic correction will require different responsesin each case.
FIG. 8.9vvThe controls of a vacuum stripper serve to remove the solvent and the unreacted monomers from the batch in minimum time but withoutcausing foaming.
FIC TT
TRC
PSHL
LSH LA
Foamalarm
PIC
Steam
Large
PRCSP
Air
Set at 50% and 5%
PT
M
FY
SP Time
Flow
S
S
Small
Steam
TABLE 8.9wwMethods of Detection and Potential Causes of ReactorEmergencies
Causes Methods of Detection
Electric power failure Volt or watt meters
Instrument air failure Pressure switch
Coolant failure Pressure or flow switches
Reactant flow failure Pressure or flow switches
Catalyst flow failure Pressure or flow switches
Loss of vacuum Vacuum switch
Agitator failure Torque or RPM detector
Pump failure Pressure or flow switch
Valve failure or mispositioning Position-sensing limit switches
Measuring device failures Validity checks
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1691
For example, in case of electric power failure, a dieselgenerator or steam turbine might be started. If instrument airfailure is detected, an alternate compressor might be started,or an alternate gas, such as dry nitrogen, might be used. Inaddition, the safe failure positions for all control valves mustbe predetermined, as in Figure 8.9m. In case of loss of coolant,an alternate source of coolant might be used, or the type of
might be applied.It is also desirable to provide intelligent human–machine
interfaces that will protect against unsafe operator actions.The simplest example of such limits is to prevent the operatorfrom moving set points outside safe limits.
If reactant or catalyst flow fails, automatic ratio loops(Figure 8.9dd) can cut back the flow rates or related streams;alternatively, if there are alternate storage tanks from whichthe reactant can be drawn, these tanks might be accessed. Aloss of vacuum can also be corrected by switching to analternate vacuum source if such redundancy is economicallyjustifiable.
Critical pumps and valves can be provided with sparebackup units, and agitators can be furnished with multipledrives. Failed sensors and defective instruments can be auto-matically replaced by redundant and voting systems.
If the cause of an emergency goes undetected, eventuallyit will affect the operating conditions of the reactor. Thesesymptoms might involve temperature, pressure, composition,or other conditions listed in Table 8.9xx.
Runaway Reactions
The control system will respond to the symptom of an abnor-mal process variable condition much as it did to the previ-ously discussed failure causes, but here the probability of anemergency shutdown is higher. For example, if, in a poten-
tially unstable reactor, the temperature or pressure hasexceeded its high limit, it is possible to make sure that thereactor is on full cooling and that the reactant feeds are shutoff, but after that little else can be done. Once such conditionshave evolved, only drastic action can prevent a runawayreaction, such as depressurization or even the transferring ofthe reactor contents into a blow-down tank.
The consequences of high jacket temperature are lessserious, and the limit shown in Figure 8.9l is usually suffi-cient to prevent the formation of hot spots. In some pro-cesses, the critical consideration is low jacket temperature,9
because that can cause “frosting” or “freezing” the reactantsonto the inner wall of the reactor. As the frozen layer thick-ens, heat transfer is blocked and the reactor must be shutdown. If used on such a process, the control system inFigure 8.9l would also be provided with a low limit on theslave set point.
When the reaction rate suddenly rises or when it approachesthe capacity of the cooling system, it is necessary either toincrease the heat removal capacity quickly (Figures 8.9o and8.9bb) or to cut back on the reactant flows (Figure 8.9i). It isalso necessary to detect if the reaction has failed by comparing
or by monitoring heat release (Figure 8.9ee). In yet other pro-cesses, it is desirable to limit the rate of temperature rise(Figure 8.9bb).
Glass Lining Protection
Some of the chemical reactors are glass-lined to resist cor-rosion or to protect against contamination or discoloring ofthe product. When a reactor is glass-lined, the integrity ofthe lining can be damaged, because the thermal expansioncharacteristics of glass and metal are different. Therefore, itis necessary to provide control systems that serve to protect
to detect if such damage has occurred (Figure 8.9zz).The integrity of various glass-lining materials are guar-
anteed for different temperature differentials between themetal and the glass. The lining protection controls serve tokeep the difference between the temperature of the lining(batch temperature detected by TT-1 in Figure 8.9yy) and thetemperature of the metal (jacket temperature detected by TT-2) under the guaranteed limit.
Figure 8.9yy illustrates the protection loop for a situa-tion in which the maximum differential is 100°. The goalof the controls is to keep the set point of the slave (TRC-2)within 100° of the batch temperature (TT-1). The purposeof TY-3 and TY-4 is to make sure that the slave set pointdoes not drop too low. Therefore, TY-3 subtracts 100° fromthe TT-1 signal, while TY-4 selects the higher between thatsignal and the master (TRC-1) output. Similarly, the pur-pose of TY-5 and TY-6 is to prevent the slave set point fromrising too high. TY-5 adds 100° to the TT-1 signal, while
TABLE 8.9xxUnsafe Reactor Conditions and the Sensors That Can DetectThem
Symptom Detectors
High reactor temperature High temperature switch
High jacket temperature High temperature switch
Low jacket temperature Low temperature switch
High reaction rate High heat release detector
Reaction failure Low heat release detector
High rate of temperature rise Rate of rise detector
High pressure High-pressure switch andrelief valve
Abnormal level Level and weight switches
Abnormal composition On-stream analyzers
© 2006 by Béla Lipták
automatic constraint control that was shown in Figure 8.9dd
the reactant feed rate with the heat removal rate (Figure 8.9dd)
the lining against cracking (Figure 8.9yy) and that are able

1692 Control and Optimization of Unit Operations
TY-6 selects the lower between that signal and the TRC-1output.
Figure 8.9zz shows the control system used to monitorthe integrity of the glass lining, when the batch is electricallyconductive. The fault test is made by inserting a probe intothe batch and checking the resistance between that and themetallic tank wall. If the glass lining is damaged, the resis-tance drops as the metal is exposed to the conductive batch.The fault monitor shown in Figure 8.9zz is designed for thescanning of ten glass-lined reactors.
Multiple Sensors
In connection with the topic of increasing the reliability ofcomposition analyzers, we have already seen some options
on using redundant measurements in our control systems.Figure 8.9qq described one possible option, where a pair ofredundant analyzers in combination with a high signal selec-tor can increase reliability.
Multiple temperature sensors can also be used for safetyor maintenance reasons. In a fixed-bed reactor, for example,in which the location of the maximum temperature mightshift as a function of flow rate or catalyst age, multiplesensors would be installed and the highest reading selectedfor control, as shown in Figure 8.9aaa.
On the other hand, if the reason for the use of multiplesensors is to increase the reliability of the measurement, theuse of median selectors is the proper choice (Figure 8.9bbb).A median selector rejects both the highest and the lowestsignals and transmits the third. This type of redundancy pro-tects against the consequences of sensor misoperation, while
1988FIG. 8.9yyThe illustrated glass-lining protection strategy guarantees that the slave set point (jacket temperature) will never be more than 100° awayfrom the batch temperature.
TRC1
TY4
TY3
TT1
TT2
TY5
TRC2
TY6
–Σ Σ
+100°100°
M
Heatingmedium
M
FC50–100 %
FO0–50%
Coolingmedium
Return
PICR/A
<>
Slave
Master
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1693
also filtering out noise and transients that are not common totwo of the signals.5
Another method of increasing sensor reliability is the useof voting systems. These also consist of at least three sensors.
Reliability is gained, as the voting system disregards anymeasurement that disagrees with the majority view.
Instrument Reliability
A risk analysis requires data on the failure rate for the com-ponents of the control system. Such data has been collectedfrom user reports; the findings of one such survey are shown
(MTBF) of the individual instrument components has been
FIG. 8.9zzThe illustrated fault finder signals if the glass lining of a reactor is damaged. (Courtesy of Factory Mechanical Systems.)
123456789
10
11
1212121212 13
Glasteelreactor
Fault probe(flush valve)
Fault test probe (for 1 to 10 vessels)White
SelectorswitchTo other
reactors
Systemtest
Faulttest
Red
100 Ω
Black
To otherreactors
Plantground
Connecting wiressupplied with probe
Instrument assembly
FIG. 8.9aaaThis method can be used to control the highest temperature in afixed-bed reactor.3
Feed
Reactor
Products
>
TT
TT
TT
TT
Coolant
TYTC
*
FIG. 8.9bbbMedian selector rejects both the highest and the lowest signals andcan be the logical choice in some applications.
TT
TT TYMedianselector
< >TIC
TT
© 2006 by Béla Lipták
in Table 8.9ccc. When the mean time between failure

1694 Control and Optimization of Unit Operations
estimated, the MTBF of the various control loops can beestablished.9
An example of predicting the MTBF of a system, basedon the MTBF of its components, is illustrated in Table 8.9ddd.Once the MTBF of each loop has been established, the reli-ability of the whole reactor control system can be increasedby increasing the MTBF of the loops that pose the highestrisks. This usually is done through the use of self-diagnostics,preventive maintenance, backup devices, and, in criticalinstances, the technique of “voting,” which was described inconnection with Figure 8.9bbb.
While risk analysis is complex and time-consuming (seeSections 4.11 and 5.8), a plant can be designed for a partic-ular level of safety, just as it can be designed for a particularlevel of production. The reliability of the result is as goodas the data used in the analysis. For this reason, data col-lected by users, testing laboratories, or insurance companies
should be used, instead of manufacturers’ estimates. Forinstrument reliability and performance data, good sourcesare the International Associations of Instrument Users,SIREP and WIB.
CONCLUSIONS
As was discussed in the previous paragraphs, the goals ofgood chemical reactor control and optimization include thefollowing:
• Precise recipe charging• Minimum heat-up time without temperature overshoot• Maximized reaction rate within limits of coolant
availability• Accurate and fast endpoint determination
These goals can be met by various levels of automation.As the requirements for safety and optimized productionare increased, higher and higher levels of automationbecome necessary. The trend is towards model-based antic-ipation and towards the integration of the individualcontrol loops into integrated multivariable reactor controllersystems.13
References
1. Control Roundup, Vol. 4, No. 1, January 1984, The FoxboroCompany.
2. Luyben, W. L., “Batch Reactor Control,” Instrumentation Technology,August 1975.
3. Shinskey, F. G., Process Control Systems, 2nd edition, New York:McGraw-Hill, 1979.
4. Lipták, B. G., Optimization of Unit Operations, Radnor, PA: ChiltonBook Company, 1987.
TABLE 8.9ccc Failure Rate for Control System Components*
Variable Instrument Mean Time between Failures
Level Bubbler 1–2 yrs.
d/p transmitter 1–5 yrs.
Float and cable 0.2–2 yrs.
Optical 0.1–5 yrs.
Flow Flume and weir 0.5–5 yrs.
Venturi, etc. 2 mo.–5 yr.
Propellers 1 mo.–1 yr.
Positive displacement 1 mo.–1 yr.
Magnetic 0.5–10 yrs.
Density Nuclear 1–3 yrs.
Mechanical 1–6 mos.
Analysis pH and ORP 1–4 mos.
Dissolved O2 1–9 mos.
Turbidity 1–6 mos.
Conductivity 1–4 mos.
Chlorine gas 0.5–1 yr.
Explosive gas 0.2–1 yr.
TOC 0.1–1 mo.
Miscellaneous Temperature 0.5–2 yrs.
Pressure 0.1–5 yrs.
Speed 0.6–5 yrs.
Weight 0.6–2 yrs.
Position 0.1–1 yr.
Sampling 0.1–1 yr.
*Adapted from Reference 10.
TABLE 8.9dddThe Mean Time between Failure (MTBF) of a Control Loop Canbe Calculated by Considering the MTBF of its Components9
Flow Transmitter
Flow Totalizer
SolenoidValve
On/OffValve
Failures/106 10 10 30 50
Operations/Process Cycle
100 100 2 2
Mean Cycles between Failure
1,000 1,000 16,000 10,000
Mean Time between Failure, Days
250 250 4,000 2,500
© 2006 by Béla Lipták

8.9 Chemical Reactors: Basic Control Strategies 1695
5. Shinskey, F. G., Controlling Multivariable Processes, Research Tri-angle Park, NC: Instrument Society of America, 1981.
6. Lipták, B. G., “Process Control and Optimization,” CFPA Course,Amsterdam, March 1993.
7. Juba, M. R., and Hamer, J. W., “Progress and Challenges in BatchProcess Control,” Chemical Process Control-CPC III, Amsterdam,1986.
8. Szeifert, F., Chovan, T., and Nagy, L., “Dynamic Simulation andControl of Flexible Chemical Technologies,” Automation ‘92, Budapest,1992.
9. Buckley, P. S., “Protective Controls for a Chemical Reactor,” Chem-ical Engineering, April 20, 1970 and April 4, 1975.
10. Molvar, A. C., “Instrumentation and Automation Experiences,” U.S.Environmental Protection Agency publication no. EPA-600/2-76-198,October 1976.
11. Kladko, M., “The Case of a Real Engineering Design Problem,”Chem-tech, 1971.
12. “System Samples Material without Opening Manway,” Chemical Pro-cessing, November 1986.
13. Lipták, B. G., “Process Control Trends—Parts 1 & 2,” Control, Marchand May, 2004.
Bibliography
Alsup, M., “Recipe Configuration for Flexible Batch Systems,” ISA/93Technical Conference, Chicago, September 19–24, 1993.
ANSI/ISA-88.00.03-2003, “Batch Control Part 3: General and Site RecipeModels and Representation,” Research Triangle Park, NC: Instrumen-tation, Systems, and Automation Society (ISA), 2003.
ARC Report: “Batch Process Automation Strategies,” ARC Advisory Group,October 1999.
Armstrong, W. S., and Coe, B. F., “Multiproduct Batch Reactor Control,”Chemical Engineering Progress, January 1983.
Benett, C. E., “Evaluating Controls for Batch Processing,” InstrumentationTechnology, July 1979.
Bonvin, D., and Srinivasan, B., “Optimal Operation of Batch Processes viathe Tracking of Active Constraints, a Case Study,: ISA Transactions,Research Triangle Park, NC: ISA, 2003.
Branch, T., and Ray, T., “Batch Automation Project Increases Produc-tion,” Proceedings of the World Batch Forum, Orlando, FL, April2001.
Bristol, E. H., “A Design Tool Kit for Batch Process Control,” InTech,October 1985.
Buckley, P. S., “Designing Override and Feedforward Controls,” ControlEngineering, Part I, August 1971; Part II, October 1971.
Carlo-Stella, G., “Distributed Control for Batch Systems,” InTech, March1982.
Christie, D., “A Methodology for Batch Control Implementation–Real WorldLessons,” Proceedings of the World Batch Forum, Baltimore, MD,April 1998.
Clark, D. W., and Gawthrop, P. J., “Implementation and Application ofMicroprocessor-Based Self-Tuners,” Automatica, 17(1), 1981.
Corripio, A. B., Design and Application of Process Control Systems,Research Triangle Park, NC: ISA, 1998.
Crowl, T., and Wolin, D., “The Paperless Batch Plant,” Proceedings of theWorld Batch Forum, San Diego, CA, April 1999.
Emerson, D., “What Does a Procedure Look Like? The ISA S88.02 RecipeRepresentation Format,” Proceedings of the World Batch Forum, SanDiego, CA, April 1999.
Fihn, S. L., “Specifying Batch Process Control Strategies,” InTech, October1982.
Fleming, D. W., and Schreiber, P. E., “Batch Processing Design Example,”Proceedings of the World Batch Forum, Baltimore, MD, April 1998.
Ghosh, A., “Batch Control State of Art,” Instrument Engineers’ Hand-book, 3rd edition, Process Software and Digital Network, Sec. 5.5,July 2002.
Ghosh, A., “Maximizing the Potential of Batch Process Control,” Pro-ceedings of the World Batch Forum, Brussels, Belgium, October2000.
Hancock, J., and Hopkinson, P., “A Case History of the Implementation ofan S88-Aware Batch Control System,” Proceedings of the World BatchForum, Baltimore, MD, April 1998.
Hodson, A. J. F., and Clarke, D. W., “Self-Tuning Applied to Batch Reac-tors,” Proceedings of the IEE Vacation School on Industrial DigitalControl Systems, London: IEE, September 1984.
Hopkins, B., and Alford, G. H., “Temperature Control of PolymerizationReactors,” Instrumentation Technology, May 1973, pp. 39–43.
Horak, J., and Jiracek, F., “Adaptive Nonisothermal Computer Controlof a Batch Reactor,” Collection of Czechoslovakia Chemical Com-municable, 1983.
Huzmezan, M., et. al., “Advanced Control of Batch Reactor Temperature,”Proceedings of the International Society for Measurement and Control(ISA) Expo, 2000.
John, B., “Batch Control Systems Current and Future,” Proceedings of theWorld Batch Forum, Woodbridge Lake, NJ, April 2002.
Jutan, A., and Uppal, A., “Combined Feedforward-Feedback Servo ControlScheme for an Exothermic Batch Reactor,” Industrial EngineeringChemical Process Design and Development, 23, 1984.
Kawano, K., “Applications of Batch Progress Prediction by Rolling Sched-uling to Operation Support System,” Proceedings of the World BatchForum, Baltimore, MD, April 1998.
Krigman, A., “Guide to Selecting Weighing, Batching, and Blending Sys-tems,” InTech, October 1982.
Longwell, E. J., “Endo/Exo Batch Reaction Requires Complex TemperatureControl,” InTech, August 1986.
Lorenzo, D., and Pérez, N., “Applying Model Predictive Control to a BatchProcess,” Proceedings of the World Batch Forum, Woodbridge Lake,NJ, April 2003.
Luyben, W. L., “Batch Reactor Control,” Instrumentation Technology,August 1975.
Luyben, W. L., Tyreus, B. D., and Luyben, M. L., Plantwide Process Control,New York: McGraw-Hill, 1998.
Lynch, E. P., Applied Symbolic Logic, New York: John Wiley & Sons,1980.
Marroquin, G., and Luyben, W. L., “Experimental Evaluation Cascade Con-trollers for Batch Reactors,” Industrial Engineering Chemical Funda-mental, 1972.
Mehta, G. A., “The Benefits of Batch Process Control,” Chemical Engineer-ing Progress, October 1983.
Parshall, J. H., and Lamb, L. B., “Applying S88: Batch Control from a User’sPerspective,” Research Triangle Park, NC: ISA, 1999.
Procyk, L. M., “Batch Process Automation,” Chemical Engineering, May1991.
Schnelle, P. D., and Richards, J. R., “A Review of Industrial Reactor Control:Difficult Problems and Workable Solutions,” Chemical Process Con-trol-CPC III, Amsterdam, 1986.
Shaw, W. T., “Computer Control of Batch Processes,” EMC Controls,1982.
Shaw, W. T., “Structured Design Produces Good Batch Programs,” ControlEngineering, 30(12), 1983.
Shinskey, F. G., “Controlling Temperature in Batch Reactors,” In Tech, April1992.
Shinskey, F. G., “Exothermic Reactors: The Stable, the Unstable, the Uncon-trollable,” Chemical Engineering, March 2004.
Shinskey, F. G., Process-Control System, New York: McGraw-Hill,1979.
Shinskey, F. G., Process Control Systems, 4th edition, New York: McGraw-Hill, 1996, p. 317.
© 2006 by Béla Lipták

1696 Control and Optimization of Unit Operations
Smith, F. A., “Development of Remote Auto-Manual Control System forBatch Organic Processes,” Chemical Industry, 1984.
Staus, R., “Improved Temperature Control in Batch Production Systems,”Proceedings of the International Society for Measurement and Control(ISA), 2002.
“Temperature Control for Batch Processes,” Chemical Engineering, April 1984.Thome, R. J., Cline, M. W., and Grillo, J. A., “Batch Process Automation,”
Chemical Engineering Progress, 75(5), 1979.
Tom, T. H., “DCS Selection for Flexible Batch Automation,” ISA/93 Tech-nical Conference, Chicago, September 19–24, 1993.
Ward, J. C., “Digital Batch Process Control,” InTech, October 1982.Wensley, J. H., “Fault-Tolerant Control for Batch Processes,” In Tech, October
1982.Wooley, K., and Christie, D., “Achieving Increased Batch Plant Productivity
by Application of a Multilevel DCS Solution,” Proceedings of the ISA,Houston, October 1998.
© 2006 by Béla Lipták